Область техники
Настоящее изобретение относится к способу образования эластичного ламината, содержащего, по меньшей мере, одну эластичную пленку и, по меньшей мере, два холста нетканых материалов. Эластичную пленку и холсты нетканых материалов соединяют путем ламинирования при удерживании эластичной пленки в растянутом состоянии.
Предпосылки создания изобретения
Эластичные слоистые материалы часто включают в поглощающие изделия, особенно в поглощающие изделия, подобные трусам, такие как подгузники-трусы, гигиенические трусы, трусы, используемые при недержании, и тому подобное. Подобные изделия содержат поглощающий элемент, расположенный в несущей части, имеющей форму трусов, и их носят подобно паре трусов. Эластичные слоистые материалы могут быть включены в качестве части передней и/или задней основных панелей и/или эластичных боковых панелей в поглощающих изделиях, подобных трусам.
Если эластичная пленка находится в состоянии, в котором она растянута в направлении движения в машине во время прикрепления к, по меньшей мере, одному слою нетканого материала, слой нетканого материала может собираться в сборки между местами прикрепления в состоянии релаксации и в результате этого слоистому материалу будет придана способность к упругому растягиванию в указанном направлении движения полуфабриката в машине. Подобное прикрепление посредством сплавления, например, выполняемое посредством термоскрепления или ультразвуковой сварки, может привести к тому, что в местах скрепления или рядом с ними будут образованы отверстия в пленке. Это сделает эластичную пленку и ламинат воздухопроницаемыми, что является преимуществом и обеспечивает повышение комфортности для носителя при ношении поглощающего изделия.
В документе WO 2008/026106 раскрыт воздухопроницаемый эластичный ламинат, пригодный для включения в поглощающее изделие. Ламинат содержит эластичную пленку и холст нетканого материала, скрепленные вместе посредством сплавления во множестве мест скрепления, пока пленка находится в растянутом состоянии. Отверстия образуют в пленке в местах скрепления одновременно со сплавлением без существенного размягчения полимерного материала холста нетканого материала.
В документе WO 2009/138887 раскрыт способ образования композиционного материала со скрытым эластичным материалом из многослойной эластичной пленки, присоединенной к внешнему слою нетканого материала посредством ламинирования. Эластичную многослойную пленку растягивают в направлении движения полуфабриката в машине со степенью растяжения от 1,5 до 7,0, образуя тем самым растянутую эластичную пленку. Обеспечивают возможность релаксации растянутой эластичной пленки для обеспечения релаксации, по меньшей мере, на 10% и затем растянутую эластичную пленку присоединяют путем ламинирования к внешнему слою из холста нетканого материала в состоянии релаксации.
В документе US 2010/0139846 раскрыт способ прикрепления эластомерных высокообъемных основ, в котором эластомерные высокообъемные основы вводят на станцию скрепления в растянутом состоянии.
В международной заявке РСТ/SE2010/050986 раскрыт эластичный ламинат, содержащий, по меньшей мере, один слой эластичной пленки и, по меньшей мере, один слой нетканого материала. Эластичная пленка и слой нетканого материала скреплены вместе с образованием рисунка скрепления, содержащего множество скрепляющих элементов, в которых пленка и нетканый материал сплавлены вместе. Во время скрепления эластичную пленку удерживают в растянутом состоянии. Отверстия образуют в эластичной пленке в непосредственной близости от скрепляющих элементов за счет разрыва пленки в результате растягивания. Данные отверстия делают пленку воздухопроницаемой.
По-прежнему существует потребность в способе изготовления эластичного ламината, в котором процесс растягивания эластичной пленки перед прикреплением к холсту нетканого материала регулируют так, что прикрепление будет происходить регулируемым образом. Это имеет особенно важное значение в том случае, когда растянутую эластичную пленку прикрепляют к холсту(-ам) нетканого материала (нетканых материалов) посредством сплавления с образованием некоторого рисунка скрепления, при этом отверстия образуются в пленке в скрепляющих элементах или в непосредственной близости от скрепляющих элементов.
Краткое изложение сущности изобретения
В соответствии с настоящим изобретением разработан способ образования эластичного ламината, при этом указанный эластичный ламинат содержит, по меньшей мере, одну эластичную пленку и, по меньшей мере, один холст нетканого материала, при этом способ включает:
выполнение эластичной пленки и подачу ее в направлении движения полуфабриката в машине по направлению к станции ламинирования;
растягивание указанной эластичной пленки в направлении движения полуфабриката в машине со степенью растяжения, при которой она растягивается до длины, в 1,5-8 раз превышающей ее исходную длину, в результате чего образуется растянутая пленка;
соединение растянутой пленки и, по меньшей мере, двух холстов нетканых материалов путем ламинирования, при этом
указанную эластичную пленку растягивают, по меньшей мере, на двух этапах растягивания перед соединением ее с указанными, по меньшей мере, двумя холстами нетканых материалов путем ламинирования, и при этом от 5 до 25% от всего растягивания происходит на последнем этапе растягивания перед ламинированием.
Эластичная пленка и, по меньшей мере, два холста нетканых материалов могут быть соединены путем ламинирования посредством термоскрепления или ультразвуковой сварки с рисунком скрепления, содержащим множество скрепляющих элементов.
Отверстия могут быть образованы в эластичной пленке, по меньшей мере, в некоторых из скрепляющих элементов или в непосредственной близости от, по меньшей мере, некоторых из скрепляющих элементов, при этом указанные отверстия образуются за счет разрыва эластичной пленки в результате растягивания.
Эластичная пленка может проходить через, по меньшей мере, два вытяжных валика перед поступлением на станцию скрепления, при этом последний этап растягивания протекает между последним вытяжным валиком и станцией скрепления.
Эластичная пленка может проходить через, по меньшей мере, три вытяжных валика перед поступлением на станцию скрепления.
Эластичная пленка может подвергаться растягиванию на, по меньшей мере, трех этапах перед поступлением на станцию скрепления.
Свободная длина между соседними вытяжными валиками может составлять от 10 до 150 мм.
Плотность (основная масса) ламината может составлять от 40 до 100 г/м2, и плотность эластичной пленки может составлять от 20 до 60 г/м2.
Определения
Термин «направление движения полуфабриката в машине» или “MD” относится к направлению, в котором изготавливают материал, в данном случае эластичный ламинат. Термин «направление под прямым углом к направлению движения полуфабриката в машине» или “CD” относится к направлению, перпендикулярному по отношению к направлению движения полуфабриката в машине.
Термин «эластичный» или «эластомерный» относится к материалу, который при приложении растягивающего усилия может растягиваться, по меньшей мере, в одном направлении, например в направлении движения полуфабриката в машине, и который при снятии растягивающего усилия стягивается, то есть возвращается к своему исходному размеру. Эластичный материал определяют как материал, имеющий остаточное относительное удлинение после релаксации, составляющее менее 10%, после подвергания материала удлинению на 30%. Относительное удлинение, составляющее 30%, означает удлинение до длины, которая на 30% больше исходной длины образца. Материал подвергают испытаниям в приборе Lloyd LRX для испытаний на растяжение, как описано ниже в разделе «Испытание на эластичность».
Термин «степень растяжения» определяется как длина растянутой пленки, деленная на ее длину перед растягиванием.
Краткое описание чертежей
Изобретение будет описано ниже со ссылкой на сопровождающие чертежи, показывающие некоторые варианты осуществления.
Фиг.1 схематически иллюстрирует способ образования эластичного ламината в соответствии с одним вариантом осуществления настоящего изобретения.
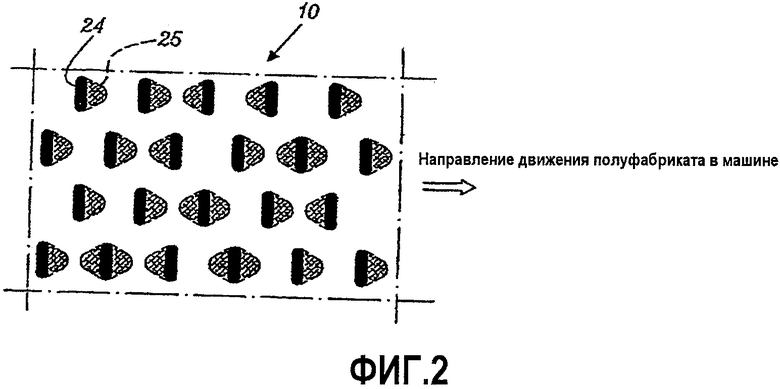
Фиг.2 схематически показывает пример рисунка скрепления, предназначенного для скрепления эластичного ламината.
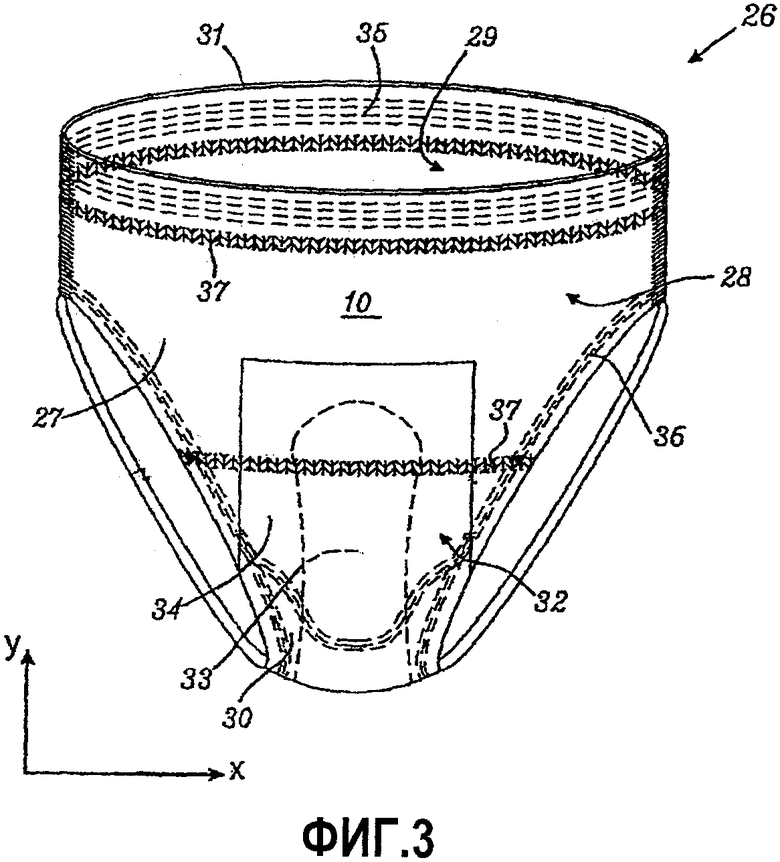
Фиг.3 показывает пример поглощающего изделия типа трусов, имеющего эластичные основные панели.
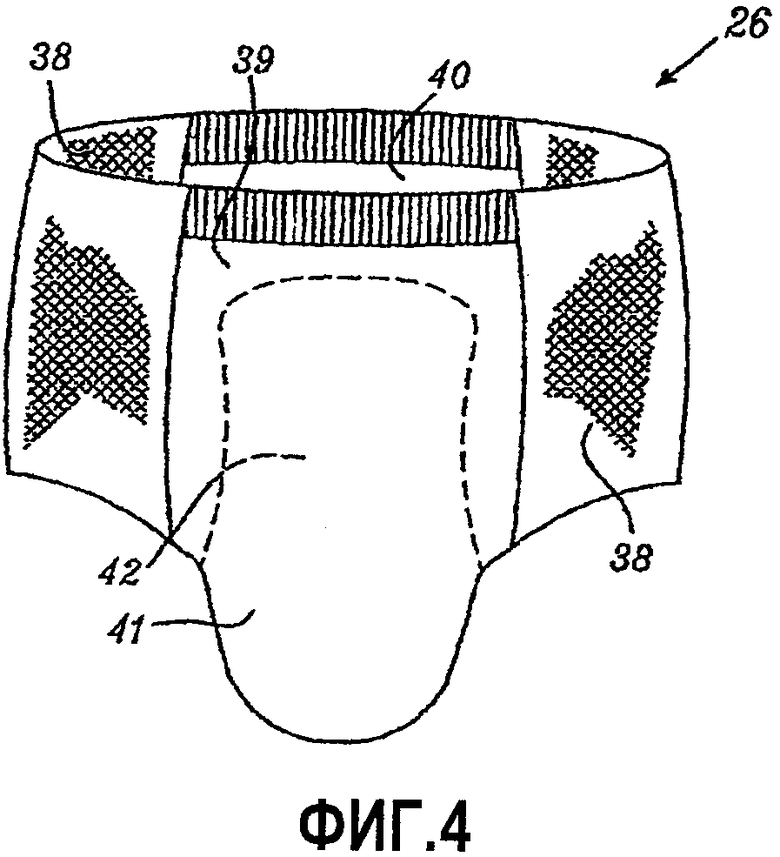
Фиг.4 показывает другой пример поглощающего изделия типа трусов, имеющего эластичные боковые панели.
Подробное описание предпочтительных вариантов осуществления
Эластичный слоистый материал 10 в соответствии с изобретением содержит, по меньшей мере, одну эластичную пленку 11 и, по меньшей мере, два слоя 12, 13 волокнистых нетканых материалов, между которыми находится слой эластичной пленки. Соответствующие нетканые материалы и эластичные пленки выбирают в зависимости от предполагаемого использования эластичного ламината. Материалы, пригодные для использования в поглощающем изделии, приведены ниже.
В способе, проиллюстрированном на фиг.1, слои 11, 12 и 13 скрепляют вместе на станции 14 скрепления с рисунком скрепления, содержащим множество скрепляющих элементов, в которых эластичная пленка 11 и холсты 12, 13 нетканых материалов сплавлены вместе. Способ скрепления может представлять собой точечное термоскрепление, ультразвуковую сварку или тому подобное. При точечном термоскреплении используется зазор, образованный между двумя валиками, при этом, по меньшей мере, один из данных валиков выполнен с рельефом. Один или оба валика нагреты. При ультразвуковой сварке используется зона скрепления, образованная между консолью 15 для ультразвуковой сварки и рельефным валиком 16. В обоих способах, которые сами по себе хорошо известны в данной области техники, рельефный валик 16 содержит множество выступающих скрепляющих элементов, предназначенных для прикрепления пленки к слою (слоям) нетканого материала (нетканых материалов) с рисунком скрепления, образуемым выступающими скрепляющими элементами.
Эластичная пленка 11 находится в растянутом состоянии во время скрепления, при этом указанное растягивание происходит в направлении (MD) движения ламината в машине. Степень растяжения должна составлять, по меньшей мере, 1,5, то есть соответствовать длине, в 1,5 раза превышающей исходную длину пленки, предпочтительно должна находиться в диапазоне от 3 до 8, то есть соответствовать длине, в 3-8 раз превышающей исходную длину пленки. Растягивание происходит на, по меньшей мере, двух этапах растягивания, как будет описано ниже более подробно.
После релаксации пленки 11 слой (слои) 12, 13 нетканого материала (нетканых материалов) может (могут) собираться в сборки между местами скрепления и, таким образом, придавать слоистому материалу (ламинату) 10 способность к упругому растягиванию в указанном направлении движения ламината в машине.
Эластичная пленка 11 проходит через ряд вытяжных валиков 17, 18, 19 и 20 перед ее присоединением путем ламинирования к слоям 12 и 13 нетканых материалов на станции 14 скрепления, образованной из консоли 15 для ультразвуковой сварки и рельефного валика 16. В варианте осуществления, показанном на фиг.1, количество вытяжных валиков равно четырем. Число вытяжных валиков должно составлять два или более, и оно может быть равно трем, четырем, пяти, шести или более. Вытяжные валики имеют гладкую поверхность с большим коэффициентом трения, например с полимерным покрытием. Одним примером пригодного полимерного покрытия с большим коэффициентом трения является PlasmaCoat 30301/4001F-12.
Эластичную пленку 11 растягивают между двумя или более вытяжными валиками, например между валиками 17 и 18, посредством обеспечения вращения валика 18 с большей окружной скоростью по сравнению с валиком 17. В соответствии с изобретением эластичную пленку 11 растягивают, по меньшей мере, на двух этапах растягивания. Последний этап растягивания протекает между последним вытяжным валиком 20 и станцией 14 скрепления. От 5 до 25% от всего растягивания эластичной пленки происходит на данном последнем этапе растягивания. Таким образом, от 75 до 95% от всего растягивания эластичной пленки происходит на одном или нескольких этапах между вытяжными валиками 17-20.
Направляющий валик 21 расположен между последним вытяжным валиком 20 и станцией 14 скрепления для регулирования угла обхвата рельефного валика 16 эластичной пленкой 11. Направляющие ролики 22 и 23 также предусмотрены для холстов 12 и 13 нетканых материалов перед станцией 14 скрепления.
Желательно, чтобы так называемое «сужение» эластичной пленки 11 при растяжении было минимизировано, при этом «сужение» относится к уменьшению размера пленки в направлении ширины (CD) во время растягивания. Сужение предотвращают или уменьшают посредством минимизации расстояния между вытяжными валиками 17-20. Расстояние между соседними вытяжными валиками может измеряться как свободная длина а между валиками, то есть расстояние между точкой, в которой пленка отходит от одного валика, и точкой, в которой пленка входит в контакт со следующим валиком. Данная свободная длина а может составлять между 10 и 150 мм для минимизации сужения пленки при растяжении.
В зависимости от выбора скрепляющих элементов 24 в рисунке скрепления, обеспечивающих скрепление вместе холстов 12, 13 нетканых материалов и эластичной пленки 11, отверстия 25 могут быть образованы в эластичной пленке в непосредственной близости от, по меньшей мере, некоторых из скрепляющих элементов 24. Это проиллюстрировано на фиг.2. Данные отверстия 25 образуются посредством разрыва эластичной пленки в результате растягивания. Данные отверстия 25 могут быть расположены вне зоны соответствующего скрепляющего элемента 24 и образуются вследствие растягивающих напряжений в пленке в зоне в непосредственной близости от скрепляющих элементов. Выражение «в непосредственной близости» означает, что отверстия простираются от периферии соответствующего скрепляющего элемента. Отверстия простираются по существу в направлении движения полуфабриката/ламината в машине и могут быть расположены перед и/или за соответствующим скрепляющим элементом 24. Отверстия придают эластичному ламинату 10 воздухопроницаемость.
Это описано более подробно в международной заявке РСТ/SE2010/050986, в которой приведены примеры рисунков скрепления, которые обеспечат образование отверстий в пленке.
Вышеописанный способ растягивания эластичной пленки на двух или более этапах, в котором последний этап растягивания протекает между последним вытяжным валиком и станцией скрепления, обеспечивает увеличение натяжения эластичной пленки непосредственно перед скреплением, что приводит к улучшенному контролю скрепления и характеристик изготавливаемого эластичного ламината. Пленка является более чувствительной во время растягивания, что заставляет ее «раскрываться» во время скрепления. Это особенно важно, когда отверстия образуются в пленке во время скрепления и многоэтапное растягивание обеспечивает улучшение регулирования образования отверстий и, таким образом, воздухопроницаемости ламината.
Эластичный ламинат может быть использован в поглощающем изделии. Термин «поглощающее изделие» относится к изделиям, которые размещают рядом с кожей носителя для поглощения и удерживания экссудатов организма, подобных моче, фекалиям и менструальной текучей среде. Подобные поглощающие изделия часто представляют собой изделия одноразового использования, что означает изделия, которые не предназначены для стирки, или восстановления исходного состояния иным образом, или повторного использования в качестве поглощающего изделия после использования. Поглощающее изделие, содержащее эластичный ламинат, предпочтительно представляет собой поглощающее изделие типа трусов, такое как подгузник-трусы, гигиенические трусы или трусы, используемые при недержании.
Фиг.3 показывает вариант осуществления поглощающего изделия 26 типа трусов, предназначенного для ребенка или для взрослого, страдающего недержанием, или гигиенических трусов. Указанное изделие типа трусов, как правило, содержит базовую часть 27, включающую в себя переднюю панель 28, заднюю панель 29, промежностную часть 30 и эластичный пояс 31. Центральная зона 32, содержащая поглощающую сердцевину 33, находится, по меньшей мере, в промежностной части 30 изделия и простирается на определенное расстояние в переднюю панель 28 и заднюю панель 29. Промежностная часть 30 настоящим определяется как узкая часть изделия, предназначенная для ношения в промежности носителя между ногами. В дополнительном варианте осуществления (непоказанном) передняя и задняя панели отделены друг от друга и центральная зона, содержащая поглощающую сердцевину, перекрывает зазор между передней и задней панелями.
Центральная зона 32 дополнительно содержит непроницаемый для жидкостей задний лист 34, расположенный под поглощающей сердцевиной 33, и проницаемый для жидкостей верхний лист (непоказанный) на обращенной к носителю стороне поглощающей сердцевины. Поглощающая сердцевина, задний лист и верхний лист могут быть выполнены из материалов, обычно используемых в поглощающих изделиях.
Изделие имеет продольное направление y и поперечное направление х.
В соответствии с одним вариантом осуществления изобретения площадь поверхности поглощающей сердцевины 30 составляет не более 30% от общей площади поверхности изделия, предпочтительно не более 20%, при измерении ее при плоском состоянии изделия. Термин «плоское состояние» в данном документе означает раскрытое ненатянутое состояние, в котором боковые швы разъединены и в котором любые натянутые эластичные элементы сделаны «нефункционирующими».
Эластичный ламинат 10 может покрывать все изделие, включая центральную зону 32 и всю базовую зону 27. Однако в соответствии с предпочтительным вариантом осуществления существенная часть промежностной части 30 изделия свободна от эластичного рулонного материала 10. Термин «существенная часть», используемый в данном документе, соответствует, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%. Кроме того, поясная зона базовой зоны может быть свободна от эластичного ламината 10 и может содержать отдельный эластичный пояс 31. Эластичный пояс 31 содержит нетканый материал, который эластифицирован посредством эластичных элементов 35, таких как эластичные нити, закрепленные с возможностью стягивания между слоями материалов, таких как нетканые материалы. Подобные эластичные элементы 35 также могут быть расположены вокруг отверстий для ног, образованных в изделии. Сварные швы 37, образованные ультразвуковой сваркой, полоски клея или тому подобное обеспечивают присоединение эластичного ламината 10 к эластичному поясу 31.
Нетканый материал может быть расположен на обращенной к предмету одежды стороне непроницаемого для жидкостей заднего листа 34 в промежностной части изделия. Нетканый материал присоединен к эластичному ламинату 10 посредством сварных швов 37, образованных ультразвуковой сваркой, полосок клея или тому подобного.
Эластичный ламинат 10 предпочтительно размещен в качестве материала, представляющего собой наружный покрывающий лист, а также материала, представляющего собой внутренний покрывающий лист, на, по меньшей мере, существенной части передней зоны 28 базовой части 27, которая во время использования предназначена для прилегания к животу носителя, за исключением поясной зоны. Термин «существенная часть», используемый в данном документе, означает, по меньшей мере, 50% площади поверхности, предпочтительно, по меньшей мере, 75% площади поверхности передней зоны базовой части. Кроме того, предпочтительно, чтобы эластичный ламинат 10 был расположен в качестве материала, представляющего собой наружный покрывающий лист, а также материала, представляющего собой внутренний покрывающий лист, как в передней зоне 28, так и в задней зоне 29 базовой части 27. Таким образом, не требуются никакие дополнительные материалы заднего листа или верхнего листа и эластичный рулонный материал образует единственный компонент в данных частях базовой части 27. На, по меньшей мере, 20%, предпочтительно, по меньшей мере, 25%, более предпочтительно, по меньшей мере, 30% и наиболее предпочтительно, по меньшей мере, 40% общей площади поверхности изделия, если смотреть на нее в плоском состоянии, как указано выше, эластичный ламинат 10 образует единственный компонент базовой части.
Наружный покрывающий лист, покрывающий переднюю и заднюю панели 28 и 29 базовой части 27, содержит эластичный слоистый материал (ламинат) 10, который является эластичным, по меньшей мере, в поперечном направлении х изделия. Эластичность в направлении х должна составлять, по меньшей мере, 30%, предпочтительно, по меньшей мере, 50%, более предпочтительно, по меньшей мере, 70% при измерении ее посредством испытания на эластичность, определенного ниже. Поперечное направление х изделия в данном документе соответствует направлению движения эластичного ламината в машине, описанному выше.
В случае эластичного ламината, используемого в качестве передней панели 28 и/или задней панели 29 в поглощающем изделии типа трусов, ламинат содержит, по меньшей мере, три слоя, а именно первый и второй наружные слои 12, 13 нетканых материалов, которые выбраны так, что они в сочетании с внутренним слоем 11 эластичной пленки придают эластичному ламинату 10 большую стойкость к прокалыванию для предотвращения проникновения через него, например, ногтей пальцев. Они также придают ламинату свойства, обеспечивающие создание ощущения мягкости и ощущения, подобного создаваемому тканью. Примерами пригодных материалов являются холсты, полученные кардочесанием, и материалы фильерного способа производства. Плотность слоев волокнистых материалов должна составлять от 10 до 35 г/м2, предпочтительно от 12 до 30 г/м2, более предпочтительно от 13 до 25 г/м2. Примерами пригодных полимеров, используемых в волокнистых материалах, являются полиэтилен, сложные полиэфиры, полипропилен и другие полиолефиновые гомополимеры и сополимеры. Натуральные волокна, например хлопковые, также могут быть использованы при условии, что они обеспечивают требуемые свойства. Смесь полимеров может способствовать более высокой гибкости слоя нетканого материала и за счет этого придавать нетканому материалу способность к большему удлинению при максимальной нагрузке. Было доказано, что смесь полимеров, представляющих собой полиэтилен и полипропилен, обеспечивает хорошие результаты в этом отношении. Также возможна смесь волокон из различных полимеров. Слои 12, 13 нетканых материалов должны быть выбраны такими, чтобы прочность ламината при растяжении была достаточной для намеченной цели.
Эластичная пленка 11 предпочтительно имеет плотность от 20 до 80 г/м2, предпочтительно от 20 до 60 г/м2. Эластичная пленка 11 может быть выполнена из любого пригодного эластичного полимера, природного или синтетического. Некоторыми примерами пригодных материалов для эластичной пленки являются полиэтилены с низкой степенью кристалличности, катализированный металлоценом полиэтилен с низкой степенью кристалличности, сополимеры этилена и винилацетата (EVA), полиуретан, полиизопрен, сополимеры бутадиена и стирола, блок-сополимеры стирола, такие как сополимер стирола и изопрена с чередованием блоков (SIS), сополимер стирола и бутадиена с чередованием блоков (SBS) или блок-сополимер стирола и этилена/бутадиена с чередованием блоков. Также могут быть использованы смеси данных полимеров, а также другие модифицирующие эластомерные или неэластомерные материалы. Одним примером пригодной эластичной пленки является трехслойная эластичная пленка со структурой PE-SEBS-PE (полиэтилен (РЕ) - блок-сополимер стирола и этилена/бутадиена с чередованием блоков (SEBS) - полиэтилен (РЕ)).
Общая плотность эластичного ламината 10 предпочтительно составляет от 40 до 100 г/м2, более предпочтительно - не более 90 г/м2.
Несмотря на то что эластичный ламинат 10 в соответствии с изобретением предназначен для использования главным образом в поглощающих изделиях типа трусов, в которых эластичный ламинат проходит на всей протяженности между боковыми швами изделия, по меньшей мере, в одной из передней и задней панелей, он также может быть использован для образования, например, эластичных боковых панелей в поглощающем изделии. Фиг.4 иллюстрирует поглощающее изделие типа трусов, содержащее эластичные боковые панели 38. Изделие дополнительно содержит переднюю основную панель 39 и заднюю основную панель 40 и промежностную часть 41. Передняя и задняя основные панели, а также промежностная часть состоят в основном из непроницаемого для жидкостей заднего листа, проницаемого для жидкостей верхнего листа и поглощающей сердцевины 42, расположенной между задним листом и верхним листом. Поглощающая сердцевина, задний лист и верхний лист могут быть выполнены из материалов, обычно используемых в поглощающих изделиях. Задний лист может дополнительно содержать слой нетканого материала, присоединенного путем ламинирования к слою пленки, при этом в данном случае будет создаваться ощущение, в большей степени похожее на ощущение, создаваемое тканью и предметом одежды, по сравнению с ощущением, которое, как правило, создается при использовании заднего листа, состоящего только из пленки.
Упруго растягивающиеся боковые панели 38 предусмотрены для обеспечения более комфортного прилегания при большем соответствии контурам тела. Эластичные боковые панели 38 или, по меньшей мере, их части могут содержать эластичный ламинат 10 в соответствии с изобретением. Эластичные элементы для ног и зона с эластичным элементом для талии также могут быть предусмотрены для улучшения прилегания соответственно вокруг ног и талии.
Методы испытаний
Испытание на эластичность
Метод позволяет определить, как эластичный материал ведет себя при неоднократных циклах нагружения и снятия нагрузки. Образец растягивают до заданного удлинения и выполняют циклические движения от 0 до указанного заданного удлинения. Заданные усилия при нагружении и снятии нагрузки регистрируют. Измеряют остаточное, то есть остающееся, удлинение материала, с которого снята нагрузка.
Используется прибор для испытаний на растяжение Lloyd LRX, обладающий способностью выполнять циклические движения и оснащенный принтером/плоттером или программным обеспечением для представления данных. Образец готовят посредством вырезания его с шириной 25,4 мм и длиной, которая предпочтительно на 50 мм больше расстояния между зажимами в приборе для испытаний на растяжение.
Прибор для испытаний на растяжение калибруют в соответствии с инструкциями для устройства. Параметры, необходимые для испытания (усилия при нагружении и снятии разгрузки), отрегулированы до следующих значений:
Образец выдерживают, по меньшей мере, 4 часа при относительной влажности, составляющей 50% ± 5%, и температуре, составляющей 23°С ± 1°С, и размещают в зажимах в соответствии с метками, и обеспечивают то, чтобы образец был сцентрирован и закреплен перпендикулярно в зажимах. Прибор для испытаний на растяжение запускают, и выполняют три цикла от 0 до заданного удлинения, соответствующего наибольшей заданной 1-й нагрузке. Перед последним циклом образец удерживают в состоянии релаксации в течение 1 минуты, затем измеряют остаточное удлинение посредством растягивания образца до тех пор, пока не будет определено усилие, составляющее 0,1 Н, и регистрируют удлинение.
Эластичный материал определяют как материал, имеющий остаточное удлинение после релаксации, составляющее менее 10%, после подвергания материала удлинению на 30%. Относительное удлинение, составляющее 30%, означает удлинение до длины, которая на 30% больше исходной длины образца. Таким образом, материал, имеющий эластичность, составляющую, по меньшей мере, 30%, определяют как материал, который должен иметь остаточную релаксацию, остаточное удлинение после удлинения, составляющую менее 10%, после подвергания его удлинению на 30% в приборе для испытаний на растяжений, описанном выше. Материал, имеющий эластичность, составляющую, по меньшей мере, 50%, определяют как материал, который должен иметь остаточную релаксацию, остаточное удлинение после удлинения, составляющую менее 10%, после подвергания его удлинению на 50% в приборе для испытаний на растяжений, описанном выше, и т.д.
Неэластичный материал имеет остаточное удлинение после релаксации, составляющее более 10%, после подвергания его удлинению на 30%.
ПРИМЕР
Был изготовлен эластичный ламинат, содержащий эластичную пленку и два слоя нетканых материалов, присоединенные путем ламинирования к каждой стороне эластичной пленки. Эластичная пленка представляла собой многослойную пленку с плотностью 30 г/м2 от компании Berry Plastics, имеющую центральный слой на основе стирола и полиолефиновые поверхностные слои. Один слой нетканого материала представлял собой полипропиленовый нетканый материал фильерного способа производства от компании Freudenberg с кодом LS 4516 (белый), граммах 16 г/м2, весовой номер 1,6-1,8 дтекс, и другой слой нетканого материала представлял собой полипропиленовый нетканый материал фильерного способа производства от компании Freudenberg с кодом Lutrasil 0519 XF, граммах 19 г/м2, весовой номер 1,6-1,8 дтекс.
Эластичная пленка и слои нетканых материалов были соединены путем ламинирования посредством ультразвуковой сварки с рисунком скрепления, содержащим множество скрепляющих элементов, в которых эластичная пленка и холсты нетканых материалов были сплавлены вместе. Рисунок скрепления был таким, как определенный в документе РСТ/SE2010/050986. Эластичную пленку растягивали в направлении движения ламината в машине со степенью растяжения, соответствующей удлинению в 4,5 раза по отношению к ее исходной длине на двух этапах растягивания, при этом 12% растягивания происходило на последнем этапе растягивания непосредственно перед ламинированием, как описано выше. Растянутую пленку и холсты нетканых материалов соединяли путем ламинирования при растянутом состоянии пленки. Отверстия были образованы в пленке в непосредственной близости от скрепляющих элементов за счет разрыва эластичной пленки в результате растягивания, как описано выше. Эластичный ламинат, который был получен, является воздухопроницаемым и имеет среднюю воздухопроницаемость, превышающую 12°[м3/м2·мин] при 200 Па.
Предложен способ образования эластичного ламината (10), содержащего, по меньшей мере, одну эластичную пленку (11) и, по меньшей мере, два холста (12, 13) нетканых материалов, присоединенных путем ламинирования к каждой из сторон эластичной пленки (11), в котором эластичную пленку (11) подают в направлении движения полуфабриката в машине по направлению к станции (14) скрепления; эластичную пленку (11) растягивают в направлении движения полуфабриката в машине со степенью растяжения, в 1,5-8 раз превышающей ее исходную длину, в результате чего образуется растянутая пленка, и растянутую пленку и указанные, по меньшей мере, два холста (12, 13) нетканых материалов соединяют путем ламинирования на станции (14) скрепления. Эластичную пленку (11) растягивают, по меньшей мере, на двух этапах растягивания перед соединением ее с, по меньшей мере, двумя холстами (12, 13) нетканых материалов путем ламинирования, при этом от 5 до 25% от всего растягивания происходит на последнем этапе растягивания перед ламинированием на станции (14) скрепления. 7 з.п. ф-лы, 4 ил. 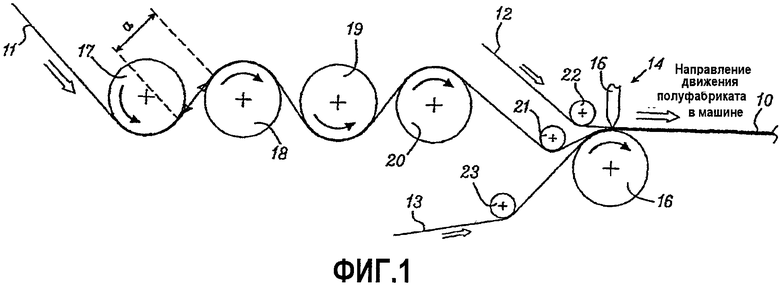
1. Способ образования эластичного ламината (10), содержащего, по меньшей мере, одну эластичную пленку (11) и, по меньшей мере, два холста (12, 13) нетканых материалов, присоединенных путем ламинирования к каждой из сторон эластичной пленки (11), при этом способ включает: обеспечение эластичной пленки (11) и подачу ее в направлении движения полуфабриката в машине по направлению к станции (14) скрепления, растягивание указанной эластичной пленки (11) в направлении движения полуфабриката в машине со степенью растяжения, в 1,5-8 раз превышающей ее исходную длину, в результате чего образуется растянутая пленка, соединение растянутой пленки и указанных, по меньшей мере, двух холстов (12, 13) нетканых материалов путем ламинирования на указанной станции (14) скрепления, отличающийся тем, что указанную эластичную пленку (11) растягивают, по меньшей мере, на двух этапах растягивания перед соединением ее с указанными, по меньшей мере, двумя холстами (12, 13) нетканых материалов путем ламинирования, при этом от 5 до 25% от всего растягивания происходит на последнем этапе растягивания перед ламинированием на станции (14) скрепления, и при этом указанная эластичная пленка (11) проходит через, по меньшей мере, два вытяжных валика (17-20) перед поступлением на указанную станцию (14) скрепления, при этом последний этап растягивания протекает
между последним вытяжным валиком (20) и указанной станцией (14) скрепления.
2. Способ по п. 1, отличающийся тем, что эластичную пленку (11) и, по меньшей мере, два холста (12, 13) нетканых материалов соединяют путем ламинирования посредством термоскрепления или ультразвуковой сварки с рисунком скрепления, содержащим множество скрепляющих элементов (24).
3. Способ по п. 2, отличающийся тем, что отверстия (25) образуют в эластичной пленке (11), по меньшей мере, в некоторых из скрепляющих элементов (24) или в непосредственной близости от, по меньшей мере, некоторых из скрепляющих элементов (24), при этом указанные отверстия образуются за счет разрыва эластичной пленки в результате растягивания.
4. Способ по п. 3, отличающийся тем, что эластичная пленка (11) проходит через, по меньшей мере, три вытяжных валика (17-20) перед поступлением на станцию (14) скрепления.
5. Способ по п. 4, отличающийся тем, что эластичную пленку (11) растягивают на, по меньшей мере, трех этапах перед ее поступлением на станцию (14) скрепления.
6. Способ по любому из пп. 3-5, отличающийся тем, что свободная длина (а) между соседними вытяжными валиками (17-20) составляет от 10 до 150 мм.
7. Способ по любому из пп. 1-5, отличающийся тем, что плотность ламината (10) составляет от 40 до 100 г/м2 и плотность эластичной пленки (11) составляет от 20 до 60 г/м2.
8. Способ по п. 6, отличающийся тем, что плотность ламината (10) составляет от 40 до 100 г/м2 и плотность эластичной пленки (11) составляет от 20 до 60 г/м2.
| US 20080003910 A1, 03.01.2008 |

