Изобретение относится к способу изготовления резинокордных изделий и может быть использовано при изготовлении гибких рукавов высокого давления для перекачки жидких и вязких сред, а также газообразных веществ.
Известен способ крепления арматуры гибких рукавов высокого давления (патент 2162982 RU, МПК F16L 33/32, опубл. 20.02.2001), заключающийся в том, что сначала на гибкий рукав заводится конический стакан, а затем на кольцевой конический выступ фланца и кольцевую выемку укладываются герметизирующий слой резины, слои армирующего корда и устанавливается бортовое кольцо в кольцевую выемку. Герметизирующий слой резины и слои армирующего корда заворачиваются вокруг бортового кольца, а сверху укладывают покровный слой резины. Собранная заготовка вулканизуется, при этом на покровном слое резины спрессовываются равномерно чередующиеся выступы и впадины. Бурт конического стакана завальцовывают выступом на торце фланца.
Недостатком известного способа является недостаточная герметизация бортовой зоны гибкого рукава во фланцевом соединении из-за того, что в процессе опрессовки слоев армирующего корда и резины путем поджатия к торцу фланца конического стакана происходит их сдвиг в осевом направлении.
Известен способ крепления арматуры гибких рукавов высокого давления (патент 2262031 RU, МПК F16L 33/32, опубл. 10.10.2005), заключающийся в том, что сначала на ступенчатый конический выступ фланца и кольцевые выемки укладывают герметизирующий слой резины, парные слои армирующего корда и устанавливают бортовые кольца в кольцевые выемки. Парные слои армирующего корда заворачивают вокруг бортовых колец, обматывают полимерными нитями или металлической проволокой в зоне конического выступа, сверху укладывают покровный слой резины. При использовании разрезного конического стакана при сборке обе половины конического стакана накладывают на покровный слой резины, стягивают по концам хомутами, затем наматывают полимерные нити или металлическую проволоку и хомуты снимают.
Недостатком известного способа является невысокая надежность крепления арматуры гибких рукавов высокого давления.
Общим недостатком известных способов крепления арматуры является невысокая надежность и герметичность крепления арматуры гибких рукавов, неконтролируемая степень сжатия материалов в зоне борта в процессе вулканизации и эксплуатации, из-за чего герметизирующий и покровный слои резины в зоне крепления арматуры релаксируют, что приводит к разгерметизации бортовой зоны гибкого рукава.
Техническим результатом заявляемого способа крепления арматуры является повышение надежности крепления арматуры гибких рукавов и, как следствие, повышение надежности и герметичности гибких рукавов высокого давления.
Технический результат достигается за счет регулирования деформации (сжатия) материалов бортовой зоны в радиальном направлении между конусной втулкой и металлической вставкой перед вулканизацией бортовой зоны гибкого рукава высокого давления и дополнительного регулирования после вулканизации, причем величина деформации (сжатия) материалов бортовой зоны перед вулканизацией составляет 8-20% от толщины материала над бортовым кольцом в зоне заворота, а величина дополнительной деформации (сжатия) материалов бортовой зоны после вулканизации составляет 2-10% от толщины материала над бортовым кольцом в зоне заворота.
Сущность изобретения поясняется чертежами:
фиг.1 - фрагмент крепления арматуры в процессе монтажа;
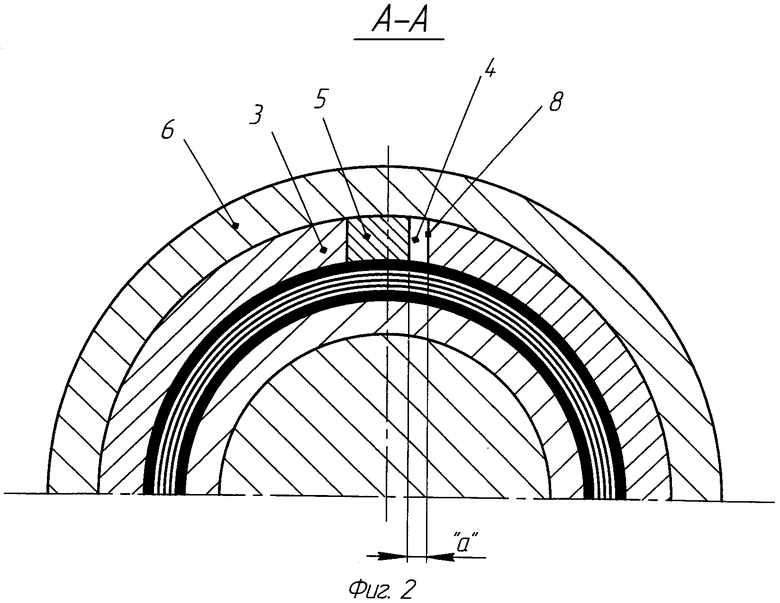
фиг.2 - разрез А-А;
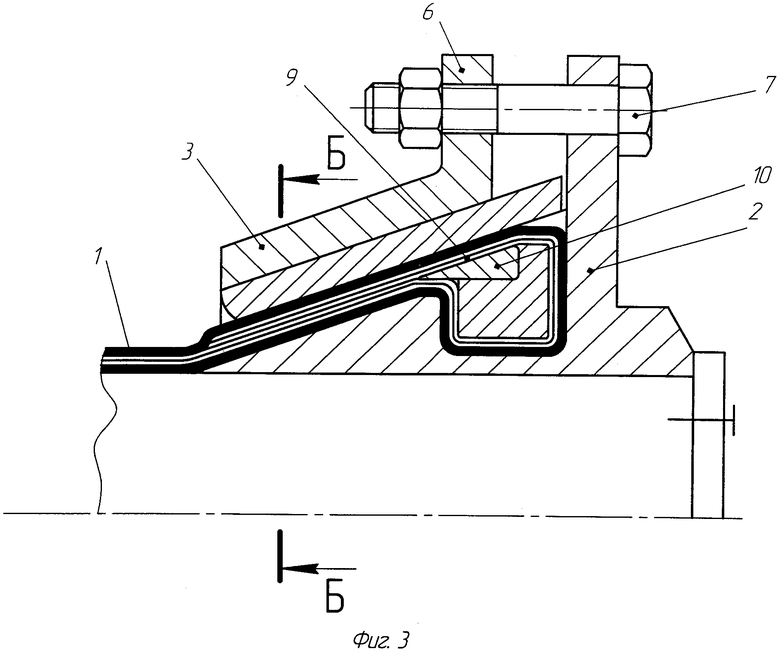
фиг.3 - фрагмент крепления арматуры в процессе вулканизации;
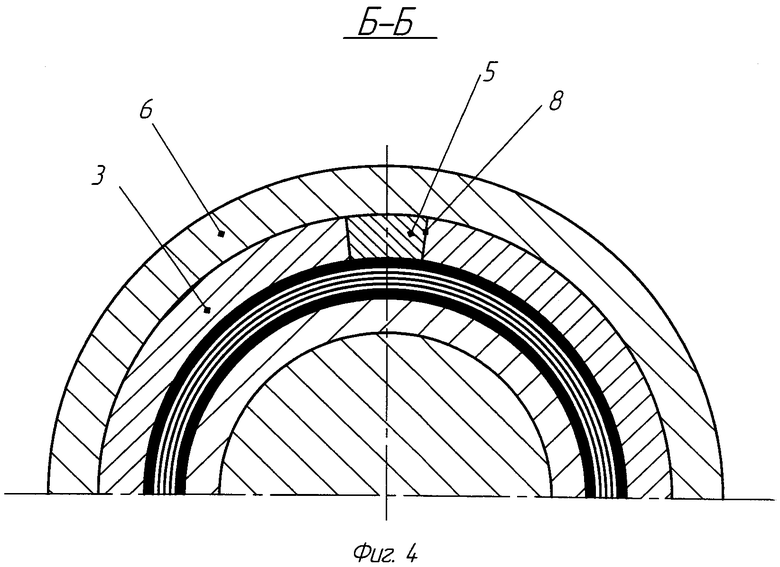
фиг.4 - разрез Б-Б;
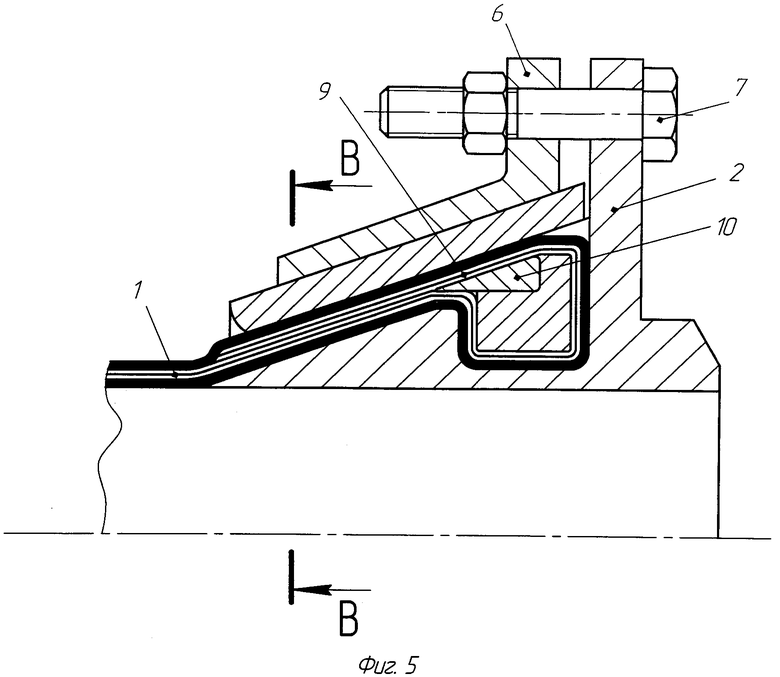
фиг.5 - фрагмент крепления арматуры в процессе эксплуатации;
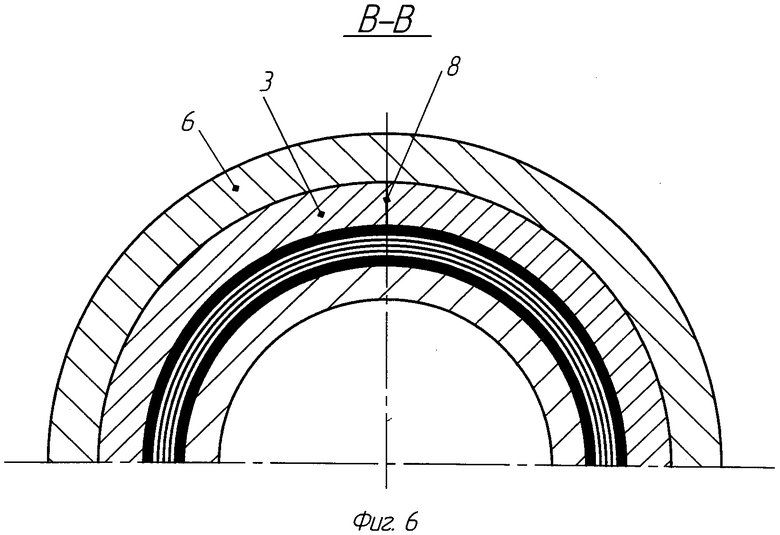
фиг.6 - разрез В-В.
Способ крепления арматуры гибких рукавов высокого давления осуществляется следующим образом.
Собирают бортовую зону гибкого рукава высокого давления 1 на присоединительный фланец 2 по известной технологии. Надвигают до упора в торец фланца 2 конусную втулку 3 со сквозным продольным пазом 4, в которую вставляют металлическую вставку 5, закрепляют крепежным фланцем 6 и фиксируют болтовыми соединениями 7. Между металлической вставкой 5 и стенкой 8 конусной втулки 3 имеется зазор а (фиг.1, фиг.2).
При помощи болтовых соединений 7 крепежный фланец 6 надвигают на конусную втулку 3 до смыкания ее стенки 8 со стенкой металлической вставки 5. Происходит первоначальная регулируемая деформация материалов 9 бортовой зоны в радиальном направлении между конусной втулкой 3 и бортовым кольцом 10 в зоне заворота в пределах 8-20% от толщины материалов 9. Деформация материалов 9 бортовой зоны в радиальном направлении обеспечивается выбором величины зазора а между конусной втулкой 3 и металлической вставкой 5 (фиг.2, фиг.3, фиг.4). Далее проводят вулканизацию гибкого рукава высокого давления 1. По окончании процесса вулканизации демонтируют болтовые соединения 7, сдвигают крепежный фланец 6, удаляют металлическую вставку 5 и тем самым увеличивают ширину зазора, что позволяет провести дополнительную регулируемую деформацию (сжатие) материалов бортовой зоны гибкого рукава. Далее на конусную втулку 3 монтируют крепежный фланец 6, для чего посредством болтовых соединений 7 крепежный фланец 6 надвигают на конусную втулку 3 до смыкания ее стенок 8. Таким образом, после вулканизации происходит дополнительная регулируемая деформация материалов 9 бортовой зоны в радиальном направлении между конусной втулкой 3 и бортовым кольцом 10 в зоне заворота, которая составляет 2-10% от толщины материалов 9 (фиг.5, фиг.6).
Величина зазоров определяет оптимальную деформацию материалов в бортовой зоне гибких рукавов высокого давления путем уменьшения или увеличения ширины паза конусной втулки 3 либо за счет уменьшения или увеличения ширины металлической вставки 5, при этом величина деформации, в свою очередь, зависит от материала кордного каркаса и жесткости резины.
Таким образом, заявленное техническое решение обеспечивает надежное крепление арматуры и герметичность бортовой зоны гибких рукавов высокого давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КРЕПЛЕНИЯ АРМАТУРЫ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2547209C1 |
| РЕЗИНОКОРДНЫЙ ПАТРУБОК ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2547676C1 |
| ГИБКИЙ АРМИРОВАННЫЙ РУКАВ | 2006 |
|
RU2327076C1 |
| РЕЗИНОКОРДНЫЙ ПАТРУБОК | 2006 |
|
RU2311582C1 |
| РЕЗИНОКОРДНЫЙ ПАТРУБОК ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2534200C1 |
| ГИБКИЙ РУКАВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2506485C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ АРМАТУРЫ ГИБКИХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2004 |
|
RU2262031C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ АРМАТУРЫ ГИБКИХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 1999 |
|
RU2162982C1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНОГО ПАТРУБКА | 2013 |
|
RU2546349C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ АРМАТУРЫ ГИБКОГО РУКАВА | 2016 |
|
RU2639468C1 |
Изобретение относится к способу изготовления резинокордных изделий и может быть использовано при изготовлении гибких рукавов высокого давления для перекачки жидких и вязких сред, а также газообразных веществ. Техническим результатом заявляемого изобретения является повышение надежности крепления арматуры гибких рукавов и, как следствие, повышение герметичности гибких рукавов высокого давления. Технический результат достигается за счет регулирования деформации материалов бортовой зоны в радиальном направлении между конусной втулкой и металлической вставкой перед вулканизацией бортовой зоны гибкого рукава высокого давления и дополнительно после вулканизации, причем величина деформации материалов бортовой зоны перед вулканизацией составляет 8-20% от толщины материала над бортовым кольцом в зоне заворота, а величина дополнительной деформации материалов бортовой зоны после вулканизации составляет 2-10% от толщины материала над бортовой зоной. 3 з.п. ф-лы, 6 ил.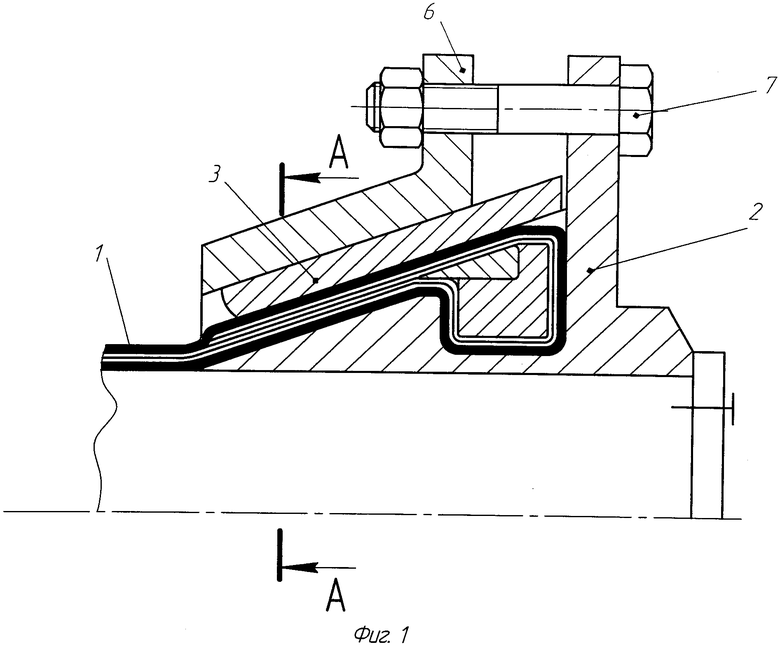
1. Способ крепления арматуры гибких рукавов высокого давления, заключающийся в том, что бортовую зону гибкого рукава обжимают между коническими металлическими деталями, отличающийся тем, что перед вулканизацией бортовой зоны гибкого рукава проводят регулируемую деформацию материалов бортовой зоны в радиальном направлении между конусной втулкой и металлической вставкой и после вулканизации дополнительно проводят регулируемую деформацию материалов бортовой зоны в радиальном направлении.
2. Способ крепления арматуры гибких рукавов высокого давления по п.1, отличающийся тем, что величина деформации материалов бортовой зоны перед вулканизацией составляет 8-20% от толщины материала над бортовым кольцом в зоне заворота.
3. Способ крепления арматуры гибких рукавов высокого давления по п.1, отличающийся тем, что величина деформации материалов бортовой зоны после вулканизации составляет 2-10% от толщины материала над бортовым кольцом в зоне заворота.
4. Способ крепления арматуры гибких рукавов высокого давления по п.1, отличающийся тем, что путем уменьшения или увеличения ширины сквозного продольного паза конусной втулки либо за счет уменьшения или увеличения ширины металлической вставки изменяют величину зазоров для обеспечения оптимального регулирования деформации материалов бортовой зоны гибких патрубков высокого давления.
| УСТРОЙСТВО КРЕПЛЕНИЯ АРМАТУРЫ ГИБКИХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2004 |
|
RU2262031C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ АРМАТУРЫ ГИБКИХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 1999 |
|
RU2162982C1 |
| Резинокордный элемент | 1985 |
|
SU1372127A2 |
| US 4790569 A1, 13.12.1988 | |||
| US 5622393 A1, 22.04.1997 | |||
| US 3630548 A1, 28.12.1971 | |||

