Группа изобретений относится к области изготовления санитарно-технических изделий, контактирующих с водой, например раковин для ванной комнаты.
Известен способ литья под высоким давлением санитарно-технических керамических изделий, включающий заполнение формы шликером, первое формирование толщины сантехнического изделия путем повышения давления с использованием нагнетающего устройства, второе формирование толщины сантехнического изделия при постоянном давлении, создаваемом нагнетающим устройством, отвод неотвержденного избыточного шликера из формы, уплотнение сантехнического изделия посредством подачи сжатого воздуха в форму, декомпрессию формы до тех пор, пока давление в форме не станет практически равным атмосферному давлению, открывание формы, извлечение из формы образованного сантехнического изделия (см. патент RU №2353512, Кл. В28В 1/26, oп. в 2009 г.). Этот способ позволяет производить керамические раковины и другие санитарно-технические изделия, однако он неприменим к изготовлению раковин из акрила и акрилового камня.
Известно формованное изделие (например, раковина) из пластмассы и способ его изготовления (см. патент на изобретение RU №2396286, С08F 2/44, оп. в 2010 г.). Такие раковины проще и дешевле в изготовлении, но обладают следующими недостатками: невысокой эксплуатационной надежностью, менее экологичны и гигиеничны, чем акриловые изделия.
Известен способ производства акриловых ванн, включающий формирование нескольких слоев у изделия: сначала выполняют основу ванной методом вакуумной формовки, а затем на нее наносят упрочняющий и декоративный слои (см. патент на изобретение JP 8332680, А47К 3/02, оп. в 1996 г., патент на изобретение JP 9192041, А47К 3/02, оп. в 1997 г., патент на изобретение JP 2001145579, А47К 3/02, оп. в 2001 г., патент на изобретение JP 2009034430, А47К 3/02, oп. в 2009 г.). Эти многослойные изделия имеют высокую стоимость изготовления по двум причинам: высокая стоимость исходного акрилового сырья и сложный путь формирования нескольких слоев.
Наиболее близким техническим решением является способ получения декорированного формованного изделия из полиметилметакрилата, включающий стадию формования листового материала, когда на наружную поверхность сформованного из прозрачного листа полиметилметакрилата изделия наносят первый окрашенный слой полиэфирной смолы с последующим отверждением первого окрашенного слоя при повышенной температуре, затем наносят второй окрашенный слой полиэфирной смолы с последующим отверждением второго окрашенного слоя при комнатной температуре, а затем наносят укрепляющий слой полиэфирной смолы, содержащей стекловолокно с последующим его отверждением и получением готового изделия (см. патент на изобретение RU №2304512, В29С 51/14, оп. в 2007 г.). Такое акриловое изделие формуют в пресс-форме методом вакуумного формования, после чего места механической обрезки подвергают тщательной обработке шлифовальной шкуркой, а всю внешнюю поверхность обрабатывают ацетоном или другим подходящим растворителем для обезжиривания и удаления возможных загрязнений. После чего наносят два декоративных слоя. Эта сложная технология изготовления санитарно-технических изделий является трудоемкой и материалоемкой.
Настоящее изобретение направлено на решение технической задачи упрощения технологии изготовления раковин и сокращения времени их изготовления, улучшения качества и надежности раковин при высоких эксплуатационных свойствах.
Решение поставленной технической задачи достигается тем, что в способе изготовления раковин из минерального материала на основе акрила, включающем раскрой заготовок из пластин акрилового камня, предварительную подготовку заготовок, вакуумное термическое формование в фасонной форме посредством каучуковой мембраны и вакуума, послеформовочную обработку и формирование сливного отверстия, причем после остывания отформованной заготовки к ее нижней части приклеивают акриловым клеем опорный акриловый каркас - царгу, затем отрезают неровности контура раковины и производят фрезерование и шлифовку рабочих поверхностей. Фрезерованием корпуса раковины на ее поверхности формируют столешницу, затем шлифуют ее и шлифуют полученное при вакуумном термическом формовании углубление для воды. Формируют кромку между столешницей и углублением для воды путем фрезерования плоскости. При обработке наружной поверхности раковины формируют либо глянцевое покрытие, либо матовое покрытие, либо матовое покрытие столешницы и глянцевое покрытие углубления для воды, либо глянцевое покрытие столешницы и матовое покрытие углубления для воды.
А также тем, что акриловая раковина, включающая столешницу и углубление для воды с отверстием для слива, снабжена опорным акриловом каркасом - царгой, закрепленным с нижней стороны раковины. Углубление для воды снабжено либо желобом, либо желобами, доходящими до краев раковины. Опорный акриловый каркас - царга устанавлена на нижней поверхности раковины с небольшим сдвигом от краев раковины. В опорном акриловом каркасе - царге выполнены вырезы под желоб углубления для воды.
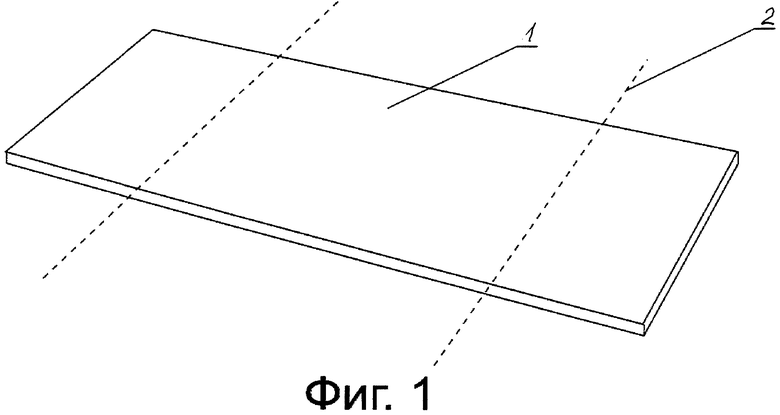
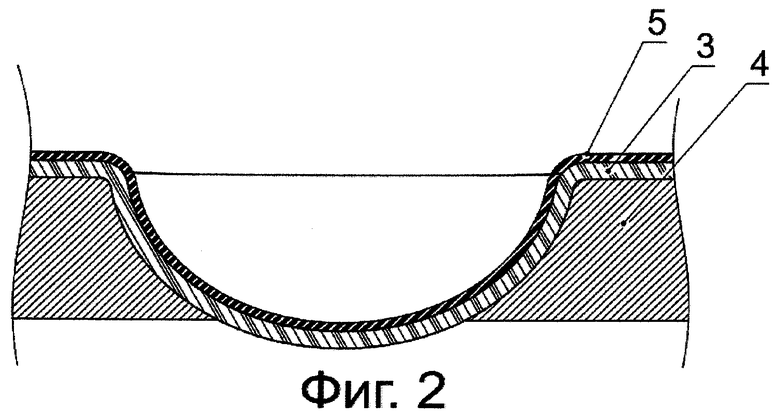
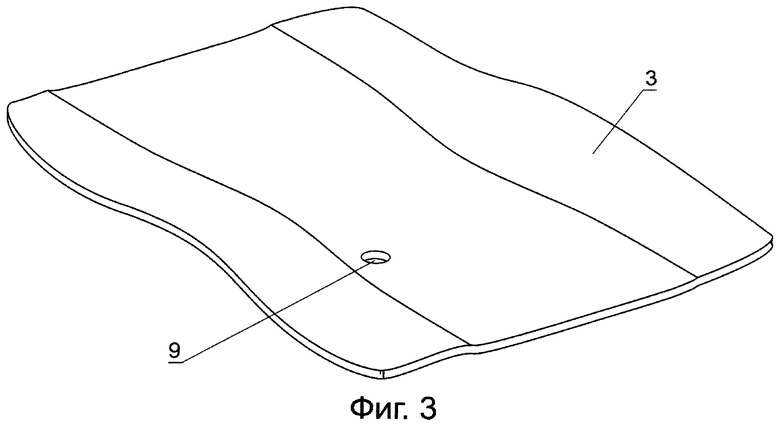
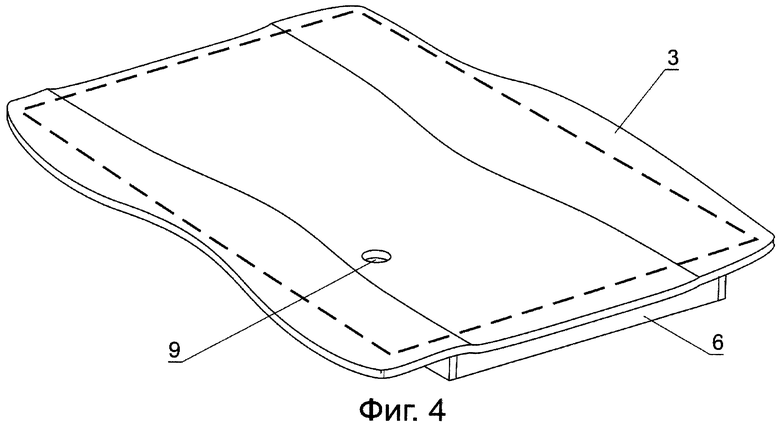
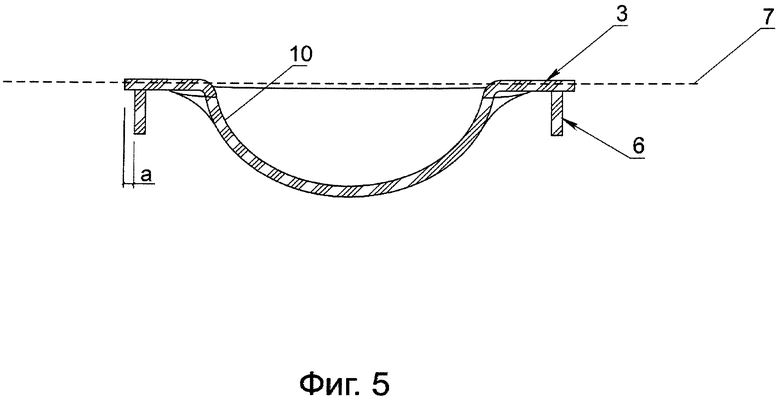
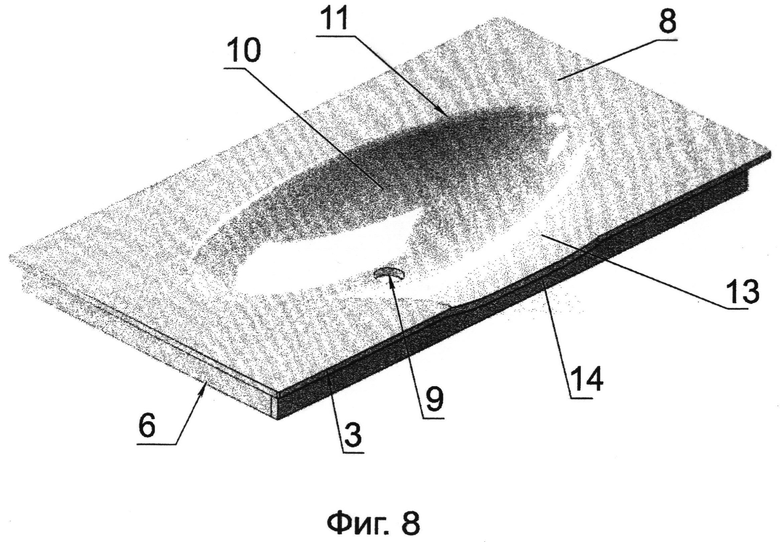
Изобретение поясняется чертежами. На фиг.1 изображен лист акрилового камня с элементами раскроя. На фиг.2 - вакуумное термическое формование заготовки раковины, поперечное сечение. На фиг.3 - заготовка раковины после формования. На фиг.4 - заготовка, размеченная под фрезерование краев. На фиг.5 - заготовка, размеченная под фрезерование столешницы. На фиг.6 - готовая раковина, поперечное сечение. На фиг.7 - готовая раковина с продольным желобом, в изометрии. На фиг.8 - готовая раковина с поперечным ассиметрично расположенным желобом с матовой поверхностью столешницы и глянцевой поверхностью углубления для воды, в изометрии.
Изделия из минерального материала на основе акрила (акрилового камня) предназначены для эксплуатации в помещениях с повышенной влажностью и большим перепадом температур (ванная, душ, сауна и т.д.). Для изготовления раковин можно использовать акриловый материал типа Coria, Geta Core, Tristone, Kerrock и другие подобные материалы. Эти материалы обладают бактерицидными свойствами, безопасными для здоровья человека, что особенно важно для эксплуатации в тех условиях, для которых такие изделия предназначены. Для изготовления раковины берут стандартный акриловый лист 1, например, толщиной 12 мм, наносят разметку 2 по заданным размерам, по которой отсекают лишние части. Термическое формование заготовки 3 раковины проводят в фасонной матрице 4 при помощи каучуковой мембраны 5 посредством вакуумирования. После остывания полученной заготовки 3 до 50° ее выкладывают на технологический стол. Полученная заготовка 3 имеет много неровностей, требующих обработки (см. фиг.3). Поскольку акриловый камень обладает некоторой мягкостью по сравнению с керамическими изделиями, для дальнейшей обработки и последующей эксплуатации требуется увеличение его жесткости. Задачу решают оригинальным путем, не требующим использования сложной технологии многослойного нанесения армирующего и декоративного слоев: к нижней части заготовки 3 приклеивают акриловым клеем акриловый опорный каркас (ребра жесткости) - царгу 6. Царга 6 состоит из прямоугольных брусков, склеенных между собой. Бруски царги 6 приклеивают со сдвигом внутрь относительно краев заготовки 3 на расстояние «а», обусловленное толщиной панелей тумбы, на которую раковина будет опираться после монтажа. Использование акрилового клея позволяет получать цельную конструкцию раковины, обладающую свойствами монолитного изделия. Полученную после приклеивания царги 6 заготовку 3 подвергают разным видам обработки. Отрезают посредством фрезерования неровности контура заготовки 3 и фрезеруют верхнюю поверхность заготовки 3 по линии 7 фрезерования, формируя поверхность столешницы 8. Вырезают отверстие 9 для слива в углублении 10 для воды. Затем подвергают шлифовке поверхность столешницы 8 и поверхность углубления 10 для воды. При фрезеровании заготовки 3 по линии 7 получают красивую кромку 11 между поверхностью столешницы 8 и углублением 10 для воды. После шлифовки поверхностей этот эффект усиливается.
Раковины, получаемые с использованием данного способа, могут иметь разную конфигурацию, задаваемую фасонной матрицей 4. Если в углублении 10 для воды формируют продольный желоб 12 или поперечный желоб 13, то в соответствующем месте 14 царги 6 перед ее приклеиванием к заготовке раковины выполняют вырезы под желоб 12 или 13. Использование разных методов шлифовки дает возможность получать раковины с разным зрительным эффектом. Если формируют глянцевое покрытие столешницы 8 и углубления 10, то получают эффект хорошо отполированного камня, который на ощупь оказывается теплым. Полностью матовое покрытие раковины дает возможность получить раковину с эффектом нешлифованного мрамора. При этом при обработке поверхности раковины проводят пескоструйную обработку воздухом высокого давления с микроскопическими размерами частиц абразива, который не выбивает кусочки материала, а продавливает и уплотняет поверхность раковины. Такая поверхность обладает высокой смачиваемостью, когда вода не растекается на ручейки, а стекает по всей поверхности тонкой пленкой, смывая любые грязные частицы. Любые красители, растворимые в воде, легко смывают без использования специальных моющих веществ. Эффект кромки 11 между столешницей 8 и углублением 10 усиливают, используя, например, матовое покрытие столешницы 8 и глянцевое покрытие углубления 10 для воды, либо наоборот глянцевое покрытие столешницы 8 и матовое покрытие углубления 10 для воды.
Раковины, изготовленные по вышеописанному способу, изображены на фиг. 7 и 8. Формирование на ее поверхности столешницы 8 позволяет использовать это пространство при эксплуатации раковины для разных моющих средств, флаконов, тюбиков и т.д. Причем такая поверхность легко смывается и не требует использования моющих абразивных средств для очистки. Формование раковины с углублениями 10 для воды разной формы позволяет вписаться в габариты ванной комнаты разных размеров. Например, раковина, изображенная на фиг.8 предназначена для эксплуатации в малогабаритной ванной. При этом она обладает всеми достоинствами акрилового изделия. Раковина, изображенная на фиг.7, позволяет использовать ее одновременно двум людям, имея протяженные размеры по длине. При этом вода по боковым желобам 12 углубления 10 всегда стекает в центр к отверстию 9.
Акриловые раковины обладают рядом достоинств, они более гигиеничны и отвечают самым строгим санитарно-гигиеническим нормам. При изготовлении акрилового камня в него могут быть добавлены антибактериальные вещества, что предотвращает образование плесени и размножение различных грибков. Акриловые материалы долговечны, поэтому раковина из акрила прочна и надежна, а также устойчива к появлению внешних дефектов-сколов и трещин, а также царапин. Изготовленная из такого материала раковина достаточно легка и проста в уходе. Поверхность акриловой раковины не тускнеет со временем. Важными свойствами акриловой раковины являются ее теплосохраняющие и шумоизоляционные свойства.
Данный способ изготовления раковин позволяет механизировать и автоматизировать практически все этапы получения изделия, при этом не требуется использования сложных технологий многослойного нанесения покрытий. Использование в процессе обработки раковины акрилового опорного каркаса - царги 6 - дает возможность получить монолитное прочное изделие, что очень важно для качества фрезерования и шлифовки, а также для последующего монтажа и эксплуатации раковины. Причем при небольшом весе и хорошей пластичности раковина обладает необходимой жесткостью и прочностью, исключающей ее перегибы, прогибы и другие деформации.
Таким образом, технический результат, достигаемый с использованием заявленного изобретения, заключается в упрощении технологии изготовления раковин и сокращении времени на их изготовление, улучшении качества, прочности и надежности получаемых раковин при высоких эксплуатационных и декоративных свойствах.

Группа изобретений относится к области изготовления санитарно-технических изделий, контактирующих с водой, например раковин для ванной комнаты. Способ изготовления раковин из минерального материала на основе акрила включает раскрой заготовок из пластин акрилового камня, предварительную подготовку заготовок, вакуумное термическое формование в фасонной форме посредством каучуковой мембраны и вакуума, послеформовочную обработку и формирование сливного отверстия. После остывания отформованной заготовки к ее нижней части приклеивают акриловым клеем опорный акриловый каркас - царгу, затем отрезают неровности контура раковины и производят фрезерование и шлифовку рабочих поверхностей. Изобретение обеспечивает повышение качества и надежности раковин при высоких эксплуатационных свойствах. 2 н. и 6 з.п. ф-лы, 8 ил.
1. Способ изготовления раковин из минерального материала на основе акрила, включающий раскрой заготовок из пластин акрилового камня, предварительную подготовку заготовок, вакуумное термическое формование в фасонной форме посредством каучуковой мембраны и вакуума, послеформовочную обработку и формирование сливного отверстия, причем после остывания отформованной заготовки к ее нижней части приклеивают акриловым клеем опорный акриловый каркас - царгу, затем отрезают неровности контура раковины и производят фрезерование и шлифовку рабочих поверхностей.
2. Способ изготовления раковин из минерального материала на основе акрила по п.1, отличающийся тем, что фрезерованием корпуса раковины на ее поверхности формируют столешницу, затем шлифуют ее и шлифуют полученное при вакуумном термическом формовании углубление для воды.
3. Способ изготовления раковин из минерального материала на основе акрила по п.2, отличающийся тем, что формируют кромку между столешницей и углублением для воды путем фрезерования плоскости.
4. Способ изготовления раковин из минерального материала на основе акрила по пп.2 и 3, отличающийся тем, что при обработке наружной поверхности раковины формируют либо глянцевое покрытие, либо матовое покрытие, либо матовое покрытие столешницы и глянцевое покрытие углубления для воды, либо глянцевое покрытие столешницы и матовое покрытие углубления для воды.
5. Раковина из минерального материала на основе акрила, включающая столешницу и углубление для воды с отверстием для слива, отличающаяся тем, что раковина снабжена опорным акриловом каркасом - царгой, закрепленным с нижней стороны раковины.
6. Раковина по п.5, отличающаяся тем, что углубление для воды снабжено либо желобом, либо желобами, доходящими до краев раковины.
7. Раковина по п.5, отличающаяся тем, что опорный акриловый каркас - царга установлен на нижней поверхности раковины с небольшим сдвигом от краев раковины.
8. Раковина по п.6, отличающаяся тем, что в опорном акриловом каркасе - царге выполнены вырезы под желоб углубления для воды.
| US 4105734 A, 08.08.1978 | |||
| Складная кровать с ширмой | 1930 |
|
SU22864A1 |
| СПОСОБ ДОМЕННОЙ ПЛАВКИ | 1994 |
|
RU2072694C1 |
| CN 101786296 A, 28.07.2010 | |||
| Ванна для промывки металлических изделий | 1940 |
|
SU62063A1 |

