Изобретение относится к защите подземных сооружений и трубопроводов от электрохимической коррозии и может быть использовано для восстановления глубинных анодных заземлителей.
Глубинные анодные заземлители из обсадных труб подвержены неоднородному растворению по глубине колонны вследствие различия электропроводности грунтов, слагающих разрез, что приводит к растворению трубы по периметру в месте расположения грунтов с наибольшей электропроводностью. Локальному растворению подвержены также сварные швы между отдельными трубами колонны, что приводит к нарушению электрической и механической связей между отдельными трубными секциями, увеличению сопротивления растеканию тока и уменьшению эффективности электрохимической защиты газопроводов. Такие анодные заземления выводят из эксплуатации и в дальнейшем не используют, а для обеспечения эффективности электрохимической защиты газопроводов устанавливают новые глубинные анодные заземления, что экономически невыгодно.
Известен способ и устройство для повышения качества глубинного анодного заземления, заключающийся в размещении внутри колонны глубинного анодного заземления токоввода в виде трубы с приваренными к ней дисками, полное заполнение межтрубного пространства коксовой мелочью без полостей под дисками и пустот за счет естественного засыпания и уплотнение засыпки коксовой мелочи в межтрубном пространстве путем встряхивания заземлителя и ударов по нему [см. пат. РФ №2213809, МПК7 C23F 13/08, опубл. 10.10.2003].
Недостатком способа является его неэффективность при восстановлении глубинного анодного заземлителя в силу невозможности его осуществления в части беспустотного заполнения и уплотнения засыпки коксовой мелочи при размещении токоввода непосредственно в колонне глубинного анодного заземления.
Существует способ повышения качества глубинного анодного заземления и устройство для его осуществления, заключающийся в размещении глубинного анодного заземлителя в скважине, заполнении ее поочередно, участками между токовводами заземлителя, засыпкой коксовой мелочи, уплотнении засыпки путем вращения глубинного анодного заземлителя с дополнительным уплотнением пиропатроном [см. пат. РФ №2280100 МПК C23F 13/00 (2006.01), опубл. 20.07.2006].
Недостатками способа является его ненадежность при восстановлении глубинного анодного заземлителя в силу необходимости приложения в ряде случаев значительного по величине крутящего момента к анодному заземлителю, что может привести к его механическому повреждению при вращении, а также сложность реализации в силу необходимости использования взрывчатых материалов, накладывающих необходимость соблюдения повышенных мер безопасности.
Существует способ сборки скважинного анодного заземления, позволяющий частично решить указанные недостатки в части качества уплотнения околоэлектродной засыпки, заключающийся в опускании в предварительно пробуренную скважину центрального электрода, на который последовательно нанизывают необходимое количество анодных заземлителей, заполнении путем нагнетания пространства между наружной поверхностью заземлителя и внутренней поверхностью скважины электропроводным бетоном [см. авт. свид. СССР №1339164, МПК4 C23F 13/00, опубл. 23.09.1987].
Недостатками способа является неэффективность восстановления глубинного анодного заземлителя в силу невозможности устранения имеющегося контактного электрического сопротивления на границе восстанавливаемой колонны глубинного анодного заземления и устанавливаемого анодного заземлителя, а также ограниченный ресурс службы восстановленного заземлителя из-за быстрого фрагментарного нарушения электрического контакта между сопрягаемыми поверхностями заземлителя из-за неоднородности локализации коррозионных процессов на границе «бетон - сталь».
В качестве прототипа к заявленному способу выбран способ восстановления глубинного анодного заземлителя, в соответствии с которым определяют пласты пород с минимальным удельным электрическим сопротивлением методом вертикального электрического зондирования, выполняют расчет параметров глубинного анодного заземлителя из электродов заводского изготовления, проводят промывку заземлителя на проектную глубину, откачку воды, подготовку и спуск электродов заводского изготовления в скважину, засыпку скважины коксо-минеральным активатором (КМА), присоединение заземлителей к станции катодной защиты [см. Восстановление работоспособности глубинного анодного заземления с помощью магнетитовых заземлителей Менделеевец-МТ / А.А. Зорин, А.И. Пякин, В.М. Лаптев, Д.Ю. Федоров // Коррозия «Территории нефтегаз». - 2008. - №3. - С.64-66].
Недостатками способа является неэффективность восстановления глубинного анодного заземлителя по следующим причинам:
1. Невозможность устранения контактного электрического сопротивления на поверхности восстанавливаемой колонны глубинного анодного заземлителя вследствие наличия высокоомных отложений на стенках колонны, являющихся продуктами коррозионного растворения стальной колонны заземлителя;
2. Невозможность беспустотного заполнения коксо-минеральным активатором колонны глубинного анодного заземлителя после размещения электродов заводского изготовления, обусловленная эффектом сводообразования, что приводит к образованию воздушных полостей, которые являются неэлектропроводными и увеличивают общее сопротивление растекания току заземлителя;
3. Способ с недостаточной точностью позволяет определять величину и характер износа колонны глубинного анодного заземлителя и, следовательно, параметры анодного заземлителя из электродов заводского изготовления на основе метода вертикального электрического зондирования, что обусловлено косвенным характером метода и наличием множества трудно учитываемых факторов.
Перечисленные недостатки известного способа восстановления глубинного анодного заземлителя не позволяют проводить эффективное восстановление его работоспособности, что приводит к снижению качества ремонтных работ, ресурса заземлителя и уменьшению эффективности средств электрохимической защиты при эксплуатации.
Задачей изобретения является повышение эффективности и качества ремонтных мероприятий по восстановлению работоспособности глубинного анодного заземлителя при эксплуатации средств электрохимической защиты.
Техническим результатом изобретения является повышение эффективности технологии восстановления работоспособности глубинного анодного заземлителя за счет устранения контактного электрического сопротивления на внутренней и внешней поверхности восстанавливаемой колонны глубинного анодного заземлителя, однородного гарантированного заполнения колонны коксовой засыпкой, что обеспечит снижение сопротивления глубинного анодного заземлителя, достоверное определение его расчетных параметров, а также надежность и долговечность.
Поставленная задача в способе восстановления глубинного анодного заземлителя, включающем диагностирование пластов пород с минимальным удельным электрическим сопротивлением методом вертикального электрического зондирования, расчет параметров глубинного анодного заземлителя из электродов заводского изготовления, промывку заземлителя на проектную глубину, откачку воды, спуск электродов заводского изготовления, засыпку коксо-минеральным активатором, присоединение заземлителей к станции катодной защиты, решается тем, что дополнительно выполняют диагностирование заземлителя изнутри, разрушают и удаляют коррозионные отложения из заземлителя, а установку электродов заводского изготовления и засыпку коксо-минеральным активатором выполняют с одновременным поэтапным наращиванием и уплотнением. При этом разрушение коррозионных отложений заземлителя выполняют электрогидравлическим способом, уплотнение коксо-минерального активатора - одновременно гидравлическим и электрогидравлическим способом, а диагностирование заземлителя изнутри производят ультразвуковым иммерсионным методом.
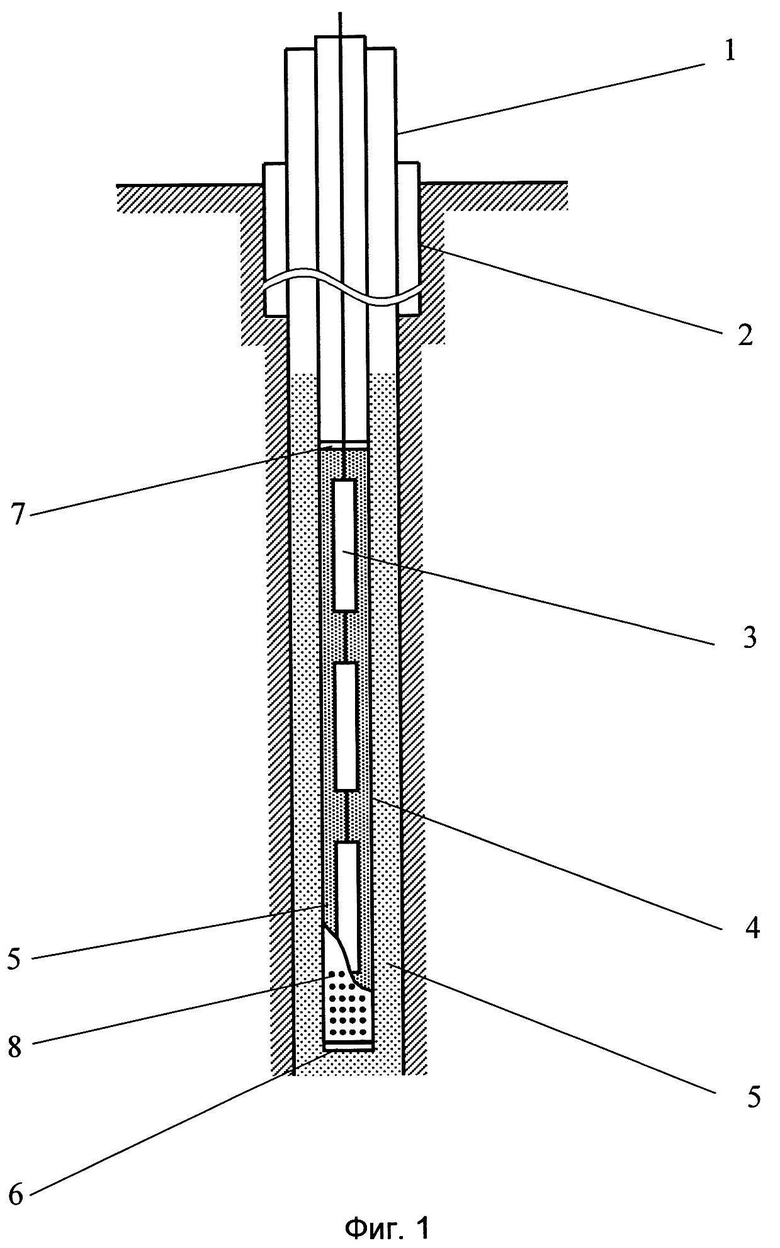
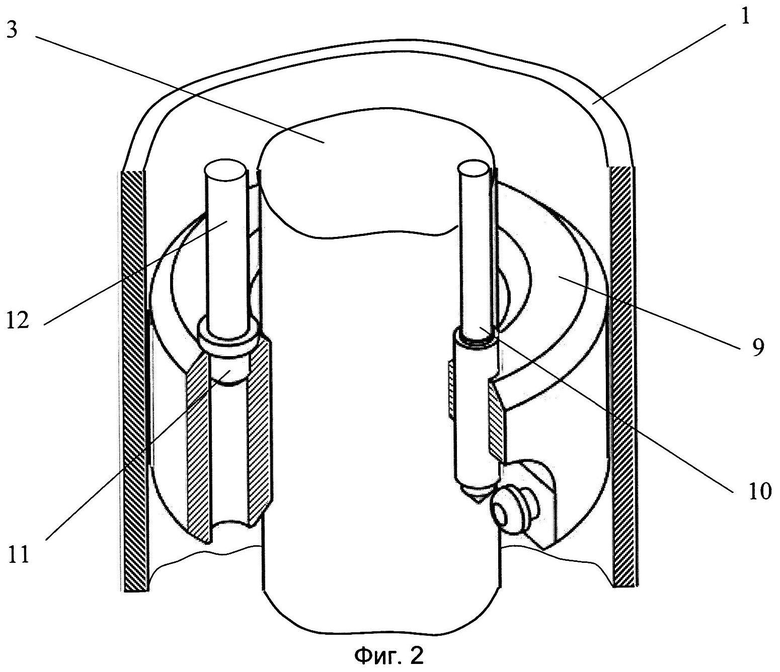
Способ поясняется фиг.1, 2. На фиг.1 показана схема размещения электродов заводского изготовления при проведении восстановления анодного заземлителя. На фиг.2 показан кольцевой уплотнительный элемент.
Способ реализуют следующим образом.
Проводят визуальный осмотр колонны 1 заземлителя, при котором устанавливают диаметр и толщину стенки колонны 1 заземлителя, наличие или отсутствие в полости колонны контактных проводов, электродов и т.д., конструкционные особенности, а именно наличие или отсутствие кондуктора 2, способ присоединения контактного провода установки катодной защиты.
Из исполнительной документации определяют дату начала эксплуатации глубинного анодного заземлителя (ГАЗ), протяженность колонны 1 заземлителя, способ соединения труб в колонне 1 заземлителя и т.д. Определяют глубину уровня глинистых отложений в колонне 1 заземлителя. Наземную часть колонны 1 заземлителя фиксируют от возможных вертикальных перемещений (осадки), после чего освобождают внутреннюю полость колонны 1 заземлителя от проводов, электродов и т.д.
Глинистые отложения в полости колонны 1 заземлителя размывают и выносят на поверхность грунта водой, которую подают высокопроизводительным насосом высокого давления через шланг, который опускают до уровня глинистых отложений.
Коррозионные отложения на внутренней и наружной стенках колонны 1 заземлителя разрушают электрогидравлическим способом, для чего в полость колонны 1 заземлителя опускают разрядник, на который подают высоковольтные электрические импульсы, которые при прохождении через электроды разрядника в виде электрической искры формируют в воде механическую ударную волну, которая, воздействуя на стенку колонны 1 заземлителя, вызывает разрушение и отслаивание коррозионных отложений на внутренней и внешней поверхностях стенки колонны 1 заземлителя. При этом через трещины, образующиеся в коррозионных отложениях на внешней поверхности колонны 1 заземлителя, проникает грунтовая вода, обеспечивающая электрический контакт между металлом колонны 1 заземлителя и грунтом и, тем самым, способствующая уменьшению сопротивления растеканию тока заземлителя.
После электрогидравлической обработки полость колонны 1 заземлителя промывают водой для удаления разрушенных и отслоившихся коррозионных отложений.
Определение остаточной толщины стенки колонны 1 заземлителя выполняют ультразвуковым иммерсионным методом, для чего в полость колонны 1 заземлителя опускают датчик в виде раздельно-совмещенного пьезоэлектрического преобразователя, установленного в пружинное центрирующее устройство, при этом по характеру сигнала, принимаемого ультразвуковым дефектоскопом, определяют толщину стенки колонны 1 заземлителя на глубине проведения контроля.
На основании полученных данных определяют фактическую токоотдачу колонны 1 заземлителя по глубине, рассчитывают необходимое количество электродов заводского изготовления, определяют глубину их установки.
Перед установкой гирлянду электродов заводского изготовления 3 помещают в стальную трубу 4, внутренний диаметр которой не менее чем на 20 мм превышает диаметр электродов, толщина стенки составляет не менее 4 мм. Пространство между внутренней стенкой трубы 4 и гирляндой электродов заводского изготовления 3 заполняют КМА 5.
Нижний и верхний торцы трубы 4 закрывают приварными стальными заглушками 6 и 7, при этом нижняя заглушка 6 выполнена без отверстий, а верхняя 7 - с центральным отверстием для протяжки электрических проводов электродов заводского изготовления и отверстиями диаметром не более 5 мм, располагаемыми вокруг центрального отверстия в количестве не менее 20.
В стенке трубы 4 на участке от нижнего торца до донной части нижнего электрода в гирлянде электродов заводского изготовления 3 выполняют отверстия 8 диаметром не менее 5 мм в количестве не менее одного на 1 см2 поверхности. В нижней части трубы 4 также закрепляют центрирующие элементы.
Перед началом спуска трубы 4 с гирляндой электродов заводского изготовления 3 из полости колонны 1 заземлителя откачивают воду и засыпают КМА 5 до уровня максимального утонения стенки колонны 1 заземлителя.
Спуск трубы 4 с установленной гирляндой электродов заводского изготовления 3 выполняют постепенно, при этом ее наращивание выполняют аналогичными трубами до тех пор, пока верхний торец колонны труб 4 с электродами заводского изготовления 3 не достигнет торца наземной части колонны 1 заземлителя.
Засыпку КМА 5 выполняют постепенно, при этом производят его уплотнение. Контроль плотности засыпанного КМА выполняют по объему и весу засыпанного и уплотненного КМА.
Объем полости колонны 1 заземлителя, заполненный КМА 5, определяют как произведение площади поперечного сечения пространства между трубой 4 с гирляндой электродов заводского изготовления 3 и внутренней поверхностью колонны 1 заземлителя и высоты засыпки КМА 5.
Уплотнение КМА 5 выполняют одновременно гидравлическим и электрогидравлическим способом, для чего после засыпки КМА 5 в полость колонны 1 заземлителя опускают стальной кольцевой уплотнительный элемент 9, предназначенный для частичного перекрытия пространства между внешней поверхностью трубы 4 с гирляндой электродов заводского изготовления 3 и внутренней поверхностью колонны 1 заземлителя, внешний диаметр которого на 10 мм меньше внутреннего диаметра колонны 1 заземлителя, внутренний диаметр на 10 мм больше внешнего диаметра трубы 4 с гирляндой электродов заводского изготовления 3.
Обод кольцевого уплотнительного элемента 9 имеет прямоугольное сечение и высоту, исключающую заклинивание кольцевого уплотнительного элемента при спуске вследствие перекоса. На торцах кольца как снаружи, так и изнутри выполняют фаски. В ободе кольцевого уплотнительного элемента 9 параллельно оси равномерно по окружности выполняют четыре отверстия, два из которых предназначены для размещения электродов 10 системы электрогидравлической обработки, а два других - для подачи воды в полость колонны заземлителя, для чего в эти отверстия со стороны верхнего торца устанавливают штуцеры 11 для подключения шлангов 12 для подачи воды.
Уплотнение выполняют после засыпки определенного по массе количества КМА 5, для чего кольцевой уплотнительный элемент 9 с подключенными шлангами 12 для подачи воды и присоединенными к электродам кабелями системы электрогидравлической обработки опускают в полость колонны 1 заземлителя.
Выбирают расстояние между нижним торцом спущенного в полость колонны 1 заземлителя кольцевого уплотнительного элемента 9 и засыпанным КМА 5 в пределах 0,5-0,7 м.
Гидравлическое и электрогидравлическое уплотнение КМА 5 выполняют одновременно, воду по подключенным шлангам 12 подают в пространство под кольцевым уплотнительным элементом 9 и заполняют внутреннюю полость как колонны 1 заземлителя, так и трубы 4 с гирляндой электродов заводского изготовления 3 и далее отбирают насосом через верхний открытый торец трубы 4.
Тем самым обеспечивают прохождение потока воды через КМА 5, засыпанный во внутреннее пространство как колонны 1 заземлителя, так и трубы 4 на участке размещения гирлянды электродов заводского изготовления 3. С потоком воды происходит перенос частиц КМА 5 и их накопление в крупных пустотах.
Для предотвращения заклинивания кольцевого уплотнительного элемента 9 вследствие горизонтального перемещения трубы 4 с гирляндой электродов заводского изготовления 3 после спуска кольцевого уплотнительного элемента 9 трубу 4 с гирляндой электродов заводского изготовления 3 в верхней части закрепляют с помощью деревянных быстросъемных клиньев (не показаны), устанавливаемых в торцевой части надземного участка колонны 1 заземлителя между внутренней стороной колонны 1 заземлителя и внешней торцевой частью трубы 4 с гирляндой электродов заводского изготовления 3.
Для предотвращения снижения электропроводимости КМА 5 вследствие растворения и выноса минеральных компонентов потоком воды отобранную из трубы 4 воду сразу подают к уплотняемому КМА 5, чем обеспечивают непрерывную ее циркуляцию. Электрогидравлическое уплотнение осуществляют под действием ударной гидравлической волны, возникающей при прохождении через электроды 10, установленные на кольцевом уплотнительном элементе 9, электрических разрядов. Уплотнение КМА 5 на участках наибольшего утонения стенки колонны 1 заземлителя проводят до тех пор, пока плотность КМА 5 не достигнет необходимого значения, составляющего порядка 700-800 кг/м3.
Соединительные провода гирлянды электродов заводского изготовления 3 присоединяют к контактному проводу установки катодной защиты, выполняют настройку выходных режимов станции катодной защиты.
Пример.
Необходимо произвести ремонт глубинного анодного заземления, выполненного из стальных обсадных труб внешним диаметром 168 мм с толщиной стенки 6 мм, протяженностью 50 м с кондуктором, выполненным из трубы диаметром 214 мм. Соединение труб в колонне заземлителя - сварное с усиливающими накладками. Установлено, что в полости колонны заземлителя провода, электроды отсутствуют, уровень воды находится на расстоянии 6 м от земной поверхности, плотные глинистые отложения начинаются на глубине 19 м.
Колонну заземлителя через металлические проставки, привариваемые равномерно по окружности снаружи колонны ГАЗ и к торцевой части кондуктора, закрепляют для предотвращения возможных вертикальных перемещений.
В полость колонны заземлителя до уровня плотных глинистых отложений опускают резиновый шланг, подключенный к поршневому насосу высокого давления. Отбор воды для закачки в полость заземлителя, сбор воды, отведенной из полости колонны заземлителя, осаждение частиц плотных глинистых отложений в отведенной воде, производят в котловане объемом 1,5-2 м3, который выкапывают в 2-3 м от заземлителя, подвоз воды выполняют автоцистерной. В ходе промывки полости колонны ГАЗ выполняют постепенный спуск шланга. Промывку проводят до тех пор, пока полость заземлителя не будет освобождена от плотных глинистых отложений не менее чем на 80%.
Электрогидравлическую обработку стенки колонны заземлителя проводят начиная с максимальной глубины с шагом в 1 м, количество электрогидравлических импульсов на каждом интервале обработки составляет 10-15. Контроль качества разрушения коррозионных отложений на внешней поверхности колонны заземлителя выполняют по величине уменьшения сопротивления растеканию тока заземлителя, обработку прекращают при уменьшении сопротивления растеканию тока не менее чем на 40%. При электрогидравлической обработке колонны заземлителя разрядник опускают на максимальную глубину и далее постепенно поднимают вверх, при этом электрический кабель растягивают и укладывают в окрестности заземлителя.
Выполняют промывку заземлителя от частиц продуктов коррозии, разрушенных и отслоенных от внутренней поверхности колонны заземлителя при электрогидравлической обработке, для чего шланг для подачи воды, подключенный к насосу высокого давления, опускают на максимальную глубину в полость колонны заземлителя. Качество промывки определяют визуально по количеству продуктов коррозии в отбираемых пробах воды, отводимой из полости заземлителя.
Выполняют измерение остаточной толщины стенки колонны по глубине, для чего датчик постепенно спускают вниз с шагом не менее 30 см, при этом по сигналу, выводимому на экран дефектоскопа, определяют толщину стенки колонны заземлителя. Настройку дефектоскопа с датчиком предварительно проводят на ступенчатых образцах.
При проведении измерений установлено, что участок максимального утонения стенки колонны заземлителя начинается на глубине 22 м и имеет протяженность 7 м, при этом остаточная толщина стенки на этом участке составляет 2,5-3 мм, в то время как на остальных участках 4,5-5,5 мм. Таким образом устанавливают, что необходимый интервал размещения гирлянды электродов заводского изготовления находится на глубине 22 м.
Количество электродов заводского изготовления в гирлянде определяют из выражения
где Iм - максимальная токоотдача заземлителя за период эксплуатации, А; Iз - номинальная токоотдача одного электрода заводского изготовления или блока электродов заводского изготовления, А.
Установлено, что максимальная токоотдача составляла 11 А, номинальная нагрузка на 1 электрод заводского изготовления - 3 А. Исходя из этого, согласно приведенной формуле необходимо установить гирлянду из 5 электродов заводского изготовления длиной, соответствующей длине участка с наибольшим утонением стенки. Длина одного электрода заводского изготовления составляет 0,8 м, длина соединительного кабеля между соседними электродами составляет 0,7 м, общая длина гирлянды составляет 6,8 м.
Из полости колонны заземлителя откачивают воду и выполняют засыпку КМА до уровня участка с максимальным утонением стенки. Гирлянду электродов заводского изготовления помещают в трубу и засыпают КМА. Трубу для размещения гирлянды электродов заводского изготовления собирают из 5 патрубков (по количеству электродов заводского изготовления в гирлянде) диаметром не менее 100 мм и длиной, соответствующей длине электрода заводского изготовления с присоединенным кабелем, соединяющим электроды заводского изготовления в гирлянде. Первый патрубок должен быть длиннее остальных на 0,5-0,7 м, с заглушенным нижнем торцом и сквозными отверстиями диаметром не менее 5 мм, расположенными с плотностью 1 отверстие на 1 см2 поверхности участка патрубка от нижнего торца до донной части первого электрода заводского изготовления в гирлянде электродов заводского изготовления.
Полость первого патрубка на участке с отверстиями заполняют КМА, первый электрод заводского изготовления в гирлянде электродов с установленными центрирующими элементами помещают в первый патрубок, весь свободный объем которого далее заполняют КМА. На второй электрод заводского изготовления в гирлянде электродов заводского изготовления с установленными центрирующими элементами устанавливают второй патрубок, приваривают к первому и заполняют КМА. Аналогичные операции проводят для третьего, четвертого и пятого электродов заводского изготовления в гирлянде электродов.
На верхний торец пятого патрубка после завершения заполнения его свободного объема КМА приваривают стальную заглушку с отверстием диаметром 20 мм в центральной части для протяжки контактного провода гирлянды электродов заводского изготовления и с отверстиями диаметром 5 мм в количестве не менее 20, расположенных симметрично вокруг центрального отверстия заглушки. В нижней части трубы с гирляндой электродов заводского изготовления устанавливают четыре центрирующие пластины, в верхней части пятого патрубка трубы с гирляндой электродов заводского изготовления выполняют отверстия для установки стального стержня, предназначенного для вывешивания трубы с гирляндой электродов заводского изготовления на верхнем торце колонны заземлителя.
Перед спуском трубу с гирляндой электродов заводского изготовления обвязывают стальным тросом, зацепленным за крюк грузоподъемного механизма, приподнимают и далее опускают в полость колонны ГАЗ до уровня стального стержня, после чего трос отвязывают.
На вывешенную на торце колонны заземлителя трубу с гирляндой электродов заводского изготовления надставляют и приваривают стальную трубу диаметром 100 мм, толщиной стенки 4 мм и длиной 4 м, в верхней части которой также выполнено отверстие и установлен стальной стержень, после чего стержень из трубы с гирляндой электродов заводского изготовления извлекают и производят спуск до уровня стального стержня, установленного в верхней части надставленной трубы.
Наращивание и постепенный спуск колонны труб с гирляндой электродов заводского изготовления продолжают до тех пор, пока она не встанет на ранее засыпанный КМА на участке максимального утонения колонны заземлителя. Отверстия для стального стержня после его извлечения при спуске колонны труб с гирляндой электродов заводского изготовления заглушают.
Засыпку КМА в пространство между внутренней поверхностью колонны ГАЗ и колонной труб с гирляндой электродов заводского изготовления выполняют вручную, высота засыпки должна не менее чем на 1-1,5 м превышать протяженность участка наибольшего утонения стенки колонны заземлителя.
После засыпки КМА уплотняют, для чего кольцевой уплотнительный элемент с подключенными шлангами для подачи воды, грузонесущими тросами и прикрепляемыми к проушинам на верхнем торце кольцевого уплотнительного элемента кабелями системы электрогидравлической обработки опускают в полость колонны заземлителя на глубину, на 0,5-1 м меньшую, чем глубина верхнего уровня КМА. Далее по шлангам, подключенным к кольцевому уплотнительному элементу, воду, отобранную поршневым насосом из котлована, выкопанного в окрестности заземлителя, подают в полость колонны заземлителя до полного ее заполнения. После чего заборный шланг насоса высокого давления помещают в полость колонны труб с гирляндой электродов заводского изготовления и далее воду вновь подают по шлангам в пространство под кольцевым уплотнительным элементом.
После спуска в полость колонны заземлителя кольцевого уплотнительного элемента верхнюю торцевую часть колонны труб с гирляндой электродов заводского изготовления центрируют с помощью четырех деревянных клиньев, вставляемых по окружности в пространство между колонной труб с гирляндой электродов заводского изготовления и торцевой частью колонны заземлителя. При гидравлическом уплотнении необходимо подобрать такой режим работы насоса, при котором количество отобранной из колонны труб с гирляндой электродов заводского изготовления воды соответствовало бы количеству воды, поданной в пространство под кольцевым уплотнительным элементом.
Одновременно с закачкой воды производят электрогидравлическое уплотнение, для чего на электроды, установленные на кольцевом уплотнительном элементе, подают электрические импульсы, проходящие через межэлектродное пространство в виде искры, формирующей в воде ударную волну, воздействующую на верхний слой засыпанного КМА. Уплотнение проводят до тех пор, пока поступление воды в колонну труб с гирляндой электродов заводского изготовления не прекратится или будет происходить достаточно медленно, то есть размер пор в засыпанном КМА достигнет некоторой минимальной величины, и фильтрация воды, подаваемой в пространство под кольцевым уплотнительным элементом и перетекающей в полость колонны труб с гирляндой электродов заводского изготовления, будет затруднена.
После завершения уплотнения КМА кольцевой уплотнительный элемент извлекают, контактные провода гирлянды электродов заводского изготовления подключают к установке катодной защиты. Центрирующие клинья демонтируют перед извлечением из полости колонны заземлителя кольцевого уплотнительного элемента и далее устанавливают вновь.
Технический результат изобретения проявляется в том, что за счет диагностирования заземлителя изнутри повышается точность определения расчетных параметров заземлителя, за счет электрогидравлической обработки отложений и однородного гарантированного заполнения с требуемым уплотнением коксо-минерального активатора достигают устранения контактного электрического сопротивления заземлителя, что обеспечит надежность и долговечность анодного заземлителя, а в целом даст возможность повысить эффективность и качество ремонтных мероприятий по восстановлению работоспособности глубинного анодного заземлителя при эксплуатации средств электрохимической защиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ГЛУБИННОГО АНОДНОГО ЗАЗЕМЛИТЕЛЯ | 2015 |
|
RU2601031C1 |
| СПОСОБ СБОРКИ ГЛУБИННОГО АНОДНОГО ЗАЗЕМЛИТЕЛЯ | 2001 |
|
RU2194093C1 |
| СПОСОБ НАХОЖДЕНИЯ КОЛИЧЕСТВА ДОПОЛНИТЕЛЬНЫХ АНОДНЫХ ЗАЗЕМЛИТЕЛЕЙ, НЕОБХОДИМЫХ ДЛЯ ОБЕСПЕЧЕНИЯ ЗАЩИТНОЙ РАЗНОСТИ ПОТЕНЦИАЛОВ "ТРУБА-ЗЕМЛЯ" НА УЧАСТКЕ ТРУБОПРОВОДА | 2021 |
|
RU2777824C1 |
| ГЛУБИННЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ | 2012 |
|
RU2530576C2 |
| ГЛУБИННЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ | 2001 |
|
RU2196190C1 |
| Способ катодной защиты обсадных колонн скважин и нефтепромысловых трубопроводов от коррозии | 2016 |
|
RU2633686C1 |
| СПОСОБ СБОРКИ ГЛУБИННОГО АНОДНОГО ЗАЗЕМЛИТЕЛЯ, ГЛУБИННЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ, ЭЛЕКТРОД ЗАЗЕМЛИТЕЛЯ | 2011 |
|
RU2476622C1 |
| НАСАДОЧНЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ | 2015 |
|
RU2595787C1 |
| ГЛУБИННЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ И АКТИВАТОР ГЛУБИННОГО АНОДНОГО ЗАЗЕМЛИТЕЛЯ | 2011 |
|
RU2452796C1 |
| ГЛУБИННЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ | 2016 |
|
RU2617677C1 |
Изобретение относится к защите подземных сооружений и трубопроводов от электрохимической коррозии и может быть использовано для восстановления глубинных анодных заземлителей ГАЗ. Способ включает диагностирование пластов пород с минимальным удельным электрическим сопротивлением методом вертикального электрического зондирования, расчет параметров ГАЗ из электродов заводского изготовления, промывку заземлителя на проектную глубину, откачку воды, спуск электродов заводского изготовления, засыпку коксо-минеральным активатором, присоединение заземлителей к станции катодной защиты, при этом дополнительно выполняют диагностирование ГАЗ изнутри, разрушают и удаляют коррозионные отложения из ГАЗ, а установку электродов заводского изготовления и засыпку коксо-минеральным активатором выполняют с одновременным поэтапным наращиванием и уплотнением. Технический результат - повышение эффективности технологии восстановления работоспособности ГАЗ за счет устранения контактного электрического сопротивления на внутренней и внешней поверхности восстанавливаемой колонны ГАЗ, однородного гарантированного заполнения колонны коксовой засыпкой, что обеспечит снижение сопротивления ГАЗ, достоверное определение его расчетных параметров, а также надежность и долговечность. 3 з.п. ф-лы, 2 ил., 1 пр.
1. Способ восстановления глубинного анодного заземлителя, включающий диагностирование пластов пород с минимальным удельным электрическим сопротивлением методом вертикального электрического зондирования, расчет параметров глубинного анодного заземлителя из электродов заводского изготовления, промывку заземлителя на проектную глубину, откачку воды, спуск электродов заводского изготовления, засыпку коксо-минеральным активатором, присоединение заземлителей к станции катодной защиты, отличающийся тем, что диагностирование заземлителя выполняют изнутри, разрушают и удаляют коррозионные отложения из заземлителя, а установку электродов заводского изготовления и засыпку коксо-минеральным активатором выполняют с одновременным поэтапным наращиванием и уплотнением.
2. Способ по п.1, отличающийся тем, что разрушение коррозионных отложений заземлителя выполняют электрогидравлическим методом.
3. Способ по п.1, отличающийся тем, что уплотнение коксо-минерального активатора выполняют одновременно гидравлическим и электрогидравлическим методом.
4. Способ по п.1, отличающийся тем, что диагностирование заземлителя изнутри выполняют ультразвуковым иммерсионным методом.
| А.А | |||
| ЗОРИН и др | |||
| Глубинное анодное заземление (ГАЗ) | |||
| Восстановление работоспособности ГАЗ с помощью магнетитовых заземлителей "Менделеевец"-МТ | |||
| Журнал Коррозия "Территория нефтегаз" | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| УНИВЕРСАЛЬНЫЙ ИМПУЛЬСНЫЙ ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ УДАРНИК ДЛЯ СКВАЖИН | 2006 |
|
RU2318982C1 |
| СПОСОБ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1994 |
|
RU2062971C1 |
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА ГЛУБИННОГО АНОДНОГО ЗАЗЕМЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2280100C1 |

