Область техники, к которой относится изобретение
Изобретение относится к почтовой сортировочной машине, содержащей средства перемещения посредством зажима, а также способу ее применения. В частности, изобретение касается такой машины, которая может одновременно сортировать как предметы «большого формата», называемые «flats», так и письма. Изобретение касается также способа применения этой сортировочной машины.
Уровень техники
Различают разные типы почтовых отправлений в зависимости от их размеров: высоты, длины, толщины и от их веса. Эти различные категории отправлений определены в норме ISO-269. Например, конверт, который может содержать лист формата А4 или А5, является письмом, имеющим соответственно формат С4 или С5. Конверт формата С4 имеет размеры по ширине и высоте 229 миллиметров и 324 миллиметра. Конверт формата С5 имеет размеры по высоте и ширине соответственно 162 миллиметра и 229 миллиметров.
В настоящее время ассортимент почтовых отправлений, сортировку которых можно производить автоматически при помощи машин, в основном включает в себя: письма до формата С5 и толщиной менее 8 мм при весе, не превышающем 100 г, и так называемые плоские предметы «большого формата», которые могут быть еще больше, чем письма, и иметь формат С4 и более, и их толщина может достигать 32 мм, а вес может доходить до 2 кг.
В наше время существуют почтовые сортировочные машины, которые предназначены для разных типов отправлений, писем или предметов большого формата, и почтовые сортировочные машины, которые могут одновременно обрабатывать письма и предметы большого формата.
Как правило, эти машины содержат вход подачи с разборочным устройством для последовательной укладки на ребро партии почтовых отправлений, средства распознавания адреса почтовых отправлений и конвейер, который направляет почтовые отправления к сортировочным выходам в зависимости от распознанного адреса. Обычно адрес обозначает любую надпись в виде букв, и/или цифр, и/или других знаков, присутствующих на поверхности почтового отправления для его идентификации.
Настоящее изобретение касается, в частности, конвейерной системы, в которой отправления приводятся в движение за счет зажима между двумя конвейерными органами, которыми обычно являются ленты. Можно напомнить, что перемещение можно производить при помощи лотков, которые в данном случае не относятся к настоящему изобретению.
В почтовой сортировочной машине с использованием видеокодирования почтовые отправления проходят перед оптическими средствами считывания, как правило, представляющими собой камеру, которая снимает цифровое изображение каждого предмета, содержащего адресную информацию. Каждое цифровое изображение проходит обработку в системе автоматического определения адреса посредством оптического распознавания букв (OCR) и/или системы видеокодирования (VCS).
Эти средства считывания, связанные со средствами определения, образуют средства распознавания адреса в рамках изобретения. Если адрес на отправлении может быть распознан в достаточной степени, это отправление направляют на соответствующий сортировочный выход машины.
Классически можно применять два решения, которые, в случае необходимости, можно комбинировать, чтобы обрабатывать отправления, адрес которых не был распознан полностью.
Прежде всего, можно осуществлять так называемое «линейное» видеокодирование при помощи линии задержки, называемой также LAR. В этом случае сортировочная машина содержит предварительную конвейерную зону между камерой считывания и началом собственно сортировочной зоны. Дополнительное время перемещения отправлений вдоль этой линии позволяет обрабатывать отправления, не распознанные на входе.
Однако это первое решение имеет некоторые недостатки, связанные, прежде всего, с большой площадью на плоскости, занимаемой линией задержки. Это имеет важное значение, так как необходимо иметь доступ к этой линии для устранения возможного закупоривания и для осуществления периодических операций обслуживания.
Кроме того, эта линия задержки может вызывать проскальзывание проходящих через нее отправлений, что требует поправок, которые могут приводить к выбросам или к закупориванию. Это явление связано, в частности, с разностью между соответствующими коэффициентами трения у отправлений разного характера, например, таких как почтовые открытки и бумажные конверты. Это отрицательно сказывается на возможности расширения ассортимента обрабатываемой корреспонденции, при котором колебания толщины, размера и природы материала могут быть очень существенными.
Кроме того, для уменьшения занимаемой площади часто линии задержки выполняют с крутыми поворотами. Это может привести к повреждению почтовых отправлений и даже к невозможности прохождения некоторых типов оправлений, в частности, когда они имеют большой размер и/или повышенную жесткость.
Наконец, по этой линии задержки проходят все отправления, тогда, как правило, только небольшая их часть требует дополнительного времени для распознавания. Иначе говоря, большинство отправлений следуют по неоправданно удлиненному пути.
Альтернативой вышеуказанному линейному видеокодированию является решение так называемого «нелинейного» видеокодирования. Согласно этому решению неопознанные отправления маркируются либо физически при помощи идентификационного кода или хронологической метки (IdTag), либо виртуально при помощи способа (V-Id)™, разработанного заявителем.
При этом извлечение таких отправлений осуществляют через специально выделенный для них выход с целью их временного хранения. Затем их опять вводят в эту же или в другую сортировочную машину с целью дальнейшей обработки.
Однако это второе решение тоже имеет свои недостатки. Так, оно требует перегруппировки и хранения отправлений, для чего необходимо предусмотреть как минимум один специальный выход и дополнительную площадь на полу.
Кроме того, учитывая, что эти отправления проходят через второй сортировочный цикл, они подвергаются дополнительной разборке, которая неизбежно сопровождается нежелательными дополнительными воздействиями, что приводит к образованию двойных захватов или к повреждению отправлений. Кроме того, этот второй цикл требует дополнительных средств манипулирования.
В публикации US 2006/0037888 описана почтовая сортировочная машина, содержащая устройство разборки почтовых отправлений, средства распознавания адреса этих отправлений и конвейерную зону перемещения отправлений, содержащую главную петлю и укороченные петли, позволяющие направлять каждое почтовое отправление к соответствующему сортировочному выходу без прохождения по всей главной петле. Однако эта почтовая сортировочная машина не позволяет оптимизировать сортировку почтовых отправлений, адрес которых не удается распознать полностью во время первого прохода.
Раскрытие изобретения
Задачей изобретения является устранение этих различных недостатков. В частности, изобретение призвано предложить сортировочную машину, которая, занимая небольшую площадь в проекции на плоскости, обеспечивает быструю и эффективную обработку нераспознанных отправлений. Кроме того, изобретение призвано предложить такую сортировочную машину, которая может обрабатывать отправления широкого ассортимента, обеспечивая при этом их механическую целостность.
В связи с этим объектом изобретения является почтовая сортировочная машина, содержащая разборочное устройство, выполненное с возможностью укладки на ребро почтовых отправлений, средства распознавания адреса этих отправлений и конвейерную зону перемещения отправлений посредством зажима, причем эта конвейерная зона содержит зону разборки, проходящую от разборочного устройства, и сортировочную зону, имеющую множество сортировочных выходов, распределенных между входным сортировочным выходом, смежным с разборочным устройством, и выходным сортировочным выходом, при этом согласно изобретению почтовая сортировочная машина дополнительно содержит зону рециркуляции, соединяющую выходной сортировочный выход и входной сортировочный выход, причем эта зона рециркуляции образует вместе с зоной разборки точку слияния, находящуюся между разборочным устройством и входным сортировочным выходом, при этом почтовая сортировочная машина дополнительно содержит средства синхронизации, выполненные с возможностью синхронизации движений, с одной стороны, так называемых разбираемых отправлений, проходящих между разборочным устройством и точкой слияния, и, с другой стороны, так называемых рециркулируемых отправлений, проходящих в зоне рециркуляции, при этом средства синхронизации содержат средства обнаружения присутствия, по меньшей мере, одного рециркулируемого отправления, а также средства управления, выполненные с возможностью воздействия на разборочное устройство в ответ на информацию, поступающую от средств обнаружения.
Основополагающей идеей изобретения является использование сортировочной зоны, оборудованной своими выходами, в качестве линии задержки. В этих условиях она позволяет отказаться от использования специального участка для этой линии задержки, как при «линейном» решении. Кроме того, изобретение позволяет отказаться от любого специального выхода для нераспознанных отправлений, как при «нелинейном» решении.
Заявитель смог установить, что с учетом характера почтовой корреспонденции большинство отправлений можно правильно распознать в начале их первого прохождения в сортировочной зоне. В этих условиях в зону рециркуляции поступает лишь незначительная часть этих отправлений, что не влияет на общую производительность сортировки машины.
Таким образом, конвейерная зона образует петлю с учетом присутствия вышеупомянутой зоны рециркуляции. Это позволяет направлять нераспознанные отправления непосредственно на вход сортировочной зоны, что позволяет избежать любой операции, которая может привести к их повреждению.
Это прохождение отправлений вдоль петли имеет также другие преимущества в дополнение к преимуществам, связанным с распознаванием отправлений. Так, предположив, что один сортировочный выход оказывается занятым, например, когда он полностью заполнен, отправления, которые теоретически должны поступать в этот выход, циркулируют вдоль петли, пока этот выход опять не окажется свободным.
Кроме того, иногда возникает необходимость в извлечении отправлений в определенной последовательности на уровне сортировочного выхода, однако эта последовательность не была соответствующим образом упорядочена на входе разборочного устройства. В этом случае извлекают только часть этих отправлений во время первого прохода и, по меньшей мере, один раз оставляют другую часть этих отправлений циркулировать вдоль петли, чтобы соблюсти предусмотренный порядок.
Наконец, во время операции сортировки иногда прерывается отслеживание некоторых отправлений или возникает проблема считывания. В этих условиях данные отправления рециркулируют, чтобы они могли пройти еще раз перед камерой.
Предпочтительно сортировочная машина в соответствии с изобретением может иметь следующие отличительные признаки:
- средства обнаружения присутствия, по меньшей мере, одного рециркулируемого отправления содержат два датчика присутствия, расположенные в зоне рециркуляции;
- разборочное устройство оборудовано системой коррекции, выполненной с возможностью изменения промежутка между двумя последовательными разбираемыми отправлениями;
- средства синхронизации дополнительно содержат средства изменения скорости, по меньшей мере, одного отправления, проходящего в зоне рециркуляции и, в случае необходимости, в сортировочной зоне;
- средства изменения скорости содержат, по меньшей мере, первый орган изменения скорости, установленный в зоне рециркуляции, а также, в случае необходимости, второй орган изменения скорости, установленный в сортировочной зоне между двумя рядами сортировочных выходов;
- первый орган изменения скорости установлен между выходным датчиком присутствия и точкой слияния;
- сортировочная зона имеет две прямые ветви, соединенные U-образным изгибом;
- сортировочная зона имеет длину, превышающую 40 метров, а также выходы в количестве более 100;
- конвейерная зона образует вблизи зоны рециркуляции в основном U-образный изгиб, длина которого меньше 2,5 метров;
- соотношение между длиной сортировочной зоны и длиной зоны рециркуляции намного больше 1, в частности превышает 10, в частности превышает 20.
Объектом изобретения является также способ применения вышеуказанной сортировочной машины, в котором отправления разбирают при помощи разборочного устройства, используют средства распознавания, чтобы определять адрес этих отправлений, на соответствующие сортировочные выходы направляют, по меньшей мере, некоторые из отправлений, адрес которых был распознан правильно, и в зону рециркуляции направляют, по меньшей мере, отправления, адрес которых не был распознан правильно, чтобы они опять поступили в сортировочную зону.
Способ применения в соответствии с изобретением может иметь следующие отличительные признаки:
- обнаруживают присутствие, по меньшей мере, одного рециркулируемого отправления при помощи средств обнаружения и воздействуют на разборочное устройство при помощи средств управления таким образом, чтобы синхронизировать соответствующие движения разбираемых отправлений и рециркулируемых отправлений;
- отправления разбирают с постоянным промежутком и эту разборку останавливают, когда, по меньшей мере, одно рециркулируемое отправление перекрывает, по меньшей мере, один из датчиков присутствия;
- используют разборочное устройство, оборудованное системой коррекции, и два датчика присутствия располагают друг от друга на расстоянии D'(1-2)=(2*Gn+Lmax-Δd), где Gn соответствует номинальному промежутку между двумя отправлениями, Lmax соответствует максимальной длине отправления и Δd является разностью между, с одной стороны, расстоянием, пройденным за время повторного запуска движения отправления, остановленного на уровне разборочного устройства, рециркулируемым отправлением, проходящим со скоростью конвейера, и, с другой стороны, расстоянием повторного запуска движения отправления, остановленного на уровне разборочного устройства;
- идентифицируют промежуток, разделяющий передний торец выходного разбираемого отправления и передний торец входного рециркулируемого отправления, и между этим выходным разбираемым отправлением и этим входным рециркулируемым отправлением вставляют промежуточное разбираемое отправление, если идентифицированный промежуток превышает теоретический минимальный промежуток;
- между двумя разбираемыми отправлениями, входным и выходным, вставляют рециркулируемое отправление и используют средства изменения скорости для ускорения рециркулируемого отправления, чтобы оно было отделено промежутком, максимально близким к теоретическому минимальному промежутку, от выходного отправления, и используют систему коррекции, чтобы входное отправление было отделено промежутком, максимально близким к теоретическому минимальному промежутку, от рециркулируемого отправления;
- используют разборочное устройство, оборудованное системой коррекции, идентифицируют реальный промежуток, отделяющий задний торец выходного разбираемого отправления от переднего торца входного рециркулируемого отправления, определяют теоретический минимальный промежуток, позволяющий вставить промежуточное разбираемое отправление, идентифицируют опережение переднего торца между этим реальным промежутком и этим минимальным промежутком и, если это опережение меньше максимального значения задержки, допускаемого средствами изменения скорости, между этим выходным разбираемым отправлением и этим входным рециркулируемым отправлением вставляют промежуточное разбираемое отправление, затем используют средства изменения скорости для задержки этого рециркулируемого отправления на значение, соответствующее опережению его переднего торца;
- теоретический минимальный промежуток соответствует
ds(1-3)=L2+Gmin(1-2)+Gmin(2-3), где
L2 является длиной промежуточного отправления и
Gmin(1-2) и Gmin(2-3) являются минимальными промежутками, которые необходимо соблюдать между, с одной стороны, задним торцом выходного отправления и передним торцом промежуточного отправления и, с другой стороны, задним торцом промежуточного отправления и передним торцом входного отправления;
- используют средства изменения скорости только для замедления рециркулируемых отправлений и два датчика присутствия располагают друг от друга на расстояние D'(1-2)=(2*Gn+Lmax-Δd-Dret), где Gn соответствует номинальному промежутку между двумя отправлениями, Lmax соответствует максимальной длине отправления, Δd является разностью между, с одной стороны, расстоянием, пройденным за время повторного запуска движения отправления, остановленного на уровне разборочного устройства, рециркулируемым отправлением, проходящим со скоростью конвейера, и, с другой стороны, расстоянием повторного запуска движения отправления, остановленного на уровне разборочного устройства, и Dret является максимальным расстоянием задержки, допускаемым средствами изменения скорости;
- на входе второго органа изменения скорости идентифицируют два последовательных отправления, предназначенных для направления в зону рециркуляции, и в случае когда, по меньшей мере, одно отправление, смежное с этими двумя последовательными отправлениями, уже выгружено, используют второй орган изменения скорости для увеличения расстояния между этими двумя последовательными отправлениями.
Краткое описание чертежей
Далее следует описание изобретения, представленное исключительно в качестве неограничивающего примера, со ссылками на прилагаемые чертежи.
На фиг.1 схематично показана почтовая сортировочная машина в соответствии с изобретением, вид сверху;
на фиг.2 схематично показана часть почтовой сортировочной машины, изображенной на фиг.1, увеличенный вид;
на фиг.3 - то же, что на фиг.2, при этом почтовая сортировочная машина показана согласно первому варианту осуществления изобретения;
на фиг.4 показано разборочное устройство, принадлежащее к сортировочной машине, изображенной на фиг.3, увеличенный вид сбоку;
на фиг.5 и 6 схематично представлены разные варианты применения сортировочной машины, показанной на фиг.3 и 4;
на фиг.7 - то же, что на фиг.2, при этом почтовая сортировочная машина показана согласно второму варианту осуществления изобретения;
на фиг.8-11 схематично представлены различные варианты применения сортировочной машины, показанной на фиг.7.
Осуществление изобретения
На фиг.1 схематично показана машина для сортировки почтовой корреспонденции или отправлений. Она оборудована различными органами, обеспечивающими перемещение этих отправлений посредством зажима, в частности, при помощи обычных конвейерных лент. Как было указано выше, изобретение не находит применения для средств перемещения типа лотков или аналогичных средств.
Сортировочная машина содержит зону 1 разборки, точку слияния С, входную промежуточную зону 2, сортировочную зону 3 и зону 4 рециркуляции. На этой фиг.1 путь отправлений показан стрелками F.
Зона разборки, находящаяся перед точной слияния С, а также промежуточная зона, находящаяся между точкой слияния С и первым выходом S1 сортировочной зоны, являются классическими зонами. В частности, зона разборки оборудована разборочным устройством 10 соответствующего типа.
Кроме того, та или иная из этих зон содержит различные устройства, в том числе устройство 20 получения изображения типа камеры, необходимое в рамках настоящего изобретения. Некоторые другие, не показанные устройства являются факультативными, например детектор множественных захватов, устройство измерения толщины, детектор жесткости, устройство отбора слишком жестких отправлений, считыватели штрихкодов или устройства печати.
Следует отметить, что конструктивно разборочное устройство 10 находится в зоне 1 разборки. Другие же упомянутые выше устройства, в частности камера 20, могут находиться до или после точки слияния С.
Так, размещение камеры 20 в зоне 1 разборки перед точкой слияния С представляет интерес в плане общей компактности. С другой стороны, размещение камеры 20 в промежуточной зоне 2 после точки слияния С позволяет рециркулируемым отправлениям повторно проходить перед этой камерой, что обеспечивает возможность дополнительного получения информации.
Обычно съемочную камеру 20 объединяют со средствами 25 определения, показанными схематично. Комбинация средств 20 и 25 образует известные средства распознавания адреса.
Предпочтительно, но не ограничительно длина L1 зоны 1 разборки между выходом разборочного устройства 10 и точкой С меньше длины зоны 4 рециркуляции. Кроме того, длина L2 промежуточной зоны 2 между точной С и первым сортировочным выходом S1 предпочтительно позволяет получать ответ типа OCR, даже когда съемочное устройство находится после слияния С. В противном случае первые выходы было бы невозможно использовать. В этих условиях данная длина имеет минимальное значение, предпочтительно превышающее 4 метра, что составляет путь не менее 1 секунды при максимальной скорости перемещения.
Сортировочная зона 3, которая имеет приблизительную форму U, состоит из двух прямых ветвей 31 и 33, а также из U-образного изгиба 32. Ветвь 31 оборудована первым рядом сортировочных выходов от S1 до SM, тогда как ветвь 32 оборудована вторым рядом сортировочных выходов от SM+1 до SN, причем все эти выходы являются выходами известного типа.
Выходы, предусмотренные в общем количестве N, предпочтительно превышающем 40, в основном одинаково распределены между двумя рядами. L31 и L33 обозначают длину каждой ветви соответственно между выходами S1 и SM и между выходами SM+1 и SN, и L32 является длиной U-образного изгиба 32. Общая длина L3 сортировочной зоны, которая соответствует сумме длин L31, L32 и L33, предпочтительно превышает 40 метров.
Зона 4 рециркуляции проходит между первым выходом SN и точкой слияния С. Она имеет длину L4, намного меньшую общей длины L3 сортировочной зоны. Таким образом, соотношение между L3 и L4 предпочтительно превышает 10, в частности превышает 20. Это позволяет гарантировать, что лишь незначительная часть машины не используется для сортировки отправлений.
Зона 4 рециркуляции образует U-образный изгиб, длина L4 которого предпочтительно меньше 2.50 метра. В представленном примере этот U-образный изгиб полностью образован зоной рециркуляции. Вместе с тем, например, если ориентация разборочного устройства отличается от показанной на фигурах, точка слияния С может находиться на самом U-образном изгибе, как правило, в его выходной части. В этом последнем случае этот U-образный изгиб конвейерной зоны образован одновременно зоной 4 рециркуляции, а также промежуточной зоной 2.
До этого была описана конвейерная петля, образованная двумя прямолинейными участками 31 и 32, а также двумя U-образными изгибами 32 и 4. Однако можно предусмотреть, чтобы каждый из этих составных элементов имел форму, отличную от описанной. Следует отметить, что в любом случае предпочтительно, чтобы первый и последний сортировочные выходы S1 и SN находились близко друг к другу, чтобы зона 4 рециркуляции имела небольшую длину.
Применение описанной выше почтовой сортировочной машины, прежде всего, классически предусматривает разборку отправлений и затем их прохождение перед камерой 20. При этом, как известно, камера снимает цифровое изображение каждого отправления, которое известным образом обрабатывают средства 25 определения. В большинстве случаев эти операции обеспечивают распознавание адреса, нанесенного на отправления.
Если этот адрес распознан правильно, рассматриваемое отправление направляют на соответствующий сортировочный выход S1-SN. Если же этот адрес не может быть распознан полностью, рассматриваемое отправление проходит в конвейерную петлю за последним выходом SN, то есть вдоль зоны рециркуляции в направлении точки слияния С.
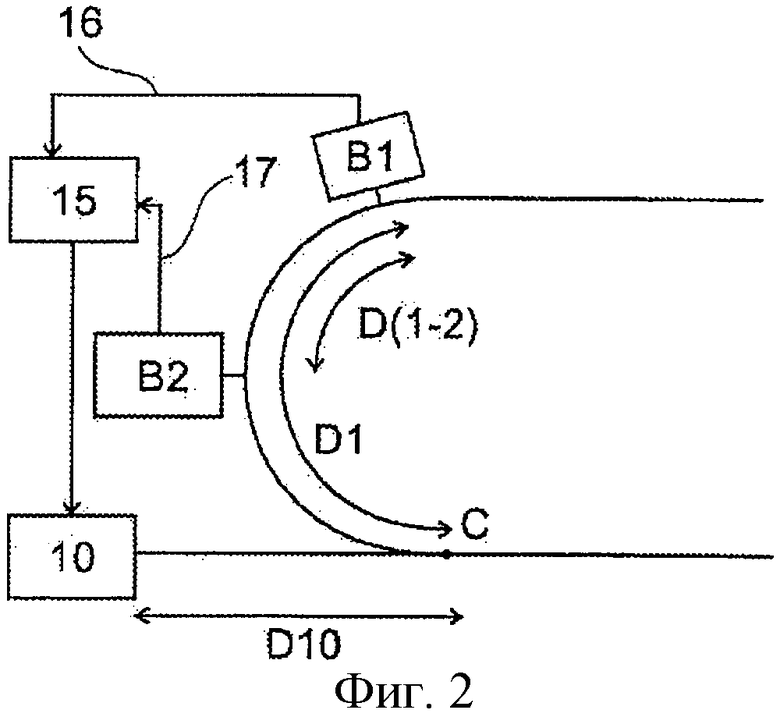
В этих условиях понятно, что необходимо предусмотреть средства, позволяющие синхронизировать движения отправлений, проходящих соответственно в зоне 1 разборки и в зоне 4, предназначенной для рециркуляции. Эти средства синхронизации прежде всего содержат средства, позволяющие обнаруживать присутствие отправления в зоне 4 рециркуляции. В представленном примере речь идет о двух датчиках В1 и В2 любого соответствующего типа.
Средства обнаружения связаны со средствами 15 управления, показанными только на фиг.2, хотя они участвуют во всех вариантах осуществления. Эти средства управления выполнены с возможностью воздействия на работу разборочного устройства 10 в ответ на информацию, выдаваемую вышеупомянутыми датчиками В1 и В2. Наконец, как будет подробнее описано ниже, предпочтительно можно предусмотреть средства, позволяющие изменять скорость отправлений в зоне рециркуляции и даже в сортировочной зоне.
В целом изобретение позволяет замедлять и даже останавливать разборку, когда в зоне рециркуляции обнаруживают отправление. Эту операцию можно дополнить изменением скорости этого отправления, как правило, посредством его торможения. Это позволяет вставить в соответствующий момент рециркулируемое отправление между двумя отправлениями, поступающими из разборочного устройства.
Предположим, что используют первый тип классического разборочного устройства, такого, каким оборудована сортировочная машина STAR, выпускаемая заявителем. Это разборочное устройство может разбирать отправления с постоянным промежутком, то есть расстоянием между задним торцом выходного отправления и передним концом входного отправления. Однако это разборочное устройство не позволяет изменять профиль скорости разбираемого отправления.
В этом случае два датчика обнаружения В1 и В2 располагают на расстоянии D друг от друга, при этом
D(1-2)=2*Gn+Lmax+Vc*t0, где
- Gn соответствует номинальному промежутку между двумя отправлениями во время их перемещения. Это значение, которое изначально является фиксированным, обычно составляет 95 мм в случае письма и 155 мм в случае отправления «flat». Если машина предназначена для обработки разных типов отправлений, выбирают самое большое значение;
- Lmax соответствует максимальной длине отправления. Это заранее определенное значение составляет, например, 328 мм в случае отправления «flat»;
- Vc является номинальной скоростью перемещения на конвейере;
- t0 соответствует общему времени для остановки разборки.
Кроме того, передний датчик В1 располагают от точки слияния С на расстоянии D1=D10+Vc*t0, где D является расстоянием, отделяющим точку С от выхода разборочного устройства.
Во время работы, когда входной датчик В1 обнаруживает поступление отправления, он направляет сигнал через линию 16 на средства 15 управления, которые, в свою очередь, действуют на разборочное устройство 10. Последнее заканчивает выемку текущего разбираемого отправления, затем останавливается.
Затем, пока отправление находится между двумя датчиками или пока отправление перекрывает один из этих датчиков, разборочное устройство остается остановленным. Наконец, когда задний торец последнего отправления проходит напротив выходного датчика В2, этот датчик направляет соответствующий сигнал через линию 17 на средства 15 управления, которые инициируют возобновление разборки.
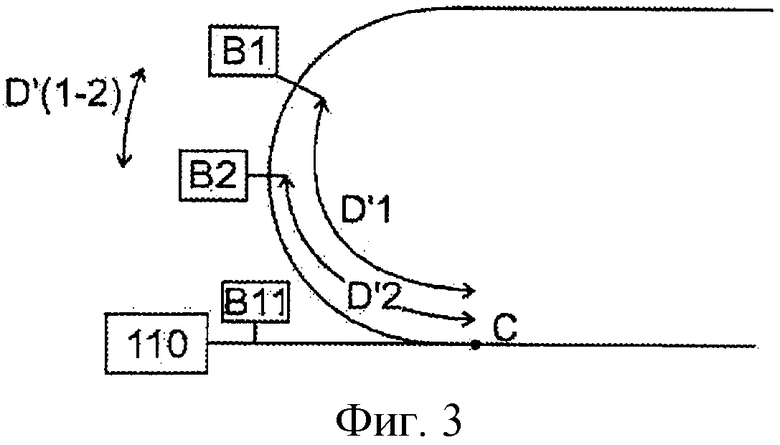
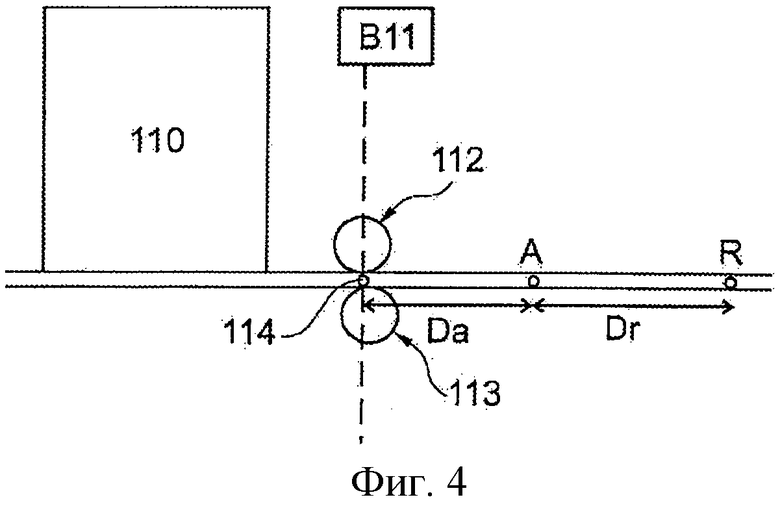
Во втором варианте осуществления, представленном на фиг.3-6, используют другое разборочное устройство 110 классического типа, которое имеет дополнительные функциональные возможности по сравнению с описанным выше. Это второе разборочное устройство, например, соответствующее решению, раскрытому во французском патенте 2797437, оборудовано системой 112 коррекции, схематично показанной на фиг.4 и выполненной с возможностью изменения промежутка между двумя последовательными разбираемыми отправлениями.
Для этого такое разборочное устройство оборудовано, по меньшей мере, одним набором роликов 113, скорость вращения которых можно изменять. Зону прохождения отправлений, ограниченную набором роликов, находящимся ближе всего к входу, называют точкой 114 зажима.
Таким образом, это разборочное устройство может моментально прекращать разборку по управляющей команде, затем возобновлять ее по дополнительной команде. Преимуществом этого устройства является то, что оно позволяет сократить время прерывания разборки по сравнению с описанным выше первым типом разборочного устройства.
Напротив точки 114 зажима устанавливают дополнительный датчик, обозначенный В11. Следует отметить, что длина и толщина разбираемого отправления становятся известными, когда оно оказывается перед датчиком В11. Кроме того, как только это отправление перекрывает В11, его уже остановить невозможно.
Кроме того, в номинальном режиме продолжительность фаз перекрывания В11 отправлением, то есть время, необходимое, чтобы это отправление полностью прошло перед В11, можно спрогнозировать и контролировать. Действительно, оно зависит только от конвейерной скорости перемещения и от длины рассматриваемого отправления. Следует отметить, что когда его передний торец приходит напротив В11, отправление движется с этой скоростью перемещения.
Наконец, решение об остановке или о продолжении движения отправления принимают, когда его передний торец оказывается напротив В11. Остановку осуществляют в зависимости от заранее определенного профиля скоростей, позволяющего обеспечивать одинаковую дистанцию остановки для всех отправлений. Кроме того, повторный запуск производят тоже согласно заранее определенному профилю скоростей, что позволяет привести все отправления к конвейерной скорости перемещения с точки зрения дистанции и сроков, устанавливаемых заранее. Следует отметить, что хотя параметры остановки и повторного запуска являются неизменными для данного цикла сортировочной машины, их все же можно изменять от одного цикла к другому.
С учетом вышесказанного можно указать различные параметры работы со ссылками на фиг.4, где разборочное устройство 110 показано в увеличенном виде, при этом использованы следующие обозначения:
- Da - дистанция остановки, необходимая, чтобы остановить отправление начиная с момента, когда его передний торец проходит перед В 11;
- А - точка остановки этого отправления;
- Dr - дистанция повторного запуска, необходимая для приведения отправления к его конвейерной скорости перемещения начиная с момента, когда оно остановилось в точке А;
- Tr - время повторного запуска, необходимое для приведения отправлении к его конвейерной скорости перемещения начиная с момента, когда оно остановилось в точке А;
- R - точка, в которой отправление начинает двигаться с этой номинальной скоростью;
- Δd - разность между, с одной стороны, расстоянием, пройденным в течение времени Tr рециркулируемым отправлением, движущимся с конвейерной скоростью перемещения, и, с другой стороны, дистанцией повторного запуска Dr. Иначе говоря,
Δd=Dr-(Vc*Tr).
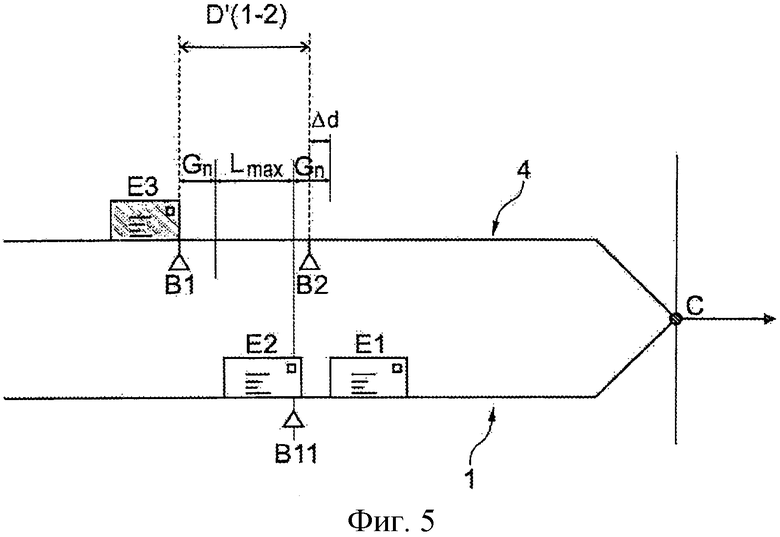
Как показано на фиг.3 и 5, два датчика В1 и В2 располагают на соответствующих расстояниях D'1 и D'2 относительно точки С:
D'1=D11+Lmax+Gn и D'2=D11-Gn-Δd, где D11 соответствует расстоянию между В11 и С. При этом отмечается, что расстояние между двумя датчиками равно D'1(1-2)=(2*Gn+Lmax-Δd), что значительно меньше, чем в первом варианте осуществления.
Затем предположим, что произвели разборку двух отправлений Е1 и Е2, тогда как рециркулируемое отправление Е3 находится в зоне 4. Первая ситуация показана на фиг.5, на которой для большей ясности зона 4 рециркуляции показана прямолинейной над зоной 1 разборки.
В данном случае отправление Е2 уже перекрыло датчик В 11, тогда как передний торец рециркулируемого отправления Е3 пришел напротив датчика В1. При этом кинематика выемки Е2 не меняется, поэтому оно нормально направляется к точке слияния С, чтобы оказаться между Е1 и Е3.
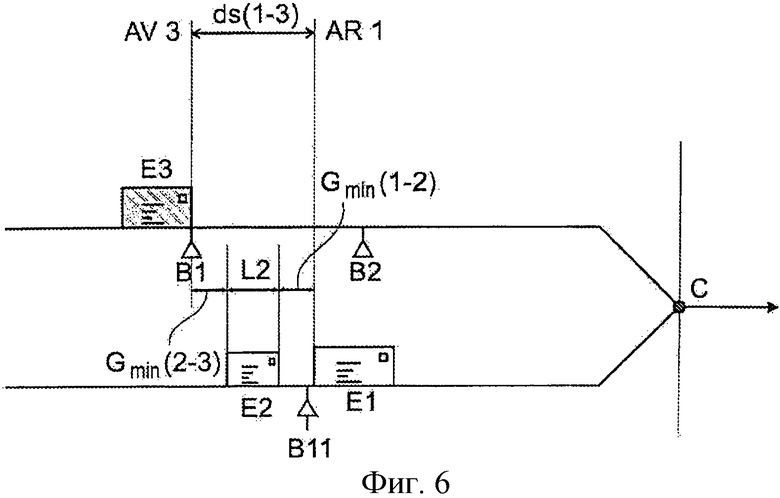
Во второй ситуации, показанной на фиг.6, предположим, что отправление Е2 пока не дошло до датчика В11, тогда как передний торец рециркулируемого отправления Е3 пришел напротив датчика В1. Даже если предположить, что Е2 невозможно вставить между Е1 и Е3, в некоторых условиях это все же осуществимо.
Так, свободное пространство между Е1 и Е3 потенциально является достаточным, если
d(1-3)≥ds(1-3)=L2+Gmin(1-2)+Gmin(2-3), то есть выполняется условие (I), где
- d(1-3) является реальным промежутком между Е1 и Е3, то есть расстоянием между задним торцом AR1 отправления Е1 и передним торцом AV3 отправления Е3;
- ds(1-3) обозначает пороговое значение этого промежутка. На фиг.6 d(1-3) равно ds(1-3);
- L2 - длина отправления Е2, и
- Gmin(1-2) и Gmin(2-3) являются минимальными промежутками, которые необходимо соблюдать между, с одной стороны, задним торцом Е1 и передним торцом Е2 и, с другой стороны, задним торцом Е2 и передним торцом Е3. Эти промежутки следует рассматривать в отношении к отправлениям, находящимся одно за другим в сортировочной зоне.
Значения Gmin по умолчанию можно принять равными Gn. Однако чтобы повысить производительность сортировочного цикла, можно выбрать значение Gmin меньшим Gn. Специалист сможет выбрать соответствующее значение для Gmin, в частности, в зависимости от следующих параметров:
- длины и толщины пары смежных отправлений Е1 и Е2 или Е2 и Е3;
- проскальзывания рециркулируемого отправления Е3, наблюдаемого во время его прохождения вдоль сортировочной зоны;
- оставшегося расстояния, которое должно пройти Е3, чтобы достичь своего сортировочного выхода; и
- в случае необходимости, коэффициента, который позволяет установить запас надежности.
Если вышеуказанное условие (I) соблюдено, отправление Е2 вводится обычным путем через точку зажима, то есть не претерпевая остановки. В противном случае это отправление Е2 останавливают, пока задний торец рециркулируемого отправления Е3 не пройдет напротив датчика В2, как в первом варианте осуществления.
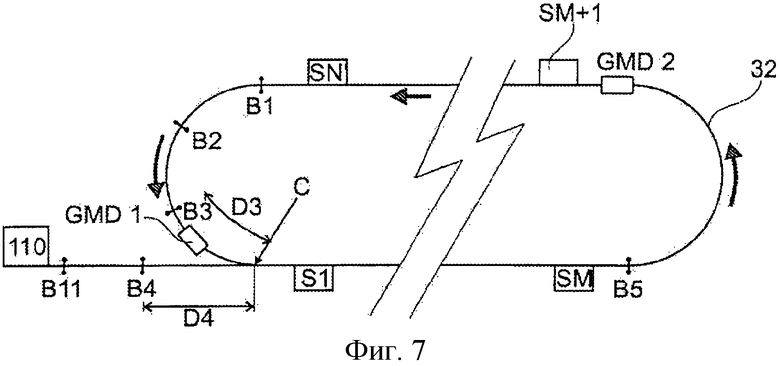
В третьем варианте осуществления дополнительно используют, по меньшей мере, одно устройство управления промежутком или GMD (Gap Management Device), выполненное с возможностью изменения скорости отправления в зоне рециркуляции и даже на входе в сортировочной зоне. Этим устройством оборудована, например, сортировочная машина STAR, выпускаемая заявителем. Предпочтительно его объединяют с разборочным устройством, оборудованным системой коррекции, такой как система 110, используемая в описанном выше втором варианте осуществления.
Первое устройство управления, обозначенное GMD1 и называемое так же в дальнейшем для большего удобства описания, установлено в зоне 4 рециркуляции между выходным датчиком В2 обнаружения и точкой слияния С. Этим устройством GMD1 управляют, кроме всех прочих средств, при помощи двух дополнительных датчиков В3 и В4. Один из них, В3, расположен в зоне рециркуляции между датчиком В2 и самим устройством GMD1, тогда как другой датчик В4 предусмотрен в зоне разборки. Эти два датчика В3 и В4 являются равноудаленными от точки слияния С, то есть расстояния D3 и D4 на фиг.7 являются идентичными.
Далее со ссылками на фиг.8 и 9 следует описание первого типа применения GMD 1, в котором это устройство выполнено одновременно с возможностью замедления и ускорения рециркулируемого отправления. В этом случае расстояние между датчиками В1 и В2 идентично расстоянию из вышеуказанного второго варианта, то есть (2*Gn+Lmax-Δd). Ниже при описании другого варианта применения будет показано, что это расстояние можно уменьшить.
На фиг.8 и 9 показано продвижение двух разбираемых отправлений Е1 и Е2, а также рециркулируемого отправления Е3. В зависимости от смещения между Е2 и Е3 следует выбрать, какое из этих отправлений следует направить раньше другого в направлении точки слияния С.
Как показано на фиг.8, рециркулируемое отправление Е3 существенно запаздывает по отношению к Е2, поэтому между Е1 и Е3 можно вставить Е2. Как и во втором варианте осуществления, известно, что это возможно, если соблюдено условие (I), то есть d(1-3)≥ds(1-3).
Использование устройства GMD позволяет, в случае необходимости, вставить Е2, даже если это условие (I) не удовлетворено. Действительно, GMD имеет характеристическую дистанцию Dret, которая соответствует максимальной задержке, которую это устройство GMD может сообщить отправлению путем снижения его скорости. Таким образом, теперь учитывается условие (I бис), которое записывается следующим образом:
d(1-3)≥d's(1-3)=L2+Gmin(1-2)+Gmin(2-3)-Dret.
На фиг.8 AR1 обозначает положение заднего торца E1, AV3 - реальное положение переднего торца Е3, AV'3 - теоретическое положение этого переднего торца для соблюдения условия (I бис), и δ - опережение переднего торца Е3 относительно этого теоретического положения. Если δ меньше Dret, значит, устройство GMD может задержать отправление Е3 на такое значение, при котором Е3 можно будет поместить на уровне AV'3. При этом между Е1 и Е3 будет достаточно места, чтобы вставить Е2, для обеспечения нормального введения этого отправления Е2.
Затем, во время своего продвижения вдоль зоны рециркуляции Е3 задерживают на расстояние δ таким образом, чтобы его передний торец отстоял от заднего торца Е2 на промежуток Gmin(2-3). На практике, Gmin(2-3), по мере возможности, должно стремиться к Gn. Эту задержку применяют известным образом, используя датчики В3 и В4.
Если же δ превышает Dret, отправление Е2 останавливают, пока Е3 не перекроет датчик В2.
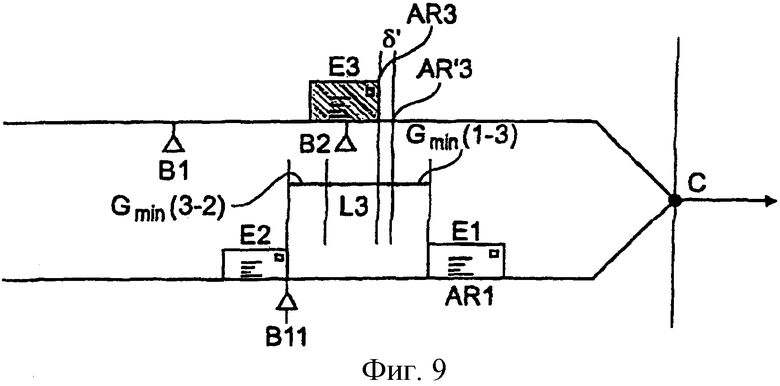
Как видно из фиг.9, рециркулируемое отправление Е3 запаздывает по отношению к Е1 на относительно небольшое расстояние таким образом, что можно вставить Е3 между Е1 и Е2. Кроме того, известно, что в данном случае должно быть соблюдено условие (I), применяемое для данного случая, а именно:
d(1-2)≥ds(1-2)=L3+Gmin(1-3)+Gmin(3-2), где
d(1-2) является промежутком между Е1 и Е2, то есть расстоянием между задним торцом Е1 и передним торцом Е2,
L3 является длиной отправления Е3 и
Gmin(1-3) и Gmin(3-2) являются минимальными промежутками, которые необходимо соблюдать между, с одной стороны, задним торцом Е1 и передним торцом Е3 и, с другой стороны, задним торцом Е3 и передним торцом Е2. Как было указано выше, Gmin(1-3) и Gmin(3-2) стремятся, по мере возможности, приблизиться к Gn.
На фиг.9 AR1 обозначает положение заднего торца Е1, AV3 - реальное положение переднего торца Е3, AV'3 является теоретическим положением этого переднего торца для соблюдения минимального промежутка Gmin(1-3), и δ' является задержкой переднего торца Е3 по отношению к этому теоретическому положению.
Использование GMD позволяет продвинуть вперед Е3, чтобы приблизить его к этому теоретическому положению, что представляет интерес с точки зрения повышения производительности. Известно, что GMD имеет другую характеристическую дистанцию Dav, которая соответствует максимальному опережению, которое это устройство GMD может сообщить отправлению посредством его ускорения.
В этих условиях, если δ' меньше Dav, E3 ускоряют таким образом, чтобы расположить его как можно ближе к Е1, для соблюдения минимального промежутка Gmin(1-3). Если же δ' превышает Dav, отправление E3 ускоряют таким образом, чтобы приблизить его к вышеуказанному максимальному значению Dav, зная при этом, что оно останется удаленным от Е1 на промежуток, превышающий Gmin(1-3).
Кроме того, речь идет о соблюдении минимального промежутка Gmm(3-2) между E3 и Е2. Для этого используют систему 112 коррекции, входящую в состав разборочного устройства 110, таким образом, чтобы задержать продвижение Е2 и установить соответствующее расстояние между ним и E3. Промежуток между Е2 и E3 вычисляют не с учетом реального положения E3, а положения, которое он займет после продвижения с опережением на значение δ' или Dav, как было указано выше.
Второй, так называемый упрощенный тип применения GMD1 находит свое обоснование в самой природе такого GMD. Действительно, известно, что оно является гораздо более эффективным с точки зрения точности и амплитуды для применения замедления, а не ускорения к отправлению.
В этих условиях GMD1 используют только в режиме замедления, что позволяет приблизить датчик В1 к точке слияния на расстояние Dret. Следовательно, расстояние между этими двумя датчиками уменьшилось еще больше, так как оно теперь имеет значение D''(1-2)=(2*Gn+Lmax-Δd-Dret). Этот второй тип применения, не представленный на фигурах, осуществляют так же, как и первой вариант в его версии «замедление», описанный со ссылками на фиг.8.
Из всего вышесказанного ясно видны преимущества описанных выше различных вариантов осуществления.
Так, первый вариант осуществления можно применять просто, используя классическое и надежное разборочное устройство. Расстояние D(l-2), разделяющее при этом датчики В1 и В2, составляет 1393 мм в случае, когда Gn=155 мм, Lmax=328 мм, Vc=3.5 м/с и to=0.215 секунды. Это расстояние D является большим, так как оно обуславливает время прерывания разборки, которую останавливают, как только рециркулируемое отправление перекрывает один из датчиков.
Второй вариант осуществления позволяет уменьшить значение этого расстояния за счет того, что разборочное устройство имеет средства коррекции промежутка и может приостановить и немедленно возобновить разборку. Поэтому, при тех же значениях Lmax и Gn, расстояние D'(1-2) можно довести до 650 мм, то есть уменьшить более чем на 50% по сравнению с первым вариантом осуществления. Использование такого разборочного устройства позволяет также не останавливать эту разборку в некоторых обстоятельствах, когда разборочное устройство из первого варианта должно было бы приостановить эту разборку, в частности, как в случае, представленном на фиг.6.
Третий вариант осуществления позволяет скорректировать положение рециркулируемых отправлений, что в некоторых случаях позволяет избежать остановки разборки. Так, если рециркулируемое отправление занимает такое положение, при котором оно находится слишком близко к разбираемому отправлению, смежному с точкой слияния, коррекция положения обеспечивает ему достаточный промежуток относительно этого смежного отправления, чтобы они могли следовать друг за другом после точки слияния. Кроме того, можно также приблизить рециркулируемое отправление к смежному разбираемому отправлению, если они изначально были слишком удалены друг от друга, чтобы повысить производительность.
Кроме того, в версии этого третьего варианта, когда применяют только замедление, можно еще больше сблизить два датчика В1 и В2. Так, при тех же значениях Lmax и Gn, что и в предыдущем случае, расстояние D''(1-2) можно довести до 450 мм, что составляет менее трети от базового значения.
Следует отметить, что факультативно можно поместить другое устройство GMD, обозначаемое GMD2, между двумя рядами сортировочных выходов, то есть на уровне U-образного изгиба 32. В частности, это устройство GMD2 обычно располагают в выходной части этого U-образного изгиба, тогда как датчик В5, обеспечивающий управление, располагают во входной части этого U-образного изгиба.
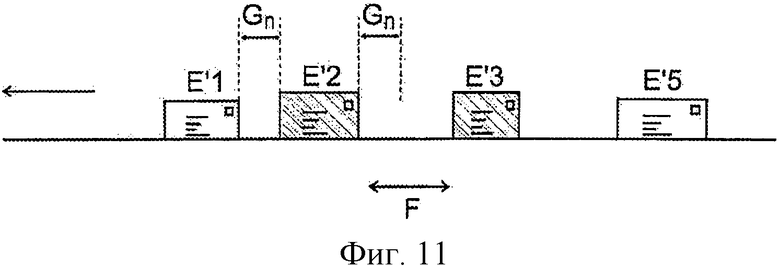
Применение этого второго GMD предусматривает на уровне U-образного изгиба идентификацию отправлений, предназначенных для рециркуляции. На фиг.10 речь идет об отправлениях Е'2 и Е'3, которые разделены номинальным промежутком Gn, измеряемым датчиком В5.
В случае когда, по меньшей мере, одно из отправлений Е'1 и Е'4, смежных с этими отправлениями, предназначенными для рециркуляции, уже было выгружено в сортировочный выход, можно изменить скорость Е'2 или Е'3. Это позволяет увеличить промежуток между этими двумя отправлениями, сохраняя при этом соответствующий промежуток со смежными отправлениями.
В представленном примере предполагается, что Е'4 уже выгружено на уровне первого ряда сортировочных выходов, поэтому оно показано пунктирной линией. При этом устройство GMD2 замедляет Е'3, чтобы отодвинуть его от Е'2 по двойной стрелке F, показанной на фиг.11, сохраняя при этом соответствующее расстояние до следующего отправления Е'5. Кроме того, промежуток между Е'1 и Е'2 остается неизменным.


Изобретение относится к машине, содержащей разборочное устройство (10), выполненное с возможностью укладки на ребро почтовых отправлений, средства (20, 25) распознавания адреса этих отправлений и конвейерную зону (2, 3, 4) перемещения отправлений посредством зажима, причем эта конвейерная зона содержит зону (1) разборки, проходящую от разборочного устройства, сортировочную зону (3), имеющую множество сортировочных выходов (S1-SN), распределенных между входным сортировочным выходом (S1), смежным с разборочным устройством, и выходным сортировочным выходом (SN). Согласно изобретению эта машина дополнительно содержит зону (4) рециркуляции, соединяющую выходной сортировочный выход (SN) и входной сортировочный выход (S1), причем эта зона рециркуляции образует вместе с зоной (1) разборки точку слияния (С), находящуюся между разборочным устройством и входным сортировочным выходом. Изобретение позволяет обрабатывать отправления широкого ассортимента, сохраняя их механическую целостность, а также быстро обрабатывать не распознанные во время первого прохода отправления. 2 н. и 23 з.п. ф-лы, 11 ил.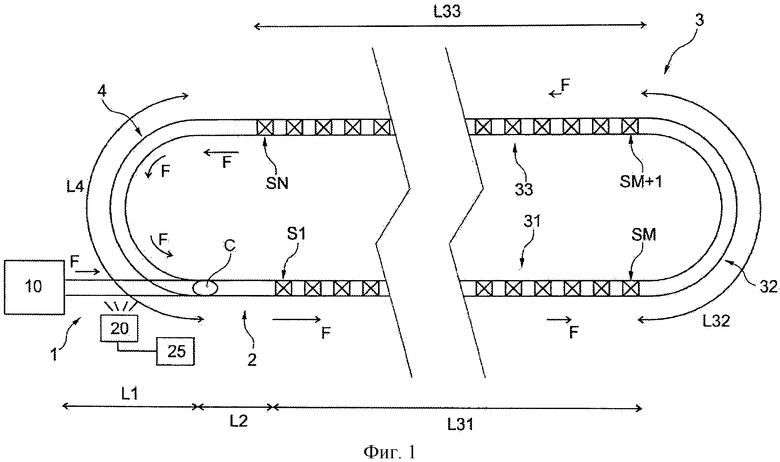
1. Почтовая сортировочная машина, содержащая разборочное устройство (10; 110), выполненное с возможностью укладки на ребро почтовых отправлений (Е1-Е3), средства (20, 25) распознавания адреса этих отправлений и конвейерную зону (2, 3, 4) перемещения отправлений посредством их зажима, причем эта конвейерная зона содержит зону (1) разборки, проходящую от разборочного устройства, сортировочную зону (3), имеющую множество сортировочных выходов (S1-SN), распределенных между входным сортировочным выходом (S1), смежным с разборочным устройством, и выходным сортировочным выходом (SN), отличающаяся тем, что дополнительно содержит зону (4) рециркуляции, соединяющую выходной сортировочный выход (SN) и входной сортировочный выход (S1), причем эта зона рециркуляции образует вместе с зоной (1) разборки точку слияния (С), находящуюся между разборочным устройством и входным сортировочным выходом, при этом указанная машина дополнительно содержит средства (B1, B2, 15, GMD1, GMD2) синхронизации, выполненные с возможностью синхронизации движений так называемых разбираемых отправлений, проходящих между разборочным устройством (10) и точкой слияния (С), и так называемых рециркулируемых отправлений, проходящих в зоне (4) рециркуляции, причем средства (B1, B2, 15, GMD1, GMD2) синхронизации содержат средства (B1, B2) обнаружения присутствия, по меньшей мере, одного рециркулируемого отправления, а также средства (15) управления, выполненные с возможностью воздействия на разборочное устройство (10) в ответ на информацию, поступающую от средств обнаружения.
2. Машина по п.1, в которой средства обнаружения присутствия, по меньшей мере, одного рециркулируемого отправления содержат два датчика (B1, B2) присутствия, расположенных в зоне (4) рециркуляции.
3. Машина по п.1 или 2, в которой разборочное устройство (110) оборудовано системой (112) коррекции, выполненной с возможностью изменения промежутка между двумя последовательными разбираемыми отправлениями.
4. Машина по п.2, в которой средства (B1, B2, 15, GMD1, GMD2) синхронизации дополнительно содержат средства (GMD1, GMD2) изменения скорости, по меньшей мере, одного отправления, проходящего в зоне (4) рециркуляции и, в случае необходимости, в сортировочной зоне (3).
5. Машина по п.3, в которой средства (B1, B2, 15, GMD1, GMD2) синхронизации дополнительно содержат средства (GMD1, GMD2) изменения скорости, по меньшей мере, одного отправления, проходящего в зоне (4) рециркуляции и, в случае необходимости, в сортировочной зоне (3).
6. Машина по п.4, в которой средства изменения скорости содержат, по меньшей мере, первый орган (GMD1) изменения скорости, установленный в зоне (4) рециркуляции, и, в случае необходимости, второй орган (GMD2) изменения скорости, установленный в сортировочной зоне (3) между двумя рядами сортировочных выходов.
7. Машина по п.5, в которой средства изменения скорости содержат, по меньшей мере, первый орган (GMD1) изменения скорости, установленный в зоне (4) рециркуляции, и, в случае необходимости, второй орган (GMD2) изменения скорости, установленный в сортировочной зоне (3) между двумя рядами сортировочных выходов.
8. Машина по п.6, в которой первый орган (GMD1) изменения скорости установлен между выходным датчиком (В2) присутствия и точкой слияния (С).
9. Машина по одному из пп.1, 2, 4-8, в которой сортировочная зона (3) имеет две прямые ветви (31, 33), соединенные U-образным изгибом (32).
10. Машина по п.3, в которой сортировочная зона (3) имеет две прямые ветви (31, 33), соединенные U-образным изгибом (32).
11. Машина по п.9, в которой сортировочная зона (3) имеет длину (L31+L32+L33), превышающую 40 метров, а также выходы (S1-SN) в количестве более 100.
12. Машина по п.10, в которой сортировочная зона (3) имеет длину (L31+L32+L33), превышающую 40 метров, а также выходы (S1-SN) в количестве более 100.
13. Машина по одному из пп.1, 2, 4-8, 10-12, в которой конвейерная зона образует вблизи зоны (4) рециркуляции в основном U-образный изгиб, длина (L4) которого меньше 2,5 метров.
14. Машина по п.13, в которой соотношение между длиной (L31+L32+L33) сортировочной зоны (3) и длиной (L4) зоны (4) рециркуляции намного больше 1, в частности превышает 10, в частности превышает 20.
15. Способ применения сортировочной машины по одному из пп.1-14, в котором отправления разбирают при помощи разборочного устройства (10; 110), используют средства (20, 25) распознавания, чтобы определять адрес этих отправлений, на соответствующие сортировочные выходы направляют, по меньшей мере, некоторые из отправлений, адрес которых был распознан правильно, и в зону (4) рециркуляции направляют, по меньшей мере, отправления, адрес которых не был распознан правильно, чтобы они опять поступили в сортировочную зону (3).
16. Способ по п.15 для применения сортировочной машины по одному из пп.2-14, в котором обнаруживают присутствие, по меньшей мере, одного рециркулируемого отправления при помощи средств (B1, B2) обнаружения и воздействуют на разборочное устройство (10) при помощи средств (15) управления таким образом, чтобы синхронизировать соответственно движения разбираемых отправлений и рециркулируемых отправлений.
17. Способ по п.15 или 16 для применения сортировочной машины по одному из п.п.2-14, в котором отправления разбирают с постоянным промежутком и эту разборку останавливают, когда, по меньшей мере, одно рециркулируемое отправление перекрывает, по меньшей мере, один из датчиков (B1, B2) присутствия.
18. Способ по п.15 или 16 для применения сортировочной машины по одному из пп.3-14, в котором используют разборочное устройство (110), оборудованное системой коррекции, и два датчика (В1, B2) присутствия располагают друг от друга на расстоянии D'(1-2)=(2*Gn+Lmax-Δd), где Gn соответствует номинальному промежутку между двумя отправлениями, Lmax соответствует максимальной длине отправления и Δd является разностью между расстоянием, пройденным за время повторного запуска перемещения отправления, остановленного на уровне разборочного устройства, рециркулируемым отправлением, проходящим со скоростью конвейера, и расстоянием повторного запуска движения отправления, остановленного на уровне разборочного устройства.
19. Способ по п.18, в котором идентифицируют промежуток (d(1-3)), разделяющий задний торец (AR1) выходного разбираемого отправления (Е1) и передний торец (AV3) входного рециркулируемого отправления (Е3), и между этим выходным разбираемым отправлением и этим входным рециркулируемым отправлением вставляют промежуточное разбираемое отправление (Е2), если идентифицированный промежуток превышает теоретический минимальный промежуток (ds(1-3)).
20. Способ по п.15 или 16 для применения сортировочной машины по п.5, в котором между двумя разбираемыми отправлениями, входным (Е2) и выходным (Е1), вставляют рециркулируемое отправление (Е3) и используют средства (GMD1) изменения скорости для ускорения рециркулируемого отправления, чтобы оно было отделено от выходного отправления промежутком, максимально близким к теоретическому минимальному промежутку (Gmin(1-3)), и используют систему (112) коррекции, чтобы входное отправление (Е2) было отделено от рециркулируемого отправления (Е3) промежутком, максимально близким к теоретическому минимальному промежутку (Gmin(3-2)).
21. Способ по п.15 или 16 для применения сортировочной машины по п.5, в котором используют разборочное устройство (110), оборудованное системой (112) коррекции, идентифицируют реальный промежуток, отделяющий задний торец (AR1) выходного разбираемого отправления (Е1) от переднего торца (AV3) входного рециркулируемого отправления (Е3), определяют теоретический минимальный промежуток (d's(1-3)), позволяющий вставить промежуточное разбираемое отправление, идентифицируют опережение (δ) переднего торца между этим реальным промежутком и этим минимальным промежутком и, если это опережение меньше максимального значения задержки (Dret), допускаемого средствами (GMD1) изменения скорости, между этим выходным разбираемым отправлением и этим входным рециркулируемым отправлением вставляют промежуточное разбираемое отправление (Е2), затем используют средства изменения скорости для задержки этого рециркулируемого отправления (Е3) на значение, соответствующее опережению его переднего торца.
22. Способ по п.19, в котором теоретический минимальный промежуток соответствует
ds(1-3)=L2+Gmin(1-2)+Gmin(2-3), где
L2 является длиной промежуточного отправления и
Gmin(1-2) и Gmin(2-3) являются минимальными промежутками, которые необходимо соблюдать между задним торцом выходного отправления и передним торцом промежуточного отправления и между задним торцом промежуточного отправления и передним торцом входного отправления.
23. Способ по п.21, в котором теоретический минимальный промежуток соответствует
ds(1-3)=L2+Gmin(1-2)+Gmin(2-3), где
L2 является длиной промежуточного отправления и
Gmin(1-2) и Gmin(2-3) являются минимальными промежутками, которые необходимо соблюдать между задним торцом выходного отправления и передним торцом промежуточного отправления и между задним торцом промежуточного отправления и передним торцом входного отправления.
24. Способ по п.15 или 16 для применения сортировочной машины по п.5, в котором используют средства изменения скорости только для замедления рециркулируемых отправлений и два датчика присутствия располагают друг от друга на расстояние D'(1-2)=(2*Gn+Lmax-Δd-Dret), где Gn соответствует номинальному промежутку между двумя отправлениями, Lmax соответствует максимальной длине отправления, Δd является разностью между расстоянием, пройденным за время повторного запуска перемещения отправления, остановленного на уровне разборочного устройства, рециркулируемым отправлением, проходящим со скоростью конвейера, и расстоянием повторного запуска перемещения отправления, остановленного на уровне разборочного устройства, и Dret является максимальным расстоянием задержки, допускаемым средствами изменения скорости.
25. Способ по одному из пп.15, 16, 19, 22, 23 для применения сортировочной машины по одному из пп.6-14, в котором на входе второго органа (GMD2) изменения скорости идентифицируют два последовательных отправления (Е'2, Е'3), предназначенных для направления в зону (4) рециркуляции, и в случае когда, по меньшей мере, одно отравление (Е'4), смежное с этими двумя последовательными отправлениями, уже выгружено, используют второй орган (GMD2) изменения скорости для увеличения промежутка между этими двумя последовательными отправлениями.
| US 20060037888 A1, 23.02.2006 | |||
| Машина для сортировки писем | 1939 |
|
SU57848A1 |
| Установка для сортировки почтовой корреспонденции | 1975 |
|
SU646878A3 |
| RU 95112491 A1, 20.12.1996 | |||

