ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к соединительной клемме, в которой соединительный участок соединительного участка для провода и провода покрыт смолевым покрывающим участком, а также к способу изготовления соединительной клеммы.
УРОВЕНЬ ТЕХНИКИ
В патентной литературе 1 и патентной литературе 2 предложены соединительные клеммы, в которых соединительный участок соединительного участка для провода и провода покрыт смолевым покрывающим участком. Пример такой соединительной клеммы показан на фиг. 1-4.
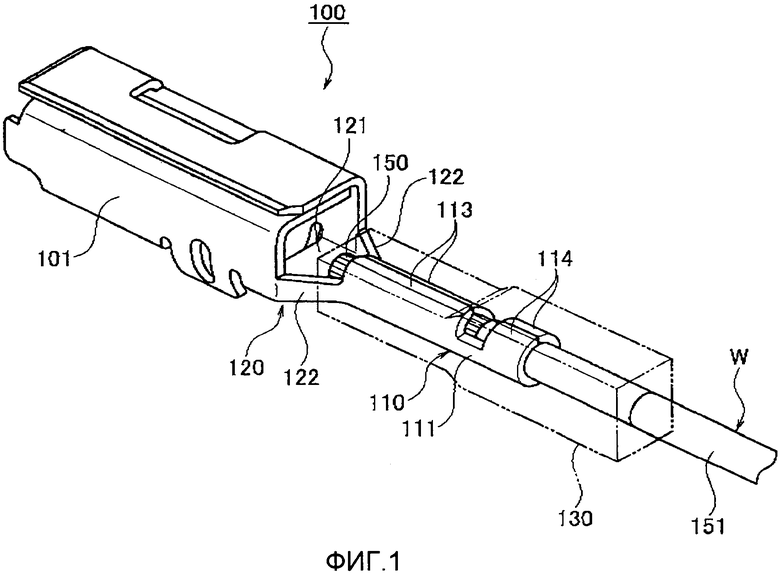
Как показано на фиг.1 и 2, соединительная клемма 100 включает в себя соединительный участок 101 для клеммы, с которым должна соединяться клемма-партнер, соединительный участок 110 для провода, с которым соединен провод W, а также шейный участок 120, соединяющий соединительный участок 101 для клеммы и соединительный участок 110 для провода. Соединительный участок 101 для клеммы, соединительный участок 110 для провода и шейный участок 120 образованы путем изгиба одного листа проводящей металлической пластины.
Соединительный участок 101 для клеммы имеет форму прямоугольного цилиндра. Клемма-партнер вводится в цилиндрическую форму. Соединительный участок 110 для провода имеет U-образную окружную стенку 111. Пара первых уплотняющих участков 113 для провода и второй уплотняющий участок 114 для провода выступают из верхней концевой поверхности обоих боковых концов окружной стенки 111. Сердечник 150 провода W обжат с помощью пары первых уплотняющих участков 113 для провода посредством уплотнения, а участок провода W, покрытый покрывающей оболочкой 151, обжат с помощью второго уплотняющего участка 114 для провода посредством уплотнения.
Шейный участок 120 имеет нижнюю стенку 121 и пару боковых стенок 122, установленных вертикально на обоих боковых концах нижней стенки 121. Нижняя стенка 121 и пара боковых стенок 122 являются непрерывным продолжением каждой стенки соединительного участка 101 для клеммы и соединительного участка 110 для провода. Пара боковых стенок 122 наклонена так, чтобы постепенно сужать интервал между ними от соединительного участка 101 для клеммы к соединительному участку 110 для провода. Ширина соединительного участка 101 для клеммы уменьшается до ширины соединительного участка 110 для провода с помощью шейного участка 120.
Соединительный участок соединительного участка 110 для провода и провода W покрыт смолевым покрывающим участком 130. Смолевой покрывающий участок 130 создается путем инжекционного формования смолы.
Иначе говоря, как показано на фиг.3, соединительная клемма 100, с которой соединен провод W, устанавливается в пресс-форме 140 для формования смолы. Пресс-форма 140 включает в себя нижнюю часть 141 пресс-формы и верхнюю часть пресс-формы (не показана). На фиг.3 показано состояние, при котором соединительная клемма 100 установлена в нижней части 141 пресс-формы. Затем смола заливается в полость 141a внутри нижней части 141 пресс-формы и верхней части пресс-формы (не показана), после чего создается смолевой покрывающий участок 130 путем отверждения залитой смолы. В процессе формования смолы деталь 142 для блокирования смолы (показана виртуальной линией на фиг.2) пресс-формы 140 заходит на шейный участок 120. Обе боковые поверхности детали 142 для блокирования смолы выполнены в виде наклонных плоскостей, соответствующих паре боковых стенок 122. Деталь 142 для блокирования смолы не допускает поступления потока расплавленной смолы от соединительного участка 110 для провода в направлении соединительного участка 101 для клеммы.
В соответствии с вышеприведенным примером, когда, например, соединительная клемма 100 и сердечник 150 провода W выполнены из различных металлических материалов (например, соединительная клемма 100 выполнена из меди, а провод W выполнен из алюминия), если вода или схожее вещество попадает на их соединительный участок, в силу разности потенциалов между ними образуется ток, что вызывает коррозию, для предотвращения которой служит смолевой покрывающий участок 130.
Патентная литература
Патентная литература 1: нерассмотренная патентная заявка Японии № 2010-97704.
Патентная литература 2: нерассмотренная патентная заявка Японии № 2010-135121.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
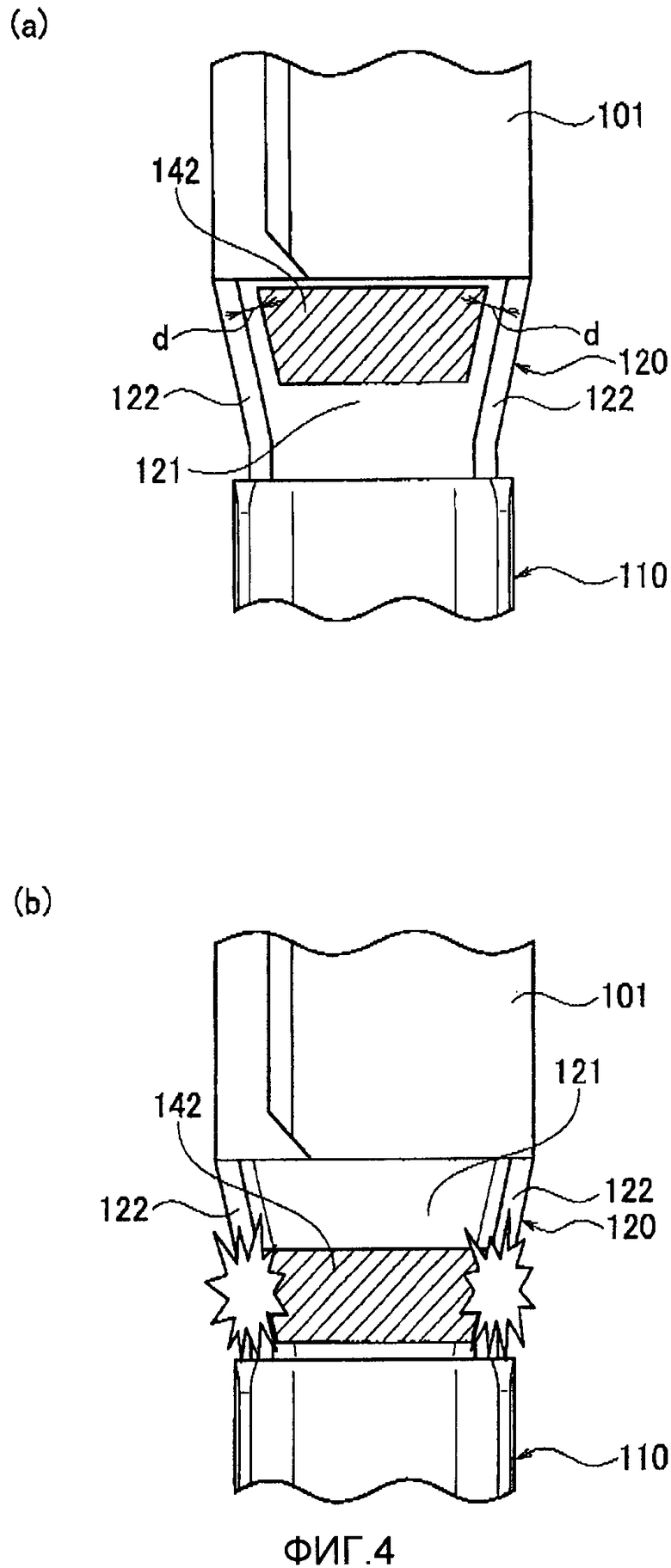
Однако в соединительной клемме 100 вышеупомянутого примера пара боковых стенок 122 шейного участка 120 имеет наклон, а значит, если, как показано на фиг.4(a), деталь 142 для блокирования смолы установлена в положении, сдвинутом в сторону соединительного участка 101 для клеммы от заданного положения шейного участка 120, между деталью 142 для блокирования смолы и каждой из боковых стенок 122 образуется зазор d, при этом расплавленную смолу невозможно надежно блокировать. Если, как показано на фиг.4(b), деталь 142 для блокирования смолы установлена в положении, сдвинутом в сторону соединительного участка 110 для провода от заданного положения шейного участка 120, деталь 142 для блокирования смолы соударяется с верхней концевой поверхностью каждой из боковых стенок 122, так что деталь 142 для блокирования смолы невозможно установить должным образом. Кроме того, деталь 142 для блокирования смолы или боковые стенки 104b можно повредить в попытке совершить такую установку. Следовательно, необходимо расположить деталь 142 для блокирования смолы и управлять ею с высокой точностью, при этом позиционирование и управление деталью 142 для блокирования смолы занимает много времени и требует значительных усилий.
Задача изобретения - создать соединительную клемму, в которой деталь для блокирования смолы можно легко установить в заданном положении и легко ею управлять, а также предложить способ изготовления соединительной клеммы.
В первом аспекте изобретения предложена соединительная клемма, в состав которой входят: соединительный участок для клеммы, соединяемый с клеммой-партнером; соединительный участок для провода, соединенный с проводом; шейный участок, соединяющий соединительный участок для клеммы и соединительный участок для провода, при этом имеющий нижнюю стенку и пару боковых стенок, установленных вертикально с обеих сторон нижней стенки, при этом пара боковых стенок имеет параллельные участки стенок, равноудаленные друг от друга; а также смолевой покрывающий участок, покрывающий соединительный участок соединительного участка для провода и провода.
Длина параллельных участков стенок может превышать ширину детали для блокирования смолы пресс-формы, предназначенной для формования смолевого покрывающего участка.
Во втором аспекте изобретения предложен способ изготовления соединительной клеммы, включающий в себя создание соединительного участка для клеммы, соединяемого с клеммой-партнером, соединительного участка для провода, соединенного с проводом, шейного участка, соединяющего соединительный участок для клеммы и соединительный участок для провода, при этом имеющего нижнюю стенку и пару боковых стенок, установленных вертикально с обеих сторон нижней стенки; соединение соединительного участка для провода и провода так, чтобы пара боковых стенок шейного участка имела параллельные участки стенок, равноудаленные друг от друга; а также формование смолевого покрывающего участка путем накрывания соединительного участка соединительного участка для провода и провода пресс-формой.
При формовании смолевого покрывающего участка провод и шейный участок могут удерживаться в должных положениях с помощью удерживающих участков пресс-формы.
При соединении соединительного участка для провода и провода параллельные участки стенок шейного участка могут корректироваться для установки в должное положение с помощью участка пресс-формы, предназначенного для коррекции шейного участка.
Длина параллельных участков стенок может превышать ширину детали для блокирования смолы пресс-формы.
Согласно одному варианту осуществления изобретения участок образования шейки имеет пару параллельных участков стенок, равноудаленных друг от друга, а значит, если деталь для блокирования смолы расположена в пределах пары параллельных участков стенок, деталь для блокирования смолы устанавливается должным образом. Следовательно, позиционирование детали для блокирования смолы и управление ею упрощается.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 показан вид в перспективе соединительной клеммы предшествующего уровня техники.
На фиг.2 показан вид сверху основного корпуса соединительной клеммы, представленной на фиг.1, до подсоединения провода.
На фиг.3 показан вид сверху, демонстрирующий состояние, при котором соединительная клемма, представленная на фиг.1, установлена в нижней части пресс-формы для формования смолы.
На фиг.4 показана соединительная клемма, представленная на фиг.1, при этом на фиг.4(a) показан вид сверху, демонстрирующий случай, когда деталь для блокирования смолы сдвинута в сторону соединительного участка для клеммы, а на фиг.4(b) показан вид сверху, демонстрирующий случай, когда деталь для блокирования смолы сдвинута в сторону соединительного участка для провода.
На фиг.5 показан вид в перспективе соединительной клеммы по одному варианту осуществления изобретения.
На фиг.6 показана соединительная клемма по одному варианту осуществления изобретения, при этом на фиг.6(a) показан вид в перспективе основного корпуса соединительной клеммы до подсоединения провода, а на фиг.6(b) показан вид сверху основного корпуса соединительной клеммы до подсоединения провода.
На фиг.7(a) и 7(b) показана соединительная клемма по одному варианту осуществления настоящего изобретения, при этом на фиг.7(a) показан вид сбоку, демонстрирующий состояние, при котором соединительная клемма установлена в устройстве для подвода провода, а на фиг.(7b) показан вид в разрезе по линии VIIb-VIIb, изображенной на фиг.7(a).
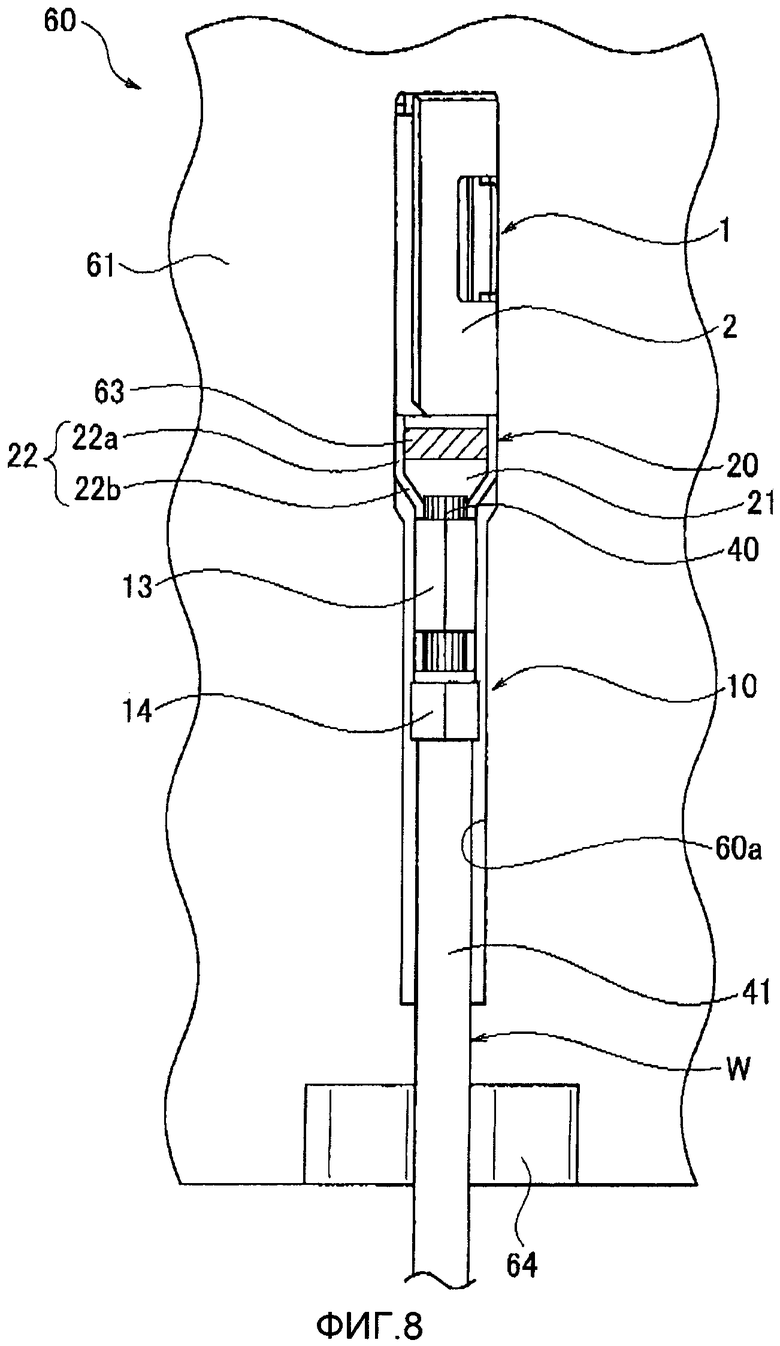
На фиг.8 показан вид сверху, демонстрирующий состояние, при котором соединительная клемма по одному варианту осуществления изобретения установлена в нижней части пресс-формы для формования смолы.
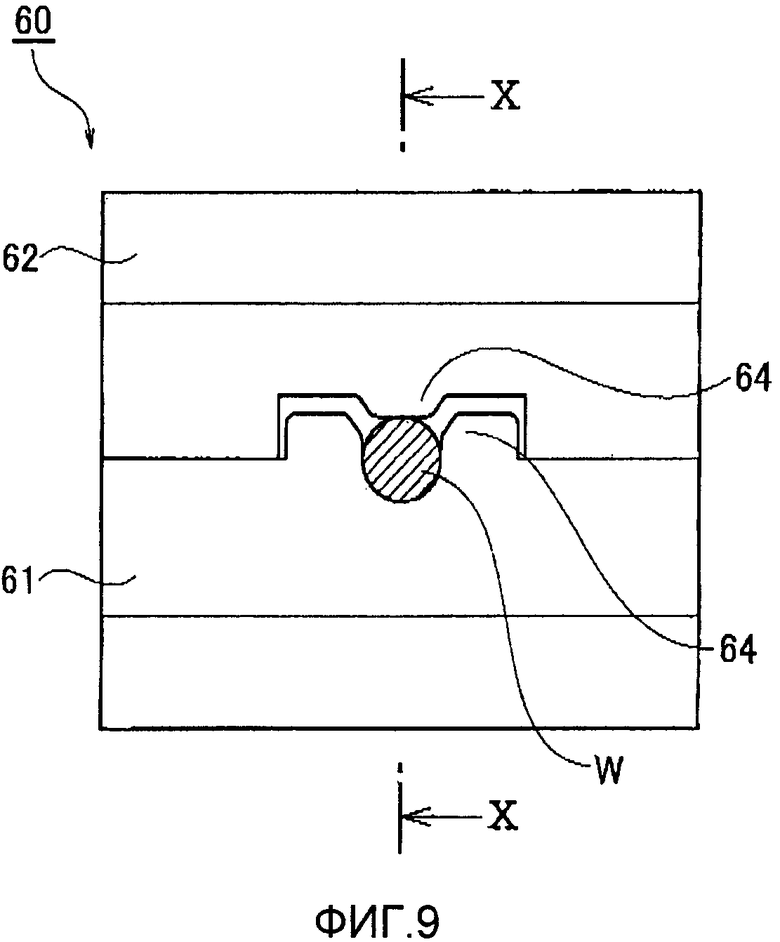
На фиг.9 показан вид сбоку, демонстрирующий состояние, при котором соединительная клемма по одному варианту осуществления изобретения установлена в пресс-форме для формования смолы.
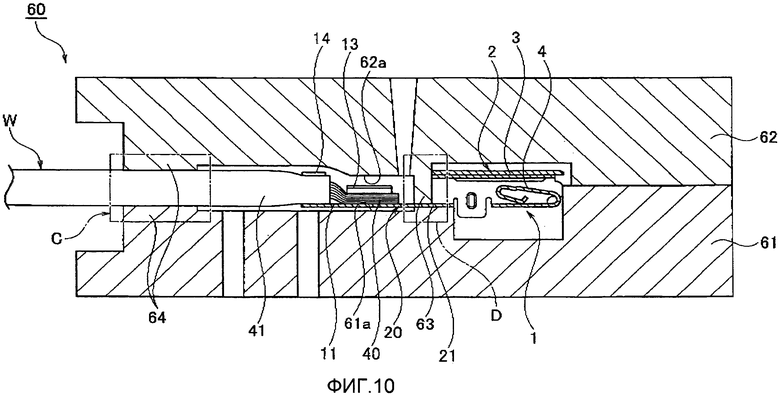
На фиг.10 показан вид в разрезе по линии X-X, изображенной на фиг.9.
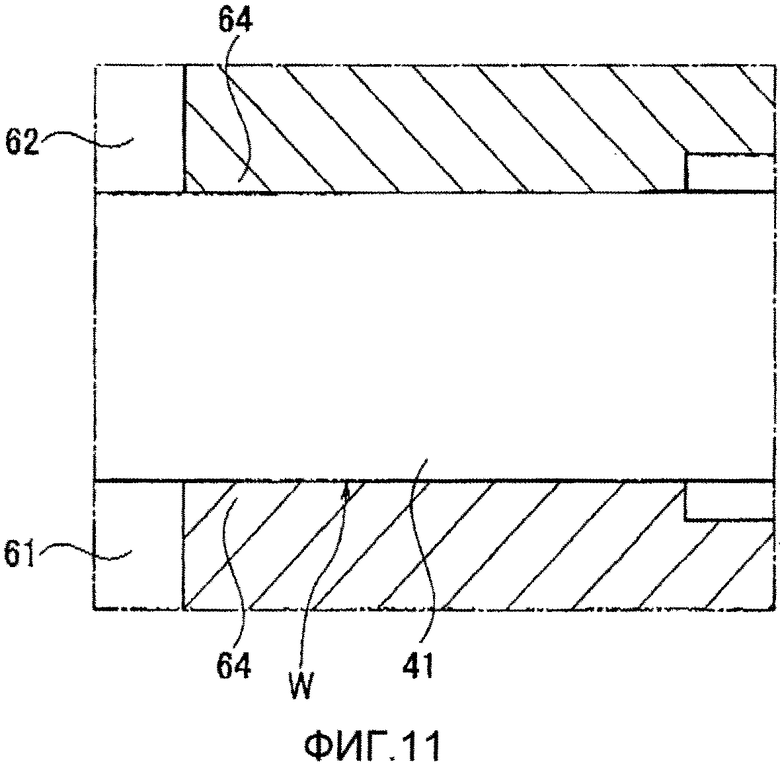
На фиг.11 показан увеличенный вид участка C, изображенного на фиг.10.
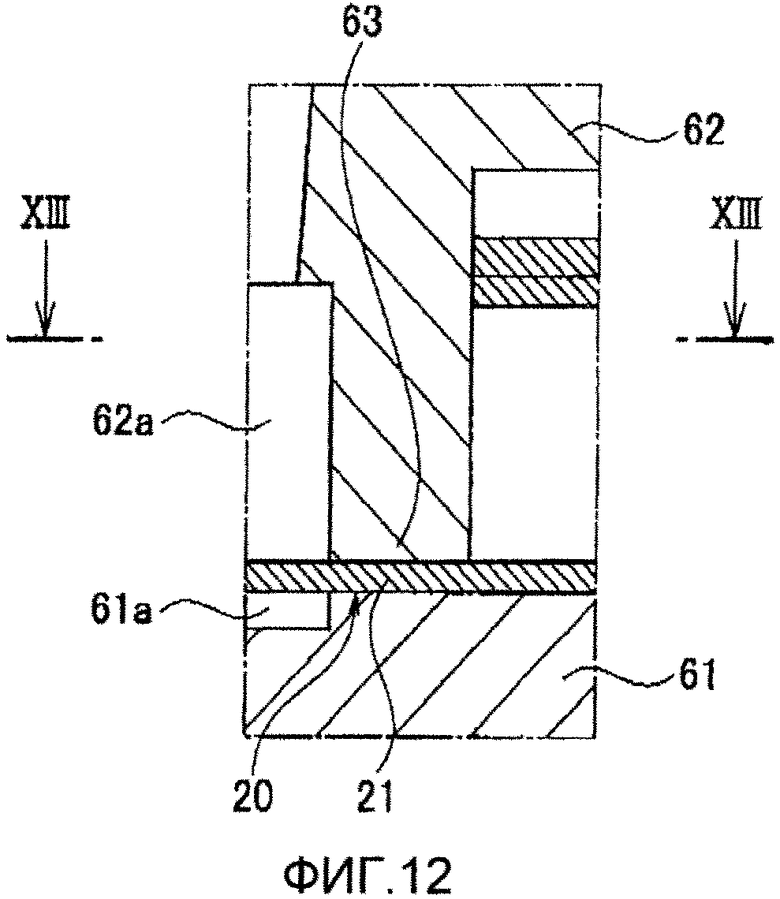
На фиг.12 показан увеличенный вид участка D, изображенного на фиг.10.
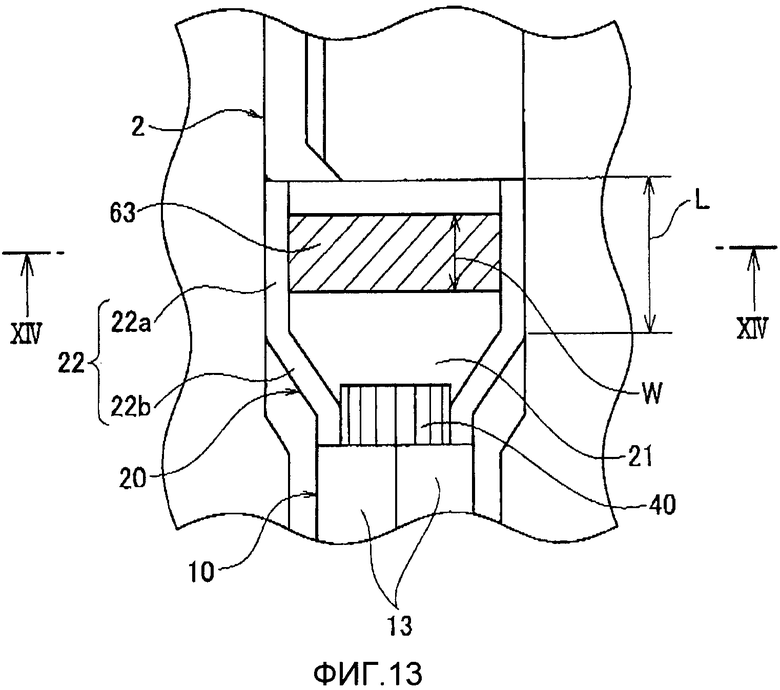
На фиг.13 показан вид в разрезе по линии XIII-XIII, изображенной на фиг.12.
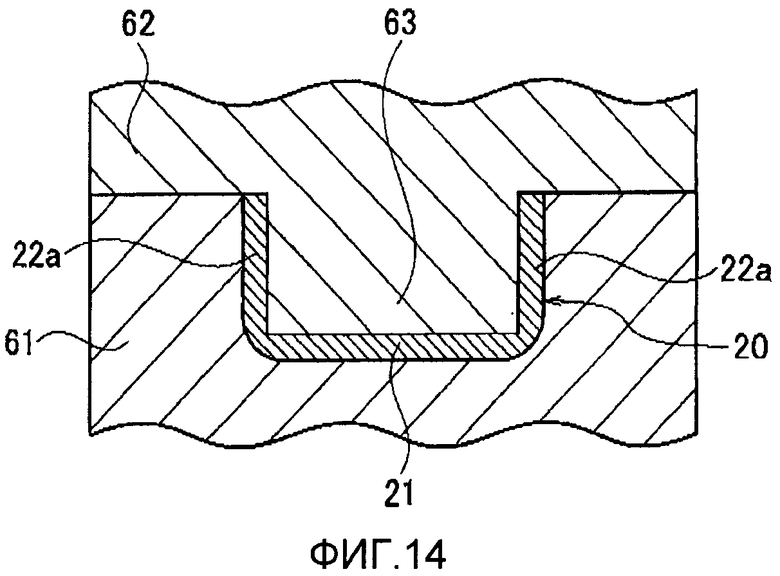
На фиг.14 показан вид в разрезе по линии XIV-XIV, изображенной на фиг.13.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Один вариант осуществления изобретения будет описан ниже со ссылкой на чертежи.
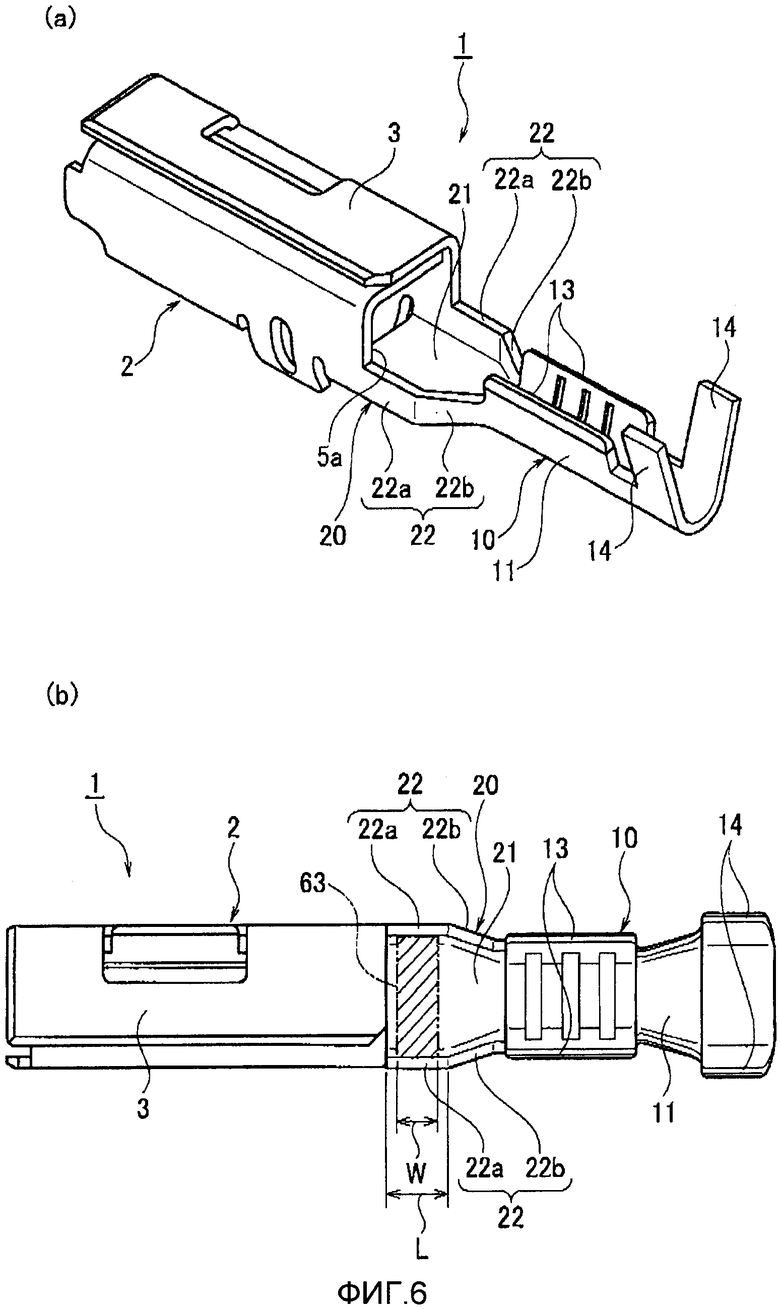
На фиг. 5-14 показан один вариант осуществления изобретения. Как показано на фиг.5 и 6, соединительная клемма 1 включает в себя соединительный участок 2 для клеммы, с которым должна соединяться клемма-партнер (не показана), соединительный участок 10 для провода, с которым соединен провод W, а также шейный участок 20, соединяющий соединительный участок 2 для клеммы и соединительный участок 10 для провода. Соединительный участок 2 для клеммы, соединительный участок 10 для провода и шейный участок 20 образованы путем изгиба пластины, выполненной из медного сплава в виде одного листа проводящей металлической пластины.
Соединительный участок 2 для клеммы имеет цилиндрический участок 3 прямоугольной формы, а также упругую контактную деталь 4 (показанную на фиг.7(a)), расположенную внутри цилиндрического участка 3. Когда клемма-партнер вводится в цилиндрический участок 3, клемма-партнер приводится в плотное соприкосновение благодаря отклоняющей силе восстановления упругой контактной детали 4, при этом обеспечивается электрическое соединение.
Соединительный участок 10 для провода имеет U-образную окружную стенку 11. Пара первых уплотняющих участков 13 для провода и пара вторых уплотняющих участков 14 для провода выступают из верхней концевой поверхности обоих боковых концов окружной стенки 11. Обнаженный сердечник 40 провода W обжат с помощью пары первых уплотняющих участков 13 для провода посредством уплотнения. Участок провода W, покрытый изоляционной оболочкой 41, обжат с помощью пары вторых уплотняющих участков 14 для провода посредством уплотнения. Сердечник 40 провода W выполнен из алюминиевого материала.
Шейный участок 20 имеет нижнюю стенку 21 и пару боковых стенок 22, установленных вертикально на обоих боковых концах нижней стенки 21. Нижняя стенка 21 и пара боковых стенок 22 являются непрерывным продолжением каждой стенки соединительного участка 2 для клеммы и соединительного участка 10 для провода.
Пара боковых стенок 22 включает в себя параллельные участки 22a стенок, равноудаленные друг от друга, а также наклонные участки 22b стенок, расстояние между которыми изменяется. Как показано на фиг.6(b) и 14, длина L каждого из параллельных участков 22a стенок (измеряемая в аксиальном направлении соединительной клеммы 1) превышает ширину W детали 63 для блокирования смолы пресс-формы 60 для формования смолы (размер детали 63 для блокирования смолы измеряется в аксиальном направлении соединительной клеммы 1), описанной ниже. Пара наклонных участков 22b стенок наклонена в направлении, приводящем к постепенному сужению расстояния между ними от соединительного участка 2 для клеммы к соединительному участку 10 для провода. Ширина соединительного участка 2 для клеммы сужается до ширины соединительного участка 10 для провода благодаря паре наклонных участков 22b стенок.
Соединительный участок соединительного участка 10 для провода и провода W покрыт смолевым покрывающим участком 30. Смолевой покрывающий участок 30 полностью покрывает наружную периферию соединительного участка 10 для провода и концевой участок провода W. С помощью смолевого покрывающего участка 30 можно предотвратить коррозию, вызванную инфильтрацией воды или подобного вещества на соединительном участке соединительного участка 10 для провода и провода W. Смолевой покрывающий участок 30, как будет описано ниже, создается путем инжекционного формования смолы с помощью пресс-формы 60.
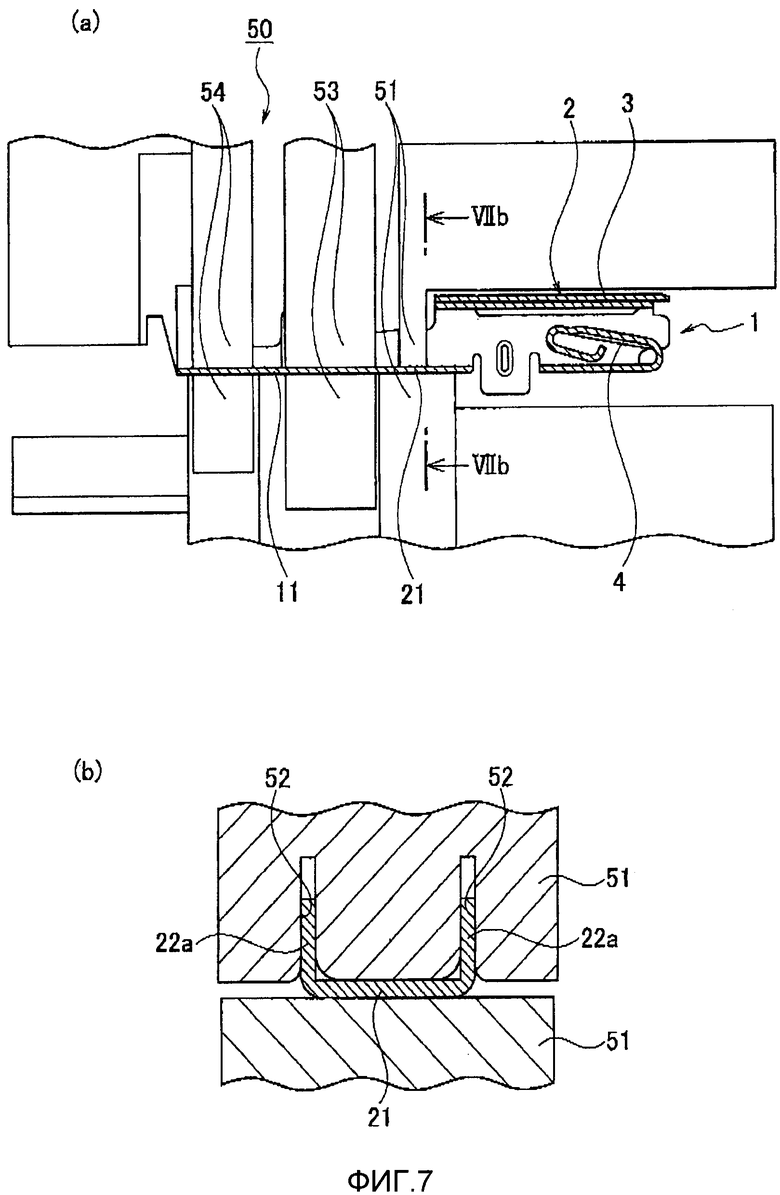
Далее будет описана процедура изготовления соединительной клеммы 1. Во-первых, соединительная клемма 1, показанная на фиг.6(a) и 6(b), изготавливается путем прессования в пресс-форме металлической пластины или схожей детали. Далее выполняется соединительная операция для соединения соединительного участка 10 для провода и концевого участка провода W. А именно, при выполнении операции присоединения провода, как показано на фиг.7(a), соединительную клемму 1 и концевой участок провода W устанавливают в устройстве 50 для подвода провода. Устройство 50 для подвода провода имеет участок 51 коррекции шейного участка. Участок 51 коррекции шейного участка, как показано на фиг.7(b), имеет пару щелей 52, проходящих в вертикальном направлении. Пара параллельных участков 22a стенок шейного участка 20 вводится в пару щелей 52. Затем провод W обжимается с помощью первых уплотняющих участков 13 для провода и вторых уплотняющих участков 14 для провода, уплотняемых с приданием заданной формы посредством первого уплотняющего участка 53 и второго уплотняющего участка 54 устройства 50 для подвода провода. Пара параллельных боковых стенок 22а шейного участка 20 удерживаются в вертикальном состоянии с помощью участка 51 коррекции шейного участка, не деформируясь под воздействием сгибающей силы в процессе уплотнения.
Далее с помощью пресс-формы 60 выполняется операция формования смолы. Сначала будет описана конфигурация пресс-формы 60. Пресс-форма 60 включает в себя нижнюю часть 61 пресс-формы и верхнюю часть 62 пресс-формы. Верхняя часть 62 пресс-формы оборудована деталью 63 для блокирования смолы в положении, соответствующем паре параллельных участков 22a стенок шейного участка 20. Размеры детали 63 для блокирования смолы таковы, чтобы позволить ее ввести между парой параллельных участков 22a стенок без зазора. В отличие от примера предшествующего уровня техники обе боковые поверхности детали 63 для блокирования смолы выполнены в виде поверхностей, параллельных друг другу, чтобы соответствовать паре параллельных участков 22a стенок. Как показано на фигуре 13, углы вводимого кончика детали 63 для блокирования смолы соответствуют прямоугольной форме внутренней поверхности шейного участка 20 и имеют прямоугольную форму вместо R-образной формы. Следовательно, в углу также не образуется зазора.
Деталь 63 для блокирования смолы также служит участком для удерживания клеммы, который удерживает соединительную клемму 1 в должном положении путем поджатия к нижней стенке 21 шейного участка 20. Пресс-форма 60 обрамляет провод W в верхнем и нижнем направлении, создавая конструкцию типа сэндвич, и имеет участок 64 удерживания провода, который удерживает провод W в должном положении. Иначе говоря, пресс-форма 60 удерживает провод W в должном положении с помощью участка 64 удерживания провода, как показано на фиг.11, а также удерживает соединительную клемму 1 в должном положении с помощью детали 63 для блокирования смолы, как показано на фиг.12. С использованием пресс-формы 60, имеющей вышеописанную конфигурацию, выполняется формование смолы.
В процессе формования смолы, как показано на фиг.8, соединительная клемма 1, с которой соединен провод W, установлена в пресс-форме 60 для формования смолы (на фиг.8 показана установка в нижней части 61 пресс-формы). Затем в полости 61a, 61b в пресс-форме 60 заливают смолу и путем отверждения смолы образуют смолевой покрывающий участок 30.
Как показано на фиг.13 и 14, деталь 63 для блокирования смолы пресс-формы 60 введена в шейный участок 20 для формования смолы. Шейный участок 20 имеет пару параллельных участков 22a стенок, равноудаленных друг от друга, а значит, если деталь 63 для блокирования смолы расположена в пределах пары параллельных участков 22a стенок, деталь 63 для блокирования смолы установлена правильно. Иными словами, деталь 63 для блокирования смолы должным образом установлена внутри пары параллельных участков 22a стенок без зазора, не образуя зазора, как в случае примера предшествующего уровня техники, между деталью 63 для блокирования смолы и внутренней поверхностью пары боковых стенок 22, при этом ни одна из боковых стенок 22 не соударяется с деталью 63 для блокирования смолы. Следовательно, деталь 63 для блокирования смолы легко установить в заданное положение и ею легко управлять.
Длина L параллельных участков 22a стенок превышает ширину W детали 63 для блокирования смолы пресс-формы 60, предназначенной для формования смолы. Таким образом, деталь 63 для блокирования смолы можно легко и надежно установить в пределах пары параллельных участков 22a стенок.
При формовании смолевого покрывающего участка 30, как показано на фиг.10, провод W и соединительная клемма 1 удерживаются в должных положениях с помощью участка 64 удерживания провода, при этом деталь 63 для блокирования смолы также служит соответственно участком для удерживания клеммы; следовательно, изгибные деформации (отгибание вверх) соединительной клеммы 1 можно максимально ограничить. Деталь 63 для блокирования смолы также служит участком для удерживания клеммы; таким образом, конструкцию можно упростить.
В процессе присоединения провода, при котором провод W соединяется обжатием с соединительным участок 10 для провода, как показано на фиг.7(a) и 7(b), пара параллельных участков 22a стенок шейного участка 20 занимает должное положение с учетом поправки, вносимой участком 51 коррекции шейного участка; следовательно, в процессе формования смолы на последующем этапе, как показано на фиг.13, деталь 63 для блокирования смолы может быть надежно размещена внутри пары параллельных участков 22a стенок, не образуя зазора.
Изобретение описано на основе одного варианта осуществления, однако изобретение не ограничено таким вариантом осуществления, при этом компонент каждого блока можно заменить узлом любой конфигурации того же функционального назначения.
Полное содержание патентной заявки Японии № 2011-125196 (дата регистрации: 3 июня 2011 г.) включено в настоящее описание путем ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬНАЯ СТРУКТУРА ОБЖИМНОЙ КЛЕММЫ ДЛЯ СОЕДИНЕНИЯ С ЭЛЕКТРИЧЕСКИМ ПРОВОДОМ | 2011 |
|
RU2533182C2 |
| ЗАЖИМНАЯ КЛЕММА | 2011 |
|
RU2569378C2 |
| СОЕДИНИТЕЛЬНАЯ КЛЕММА ДЛЯ ПРОВОДА | 2014 |
|
RU2633519C2 |
| СОЕДИНИТЕЛЬНАЯ КЛЕММА ДЛЯ ПРОВОДА | 2014 |
|
RU2740638C2 |
| СОЕДИНИТЕЛЬНАЯ КЛЕММА | 2018 |
|
RU2755182C2 |
| СОЕДИНИТЕЛЬНАЯ КЛЕММА | 2016 |
|
RU2715558C1 |
| СОЕДИНИТЕЛЬНАЯ КЛЕММА | 2013 |
|
RU2638152C2 |
| КЛЕММА ДЛЯ СОЕДИНЕНИЯ ПРОВОДОВ | 2017 |
|
RU2739591C2 |
| ПЛОСКАЯ ПРУЖИНА СОЕДИНИТЕЛЬНОЙ КЛЕММЫ С АВТОМАТИЧЕСКИМ ЗАЖИМОМ | 2020 |
|
RU2794546C2 |
| ГИБКАЯ СОЕДИНИТЕЛЬНАЯ КЛЕММА С РЫЧАГОМ | 2011 |
|
RU2560088C2 |


Соединительная клемма (1) содержит соединительный участок (2) для клеммы, соединяемый с клеммой-партнером; соединительный участок (10) для провода, с которым соединяется провод (W); шейный участок (20), соединяющий соединительный участок (2) и соединительный участок (10); а также смолевой покрывающий участок (30), который покрывает соединение участка (10) и провода (W), отформованный путем инжекционного формования смолы с использованием пресс-формы. Шейный участок (20) включает в себя нижнюю стенку (21) и пару боковых стенок (22), установленных вертикально с обеих сторон нижней стенки (21) и имеющих параллельные участки (22a) стенок, равноудаленные друг от друга. Технический результат - создание соединительной клеммы, позволяющей легко устанавливать и управлять деталью для блокирования смолы. 2 н. и 6 з.п. ф-лы, 14 ил. 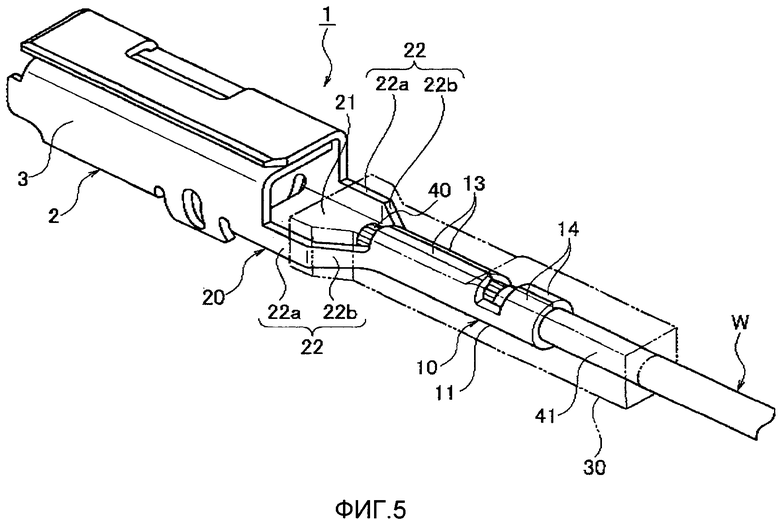
1. Соединительная клемма, содержащая:
соединительный участок для клеммы, соединяемый с «клеммой-партнером»;
соединительный участок для провода, соединенный с проводом;
шейный участок, соединяющий соединительный участок для клеммы и соединительный участок для провода, и имеющий нижнюю стенку и пару боковых стенок, установленных вертикально с обеих сторон нижней стенки, при этом пара боковых стенок имеет параллельные участки, равноудаленные друг от друга; и
смолевой покрывающий участок, покрывающий соединительный участок соединительного участка для провода и провода и отформованный путем инжекционного формования смолы с использованием пресс-формы,
при этом деталь для блокирования смолы пресс-формы, размещенная между параллельными участками пары боковых стенок, блокирует смолу, заливаемую в пресс-форму при формовании смолевого покрывающего участка.
2. Соединительная клемма по п. 1, в которой длина параллельных участков стенок превышает ширину детали для блокирования смолы.
3. Способ изготовления соединительной клеммы, содержащий этапы, на которых:
создают соединительный участок для клеммы, подлежащей соединению с «клеммой-партнером», соединительный участок для провода, соединенный с проводом, шейный участок, соединяющий соединительный участок для клеммы и соединительный участок для провода, и имеющий нижнюю стенку и пару боковых стенок, установленных вертикально с обеих сторон нижней стенки;
соединяют соединительный участок для провода и провод так, что пара боковых стенок шейного участка имеет параллельные участки, равноудаленные друг от друга;
накрывают соединительный участок соединительного участка для провода и провода пресс-формой;
размещают деталь для блокирования смолы пресс-формы между параллельными участками пары боковых стенок;
заливают смолу в пресс-форму;
блокируют залитую смолу с помощью детали для блокирования смолы; и
формуют смолевой покрывающий участок путем инжекционного формования смолы.
4. Способ изготовления соединительной клеммы по п. 3, в котором при формовании смолевого покрывающего участка провод и шейный участок удерживаются в должных положениях с помощью удерживающих участков пресс-формы.
5. Способ изготовления соединительной клеммы по п. 3 или 4, в котором при соединении соединительного участка для провода и провода параллельные участки стенок шейного участка корректируются для установки в должное положение с помощью участка пресс-формы, предназначенного для коррекции шейного участка.
6. Способ изготовления соединительной клеммы по п. 3 или 4, в котором длина параллельных участков стенок превышает ширину детали для блокирования смолы.
7. Соединительная клемма по п. 1 или 2, в которой пара боковых стенок дополнительно имеет наклонные участки, которые наклонены в направлении, приводящем к постепенному сужению расстояния от соединительного участка для клеммы к соединительному участку для провода, и пара боковых стенок проходит непрерывно от стенок соединительного участка для клеммы к стенкам соединительного участка для провода.
8. Способ изготовления соединительной клеммы по п. 3 или 4, причем этап соединения соединительного участка для провода и провода осуществляется так что:
пара боковых стенок дополнительно имеет наклонные участки, которые наклонены в направлении, приводящем к постепенному сужению расстояния от соединительного участка для клеммы к соединительному участку для провода, и
пара боковых стенок проходит непрерывно от стенок соединительного участка для клеммы к стенкам соединительного участка для провода.
| JP 2010108798 A, 13.05.2010 | |||
| JP 2010165639 A, 29.07.2010 | |||
| JP 2001167640 A, 22.06.2001 | |||
| JPH 10289745 A, 27.10.1998 | |||
| КОНТАКТНОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2211512C2 |

