Изобретение относится к способам отработки снарядоформирующих зарядов, используемых для пробития бронированных целей. Поражающий элемент (ПЭ) формируют из металлической облицовки, разгоняемой при детонации взрывчатого вещества (ВВ), входящего в состав снарядоформирующего заряда.
Задача, на решение которой направлено заявляемое изобретение, состоит в формировании ПЭ, форма которого отвечает требованиям, соответствующим конкретно поставленной в данный момент цели. Решая указанную задачу, осуществляют управление процессом формирования ПЭ различными методами и корректируют форму ПЭ до оптимальной.
Из предшествующего уровня техники известны решения данной задачи, например из описания к патенту RU № 2169897 (опубликован 27.06.01 г.) известен способ отработки снарядоформирующего заряда, включающий управление процессом формирования поражающего элемента путем инициирования и формирования определенного фронта детонационной волны в заряде взрывчатого вещества (ВВ), обеспечивающего разгон облицовки и формирования ПЭ требуемой формы, придающей ей повышенную кинетическую энергию. Данную форму ПЭ обеспечивают за счет подбора длины детонационных каналов системы инициирования. Недостатком известного способа является то, что процесс корректировки формы ПЭ за счет подбора длины детонационных каналов не обеспечивает оптимальную форму ПЭ для достижения максимального повышения кинетической энергии, для этого необходимо также менять геометрию облицовки, а следовательно, и схему всего заряда.
Известен другой способ отработки снарядоформирующего заряда, выбранный в качестве прототипа (патент RU № 2262059, опубликован 12.05.03 г.) и включающий управление процессом формирования поражающего элемента путем предварительного расчета и подбора геометрии облицовки, материала облицовки и определения мест размещения инициирующих точек системы инициирования для формирования в заряде ВВ фронта детонационной волны определенной формы, при этом его инициирование осуществляют по противоположной облицовке торцевой поверхности. Геометрические размеры, материал слоев биметаллической облицовки и размещение инициирующих точек системы инициирования выбирают из условия обеспечения имплантации при взрыве ВВ материала с большей плотностью, размещаемого спереди, в головную часть формируемого ПЭ. Принимаемая форма ПЭ зависит от разномассности различных участков облицовки, их разнодинамичности и формы фронта детонационной волны. В опережающем режиме в формирование головной части ПЭ вовлекается материал с большей удельной плотностью, находящийся в центральной зоне, масса которого больше массы периферийной зоны облицовки, которая в свою очередь перемещается с меньшей скоростью. В результате чего центр тяжести ПЭ смещается в направлении его головной части, обеспечивая лучшие аэродинамические характеристики при полете.
Однако следует отметить, что процесс корректировки формы ПЭ, предложенный в известном способе, позволяет обеспечить формирование наиболее оптимальной формы ПЭ по сравнению с предыдущим аналогом, но намного усложняет управление процессом формирования ПЭ, т.к. связан с изменением формы облицовки и, соответственно, формы заряда ВВ, что приводит к изготовлению нового изделия. Необходимо искать другие пути, упрощающие данный процесс.
Ожидаемым техническим результатом от реализации предлагаемого изобретения является расширение функциональных возможностей способа при упрощении процесса управления формированием ПЭ.
Указанный технический результат может быть достигнут в способе отработки снарядоформирующего заряда, включающем управление процессом формирования поражающего элемента путем инициирования и формирования фронта детонационной волны в заряде ВВ, обеспечивающего разгон облицовки с предварительно подобранной геометрией, при этом после выбора геометрии облицовки осуществляют подбор величины зазора Δ между боковой поверхностью заряда ВВ и корпусом, в котором его размещают, причем величину зазора выбирают в зависимости от диаметра основного заряда взрывчатого вещества D из следующего условия:
Δ=0,0028-0,0093 D.
Осуществление управления процессом формирования ПЭ путем подбора величины зазора Δ между корпусом, в котором размещают заряд ВВ, и его боковой поверхностью позволяет оптимизировать форму ПЭ в процессе отработки конструкции заряда, когда уже выбрана геометрия заряда (материал облицовки, форма облицовки, рассчитан фронт детонационной волны). Расширение диапазона форм получаемых поражающих элементов на данном этапе осуществляется только путем изменения величины зазора, что существенно проще, технологичнее и дешевле, чем оптимизация формы ПЭ путем изменения геометрии облицовки (и соответственно геометрии заряда ВВ).
Выбор величины зазора в зависимости от диаметра основного заряда взрывчатого вещества D в соответствии с вышеприведенным условием был осуществлен расчетно-экспериментальным путем. Такой выбор позволяет обеспечить широкий диапазон форм ПЭ и произвести коррекцию формы ПЭ от удлиненной (отношение длины ПЭ к его диаметру - 1.63) до шарообразной (отношение длины ПЭ к его диаметру - 1.03) только за счет вариации величины зазора. При использовании величины зазора вне указанного диапазона возможно возникновение ситуации, негативно влияющей на характеристики заряда (существенное снижение кинетической энергии ПЭ, отсутствие компенсации теплового расширения заряда ВВ и т.д.). Возможное устранение последствий использования зазора вне указанного диапазона потребует применения дополнительных средств, что существенно усложнит процесс формирования ПЭ нужной формы.
На фиг. 1 схематично представлен снарядоформирующий заряд (СФЗ), с помощью которого можно осуществить заявляемый способ, где 1 - корпус, 2 - заряд ВВ, 3 - система инициирования, 4 - снарядоформирующая облицовка;
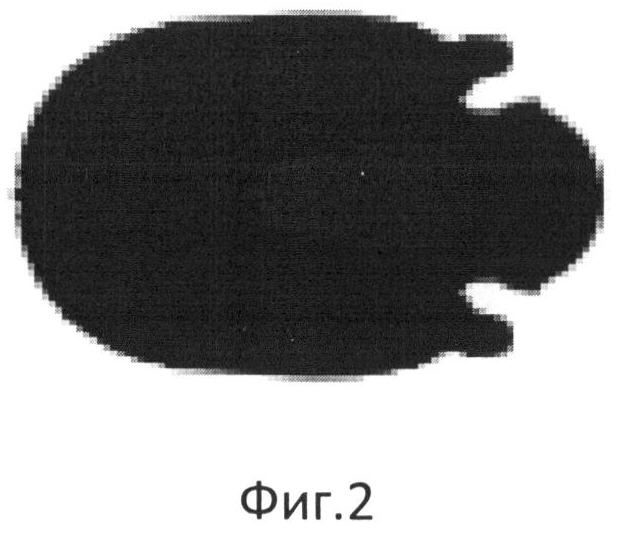
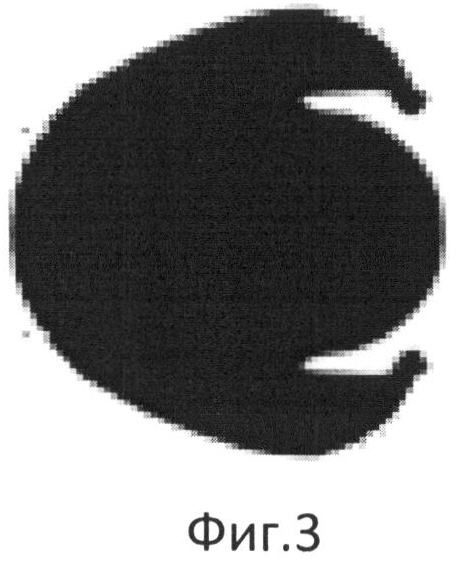
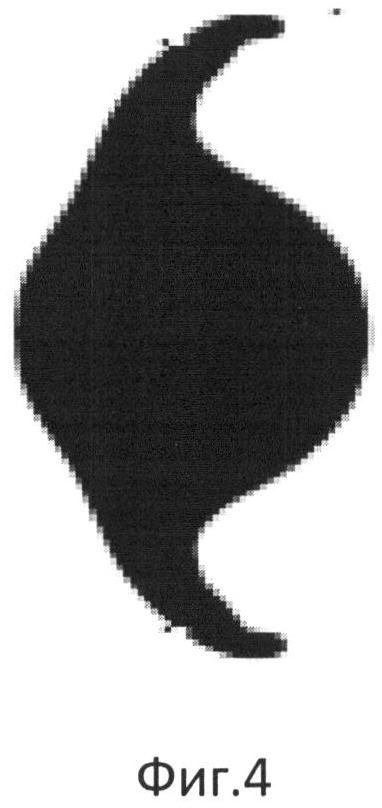
На фиг.2, 3, 4 показана получаемая форма ПЭ в зависимости от наличия и величины зазора (на фиг.2 - без зазора; на фиг.3 - с зазором 0.3 мм, на фиг.4 - с зазором 1 мм).
Примером конкретного выполнения СФБЧ, может служить следующее устройство, включающее заряд ВВ диаметром 108 мм, заключенный в стальной корпус, с одного из торцов которого установлена система инициирования. Заряд ВВ выполнен с выемкой под снарядоформирующую облицовку и установлен в корпус с зазором 0.3 мм, что составляет 0.0028 диаметра заряда ВВ 2. Облицовка разнотолщинная (образована двумя сферическими поверхностями, центры которых лежат на оси симметрии заряда), и выполнена из меди.
Формирование ПЭ происходит следующим образом. Производят подрыв заряда ВВ 2 (фиг.1), с помощью системы инициирования 3, которая формирует фронт детонационной волны определенной формы (плоской) в заряде ВВ 2. В результате воздействия детонационной волны на облицовку 4 происходит ее разгон и формирование ПЭ. Поскольку заряд ВВ 2 установлен в корпусе 1 с указанным выше зазором, за счет разгрузки продуктов детонации в зазор ослабляется воздействие ударной волны на облицовку 4, в результате чего формируется ПЭ, форма которого представлена на фиг.3. Изменение величины зазора позволяет управлять формой ПЭ без изменения формы облицовки и способа инициирования, так, например, при отсутствии зазора формируется ПЭ, представленный на фиг.2, а при зазоре 1 мм (что составляет 0.0093 диаметра заряда ВВ 2) - на фиг.4.
Таким образом, с помощью предлагаемого способа можно существенно упростить процесс управления формированием ПЭ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЛИЦОВКА СНАРЯДОФОРМИРУЮЩЕГО ЗАРЯДА | 2012 |
|
RU2522717C1 |
| СНАРЯДОФОРМИРУЮЩИЙ ЗАРЯД | 2016 |
|
RU2622566C1 |
| СНАРЯДОФОРМИРУЮЩИЙ БОЕПРИПАС С ДИСТАНЦИОННЫМ ДЕЙСТВИЕМ | 2016 |
|
RU2622565C1 |
| СНАРЯДОФОРМИРУЮЩИЙ ЗАРЯД | 2003 |
|
RU2262059C2 |
| БОЕВОЙ ЭЛЕМЕНТ БОЕПРИПАСА | 2017 |
|
RU2663855C1 |
| СНАРЯДОФОРМИРУЮЩИЙ ЗАРЯД | 2007 |
|
RU2355996C1 |
| Снарядоформирующий заряд (варианты) | 2024 |
|
RU2837509C1 |
| СНАРЯДОФОРМИРУЮЩИЙ ЗАРЯД | 2010 |
|
RU2440548C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПОРАЖАЮЩЕГО ЭЛЕМЕНТА | 1999 |
|
RU2169897C2 |
| СНАРЯДОФОРМИРУЮЩИЙ ЗАРЯД | 1995 |
|
RU2091695C1 |
Cпособ включает управление процессом формирования поражающего элемента путем инициирования и формирования фронта детонационной волны в заряде взрывчатого вещества, обеспечивающего разгон облицовки с предварительно подобранной геометрией. После выбора геометрии облицовки осуществляют подбор величины зазора Δ между боковой поверхностью заряда взрывчатого вещества и корпусом, в котором его размещают. Величину зазора выбирают в зависимости от диаметра основного заряда взрывчатого вещества D из следующего условия: Δ=0,0028-0,0093D. Упрощается процесс формирования поражающего элемента. 4 ил.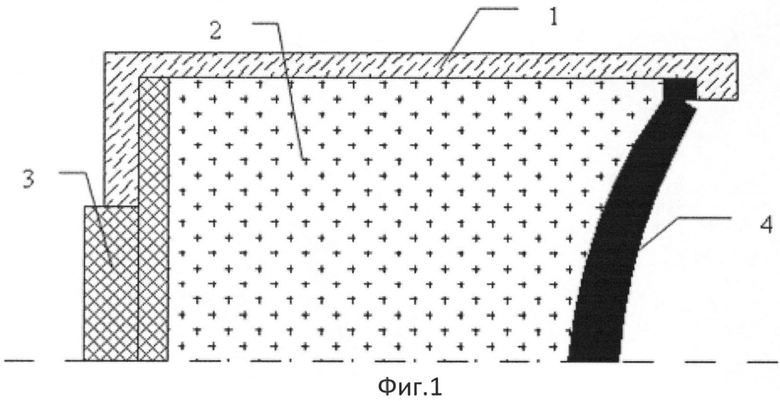
Способ отработки снарядоформирующего заряда, включающий управление процессом формирования поражающего элемента путем инициирования и формирования фронта детонационной волны в заряде взрывчатого вещества, обеспечивающего разгон облицовки с предварительно подобранной геометрией, отличающийся тем, что при управлении процессом формирования поражающего элемента после выбора геометрии облицовки осуществляют подбор величины зазора Δ между боковой поверхностью заряда взрывчатого вещества и корпусом, в котором его размещают, причем величину зазора выбирают в зависимости от диаметра основного заряда взрывчатого вещества D из следующего условия:
Δ=0,0028-0,0093 D
| СНАРЯДОФОРМИРУЮЩИЙ ЗАРЯД | 2010 |
|
RU2440548C1 |
| СНАРЯДОФОРМИРУЮЩИЙ ЗАРЯД | 2007 |
|
RU2355996C1 |
| СНАРЯДОФОРМИРУЮЩИЙ ЗАРЯД | 2003 |
|
RU2262059C2 |
| ЗАРЯД ПЕРФОРАТОРА | 2003 |
|
RU2250359C2 |
| КУМУЛЯТИВНЫЙ ЗАРЯД | 1996 |
|
RU2103643C1 |

