ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к податливой стойке рудничной крепи, имеющей первый участок с первым наружным диаметром и второй участок со вторым наружным диаметром, который создает противодействие второй трубе стойки, когда вторая труба несет нагрузку от кровли горной выработки (при использовании в данном документе, ссылка на "настоящее изобретение" или "изобретение" относится к являющимся примерами вариантам осуществления и не обязательно к каждому варианту осуществления, заключенному в прилагаемой формуле изобретения). Конкретнее, настоящее изобретение относится к податливой стойке рудничной крепи, имеющей первый участок с первым наружным диаметром и второй участок со вторым наружным диаметром, создающим противодействие второй трубе стойки, когда вторая труба несет нагрузку от кровли горной выработки, где второй участок является приваренным шариком или кольцом.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Данный раздел представляет информацию по различным аспектам техники, которые могут иметь отношение к различным аспектам настоящего изобретения. Следующее рассмотрение предоставляет информацию для лучшего понимания настоящего изобретения. Соответственно, данную информацию следует понимать именно в данном смысле, а не как заключения по уровню известной техники.
В горнорудной промышленности считается весьма полезной способность крепи работать в условиях перемещения грунта, сохраняя прочность при добыче угля и руд металлов, при этом способы извлечения добываемых материалов создают в результате среду с высокими вертикальными и горизонтальными напряжениями и с тенденцией к смыканию разрабатываемых забоев и путей доступа к ним. В прошлом использовали различные конструкции на основе дерева, стали и бетона для создания крепи в такой среде. Настоящее изобретение устраняет некоторые недостатки современных технологий с использованием удлиненной стальной крепи.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к податливой стойке крепи для горной выработки. Стойка содержит первую металлическую трубу, проходящую от подошвы горной выработки, имеющую первый участок с первым наружным диаметром и второй участок со вторым наружным диаметром. Стойка содержит вторую металлическую трубу, расположенную около первого участка и проходящую к кровле горной выработки, при этом, когда вторая труба принимает нагрузку от кровли горной выработки, второй участок деформирует вторую трубу и расширяет вторую трубу, создавая противодействие нагрузке от кровли горной выработки.
Настоящее изобретение относится к способу создания крепи кровли горной выработки. Способ содержит этапы установки податливой стойки в горной выработке так, что первая металлическая труба стойки проходит от подошвы горной выработки, и вторая металлическая труба стойки проходит от первой трубы к кровле горной выработки, этап несения нагрузки от кровли горной выработки с помощью второй трубы и этап перемещения второй трубы под нагрузкой против противодействия второго участка первой трубы, проходящего от первого участка первой трубы, который деформирует вторую трубу.
Настоящее изобретение относится к способу строительства податливой крепи для горной выработки. Способ содержит этапы насаживания нижнего конца второй металлической трубы на верхний конец первой металлической трубы и этап перемещения нижнего конца второй трубы против второго участка первой трубы, который проходит от первого участка первой трубы.
КРАТКОЕ ОПИСАНИЕ НЕСКОЛЬКИХ ВИДОВ ЧЕРТЕЖЕЙ
На прилагаемых чертежах показаны предпочтительный вариант осуществления изобретения и предпочтительные способы применения изобретения на практике.
На Фиг.1 показана податливая стойка настоящего изобретения.
На Фиг.2 показана податливая стойка настоящего изобретения, деформировавшаяся под нагрузкой.
На Фиг.3 показана стойка, имеющая регулируемую высоту.
На Фиг.4 показана стойка после увеличения ее высоты.
На Фиг.5 показана стойка после увеличения ее высоты и деформировавшаяся под нагрузкой.
На Фиг.6 показана податливая стойка с приваренными валиками.
На Фиг.7 показана податливая стойка с приваренным кольцом.
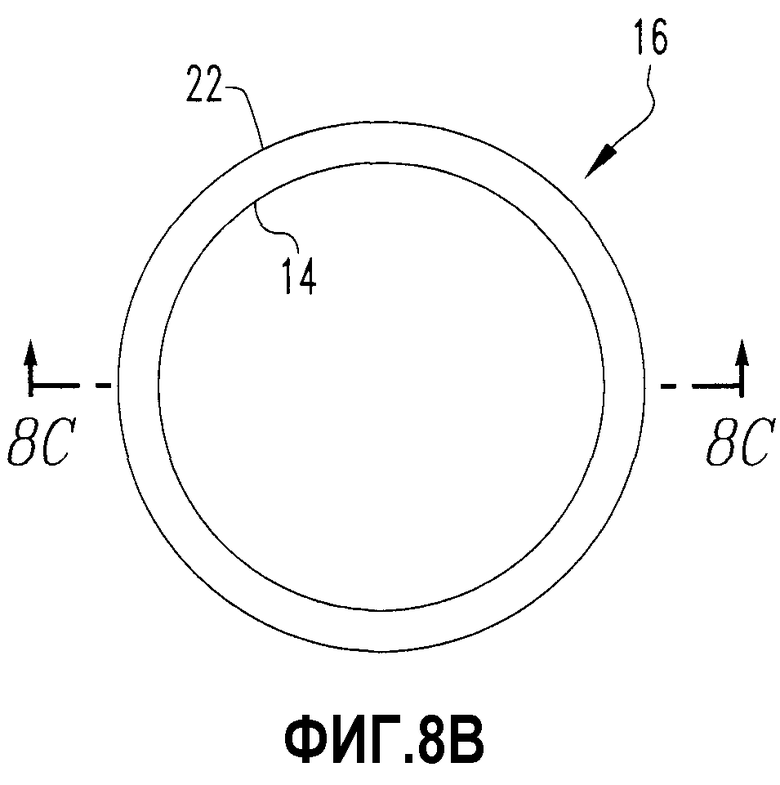
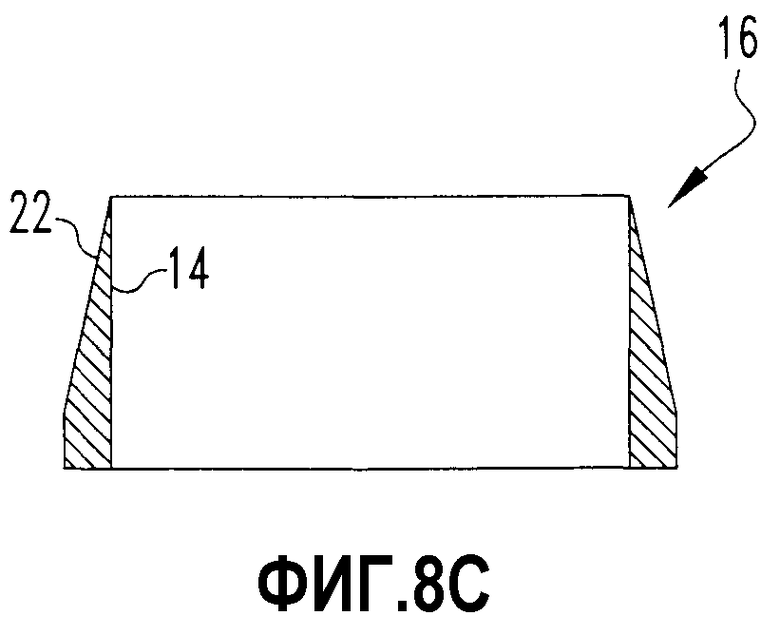
На Фиг.8A-8C показаны вид сбоку, вид сверху и сечение второго участка первой трубы.
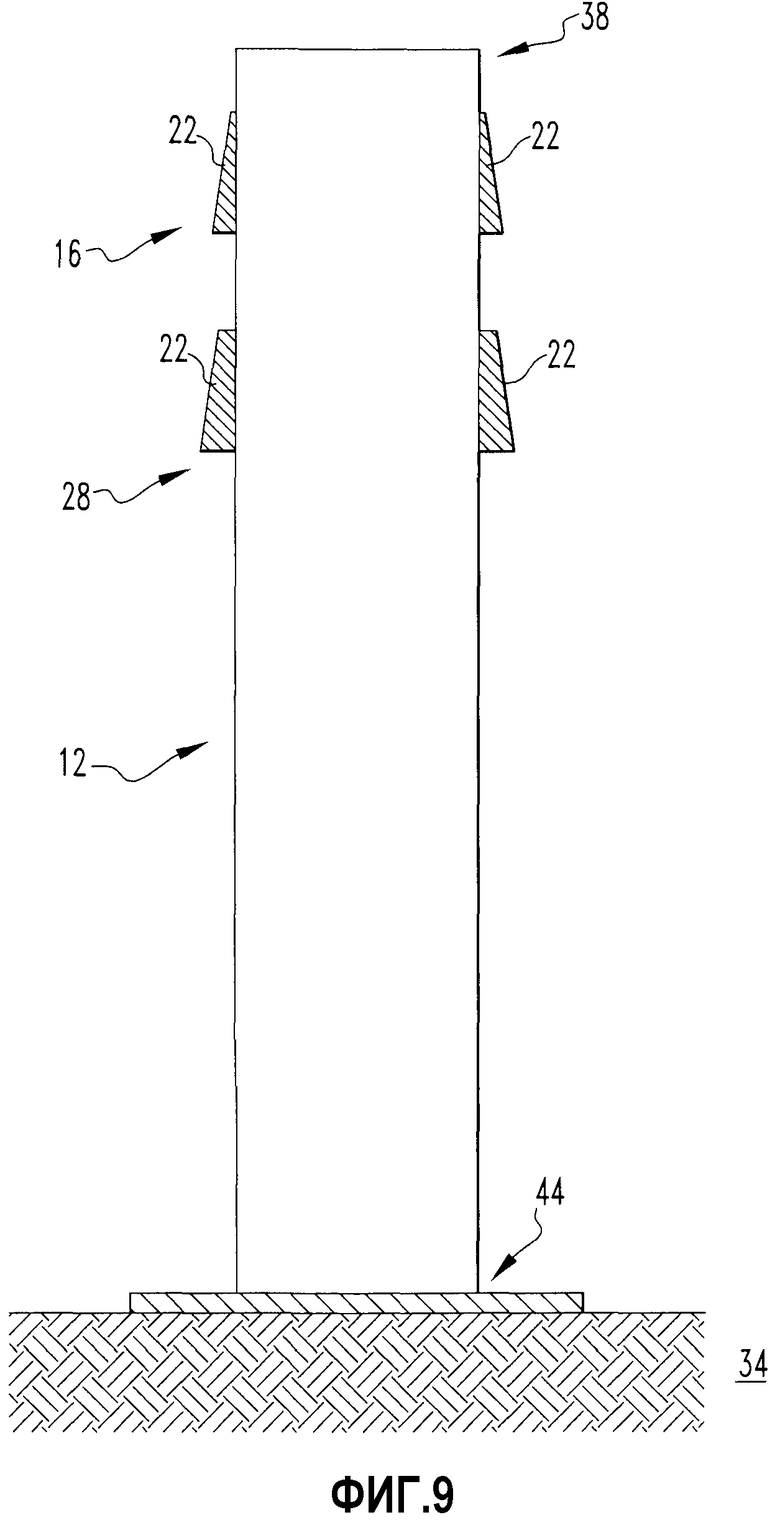
На Фиг.9 показана первая труба с двумя приваренными кольцами, имеющими клиновидную форму.
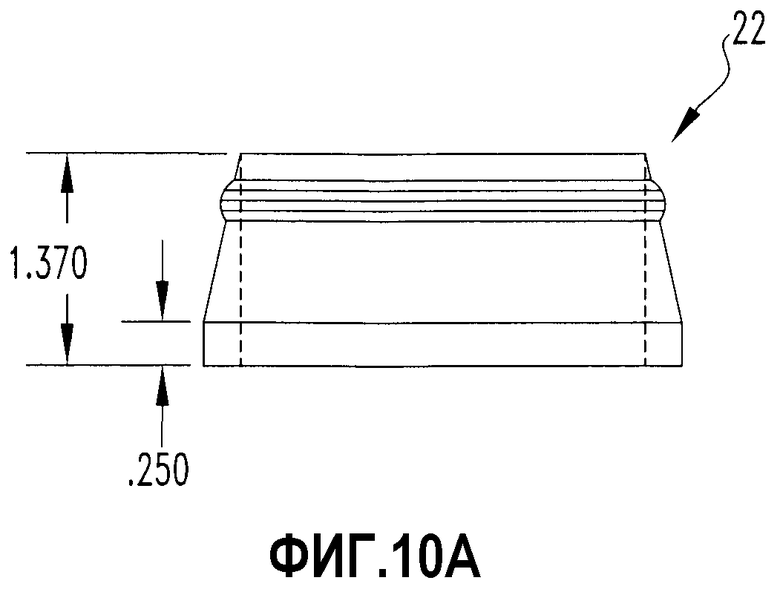
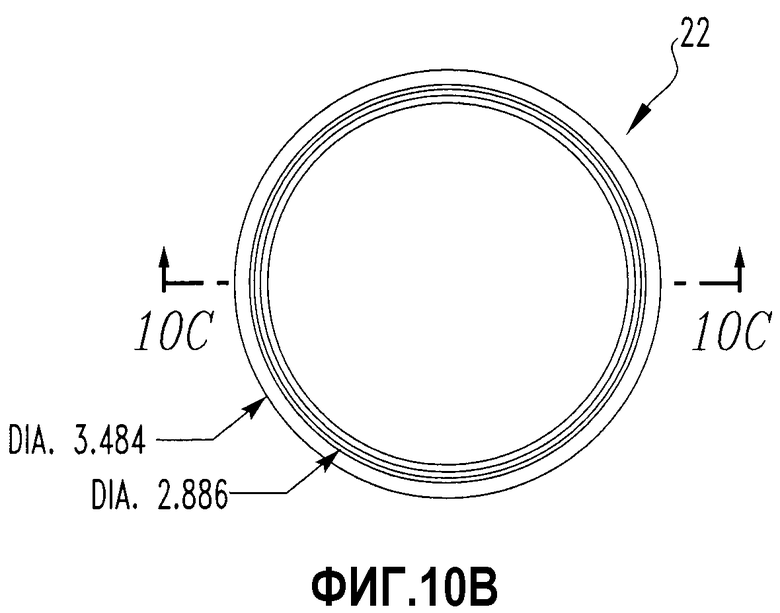
На Фиг.10A, B и C показаны вид сбоку, вид сверху и сечение кольца.
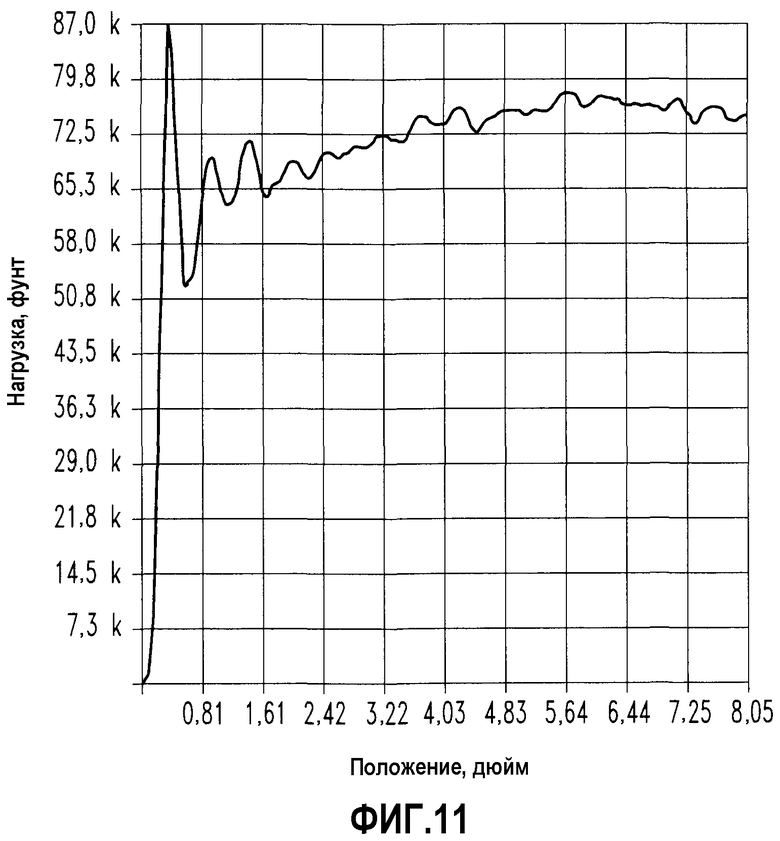
На Фиг.11 приведен пример несущей способности образца с несколькими клиньями, показанного на фиг.10.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
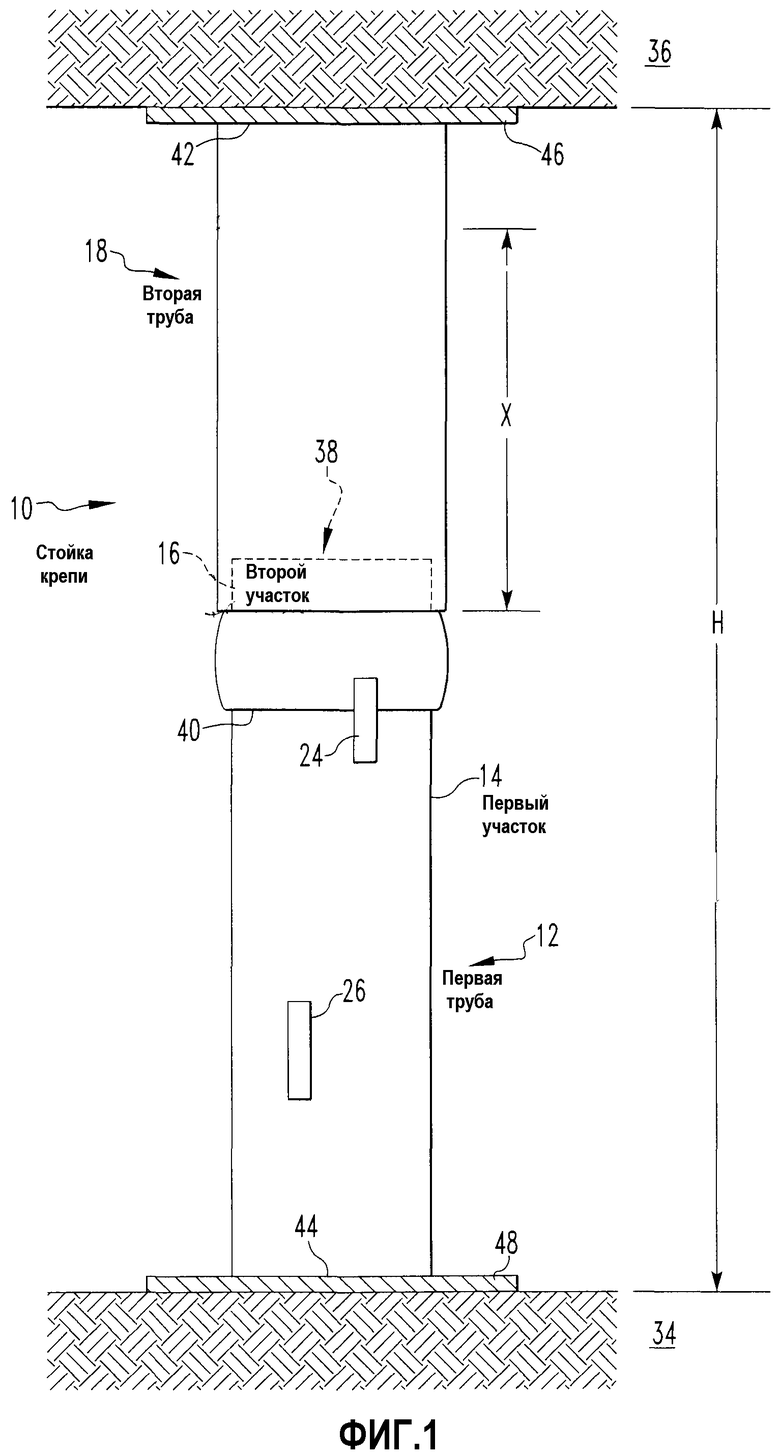
На чертежах, на которых одинаковые позиции соответствуют аналогичным или идентичным частям на нескольких видах и, в частности, на фиг.6 и 7, показана податливая стойка 10 крепи для горной выработки. Стойка 10 содержит первую металлическую трубу, проходящую от подошвы 34 рудника, имеющую первый участок 14 с первым наружным диаметром и второй участок 16 со вторым наружным диаметром. Стойка 10 содержит вторую металлическую трубу, расположенную около первого участка 14 и проходящую к кровле 36 горной выработки. Когда вторая труба 18 несет нагрузку от кровли 36 горной выработки, второй участок 16 деформирует вторую трубу 18 и расширяет вторую трубу 18, создавая противодействие нагрузке от кровли 36 горной выработки.
Второй участок 16 может включать в себя по меньшей мере один металлический валик 20, приваренный на первый участок 14, или металлическое кольцо 22, приваренное на первый участок 14. Высота второго участка 16 от первого участка 14 составляет на по меньшей мере 0,15 дюйма (4 мм) больше, чем внутренний диаметр второй трубы 18. Предел текучести первой трубы 12 может быть больше предела текучести второй трубы 18. Первая труба 12 может иметь верхний конец 38, и второй участок 16 расположен на расстоянии от около 3 дюймов (76 мм) до 9 дюймов (229 мм) от верхнего конца 38 первой трубы 12.
Вторая труба 18 может иметь нижний конец 40, который насаживается на верхний конец 38 первой трубы 12 и расширяется раструбом наружу для облегчения установки второй трубы 18 на первую трубу 12. Длина первой трубы 12 может составлять H минус X, где H высота горной выработки, и X имеет величину между 3 дюймами (76 мм) и 20 дюймами (508 мм). Стойка 10 может включать в себя по меньшей мере одну стопорную планку 24, приваренную на первую трубу 12 и вторую трубу 18 для удержания вместе первой и второй труб 12, 18. Стойка 10 может включать в себя металлическую верхнюю плиту 46, прикрепленную к верхнему концу 42 второй трубы 18, и металлическую подкладку 48 под стойку, прикрепленную к нижнему концу 44 первой трубы 12. Стойка 10 может включать в себя ручку 26, прикрепленную к первой трубе 12. Кольцо 22 второго участка 16 может иметь клиновидную форму, показанную на фиг.9.
Первая труба 12 может иметь третий участок 28, имеющий третий наружный диаметр, расположенный ниже второго участка 16 и имеющий высоту от первого участка 14, превышающую высоту второго диаметра от первого участка 14, что создает постепенное увеличение сопротивления крепи на многочисленных ступенях деформации металла второй трубы 18. Третий участок 28 может включать в себя по меньшей мере валик 20, имеющий высоту, которая больше высоты валика 20 второго участка 16. Третий участок 28 может включать в себя второе кольцо 50, имеющее высоту, которая больше высоты кольца 22 второго участка 16.
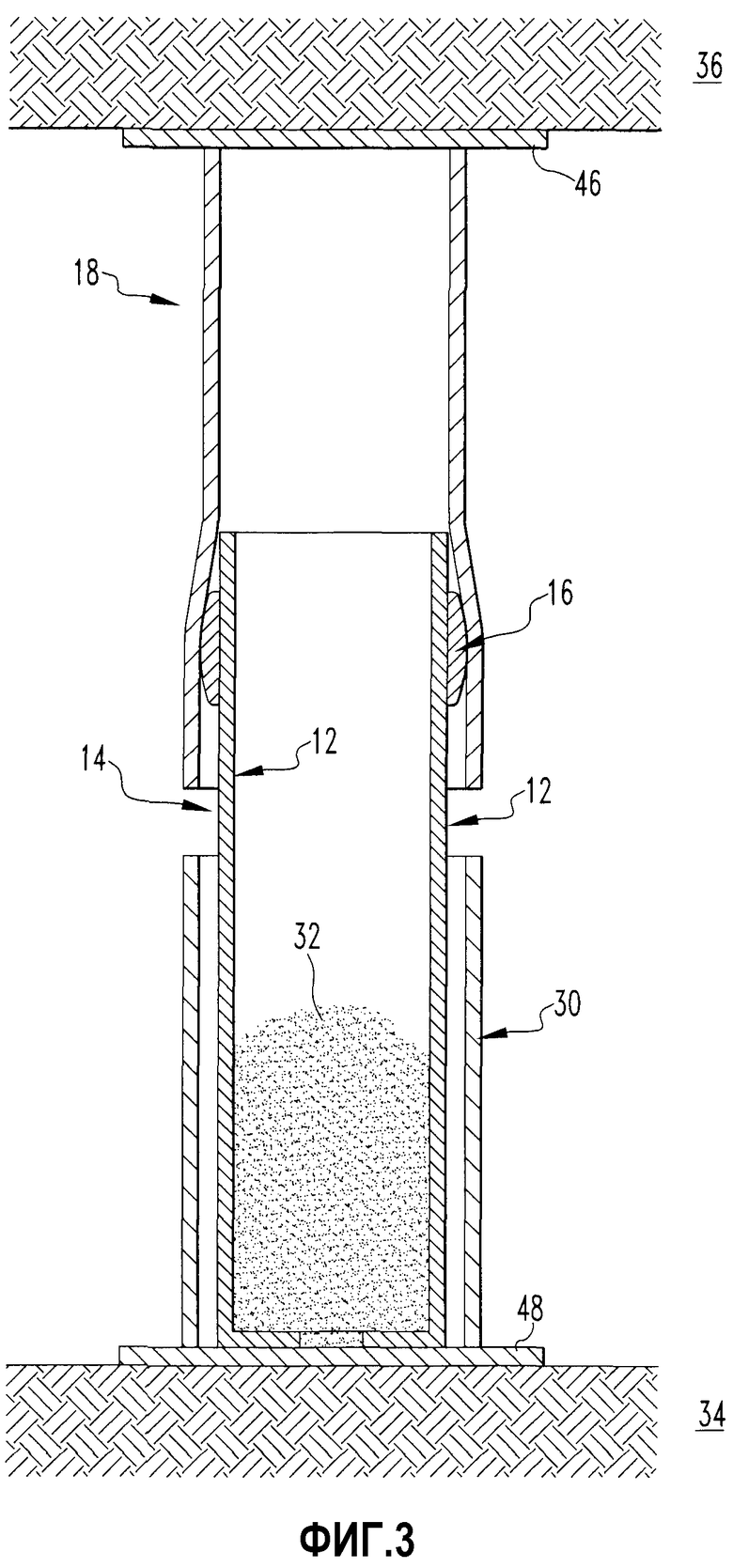
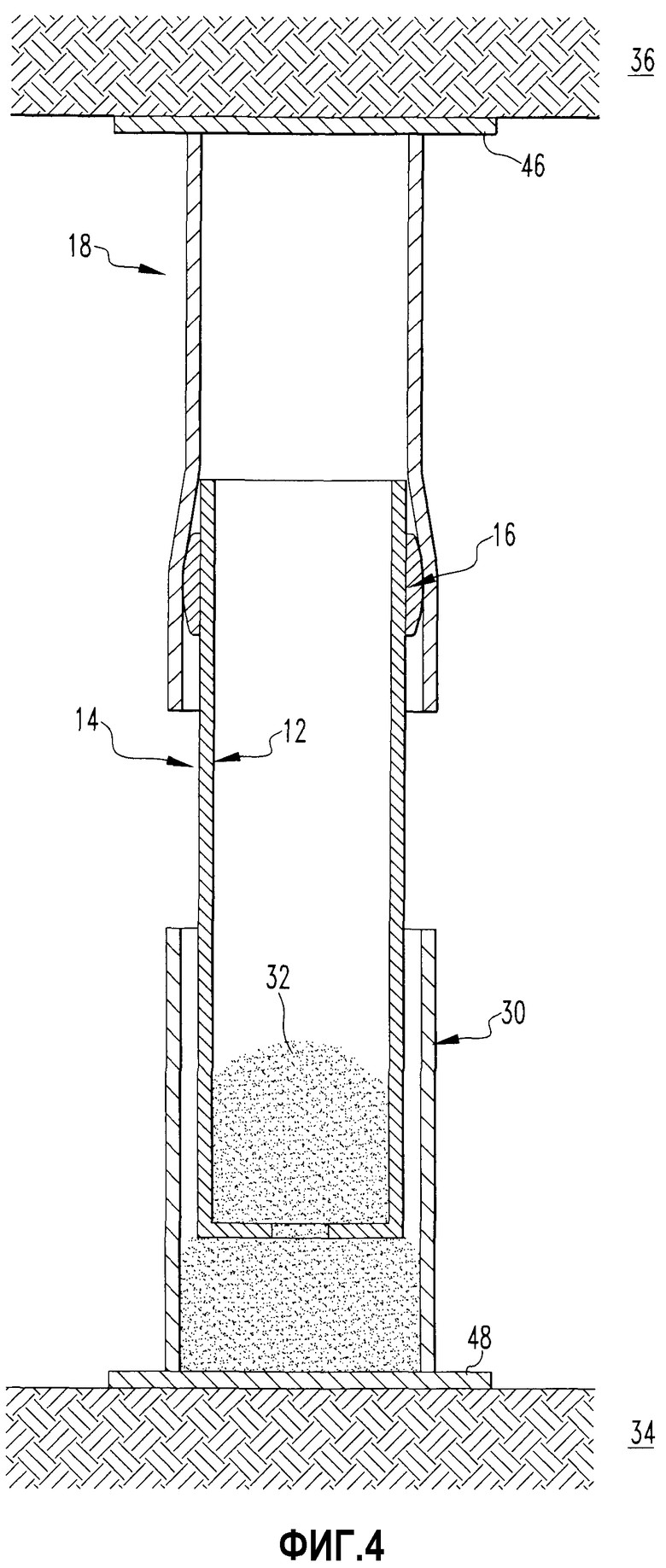
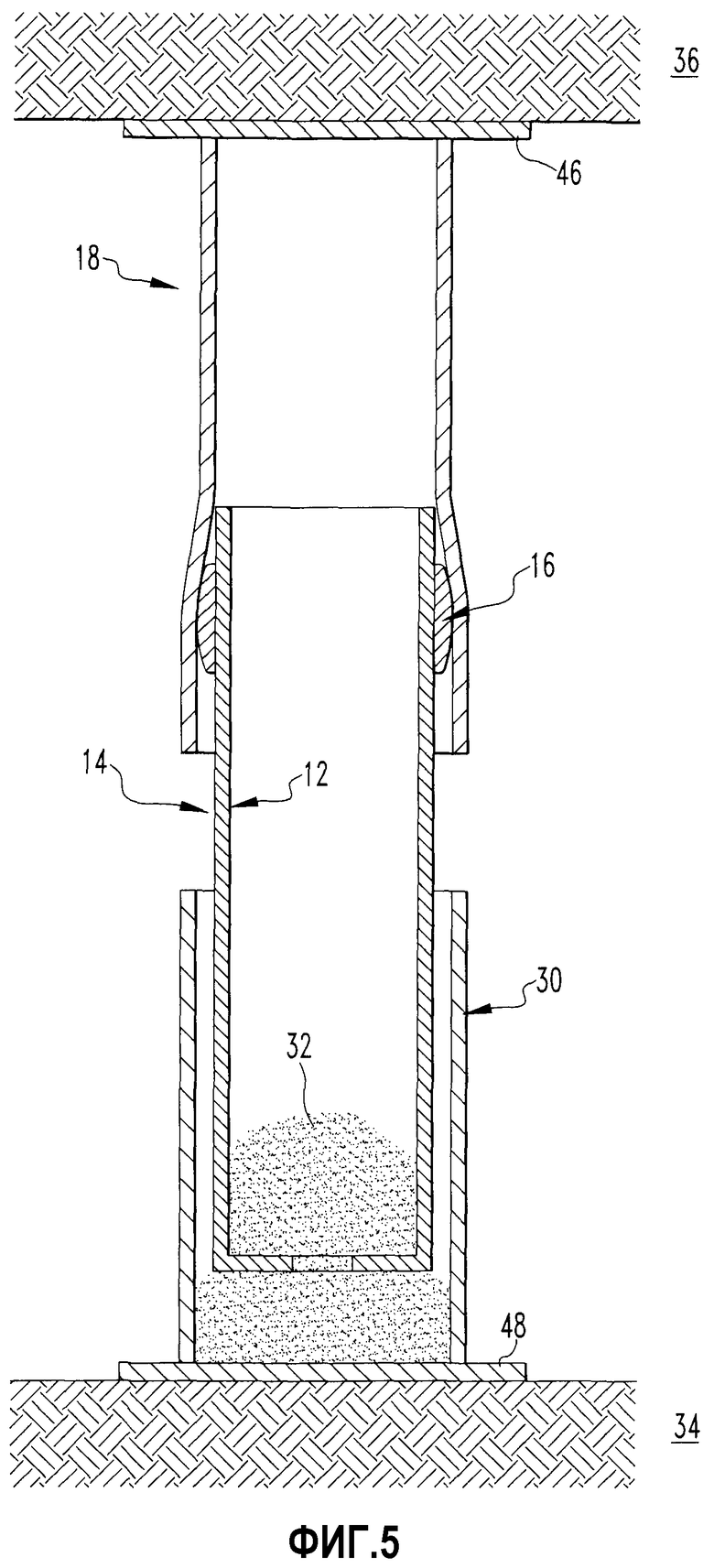
Стойка 10 может включать в себя контейнер 30, в котором установлена первая труба 12, который обеспечивает регулировку высоты, на которую поднята первая труба 12 от подошвы выработки, как показано на фиг.3-5. Контейнер 30 может включать в себя песок 32, уровень которого используют для регулировки высоты первой трубы 12.
Настоящее изобретение относится к способу создания крепи кровли 36 горной выработки. Способ содержит этапы установки податливой стойки 10 в горной выработке так, что первая металлическая труба стойки 10 проходит от подошвы 34 горной выработки, и вторая металлическая труба стойки 10 проходит от первой трубы 12 к кровле 36 горной выработки, этап несения нагрузки от кровли 36 горной выработки второй трубой 18, этап перемещения второй трубы 18 под нагрузкой против противодействия второго участка 16 первой трубы 12, который проходит от первого участка 14 первой трубы 12, на котором деформируется вторая труба 18. Способ может содержать этап регулировки длины стойки 10.
Настоящее изобретение относится к способу строительства податливой стойки 10. Способ содержит этапы насаживания нижнего конца 40 второй металлической трубы на верхний конец 38 первой металлической трубы, этап перемещения нижнего конца 40 второй трубы 18 против второго участка 16 первой трубы 12, который проходит от первого участка 14 первой трубы 12.
Способ может содержать этап приваривания второго участка 16 к первому участку 14. Способ может содержать этап приваривания стопорной планки 24 к первой трубе 12 и второй трубе 18 для удержания вместе первой и второй планок 24. Способ может содержать этап создания расширяющегося наружу раструба на нижнем конце 40 второй трубы 18 для облегчения насаживания второй трубы 18 на первую трубу 12.
В отношении работы изобретения, созданы два альтернативных варианта конструктивного исполнения. Оба включают в себя стойку 10 состоящую по меньшей мере из двух стальных труб, первая из которых имеет наружный диаметр, который меньше внутреннего диаметра второй трубы 18. Это обеспечивает тип посадки с выдвижением, при котором отсутствует натяг между первой и второй трубами 12, 18. Трубы данного соотношения диаметров не должны создавать опору пока не создан второй участок или "механизм натяга", обуславливающий сопротивление свободному проходу первой трубы 12 через вторую трубу 18.
Описаны две конструкции для создания "механизма натяга".
В первой конструкции создают один или несколько приваренных валиков 20 на первой трубе 12 так, что рабочий наружный диаметр приваренных валиков 20 создает натяг с внутренним диаметром второй трубы 18. Данный натяг должен обуславливать сопротивление свободному проходу первой трубы 12 через вторую трубу и должен обуславливать трение и скреперное действие приваренных валиков 20 на поверхности второй трубы 18 и может зависеть от механических свойств второй трубы 18, обуславливающих концентрическое расширение второй трубы 18 для вмещения рабочего диаметра внутренней трубы и приваренного валика или валиков 20. Эти две трубы, установленные в контакте с двумя противоположными поверхностями горной породы (такими как подошва и кровля горной выработки), должны создавать сопротивление смыканию поверхностей горной породы.
Вторая конструкция включает в себя использование кольца со станочной обработкой или литого сужающегося на конус, или сферического выполненного из стали, или ковкого чугуна. Кольцо приваривается к первой трубе 12, и объединенные диаметр первой трубы 12 и кольца должны создавать натяг между рабочим наружным диаметром и внутренним диаметром второй трубы 18. Так же как и в первой конструкции, натяг должен создавать трение и скреперное действие и возможное концентрическое расширение второй трубы 18. При этом, как и в первой конструкции, при установке между двумя поверхностями горной породы должно создаваться сопротивление смыканию.
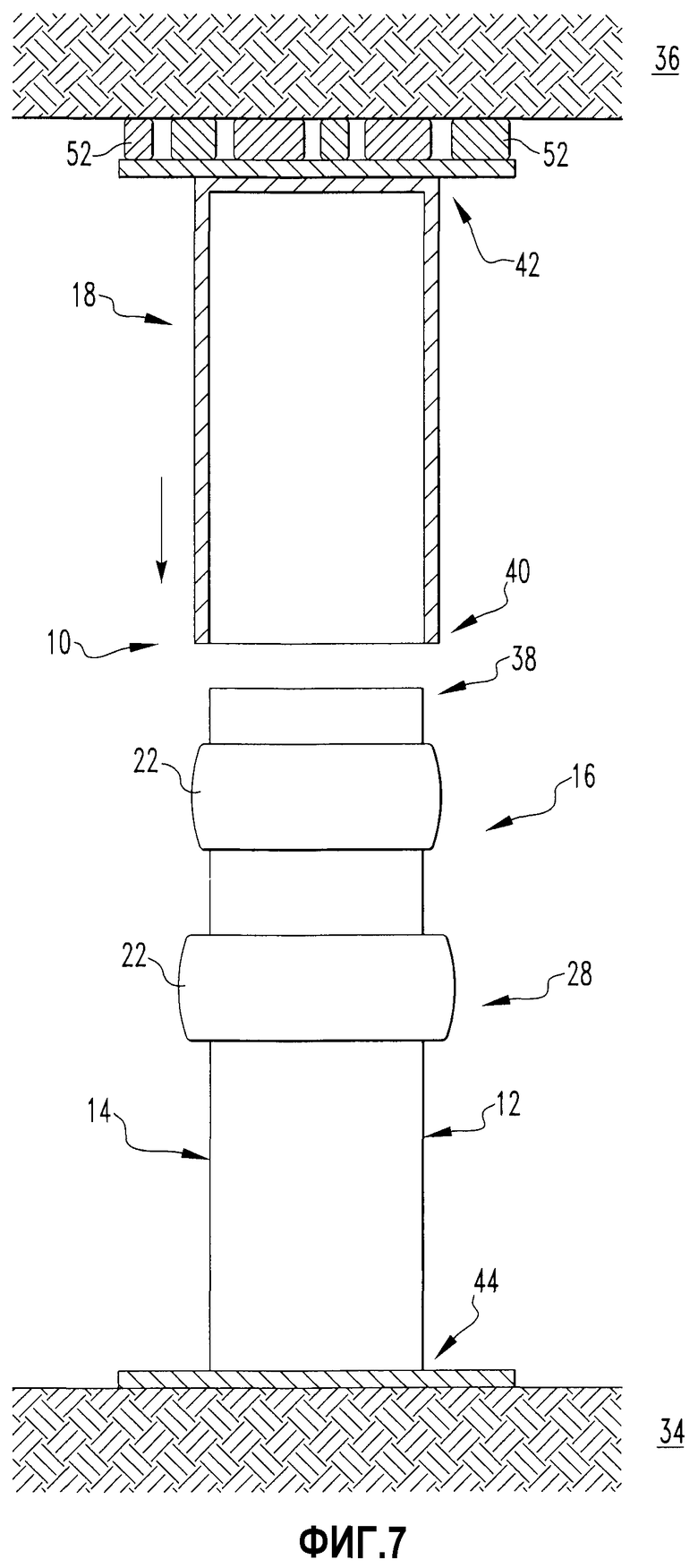
Две трубы с механизмом натяга собраны для создания эффективного противодействия смыканию после изготовления. Первая труба 12 с механизмом натяга смонтирована во второй трубе 18 во время изготовления, таким образом, создавая противодействие смыканию немедленно при установке в проеме горной выработки. Она может быть изготовлена точно входящей в проем горной выработки или фиксируемой на месте деревянными или стальными подкладными клиньями 52 при установке, как показано на фиг.7, если размеры проема горной выработки точно не соответствуют длине изготовленных объединенных труб.
На Фиг.1 показана податливая стойка 10 настоящего изобретения.
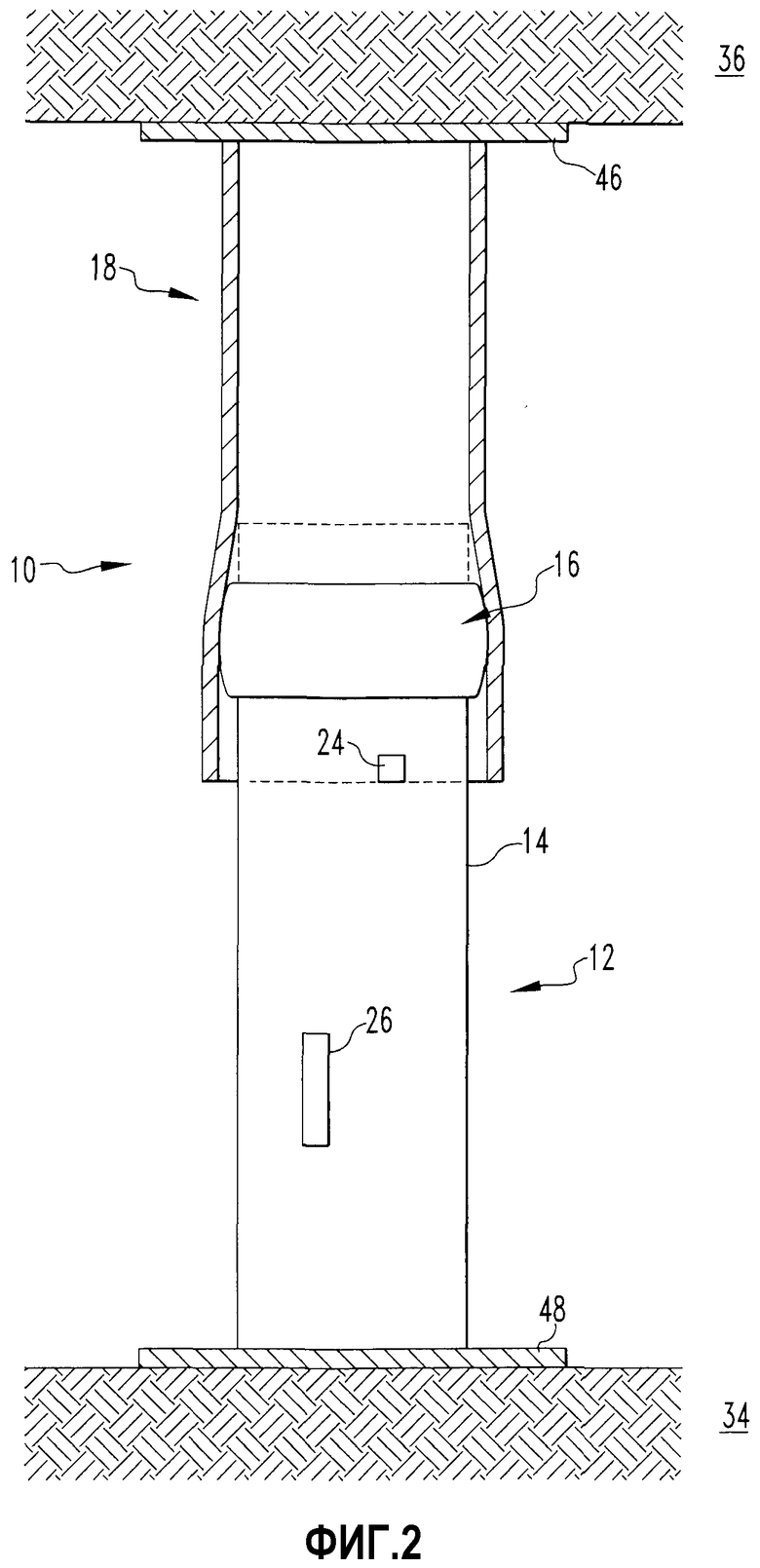
На Фиг.2 показана податливая стойка 10 настоящего изобретения, деформировавшаяся под нагрузкой.
На Фиг.2 показан пример деформации крепи при сопротивлении смыканию проема горной выработки.
Альтернативно, две трубы могут соединяться в регулируемый механизм установки, который обеспечивает адаптирование труб к изменяющимся размерам проема горной выработки. Одна такая конфигурации должна соединять эти две трубы в устройстве, в настоящее время поставляемом компанией Strata Products LLC под названием SandProp™. SandProp™ использует механизм регулирования, обеспечивающий удлиненной крепи приспособление к различным размерам проема горной выработки. SandProp™, в общем, не является податливой крепью, которая когда достигает предела несущей способности должна выгибаться под действием смыкания двух поверхностей горной породы с уменьшением своей несущей способности.
Для включения способности податливости описанных конструкций необходимо использовать верхнюю (меньшего диаметра) трубу SandProp™, в качестве первой меньшего диаметра трубы, к которой должны прикрепляться либо приваренный валик 20, или привариваемое кольцо 22 со станочной обработкой или литое. Вторая труба 18 должна быть насажена с усилием на первую трубу 12 во время изготовления. Конечный продукт является крепью с сопротивлением смыканию горной породы, установленным при изготовлении и регулируемым элементом для приспособления к изменяющимся размерам проема горной выработки. Верхняя или первая труба 12 имеет отверстие в основании для материала, такого как песок, заполняющего первую трубу, для выхода и заполнения нижней трубы стойки SandProp™, здесь, третьей трубы. Первую трубу поднимают на нужную высоту, при этом песок выходит из отверстия и заполняет нижнюю часть третьей трубы. Песок, попавший в третью трубу, служит в качестве основания для поднятой первой трубы. В таком варианте осуществления третья труба должна быть даже прочнее первой трубы.
На Фиг.3 показана стойка 10, имеющая регулируемую высоту.
На Фиг.4 показана стойка 10 после увеличения ее высоты.
На Фиг.5 показана стойка 10 после увеличения ее высоты и деформации под нагрузкой.
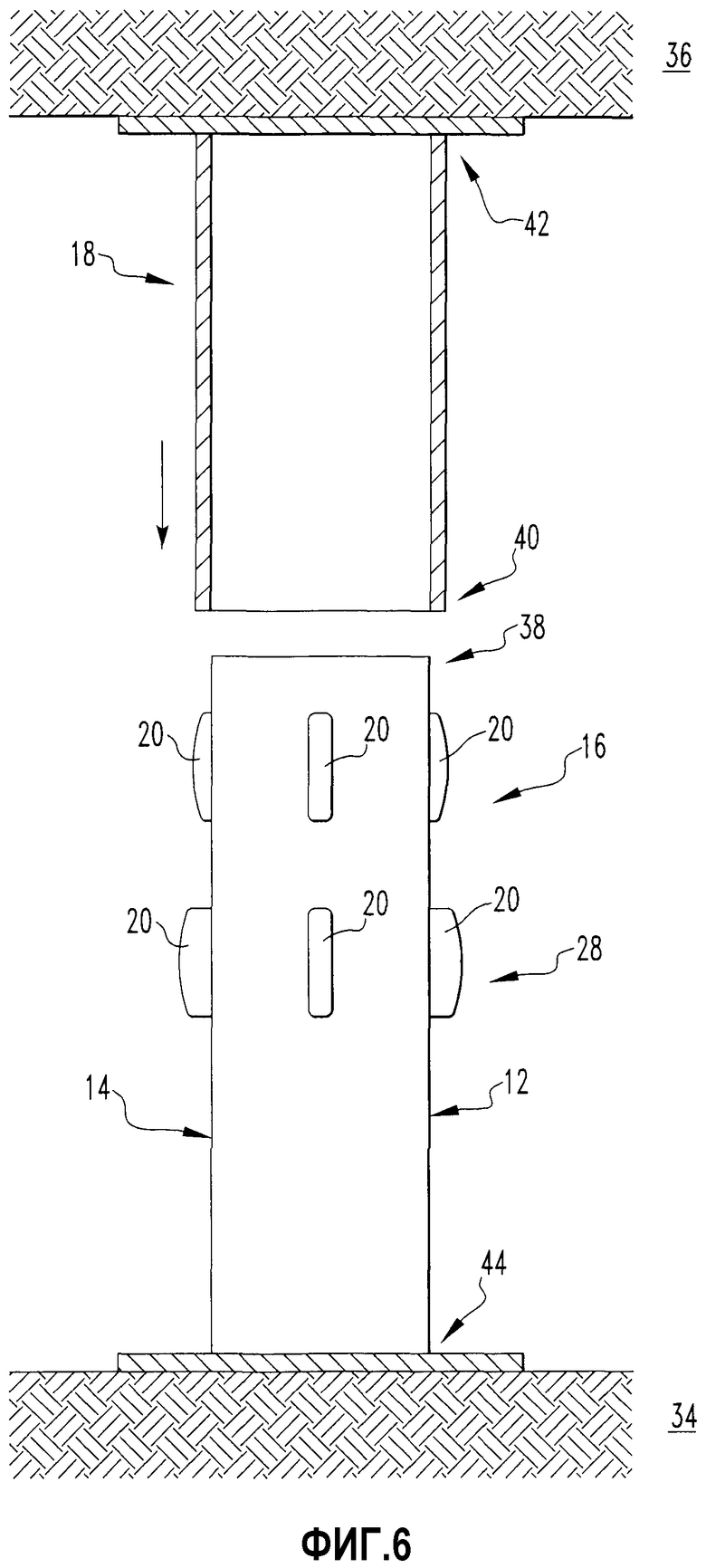
На Фиг.6 показана податливая стойка 10 с приваренными валиками 20.
На Фиг.7 показана податливая стойка 10 с приваренным кольцом 22.
Труба из конструкционной стали является предпочтительным материалом для конструкции стойки 10. При использовании как приваренного валика 20, так и кольца 22 следует использовать трубы двух диаметров и прочностей.
Первая труба 12, например, должна быть тонкостенной и иметь наружный диаметр около 2,875” (73 мм) и внутренний диаметр 2,375” (60 мм). Предел текучести стали, используемой в изготовлении трубы, должен составлять от около 60000 фунт/дюйм2 (4200 кг/см2) до 100000 фунт/дюйм2 (7000 кг/см2) и предпочтительно около 80000 фунт/дюйм2 (5600 кг/см2) для создания высокого сопротивления изгибу под нагрузкой.
Вторая труба 18 должна иметь наружный диаметр 3,500” (89 мм) и внутренний диаметр 3,000” (76 мм). Предел текучести стали, используемой в изготовлении данной тонкостенной трубы, должен составлять от около 35000 фунт/дюйм2 (2450 кг/см2) до 75000 фунт/дюйм2 (5250 кг/см2) и предпочтительно около 55000 фунт/дюйм2 (3850 кг/см2) для обеспечения растяжения по окружности периметра под нагрузкой, передаваемой через механизм натяга. Предел текучести второй трубы должен быть меньше предела текучести первой трубы. Существует соотношение диаметров, не создающее натяг между первой трубой 12 и второй трубой 18.
Толщина стенки каждой трубы составляет около 0,5 дюйма (13 мм), но может составлять 0,3 и 0,7 дюйма (8 и 18 мм), и толщина стенки труб не обязательно должна быть одинаковой, и зависит от прочности и необходимого соотношения между трубами.
Длина соответствующих используемых труб зависит от высоты проема горной выработки, где крепь следует устанавливать, и величины смыкания, закладываемой в конструкцию крепи. Данный вопрос рассматривается ниже.
Конструкция с приваренными валиками 20.
Одна предпочтительная конфигурация конструкции с приваренными валиками 20 показана на Фиг.6. На отрезке длины между тремя дюймами (76 мм) и девятью дюймами (229 мм) и предпочтительно около шести дюймов (152 мм) от одного конца первой трубы 12 установлены приваренные валики 20 по всей окружности периметра трубы. Обычно используют дуговую сварку металлическим электродом в инертном газе для создания данного приваренного валика 20. Толщина валика 20 в данном варианте должна составлять 0,600” (15 мм), таким образом, создается наружный диаметр трубы с приваренными валиками 20, составляющий 3,475” (88 мм). При этом четко устанавливаются размеры для натяга между первой и второй трубами 12, 18.
Для сборки устройства один конец второй трубы 18 должен быть расширен раструбом наружу с использованием закаленной оправки до диаметра 3,500” (89 мм) для приема первой трубы 12 с приваренным валиком 20. После сборки диаметрально противоположные "стопорные планки" должна привариваться на месте на вторую трубу 18 для удержания двух труб скрепленными вместе в один блок. Ручки 26 должны также быть добавлены в объединенный блок для обеспечения перестановки. Стальная верхняя плита 46 и подкладка 48 под стойку должны быть приварены к соответствующим концам собранного устройства. Верхняя плита 46 и подкладка 48 под стойку должны быть выполнены из стали A36 и иметь толщину 0,250” (6 мм) и минимальный размер стороны квадрата 4,00” (102 мм). Верхняя плита 46 и подкладка 48 распределяют нагрузку, которую несет крепь, по кровле 36 горной выработки и подошве, когда блок установлен на место и функционирует.
Для конкретного варианта применения и использования простейшей формы крепи, показанной на фиг.1, соответствующие отрезки длины трубы должны определяться следующим образом: высота горной выработки имеет величину H, и необходимо создание крепи с приемлемым смыканием проема до 12” (305 мм). Максимальная длина первой трубы 12 тогда должна составлять H-12”(305 мм). Поскольку крепь является предварительно собранной, что отнимает 6” (152 мм) длины второй трубы 18, длину 18” (457 мм) необходимо использовать для обеспечения смыкания 12” (305 мм). В варианте практического применения длина первой трубы 12 должна быть меньше максимума приблизительно на 4”-6” (102-152 мм) для облегчения установки в нужное положение и последующего фиксирования деревянными подкладками и клиньями, которые должны использовать для закрепления крепи по месту. На фиг.2 показана крепь фиг.1 после восприятия смыкания.
В качестве альтернативы одному приваренному валику 20 множество приваренных валиков 20 можно установить на первую трубу 12, как показано на фиг.6. Множество приваренных валиков 20 должны быть разнесены друг от друга на расстояние около дюйма (25 мм), и валики 20 должны иметь различную толщину для создания постепенного увеличения сопротивления крепи с помощью многочисленных стадий деформации обработки металла второй трубы 18. Множество приваренных валиков 20 можно распределять по большему отрезку длины первой трубы 12, такому как начинающемуся в 8” (203 мм) от одного конца, а не в 6” (152 мм). Устройство раструба и адекватная глубина и форма раструба второй трубы 18 должны служить для размещения дополнительных отрезков длины приваренных валиков для сборки. Установка и использование крепи с множеством приваренных валиков 20 должны быть аналогичными описанным выше.
Конструкция с кольцом 22 со станочной обработкой.
Во второй предпочтительной конфигурации приваренные валики 20 заменены кольцами со станочной обработкой. Тестирование показывает, что данная конфигурация является более надежной, поскольку отделка поверхности с кольцами со станочной обработкой является лучше управляемой, и несущая способность является более единообразной. Кольца могут иметь различные формы, которые могут являться эффективными в создании механизма натяга и, таким образом, сопротивления крепи. Одна простая форма может быть полукруглой в сечении, с формой, во многом аналогичной форме приваренного валика, показанной на фиг.7. Множество этих колец можно также использовать во многом аналогично множеству приваренных валиков 20. Кольца должны иметь постепенно увеличивающиеся радиальные размеры, что должно обуславливать деформацию второй трубы 18 в несколько стадий. Эти кольца привариваются на первую трубу 12 для закрепления их на месте.
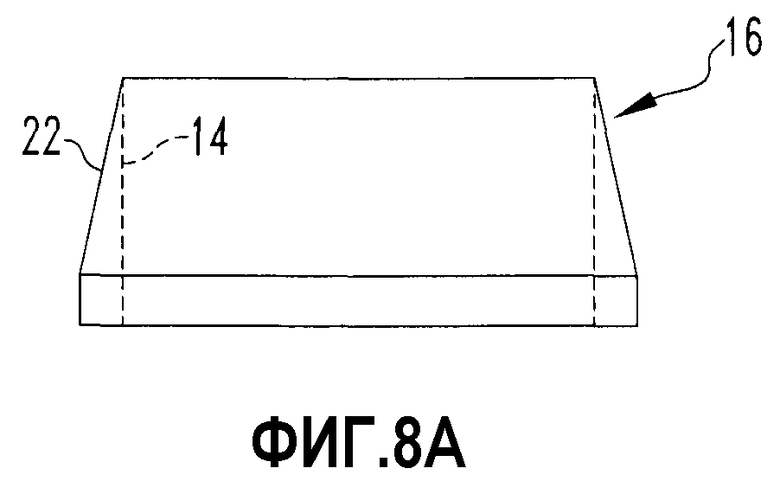
Кольцо клиновидной формы имеет наиболее единообразные показатели работы. Для изготовления клиновидного кольца использована труба типа A513, тянутая на оправочном стане. Номинальными размерами трубы являются наружный диаметр 3,5”(89 мм) и толщина стенки 0,375” (10 мм). На фиг.8A-8C показаны вид сбоку, вид сверху и сечение законченной детали. После станочной обработки клиновидное кольцо проходит термообработку и закалку для получения конечной твердости 30-35 по шкале С.Роквелла. Процесс термообработки необходим для предотвращения задирания клиновидного кольца и придания дополнительной прочности для обеспечения неизменной геометрии кольца 22 на расстоянии деформации крепи. Кольцо 22 затем приваривают в нужном положении на первой трубе 12. В общем, основание клиновидного кольца 22 должно располагаться в 6” (152 мм) от одного конца первой трубы 12.
На фиг.8A-8C показаны вид сбоку, вид сверху и сечение второго участка 16 первой трубы 12.
Аналогично другим конструктивным исполнениям множество клиновидных колец можно использовать, где каждое следующее кольцо 22 имеет немного большие размеры, как показано на фиг.9. Также практичным для изготовления является производство клиновидных колец 22 с несколькими постепенно увеличивающимися клиновидными формами, установлено, что процессы станочной обработки и сборки ускоряются в варианте одного кольца с несколькими клиновидными поверхностями. Такое кольцо на фиг.10A-10C показано на виде сбоку, виде сверху и в сечении.
На фиг.10A, B и C показаны вид сбоку, вид сверху и сечение кольца 22.
На фиг.11 показан пример несущей способности для конструктивного исполнения кольца с несколькими клиновидными участками, показанного на фиг.10.
В другом варианте осуществления второй участок 16 расположен на внутренней поверхности первой трубы 12, и вторая труба 18 вставляется внутрь первой трубы 12. В других дополнительных альтернативных вариантах осуществления вторая труба 18 может иметь второй участок 16 на своей наружной поверхности, и вторая труба 18 вставляется в первую трубу 12 или второй участок 16 располагается на внутренней поверхности второй трубы 18, и вторая труба 18 насаживается на первую трубу 12. В обоих вариантах первая труба 12 имеет предел текучести меньше предела текучести второй трубы 18. По существу, все другие описанные признаки должны являться применимыми.
Хотя изобретение подробно описано в изложенных выше вариантах осуществления для иллюстративных целей, следует понимать, что такие подробности даны только для указанных целей, и его изменения могут быть выполнены специалистом в данной области техники без отхода от сущности и объема изобретения, определяемых следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ ВЫРАБОТОК | 2012 |
|
RU2498074C1 |
| МЕТАЛЛИЧЕСКАЯ РАМНАЯ ПОДАТЛИВАЯ КРЕПЬ ИЗ ШАХТНЫХ СПЕЦПРОФИЛЕЙ ДЛЯ ПОДДЕРЖАНИЯ ГОРНОЙ ВЫРАБОТКИ ПРИ ПОДЗЕМНОЙ РАЗРАБОТКЕ ПОЛЕЗНОГО ИСКОПАЕМОГО | 2009 |
|
RU2429348C2 |
| РАМНАЯ МЕТАЛЛИЧЕСКАЯ КРЕПЬ ДЛЯ ГОРНЫХ ВЫРАБОТОК | 1999 |
|
RU2165022C2 |
| ПРЯМОУГОЛЬНАЯ МЕТАЛЛИЧЕСКАЯ ИЛИ СМЕШАННАЯ КРЕПЬ ПОДГОТОВИТЕЛЬНЫХ ВЫРАБОТОК | 1996 |
|
RU2121579C1 |
| КРЕПЬ ПОДГОТОВИТЕЛЬНЫХ ВЫРАБОТОК | 1997 |
|
RU2134347C1 |
| СПОСОБ РЕМОНТА ГОРНЫХ ВЫРАБОТОК В СОЛЯНЫХ ПОРОДАХ | 2009 |
|
RU2405111C1 |
| СПОСОБ УПРАВЛЕНИЯ КРОВЛЕЙ ОБРУШЕНИЕМ БЛОКАМИ НА ПОДАТЛИВОЙ ОПОРЕ (БУТОКОСТРАХ И ДЕРЕВЯННЫХ НАКАТНЫХ КОСТРАХ) | 1997 |
|
RU2138642C1 |
| СПОСОБ ОХРАНЫ ГОРНЫХ ВЫРАБОТОК В ПУЧАЩИХ ПОРОДАХ ПОЧВЫ | 1990 |
|
RU2007577C1 |
| ВЗРЫВОРАСПОРНЫЙ АНКЕР | 2010 |
|
RU2451182C1 |
| ЗАМОК УЗЛА ПОДАТЛИВОСТИ МЕТАЛЛИЧЕСКОЙ РАМНОЙ ПОДАТЛИВОЙ КРЕПИ ИЗ ШАХТНЫХ СПЕЦПРОФИЛЕЙ | 2010 |
|
RU2467170C2 |

Настоящее изобретение относится к податливой стойке рудничной крепи. Предложенная податливая стойка содержит первую металлическую трубу, проходящую от подошвы горной выработки, имеющую первый участок с гладким первым наружным диаметром и второй участок со вторым наружным диаметром. При этом второй участок содержит по меньшей мере один металлический валик, приваренный к первому участку, и металлическое кольцо, приваренное к первому участку. Высота второго участка от первого больше внутреннего диаметра второй трубы на по меньшей мере 0,15 дюйма (4 мм). Предел текучести первой трубы больше предела текучести второй трубы. Вторая металлическая труба расположена около первого участка и проходит к кровле горной выработки, при этом, когда вторая труба принимает нагрузку от кровли горной выработки, второй участок деформирует вторую трубу и расширяет вторую трубу, создавая противодействие нагрузке от кровли горной выработки. Предложены способ выполнения крепи кровли горной выработки и способ строительства податливой рудничной стойки. 3 н. и 15 з.п. ф-лы, 15 ил.
1. Податливая стойка крепи для горной выработки, содержащая первую металлическую трубу, проходящую от подошвы горной выработки, имеющую первый участок с гладким первым наружным диаметром и второй участок со вторым наружным диаметром, при этом второй участок содержит по меньшей мере один металлический валик, приваренный к первому участку, или металлическое кольцо, приваренное к первому участку, причем высота второго участка от первого участка составляет на по меньшей мере 0,15 дюйма (4 мм) больше внутреннего диаметра второй трубы, при этом предел текучести первой трубы больше предела текучести второй трубы; и вторую металлическую трубу, имеющую гладкий внутренний диаметр, расположенную около первого участка и проходящую к кровле горной выработки, при этом, когда вторая труба принимает нагрузку от кровли горной выработки, вторая труба скользит вниз поверх первой трубы, а второй участок способен деформировать вторую трубу и расширять вторую трубу, создавая сопротивление нагрузке от кровли горной выработки.
2. Стойка по п.1, в которой первая труба имеет верхний конец и второй участок расположен на расстоянии от около 3 дюймов (76 мм) до 9 дюймов (229 мм) до верхнего конца первой трубы.
3. Стойка по п.2, в которой вторая труба имеет нижний конец, насаженный на верхний конец первой трубы и расширенный раструбом наружу для облегчения установки второй трубы на первую трубу.
4. Стойка по п.3, в которой длина первой трубы составляет Н минус X, где H высота горной выработки, и Х составляет от 3 дюймов (76 мм) до 20 дюймов (508 мм).
5. Стойка по п.4, содержащая по меньшей мере одну стопорную планку, приваренную к первой трубе и второй трубе для удержания первой и второй труб вместе.
6. Стойка по п.5, содержащая металлическую верхнюю плиту, прикрепленную к верхнему концу второй трубы, и металлическую подкладку под стойку, прикрепленную к нижнему концу первой трубы.
7. Стойка по п.6, содержащая ручку, прикрепленную к первой трубе.
8. Стойка по п.7, в которой кольцо второго участка имеет клиновидную форму.
9. Стойка по п.7, в которой первая труба имеет третий участок с третьим наружным диаметром, расположенный ниже второго участка, что создает постепенное увеличение сопротивления крепи посредством множества стадий обработки металла второй трубы.
10. Стойка по п.9, в которой третий участок содержит по меньшей мере валик, имеющий высоту, превышающую высоту валика второго участка.
11. Стойка по п.9, в которой третий участок содержит второе кольцо, имеющее высоту, превышающую высоту кольца второго участка.
12. Стойка по п.7, содержащая контейнер, в котором установлена первая труба, что обеспечивает регулирование высоты первой трубы от пола.
13. Стойка по п.12, в которой контейнер содержит песок, уровень которого используется для регулирования высоты первой трубы.
14. Способ выполнения крепи кровли горной выработки, содержащий следующие этапы:
установка податливой стойки в горной выработке так, что первая металлическая труба стойки проходит от подошвы горной выработки, и вторая металлическая труба стойки проходит от первой трубы к кровле горной выработки;
принятие нагрузки от кровли горной выработки второй трубой; и
проскальзывание второй трубы под нагрузкой против противодействия от второго участка первой трубы, который проходит от первого участка первой трубы, имеющего гладкий наружный диаметр, который деформирует вторую трубу, при этом второй участок содержит по меньшей мере один металлический валик, приваренный к первому участку, или металлическое кольцо, приваренное к первому участку, причем высота второго участка от первого участка составляет на по меньшей мере 0,15 дюйма (4 мм) больше внутреннего диаметра второй трубы, при этом предел текучести первой трубы больше предела текучести второй трубы; причем вторая металлическая труба имеет гладкий внутренний диаметр и расположена над первым участком.
15. Способ по п.14, содержащий этап регулирования длины стойки.
16. Способ строительства податливой стойки крепи для горной выработки, содержащий следующие этапы:
приваривание второго участка к первому участку, имеющему гладкий первый наружный диаметр, при этом второй участок содержит по меньшей мере один металлический валик, приваренный к первому участку, или металлическое кольцо, приваренное к первому участку, причем высота второго участка от первого участка составляет на по меньшей мере 0,15 дюйма (4 мм) больше внутреннего диаметра второй трубы,
насаживание нижнего конца второй металлической трубы, имеющей гладкий внутренний диаметр, на верхний конец первой металлической трубы; и
перемещение нижнего конца второй трубы против второго участка первой трубы, который проходит от первого участка первой трубы, при этом предел текучести первой трубы больше предела текучести второй трубы.
17. Способ по п.16, содержащий этап приваривания стопорной планки к первой трубе и второй трубе для удержания первой и второй труб вместе.
18. Способ по п.17, содержащий этап формирования раструба на нижнем конце второй трубы, расширяющегося наружу для облегчения насаживания второй трубы на первую трубу.
| US 5564867 A1, 15.10.1996 | |||
| Стойка шахтной крепи | 1973 |
|
SU467186A1 |
| СТОЙКА ВРЕМЕННОЙ КРЕПИ | 1997 |
|
RU2155266C2 |
| US 5314161 A1, 24.05.1994 | |||
| US 5921718 A1, 13.07.1999 | |||
| US 20040223815 A1, 11.11.2004 | |||
| US 4185940 A1, 29.01.1980 | |||

