Область техники
Данное изобретение относится к холодильному аппарату, в частности, к бытовому холодильному аппарату, и к испарителю, используемому в таком холодильном аппарате.
Уровень техники
Подобный испаритель обычно включает в себя трубу, в которой циркулирует хладагент, несущую пластину, на которой закреплена труба и через которую происходит теплообмен между трубой и одной из охлаждаемых испарителем полостей холодильного аппарата, и теплораспределительный слой, расположенный между трубой и несущей пластиной, который способствует эффективной теплопередаче между основанием и трубой.
Из патентного документа DE 20 2 005 000 909 U1 известен испаритель этого типа, у которого несущая пластина представляет собой сформированную во внутренней камере холодильного аппарата чашу морозильной камеры, вокруг которой обернута труба. Возможно расположение между трубой и чашей морозильной камеры в качестве теплораспределительного слоя металлических пластин и их прикрепление при помощи двусторонней клейкой ленты. Поскольку поверхность соприкосновения плоской металлической пластины с круглой трубой невелика, в этом месте двусторонняя клейкая лента влияет на тепловой поток между морозильной камерой и трубой намного больше, чем обширный слой клейкой ленты между металлической пластиной и морозильной камерой.
Раскрытие изобретения
Задачей данного изобретения является создание такого испарителя для холодильного аппарата, который при незначительной стоимости, по меньшей мере, равноценен обычному испарителю по своим теплотехническим качествам.
Задача решена благодаря тому, что в испарителе для холодильного аппарата с трубой для прохождения хладагента, с, по меньшей мере, одной несущей пластиной, на которой закреплена труба, и расположенной между трубой и несущей пластиной теплораспределительной пластиной, причем теплораспределительная пластина имеет выступы, зажимающие трубу. С одной стороны, такой зажим делает возможным быстрый монтаж трубы на теплораспределительной пластине и, с другой стороны, создает непосредственный контакт между трубой и теплораспределительной пластиной.
Поэтому имеется возможность отказаться от использования клейкого слоя между трубой и теплораспределительной пластиной, ухудшающего передачу тепла.
Выступы, зажимающие трубу, предпочтительно выполнены как единое целое с распределительной пластиной для осуществления эффективного теплообмена с трубой также через сами выступы.
Чтобы создать возможность теплообмена на обширной поверхности, теплораспределительная пластина предпочтительно имеет вогнутость, прилегающую к трубе с геометрическим замыканием.
Выступы предпочтительно имеют вогнутые боковые поверхности, расположенные попарно напротив друг друга, так что имеется возможность зажимать трубу между боковыми поверхностями двух выступов, находящимися напротив друга.
Чтобы создавать большую поверхность соприкосновения для эффективной передачи тепла, целесообразно выполнение выступов в виде ребер, проходящих вдоль трубы.
Если испаритель применяется для охлаждения морозильного отделения в бытовом холодильном аппарате, то распределительная пластина должна иметь коэффициент теплопередачи, по меньшей мере, равный 0,4 Вт*м-2*K-1.
Согласно предпочтительному варианту осуществления распределительная пластина образована из пластмассы с теплопроводной добавкой. В то время как распространенные типы пластмасс, например, полистирол PS или полиэтилен PE, в чистом виде имеют типичные значения теплопроводности от 0,15 до 0,3 Вт*м-1*K-1, при помощи подходящих добавок без труда достигается теплопроводность, превышающая 1 Вт*м-1*K-1.
Поскольку и эта повышенная теплопроводность значительно ниже, чем теплопроводность металла, хорошо проводящего тепло, требуется большая толщина распределительной пластины, чтобы достичь в несущей пластине настолько же равномерного распределения теплоты, как при использовании металлической распределительной пластины. Однако связанные с этим материальные затраты незначительны по сравнению с металлической распределительной пластиной, а выступы (а также вогнутость при ее наличии) в распределительной пластине из пластмассы реализуемы несравненно проще и дешевле, чем в распределительной пластине из металла.
Теплопроводность пластмассы с добавкой предпочтительно составляет, по меньшей мере, 1,5 Вт*м-1*K-1, особо предпочтительно, по меньшей мере, 2 Вт*м-1*K-1.
Такая теплопроводность вполне может быть достигнута при применении в качестве теплопроводной добавки графита.
На практике количество графитовой добавки должно составлять предпочтительно, по меньшей мере, 100 мг на см2 площади распределительной пластины, предпочтительно по меньшей мере 200 мг на см2 площади пластины.
Слишком высокие доли графита могут ухудшать механическую прочность пластмассы. Мягкость пластмассы, обусловленная высокой долей графита, конечно, способствует тесному, обширному контакту между трубой и распределительной пластиной, однако, одновременно она ухудшает - особенно если выступы выполнены как единое целое с распределительной пластиной - силу зажатия, с которой труба прижимается к распределительной пластине. Поэтому может также иметь смысл использовать в качестве добавки металлический порошок, который несущественно влияет на прочность распределительной пластины. Хотя металлический порошок может действовать как абразив на экструзионные головки, используемые при формовании распределительной пластины, однако при одновременном применении графита это компенсируется его смазочным воздействием.
Несущая пластина может одновременно представлять собой стенку внутренней камеры, в частности, морозильного отделения, в холодильном аппарате согласно изобретению.
Применение распределительной пластины особенно предпочтительно, если неподвижная пластина представляет собой заднюю стенку внутренней камеры, поскольку участок трубы, приходящийся на заднюю стенку, невозможно закрепить путем оборачивания его вокруг внутренней камеры.
Если участок трубы намотан в форме винтовой линии вокруг нижней, верхней и боковых стенок внутренней камеры, то на распределительной пластине предпочтительно может быть зажат, по меньшей мере, один дополнительный сегмент трубы, проходящий между соседними сегментами намотанного в форме винтовой линии участка. Благодаря, по меньшей мере, одному дополнительному сегменту возможно достижение на одной из обмотанных стенок более высокой плотности укладки трубы, чем на других стенках, чтобы при необходимости противодействовать перепадам температуры в отделении, ограниченном внутренней камерой.
Однако изобретение также применимо к испарителю, несущая пластина которого свободно расположена внутри камеры холодильного аппарата.
Краткий комментарий к фигурам чертежей
Дальнейшие признаки и преимущества изобретения следуют из приведенного ниже описания вариантов осуществления, ссылающегося на прилагаемые фигуры. На них показаны:
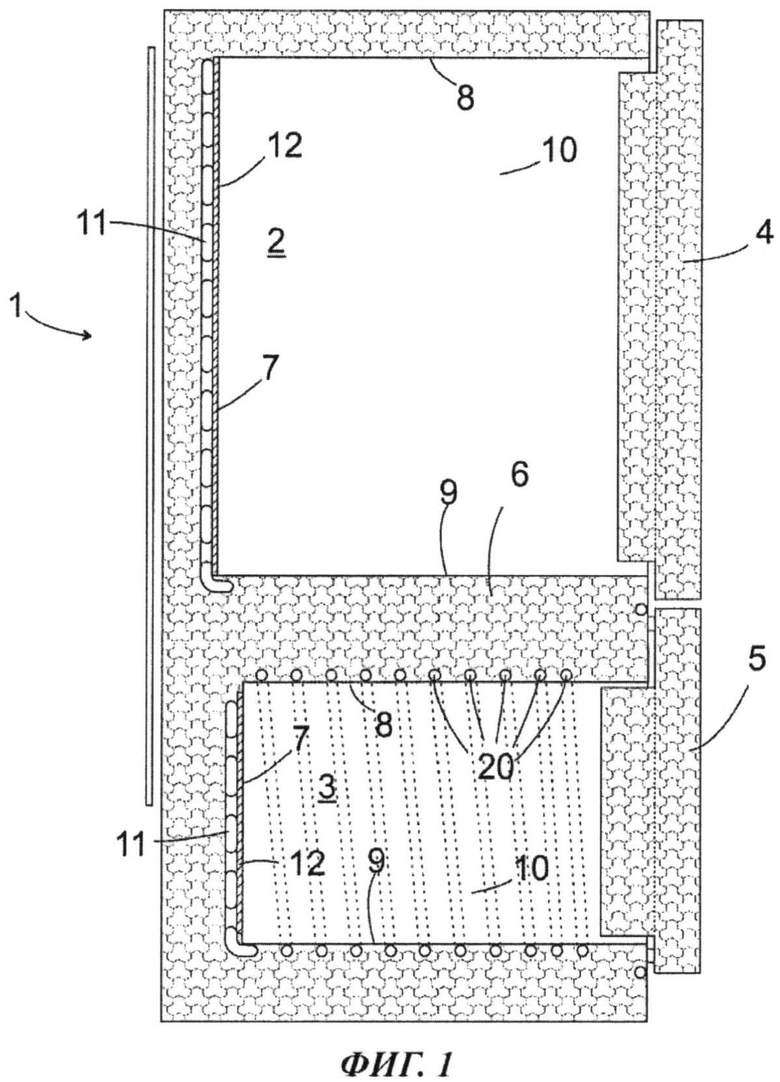
фиг.1 - схематичное изображение разреза бытового холодильного аппарата согласно изобретению;
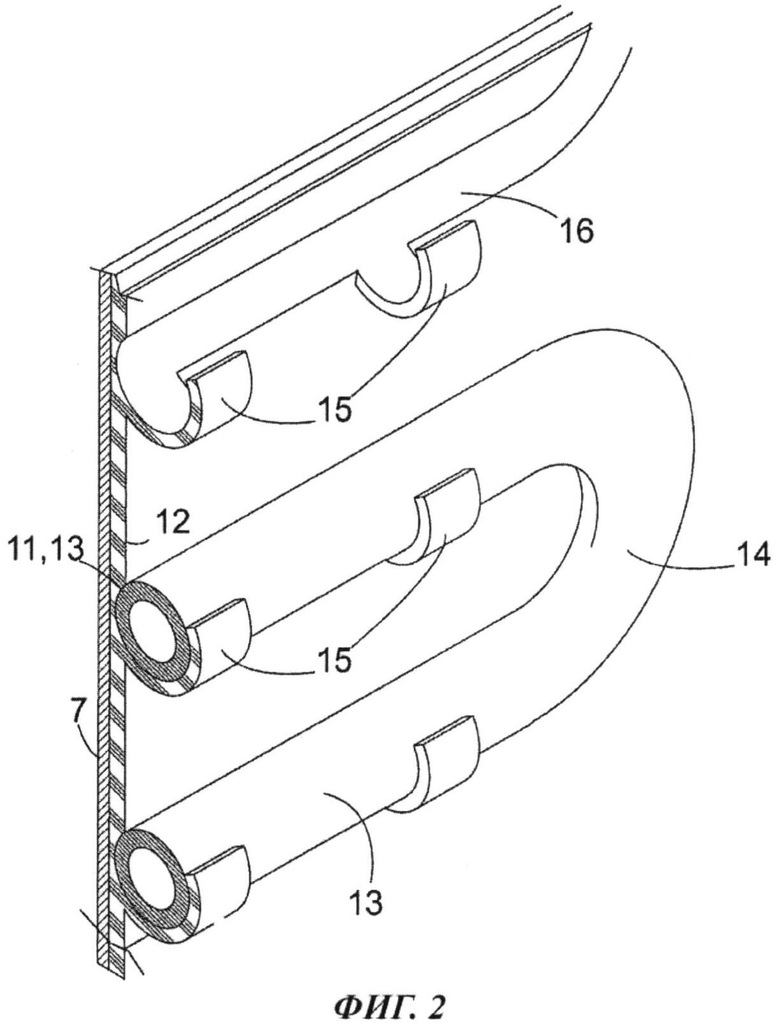
фиг.2 - разрез стенки морозильного отделения холодильного аппарата с фиг.1 согласно первому варианту осуществления;
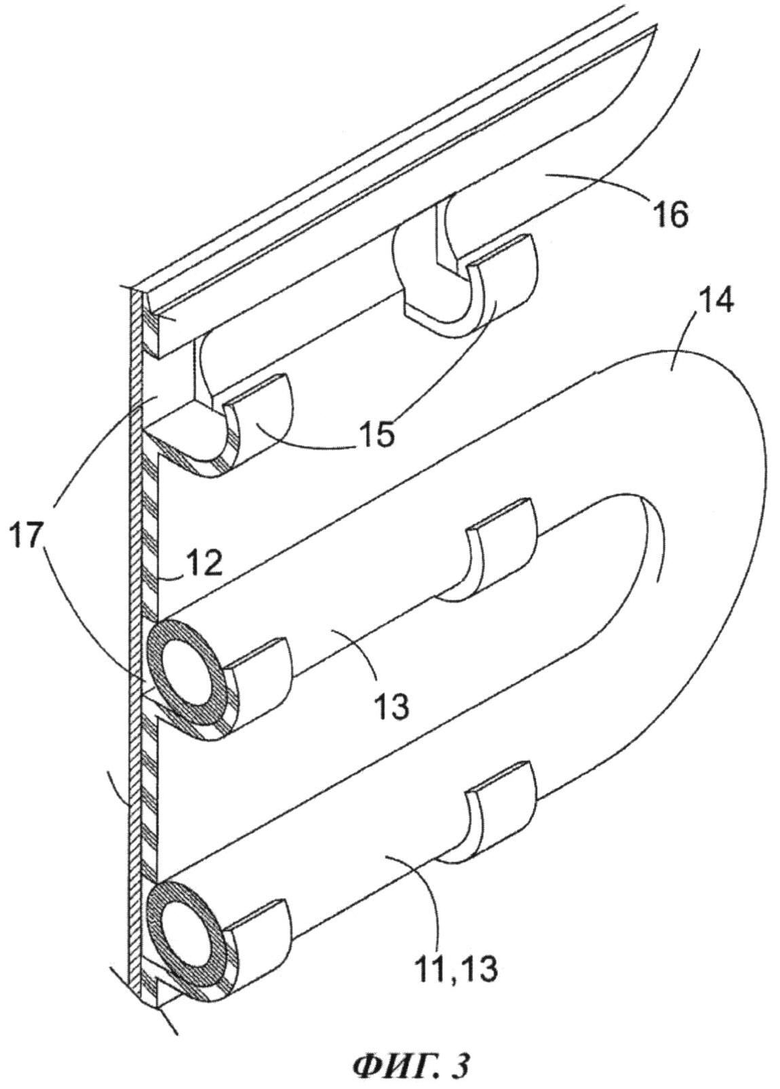
фиг.3 - разрез стенки морозильного отделения холодильного аппарата с фиг.1 согласно второму варианту осуществления;
фиг.4 - разрез стенки морозильного отделения холодильного аппарата с фиг.1 согласно третьему варианту осуществления;
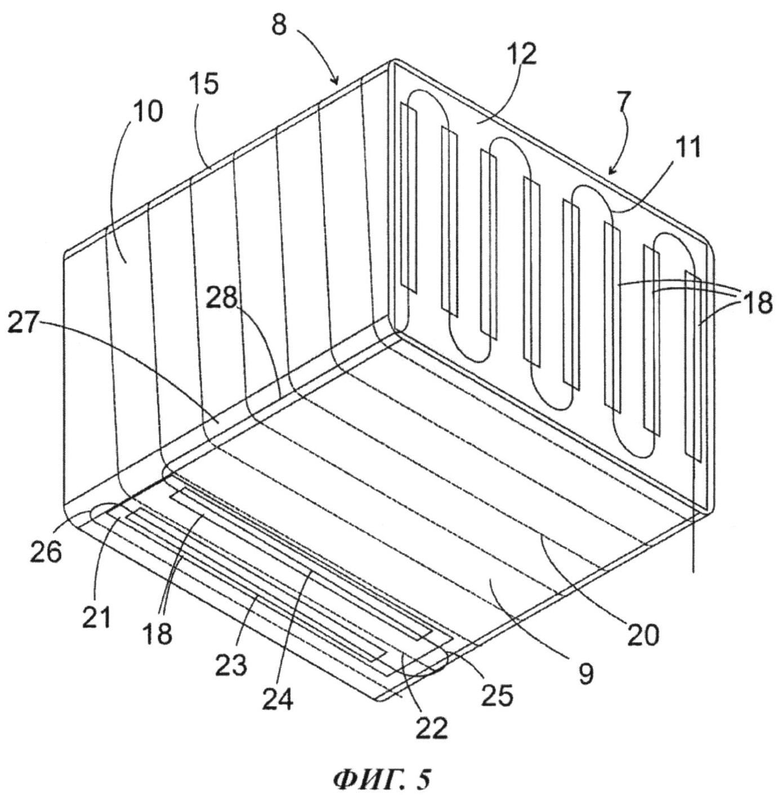
фиг.5 - схематичное аксонометрическое изображение внутреннего объема морозильного отделения с испарителем согласно четвертому варианту осуществления изобретения.
Осуществление изобретения
На фиг.1 показан разрез комбинированного бытового холодильного аппарата со шкафом 1 корпуса, обычным холодильным отделением (камерой) 2, морозильным отделением (камерой) 3 и дверями 4, 5 для герметизации обеих камер 2, 3. Отделения 2, 3 известным образом отделены от окружающего их слоя изоляционного материала посредством внутренних камер, изготовленных методом глубокой вытяжки. Каждая из внутренних камер имеет форму короба с передней частью, открытой, соответственно, по направлению к дверям 4 и 5, задней стенкой 7, верхней, нижней и боковыми стенками 8, 9 и 10 соответственно.
Наружные стороны стенок 8, 9, 10 внутренней камеры морозильного отделения 3, обращенные к слою 6 изоляционного материала, оклеены пленкой из графита или из пластика с графитовым наполнителем, которая не видна на фиг.1 из-за ее небольшой толщины. Возможно наклеивание пленки отдельными кусками соответственно на каждую стенку 8, 9, 10 или обертывание ее одним куском вокруг всех четырех стенок 8, 9, 10. На наружной, обращенной к слою 6 изоляционного материала, стороне задней стенки 7 у обоих отделений 2, 3 закреплена теплораспределительная пластина 12 при помощи двусторонней клейкой ленты, помещенной на большой поверхности, или другого подходящего клеящего средства. Алюминиевая труба 11 для хладагента проходит в форме меандра по теплораспределительной пластине 12. Для морозильного отделения 3 труба хладагента 11 соединена последовательно с трубой 20, которая проходит в тесном контакте с пленкой по стенкам 8, 9, 10 внутренней камеры в форме винтовой линии.
На фиг.2 показаны в разрезе, проведенном по вертикальной плоскости, задняя стенка 7, теплораспределительная пластина 12 и укрепленная на ней труба 11 обычного холодильного отделения 2 или морозильного отделения 3. Труба 11 проходит на распределительной пластине 12 несколькими изгибами меандра, с ориентированными по горизонтали прямолинейными сегментами 13 и полукруглыми коленами 14, соединяющими сегменты 13 в последовательную цепь. Сегменты 13 укреплены на распределительной пластине 12 с помощью крючков 15, которые изготовлены способом литья под давлением, составляя единое целое с распределительной пластиной 12. Крючки 15 имеют дугообразную форму с радиусом кривизны, который в свободном состоянии несколько меньше, чем радиус трубы 11, так что, когда труба 11 смонтирована в показанном положении, крючки 15 подвергаются механическому напряжению, тесно прижимаются к сегментам 13 и прижимают последние к распределительной пластине 12.
В верхней области фиг.2 показаны два крючка 15, на которых еще не смонтирован сегмент 13 трубы 11. Здесь видна канавка 16, которая сформирована в поверхности распределительной пластины 12 по предусмотренному месту прохождения трубы 11. Радиус кривизны канавки 16, имеющей в поперечном сечении дугообразную форму, соответствует радиусу сегментов 13 трубы таким образом, что, когда труба 11 смонтирована, поддерживаемый крючками 15 сегмент 13 трубы соприкасается с распределительной пластиной 12 на всей поверхности канавки 16. Этот факт и отсутствие между трубой 11 и распределительной пластиной 12 слоя клеящего вещества с низкой теплопроводностью обеспечивают эффективный теплообмен между трубой 11 и распределительной пластиной 12.
Придать распределительной пластине 12 нужную форму особенно просто, если напротив каждого из крючков 15 находятся отверстия 17 пластины, как показано на фиг.3. Таким образом, для формирования распределительной пластины 12, включая крючки 15, достаточно применить простой формовочный инструмент с двумя частями, перемещаемыми по направлению друг к другу, одна из которых формирует сторону распределительной пластины 12, обращенную к стенке 7 внутренней камеры и, с помощью проходящих сквозь отверстия 17 выступов, внутренние поверхности крючков 15, а другая - сторону распределительной пластины 12, обращенную к слою 6 изоляционного материала, и наружные поверхности крючков 15.
На фиг.4 представлен в виде, аналогичном показанному на фиг.2 и 3, предпочтительный вариант усовершенствования изобретения. Здесь крючки 15 заменены горизонтальными ребрами 18, отходящими от распределительной пластины 12 и расположенными попарно напротив друг друга. Каждое из ребер 18 проходит в горизонтальном направлении по всей длине прямолинейного сегмента 13 трубы 11. Вогнутые боковые поверхности 19 на обращенных друг к другу сторонах ребер 18 плотно прижимаются к трубе 11 и позволяют осуществлять эффективный теплообмен на поверхности трубы 11, составляющей больше половины ее окружности.
Чтобы охлаждать заднюю стенку 7 равномерно на всей ее площади, покрытой распределительной пластиной 12, распределительная пластина 12 должна проводить тепло лучше, чем это делают чистые пластмассы, до настоящего времени распространенные в промышленном производстве холодильных аппаратов. Чтобы обеспечивать достаточную теплопроводность распределительной пластины 12, согласно изобретению предусмотрено изготовление пластины 12 по любому из описанных выше вариантов осуществления из пластмассы с добавками материала с высокой теплопроводностью, в частности, из полистирола с добавлением (добавкой) графита. Путем добавления графита к полистиролу достигается теплопроводность 2 Вт*м-1*K-1 без существенного ухудшения прочности материала. При толщине пластины 1,5 мм этим достигается коэффициент теплопередачи 0,467 Вт*м-2*K-1. Для этого количество добавляемого графита предпочтительно составляет, по меньшей мере, 100 мг на 1 см2 площади распределительной пластины 12, более предпочтительно, по меньшей мере, 200 мг/см2.
Допустима также возможность достижения необходимой теплопроводности путем добавки к пластмассе распределительной пластины 12 металлического порошка, например, порошка алюминия. Применение металлического порошка вместо графита позволяет избежать уменьшения прочности готовой распределительной пластины 12 или, по меньшей мере, ограничить его. Однако проблемой является то, что металлический порошок оказывает абразивное воздействие на формы, применяемые для производства распределительной пластины 12. Но допустимо и смешивание добавок металлического порошка и графита. Делая долю графита ниже, чем при материале с той же теплопроводностью, но включающем в себя примесь одного только графита, удается сохранять в допустимых пределах потерю прочности материала. Одновременно смазывающее воздействие графита сокращает абразивное воздействие металлического порошка на формы.
На фиг.5 показано аксонометрическое изображение внутренней камеры морозильного отделения в соответствии с вариантом усовершенствования настоящего изобретения в направлении под углом снизу. Верхние, нижние и боковые стенки 8, 9, 10 внутренней камеры, как было описано в связи с фиг.1-3, покрыты графитсодержащей пленкой, которая действует, как описанная выше распределительная пластина 12, в качестве теплораспределительного слоя между стенками 8, 9, 10 внутренней камеры и обернутой вокруг этих стен 8, 9, 10 в форме винтовой линии трубой 20. Содержащая графит пленка может состоять из по существу чистого графита. Чтобы коэффициент теплопередачи достигал 0,47 Вт*м-2*K-1, достаточно недорогой пленки толщиной 100 микрон. Вместо пленки из чистого графита возможно также использование пленки, в которой для удобства обращения с ней слой графита встроен между двумя слоями пластмассы, или однослойной пленки, изготовленной из синтетического материала с высокой долей добавки графита и соответственно мягкой.
Труба 11 закреплена на задней стенке 7 внутренней камеры с помощью уже описанной распределительной пластины 12. Таким образом, морозильное отделение охлаждается одновременно с пяти сторон, только через его открытую переднюю часть еще может проникать тепло. Чтобы компенсировать поступление тепла в открытой передней части и получить как можно более равномерное распределение температуры в морозильном отделении, желательно увеличить плотность, с которой уложены трубы, в передней области, по меньшей мере, нижней стенки 9. Однако такая повышенная плотность укладки на единственной стене не реализуема при винтообразном расположении труб 20 вокруг стенок 8, 9, 10. Чтобы тем не менее увеличить плотность укладки в передней области стенки 9 днища, здесь помещена вторая пластина 21 из графитсодержащей пластмассы. Она может наклеиваться на графитсодержащую пленку, или в пленке имеется выемка на площади, занятой пластиной 21. Сегмент 22 трубы 20, обернутой вокруг стенок 8, 9, 10, проходит по распределительной пластине 21 в ее продольном направлении. По обе стороны этого сегмента 22 трубы образованы пары ребер 18, между которыми зажаты параллельные сегменту 22 сегменты 23, 24 трубы. Эти сегменты 23, 24 трубы соединены друг с другом и с концом трубы 20, обернутой вокруг стенок 8, 9, 10, коленами 25, 26. Отрезок 28 трубы, проходящий вдоль ребра 27 между нижней и боковой стенкой 9, 10, обеспечивает присоединение к трубе 11, проходящей по задней стенке 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДИЛЬНЫЙ АППАРАТ И ИСПАРИТЕЛЬ ДЛЯ НЕГО | 2011 |
|
RU2528799C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ С ВЫДВИЖНЫМ КОНТЕЙНЕРОМ | 2010 |
|
RU2517230C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ И СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНОГО АППАРАТА | 2011 |
|
RU2537532C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2012 |
|
RU2552067C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ С КОНТЕЙНЕРОМ ДЛЯ ОВОЩЕЙ | 2010 |
|
RU2526397C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ С ВЫДВИЖНЫМ КОНТЕЙНЕРОМ | 2010 |
|
RU2517229C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2007 |
|
RU2427769C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ БЕЗ НАМОРАЖИВАНИЯ ИНЕЯ | 2006 |
|
RU2411429C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2012 |
|
RU2553251C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ С ВОЗДУШНЫМ КАНАЛОМ | 2012 |
|
RU2561447C2 |
Группа изобретений относится к холодильной технике. Испаритель для холодильного аппарата включает в себя трубу (11) для хладагента, по меньшей мере, одну несущую пластину (7), на которой закреплена труба (11), и расположенную между трубой (11) и несущей пластиной (7) теплораспределительную пластину (12), имеющую выступы (18), которыми зажимается труба (11). Теплораспределительная пластина (12; 21) образована из пластмассы с добавкой из теплопроводного материала и имеет канавку, прилегающую к трубе (11; 23, 24) с геометрическим замыканием. Техническим результатом является улучшение теплопередачи. 3 н. и 10 з.п. ф-лы, 5 ил.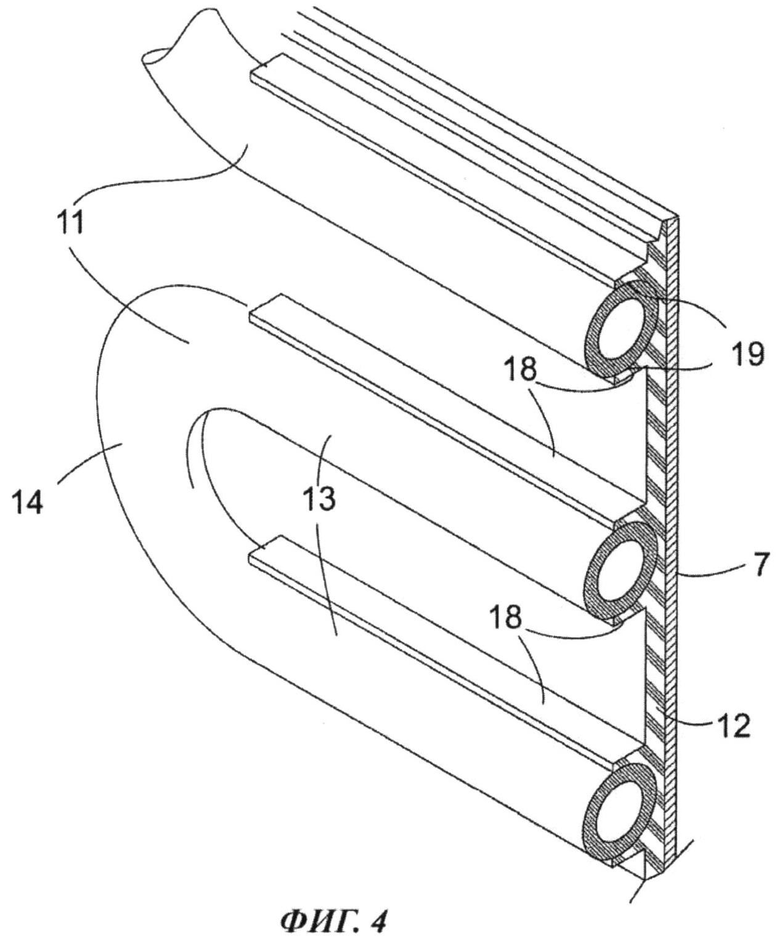
1. Испаритель для холодильного аппарата, содержащий трубу (11; 23, 24) для хладагента, по меньшей мере, одну несущую пластину (7; 9), на которой закреплена труба (11; 23, 24), и расположенную между трубой (11; 23, 24) и несущей пластиной (7, 9) теплораспределительную пластину (12; 21) с выступами (15, 18), зажимающими трубу (11; 23, 24), отличающийся тем, что теплораспределительная пластина (12; 21) образована из пластмассы с добавкой из теплопроводного материала и имеет канавку, прилегающую к трубе (11; 23, 24) с геометрическим замыканием.
2. Испаритель по п.1, отличающийся тем, что выступы (15; 18) выполнены как единое целое с распределительной пластиной (12; 21).
3. Испаритель по п.1, отличающийся тем, что выступы (18) имеют вогнутые боковые поверхности (19), расположенные попарно напротив друг друга.
4. Испаритель по п.1, отличающийся тем, что выступы (18) выполнены в форме ребер, проходящих вдоль трубы (11; 23, 24).
5. Испаритель по п.1, отличающийся тем, что распределительная пластина (12; 21) имеет коэффициент теплопередачи, равный, по меньшей мере, 0,4 Вт*м-2*K-1.
6. Испаритель по п.1, отличающийся тем, что теплопроводность пластмассы с добавкой составляет, по меньшей мере, 1,5 Вт*м-1*K-1.
7. Испаритель по п.1, отличающийся тем, что добавка включает в себя графит.
8. Испаритель по п.7, отличающийся тем, что доля графита в материале распределительной пластины (12; 21) составляет, по меньшей мере, 100 мг/см2 площади пластины, предпочтительно, по меньшей мере, 200 мг/см2 площади пластины.
9. Испаритель по одному из предшествующих пунктов, отличающийся тем, что добавка включает в себя металлический порошок.
10. Холодильный аппарат, в частности, бытовой холодильный аппарат, содержащий испаритель по одному из предшествующих пунктов, отличающийся тем, что несущая пластина (7, 9) представляет собой стенку внутренней камеры холодильного аппарата.
11. Холодильный аппарат по п.10, отличающийся тем, что стенка (7) является задней стенкой внутренней камеры.
12. Холодильный аппарат по п.10, отличающийся тем, что участок (20) трубы намотан в форме винтовой линии вокруг нижней, верхней и боковых стенок (8, 9, 10) внутренней камеры, а на распределительной пластине (21) зажат, по меньшей мере, один сегмент (23, 24) трубы, проходящий между соседними друг с другом сегментами (22) намотанного в форме винтовой линии участка (20).
13. Холодильный аппарат, содержащий испаритель по одному из пп.1-9, отличающийся тем, что несущая пластина свободно расположена во внутреннем пространстве холодильного аппарата.
| US 6536227 B1, 25.03.2003 | |||
| ТЕПЛООБМЕННИК ДЛЯ ХОЛОДИЛЬНИКА И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 2003 |
|
RU2317501C2 |
| 0 |
|
SU300730A1 | |
| Способ изготовления теплообменника | 1974 |
|
SU528429A1 |
| GB 769929 A, 13.03.1957 | |||
| Ручка стеклоподъемника | 1974 |
|
SU643373A2 |

