Изобретение относится к сельскохозяйственному машиностроению, преимущественно к машинам для обработки почв, и может быть использовано для восстановления с упрочнением лемехов плугов сельскохозяйственной техники.
Известен способ упрочнения лемехов плугов из среднеуглеродистых и высокоуглеродистых сталей. Он включает наплавку на лемех малоуглеродистого электродного материала параллельными друг другу валиками, при этом каждый последующий валик наносят со скоростью, обеспечивающей образование закалочной структуры, после остывания предыдущего валика [Патент РФ 2274526, В23К 9/04, В23Р 6/00, опубл. в Б.И. №11, 2006].
Недостатком данного способа является сильное термическое воздействие при наплавке, что приводит к короблению упрочняемых лемехов. Кроме этого, наплавленные валики увеличивают тяговое сопротивление плуга при его работе.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ восстановления лемехов плугов, включающий создание на поверхности лезвия лемеха паза и его заполнение припоем, установку на припой металлокерамических пластин, нанесение дополнительного слоя припоя и флюса в место стыка пластин с вертикальной гранью паза. После этого каждую пластину нагревают до расплавления припоя и охлаждают лемех с пластинами в термоизоляционном сборнике. В качестве припоя используют припой марки Л63, в качестве флюса - флюс марки ФК-250. Нагрев пластин осуществляют водородно-кислородным пламенем при давлении газовой смеси 0,5 МПа и расстоянии от среза сопла горелки до поверхности пластин 50 мм [Патент РФ №2344913, В23Р 6/00, В23К 1/012, А01В 15/04, опубл. в Б.И. №3, 2009 г. - прототип].
Однако лемехи плугов, восстановленные данным способом, имеют низкие прочность сцепления металлокерамических пластин с лезвием лемеха и износостойкость, так как металлокерамические пластины устанавливаются только на лезвие лемеха, а его носовая часть остается неупрочненной. Кроме этого, производительность способа является низкой из-за необходимости нагрева каждой пластины в отдельности.
Задачей изобретения является повышение долговечности восстановленных лемехов плугов.
Техническим результатом изобретения является увеличение прочности сцепления металлокерамических пластин и износостойкости восстановленного лемеха плуга, а также повышение производительности способа.
Поставленная задача и указанный технический результат достигаются тем, что в известном способе восстановления лемехов плугов, включающем создание на поверхности лезвия лемеха паза и его заполнение припоем, установку на припой металлокерамических пластин, нанесение дополнительного слоя припоя и флюса в место стыка пластин с вертикальной гранью паза, нагрев пластин до расплавления припоя и охлаждение лемеха с пластинами, согласно изобретению дополнительно в носовой части лемеха выполняется паз, при этом ширина пазов на поверхности лезвия лемеха и его носовой части составляет 0,7…1,0 ширины металлокерамической пластины, а глубина - 0,6…0,9 толщины металлокерамической пластины, при этом в паз в носовой части лемеха металлокерамические пластины устанавливают вплотную друг к другу, а в паз на поверхности лезвия лемеха металлокерамические пластины устанавливают прерывисто на расстоянии, равном 0,7…0,8 ширины металлокерамической пластины, в качестве припоя используют припой марки ПрМНКМц, в качестве флюса - флюс марки АН-348, нагрев пластин осуществляют индукционным способом с использованием токов высокой частоты, а охлаждение лемеха с пластинами производят в камерной печи.
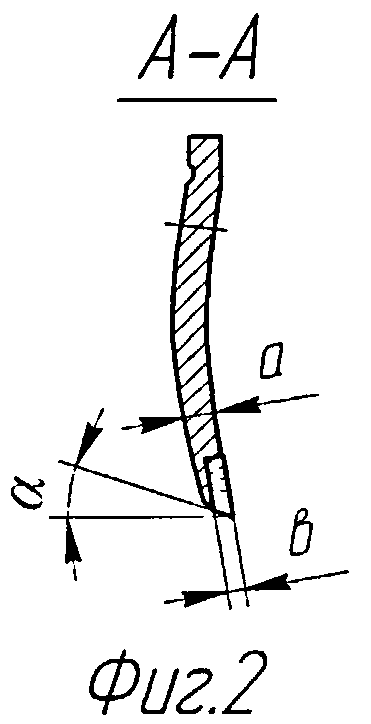
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 - лемех с металлокерамическими пластинами (общий вид); на фиг.2 - разрез А-А на фиг. 1: 1 - пятка лемеха; 2 - лезвие лемеха; 3 - носовая часть лемеха; 4 - металлокерамические пластины; α - угол заточки основного металла лемеха и металлокерамической пластины; d - толщина лемеха; b - ширина пластины.
Способ осуществляют следующим образом.
Лемеха плугов, принимаемые на восстановление, должны отвечать следующим требованиям: их следует очистить от загрязнений до состояния, обеспечивающего возможность осмотра и выявления дефектов; толщина основы изношенного лемеха в зоне расположения отверстий под болты - не менее 8 мм; ширина изношенного лемеха, определяемая с тыльной (нерабочей) стороны как расстояние от спинки до затылочной фаски - не менее 100 мм.
Вначале на поверхности лезвия лемеха и в его носовой части выполняют пазы. Ширина пазов составляет 0,7…1,0 ширины металлокерамической пластины, глубина пазов - 0,6…0,9 толщины металлокерамической пластины. Данную операцию выполняют на вертикально-фрезерном станке типа 6М12П. Затем в подготовленные пазы укладывают припой марки ПрМНКМц и наносят флюс марки АН-348. Припой ПрМНКМц содержит 62%…68% меди, 4…5% никеля, 1,5…2,0% марганца, 28…31% цинка и около 0,3% кремния. Температура плавления припоя составляет 910…930°C. Использование данного припоя и флюса позволяет существенно увеличить прочность сцепления металлокерамических пластин с лемехом плуга. После этого производят установку металлокерамических пластин марки ТН-20 или Т15К6. При этом в паз в носовой части лемеха металлокерамические пластины устанавливают вплотную друг к другу, а в паз на поверхности лезвия лемеха металлокерамические пластины устанавливают прерывисто на расстоянии, равном 0,7…0,8 ширины пластины. Прерывистое расположение металлокерамических пластин на лезвии лемеха позволяет снизить склонность поверхности лезвия к залипанию почвой. Затем в место стыка каждой пластины с вертикальной гранью паза наносят дополнительный слой припоя и флюса.
Далее осуществляют нагрев пластин и восстанавливаемого лемеха плуга индукционным способом с использованием токов высокой частоты. При этом лемех вначале подогревают до температуры 650…670°C с выдержкой в течение 5…7 мин, а затем нагревают до температуры 950…970°C. При данной температуре лемех выдерживают до тех пор, пока не произойдет полного расплавления припоя. Использование индукционного нагрева позволяет уменьшить время, затрачиваемое на восстановление лемеха, и, как следствие, повысить производительность способа.
Затем производят охлаждение восстанавливаемого лемеха с металлокерамическими пластинами в камерной печи. Окалину и остатки флюса удаляют пескоструйной очисткой. После этого производят заточку лемеха и металлокерамических пластин с тыльной стороны на угол α=20…35°.
Результаты сравнительных испытаний предлагаемого способа и прототипа приведены в таблице.
Как видно из таблицы, предлагаемый способ восстановления лемехов плугов позволяет на 40% уменьшить время, затрачиваемое на восстановление, повысив тем самым производительность способа. Прочность сцепления металлокерамических пластин с лемехом плуга увеличивается в среднем на 30%. Износостойкость восстановленных лемехов увеличивается в среднем в 2 раза, а их долговечность - не менее чем в 1,8 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2006 |
|
RU2344913C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2013 |
|
RU2520875C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2004 |
|
RU2271911C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2013 |
|
RU2549788C1 |
| Способ восстановления рабочих органов почвообрабатывающих машин | 2020 |
|
RU2750673C1 |
| Способ восстановления изношенного долота почвообрабатывающей машины | 2020 |
|
RU2758861C1 |
| Способ восстановления ресурса рабочих органов для почвообработки | 2020 |
|
RU2739049C1 |
| Способ восстановления рабочих органов глубокорыхлителей | 2020 |
|
RU2739052C1 |
| Способ восстановления с упрочнением долот глубокорыхлителей | 2020 |
|
RU2739075C1 |
| Способ восстановления рабочих органов орудий для разделки почвогрунтов | 2020 |
|
RU2737691C1 |
Изобретение может быть использовано для восстановления с упрочнением лемехов плугов сельскохозяйственной техники. На поверхности лезвия лемеха и в его носовой части выполняют пазы и заполняют их припоем. Устанавливают на припой металлокерамические пластины и наносят дополнительный слой припоя и флюса в место стыка пластин с вертикальной гранью паза. Проводят нагрев пластин токами высокой частоты до расплавления припоя и охлаждение лемеха с пластинами в камерной печи. Ширина пазов составляет 0,7…1,0 ширины металлокерамической пластины, а глубина - 0,6…0,9 толщины металлокерамической пластины. В паз носовой части лемеха металлокерамические пластины устанавливают вплотную друг к другу, а в паз на поверхности лезвия лемеха - прерывисто на расстоянии, равном 0,7…0,8 ширины металлокерамической пластины. Используют припой марки ПрМНКМц и флюс марки АН-348. Способ позволяет увеличить прочность сцепления металлокерамических пластин с лемехом плуга и его износостойкость. 2 ил., 1 табл.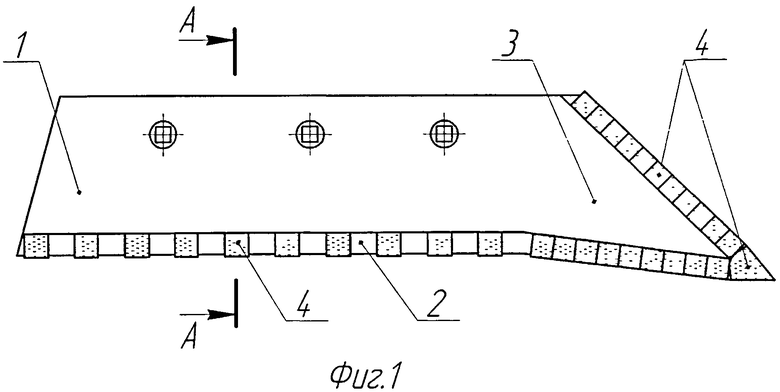
Способ восстановления лемехов плугов, включающий создание паза на поверхности лезвия лемеха и заполнение его припоем, установку на припой металлокерамических пластин, нанесение дополнительного слоя припоя и флюса в место стыка пластин с вертикальной гранью паза, нагрев пластин до расплавления припоя и охлаждение лемеха с пластинами, отличающийся тем, что дополнительно выполняют паз в носовой части лемеха, при этом ширина пазов на поверхности лезвия лемеха и его носовой части составляет 0,7…1,0 ширины металлокерамической пластины, а глубина - 0,6…0,9 толщины металлокерамической пластины, при этом в паз в носовой части лемеха металлокерамические пластины устанавливают вплотную друг к другу, а в паз на поверхности лезвия лемеха металлокерамические пластины устанавливают прерывисто на расстоянии, равном 0,7…0,8 ширины металлокерамической пластины, причем в качестве припоя используют припой марки ПрМНКМц, а в качестве флюса - флюс марки АН-348, при этом нагрев пластин осуществляют индукционным методом с использованием токов высокой частоты, а охлаждение лемеха с пластинами производят в камерной печи.
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2006 |
|
RU2344913C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2004 |
|
RU2271911C1 |
| Способ получения износостойких лезвий рабочих органов почвообрабатывающих орудий | 1964 |
|
SU461721A1 |
| US 4589498 А, 20.05.1986; | |||
| Приспособление для изменения степени сжатия в двигателях внутреннего горения | 1935 |
|
SU50731A1 |

