Область техники
Настоящее изобретение касается усовершенствования охлаждающих секций линий непрерывной обработки металлических полос, в частности линий отжига, гальванизации или производства белой жести.
Предшествующий уровень техники
Линия непрерывной обработки металлических полос состоит из последовательных секций термической обработки, в частности нагрева, температурной выдержки, охлаждения, старения и т.д.
Настоящее изобретение касается охлаждающих секций линий непрерывной обработки и, в частности, секций быстрого охлаждения с распылением жидкости на полосе.
Как правило, охлаждающей жидкостью является вода, которую можно предварительно обработать, например, для удаления из нее растворенного кислорода или минеральных солей и которая может содержать добавки для улучшения теплообмена или ограничения окисления полосы.
Водяное охлаждение позволяет получать очень большую крутизну кривых охлаждения, большую, чем может быть получена при газовом охлаждении.
Охлаждение полосы можно также производить путем распыления на полосе смеси, состоящей из газа и жидкости. В этом случае, как правило, газ присутствует в качестве газа-носителя для осуществления распыления и нагнетания жидкости на полосу. Чаще всего применяемым газом являются азот, но он может также состоять из смеси азота и водорода или может быть любым другим газом.
Жидкость можно распылять в виде тумана или в виде капель большего размера или нагнетать в виде сплошного потока жидкости.
В зависимости от осуществляемого термического цикла охлаждение полосы может начаться, когда она имеет повышенную температуру, например 750°С. Когда полоса находится при температуре, намного превышающей температуру кипения охлаждающей жидкости, возникает ситуация кипения пленки или паровой пленки. Речь идет о явлении пленочного вскипания. Слой пара образует в некотором роде барьер для теплопередачи между полосой и водой, что снижает эффективность водяного охлаждения.
В случае использования воды, температура кипения близка к 100°С. Она может меняться на несколько градусов, в зависимости от состава воды и от содержания в ней элементов добавки.
В конечном счете, в ситуации появления паровой пленки проблема может свестись к охлаждению воображаемой стенки при 100°С при помощи воды. Температура распыляемой воды в этом случае является параметром первого порядка для контроля за интенсивностью охлаждения, ϕ=h (100°С - Т воды °С).
Что касается явления пленочного вскипания, существует критическая температура полосы, называемая «температурой Линденфроста». При температуре, превышающей эту критическую температуру, охлаждение происходит при паровой пленке, то есть является малоэффективным, но относительно достаточно однородным. При значении температуры ниже или близком к критической температуре, эффективность охлаждения существенно выше, но оно происходит скорее хаотично. В этом случае паровая пленка локально исчезает, и говорят о «повторном смачивании» с очень сильным увеличением теплопередачи. В результате возникает большой температурный градиент на ширине полосы, который может привести к пластическим деформациям полосы, например к появлению складок или к неоднородности механических свойств на ширине полосы.
Эта критическая температура зависит от многих параметров, в том числе от характеристик распыления, от температуры распыляемой жидкости или от природы и температуры охлаждаемой поверхности.
В основном рассматривают влияние на эту температуру температуры охлаждающей жидкости и параметров распыления, которыми являются скорость и диаметр капель.
Краткое изложение существа изобретения
Задачей изобретения в первую очередь является обеспечение однородного охлаждения металлической полосы, в частности, чтобы избежать образования складок или появления существенных различий механических характеристик по ширине и/или длине.
В связи с этим, объектом настоящего изобретения является способ контроля охлаждения движущейся полосы в охлаждающей секции линии непрерывной обработки путем распыления на полосе жидкости или смеси, состоящей из газа и жидкости, при этом охлаждение зависит от параметров, включающих в себя температуру, скорость, характеристики потока охлаждающей текучей среды, способ характеризуется тем, что:
- определяют зону или зоны, в которых параметры охлаждения являются такими, что может произойти или происходит локальное исчезновение паровой пленки на поверхности горячей полосы, в результате чего происходит повторное смачивание полосы,
- и регулируют, в качестве параметра охлаждения в определенной или определенных таким образом зонах, по меньшей мере, температуру охлаждающей жидкости, при этом температуру повышают в зоне, где может произойти или происходит повторное смачивание, чтобы сохранить или вернуться к охлаждению в паровой пленке на поверхности полосы, появляющейся в результате явления пленочного вскипания охлаждающей жидкости при контакте с горячей полосой.
Таким образом, в первую очередь изобретение касается способа контроля охлаждения движущейся металлической полосы в линии непрерывной обработки путем распыления на полосе жидкости или смеси, состоящей из газа и жидкости, таким образом, чтобы сохранить охлаждение «в паровой пленке» на поверхности полосы, появляющейся в результате явления пленочного вскипания охлаждающей жидкости при контакте с горячей полосой, при этом температуру охлаждающей жидкости повышают в зоне, где может произойти или происходит повторное смачивание в результате исчезновения локальной паровой пленки, чтобы сохранить или вернуться к охлаждению в паровой пленке на поверхности полосы.
Предпочтительно другим регулируемым параметром охлаждения является параметр распыления, определенный скоростью и/или диаметром капель охлаждающей жидкости в соответствующей или соответствующих зонах.
Когда для способа охлаждения используют охлаждающую секцию с несколькими последовательными охлаждающими блоками, расположенными в направлении движения полосы, температуру охлаждающей жидкости можно регулировать таким образом, чтобы она отличалась между двумя последовательными охлаждающими блоками охлаждающей секции.
Можно осуществлять комбинированное регулирование температуры и расхода охлаждающей жидкости для обеспечения модулирования теплового потока, выделяемого полосой.
Температуру охлаждающей жидкости можно регулировать по ширине полосы. Несколько блоков распыления охлаждающей текучей среды можно распределить по ширине полосы, температуру и расход охлаждающей жидкости для каждого блока распыления регулируют по ширине полосы.
Температуру жидкости можно регулировать в начале охлаждения таким образом, чтобы ограничить изменение крутизны кривой температуры, появляющееся в результате охлаждения, по отношению к нагреву или по отношению к предыдущей температурной выдержке.
Температуру жидкости можно регулировать в зависимости от предусмотренной мощности охлаждения таким образом, чтобы ограничивать изменения расхода охлаждающей жидкости.
Предпочтительно для определения зоны или зон охлаждающей секции, в которых параметры охлаждения являются такими, чтобы могло происходить или происходило локальное исчезновение паровой пленки на поверхности горячей полосы, приводящее к повторному смачиванию полосы, во время предварительных испытаний:
- изменяют рабочие условия,
- наблюдают, когда и в какой зоне охлаждающей секции происходит повторное смачивание полосы,
- и, после установки всех других рабочих условий, обеспечивают постепенное повышение температуры жидкости в зоне, где происходит повторное смачивание, чтобы обеспечить определение температуры жидкости, необходимой для исключения повторного смачивания и возвращения к ситуации паровой пленки в исследуемой зоне.
Испытания можно воспроизводить в следующей зоне в направлении движения полосы таким образом, чтобы сохранять режим паровой пленки во всей охлаждающей секции или, если это невозможно, отодвинуть начало повторного смачивания на уровень более низкой температуры.
Предпочтительно, чтобы определить момент, когда происходит повторное смачивание, и зону, в которой оно происходит, определяют появление сильного увеличения поперечного температурного градиента полосы и четкого разрыва крутизны кривой температуры в результате более интенсивного охлаждения в отсутствие паровой пленки при помощи устройств измерения температуры полосы в зонах, где может произойти повторное смачивание.
Предпочтительно испытания проводят в зоне, находящейся на длине участка металлической полосы, где температура полосы находится в интервале между 450°С и 250°С, и в нескольких точках на ширине полосы, чтобы выявить сильные изменения температуры.
Объектом настоящего изобретения является также охлаждающая секция линии непрерывной обработки для применения описанного выше способа, при этом секция содержит блоки распыления на металлической полосе жидкости или смеси, состоящей из газа и жидкости, отличающаяся тем, что, по меньшей мере, для одного блока распыления жидкости на полосе она содержит сборку подачи охлаждающей жидкости, содержащую два отдельных контура подачи холодной воды и горячей воды, при этом каждый из них оборудован регулировочным вентилем и соединен с одним выходным трубопроводом, при этом на выходном трубопроводе предусмотрен прибор контроля расхода смеси, а также прибор контроля температуры смеси.
Сборка подачи может содержать регулятор, позволяющий регулировать соотношение расходов холодной воды и горячей воды для получения требуемого общего расхода жидкости при требуемой температуре, причем для каждого устройства распыления.
Согласно изобретению, температуру охлаждающей жидкости можно регулировать в зависимости от требуемого теплового потока и в зависимости от температуры полосы.
Так, сразу после начала охлаждения, например, при температуре полосы 700°С, распыляют холодную воду даже при температуре, близкой к 0°С, но, когда полоса достигает более низких температур, например 450°С, вода должна быть более горячей для сохранения ситуации паровой пленки.
При более горячей воде в конце охлаждения (например, при 35°С в начале охлаждения и при 80°С в конце охлаждения) изобретение позволяет сохранять контроль над охлаждением за счет более длительного сохранения режима паровой пленки. Этот контроль температуры воды, в случае необходимости, в сочетании с регулированием расхода воды по ширине полосы позволяет получать однородную температуру полосы по ее ширине.
Определение путем вычисления температуры Линденфроста является очень сложным, так как на это влияют многие параметры. Очень важную роль играют параметры распыления. Так, на температуру Линденфроста влияют размер капель, расстояние между каплями, скорость капель, температура распыляемой жидкости, пропорциональное количество и температура распыляющих газов. На нее влияет также полоса с учетом ее температуры, шероховатости ее поверхности, ее излучающей способности. Определяющим является также тепловой поток, выделяемый полосой при теплообмене. По сути дела, температура Линденфроста будет зависеть от скорости, с которой капля жидкости достигает своей температуры испарения. Чем быстрее это происходит, тем ниже будет температура Линденфроста.
С учетом сложности явления, определение критической температуры или температуры Линденфроста в основном осуществляют экспериментальным путем, в идеале непосредственно на установке во время ее ввода в работу.
Во время испытаний можно использовать различные средства для определения момента, когда происходит повторное смачивание, и зоны, в которой оно происходит. Появление повторного смачивания приводит к сильному увеличению поперечного температурного градиента полосы и к четкому разрыву крутизны кривой температуры в результате более интенсивного охлаждения в отсутствие паровой пленки. Наиболее простой метод состоит в расположении устройств измерения температуры полосы в зонах, где может произойти повторное смачивание, например, на длине участка, где температура полосы находится между 450°С и 250°С, и в нескольких точках на ширине полосы, чтобы выявить эти сильные перепады температуры.
Эти испытания позволяют создать таблицы, уточняющие для каждой производственной ситуации на линии температуру охлаждающей жидкости, необходимую в каждой зоне, чтобы предупредить или задержать повторное смачивание полосы.
Затем эти таблицы включают в систему контроля и управления установкой таким образом, чтобы автоматически учитывать для каждой зоны заданную температуру охлаждающей жидкости в зависимости от производственной ситуации на линии.
Как было указано выше, учитывая большое число параметров, влияющих на повторное смачивание полосы, случается, что оно происходит при нормальном производстве на линии в зоне, где его не ожидалось. Согласно изобретению, оператор повышает температуру охлаждающей жидкости в соответствующей зоне, чтобы отодвинуть повторное смачивание в следующую зону. В зависимости от зоны, где происходит это повторное смачивание, оператор может также заранее повысить температуру охлаждающей воды в следующей зоне или следующих зонах, чтобы задержать начало повторного смачивания. Применяемое повышение температуры определяют заранее во время пусковых испытаний, например, в значении 5°С. Его может также корректировать оператор.
Повышение температуры охлаждающей жидкости в зоне может также сопровождаться другим регулированием параметров распыления таким образом, чтобы сохранять необходимую крутизну температурной кривой на полосе, не снижая скорости линии. Например, в этой зоне можно увеличить расход охлаждающей воды. Увеличение расхода воды может осуществлять автоматически система контроля и управления линией таким образом, чтобы достигнуть заданной температуры полосы на выходе зоны охлаждения. При этом оптимальные регулировки также определяют во время ввода в работу линии или за счет самообучения во время ее эксплуатации.
Предшествующее описание изобретения соответствует регулированию температуры охлаждающей жидкости с целью сохранения режима паровой пленки. Другим средством достижения этого результата при постоянной температуре жидкости является изменение размера капель и скорости, с которой они попадают на полосу.
В случае распыления охлаждающей жидкости при помощи газа, регулирование скорости и диаметра капель осуществляют за счет изменения величины газа.
В случае распыления жидкости без газа регулирование скорости и диаметра капель можно производить путем механического изменения размера сопла на уровне отверстия распыления жидкости.
Тот же порядок работы, что и описанный выше, для изменения температуры охлаждающей жидкости применяют с целью экспериментального определения параметров распыления в ходе испытаний.
Понятно, что изменение температуры охлаждающей жидкости и параметров распыления можно комбинировать, чтобы оставаться в режиме паровой пленки.
Согласно заявленному способу, можно регулировать температуру охлаждающей жидкости и параметры распыления, каковыми являются скорость и диаметр капель, в зоне, где может происходить или где происходит повторное смачивание в результате локального исчезновения паровой пленки, таким образом, чтобы сохранить или вернуться к охлаждению в режиме паровой пленки на поверхности полосы.
Как правило, на установках охлаждения распылением воды основным параметром для контроля охлаждения является плотность потока воды, выражаемая в кг/м2/с. Когда в качестве средства распыления используют газ, регулирование расхода газа не является обязательным. В зависимости от устройства распыления, расход газа естественным образом адаптируется к расходу воды. Согласно другому примеру, расход газа остается постоянным.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием предпочтительных вариантов воплощения со ссылками на сопроводительные чертежи, на которых:
Фиг. 1 изображает схему питания блока распыления охлаждающей жидкости, согласно изобретению;
Фиг. 2 изображает общий схематичный вид спереди охлаждающей секции в соответствии с настоящим изобретением;
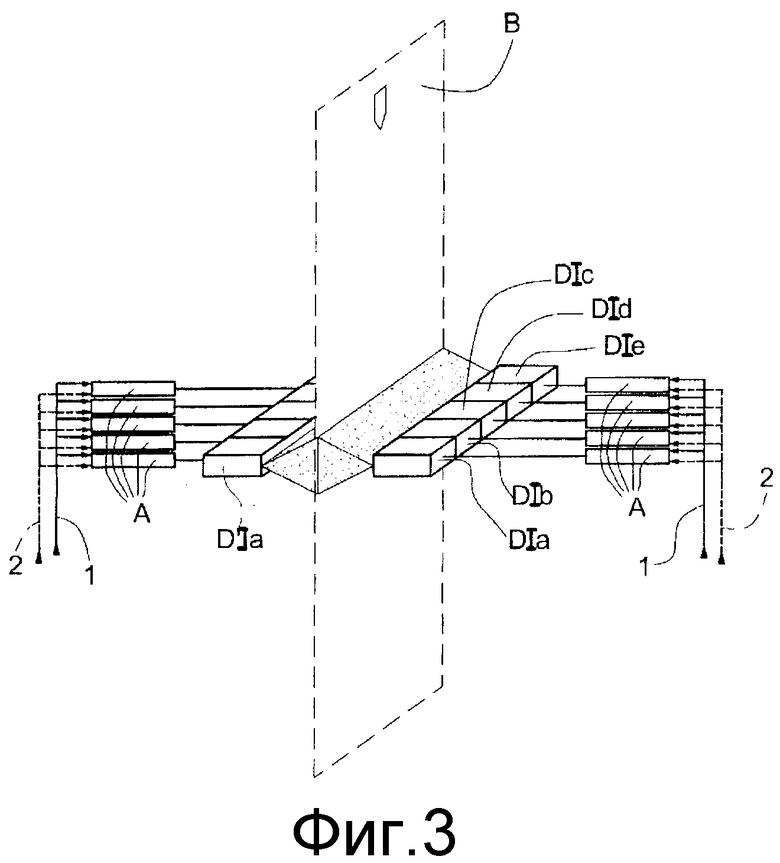
Фиг. 3 изображает схематичный вид, аналогичный фиг. 2, варианта выполнения с охлаждающими блоками, разделенными по ширине полосы;
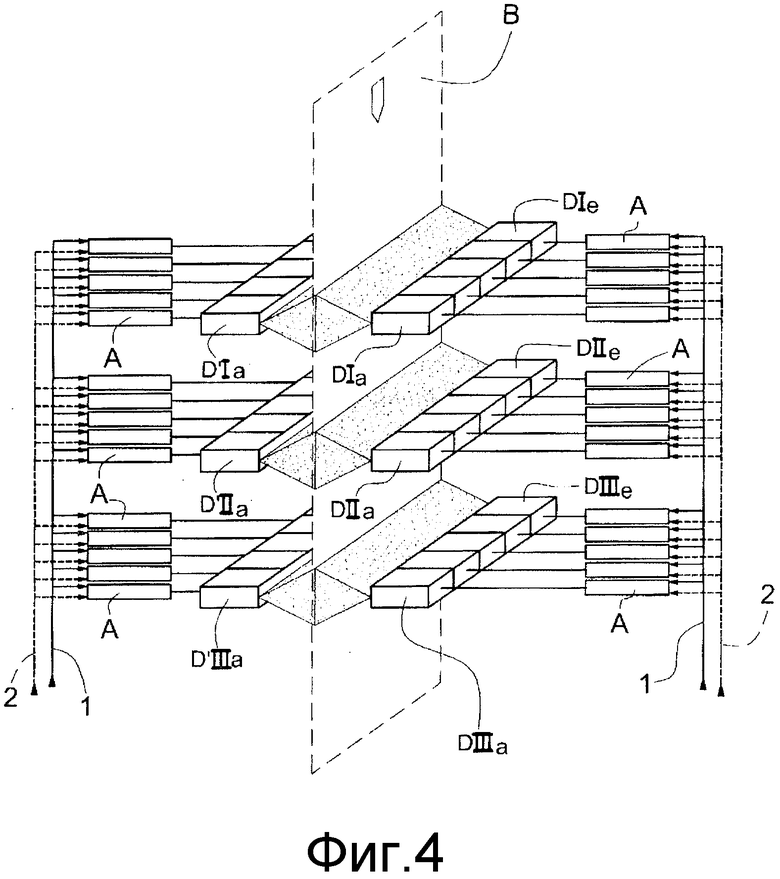
Фиг. 4 изображает схематичный вид, аналогичный фиг. 4, варианта выполнения с охлаждающими блоками, разделенными по ширине и по длине полосы;
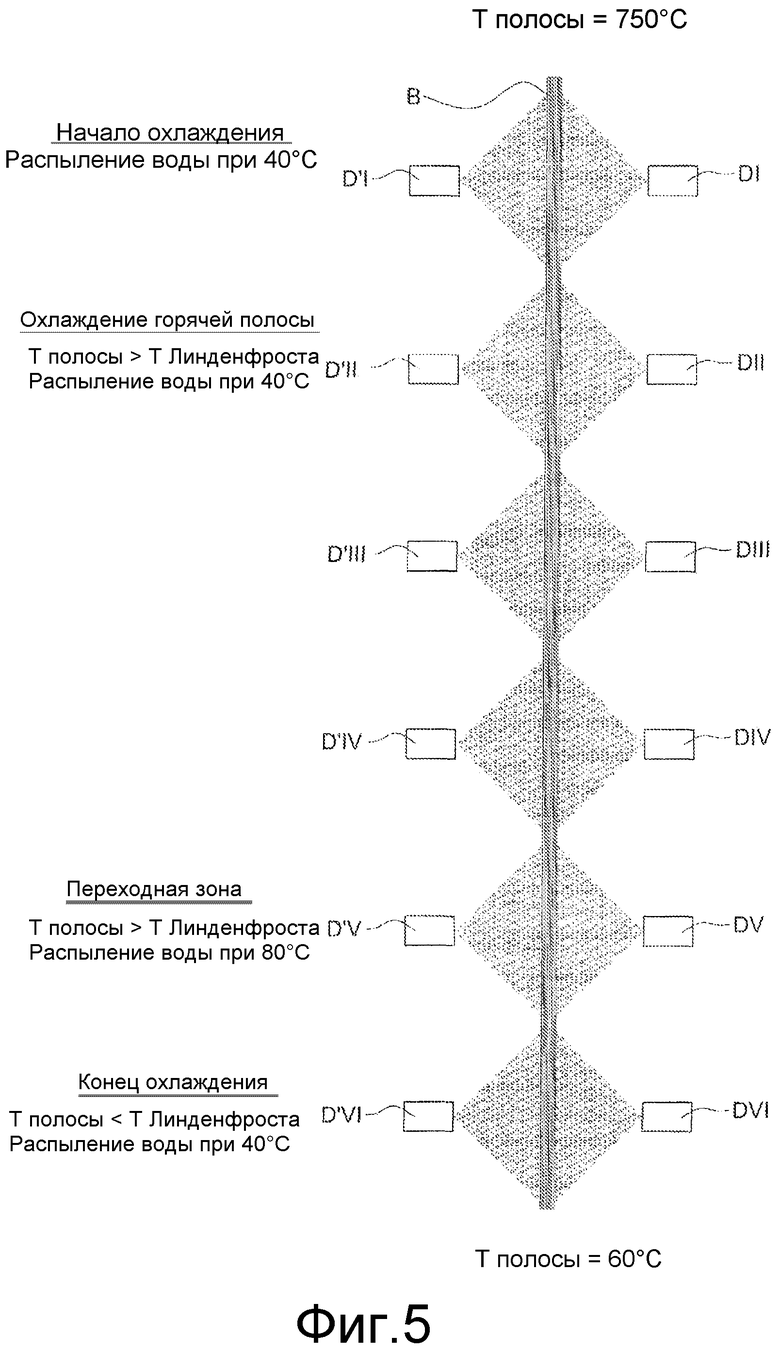
Фиг. 5 изображает схематичный вид в вертикальном разрезе примера охлаждающей секции.
Описание предпочтительных вариантов воплощения изобретения
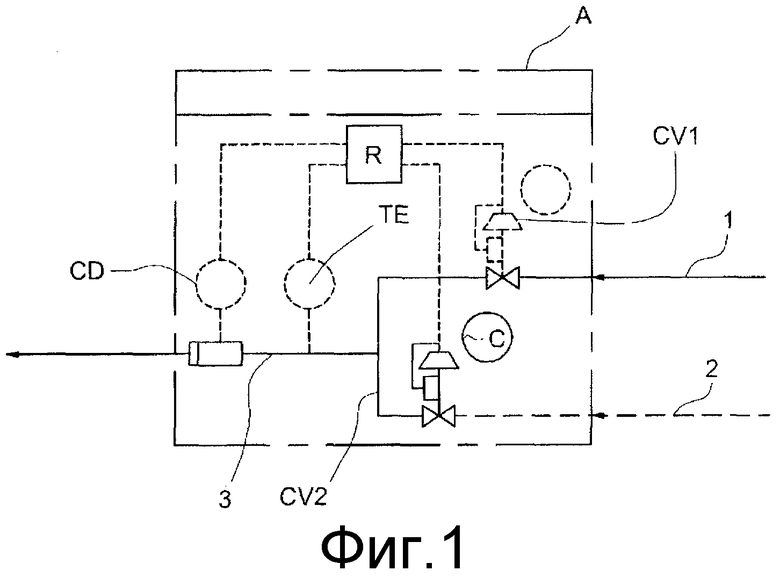
На фиг. 1 представлена схема примера выполнения сборки А подачи охлаждающей жидкости в соответствии с настоящим изобретением для блока DI…DIII распыления жидкости (фиг. 2) на охлаждаемой полосе В, движущейся вертикально вниз. С каждым блоком DI…DIII связана одна сборка А.
Сборка А обеспечивает контроль расхода и температуры охлаждающей воды. Конфигурация А включает в себя два отдельных контура подачи холодной воды 1 и горячей воды 2, каждый из которых оборудован регулировочным вентилем, соответственно CV1, CV2, и которые соединены с одним выходным трубопроводом 3. На трубопроводе 3 предусмотрен прибор CD контроля расхода смеси, а также прибор ТЕ контроля температуры смеси. Регулятор R позволяет пропорционально регулировать расход холодной воды и горячей воды таким образом, чтобы получить общий необходимый расход жидкости при требуемой температуре, причем для каждого блока распыления, называемого также охлаждающим блоком DI, DII, DIII (фиг. 2).
На фиг. 2-5 капли жидкости, распыляемой каждым блоком распыления показаны в своей совокупности в виде призматического покрытия, основание которого находится на полосе В, тогда как противоположная кромка соответствует соплам выпуска жидкости охлаждающего блока.
Контроль температуры распыляемой воды и/или контроль параметров распыления в соответствии с настоящим изобретением представляют собой дополнительные средства контроля расхода распыляемой воды. Эти средства обеспечивают большую гибкость и большую однородность охлаждения.
Согласно изобретению, температуру охлаждающей жидкости и/или параметры распыления регулируют таким образом, чтобы они отличались между последовательными охлаждающими блоками DI, DII, DIII (фиг. 2) в направлении движения полосы.
Устройство в соответствии с настоящим изобретением позволяет контролировать температуру распыляемой воды и/или параметры распыления по длине охлаждающей секции за счет разделения по длине на зоны I, II, III (фиг. 2) охлаждения. Для каждой зоны с каждой стороны полосы предусмотрен один охлаждающий блок, соответственно DI, D'I,… DIII, D'III. Каждый охлаждающий блок имеет свой отдельный от других зон орган регулирования температуры жидкости и/или сопло распылителя.
Устройство в соответствии с настоящим изобретением позволяет также контролировать температуру распыляемой воды по ширине охлаждающей секции за счет разделения, показанного на фиг. 3, по ширине на раздельные охлаждающие блоки DIa, DIb,… DIe, каждый из которых имеет орган регулирования температуры жидкости, отдельный от других зон.
Согласно примеру выполнения изобретения, орган регулирования температуры, входящий в состав сборки А, является смесителем горячей воды/холодной воды, питаемым от сети горячей воды и от сети холодной воды. В зависимости от заданной температуры смеситель пропорционально регулирует значения расхода холодной воды и горячей воды.
Согласно другому примеру выполнения изобретения, орган регулирования температуры является теплообменником между охлаждающей жидкостью и другой текучей средой, например воздухом или водой.
Можно также контролировать температуру распыляемой воды и/или параметры распыления в поперечном направлении, чтобы воздействовать на термическую однородность по ширине полосы. Так, температуру охлаждающей жидкости и/или параметры распыления регулируют по ширине полосы, например, при постоянном расходе жидкости, таким образом, чтобы сохранять паровую пленку по всей ширине полосы и контролировать уровень теплообмена.
На фиг. 3 показана схема примера выполнения изобретения с таким поперечным регулированием температуры охлаждающей жидкости с 5 отдельными охлаждающими блоками по ширине полосы.
Как показано на фиг. 4, это поперечное регулирование охлаждающей жидкости можно применять на длине полосы, чтобы еще больше повысить гибкость регулирования за счет коррекции параметров охлаждения полосы в любых точках охлаждающей секции.
Изобретение касается также способа охлаждения в том, что кривая охлаждения является искомой кривой в каждой точке ширины полосы вдоль охлаждающей секции.
Регулирование температуры воды позволяет также ограничить риск образования складок в начале охлаждения. Этот риск может быть связан с большим разрывом крутизны кривой на тепловом пути полосы во время прохождения от секции нагрева или от секции температурной выдержки к секции быстрого охлаждения. Эта проблема более подробно описана в патенте FR 2802552 (или патенте US 6464808).
За счет повышения температуры воды в самом начале охлаждения, например, до 80°С, изобретение позволяет ограничить первоначальное охлаждение полосы и, следовательно, ограничивает риск образования складок, благодаря меньшему разрыву крутизны.
Изобретение касается также способа контроля охлаждения движущейся металлической полосы в линии непрерывной обработки путем распыления на полосе жидкости или смеси, состоящей из газа и жидкости, при температуре жидкости, регулируемой в начале охлаждения таким образом, чтобы ограничить изменение крутизны кривой температуры в результате охлаждения по отношению к предыдущему нагреву или к предыдущей выдержке.
При одинаковом расходе охлаждающей жидкости, повышение ее температуры в соответствии с настоящим изобретением, например, от 40°С до 60°С, позволяет производить охлаждение с более слабыми потоками, что позволяет реализовать циклы с более слабой крутизной охлаждения и обеспечивает выигрыш в гибкости работы охлаждающей секции.
Комбинированное регулирование температуры и расхода охлаждающей жидкости позволяет модулировать тепловой поток, выделяемый полосой.
Согласно изобретению, как показано на фиг. 4, температуру и расход охлаждающей жидкости регулируют по ширине и длине полосы, чтобы повысить гибкость работы установки, используя более широкий диапазон регулирования скорости охлаждения полосы. Охлаждающие блоки разделены по ширине (буквенные индексы а,… е) и по длине (индексы в виде римских цифр I, II, III) на элементарные блоки DIa,… DIIIe.
Согласно изобретению, контроль температурного профиля по ширине полосы, получаемого в результате регулирования мощности охлаждения по ширине полосы, позволяет улучшить направление полосы по транспортировочным роликам за счет получения длинных или коротких кромок по отношению к центру полосы.
Контроль температурного профиля по ширине полосы, получаемого в результате регулирования мощности охлаждения по ширине полосы, позволяет улучшить плоскостность полосы за счет контроля длины кромок по отношению к центру полосы.
Контроль температурного профиля по ширине полосы, получаемого в результате регулирования мощности охлаждения по ширине полосы, позволяет улучшить устойчивость полосы за счет контроля длины кромок по отношению к центру полосы.
Предпочтительно регулирование мощности охлаждения по длине охлаждающей секции и по ширине полосы осуществляет в реальном времени система контроля и управления (не показана) линией при помощи вычислительного устройства на основании математических моделей, учитывающих изменение теплообменов между полосой и окружающей ее средой в охлаждающей секции и в секции, находящейся на ее выходе. Вычислительное устройство управляет регулировочными вентилями CV1, CV2 различных сборок А.
Изобретение касается также разделения устройства охлаждения на множество блоков в направлении ширины и в направлении длины полосы, что показано на фиг. 4. Каждый блок снабжен необходимым прибором для изменения температуры и расхода охлаждающей жидкости и/или параметров распыления, независимо от других блоков.
Размер охлаждающих блоков DI…DIII может отличаться вдоль охлаждающей секции, при этом они имеют меньший размер в участке охлаждающей секции, где явление пленочного вскипания может оказаться нестабильным, чтобы лучше контролировать явление. В этом участке длина охлаждающих блоков может быть меньше в направлении движения полосы. Ширину охлаждающих блоков в этом участке тоже можно уменьшать в направлении ширины полосы.
В случае охлаждения смесью, состоящей из газа и жидкости, каждый блок можно оборудовать двумя органами контроля, позволяющими изменять расход газа и расход жидкости.
Каждый блок можно также оборудовать устройством, позволяющим изменять температуру газа, жидкости или смеси, состоящей из газа и жидкости, чтобы влиять на явление пленочного вскипания и менять мощность охлаждения. Это изменение температуры охлаждающего средства можно осуществлять при постоянном расходе охлаждающего средства или в сочетании с изменением расхода охлаждающего средства, чтобы повысить гибкость регулирования установки.
Производительность линии непрерывной обработки может существенно меняться в зависимости от формата полосы, в частности от ее толщины, и в зависимости от термического цикла.
В зависимости от уровня производительности расход распыляемой воды может быть самым разным, что затрудняет контроль при больших и малых значениях расхода по причине ограниченной гибкости органов контроля расхода. Для повышения точности регулирования расхода воды, согласно изобретению, меняют также температуру охлаждающей жидкости таким образом, чтобы ограничить амплитуду изменения расхода воды.
Таким образом, согласно изобретению, при обработке большеразмерного продукта, требующего больших охлаждающих потоков, холодную воду распыляют таким образом, чтобы ограничить расход воды, но при небольших размерах продукта, например при небольшой толщине, распыляют немного более горячую воду, чтобы немного повысить необходимый расход воды.
Изобретение касается также способа контроля охлаждения движущейся металлической полосы в линии непрерывной обработки путем распыления на полосе жидкости или смеси, состоящей из газа и жидкости, при температуре жидкости, регулируемой в зависимости от требуемой мощности охлаждения таким образом, чтобы ограничить изменения расхода охлаждающей жидкости.
Пример выполнения, схематично показанный на фиг. 5 и представленный ниже, показывает изменения температуры охлаждающей воды в соответствии с настоящим изобретением:
- в начале охлаждения (зона DI, D'I) металлическая полоса находится при 750°С, а распыляемая вода при 80°С, чтобы ограничить риск образования складок на полосе,
- затем распыляемую воду доводят до 40°С, чтобы добиться быстрого охлаждения, во всей зоне (DII, DIII, DIV; D'II, D'III, D'IV), где температура полосы существенно превышает температуру Линденфроста,
- после этого в критической зоне (DV, D'V) или переходной зоне, где температура полосы близка к температуре Линденфроста, температуру воды доводят до 80°С, чтобы как можно дольше оставаться в режиме паровой пленки,
- в конечном итоге, в зоне (DVI, D'VI), где температура полосы ниже температуры Линденфроста, температуру воды опять доводят до 40°С, чтобы быстро достичь температуры полосы (60°С), необходимой в конце охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ КОНВЕКТОР | 2015 |
|
RU2675169C1 |
| СИСТЕМА ПРЕДВАРИТЕЛЬНОГО ОХЛАЖДЕНИЯ С УПРАВЛЯЕМЫМ ВНУТРЕННИМ РЕГУЛИРОВАНИЕМ | 2014 |
|
RU2655411C2 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, ДВИЖУЩЕЙСЯ ЧЕРЕЗ СЕКЦИЮ ОХЛАЖДЕНИЯ ЛИНИИ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКИ, И УСТАНОВКА ДЛЯ ВНЕДРЕНИЯ ВЫШЕУКАЗАННОГО СПОСОБА | 2010 |
|
RU2441075C2 |
| СИСТЕМА И СПОСОБ ОХЛАЖДЕНИЯ ПРИ ПРОКАТКЕ СТАЛИ | 2009 |
|
RU2450877C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УВЕЛИЧЕНИЯ МОЩНОСТИ В ГАЗОВЫХ ТУРБИНАХ ПОСРЕДСТВОМ МОКРОГО СЖАТИЯ | 1997 |
|
RU2178532C2 |
| СИСТЕМА (ВАРИАНТЫ) И СПОСОБ (ВАРИАНТЫ) ДЛЯ ПОВЫШЕНИЯ ВЫХОДНОЙ МОЩНОСТИ ТУРБИНЫ, А ТАКЖЕ СИСТЕМА ЗАЩИТЫ ВХОДНОГО КАНАЛА ГАЗОВОЙ ТУРБИНЫ ОТ КОРРОЗИИ | 2007 |
|
RU2369762C2 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ МИКРОЭЛЕКТРОННОЙ ПРОДУКЦИИ НА ГИБКИХ ПОДЛОЖКАХ | 2024 |
|
RU2829707C1 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2356949C2 |
| СПОСОБ И УСТРОЙСТВО ТЕПЛООБМЕНА | 1996 |
|
RU2125693C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
Изобретение относится к способу контроля охлаждения движущейся полосы (в) в охлаждающей секции линии непрерывной обработки и к охлаждающей секции непрерывной обработки полосы. Охлаждение полосы осуществляют распылением на полосе жидкости или смеси, состоящей из газа и жидкости на полосу. Охлаждение зависит от параметров, включающих в себя температуру и скорость потока охлаждающей текучей среды. В способе контроля определяют одну или более зон, в которых параметры охлаждения являются такими, чтобы могло произойти или произошло локальное исчезновение паровой пленки на поверхности горячей полосы, в результате чего происходит повторное смачивание полосы. В качестве параметра охлаждения в определенной или определенных таким образом зоне или зонах применяют, по меньшей мере, температуру охлаждающей жидкости, чтобы сохранить или вернуться к охлаждению в паровой пленке на поверхности полосы, появляющейся в результате явления пленочного вскипания охлаждающей жидкости при контакте с горячей полосой. 3 н. и 10 з.п. ф-лы, 5 ил.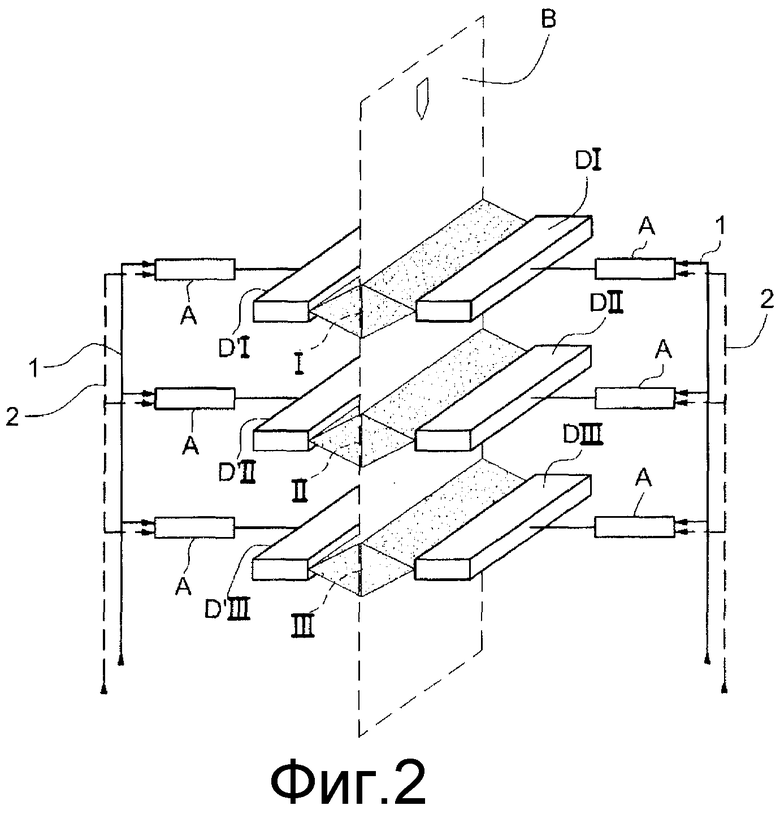
1. Способ контроля охлаждения вертикально движущейся металлической полосы (В) в охлаждающей секции линии непрерывной обработки путем распыления на полосе жидкости или смеси, состоящей из газа и жидкости, при этом охлаждение осуществляют с регулированием характеристик потока, таких как температура и скорость охлаждающей текучей среды, отличающийся тем, что он содержит этапы, на которых:
определяют зону или зоны, в которых параметры охлаждения являются такими, чтобы могло произойти или произошло локальное исчезновение паровой пленки на поверхности горячей полосы, в результате чего происходит повторное смачивание полосы, и
регулируют в качестве параметра охлаждения в определенной или определенных таким образом зонах, по меньшей мере, температуру охлаждающей жидкости, при этом температуру повышают в зоне, в которой может произойти или происходит повторное смачивание, чтобы сохранить или вернуться к охлаждению в паровой пленке на поверхности полосы, появляющейся в результате явления пленочного вскипания охлаждающей жидкости при контакте с горячей полосой,
причем для определения момента возникновения повторного смачивания и зоны, в которой оно происходит, определяют появление увеличения поперечного температурного градиента полосы и явный разрыв крутизны кривой температуры в результате более интенсивного охлаждения в отсутствие паровой пленки при помощи устройства измерения температуры полосы в зонах, в которых может произойти повторное смачивание,
при этом измерения проводят в зоне, находящейся на длине участка полосы с
температурой полосы в интервале между 450°С и 250°С, и в нескольких точках на ширине полосы, чтобы выявить изменения температуры.
2. Способ контроля охлаждения вертикально движущейся металлической полосы (В) в охлаждающей секции линии непрерывной обработки путем распыления во множестве зон распыления на полосе жидкости или смеси, состоящей из газа и жидкости, при этом охлаждение осуществляют с регулированием характеристик потока, таких как температура и скорость охлаждающей текучей среды, отличающийся тем, что он содержит этапы, на которых:
определяют зону или зоны, в которых параметры охлаждения являются такими, чтобы могло произойти или произошло локальное исчезновение паровой пленки на поверхности горячей полосы, в результате чего происходит повторное смачивание полосы, и
регулируют в качестве параметра охлаждения в определенной или определенных таким образом зонах, по меньшей мере, температуру охлаждающей жидкости, при этом температуру повышают в зоне, в которой может произойти или происходит повторное смачивание, чтобы сохранить или вернуться к охлаждению в паровой пленке на поверхности полосы, появляющейся в результате явления пленочного вскипания охлаждающей жидкости при контакте с горячей полосой,
используют охлаждающую секцию с несколькими последовательными охлаждающими блоками (DI, DII, DIII), расположенными в направлении движения полосы, причем температуру охлаждающей жидкости регулируют таким образом, чтобы она отличалась между двумя последовательными охлаждающими блоками охлаждающей секции, при этом
охлаждающая секция содержит блоки (DIa, DIe) распыления охлаждающей текучей среды, которые распределены по ширине полосы, причем температуру охлаждающей жидкости для каждого распыления регулируют по ширине полосы.
3. Способ по п.1 или 2, отличающийся тем, что в качестве параметра охлаждения регулируют параметр распыления, представляющий собой скорость и/или диаметр капель охлаждающей жидкости.
4. Способ по п.1 или 2, отличающийся тем, что осуществляют комбинированное регулирование температуры и расхода охлаждающей жидкости для обеспечения модулирования теплового потока, выделяемого полосой.
5. Способ охлаждения по п.1 или 2, отличающийся тем, что расход охлаждающей жидкости для каждого блока распыления (DIa, DIe) регулируют по ширине полосы.
6. Способ по п.1 или 2, отличающийся тем, что в начале охлаждения температуру жидкости регулируют, обеспечивая изменение крутизны кривой температуры, появляющееся в результате охлаждения.
7. Способ по п.1 или 2, отличающийся тем, что температуру жидкости регулируют в зависимости от предусмотренной мощности охлаждения таким образом, чтобы ограничивать изменения расхода охлаждающей жидкости.
8. Способ по п.1 или 2, отличающийся тем, что для определения зоны или зон охлаждающей секции, в которых параметры охлаждения являются такими, чтобы могло происходить или происходило локальное исчезновение паровой пленки на поверхности горячей полосы, приводящее к повторному смачиванию полосы, производят предварительные испытания, в ходе которых:
наблюдают, когда и в какой зоне охлаждающей секции происходит повторное смачивание полосы, и
обеспечивают постепенное повышение температуры жидкости в зоне, в которой происходит повторное смачивание, чтобы обеспечить определение температуры жидкости, необходимой для устранения повторного смачивания и возвращения к ситуации паровой пленки в исследуемой зоне.
9. Способ по п.8, отличающийся тем, что испытания воспроизводят в следующей зоне в направлении движения полосы таким образом, чтобы сохранять режим паровой пленки во всей охлаждающей секции или, если это невозможно, отодвинуть начало повторного смачивания на более низкую температуру.
10. Способ по п.8, отличающийся тем, что для определения момента, когда происходит повторное смачивание, и зоны, в которой оно происходит, определяют появление увеличения поперечного температурного градиента полосы и явный разрыв крутизны кривой температуры в результате более интенсивного охлаждения в отсутствие паровой пленки при помощи устройств измерения температуры полосы в зонах, в которых может произойти повторное смачивание.
11. Способ по п.8, отличающийся тем, что испытания проводят в зоне, находящейся на длине участка полосы с температурой полосы в интервале между 450°С и 250°С, и в нескольких точках на ширине полосы для выявления резких изменений температуры.
12. Охлаждающая секция линии непрерывной обработки полосы, выполненная с возможностью контроля охлаждения движущейся металлической полосы способом по любому из пп.1-11, содержащая последовательные охлаждающие блоки (DI, DII, DIII) распыления охлаждающей жидкости или смеси на вертикально движущейся металлической полосе, состоящей из газа и жидкости, расположенных в направлении движения полосы, причем температура охлаждающей жидкости отрегулирована и отличается между двумя последовательными охлаждающими блоками охлаждающей секции, и
блоки (DIa, DIe) распыления охлаждающей текучей среды, которые распределены по ширине полосы, причем температура охлаждающей жидкости для каждого блока распыления отрегулирована по ширине полосы, и
для каждого блока распыления охлаждающей жидкости на полосе, устройство (А) подачи охлаждающей жидкости, содержащее два отдельных контура подачи холодной воды (1) и горячей воды (2), при этом каждый из них оборудован регулировочным вентилем (CV1, CV2) и соединен с одним выходным трубопроводом (3), при этом на выходном трубопроводе (3) предусмотрен прибор (CD) контроля расхода смеси, а также прибор (ТЕ) контроля температуры смеси.
13. Охлаждающая секция по п.12, отличающаяся тем, что устройство (А) подачи содержит регулятор (R), позволяющий регулировать величину расхода холодной воды и горячей воды для получения искомого общего расхода жидкости при требуемой температуре для каждого блока (DI, DII, DIII) распыления.
| JP 2003185501 A ,03.07.2003 ; | |||
| Способ охлаждения горячекатоного металла | 1975 |
|
SU531579A1 |
| ОТВЕРСТИЯ РЕГУЛИРОВАНИЯ РАСХОДА ДЛЯ ТЕРМОРЕГУЛИРУЮЩЕГО СМЕСИТЕЛЬНОГО ВЕНТИЛЯ | 1996 |
|
RU2144205C1 |
| СОПЛО, ИНЕРЦИОННЫЙ СЕПАРАТОР И СПОСОБ СВЕРХЗВУКОВОГО ОТДЕЛЕНИЯ КОМПОНЕНТА | 1999 |
|
RU2229922C2 |
| Униполярная машина постоянного тока | 1926 |
|
SU6413A1 |
| JP63125622A, 28.05.1988 | |||
| JP2000178658A,27.06.2000 . | |||

