Способ большеобъемной селективной кислотной обработки (БСКО) добывающих скважин в карбонатных коллекторах
Изобретение относится к технологии повышения продуктивности скважины, предусматривающей селективную обработку неоднородного по проницаемости пласта кислотным составом с целью растворения карбонатных составляющих пласта для восстановления или повышения проницаемости призабойной зоны пласта.
Кислотные обработки карбонатных коллекторов являются наиболее распространенным способом химического воздействия на призабойную зону скважин для интенсификации добычи нефти. На сегодняшний день существуют различные технологии проведения кислотных обработок от кислотных ванн с «нулевой» скоростью обработки до критических скоростей с превышением давления разрыва и формированием кислотного гидроразрыва пласта. (Справочное руководство по проектированию разработки и эксплуатации нефтяных месторождений. Добыча нефти. Под ред. Ш.К. Гиматудинова. М.: Недра. 1983; Economides M.J., Nolte K.G. Reservoir Stimulation 3-rd Edition, John Willey & Sons, LTD, New York. - 2000.).
Малообъемные солянокислотные обработки (СКО) предназначены для восстановления продуктивности скважины и преодоления неглубокого (менее 0,5 метра) повреждения призабойной зоны пласта посредством растворения карбонатной породы. Интенсификация продуктивности скважины при этом является незначительной, что связано с малой глубиной воздействия.
Большеобъемная обработка призабойной зоны (БОПЗ) - это технология повышения продуктивности скважины, предусматривающая обработку пласта кислотным составом в объеме более 1.5 м3 на 1 м нефтенасыщенного интервала с целью растворения карбонатных составляющих пласта для восстановления или повышения проницаемости призабойной зоны пласта. В отличие от большеобъемной селективной кислотной обработки (БСКО), БОПЗ не предусматривает селективное воздействие, т.е. применение технологий потокоотклонения.
Известен способ кислотной обработки карбонатных коллекторов (Paccaloni, G., and Tambini, М.: ″Advances in Matrix Stimulation Technology,″ JPT43 (3) (1993) 256-263.) использующий максимальный градиент давления и расход закачки (MAPDIR) для направления кислотного состава в зоны низкой проницаемости. Эта технология предполагает закачку жидкости обработки с максимально возможным расходом с давлением ниже давления гидроразрыва пласта - ГРП. Результаты показывают, что
технология MAPDIR позволяет быстро понизить общий скин в процессе кислотной обработки призабойной зоны пласта за счет закачки в более проницаемый пласт больших объемов кислоты. Метод эффективен для обработки коротких, однородных по проницаемости интервалов пласта, которые крайне редки.
Известный способ недостаточно эффективен по следующим причинам: метод не позволяет обработать низкопроницаемый слой полностью. Для успешной кислотной обработки существенно оптимальное размещение реактивной жидкости - кислотного состава и увеличение зоны охвата. Это особенно важно для длинных интервалов с высокой степенью неоднородности по проницаемости. Без эффективного отклонения нагнетаемые жидкости будут следовать по пути наименьшего сопротивления, и воздействовать только на участки с наивысшей проницаемостью. Необходима целевая доставка рабочей жидкости к низкопроницаемым участкам пласта. На практике кислотный состав и отклоняющие жидкости закачиваются в пласт поочередно.
Наиболее близким к заявляемому является способ большеобъемной селективной кислотной обработки (патент РФ №2456444, опуб. 10.02.2012), включающий закачку в скважину оторочки кислотного состава с определенным расходом, закачку нелинейно-вязкой отклоняющей жидкости-отклонителя перед и/или после оторочки кислотного состава, кислотный состав закачивают с удельным объемом 1,5-3 м3 на 1 м нефтенасыщенного интервала. Известный способ недостаточно эффективен для карбонатных коллекторов, в нем не оптимизированы расходы закачки кислотного состава и отклонителя.
Решаемая задача изобретения и ожидаемый технический результат заключаются в повышении эффективности большеобъемной селективной кислотной обработки (БСКО) карбонатных коллекторов за счет определения оптимального расхода закачки кислотного состава для каждой стадии обработки, оптимального соотношения объема отклонителя к объему кислотного состава, используемые при проведении каждой последующей стадии. При выборе направления технологической оптимизации: максимальное увеличение продуктивности скважины, максимальное увеличение продуктивности целевых пропластков или минимизация дисперсии (максимальное выравнивание профиля притока в скважину), определяется объем каждой последующей оторочки реагента при оптимальном расходе закачки.
На основе разработанной математической модели процесса кислотного растворения слоисто-неоднородных карбонатных коллекторов с применением отклоняющих нелинейно-вязких жидкостей, в ходе вычислительного эксперимента определяются оптимальные значения параметров, влияющих на улучшение
фильтрационно-емкостных свойств коллектора, для обеспечения максимальной эффективности кислотных обработок карбонатных коллекторов. Принципиальным отличием предлагаемого технического решения от известных является проектирование дизайна кислотной обработки неоднородных коллекторов в результате математического моделирования процесса кислотной обработки карбонатных коллекторов.
Поставленная задача решается тем, что в способе большеобъемной селективной кислотной обработки (БСКО) добывающих скважин в карбонатных коллекторах, включающем закачку в скважину оторочки кислотного состава с удельным объемом 1,5-3 м3 на 1 м нефтенасыщенного интервала и нелинейно-вязкой отклоняющей жидкости-отклонителя перед и/или после оторочки кислотного состава, согласно изобретению, закачку кислотного состава осуществляют с оптимальным расходом и оптимальным соотношением объема отклонителя к объему кислотного состава, которые определяют математическим моделированием процесса с учетом изменения устьевого и забойного давления, типа кислотного состава, типа отклонителя, пористости и проницаемости породы, причем для оптимизации расхода закачки кислотного состава получают зависимости оптимального расхода закачки от удельного объема закачки реагентов с различными константами реакции, с целью минимизации погрешности расчета оптимального расхода закачки кислотного состава объем каждой последующей оторочки определяют согласно соотношению
где 

для определения оптимального соотношения объем отклонителя к объему кислоты используют критерий

где Sd, Sd max - псевдоскин отклонителя и его максимальное значение, соответственно, D, Dmax - дисперсия дебита по пропласткам и его максимальное значение, соответственно,
объем отклонителя определяют в зависимости от неоднородности среды и с учетом указанного удельного объема кислотного состава, при этом оптимальный объем отклонителя 

а оптимальный объем кислоты, обеспечивающий наибольший экономический эффект, определяют по расчетной зависимости коэффициента возврата вложенных средств от объема кислотного состава. Кроме того, кислотный состав закачивают несколькими оторочками, а отклонитель закачивают перед, и/или после, и/или между оторочками кислотного состава.
Задача большеобъемной солянокислотной обработки (БСКО) карбонатных пластов рассматривается в рамках многокомпонентной изотермической фильтрации однофазной несжимаемой жидкости. Интегральные распределения реагентов и баланс масс в результате химической реакции прогнозируются упрощенным осесимметричным подходом. Диффузионные процессы в пласте развиваются в течение значительно большего времени, чем время закачки растворов реагентов в пласт, поэтому вкладом диффузионных процессов при моделировании обработки призабойной зоны скважин пренебрегаем. При осредненном описании процессов фильтрации в призабойной зоне скважин, движение жидкости по системе достаточно большого ансамбля образующихся высокопроницаемых каналов в дальнейшем считается подчиняющимся закону Дарси  Здесь p - давление, v - скорость течения; k - проницаемость, µ - вязкость жидкости.
Здесь p - давление, v - скорость течения; k - проницаемость, µ - вязкость жидкости.
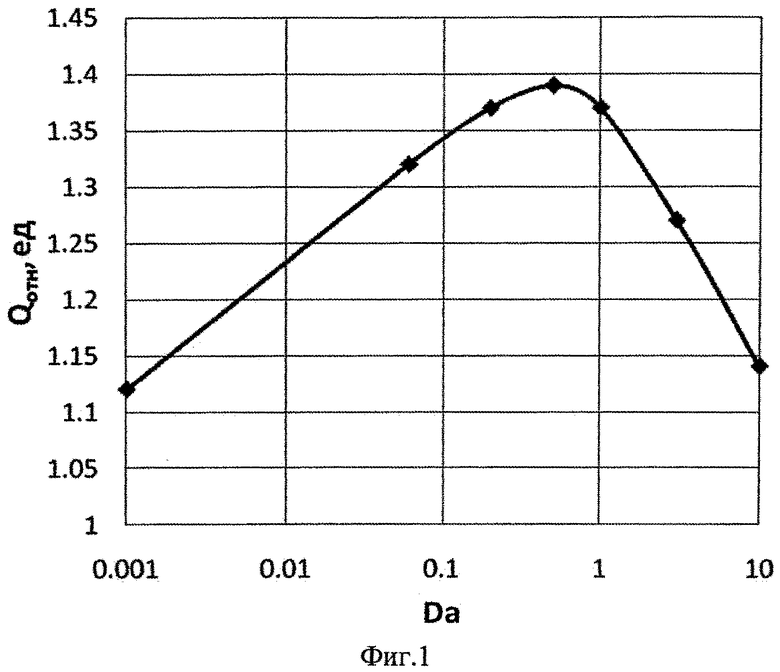
Модель солянокислотной обработки обобщена на случай слоисто-неоднородного пласта. Моделируется селективная кислотная обработка с использованием нелинейно-вязких отклонителей в рамках поршневой модели с учетом основных физико-химических процессов, происходящих в пористой среде. На фиг. 1 приведена расчетная зависимость эффективности воздействия солянокислотной обработки Qотн от безразмерного критерия подобия числа Дамкелера 
Многовариантные численные расчеты поставленной задачи показали, что существует оптимальный режим закачки реагента в пласт, который позволяет достичь максимальной эффективности процесса (максимального прироста дебита), определяемый экстремумом данной функции.
Отличительной особенностью математического моделирования является
возможность проведения технологической и экономической оптимизации дизайна БСКО.
Технологическая оптимизация дизайна БСКО включает несколько этапов:
- определение оптимального расхода закачки для каждой кислотной стадии;
- расчет оптимального объема отклонителя относительно объема кислотного состава;
- распределение стадий БСКО относительно общего объема кислотного состава.
Технико-экономическая оптимизация направлена на достижение следующих результатов от проведения кислотной обработки:
а) Максимальная продуктивность скважины. При выборе данного направления целью оптимизации будет максимальная интенсификация продуктивности скважины или минимизация скин-фактора скважины, который служит в качестве критерия эффективности БСКО. Приоритетными для интенсификации будут наиболее проводимые пропластки.
Равномерность обработки всего интервала при этом не имеет значения, поэтому оптимизация объемов отклонителя будет недоступна.
б) Максимальная интенсификация целевых пропластков. В этом случае оптимизация будет направлена на максимальное увеличение продуктивности выбранной группы пропластков. В качестве критерия оптимизации выбирается общая минимизация скин-факторов выбранных пропластков.
в) Минимизация дисперсии. При этом цель оптимизации - максимальное выравнивание профиля притока в скважину, которое характеризуется минимизацией коэффициента среднеквадратичной дисперсии.
Весь процесс оптимизации разделяется на этапы, которые соответствуют выбранным направлениям. При выполнении этих этапов рассчитываются оптимальные соотношения между объемами кислотных стадий и стадий отклонителя.
Определяются оптимальные расходы закачки каждой стадии, а также наиболее рентабельные объемы. Очередность стадий фиксирована, но допускается исключение одного или нескольких этапов из общей последовательности. Оптимизация расхода закачки кислотного состава
По результатам лабораторных экспериментов (Fredd C.N., Fogler H.S. Optimum Conditions for Wormhole Formation in Carbonate Porous Media: Influence of Transport and Reaction // SPE Journal. - September 1999. - V.4. - №3. - P. 196-205) по фильтрации в кернах известно, что существует оптимальный режим, при котором кислотная интенсификация протекает наиболее эффективно. Такому режиму соответствует
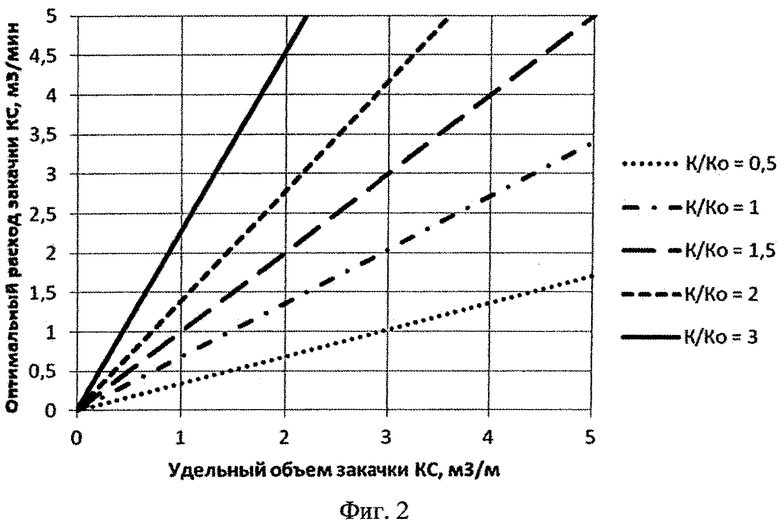
оптимальное число Дамкелера, определяемое как отношение скорости химической реакции к скорости конвективного переноса. При оптимальных значениях числа Дамкелера происходит формирование наиболее длинных и многочисленных каналов растворения (червоточин), проникающих вглубь пласта и обеспечивающих наилучшую гидродинамическую связь пласта и скважины. При фильтрации кислотного состава из скважины в пласт, при радиальной геометрии потока, для оптимизации процесса интенсификации необходимо обеспечивать оптимальное значение числа Дамкелера на фронте образования каналов растворения. В ходе вычислительного эксперимента при математическом моделировании БСКО на симуляторе, были получены зависимости оптимального расхода закачки от удельного объема закачки для реагентов с различной константой скорости реакции К. На фиг. 2 изображено изменение оптимального расхода закачки кислоты в зависимости от удельного объема закачки кислоты для различных типов кислотных составов. Данные рассчитаны для различных значений относительного изменения константы реакции К по отношению к константе реакции К0 для обычной 12% HCl. Величина К/К0, характеризующая тип кислотного состава, изменяется от значения К/К0=0,5 (нижняя прямая с наименьшим угловым коэффициентом) до наибольшего значения К/К0=3, проходя промежуточные значения К/К0=1; К/К0=1,5; К/К0=2.
Расчеты показали, что оптимальный расход закачки кислоты растет с увеличением удельного объема закачки кислоты. Эта зависимость описывается линейной функцией. С увеличением константы скорости реакции К угловой коэффициент линейной функции также увеличивается. Прямая линия становится круче. Результаты расчетов согласуются с данными экспериментов (Fredd С.К, Fogler H.S. Optimum Conditions for Wormhole Formation in Carbonate Porous Media: Influence of Transport and Reaction // SPE Journal. - September 1999. - V. 4. - №3. - P. 196-205).
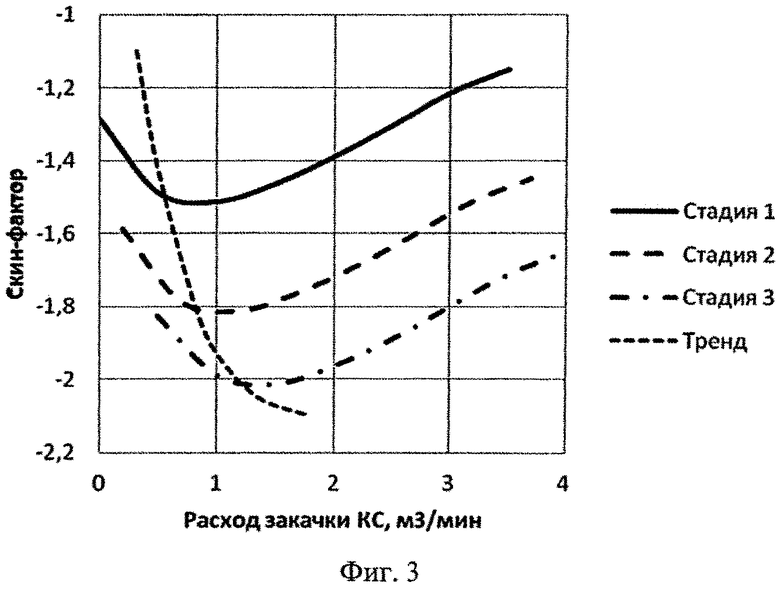
Т.к. процесс кислотной обработки представляет собой последовательную закачку с фиксированным расходом оторочек технологических жидкостей, можно рассчитать средний оптимальный расход для каждой кислотной стадии. При этом от стадии к стадии оптимальный расход закачки должна увеличиваться. На фиг. 3 представлена зависимость скин-фактора от расхода закачки кислоты для трех последовательных стадий. Как видно из рисунка для каждой стадии кислотной обработки существует оптимальный режим, при котором скин-фактор скважины после обработки минимальный (оптимум). Для каждой последующей стадии скин-фактор снижается. Пунктирной линией на фиг. 3 показан тренд снижения минимального значения скин-фактора скважины в каждой стадии после проведенной БСКО.
Из закона Дарси следует, что оптимальному скин-фактору соответствует оптимальное значение расхода закачки, которое увеличивается с уменьшением скин-фактора.
В ходе вычислительного эксперимента реализуется алгоритм оптимизации скорости закачки кислотного состава для минимизации скин-фактора по скважине с целью получения максимального прироста нефти по целевому пропластку.
Оптимизация соотношения объемов стадий кислоты
С использованием математического моделирования получены зависимости оптимальных расходов закачки кислоты для разных скоростей реакции, которые представляют собой линейные функции от удельного объема закачки. С целью минимизации погрешности расчета оптимального расхода закачки кислотного состава целесообразно определить объемы кислоты, закачиваемые на каждой стадии, таким образом, чтобы время их закачки было одинаковым. Из этого допущения следует, что зная объем первой минимальной кислотной стадии можно определить объем каждой последующей стадии, согласно соотношению
где 

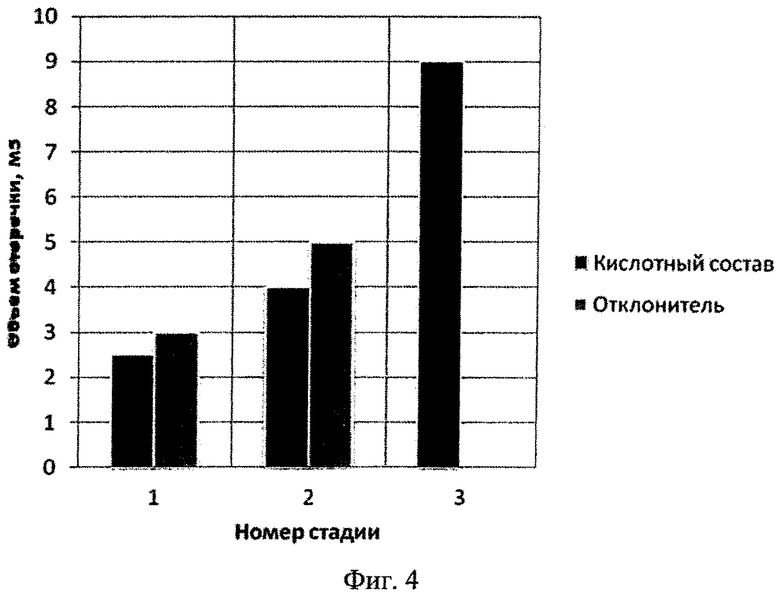
При изменении общего объема кислоты автоматически пересчитывается план закачки рабочих жидкостей. Рабочие жидкости БСКО - все жидкости, используемые при проведении БСКО: предоторочки, кислоты и отклоняющие составы. Предоторочка - жидкость, закачиваемая в пласт непосредственно перед кислотным составом, может быть растворитель.
Из расчетов видно, что объемы кислоты (темное окрашивание) и отклонителя (светлое окрашивание) в первой стадии, соответственно, 2,4 м3 и 3 м3. Для второй стадии объемы кислоты и отклонителя увеличиваются соответственно до значений 4 м3 и 5 м3 в соответствии с формулой (1). В третьей стадии объем кислоты составляет уже 9 м3.
Оптимизация отношения объема отклонителя к объему кислоты для каждой
стадии
Анализ результатов мероприятий по БСКО подтверждает факт, что необоснованное увеличение объема отклонителей снижает эффективность обработок.
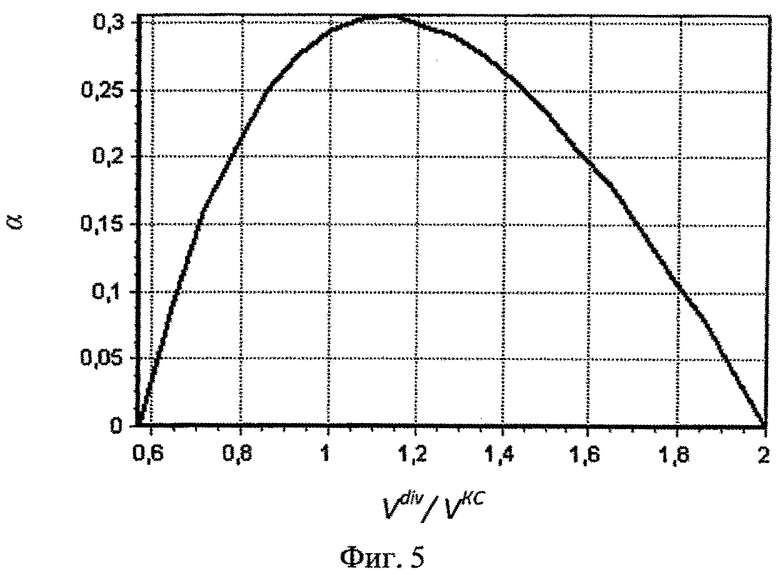
При закачке жидкости-отклонителя в неоднородный пласт происходят два процесса. Первый - это выравнивание профиля приемистости (его можно численно охарактеризовать коэффициентом квадратичной дисперсии). Второй - снижение общей приемистости. С ростом объема отклонителя дисперсия снижается, а приемистость ухудшается, т.е. псевдоскин отклонителя растет. Для определения ″оптимального″ соотношения - объем отклонителя/объем кислоты предложен критерий

где Sd, Sd max - псевдоскин отклонителя и его максимальное значение, соответственно, D, Dmax - дисперсия дебита по пропласткам и его максимальное значение, соответственно.
Значение коэффициента дисперсии характеризует степень отклонения профиля продуктивности от среднего значения. Оптимальным с точки зрения разработки является равномерное воздействие на продуктивный интервал, в этом идеализированном случае D=0. Высокие значения коэффициента дисперсии говорят о неравномерной выработке запасов или неравномерном охвате пласта заводнением. Обоснование данного критерия заключается в том, что максимально возможным выравниванием профиля приемистости вязким отклонителем достигается увеличение сообщаемости малопроницаемых слоев пласта со скважиной в процессе кислотной обработки. На фиг. 5 представлена зависимость коэффициента α, рассчитанного по формуле (2) от отношения объема отклонителя Vdiv к объему кислотного состава VKC. Эта зависимость имеет немонотонный характер. Оптимальное соотношение объема отклонителя относительно объема кислотного состава определяется по значению αmax.
Оптимальный объем отклонителя 

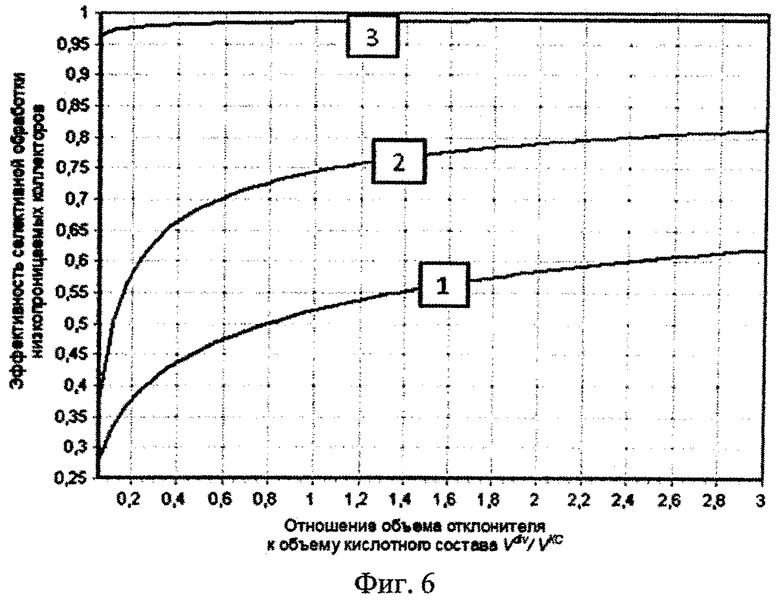
В результате численного моделирования процедуры БСКО на неоднородном пласте, состоящем из двух гидродинамически не связанных пропластков с отношением проводимостей k1h1/k2h2=10, получена зависимость эффективности селективной обработки низкопроницаемых коллекторов от отношения объема отклонителя Vdiv к
объему кислоты VKC, изображенная на фиг. 6. Эффективность селективной обработки рассчитывается как отношение расхода кислоты, попавшей в низкопроницаемый пропласток, к суммарному расходу кислоты, попавшей в оба пропластка: η=Q2/(Q1+Q2), где индекс 2 относится к низкопроницаемому пропластку. Расчеты выполнены для различных типов отклонителей: линейный гель с концентрацией 4 г/л (гуаровый гель), сшитого геля с концентрацией 1,8 и 3,6 г/л (гуаровый гель с обратным сшивателем).
Расчеты показали, что наибольшая эффективность достигается при использовании сшитого геля с концентрацией 3,6 г/л, кривая 3. Практически весь объем кислотного раствора попадает в низкопроницаемый пропласток. Кривая 2 соответствует сшитому гелю с концентрацией 1,8 г/л. Наименьшая эффективность у линейного геля с концентрацией 4 г/л, кривая 1. Как видно из графиков на фиг. 6, рост эффективности отклонения замедляется с увеличением объема отклонителя. Эта связь имеет характер близкий к логарифмическому закону. Для подобных процессов в качестве показателя эффективности процесса обычно анализируется производная от целевой функции по аргументу.
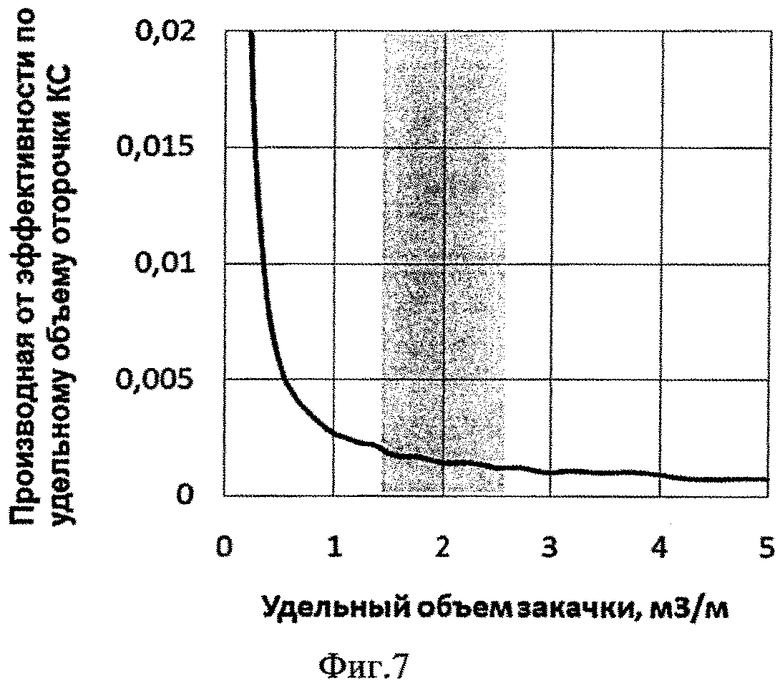
В качестве эффективного объема оторочки кислотного состава выбирается объем, при котором эффективность селективной обработки низкопроницаемых коллекторов начинает расти незначительно. В данном случае выбирается объем, при котором производная от эффективности по удельному объему оторочки кислотного состава становится меньше значения 0,001 м-3.
В ходе математического моделирования БСКО получена зависимость производной от эффективности по удельному объему оторочки кислотного состава (КС), фиг. 7. Установленное таким образом эффективное значение удельного объема кислотного состава составляет диапазон более 1,5 м3 на 1 м, но не более 3 м3 на 1 м нефтенасыщенного интервала. Оптимальное значение объема кислотного состава определяется при экономической оптимизации дизайна БСКО в процессе математического моделирования БСКО.
Экономическая оптимизация дизайна БСКО
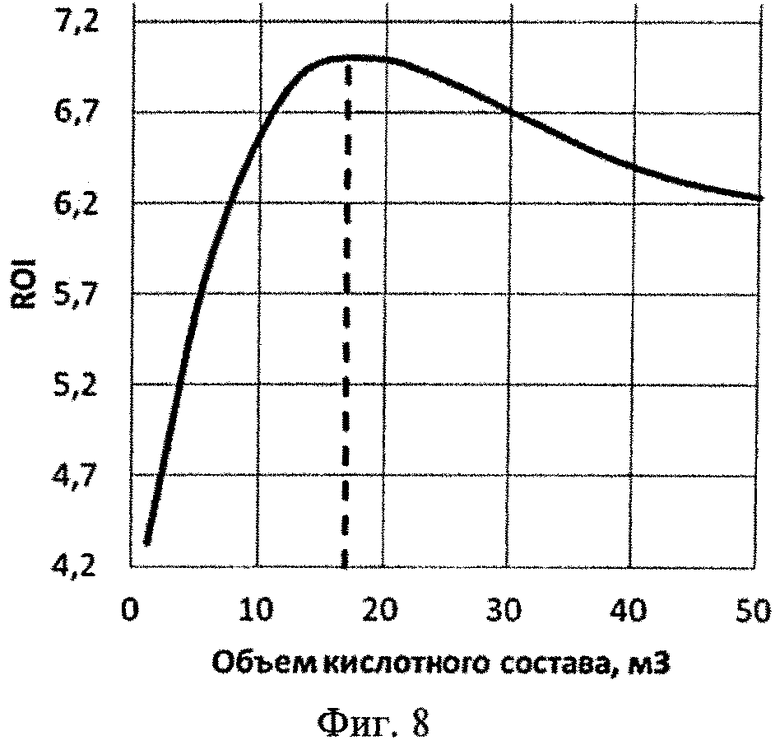
Для определения оптимального дизайна целесообразно использовать также критерии экономической эффективности. В симуляторе оценка экономической эффективности БСКО проводится для заданного объема кислоты. За основной экономический параметр, на основе которого выбирается оптимальный объем кислоты для скважины, принят коэффициент возврата вложенных средств (ROI), определяющийся как
где ROI- коэффициент возврата вложенных средств, Пчистая - чистая прибыль после уплаты налогов, ЗКО - общие затраты, связанные с проведением БСКО.
Такой подход позволяет сразу исключить экономически не целесообразные проекты, значительно уменьшить число входных данных и упростить расчеты, потому что в таком случае необходимо учитывать только условно переменные затраты (затраты, зависящие только от добычи). Для определения ROI необходим прогноз изменения прироста дебита нефти на период эффекта от мероприятия. Прогноз в модели выполняется с помощью трендов на основании статистических данных по месторождению с использованием аналитических функций. Зависимость для ROI имеет максимум, т.е. существует оптимальный объем кислоты, обеспечивающий наибольший экономический эффект. На фиг. 8 показана расчетная зависимость коэффициента возврата вложенных средств ROI от объема кислотного состава.
Проверка достоверности модели
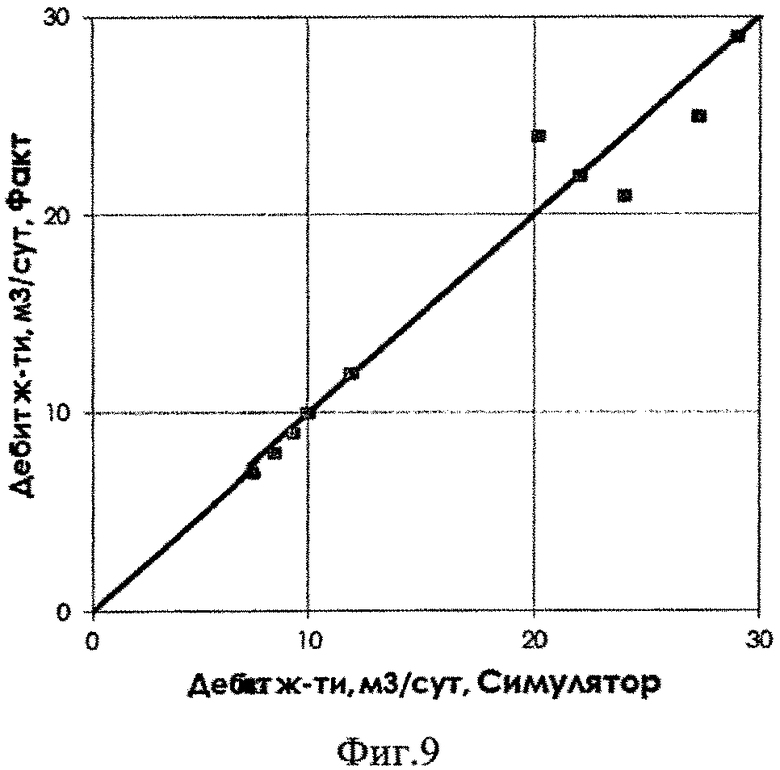
Одним из способов проверки достоверности модельных расчетов является их сравнение с результатами промысловых измерений. Возможности математической модели были протестированы по данным кислотных обработок на 10 скважинах Мишкинского, Есинейского, Михайловского, Красногорского, Гремихинского, Котовского, Киенгопского, Лозолюкско-Зуринского месторождений. На этих скважинах специальными приборами фиксировалось изменение забойного и устьевого давлений, и расход закачки. По результатам сравнения динамики забойного pw и устьевого руст давлений из условия минимизации функционалов
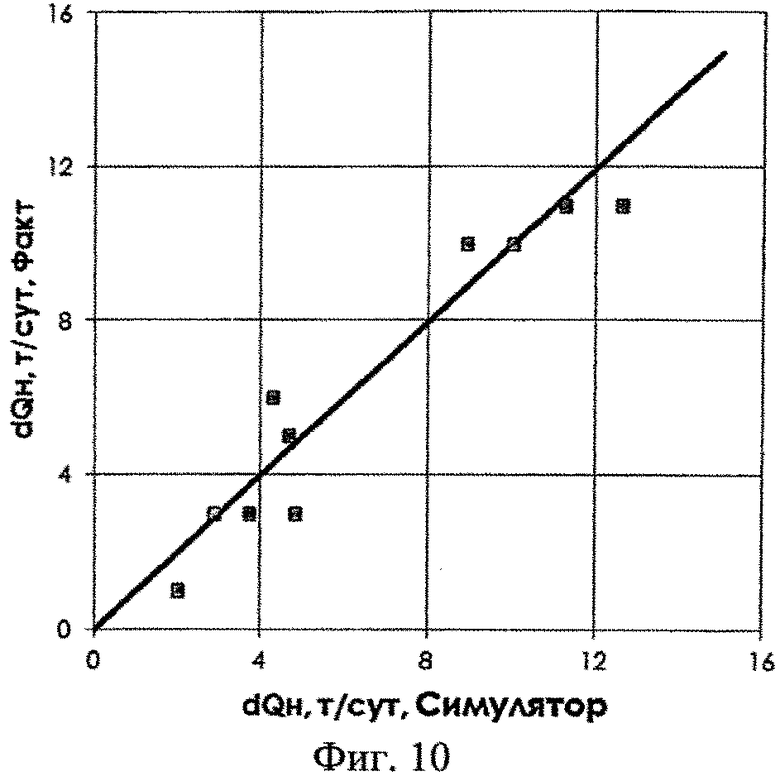
проводилась калибровка модели. Впоследствии откалиброванная модель использовалась для прогнозных расчетов дебита жидкости (суммарный по воде и нефти) и величины дополнительного прироста дебита нефти на исследуемых скважинах.
Результаты сравнения рассчитанных на симуляторе и фактических дебитов жидкости и приростов дебитов нефти dQн после БСКО представлены на фиг. 9 и 10, соответственно. Корреляционный анализ проводился по 10 скважинам. Коэффициент
корреляции составил более 90%.
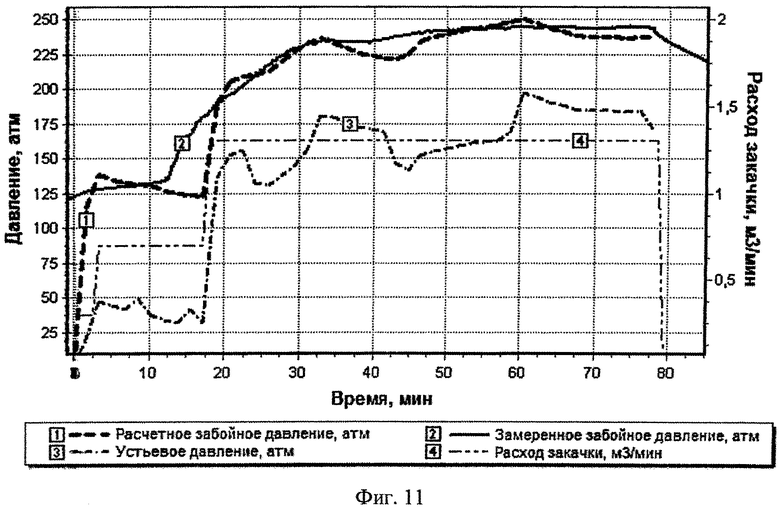
Результаты сравнения расчетных и фактических значений забойного и устьевого давлений на одной из обработанных скважин представлены на фиг. 11.
Кривые 1, 2, 3 и 4 описывают динамику изменения во времени замеренного забойного давления, рассчитанного забойного давления, замеренного устьевого давления и расхода закачки реагентов, соответственно. Расчетное забойное давление (кривая 1) дает удовлетворительное согласие с замеренным забойным давлением (кривая 2).
Пример осуществления способа
В качестве примера рассмотрим дизайн БСКО для одной из скважин Мишкинского месторождения ОАО «Удмуртнефть».
Рассматривается четырехслойный пласт. Нефтенасыщенная толщина пласта составляет 5,6 метра. Текущий скин-фактор скважины равен 10. Обводненность - 25%.
Вариант 1.
Методом математического моделирования рассчитывается дизайн БСКО, без расчета оптимального расхода закачки кислотного состава, оптимальных соотношений объемов отклонителя и кислотного состава, суммарного оптимального объема кислотного состава. Данный дизайн назовем базовым. Таблица 1 содержит исходные данные для расчета базового дизайна. В первой стадии со скоростью 0,3 м3/мин закачивается кислотный состав - 12% водный раствор соляной кислоты с модификаторами объемом 5 м3.
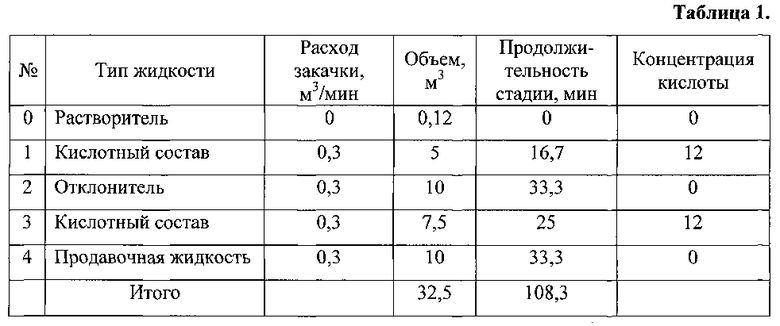
Во второй стадии со скоростью 0,3 м3/мин закачивается отклонитель (инвертный эмульсионный раствор - ИНЭР) объемом 10 м3. В третьей стадии со скоростью 0,3 м3/мин закачивается 12% водный раствор соляной кислоты с модификаторами объемом 7,5 м3. Оптимизация объема и скорости закачки кислотного
состава не проводилась.
Результаты расчетов приведены в таблице 2. Общий объем кислотного состава - 12,5 м3; объем отклонителя -10 м3. Дебит жидкости до обработки составлял 7 м3/сут, после обработки - увеличился до значения 19,4 м3/сут. Дебит нефти до обработки - 4,7 м3/сут, после обработки -13 м3/сут. Рассчитанная кратность прироста по нефти более 2,76 единиц. Скин-фактор снизился от значения s=10 до значения s=-0,36. Прогнозируемый чистый приведенный доход (NPV) составил 8896,81 тыс.руб.

Вариант 2.
Методом математического моделирования рассчитывается дизайн, соответствующий заявляемому способу. Таблица 3 содержит исходные данные для дизайна. В первой стадии с оптимальной для данной стадии скоростью 0,4 м3/мин закачивается кислотный состав - 12% водный раствор соляной кислоты с модификаторами объемом 5 м3. Во второй стадии со скоростью 0,4 м3/мин закачивается отклонитель марки ИНЭР объемом 15 м3. В третьей стадии с оптимальной скоростью 0,9 м3/мин закачивается 12% водный раствор соляной кислоты с модификаторами объемом 11 м3.
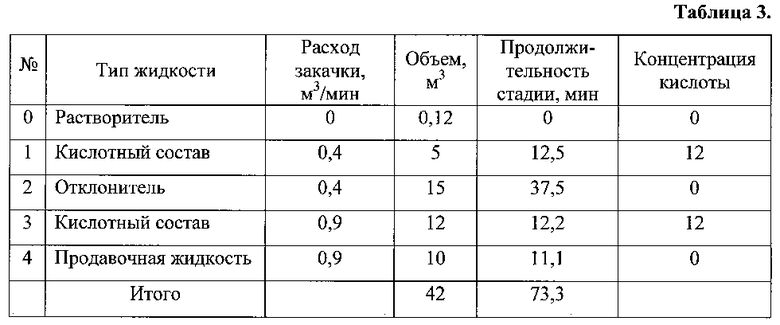
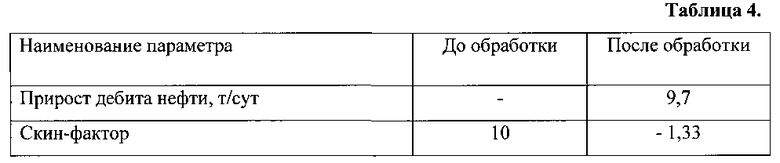
Объем кислотного состава -17 м3; объем отклонителя - 15 м3. Дебит жидкости до обработки составлял 7 м3/сут, после обработки - увеличился до значения 21,4 м3/сут. Дебит нефти до обработки - 4,7 м3/сут, после обработки - 14,4 м3/сут. Рассчитанная кратность прироста по дебиту нефти - 3,06 единиц. Скин-фактор снизился от значения
s=10 до значения s=-1,33. Прогнозируемый чистый приведенный доход (NPV) составил 10772,22 тыс.руб. Результаты расчетов приведены в таблице 4.
Для сравнения предлагаемого изобретения с базовым в таблице 5 представлены результаты расчетов по приведенным двум примерам. Таблица содержит основные показатели, характеризующие увеличение эффективности БСКО.
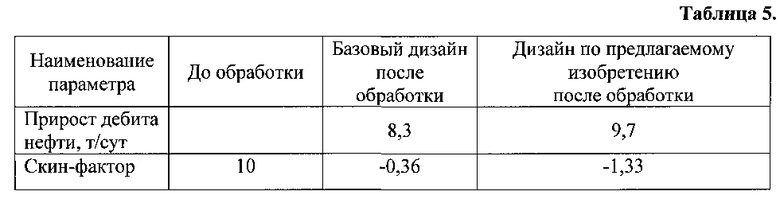
Сравнение результатов расчетов по представленным двум вариантам дизайна показывает повышение эффективности при проведении БСКО в соответствии с предлагаемым техническим решением. Прогнозные оценки по приросту дебита нефти превосходят данные по базовому способу на 1,4 т/сут. Скин-фактор уменьшился почти в 3,5 раза, чистый приведенный доход увеличен по сравнению с базовым на 1865 тыс.руб.
Заявленный способ позволяет провести более эффективное проектирование дизайна БСКО скважин в карбонатных коллекторах за счет:
- определения оптимальной скорости закачки кислотного состава;
- установления оптимального соотношения объема отклонителя к объему кислотного состава;
- расчета рентабельных объемов кислотного состава для каждой стадии обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ большеобъемной селективной кислотной обработки призабойной зоны пласта в карбонатных коллекторах | 2020 |
|
RU2750776C1 |
| Способ большеобъемной селективной кислотной обработки призабойной зоны пласта в карбонатных коллекторах | 2020 |
|
RU2750171C1 |
| Способ обработки прискважинной зоны | 2022 |
|
RU2797160C1 |
| Способ разработки доманикового нефтяного пласта | 2019 |
|
RU2733869C1 |
| Способ кислотной обработки призабойной зоны нефтедобывающей и нагнетательной скважины | 2023 |
|
RU2819869C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСПРЕДЕЛЕНИЯ ОБЪЕМА ЗАКАЧАННЫХ В СКВАЖИНУ ЖИДКОСТЕЙ ПО ЗОНАМ ПЛАСТА ВДОЛЬ СТВОЛА СКВАЖИНЫ | 2022 |
|
RU2808507C2 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ ОБРАБОТКИ СКВАЖИНЫ | 2015 |
|
RU2600137C1 |
| СПОСОБ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ ПЛАСТА | 2014 |
|
RU2583104C1 |
| Способ гидроразрыва пласта в условиях высокорасчлененного высокопроводимого коллектора с низким контрастом напряжений перемычек | 2019 |
|
RU2737455C1 |
| Способ разработки карбонатного нефтяного пласта (варианты) | 2016 |
|
RU2618547C1 |
Изобретение относится к технологии повышения продуктивности скважины. Технический результат - повышение эффективности большеобъемной селективной кислотной обработки (БСКО) карбонатных коллекторов. Способ большеобъемной селективной кислотной обработки (БСКО) добывающих скважин в карбонатных коллекторах включает закачку в скважину оторочки кислотного состава с удельным объемом 1,5-3 м3 на 1 м нефтенасыщенного интервала и нелинейно-вязкой отклоняющей жидкости-отклонителя перед и/или после оторочки кислотного состава, причем закачку кислотного состава осуществляют с оптимальным расходом и оптимальным соотношением объема отклонителя к объему кислотного состава, которые определяют математическим моделированием процесса с учетом изменения устьевого и забойного давления, типа кислотного состава, типа отклонителя, пористости и проницаемости породы, причем для оптимизации расхода закачки кислотного состава получают зависимости оптимального расхода закачки от удельного объема закачки реагентов с различными константами реакции. 1 з.п. ф-лы, 5 табл., 1 пр., 11 ил.
1. Способ большеобъемной селективной кислотной обработки (БСКО) добывающих скважин в карбонатных коллекторах, включающий закачку в скважину оторочки кислотного состава с удельным объемом 1,5-3 м3 на 1 м нефтенасыщенного интервала и нелинейно-вязкой отклоняющей жидкости-отклонителя перед и/или после оторочки кислотного состава, отличающийся тем, что закачку кислотного состава осуществляют с оптимальным расходом и оптимальным соотношением объема отклонителя к объему кислотного состава, которые определяют математическим моделированием процесса с учетом изменения устьевого и забойного давления, типа кислотного состава, типа отклонителя, пористости и проницаемости породы, причем для оптимизации расхода закачки кислотного состава получают зависимости оптимального расхода закачки от удельного объема закачки реагентов с различными константами реакции, с целью минимизации погрешности расчета оптимального расхода закачки кислотного состава объем каждой последующей оторочки определяют согласно соотношению
где  - общий объем кислотного состава,
- общий объем кислотного состава,  - объем первой пачки, n - число стадий,
- объем первой пачки, n - число стадий,
для определения оптимального соотношения объем отклонителя к объему кислоты используют критерий
где Sd, Sd max - псевдоскин отклонителя и его максимальное значение соответственно, D, Dmax - дисперсия дебита по пропласткам и его максимальное значение соответственно,
объем отклонителя определяют в зависимости от неоднородности среды и с учетом указанного удельного объема кислотного состава, при этом оптимальный объем отклонителя  для каждой i-й стадии определяется соотношением
для каждой i-й стадии определяется соотношением

а оптимальный объем кислоты, обеспечивающий наибольший экономический эффект, определяют по расчетной зависимости коэффициента возврата вложенных средств от объема кислотного состава.
2. Способ по п. 1, отличающийся тем, что кислотный состав закачивают несколькими оторочками, а отклонитель закачивают перед, и/или после, и/или между оторочками кислотного состава.
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ТАБАЧНЫХ КРОШЕК И ПЫЛИ ИЗ МУНДШТУКОВ ПАПИРОС | 0 |
|
SU245644A1 |
| СПОСОБ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ НАГНЕТАТЕЛЬНОЙ СКВАЖИНЫ | 1995 |
|
RU2084621C1 |
| СПОСОБ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ СКВАЖИНЫ | 2002 |
|
RU2208150C1 |
| Способ обработки карбонатного продуктивного пласта | 1989 |
|
SU1624134A1 |
| СПОСОБ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ НЕФТЯНОГО ПЛАСТА | 1985 |
|
SU1309645A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ СКВАЖИНЫ | 1999 |
|
RU2151855C1 |
| ЕА 200600291 А1, 25.06.2006 | |||
| US 4807703 A, 28.02.1989 | |||
| PACCALONI G | |||
| et al | |||
| Advances in Matrix Stimulation Technology, Journal of Petroleum Technology, Volume 45, Issue 3, 1993, p | |||
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |

