Изобретение относится к отрасли строительства и может найти применение при облицовке фасадных бетонных конструкций зданий и иных сооружений.
Известен способ заполнения швов (пазов) между бетонными конструкциями, включающий размещение на поверхности ранее возведенной бетонной конструкции кожуха, сообщающегося с инжекторными шлангами или каналами и маркировку его положения таким образом, чтобы маркировка была видна после изготовления второй бетонной конструкции, в которой после затвердевания в соответствии с маркировкой просверливают отверстие, проходящее через забетонированный в ней кожух, и через образовавшиеся отверстия вводят в кожух уплотнительный материал, поступающий из кожуха в инжекторные шланги и каналы (см. МПК E04B 1/68 описание изобретения к патенту №2100534 Российской Федерации, опубл. 27.12.1997 г.).
Недостатком известного способа является его высокая трудоемкость.
Наиболее близким к заявляемому техническому решению является способ заполнения швов декоративной облицовки бетонных конструкций, включающий монтаж декоративных плит на бетонную конструкцию, очистку швов от загрязнений, смачивание и нанесение заполнителя в виде затирки с помощью шприца - пистолета или специального шпателя с последующим удалением излишков и утрамбовывание швов (см. Инструкцию по монтажу «Плиты пенополистирольные с декоративной облицовкой для устройства фасадных систем», размещенную на сайте http://liderfasada.ru/) - ближайший аналог.
Недостатком известного способа является высокая трудоемкость при одновременной невысокой прочности заполнения швов. Максимальная прочность при такой технологии достигается только через 5 суток, при условии отсутствия атмосферных осадков. Кроме того, качество затирки и состояние кромок плиток может привести к изменению оттенка заполненных швов.
Техническим результатом заявляемого способа является снижение трудоемкости заполнения швов и повышение качества.
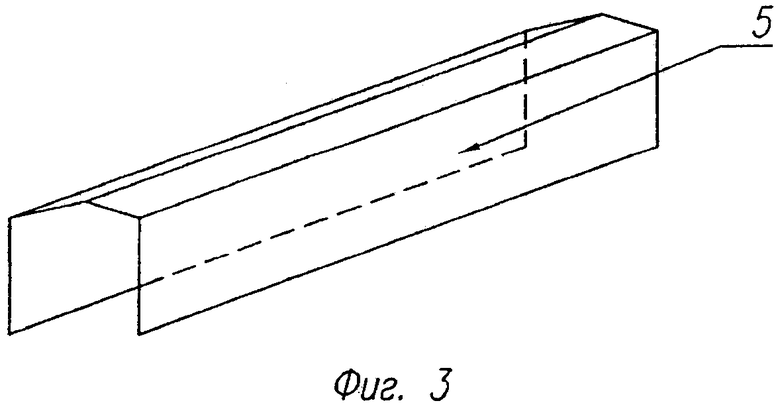
Сущность технического решения заключается в том, что в способе заполнения швов декоративной облицовки бетонных конструкций, включающем монтаж облицовочных панелей на бетонную конструкцию, зачистку образованных швов и нанесение заполнителя, в качестве заполнителя используют металлический профиль П-образной формы с антикоррозионным покрытием, который устанавливают в начале шва под углом α=5-10°, а затем подвергают ударному воздействию до его полного утапливания.
Использование металлического профиля позволяет снизить трудоемкость с 5 суток до нескольких часов. П-образная форма профиля обеспечивает его надежное фиксирование в шве после ударного воздействия и исключает последующее вспучивание шва, что имеет место в известных аналогах.
Установка профиля в начале шва под углом α=5-10° исключает его смещение при ударном воздействии, что повышает качество заполнения. При значении угла α<5° требуется дополнительная технологическая операция по введению кромок профиля в пространство между плитами, а при значении угла α>10° увеличивается вероятность деформации профиля при выполнении операции, связанной с утапливанием профиля.
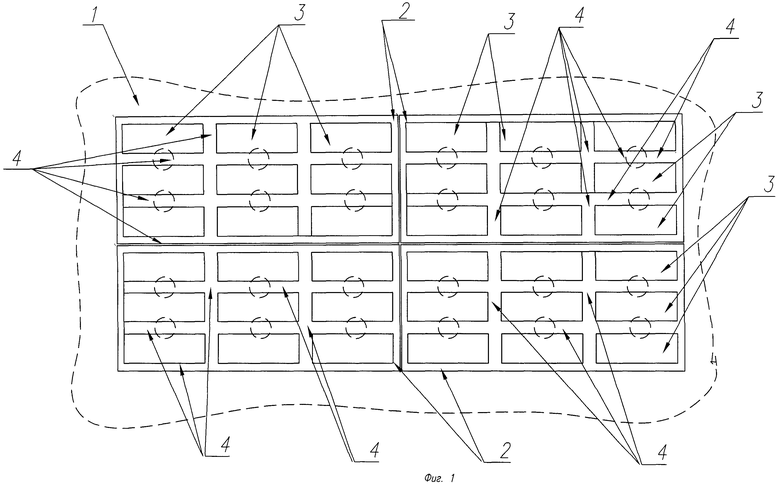
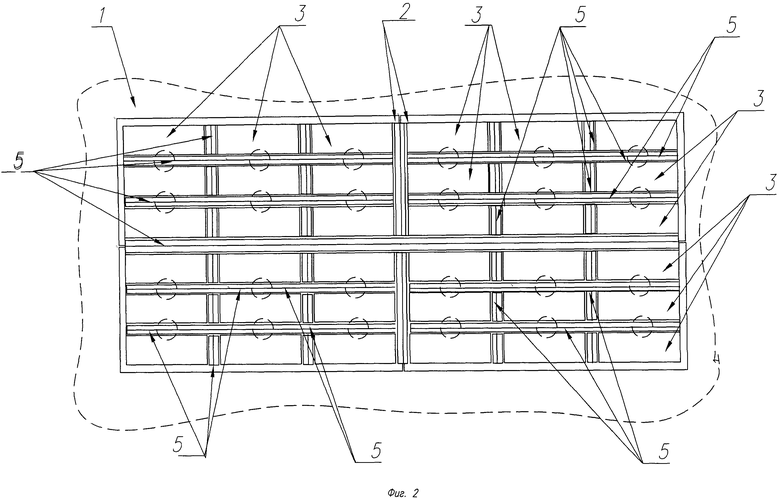
Предлагаемый способ заполнения швов декоративной облицовки бетонных конструкций поясняется чертежами, где на фиг.1 представлен общий вид бетонной конструкции без металлического профиля; на фиг.2 - общий вид бетонной конструкции с установленным металлическим профилем; на фиг.3 - металлический профиль; на фиг.4 - металлический профиль в начале шва под углом до ударного воздействия.
Способ осуществляется следующим образом. В зависимости от длины и ширины бетонной конструкции 1, ее конфигурации подбирают необходимое количество панелей 2 декоративной облицовки 3. Монтаж панелей 2 осуществляют с соблюдением рисунка декоративной облицовки 3. Перед заполнением шва 4 края панели 2 зачищают, берут металлический профиль 5, отрезанный в размер заполняемого шва 4. Профиль 5 вставляют в начало шва 4 с небольшим углом α°, например 5°, к заполняемому шву 4 и подвергают легкому ударному воздействию, например, деревянной или полиуретановой киянки по мере утопления последовательно вдоль всей длины шва 4. После чего производят контрольное «простукивание» профиля 5 по всей длине.
В отличие от ближайшего аналога заявляемый способ позволяет осуществлять заполнение швов в короткий промежуток времени. Если в известном способе заполнения шва одной панели до полной готовности составляет 5 суток, то в предлагаемом способе это время сокращается до 15-20 минут при высокой надежности и прочности заполнения шва.
Более того, заявляемый способ имеет высокую ремонтопригодность, так как исключает возможность повреждения панелей при необходимости замены какой-либо ее плиты. Покрытие металлического профиля может быть также декоративным.
Изобретение относится к отрасли строительства и может найти применение при облицовке фасадных бетонных конструкций зданий и иных сооружений. Техническим результатом заявляемого способа является снижение трудоемкости заполнения швов и повышение качества. Технический результат достигается тем, что в способе заполнения швов декоративной облицовки бетонных конструкций, включающем монтаж облицовочных панелей на бетонную конструкцию, зачистку образованных швов и нанесение заполнителя, в качестве заполнителя используют металлический профиль П-образной формы с антикоррозионным покрытием, который устанавливают в начале шва под углом α=5-10°, а затем подвергают ударному воздействию до его полного утапливания. 4 ил.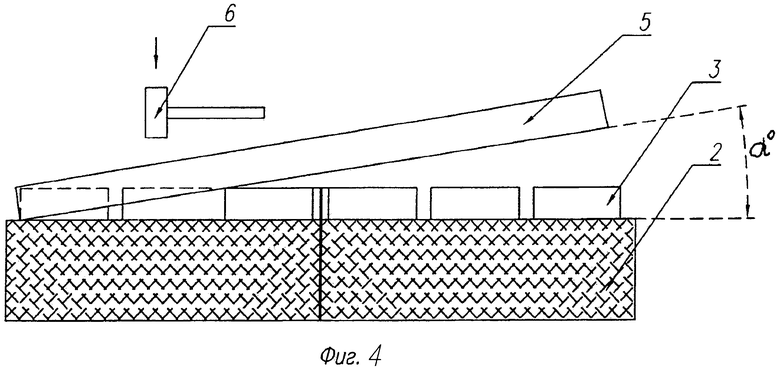
Способ заполнения швов декоративной облицовки бетонных конструкций, включающий монтаж облицовочных панелей на бетонную конструкцию, зачистку образованных швов и нанесение заполнителя, отличающийся тем, что в качестве заполнителя используют металлический профиль П-образной формы с антикоррозионным покрытием, который устанавливают в начале шва под углом
α=5-10°, а затем подвергают ударному воздействию до его полного утапливания.
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ПАЗОВ МЕЖДУ БЕТОННЫМИ КОНСТРУКЦИЯМИ И СПОСОБ ЗАПОЛНЕНИЯ ПАЗОВ МЕЖДУ БЕТОННЫМИ КОНСТРУКЦИЯМИ | 1995 |
|
RU2100534C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ГРАНУЛ СЫПУЧЕГО МАТЕРИАЛА | 2002 |
|
RU2261432C2 |
| DE 4116267 A1, 19.11.1992 | |||
| Аппарат для крашения хлопка | 1930 |
|
SU21868A1 |
| RU 2008152058 A, 20.01.2012 | |||

