Изобретение относится к капсуле из алюминия или сплава алюминия, юбка которой, обычно затягиваемая на горлышке бутылки или сосуда, снабжена отрывной лентой, позволяющей отделить верхнюю часть капсулы, также изобретение относится к способу производства этой капсулы.
Из патента ЕР-В-0 039 298 известна дополнительная укупорочная капсула, имеющая головку и юбку, край которой предназначен для затягивания на кольце горлышка бутылки, и которая имеет кольцевую ленту, предварительно надрезанную, имеющую по обеим сторонам надреза концы в виде двух захватных язычков, предназначенных для осуществления отрыва и снятия верхней части капсулы путем одновременного натяжения этих язычков в противоположном направлении. Для облегчения захвата язычков, они имеют неровности, подобные осевым волнам, получаемым в результате гофрирования или молетирования. В целях упрощения производства эти неровности выполняют по всей длине ленты до того, как выполнить надрез для разрыва в кольцевой ленте. Предложенная капсула, как и большинство капсул с отрывной лентой, имеет недостаток, заключающийся, в частности, в том, что если юбка имеет значительную толщину и выполнена из наклепанного сплава алюминия, так что края надреза являются небезопасными, как на уровне самой ленты, так и на уровне участков юбки, которые были разделены при снятии ленты.
Во французском патенте FR 2 677 333 заявитель предлагает, с целью уменьшения риска пораниться, укупорочную капсулу, имеющую головку и юбку, содержащие отрывную окружную ленту, снабженную захватным язычком и ограниченную двумя наружными непрерывными окружными канавками, образующими ослабленные линии. Указанная отрывная окружная лента имеет осевые волны, выполненные по всей ее толщине и проходящие в направлении верхней части и нижней части юбки за указанные окружные канавки. При помощи таких волн, которые выполнены по обеим сторонам от канавок, после отрыва получают ленту, волнистые края которой являются малоопасными. Таким же образом, края разрыва участков юбки, которые получаются в результате отрыва, приводящего к снятию ленты, являются волнистыми и в целом малоопасными. Тем не менее, риск пораниться краями разрыва не достаточно низок, учитывая значительную распространенность капсул такого типа среди пользователей, в частности, если указанные капсулы выполнены из наклепанного сплава алюминия. В отношении последних бывают случаи, когда линия отрыва является не достаточно непрерывной и линейной и имеет несколько насечек вторичного отрыва, образующих несколько агрессивных шероховатостей.
Задачей изобретения является максимальное снижение вероятности получить травму при первом открывании бутылок вышеуказанного типа. Заявитель исследовал укупорочную капсулу или дополнительную капсулу, имеющую отрывную ленту, для которой, в частности, если она выполнена из металла, обычно из алюминия или наклепанного сплава алюминия, риск пораниться для пользователя при отрыве был минимален.
Для решения указанной задачи предложена укупорочная капсула или дополнительная укупорочная капсула, имеющая головку и металлическую юбку, включающую в себя отрывную окружную ленту, ограниченную двумя ослабленными линиями, отличающаяся тем, что указанная отрывная окружная лента покрыта слоем пластичного материала, который остается жестко соединенным с указанной отрывной окружной лентой при ее снятии путем отрыва по указанным ослабленным линиям.
Заявитель установил, что в целях эффективного уменьшения риска возникновения ранящих краев разрыва, отрывание предпочтительно направлено вдоль ослабленных линий, если указанный слой из пластичного материала покрывает большую часть окружности окружной отрывной ленты, который, если он эффективно присоединен к указанной отрывной ленте, меняет механическое поведение всего узла. Это по существу уменьшает риск порезов при снятии указанной окружной отрывной ленты.
Предпочтительно, чтобы указанный слой из пластичного материала являлся внешним покрытием, которое закрывает по существу полностью окружную отрывную ленту. Предпочтительно, чтобы этот слой являлся непрерывным, то есть, более точно, чтобы он покрывал непрерывным образом указанную отрывную окружную ленту по существу на всей ее окружности. Такое преимущество, с одной стороны, уменьшает риск отслоения участков слоя или покрытия при отрыве указанной ленты и, с другой стороны, сглаживает неровности, и позволяет таким образом установить режим стабильных напряжений вблизи последовательных зон, где происходит разрыв, который распространяется по окружности. Окружная поверхность не обязательно покрыта на всей своей протяженности, например, из-за прорезей, выполненных для того, чтобы облегчить захват пальцем.
В независимости от способа, согласно которому указанное внешнее покрытие из пластичного материала было нанесено или закреплено на указанной окружной отрывной ленте, было установлено, что для пользователя риск пораниться значительно уменьшается, в частности, если капсула выполнена из наклепанного сплава алюминия. Покрытие из пластичного материала увеличивает толщину окружной отрывной ленты, что с одной стороны удаляет пальцы от зоны отрыва, расположенной на отрезке указанной ленты, а, с другой стороны, служит дополнительной опорой для ленты и позволяет обеспечить непрерывность разрыва, направляя отрывание вдоль ослабленных линий и препятствуя возникновению насечек вторичного разрыва.
Указанное внешнее покрытие может быть выполнено из оболочки из пластичного материала, которая прикрепляется к указанной отрывной окружной ленте, например, приклеиванием с использованием, например, адгезивного материала, адаптированного к лаку, который по большей части покрывает металлическую юбку капсулы. Адгезивный материал может представлять собой, например, сополимер (этилен, акриловая кислота). Также можно осуществить термозапечатывание согласно способу, раскрытому заявителем в патенте ЕР 1 009 674: применяют капсулу, покрытую лаком, обычно эпоксидным лаком, которая может принимать форму капсулы в результате штамповки-прокатки и которая содержит термопластичный материал в раздельном состоянии, обычно в виде микронных частиц, с весовым соотношением от 5 до 30%. Указанный термопластичный материал в раздельном состоянии в лаке может представлять собой, например, полиолефин, в частности, полипропилен или полиэтилен, или термопластичный эластомер. Оболочку, которая выполнена из термопластичного материала, совместимую при плавлении с указанным пластичным материалом, находящимся в раздельном состоянии в лаке, помещают в стенку юбки капсулы на уровне окружной отрывной ленты, а зону контакта нагревают, например, индукцией.
Отрывная окружная лента может быть ограничена двумя окружными канавками, обычно внешними, которые образуют указанные ослабленные линии. Покрытие может закрывать эти окружные канавки так, чтобы пальцы пользователя оставались бы защищенными от краев разрыва. Также покрытие может быть расположено только на части ширины окружной отрывной ленты, при этом указанная металлическая юбка имеет предпочтительно поперечные волны, которые, как в патенте FR, выполнены по всей толщине и проходят по обеим сторонам от указанных незакрытых окружных канавок.
Предпочтительно, чтобы указанное покрытие выполнялось путем заливки пластичного материала на внешнюю стенку указанной отрывной ленты и закреплялось залитым таким образом слоем путем прохождения пластичного материала через отверстия, выполненные в юбке на уровне указанной окружной отрывной ленты. Предпочтительно, также, чтобы на внутренней стенке капсулы на уровне отрывной окружной ленты была выполнена кольцевая внутренняя канавка, предназначенная для приема части инжектируемого пластичного материала, который проходит через перфорационные отверстия, так чтобы сформировать непрерывный закрепительный слой. Учитывая незначительную толщину капсулы, эта кольцевая внутренняя канавка может быть выполнена путем придания пуансоном формы таким образом, что при формировании юбки внешний кольцевой выступ становится видимым на капсуле до введения указанного пластичного материал.
Предпочтительно, также, чтобы перфорационные отверстия были выполнены таким образом, что мосты, которые соединяют пластичный материал, собранный в указанной кольцевой внутренней канавке, и пластичный материал, который образует указанное внешнее покрытие, были ориентированы по существу в осевом направлении. Предпочтительно, чтобы перфорационные отверстия были равномерно распределены по окружности ленты. Проем каждого перфорационного отверстия, который соответствует секции моста из пластичного материала, соединяющего покрытие с его закрепительным слоем, и угловой шаг, разделяющий два соседних отверстия, определены таким образом, чтобы указанное покрытие оставалось связанным с указанной лентой при ее снятии путем отрывания по ослабленным линиям.
Для получения таких капсул выполняют следующие операции: берут штампованную протянутую капсулу и путем молетирования при помощи соответствующей оправки, обычно в середине окружной отрывной ленты, выполняют кольцевой выступ, который является слегка рельефным в наружном направлении и имеет по существу кольцевую внутреннюю канавку, которая принимает часть пластичного материала, проходящего через перфорационные отверстия. Указанный выступ обычно имеет сечение в виде «зубца», цилиндрическую периферийную стенку и боковые стенки. Перфорационные отверстия могут быть выполнены путем молетирования на уровне указанных боковых стенок в момент образования указанного зубца или при последующей деформации указанной периферийной стенки.
Например, можно представить оправку и накатный инструмент, формы которых соответствуют друг другу, для одновременного выполнения боковых стенок и отверстий. Для операции, обычно называемой «калевка», размещают капсулу на оправке, диаметр которой по существу меньше внутреннего диаметра юбки капсулы, и обрабатывают накатным инструментом часть капсулы, которая находится в контакте с оправкой, оказывая радиальное усилие в направлении оправки. Вращение накатного инструмента и оправки скоординировано так, что окружность стенки капсулы последовательно приобретает форму под совместным действием накатного инструмента и оправки. Если накатный инструмент имеет на уровне своей активной части вогнутую область, совпадающую с рельефным выступом на оправке, то можно получить описанный ранее кольцевой «зубчатый» выступ.
Накатный инструмент может также иметь утолщения, способные «углублять» стенку капсулы, если на этом уровне оправка имеет полость. Применяя накатный инструмент, который имеет зубцы такого типа или утолщения на краях вогнутой области, при обработке рельефного выступа на оправке, создают не только кольцевой выступ с зубчатым сечением, но и вызывают значительную деформацию юбки капсулы на уровне вершин зубцов накатного инструмента такой амплитуды, что там может возникнуть локальный разрыв, который создает перфорационное отверстие на базе зубца. Иначе говоря, имея достаточную высоту зубцов накатного инструмента, можно создать локальный раскол σ1z, интенсивность которого благоприятствует появлению перфорационных отверстий, проемы которых по существу проходят в поперечной плоскости таким образом, что после заливки мосты из пластичного материала, появляющиеся в результате тока пластичного материала через эти отверстия, ориентированы по существу в осевом направлении. В примерах мы находим множество вариаций, в которых юбка капсулы деформирована и перфорирована с использованием этого способа калевки.
Как в варианте осуществления изобретения, в котором слой пластичного материала представляет собой оболочку, приклеенную к стенке юбки капсулы, отрывная окружная лента, покрытая слоем залитого и закрепленного пластичного материала, может быть ограничена двумя окружными канавками, обычно внешними, которые образуют указанные ослабленные линии. Но также возможно, как это показано в последних двух представленных далее примерах, выполнить ослабленные линии путем калевки обычно совместно с выполнением окружного выступа и перфорационных отверстий, предназначенных для закрепительных мостов. В этом случае рекомендуется, чтобы покрытие охватывало перфорационные отверстия ослабленных линий, так чтобы пальцы были укрыты от краев разрыва.
В предпочтительном варианте осуществления изобретения, проиллюстрированном в последнем из последующих примеров, ослабленные линии представляют собой перфорационные отверстия, которые выполнены с целью осуществить закрепление внешнего покрытия. Обычно перфорационные отверстия выполняют в металлической юбке капсулы так, чтобы они были расположены вдоль окружности по одной линии и отделены друг от друга металлическими мостами с незначительным сечением. При выполнении кольцевого центрального выступа для реализации кольцевой канавки, способной принять закрепительный слой, окружные выровненные линии перфорационных отверстий, которые позволяют пластичному материалу проходить в кольцевую канавку, могут образовывать, как в представленном далее примере 4, указанные ослабленные линии.
Капсулы, рассмотренные в настоящем изобретении, являются укупорочными капсулами из алюминия или сплава наклепанного алюминия, обычно сплава 3105 или 8011, покрытого снаружи эпоксидным лаком. Для покрытия окружной отрывной ленты может подойти любой пластичный материал, если эта лента закреплена на юбке приклеиванием. Достаточно найти адгезивный материал, подходящий для лака, который покрывает металлическую юбку. Предпочтительно выбирать эластомерные пластичные материалы, приятные на ощупь. В качестве залитого и закрепленного покрытия может подойти термопластичный материал, такой как полиофелин или термопластичный эластомер, типа SEBS (сополимер стирол- этилен- бутилен-стирол).
Рассматриваемые в изобретении капсулы, в общем, имеют диаметр, заключенный между 15 и 50 мм. Они имеют юбку с толщиной между 0,15 мм и 0,30 мм, обычно между 0,20 и 0,25 мм, например, 210 мкм для нижних значений диаметра и 230 мкм для значений диаметра, превышающих 30 мм. Окружная отрывная лента имеет ширину, обычно заключенную между 4 и 10 мм. Предпочтительно, чтобы слой из пластичного материала, который согласно изобретению закрывает указанную отрывную окружную ленту, имел среднюю совокупную толщину, превышающую 0,30 мм, обычно около 1 мм. Под средней совокупной толщиной приклеенной к юбке оболочки понимают сумму толщин внешнего покрытия и внутреннего закрепительного слоя, залитого инжектированием. Очевидно, что благоприятное влияние слоя из пластичного материала меняется в зависимости от его толщины и механического поведения используемого пластичного материала. В целом, было установлено, что слой толщиной меньше 0,3 мм является слишком тонким для того, чтобы значительно повлиять на общее механическое поведение окружной отрывной ленты, что не позволяет сократить заметным образом риск порезов при снятии указанной отрывной окружной ленты.
Изобретение также относится к металлической капсуле, более тонкой, чем дополнительные укупорочные капсулы, толщина которых в целом имеет значение между 0,06 мм и 0,18 мм, обычно между 0,075 и 0,15 мм и которые выполнены из алюминия или сплава алюминия, обычно из 1050, 1100 или 1200 (обозначения, принятые Алюминиевой Ассоциацией), или из олова или одного из его сплавов, в частности, тройной смеси олово-висмут-сурьма.
Предпочтительно, чтобы окружная отрывная лента была снабжена захватным язычком. С этой целью юбка, имеющая отрывную окружную ленту, обычно покрыта указанным слоем пластичного материала, локально имеет вырез для того, чтобы образовать щель, форма которой имеет, по меньшей мере, одну часть, по существу, пересекающую ленту в осевом направлении по ширине и, по меньшей мере, одну часть, ориентированную в направлении одной из ослабленных линий. Конец ленты, оканчиваемый этой щелью, может служить захватным язычком.
Предпочтительно, чтобы захватный язычок был покрыт указанным слоем из пластичного материала. Предпочтительно, чтобы вырез щели осуществлялся после наложения слоя пластичного материала. Также предпочтительно, чтобы слой из пластичного материала имел большую толщину на уровне захватного язычка для улучшения захвата пальцем.
Объектом изобретения также является способ изготовления капсулы, снабженной окружной отрывной лентой согласно настоящему изобретению, в котором:
а) подготавливают заготовку капсулы из алюминия или наклепанного сплава;
b) насаживают капсулу на цилиндрическую оправку, рельеф которой местами дополняет рельеф накатного инструмента, применяемого в последующем пункте с);
с) путем применения накатного инструмента к юбке указанной капсулы, оказывая по существу радиальное усилие в направлении указанной оправки, выполняют кольцевой выступ и равномерно распределенные по поверхности юбки перфорационные отверстия, проемы которых проходят по существу в поперечной плоскости; опционно, выполняют по обеим сторонам кольцевого выступа перфорационные отверстия, равномерно распределенные по окружности юбки для того, чтобы образовать ослабленные линии указанной окружной отрывной ленты;
d) насаживают капсулу на формовочную оправку, диаметр которой по существу равен внутреннему диаметру капсулы;
е) затем к внешней стенке юбки капсулы прикладывают внешнюю литейную форму, оттиск которой имеет кольцевую полость напротив указанного кольцевого выступа;
f) вводят пластичный материал, обычно полиолефин или термопластичный эластомер, в полость литейной формы, которая образована совокупностью поверхности оправки и кольцевого оттиска внешней литейной формы и которая пересекается юбкой капсулы, снабженной указанными перфорационными отверстиями;
g) убирают внешнюю литейную форму и формовочную оправку.
Если ослабленные линии не были выполнены на этапе с), то способ завершают следующим этапом:
h) насаживают капсулу на оправку с гладкой цилиндрической поверхностью, и вблизи с нижним и верхним краями пластичного покрытия таким же образом залитого и закрепленного, обычно на расстоянии 0,5 мм от них, выполняют две окружные ослабленные линии путем вдавливания накатного инструмента с адаптированным профилем, обычно содержащего опорный конец с шириной, заключенной между 0,5 и 0,1 мм, причем указанный конец заключен между двумя скошенными участками, образуя вместе с ними в поперечном сечении усеченную букву V, при этом угол при вершине заключен между 60 и 120°С;
И наконец, чтобы получить захватный язычок, на юбке выполняют, обычно путем штампования, щель, форма которой имеет, по меньшей мере, одну, по существу, аксиальную часть, пересекающую ленту по ширине и, по меньшей мере, одну часть, ориентированную в направлении одной из ослабленных линий.
Краткое описание фигур чертежей
Фиг.1 иллюстрирует укупорочную капсулу с отрывной лентой согласно настоящему изобретению;
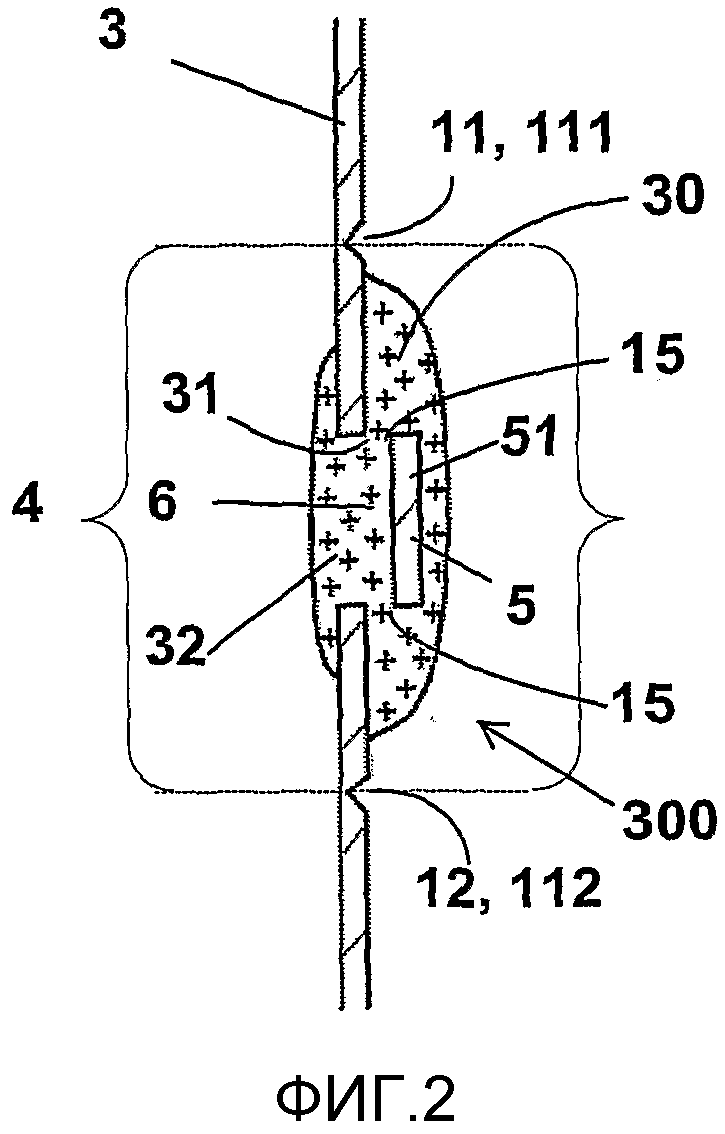
Фиг.2 иллюстрирует в диаметральном разрезе часть юбки капсулы по фиг.1, расположенной на уровне окружной отрывной ленты.
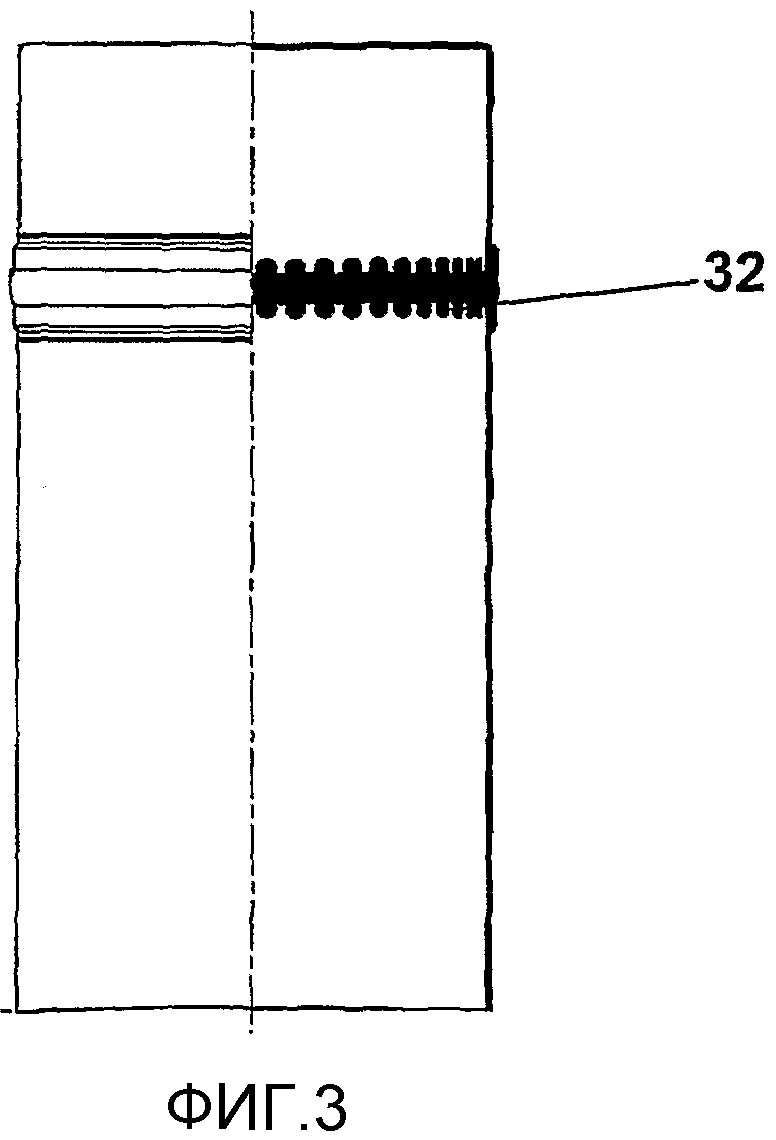
Фиг.3 иллюстрирует правую половину диаметрального разреза капсулы по фиг.1, расположенной на уровне окружной отрывной ленты до выполнения волн по обеим сторонам канавок;
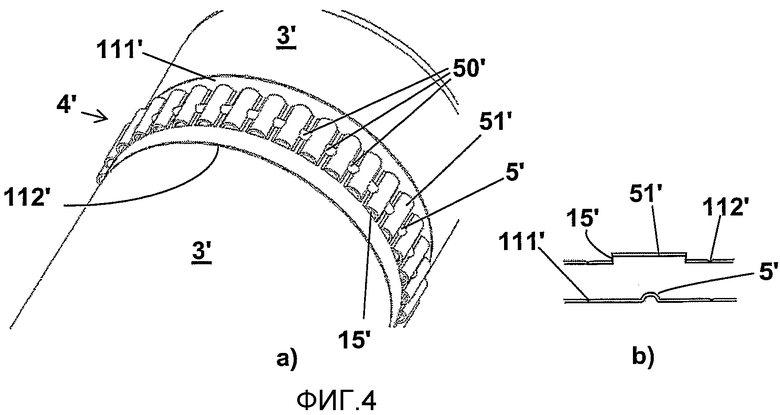
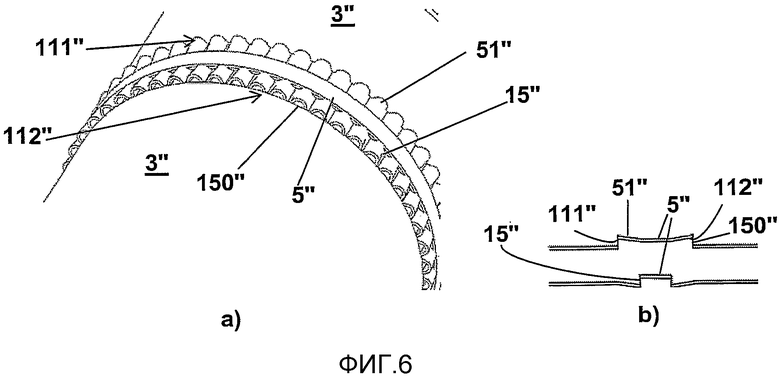
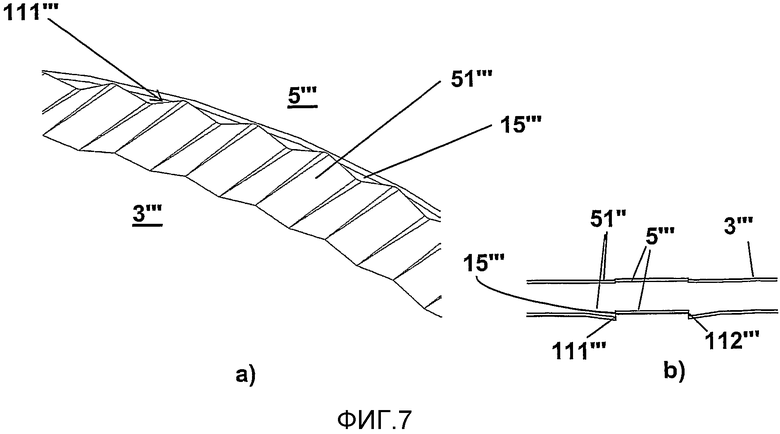
Фиг.4, 6 и 7 иллюстрируют три калеванные капсулы до введения пластичного материала, на которых может быть выполнена дополнительная укупорочная капсула с отрывной окружной лентой согласно настоящему изобретению. Детали калеванной части окружной отрывной ленты представлены на общем виде на фиг.4а, 6а и 7а. На фиг.4b, 6b и 7b показаны сечения по двум радиальным плоскостям, проходящим соответственно через вершину и через полость каждой волны.
Варианты осуществления изобретения
Пример 1 (фиг.1-3)
Первый вариант выполнения капсулы согласно настоящему изобретению проиллюстрирован на фиг.1-3. Капсула (1) имеет головку (2) и металлическую юбку (3), содержащую окружную отрывную ленту (4), ограниченную двумя ослабленными линиями (11 и 12). Окружная отрывная лента (4) покрыта слоем (300) из пластичного материала, который остается жестко соединенным с указанной отрывной окружной лентой при ее снятии путем отрыва по указанным ослабленным линиям. Слой (300) из пластичного материала является непрерывным: он содержит внешнее покрытие (30), которое охватывает всю окружность отрывной окружной ленты (4) и которое удерживается внутренним слоем из пластичного материала (32).
Покрытие из пластичного материала увеличивает толщину окружной отрывной ленты, что с одной стороны удаляет пальцы пользователя от зоны отрыва, расположенной на участке указанной ленты, а с другой стороны, используя механические свойства окружной отрывной ленты, позволяет обеспечить лучшую непрерывность отрыва, направляя отрывание вдоль ослабленных линий и препятствуя возникновению насечек вторичного разрыва.
Указанное внешнее покрытие было выполнено путем заливки полипропилена на внешнюю стенку окружной отрывной ленты (4) и закрепления таким образом залитого слоя путем пропускания пластичного материала через перфорационные отверстия (15), выполненные в юбке (3) на уровне указанной отрывной окружной ленты. На уровне отрывной окружной ленты на нижней внутренней стенке капсулы выполняют внутреннюю кольцевую канавку (6), предназначенную для приема части вводимого пластичного материала, который проходит через перфорационные отверстия таким образом, что формируется непрерывный закрепительный слой (32). Эта внутренняя кольцевая канавка (6) выполнена путем придания пуансоном формы таким образом, что при формировании юбки внешний кольцевой выступ (5) становится видимым на капсуле до введения указанного пластичного материала.
Перфорационные отверстия выполнены таким образом, что закрепительные мосты (31), которые соединяют пластичный материал, собранный в указанной внутренней кольцевой канавке (6), и пластичный материал, который образует внешнее покрытие (30), ориентированы по существу в осевом направлении. 40 перфорационных отверстий равномерно распределены по окружности отрывной окружной ленты (4). Площадь проема каждого перфорационного отверстия составляет обычно 0,1 мм2.
Выступ (5) имеет зубчатое сечение с периферийной цилиндрической стенкой и с боковыми стенками с небольшой радиальной высотой, причем указанная радиальная высота обычно составляет две толщины юбки. Перфорационные отверстия выполнены калевкой на уровне указанных боковых стенок во время придания формы указанного кольцевого выступа.
Капсула представляет собой укупорочную капсулу из наклепанного алюминиевого сплава, покрытого снаружи эпоксидным лаком. Ее юбка имеет диаметр 33 мм и толщину 0,23 мм. Отрывная окружная лента имеет ширину 8 мм. Слой из пластикового материала, который покрывает указанную отрывную окружную ленту, имеет общую среднюю толщину 1,0 мм.
Отрывная окружная лента снабжена захватным язычком (41): после заливки пластичного слоя на юбке делают локальный вырез таким образом, чтобы получить щель (40), которая окружает захватный язычок.
Указанная отрывная окружная лента (4) ограничена двумя внешними окружными канавками (111 и 112), которые образуют ослабленные линии (11 и 12). Внешнее покрытие (30) охватывает только часть ширины окружной отрывной ленты (4). Для уменьшения риска пораниться на указанной металлической юбке осуществляют путем калевки поперечные волны (20), которые проходят по всей толщине юбки (3) и по обеим сторонам от указанных непокрытых окружных канавок (111 и 112).
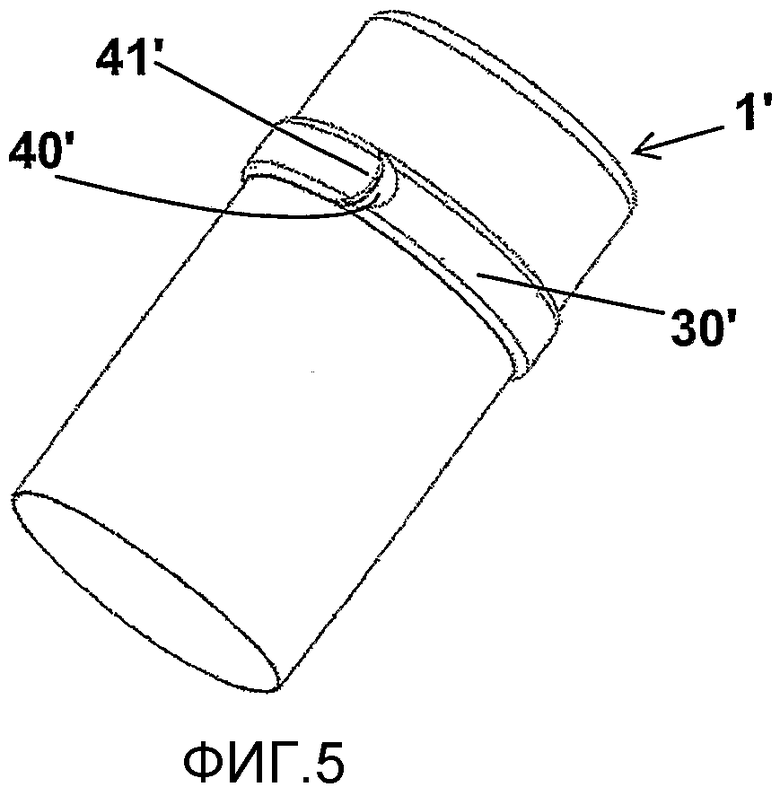
Пример 2 (фиг.4а, 4b и фиг.5)
Согласно второму варианту выполнения изобретения деформируют юбку (3`) капсулы как показано на фиг.4а и 4b для закрепления залитого слоя пластичного материала. После нанесения внешнего покрытия (30`) из пластичного материала, капсула (1`) принимает вид согласно фиг.5.
Металлическая юбка (3`) содержит окружную отрывную ленту (4`), ограниченную двумя кольцевыми канавками (111` и 112`). В центре этой окружной отрывной ленты формируют калевкой серию рельефных волн (51`), в целом имеющих полуцилиндрическую форму, на концах которых выполнены перфорационные отверстия (15`). Волны (51`) связаны между собой участками (50`) кольцевого выступа (5`) по существу с полукруглым сечением.
Заливают слой пластичного материала, который покрывает отрывную ленту снаружи, включая кольцевые канавки (111` и 112`). Проходя через перфорационные отверстия (15`), пластичный материал заполняет волны (51`), соединенные между собой участками (50`) кольцевого выступа (5`). Таким образом получают непрерывный кольцевой закрепительный слой. После удаления формы выполняют щель (40`), которая позволяет образовать захватный язычок (41`).
Пример 3 (фиг.6а, 6b)
Согласно третьему варианту выполнения, юбку (3``) капсулы деформируют, как показано на фиг.6а и 6b, с одной стороны, для выполнения ослабленных линий и, с другой стороны, для того чтобы обеспечить закрепление пластичного слоя. Калевкой формируют отрывную окружную ленту, создавая кольцевой центральный выступ (5``) и серию рельефных волн (51``) в виде желобчатой черепицы, которая углублена радиально при приближении к указанному центральному кольцевому выступу (5``). На концах указанных волн (51``), которые наиболее удалены от указанного центрального кольцевого выступа (5``), образованы концевые перфорационные отверстия (150``), окружной ряд которых образует ослабленную линию (111`, 112``). На концах указанных волн (51`), которые наиболее близки к указанному центральному кольцевому выступу (5``), сформированы перфорационные отверстия, предназначенные для образования закрепительных мостов.
Затем путем заливки накладывают слой пластичного материала, который покрывает внешнюю сторону отрывной ленты, включая ослабленные линии (111`` и 112``). Проходя через перфорационные отверстия (15`), пластичный материал затекает внутрь, заполняя выступ (5``) внутри, и соединяется с пластичным материалом, который прошел через перфорационные отверстия концов (150``). Таким образом получают непрерывный кольцевой закрепительный слой. После удаления формы выполняют щель, которая позволяет образовать захватный язычок, и капсула принимает вид, изображенный на фиг.5.
Пример 4 (фиг.7а, 7b)
Согласно четвертому варианту выполнения ослабленные линии (111``` и 112```) образованы перфорационными отверстиями (15```), которые выполнены по обеим сторонам боковой цилиндрической стенки центрального кольцевого выступа (5```), для обеспечения прохода пластичного материала в направлении кольцевой канавки и создания закрепительного слоя наружного покрытия. Как и в предыдущем примере, юбку (3```) капсулы деформируют, как показано на фиг.7а и 7b, чтобы выполнить ослабленные линии и обеспечить закрепление пластичного слоя. Калевкой формируют окружную отрывную ленту, создавая центральный кольцевой выступ (5```) и серию волн (51```) в форме желобчатой черепицы, которая углублена радиально при приближении к указанному центральному кольцевому выступу (5```). На концах волн (51```), которые наиболее удалены от указанного центрального кольцевого выступа (5```), юбка не деформирована или мало деформирована (как изображено на фиг.7а). На концах указанных волн (51```), которые наиболее близки к указанному центральному кольцевому выступу (5```), сформированы перфорационные отверстия (15```), предназначенные одновременно для образования закрепительных мостов и для образования ослабленных линий (111``` и 112```).
Форма накатного инструмента такова, что после его прохождения по юбке, опирающейся на центральный пуансон, юбка оказывается разрезанной по своей толщине не до конца на уровне вершин волн (остаточная высота обычно порядка половины или двух третей от первоначальной высоты) и полностью на уровне полостей волн, до разрыва и углубления на глубину, соизмеримую с толщиной. Таким образом, цилиндрическая периферийная стенка центрального кольцевого выступа (5```) привязана к остальной части юбки (3```) только при помощи металлических мостов малого сечения.
При отрыве по ослабленным линиям (111```и 112```) именно эти металлические мосты с малым сечением являются перерезанными, тогда как мосты из пластичного материала, не подвергавшиеся разрезанию, не прерываются и позволяют таким образом удерживать покрытие жестко соединенным с отрывной лентой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УКУПОРОЧНЫЕ КОЛПАЧКИ | 2016 |
|
RU2703348C2 |
| УКУПОРОЧНЫЙ ПОЛИМЕРНЫЙ КОЛПАЧОК ДЛЯ БУТЫЛКИ | 2020 |
|
RU2754567C1 |
| УКУПОРОЧНОЕ УСТРОЙСТВО | 2009 |
|
RU2404095C1 |
| УКУПОРОЧНЫЙ ЭЛЕМЕНТ ДЛЯ ЕМКОСТИ | 2013 |
|
RU2622806C2 |
| УКУПОРОЧНАЯ ПРОБКА И КОЛПАЧОК | 2003 |
|
RU2329186C2 |
| УКУПОРОЧНОЕ УСТРОЙСТВО ДЛЯ ЕМКОСТИ | 2011 |
|
RU2476360C1 |
| СОСТАВНОЙ УКУПОРОЧНЫЙ КОЛПАЧОК | 2006 |
|
RU2404096C2 |
| УПАКОВКА С ОТДЕЛЯЕМЫМ ЗАКРЫВАЮЩИМ КОНСТРУКТИВНЫМ ЭЛЕМЕНТОМ | 2019 |
|
RU2762839C1 |
| ПЛОСКОЕ И НИЗКОЕ РАЗЛИВНОЕ УКУПОРОЧНОЕ УСТРОЙСТВО ДЛЯ КОМПОЗИТНЫХ УПАКОВОК ИЛИ ЕМКОСТЕЙ С ОТВЕРСТИЯМИ, ЗАКРЫТЫМИ ПЛОТНОЙ ПЛЕНКОЙ | 2004 |
|
RU2339556C2 |
| УКУПОРОЧНЫЕ КОЛПАЧКИ | 2008 |
|
RU2461505C2 |
Изобретение относится к капсуле из алюминия или сплава алюминия, юбка которой затягивается на горлышке бутылки или сосуда, снабженной отрывной лентой, позволяющей отделить верхнюю часть капсулы. Укупорочная капсула (1) или дополнительная укупорочная капсула имеет головку (2) и металлическую юбку (3), включающую в себя отрывную окружную ленту (4), ограниченную двумя ослабленными линиями (11 и 12). Отрывная окружная лента покрыта слоем пластичного материала, который остается жестко соединенным с указанной отрывной окружной лентой при ее снятии путем отрыва по указанным ослабленным линиям. Слой пластичного материала является внешним покрытием, полученным путем заливки пластичного материала на внешнюю стенку юбки и закрепления залитого таким образом слоя путем пропускания пластичного материала через отверстия (15), выполненные в металлической юбке на уровне окружной ленты. Такая капсула позволяет снизить вероятность получить травму при первом открывании бутылки. 2 н. и 10 з.п. ф-лы, 10 ил.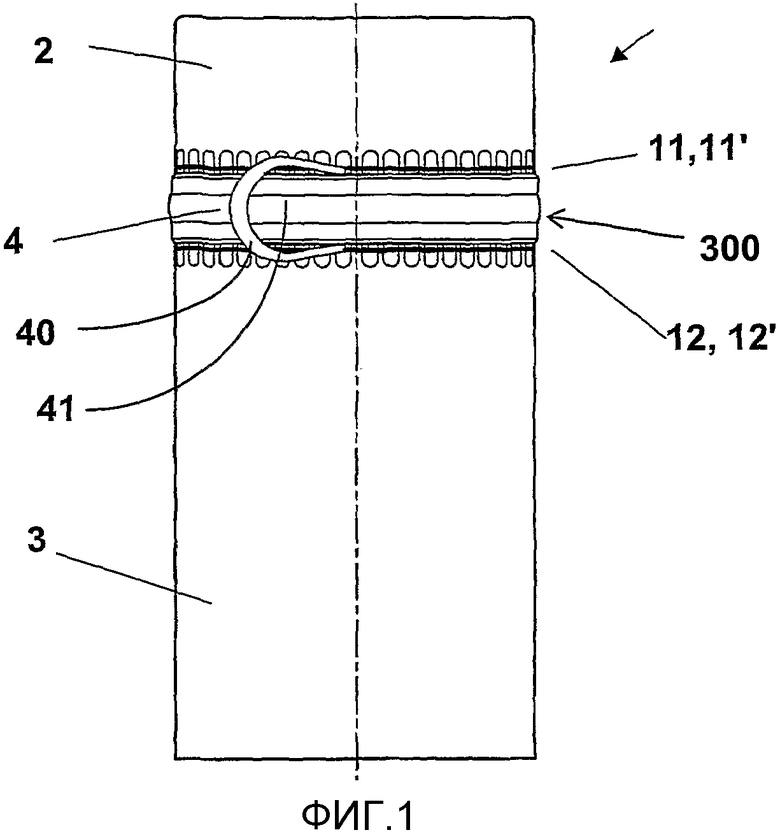
1. Капсула (1), содержащая головку (2) и металлическую юбку (3), включающую отрывную окружную ленту (4), ограниченную двумя окружными канавками (111 и 112; 111′ и 112′), образующими ослабленные линии (11 и 12), и покрытую слоем пластичного материала (300), который остается жестко соединенным с указанной отрывной окружной лентой при ее снятии путем отрыва по указанным ослабленным линиям, отличающаяся тем, что
слой (300) пластичного материала является внешним покрытием (30), полученным путем заливки пластичного материала на внешнюю стенку указанной металлической юбки (3) и закрепления залитого таким образом слоя путем пропускания пластичного материала через отверстия (15), выполненные в указанной металлической юбке на уровне указанной окружной отрывной ленты (4).
2. Капсула (1) по п.1, отличающаяся тем, что указанный слой из пластичного материала покрывает по существу всю окружность указанной окружной отрывной ленты.
3. Капсула (1) по п.1, отличающаяся тем, что указанный слой из пластичного материала покрывает непрерывным образом указанную отрывную окружную ленту по существу на всей длине ее окружности.
4. Капсула (1) по п.1, отличающаяся тем, что указанное покрытие охватывает только часть ширины указанной окружной отрывной ленты, причем указанная металлическая юбка имеет поперечные волны, проходящие по всей ее ширине по обеим сторонам от указанных окружных канавок, не покрытых указанным слоем из пластичного материала.
5. Капсула (1) по п.1, отличающаяся тем, что внутренняя стенка указанной капсулы на уровне отрывной окружной ленты имеет кольцевую внутреннюю канавку (6), предназначенную для приема части инжектируемого пластичного материала, который проходит через указанные перфорационные отверстия (15) с возможностью формирования непрерывного закрепительного слоя (32).
6. Капсула (1) по п.1, отличающаяся тем, что указанные перфорационные отверстия (15) выполнены таким образом, что закрепительные мосты (31), которые соединяют пластичный материал, собранный в указанной кольцевой внутренней канавке (6), и пластичный материал, который образует указанное внешнее покрытие (30), были ориентированы по существу в осевом направлении.
7. Капсула (1) по п.1, отличающаяся тем, что указанные ослабленные линии (111′″ и 112′″) образованы перфорационными отверстиями (15′″), которые позволяют осуществить закрепление указанного внешнего покрытия.
8. Капсула (1) по п.1, отличающаяся тем, что указанная металлическая юбка имеет толщину, заключенную между 0,15 мм и 0,30 мм, предпочтительно между 0,20 и 0,25 мм, причем окружная отрывная лента имеет ширину, заключенную между 4 мм и 10 мм, причем слой пластичного материала в виде оболочки или внешнего покрытия (30), жестко соединенный с внутренним закрепительным слоем (32), имеет среднюю совокупную толщину, превышающую 0,30 мм.
9. Капсула (1) по п.1, отличающаяся тем, что указанная отрывная окружная лента снабжена захватным язычком (40).
10. Капсула (1) по п.9, отличающаяся тем, что указанный захватный язычок (40) также охвачен указанным внешним покрытием (30) из пластичного материала.
11. Способ изготовления капсулы (1,1*), снабженной окружной отрывной лентой (4,4′), в котором:
a) подготавливают заготовку капсулы из алюминия или наклепанного сплава;
b) насаживают капсулу на цилиндрическую оправку, рельеф которой локально дополняет рельеф накатного инструмента, применяемого на следующем этапе с);
с) с помощью приложения накатного инструмента к юбке указанной капсулы и, по существу, радиального усилия в направлении указанной оправки, выполняют кольцевой выступ и равномерно распределенные по поверхности юбки перфорационные отверстия, проемы которых проходят по существу в поперечной плоскости;
d) насаживают капсулу на формовочную оправку, диаметр которой по существу равен внутреннему диаметру капсулы;
е) прикладывают к внешней стенке юбки капсулы внешнюю литейную форму, оттиск которой имеет кольцевую полость напротив указанного кольцевого выступа;
f) вводят пластичный материал, обычно полиолефин или термопластичный эластомер, в полость литейной формы, которая образована совокупностью поверхности оправки и кольцевого оттиска внешней литейной формы и которая пересекается юбкой капсулы, снабженной указанными перфорационными отверстиями;
g) убирают внешнюю литейную форму и формовочную оправку; ослабленные линии, которые ограничивают отрывную окружную ленту, выполняют либо на этапе с) либо после этапа g) путем вдавливания накатного инструмента с адаптированным профилем.
12. Способ по п.11, в котором на юбке дополнительно выполняют, штампованием, щель, форма которой имеет, по меньшей мере, один, по существу, аксиальный участок, пересекающий ленту по ширине и, по меньшей мере, один участок, ориентированный в направлении одной из ослабленных линий.
| US 6301767 B1, 16.10.2001 | |||
| Бетонная смесь для изготовления кассетных изделий | 1973 |
|
SU490779A1 |
| US 3628688 A, 21.12.1971 | |||
| ФОРМИРОВАТЕЛЬ ИМПУЛЬСОВ | 0 |
|
SU355737A1 |

