Область техники
Изобретение относится к способу изготовления стопки индивидуальных секций полотна, таких как секции тканого полотна, из непрерывного полотна материала. Дополнительно, изобретение относится к устройству для изготовления стопки листов, например, листов бумаги, из непрерывного полотна материала, а также стопки сложенных гигиенических изделий, например, бумажных или тканых изделий.
Уровень техники
Полотенца, салфетки и тому подобное для персонального и бытового использования применяются для многих различных целей и отраслей для очистки и вытирания машин в моющих станциях, в туалетах, в офисных и публичных помещениях. Различные изделия могут иметь несколько различных качеств и образовывать различные гигиенические или обтирочные материалы, такие как бумага и ткань. Синтетические материалы, натуральные материалы и нетканые смеси также могут быть использованы. Изделия могут иметь различные применения и могут, среди прочего, быть использованы для гигиены, вытирания, впитывания, очистки и полирования. Среди таких изделий, которые могут быть отмечены, имеются бумажные салфетки, полотенца, различные типы ткани, носовые платки, косметические салфетки, пеленки, кухонные полотенца, туалетная бумага и ткани для мытья. Эти изделия изготавливают из полотна гигиенического или обтирочного материала, при этом это полотно материала разделяют на листы в направлении ее длины, т.е. на отдельные изделия. Каждое отдельное изделие или лист имеет длину полотна, которое сложено в виде гармошки так, что между смежными сгибами образованы панели. Расстояние между двумя смежными сгибами в продольном направлении образует ширину панели. Изделия, которые согнуты в панелях, часто хранятся в виде некоторого количества отдельных изделий, размещенных в пачке, и таким образом образуют связку панелей. Длина полотна для одного изделия традиционно соответствует целому кратному ширины панели.
Такая связка бумажных изделий обычно хранится в устройстве выдачи, специально выполненном с этой целью, например, устройстве выдачи для потребительского использования. Такие устройства выдачи часто используют в комнатах отдыха или ресторанах, причем изделия доступны для рабочих, населения, потребителей и клиентов. Они могут, например, быть размещены на стене, столбах или т.п. Они часто бесплатны для пользователя изделий, и зачастую эти типы изделия являются часто и обычно не особо экономно используемыми. Таким образом, важно оптимизировать емкость хранения устройств выдачи для того, чтобы исключать необходимость частого пополнения устройств выдачи.
Тип устройства выдачи, часто встречаемый в уборных аэропортов, ресторанов или других заведений с высокой частотой посещений потребителей, представляет собой устройство выдачи, из которого бумажные полотенца извлекаются из сложенных в стопку бумажных полотенец. Бумага обычно складывается в W-, Z- или V-образую конфигурацию, при этом предполагается, что пользователь, при извлечении одной из бумаг из соответственного отверстия выдачи устройства выдачи, зажимает передний конец бумаги и тянет его из отверстия выдачи. Смысл Z-, V- или W-образной конструкции складывания бумаги заключается в том, что за счет извлечения передний бумаги следующая бумага автоматически принимает свою конфигурацию выдачи. В частности, предполагается, что ее передний конец располагается в отверстии выдачи или даже высовывается из отверстия выдачи так, что она может быть легко вытянута пользователем.
Однако этот тип сложенных бумаг имеет недостатки в том, что передний конец бумаги не всегда находится в правильном положении для легкого захватывания пользователем. Соответственно, случается время от времени, что пользователь проникает через отверстие выдачи и вытаскивает бумажные полотенца, которые доступны там. В этой ситуации пользователь обычно извлекает более чем одну бумагу, и часто случается, вытаскивает несколько бумаг, что приводит к трате бумаги и беспорядку уборных. Это случается особенно, когда стопка выдаваемой бумаги втискивается в устройство выдачи так, что давление на самое нижнее бумажное полотенце является относительно высоким. Тот же эффект возникает, если стопка бумаги является относительно высокой так, что вес стопки создает относительно высокое давление на самые нижние бумажные полотенца.
Это проблема может быть преодолена при использовании устройства выдачи с выдачей сверху, которое известно из, например, WO 2006/071148 A1. В устройстве выдачи с выдачей сверху имеется верхний конец стопки, который поднят вверх в выдачной механизм. Таким образом, высота стопки и соответствующее давление, действующее на нижнюю часть стопки, больше не являются существенными.
При использовании устройств выдачи с выдачей сверху с очень большим запасом листов такие устройства выдачи имеют относительно большую высоту, которая может достигать 150 см. Это, в свою очередь, накладывает особые требования на качество линий ослабления между смежными листами, так как материал не должен отделяться под действием силы тяжести в линиях ослабления, когда он поднимается, проделывая длинный путь вверх в почти пустом устройстве выдачи. Обычно в качестве линий ослабления используются соединения с надрезами с остаточной прочностью менее 4%. Такие соединения с надрезами стремятся отделяться под действием силы тяжести, если высота устройства выдачи является слишком большой.
Если прочность материала в линиях ослабления выбрана относительно высокой, растет другая проблема. Обычно, стопки материала изготавливают отделением последнего листа стопки отрывом полотна с помощью отделяющего рычага. Если материал в линии ослабления является слишком прочным, уже невозможно отделять полотно отрывом полотна с помощью этого рычага.
ЕР 0 291 211 А2 раскрывает ограничительные признаки пунктов 1 и 9 формулы изобретения и представляет ближайший уровень техники.
US 4,725,469 A раскрывает стопку сложенных листов гигиенических изделий с ограничительными признаками пункта 20 формулы изобретения.
Сущность изобретения
Таким образом, требуется решение для изготовления стопок индивидуальных секций полотна, таких как секции тканого полотна, которые могут быть использованы в устройстве выдачи с выдачей сверху, имеющем относительно большую вертикальную высоту и, которые в то же время, могут быть легко отделены при изготовлении стопок.
Эта задача решается способом с признаками пункта 1 формулы изобретения, устройством с признаками пункта 9 формулы изобретения и стопками сложенных листов с признаками пункта 21 формулы изобретения. Предпочтительные варианты выполнения изложены в других пунктах формулы изобретения.
Согласно изобретению, способ изготовления стопок индивидуальных секций полотна, таких как секции тканого полотна, из непрерывного полотна материала содержит этапы, на которых направляют непрерывное полотно в установку перфорирования; перфорируют непрерывное полотно на заданных интервалах, и образуют листы из материала полотна между последовательными линиями перфорации, продолжающимися поперечно непрерывному полотну, причем перфорирование выполняют посредством по меньшей мере одного перфорирующего элемента, размещенного на окружности перфорирующего ролика; направляют непрерывное полотно в установку разрезания; разрезают на вторых заданных интервалах непрерывное полотно на секции полотна посредством разрезающего элемента, противодействующего опорному элементу, для того, чтобы создавать сплошной разрез или соединение с надрезами; сгибают секции полотна посредством сгибающего ролика; и укладывают сложенные секции полотна для создания стопки из сложенных листов.
Согласно изобретению, имеются два различных этапа способа, которые ослабляют полотно. С одной стороны, имеется этап способа перфорации непрерывного полотна для того, чтобы образовывать линии перфорации, продолжающиеся поперечно непрерывному полотну. Выражение "линии перфорации", которое используется здесь, должно охватывать любое прерывистое или непрерывное ослабление, где остаточная прочность полотна имеет значение в диапазоне между 4% и 50% и предпочтительно между 4% и 15%. Другими словами, ослабление вдоль линии перфорации является относительно высоким. За счет линий перфорации полотно может быть перемещено вверх, противодействуя силе тяжести без риска, что полотно отделится в линии перфорации. В известном уровне техники, перфорации имеют более высокое процентное содержание остаточной прочности полотна. В этом отношении, также следует отметить, что любое схематическое изображение штриховых или штрихпунктирных линий в известном уровне техники не может быть использовано для получения диапазона волокон полотна, которые разрезаются вдоль перфорации, и получающейся в результате остаточной прочности.
В дополнение к линиям перфорации, непрерывное полотно разрезают на секции полотна посредством разрезающего элемента, который создает сплошной разрез или соединение с надрезами. Сплошной разрез определяет полное разрезание полотна, при котором разрезаются 100% волокон. Соединение с надрезами, однако, определяет прямолинейное ослабление, при котором остаточная прочность полотна лежит в диапазоне между 0,5% и 4%, предпочтительно между 0,5% и 3,5%, для образования отрывной линии ослабления, которая может быть легко отделена но, в то же время, все же имеет достаточную прочность для обработки секций полотна, смежных соединению с надрезами, как будто они были сплошным полотном материала.
Согласно способу изобретения, сначала непрерывное полотно обеспечивают линиями перфорации на заданных интервалах перед другим и следующим далее этапом обработки, на котором непрерывное полотно разрезают на секции полотна. Здесь, представлены две альтернативы. Полотно может быть отделено либо посредством сплошных разрезов, либо могут быть использованы соединения с надрезами, которые как отмечено выше, отличаются тем, что содержат очень высокое процентное содержание разрезанных волокон, приводящее к низкой остаточной прочности. При сгибании и укладке секций полотна секции полотна отделяются, при этом они по-прежнему соединены вместе посредством соединения с надрезами.
Способ согласно изобретению обеспечивает увеличенную гибкость в отношении и положения и стабильности линий перфорации, и положения сплошных разрезов или соединений с надрезами. Способ предоставляет полную гибкость в отношении положения сплошных разрезов или соединений с надрезами, приводя к размерам верхних панелей стопки, которые отличаются от размеров стопки как таковой.
Согласно изобретению, устройство для изготовления стопки листов, таких как листы бумаги, из непрерывного полотна материала, содержит установку перфорирования с вращаемым перфорирующим роликом с по меньшей мере одним перфорирующим элементом, размещенным по окружности перфорирующего ролика, причем перфорирующий элемент выполнен с возможностью создавать линию перфорации. Дополнительно, устройство содержит установку разрезания, содержащую разрезающий элемент и опорный элемент, причем разрезающий элемент выполнен с возможностью создавать сплошной разрез или соединение с надрезами. Дополнительно, устройство содержит установку сгибания со сгибающим роликом и установку укладки для образования стопки листов. Выше упомянутые определения выражений "линия перфорации", "сплошной разрез" и "соединение с надрезами" применяются во всем описании этого изобретения. Перфорирующий элемент может быть элементом ножа, который выступает от окружности перфорирующего ролика так, что при вращении перфорирующего ролика перфорирующий элемент разрезает часть, но менее половины волокон, либо непрерывной линией ослабления, либо прерывистым образом.
Стопка сложенных листов гигиенических изделий согласно настоящему изобретению, например, бумажных или тканых изделий, содержит секцию полотна заданной длины, которая разделена на множество индивидуальных листов гигиенические изделия посредством линий перфорации перпендикулярно длине секции полотна и между двумя последовательными листами, соответственно. Индивидуальные листы согнуты вдоль по меньшей мере одной линии сгибания, размещенной между смежными линиями перфорации. Один из листов образует верхнюю панель стопки на одном конце заданной длины секции полотна, причем верхняя панель имеет концевой край в положении, отличном от положения линий перфорации и линий сгибания других листов стопки. Другими словами, продолжение верхней панели в направлении длины секции полотна короче продолжения смежной панели. Стопка может содержать многие индивидуальные листы и, при размещении на горизонтальной поверхности, может иметь высоту, например, 20 см. Таким образом, ссылка на положение, отличное от положений линий перфорации и линий сгибания других листов стопки, относится к плоскостям, в которых другие линии перфорации и линии сгибания расположены. Имея верхнюю панель с концевым краем в положении, отличном от положения линий перфорации и линий сгибания других листов стопки, может быть достигнута высокая гибкость стопок, в особенности при объединении различных стопок вместе. Такое объединение индивидуальных стопок в особенности важно для устройств выдачи с выдачей сверху, в которых обслуживающий персонал обычно повторно заполняет устройство выдачи до полного израсходования запаса листов. В этом случае следует уделить внимание объединению дополнительной стопки с предыдущей стопкой таким образом, что функция выдачи сверху не будет прерываться, и бесперебойная работа устройства выдачи продолжается.
Согласно предпочтительному варианту выполнения изобретения, способ содержит после сгибания секций полотна и до укладки сложенных секций полотна дополнительный этап способа придания адгезивных свойств секциям полотна. Такой дополнительный этап способа служит для объединения двух стопок вместе в устройстве выдачи высокой емкости. В связи с этим, адгезивные свойства придают секции полотна в положении сверху или снизу стопки. Таким образом, такая стопка может быть легко адгезивно соединена со смежной стопкой.
При придании адгезивных свойств секциям полотна адгезив предпочтительно выборочно выпускают на сложенные секции полотна. Это может быть достигнуто посредством системы управления, которая, в зависимости от длины секций полотна, активирует впрыскивающее устройство только в положении, которое в конечной стопке будет образовывать верхнюю или нижнюю поверхность стопки.
Согласно альтернативному варианту выполнения, адгезивная полоса или элемент застегивания на крючок и/или петлю применяется к сложенным секциям полотна. Это представляет собой альтернативный способ, который служит для соединения друг с другом в переднем участке и/или заднем участке стопки гигиенических изделий. Лента может быть обеспечена в форме двойной ленты или ленты с одной адгезивной стороной и одной стороной с другим крепежным элементом, таким как механический крепежный элемент. Компоненты застегивания крючка и/или петли хорошо известны в уровне техники. В таком типе материала мельчайшие крючки густо расположены на подложке и имеют такую форму, что они могут связываться с соответствующим материалом путем взаимодействия крючка с крючком или взаимодействия крючка с петлей.
Предпочтительно, при направлении непрерывного полотна в установку перфорирования и при направлении непрерывного полотна в установку разрезания, непрерывное полотно доводят до управляемой скорости. Управляемая скорость важна для того, чтобы обеспечивать, что линии перфорации точно размещены на полотне.
При приведении непрерывного полотна в управляемую скорость первая скорость при направлении непрерывного полотна в установку перфорирования и вторая скорость при направлении непрерывного полотна в установку разрезания предпочтительно отличаются. Предпочтительно, вторая скорость выше первой скорости, и наиболее предпочтительно вторая скорость выше вплоть до 1% от первой скорости. Этот факт служит для натяжения полотна так, что в полотне отсутствует провисание, и линии перфорации будут размещаться точно в заданном положении.
Согласно предпочтительному варианту выполнения, при перфорировании полотна окружная скорость V1 перфорирующего ролика регулируют с возможностью отличаться от скорости V2 перемещения непрерывного полотна в положении, в котором непрерывное полотно перфорируется. Окружная скорость V1 и скорость V2 перемещения регулируют до фиксированных значений, удовлетворяющих неравенству 0,4×V2≤V1≤1,4×V2.
Другими словами, дополнительная вариативность способа изготовления может быть достигнута вращением перфорирующего ролика на окружной скорости, которая отличается от скорости перемещения полотна, причем окружная скорость V1 может быть изменена до -60% и до +40% от скорости перемещения непрерывного полотна.
Согласно предпочтительному варианту выполнения изобретения, этапы способа направления непрерывного полотна в установку перфорирования, перфорирования полотна, направления полотна в установку разрезания и разрезания полотна на секции полотна выполняют параллельно для двух отдельных полотен, и на этапе сгибания секций полотна, секции полотна, образованные из двух отдельных непрерывных полотен, складывают для образования стопки сложенных листов. Другими словами, способ изобретения может быть использован и для стопок, образованных всего из одного полотна, и для стопок, образованных из двух отдельных полотен так, что секции полотна имеют сложенные листы. Стопка сложенных листов является предпочтительной, так как, когда пользователь тянет передний индивидуальный лист гигиенического изделия, второе полотно одновременно отправляется в соответственное отверстие выдачи так, что его передний конец может быть легко взят пользователем. Другими словами, выдача одного листа из одной из секций полотна автоматически подает следующий лист другой секции полотна в положение выдачи. Стопка сложенных салфеток в устройстве выдачи этого типа раскрыта в WO 00/00072 A1.
Согласно предпочтительному варианту выполнения устройства изобретения, опорный элемент в установке разрезания представляет собой вращательный опорный ролик. Такой опорный ролик имеет преимущество в том, что он может иметь двойную функцию. Кроме действия в качестве опорного элемента он может взаимодействовать с другим роликом для образования зоны контакта, которая удерживает секции полотна и целесообразно направляет их в следующий сгибающий ролик установки сгибания.
Предпочтительно, разрезающий элемент представляет собой возвратно-поступательный нож, работающий посредством кулачкового механизма, к которому присоединен разрезающий нож. Это представляет собой простое механическое решение, которое перемещает разрезающий нож возвратно-поступательным образом и может быть использовано в качестве высокоточного инструмента, например, для достижения соединения с надрезами с менее чем 1% волокон, оставшихся неразрезанными.
В качестве альтернативного предпочтительного решения, разрезающий элемент представляет собой возвратно-поступательный разрезающий нож с электроприводом. Электрическое приведение в действие может быть выполнено в очень короткое время так, что возможно высокоскоростное перемещение. Электрическое приведение в действие может быть выполнено, например, посредством пьеза-элементов, имеющих очень короткое время реагирования и высокую точность.
Согласно предпочтительному варианту выполнения устройства изобретения, перфорирующий ролик имеет отдельные перфорирующие ножи, распределенные по периферийной поверхности перфорирующего ролика, причем по меньшей мере один из перфорирующих ножей выполнен выборочно активируемым или приводимым в нерабочее состояние. Выборочное приведение в действие индивидуальных ножей может быть использовано для создания высокой гибкости в изготовлении индивидуальной стопки. В зависимости от требуемой конфигурации одного листа, сгибаемого в V-, W- или Z-образную форму, количество линий перфорации и линий сгибания должно быть изменено. Возможность выполнения перфорирующих ножей выборочно активируемыми или приводимыми в нерабочее состояние открывает возможность использования устройства для различных форматов листов и изменения конфигурации простым образом от одной к другой конфигурации.
Согласно предпочтительному варианту выполнения изобретения, по меньшей мере один перфорирующий элемент размещен спирально на периферийной поверхности перфорирующего ролика. Это исключает нежелательные вибрации перфорирующего ролика, так как этап перфорирования одной линии перфорации происходит в течение некоторого периода времени, и требуется более низкое давление разрезания, так как во время работы точка активации, в которой перфорирующий элемент разрезает полотно, непрерывно перемещается вдоль длины спирально размещенного перфорирующего элемента.
Предпочтительно, устройство дополнительно содержит устройство натяжения полотна, размещенное перед и после установки перфорирования. Предпочтительно, такое устройство натяжения полотна выполнено с возможностью удерживать за счет трения и перемещать полотно на управляемой скорости. Наиболее предпочтительно, устройство натяжения представляет собой зону контакта между двумя роликами или S-образный виток вокруг двух роликов. При использовании S-образного витка вокруг двух роликов ролики предпочтительно покрыты поверхностным материалом, который увеличивает трение между роликом и полотном тканого материала. В этом отношении покрытые вольфрамом ролики показывают очень хорошие результаты в отношении способности удерживать за счет трения полотна.
Согласно предпочтительному варианту выполнения, разрезающий элемент выполнен с возможностью создавать соединение с надрезами, и установка укладки содержит отделяющий элемент для отделения материала полотна в соединении с надрезами. Отделяющий элемент может, например, быть выполнен в качестве отделяющих пальцев, которые прикладывают силу к соединениям с надрезами так, что оставшаяся слабая связь между смежными секциями полотна рушится, и могут быть образованы индивидуальные стопки. Причина, почему соединения с надрезами являются предпочтительными - более простое обслуживание полотна, пока индивидуальные секции полотна являются по-прежнему связанными друг с другом и образуют квазинепрерывное полотно.
Согласно предпочтительному варианту выполнения изобретения, сгибающий ролик функционально соединен с источником податмосферного давления. Такой вакуумный сгибающий ролик представляет собой технически простое и надежное средство для точного сгибания секций полотна в заданную конфигурацию.
Предпочтительно, установка укладки дополнительно содержит устройство подсчета, предпочтительно палец подсчета, выполненный с возможностью определения длины секции полотна. Такие пальцы подсчета могут быть использованы для определения положения, в котором стопка заданного размера заканчивается и, в случае обеспечения соединений с надрезами между смежными секциями полотна для выборочного приведения в действие отделяющих элементов, которые прикладывают механическую силу к соединениям с надрезами, чтобы в итоге полностью отделять смежные секции полотна для образования отдельных стопок.
Согласно предпочтительному варианту выполнения стопки сложенных листов гигиенических изделий, концевой край верхней панели находится под углом относительного линий перфорации. Линии перфорации продолжаются перпендикулярно длине полотна, это значит, что концевой край двигается в направлении, отличном на 90% относительно длины секции полотна. Эта геометрия в особенности предпочтительна в случае стопок со сложенными листами.
Согласно предпочтительному варианту выполнения, стопка дополнительно содержит вторую секцию полотна, предпочтительно с той же заданной длиной, что и (первая) секция полотна, и разделенную на множество вторых листов гигиенических изделий посредством вторых линий перфорации. Вторые листы также согнуты вдоль по меньшей мере одной линии сгиба, размещенной между смежными линиями перфорации. Секции полотна и вторые секции полотна складывают так, чтобы образовывать вложенную конфигурацию, причем линии перфорации и вторые линии перфорации смещены одни относительно других вдоль секций полотна. Дополнительно, вторая секция полотна образует вторую панель полотна. Конструкция смещения линий перфорации и вторых линий перфорации подразумевает, что вторая секция полотна также включает линии перфорации, которые не совпадают с положением линий перфорации первого полотна. В качестве примера, линии перфорации второго полотна могут быть смещены в отношении линий перфорации секции полотна на одно расстояние между соответственными положениями сгибания индивидуальных листов. Другими словами, в положении линий перфорации (первой) секции полотна вторая секция полотна не показывает линии перфорации, и в положениях линий перфорации второй секции полотна (первая) секция полотна не показывает линии перфорации. Соответственно, когда пользователь извлекает индивидуальное гигиеническое изделие из сложенных секций полотна, индивидуальное гигиеническое изделие будет либо разрываться в соответственных линиях перфорации секции полотна, либо во второй секции полотна, но не в линиях перфорации в обеих секциях полотна одновременно.
Согласно предпочтительному варианту выполнения изобретения, стопка дополнительно содержит адгезивный слой для адгезии начала стопки с концом предыдущей стопки, при этом адгезивный слой размещают на листе и втором листе так, что верхняя панель и вторая верхняя панель в начале стопки являются соединяемыми с концом идентичной предыдущей стопки, смежной данной стопке. Такая конфигурация возможна, так как, как отмечено выше, разрезание полотен независимо от обеспечения линий перфорации делает возможным выполнение размеров верхней панели и второй верхней панели любым требуемым образом так, что верхняя панель и вторая верхняя панель могут быть обе раскрыты относительно верхней или нижней части стопки.
Предпочтительно, адгезивный слой представляет собой слой клея, слой адгезивной ленты или механический крепежный элемент, такой как слой крючкового или петлевого компонента крепежного материала типа крючок- петля или слой крючкового компонента крепежного материала типа крючок- крючок или другие известные средства адгезии. Предпочтительно, адгезивный слой обеспечен в форме полосы адгезионного материала, например, ленты.
Согласно предпочтительному варианту выполнения изобретения, верхняя панель секции полотна и вторая верхняя панель второй секции полотна имеют такую форму и размещены так, что они раскрыты относительно верхней стороны и/или нижней стороны стопки, причем адгезивный слой подается и на верхнюю панель, и на вторую верхнюю панель. Таким образом, всего один адгезивный слой может быть использован для соединения двух смежных стопок, обе из которых образованы из сложенных листов материала.
Краткое описание чертежей
Далее пример изобретения будут описан посредством конкретного предпочтительного варианта выполнения изобретения. На чертежах
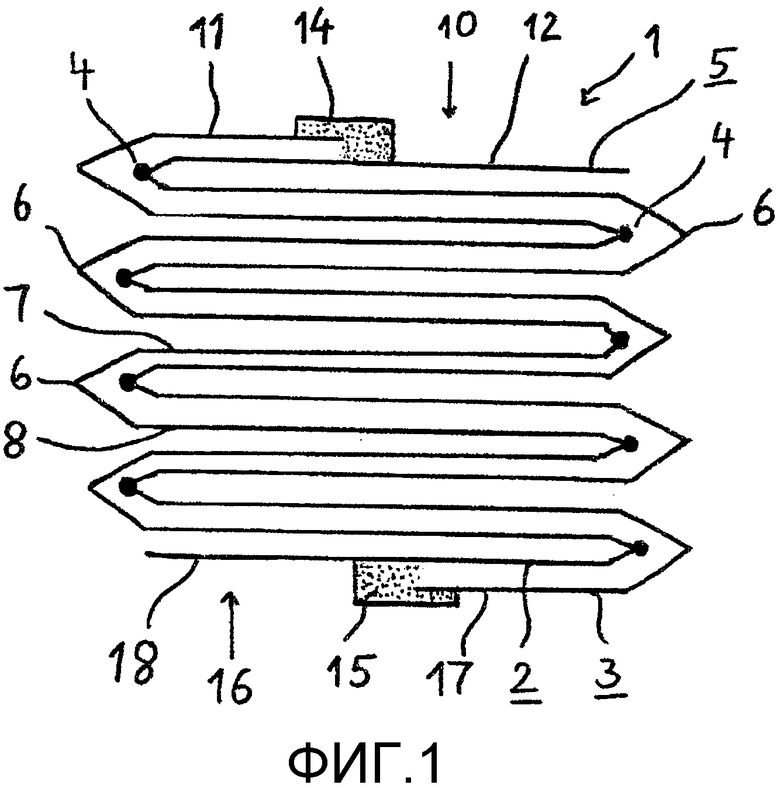
Фиг. 1 показывает вид в поперечном сечении стопки листовых гигиенических изделий, содержащей первый и второй листы, которые сложены друг с другом;
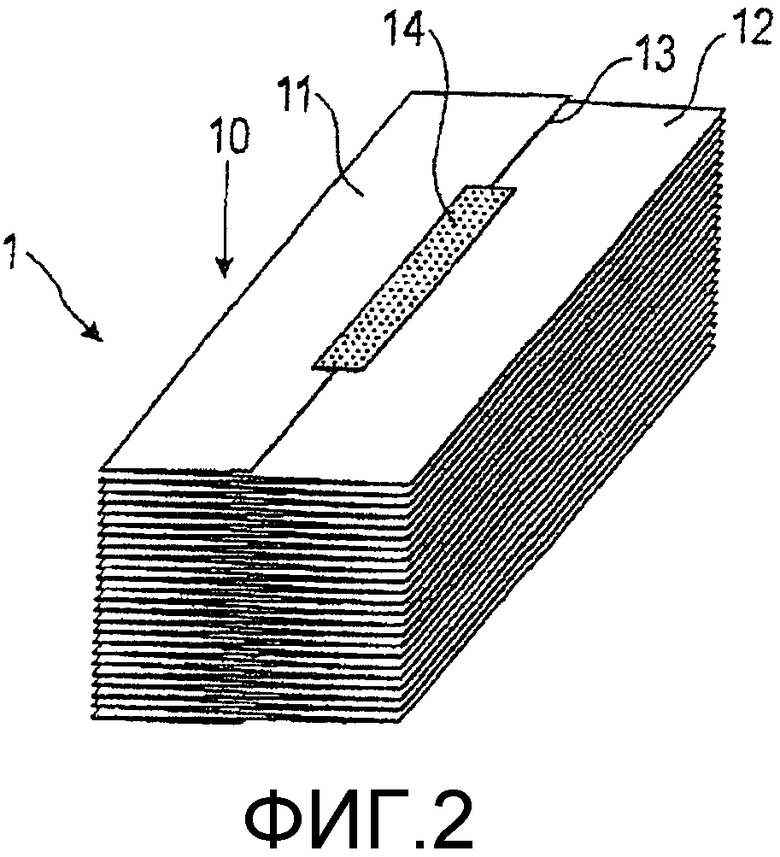
Фиг. 2 схематически показывает стопку листовых изделий, состоящих либо из одной секции полотна, либо из двух секций полотна с адгезивным слоем, обеспеченным на верхней стороне стопки;
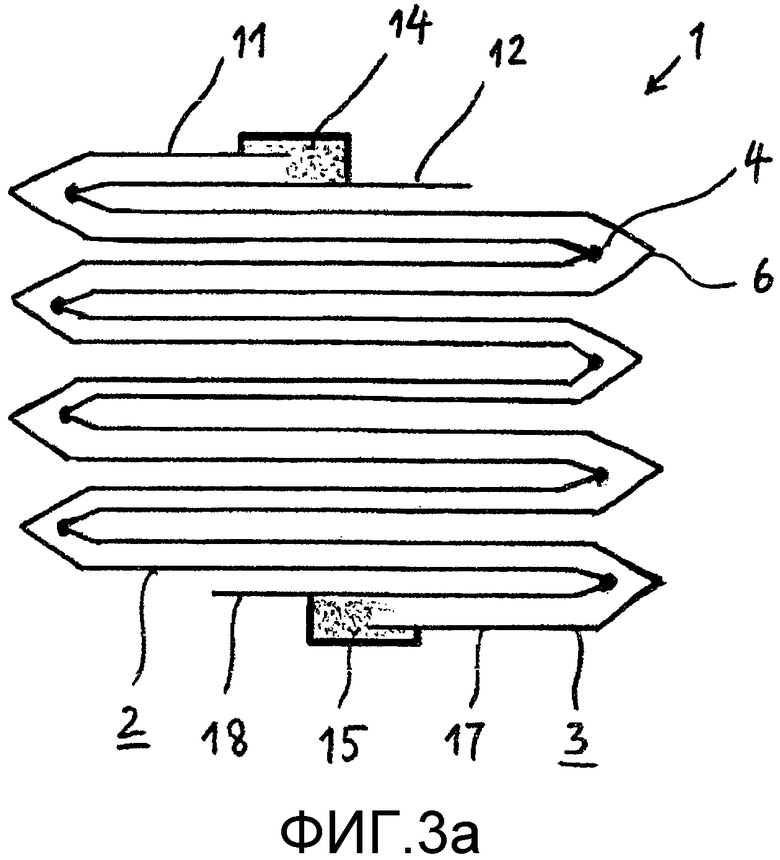
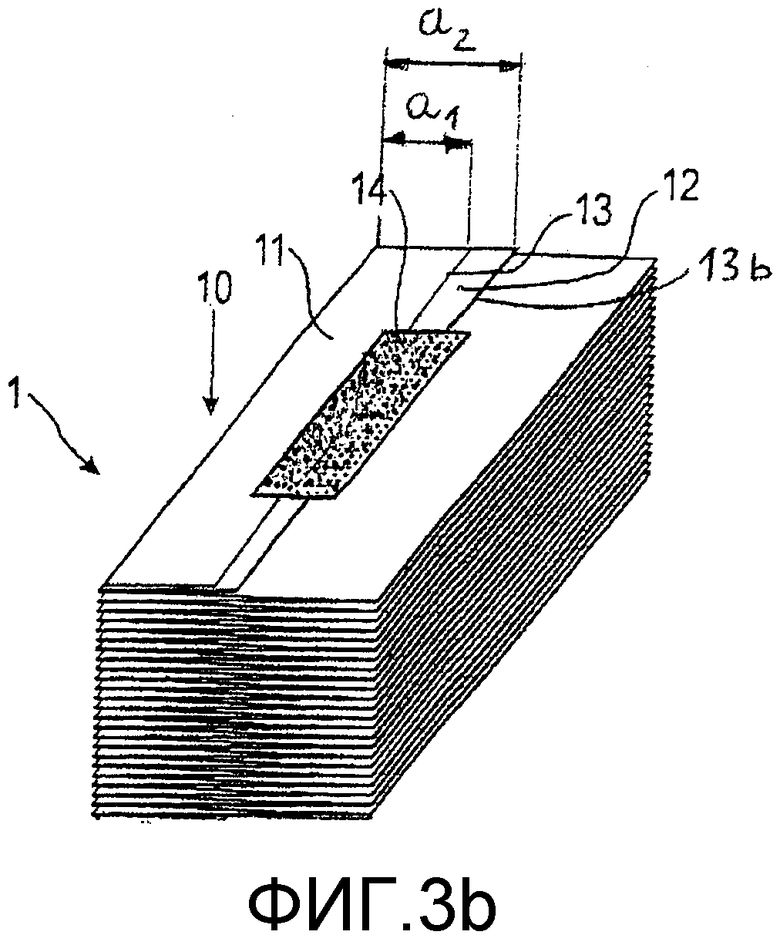
Фиг. 3а и 3b схематически показывают другую стопку листовых гигиенических изделий, состоящую из двух сложенных секций полотна;
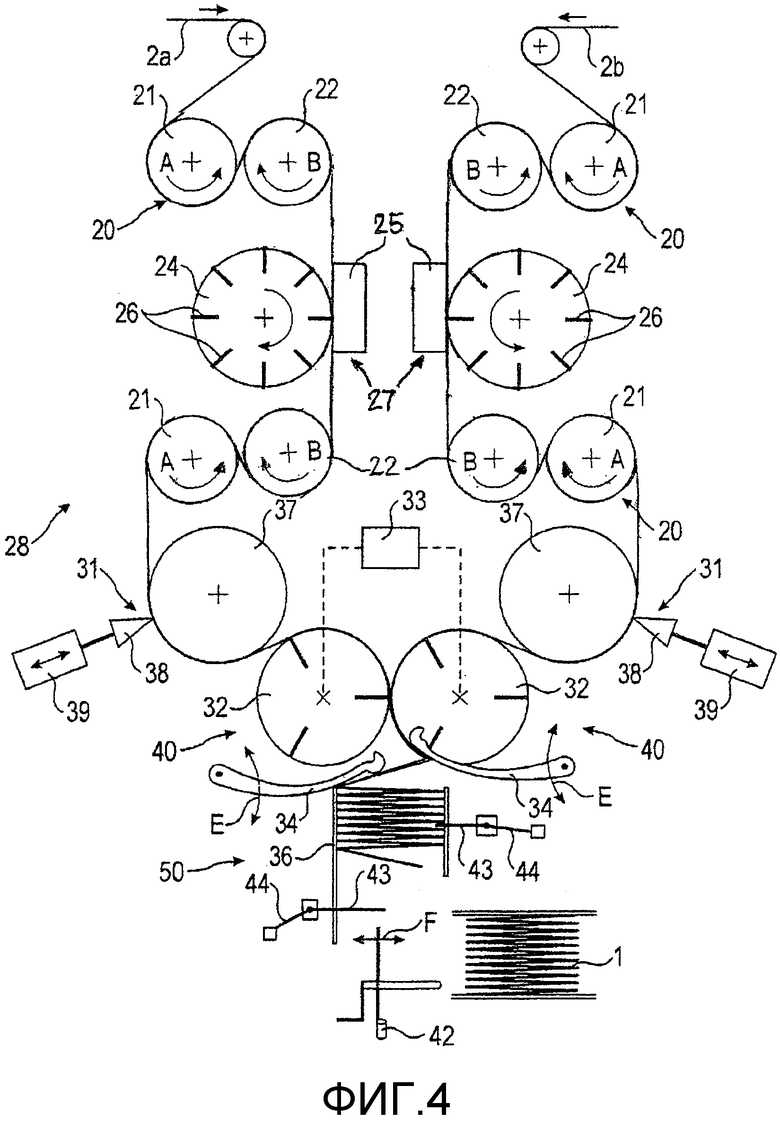
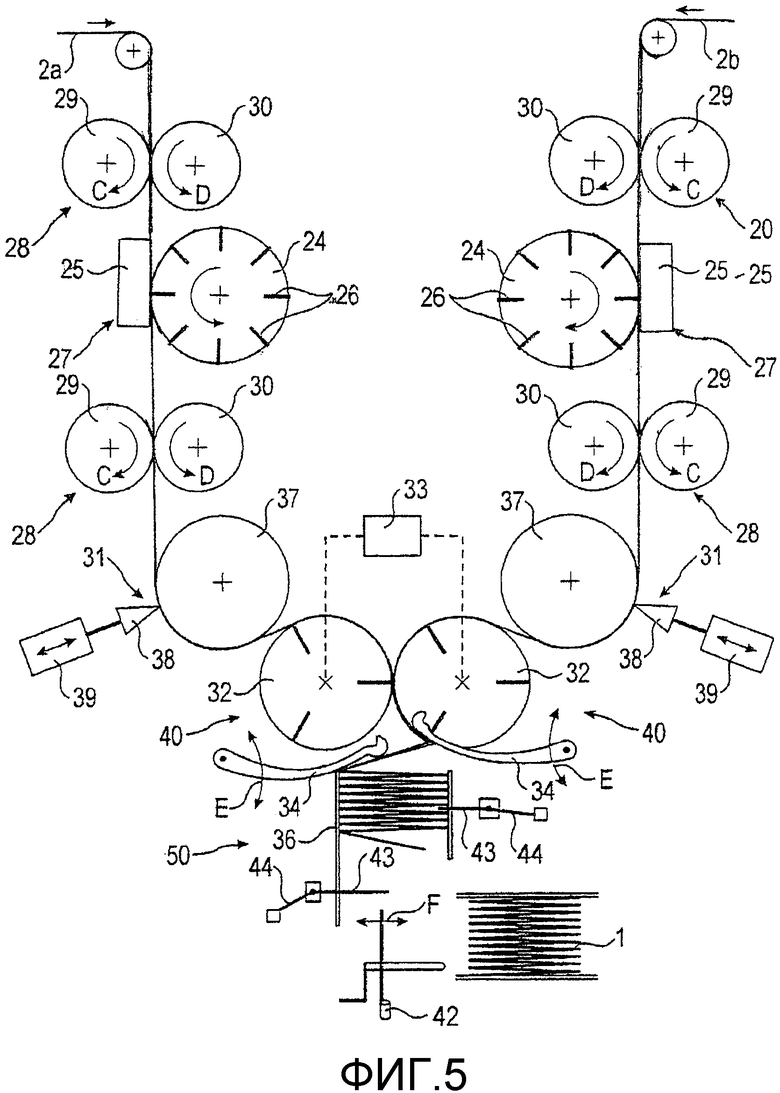
Фиг. 4 и 5 схематически показывают способ и устройство для изготовления сложенных листов гигиенических изделий.
Подробное описание изобретения
В следующем далее описании одинаковые или подобные элементы будут обозначены одинаковыми ссылочными позициями во всех индивидуальных чертежах.
Фиг. 1 показывает стопку 1 сложенных полотен, а именно (первую) секцию 2 полотна и вторую секцию 3 полотна. Первая и вторая секции 2, 3 полотна разделены на отделяемые листовые гигиенические изделия (например, бумажное гигиеническое изделие, изделие в виде бумажных полотенец, салфетки или т.п.) линиями 4 перфорации, продолжающимися поперечно удлиненным полотнам 2, 3. Линии 4 перфорации проиллюстрированы на Фиг. 1 сплошными кружками для ясности. Несмотря на то, что используется выражение "линия перфорации", выше упомянутое определение подразумевает, что это выражение применяется для определения прерывистых или непрерывных ослаблений, причем остаточная прочность полотна изменяется в диапазоне между 4% и 50% и предпочтительно между 4% и 15%.
Линии 4 перфорации для первой секции 2 полотна размещены со смещением от линий 4 перфорации для вторых секций 3 полотна вдоль продольного направления секций 2, 3 полотна таким образом, что, если первая секция 2 полотна вытягивается через отверстие выдачи, вторая секция 3 полотна будет вытягиваться через отверстие выдачи вместе с ней. Первая секция 2 полотна будет разрушаться в первой линии 4 перфорации в порядке выдачи таким образом, чтобы оставлять участок надреза второго участка 3 полотна выступающим за пределы конца первой секции 2 полотна для удобства зажатия в отверстии выдачи. Этот процесс будет повторяться во время выдачи стопки 1 так, что отделяемое листовое изделие второй секции 3 полотна оказывается в большей степени вытянутым, чем изделие первой секции 2 полотна относительно отверстия выдачи, которое далее будет изделием, которое выдается пользователем, при этом в дальнейшем изделие первой секции полотна будет более вытянуто в отверстии выдачи для выдачи пользователем, благодаря смещенным линиям перфорации первой секции 2 полотна и второй секции 3 полотна. Такая стопка обеспечивает поочередную выдачу листовых гигиенических изделий, при этом также обеспечивая, что первая и вторая секции 2, 3 полотна перемещаются вместе вдоль траектории выдачи благодаря взаимодействию поверхность к поверхности полотен 2, 3.
Линии 4 перфорации первой секции 2 полотна и второй секции 3 полотна определяют отделяемые листы стопки 1. Рисунок складывания для стопки 1, показанной на Фиг. 1, является таким, что каждый отделяемый лист 5 согнут в линии 6 сгиба для образования первой и второй панели 7, 8 для каждого листа 5. Рисунок складывания также является таким, что линии 6 сгиба одной из секций 2, 3 полотна обеспечены в каждой линии 4 перфорации другой из секций 2, 3 полотна. Таким образом, рисунок складывания обеспечивает линию 6 сгиба для первой секции 2 полотна в линии 4 перфорации для второй секции 3 полотна и соответственно линии 4 перфорации для первой секции 2 полотна в линии 6 сгиба второй секции 3 полотна.
Пример, представленный на Фиг. 1, представляет собой только один метод складывания первой и второй секций 2, 3 полотна, обеспечивающий отделяемые листы 5 смещаемым образом относительно отверстия выдачи, содержащего стопку 1. Могут быть обеспечены другие варианты выполнения. Например, линии 4 перфорации могут быть размещены со смещением от линий 6 сгиба другого полотна вместо выравнивания с линией 6 сгиба, как показано на Фиг. 1. Дополнительно, первая и вторая секции 2, 3 полотна могут быть согнуты так, что каждый лист 5 может иметь любую длину. Каждый лист включает более двух панелей 7, 8, как показано, например три, четыре, пять или более панелей. Различная длина позволяет получать панели, имеющие размер, отличный от размера смежных панелей, которые могут, например, в сумме достигать всей длины 4,2 панелей.
Дополнительно, на Фиг. 1 и 2 показана верхняя поверхность 10 стопки 1, которая является плоской поверхностью, которую можно видеть, если на стопку 1 смотреть сверху вниз на верхнюю часть стопки 1. Верхняя поверхность 10 образована частично верхней панелью 11 первой секции 2 полотна и частично верхней панелью 12 второй секции 3 полотна. Верхняя панель 11 первой секции 2 полотна перекрывает верхнюю панель 12 второй секции 3 полотна, но обрезана вдоль концевого края 13 (Фиг. 2) так, чтобы раскрывать подлежащую верхнюю панель 12 второй секции 3 полотна. Как может быть видно на Фиг. 1 и 2, размер верхней панели 11 меньше размера смежной панели одного и того же листа. Это делает возможным использование адгезивного слоя 14, который в настоящем варианте выполнения частично наносится на верхнюю панель 11 первой секции 2 полотна и частично на верхнюю панель 12 второй секции 3 полотна. Адгезивный слой может быть выполнен двусторонней адгезивной лентой. Одну сторону адгезивной ленты 14 прилепляют к верхним панелям 11, 12. Двусторонняя адгезивная лента 14 может включать покровную пленку для защиты подлежащей липкой ленты во время обработки, и которая является удаляемой, когда стопку размещают напротив смежной стопки в устройстве выдачи так, что два стопки скрепляются вместе.
В вариантах выполнения, которые показаны на Фиг. 1 и 2 адгезивный слой 14 имеет вытянутую форму и продолжается параллельно линиям 6 сгиба. Адгезивный слой также может быть нанесен перпендикулярно показанной конфигурации и с возможностью по-прежнему служить для нанесения и на первую, и на вторую секции 2, 3 полотна так, чтобы приклеивать и первую, и вторую секции 2, 3 полотна к последнему гигиеническому изделию или изделию предыдущей стопки в устройстве выдачи. Другие адгезивные слои могут быть использованы, кроме двусторонней адгезивной ленты, с покровной пленкой. Например, полоса клея может быть нанесена или распылена на первой и второй секции 2, 3 полотна. Другой пример - использование одного компонента крепежного средства - крючкового и/или петлевого, который может требовать обеспечение другого компонента крепежного средства - крючкового и/или петлевого на нижней части предыдущей стопки в устройстве выдачи. Альтернативно, крючковый компонент может быть обеспечен так, что он является присоединяемым непосредственно к материалу, например, к материалу на бумажной основе, на нижней части предыдущей стопки за счет свойства мелкости крючков. В этой альтернативе сопряженный петлевой компонент будет необязателен. Однако, во многих случаях сопряженный компонент является необходимым, он показан ссылочной позицией 15 на Фиг. 1.
Фиг. 3а и 3b дополнительно показывают верхнюю панель 12 второй секции 3 полотна, которая имеет размеры, отличные от верхней панели 11 первой секции 2 полотна. Соответственно, имеется второй концевой край 13b на расстоянии a2 до бокового края стопки 1, которое отличается от расстояния а1 концевого края 13 первой секции 2 полотна. Расстояния a1, a2 представлены только в качестве примера. Способ и устройство изобретения дают полную свободу в отношении размеров индивидуальных верхних панелей.
Ссылаясь далее на соответствующий адгезивный слой 15, показанный на Фиг. 1, который обеспечен на нижней поверхности 16 стопки, может быть видно, что нижняя поверхность 16 стопки 1 образована частично нижней панелью 17 второй секции 3 полотна и нижней панелью 18 первой секции 2 полотна. Нижняя панель 17 второй секции 3 полотна перекрывает нижнюю панель 18 первой секции 2 полотна и обрезается комплементарным образом так, как описано выше для верхних панелей 11, 12 первой и второй секций 2, 3 полотна. Этот комплементарный концевой край на противоположных концах стопки 1 является подходящим результатом процесса изготовления за счет того, что вид разрезания верхней панели стопки 1 так, чтобы раскрывать подлежащую панель, будет обеспечивать комплементарный разрез в следующей стопке в процесса изготовления, тем самым приводя к тому, что каждая стопка имеет комплементарные концевые края на ее верхней и нижней поверхностях.
Следует отметить, что конфигурация, которая показана на Фиг. 2, также применима к изделию только с одной секцией полотна. За счет комплементарного положения концевых краев на верхней поверхности и нижней поверхности стопки 1 одно и то же положение адгезивного слоя 14 на верхней и на нижней части стопки обеспечивает соответственное скрепления следующих стопок. Дополнительно, описанная геометрия может быть выбрана так, что обслуживающий персонал не должен выяснять, что является верхней поверхностью, а что - нижней поверхностью стопки. Верхняя поверхность и нижняя поверхность могут быть обеспечены симметрично.
Фиг. 4 схематически показывает способ и устройство для изготовления стопки сложенных листов, которая показана на Фиг. 1.
Первое непрерывное полотно 2а и второе непрерывное полотно 2b непрерывно перемещают в первое устройство 20 натяжения, соответственно. Первое устройство натяжения состоит из двух роликов, которые вращаются в противоположных направлениях А и В, и вокруг которых обвиты первое полотно 2а и второе полотно 2b S-образным образом. Между двумя роликами 21, 22 имеется зазор так, что полотна 2а, 2b не сталкиваются в зоне контакта между двумя натяжными роликами. За счет S-образного контакта полотен вокруг роликов 21, 22 между полотном и роликами создается большая площадь контакта, приводя к большому трению между полотнами и роликами. Для того, чтобы увеличивать трение, может быть применен традиционный способ, например, изменение шероховатости поверхности периферийной поверхности роликов 21, 22. Удобно увеличивать трение покрытием периферийной поверхности роликов вольфрамом. За счет трения между полотнами 2а, 2b и первым устройством 20 натяжения скорость перемещения полотен 2а, 2b доводят точно до периферийной скорости роликов 21, 22.
После оставления первого устройства 20 натяжения полотна 2а, 2b направляют в установки 27 перфорирования с перфорирующими роликами 24, которые противодействуют опорным элементам 25, соответственно. Перфорирующие ролики 24 вращаются на окружной скорости, которая может отличаться от скорости перемещения полотен 2а, 2b. Окружная скорость перфорирующих роликов может регулироваться в пределах диапазона -60% и +40% относительно скорости перемещения полотен 2а, 2b.
Перфорирующие ролики обеспечены несколькими перфорирующими ножами 26, которые, согласно предпочтительному варианту выполнения изобретения, могут быть выборочно активированы или приведены в нерабочее состояние. Это служит для использования устройства, которое схематически показано на Фиг. 3, для различных типов листов, состоящих из двух, трех, четырех или даже большего количества панелей для каждого листа.
Перфорирующие ролики создают линии перфорации, которые продолжаются перпендикулярно направлению длины полотен 2а, 2b. Для того, чтобы исключать вибрацию перфорирующих роликов, период времени действия перфорации может продолжаться обеспечением спиральных перфорирующих элементов для создания непрерывно перемещающегося положения, в котором перфорирующий элемент проникает в полотна 2а, 2b.
За перфорирующими роликами 24 следует второе устройство 20 натяжения, которое использует тот же принцип, что объяснен выше для первого устройства натяжения.
Предпочтительно, скорость перемещения полотен 2а, 2b во втором устройстве натяжения незначительно выше скорости перемещения полотен в первом устройстве натяжения. Разница скоростей может составлять до 1%. Это служит для натяжения полотна в положении, в котором полотна двигаются через установки 27 перфорации.
После выхода из второго устройства натяжения полотна 2а, 2b направляют в установку 31 разрезания, содержащую опорные ролики 37 и режущие ножи 38, которые функционально соединены с пригодным механизмом 39, который перемещает разрезающий нож 38 возвратно-поступательным образом. Функционируя, разрезающий нож 38 обеспечивает либо сплошной разрез, либо соединение с надрезами так, чтобы разделять полотна 2а, 2b на индивидуальные секции 2, 3 полотна. Секции полотна далее перемещают в вакуумное устройство сгибания, в общем обозначенные ссылочной позицией 40. Механизм 39 может быть кулачковым механизмом или электроприводным механизмом, например, пьезоэлектрическим приводом.
При покидании установки 31 разрезания секции 2, 3 полотна направляют в вакуумную установку 40 с вакуумными сгибающими роликами 32, которые соединены с устройством 33, создающим податмосферное давление в частях периферии вакуумных сгибающих роликов 32. Это служит для выполнения поочередной адгезии полотен с одним из двух вакуумных сгибающих роликов, который функционально взаимодействуют с упаковочными пальцами 34, которые двигаются в направлении стрелок E и используются для отделения двух секций 2, 3 полотна от вакуумных сгибающих роликов 32 и для направления сложенных секций 2, 3 полотна в установку 50 укладки.
Устройство 36 укладки может относиться к любому традиционному типу, известному специалисту в области техники. Оно обеспечено нагружающим пальцем 42, выполненным с возможностью возвратно-поступательного перемещения в направлении стрелки F, отделяющими пальцами 43, перемещающимися вверх и вниз в вертикальной конструкции укладки, как показано на Фиг. 3, и пальцами 44 подсчета, которые работают вместе для подсчета заданного количества сложенных листов до того, как отделяющие пальцы отделяли секции полотна в случае все же существующих соединений с надрезами, и до того, как готовая стопка переместится вниз и сдвинется нагружающим пальцем 42 в направлении, перпендикулярном направлению укладки и от устройства.
Фиг. 5 очень похожа на Фиг. 4 и служит для схематической иллюстрации другого типа устройства натяжения. На Фиг. 5 перед и после устройства 27 перфорирования используют устройства 28 натяжения, которые выполнены в виде зоны контакта между двумя роликами 29, 30, вращающимися в противоположных направлениях C, D. Первое и второе устройства 20, 28 натяжения, которые показаны на Фиг. 4 и 5, представляют собой лишь примеры возможностей обеспечения натяжения полотен 2а, 2b, и любая вариация S-образных витков вокруг роликов и зон контакта между роликами может быть свободно изменена.
Несмотря на то, что в схематической иллюстрации на Фиг. 3 показана машина горизонтальной укладки, ключевой аспект изобретения может быть выполнен также при использовании машины горизонтальной укладки. Ключевым аспектом изобретения является то, что кроме устройства 27 перфорирования отдельное устройство 31 разрезания обеспечено так, что положение концевых краев верхних панелей в пределах одной стопки может быть свободно выбрано согласно конкретным потребностям пользователя. Линии перфорации могут быть выполнены механически достаточно прочными так, что они могут выдерживать силу тяжести в устройстве выдачи с выдачей сверху со значительной высотой его магазина подачи. Дополнительно, свободный выбор может быть выполнен независимо от того, что выполняется в установке разрезания - сплошные разрезы или соединения с надрезами, так как эта операция полностью независима от этапа перфорирования. При складывании двух секций полотна, как показано на Фиг. 3, полотна 2а, 2b обслуживают независимо от сгибающих роликов. Тем не менее, центральный блок управления обеспечен так, что линии перфорации и сплошные разрезы или соединения с надрезами могут быть целесообразно обеспечены и размещены со смещением друг от друга для того, чтобы выполнять стопку, которая описана выше со ссылкой на Фиг. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОПКА ИЗ ВЗАИМНО СЛОЖЕННЫХ ПЕРВОГО И ВТОРОГО ЛИСТОВ | 2011 |
|
RU2557775C1 |
| ДИСПЕНСЕР И СТОПКА ЛИСТОВЫХ ПРОДУКТОВ | 2011 |
|
RU2560849C1 |
| СТОПКА СЛОЖЕННОГО ЛЕНТОЧНОГО МАТЕРИАЛА ДЛЯ ГИГИЕНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2613861C2 |
| СТОПКА ЛИСТОВОГО МАТЕРИАЛА ДЛЯ ГИГИЕНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2626938C2 |
| СТОПКА МНОЖЕСТВА ЦЕЛЛЮЛОЗОСОДЕРЖАЩИХ АБСОРБИРУЮЩИХ ПОЛОТЕНЕЦ И СПОСОБ ИЗГОТОВЛЕНИЯ СТОПКИ | 2010 |
|
RU2575305C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПАЧКИ, СОДЕРЖАЩЕЙ СТОПКУ АБСОРБИРУЮЩЕГО БУМАЖНОГО МАТЕРИАЛА САЛФЕТОК И УПАКОВКУ | 2015 |
|
RU2670170C1 |
| СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2004 |
|
RU2345893C2 |
| ПАЧКА, СОДЕРЖАЩАЯ СТОПКУ АБСОРБИРУЮЩЕГО БУМАЖНОГО МАТЕРИАЛА САЛФЕТОК И УПАКОВКУ | 2015 |
|
RU2678176C1 |
| ПАЧКА, СОДЕРЖАЩАЯ СТОПКУ АБСОРБИРУЮЩЕГО БУМАЖНОГО МАТЕРИАЛА САЛФЕТОК И УПАКОВКУ | 2015 |
|
RU2677807C1 |
| ВЫДАЧНОЕ УСТРОЙСТВО | 2014 |
|
RU2669038C2 |
Группа изобретений относится к изготовлению гигиенических изделий. При осуществлении способа изготовления стопки индивидуальных секций полотна направляют непрерывное полотно в установку перфорирования. Перфорируют непрерывное полотно на заданных интервалах. Образуют листы из материала полотна между последовательными линиями перфорации. Направляют непрерывное полотно в установку разрезания. Разрезают на вторых заданных интервалах непрерывное полотно на секции полотна. Сгибают секцию полотна посредством сгибающего ролика. Укладывают сложенную секцию полотна для создания стопки сложенных листов. Устройство изготовления стопки листов содержит установку перфорирования, установку разрезания, установку складывания и установку укладки листов в стопки. Перед и после установки перфорирования размещено устройство натяжения полотна. Стопка сложенных листов гигиенических изделий содержит секцию полотен. Секция полотен разделена на листы перфорацией. Обеспечивается возможность легкого отделения полотна при изготовлении стопок. 3 н. и 23 з.п. ф-лы, 6 ил.
1. Способ изготовления стопок (1) индивидуальных секций (2; 3) полотна, таких как секции тканого полотна, из непрерывного полотна материала (2а; 2b), содержащий этапы, на которых:
(а) направляют непрерывное полотно (2а; 2b) в установку (27) перфорирования;
(b) перфорируют непрерывное полотно (2а; 2b) на заданных интервалах и формируют листы (5) из материала полотна между последовательными линиями (4) перфорации, продолжающимися поперечно непрерывному полотну (2а; 2b), причем перфорирование выполняют посредством по меньшей мере одного перфорирующего элемента (26), размещенного по окружности перфорирующего ролика (24);
(с) направляют непрерывное полотно (2а; 2b) в установку (31) разрезания;
(d) разрезают на вторых заданных интервалах непрерывное полотно (2а; 2b) на секции (2; 3) полотна посредством разрезающего элемента (38), противодействующего опорному элементу (37), для того, чтобы создавать сплошной разрез или соединение с надрезами;
(e) сгибают секции (2; 3) полотна посредством сгибающего ролика (32); и
(f) укладывают сложенную секцию полотна (2; 3) для создания стопки (1) сложенных листов;
отличающийся тем, что на этапе (b) полотно удерживают за счет трения и перемещают на управляемой скорости посредством устройства натяжения полотна, размещенного перед и после установки перфорирования.
2. Способ по п. 1, содержащий дополнительный этап способа после этапа (e) и до этапа (f), на котором (e2) придают адгезивные свойства секциям полотна.
3. Способ по п. 2, причем на этапе (e2) адгезив выборочно выпускают на согнутые секции полотна.
4. Способ по п. 2, в котором на этапе (e2) адгезивную полосу или элемент застежки на крючок и/или петлю наносят на согнутые секции полотна.
5. Способ по любому из предыдущих пунктов, в котором на этапах (а) и (c) непрерывное полотно доводят до управляемой скорости.
6. Способ по п. 5, в котором первая скорость на этапе (а) и вторая скорость на этапе (c) отличаются, причем предпочтительно вторая скорость выше первой скорости, и наиболее предпочтительно вторая скорость выше на до 1% от первой скорости.
7. Способ по любому из пп.1-4, в котором на этапе (b) окружную скорость V1 перфорирующего ролика (24) регулируют с возможностью отличаться от скорости V2 перемещения непрерывного полотна в положении, в котором непрерывное полотно перфорируется, причем окружную скорость V1 и скорость V2 перемещения регулируют до фиксированных значений, удовлетворяющих неравенству 0,4×V2≤V1≤1,4×V2.
8. Способ по любому из пп.1-4, в котором этапы (а)-(d) способа выполняют параллельно для двух отдельных непрерывных полотен (2а, 2b); и на этапе (е) способа секции (2, 3) полотна, образованные из двух отдельных непрерывных полотен, взаимно сгибают для образования стопки взаимно сложенных листов.
9. Устройство для изготовления стопки листов, таких как бумажные листы, из непрерывного полотна материала, содержащее:
установку (27) перфорирования с вращаемым перфорирующим роликом (24) с по меньшей мере одним перфорирующим элементом (26), размещенным по окружности перфорирующего ролика (24), причем перфорирующий элемент приспособлен создавать линию перфорации;
установку (31) разрезания, содержащую разрезающий элемент (38) и опорный элемент (37),
причем разрезающий элемент (38) выполнен с возможностью создавать сплошной разрез или соединение с надрезами;
установку (40) складывания со сгибающим роликом (32); и
установку (50) укладки для образования стопки (1) листов;
отличающееся тем, что устройство дополнительно содержит устройства (20, 28) натяжения полотна, размещенного перед и после установки (27) перфорирования.
10. Устройство по п. 9, в котором опорный элемент представляет собой вращательный опорный ролик (37).
11. Устройство по п. 9, в котором разрезающий элемент (38) представляет собой возвратно-поступательный нож, работающий посредством кулачкового механизма (39), к которому присоединен разрезающий нож.
12. Устройство по п. 9, в котором разрезающий элемент (38) представляет собой возвратно-поступательный разрезающий нож с электроприводом.
13. Устройство по любому из пп. 9-12, в котором перфорирующий ролик (24) имеет несколько перфорирующих ножей (26), распределенных по периферийной поверхности перфорирующего ролика (24), причем по меньшей мере один из перфорирующих ножей (26) выполнен выборочно активируемым или приводимым в нерабочее состояние.
14. Устройство по любому из пп. 9-12, отличающееся тем, что по меньшей мере один перфорирующий элемент (26) размещен спирально на окружной поверхности перфорирующего ролика (24).
15. Устройство по п. 9, отличающееся тем, что устройство (20, 28) натяжения полотна выполнено с возможностью удерживать за счет трения и перемещать полотно на управляемой скорости, причем устройство натяжения представляет собой предпочтительно зону контакта между двумя роликами (29, 30) или S-образный виток вокруг двух роликов (21, 22).
16. Устройство по любому из пп. 9-12 или 15, отличающееся тем, что
разрезающий элемент (38) приспособлен создавать соединение с надрезами; и
установка (50) укладки содержит отделяющий элемент для отделения материала полотна в соединениях с надрезами.
17. Устройство по п. 16, отличающееся тем, что отделяющий элемент представляет собой отделяющий палец (43).
18. Устройство по п. 16, в котором установка (50) укладки дополнительно содержит устройство (44) подсчета, предпочтительно палец подсчета, выполненный с возможностью определения длины секции полотна.
19. Устройство по любому из пп. 9-12, отличающееся тем, что сгибающий ролик (32) функционально соединен с источником (33) податмосферного давления.
20. Стопка сложенных листов гигиенических изделий, например бумажных или нетканых изделий, содержащая
секцию (2; 3) полотна заданной длины, которая разделена на множество индивидуальных листов (5) гигиенических изделий посредством линий (4) перфорации между двумя последовательными листами (5) соответственно;
причем индивидуальные листы (5) сложены вдоль по меньшей мере одной линии (6) сгиба, размещенной между смежными линиями (4) перфорации;
один из листов (5) образует верхнюю панель (11) стопки (1) на одном конце заданной длины секции (2; 3) полотна, причем верхняя панель (11) имеет концевой край (13) в положении, отличном от положений линий (4) перфорации и линий (6) сгиба других листов (5) стопки (1);
отличающаяся тем, что линии перфорации представляют собой прерывистое или непрерывное ослабление, причем остаточная прочность полотна лежит в диапазоне между 4% и 50% и предпочтительно между 4% и 15%.
21. Стопка по п. 20, отличающаяся тем, что концевой край (13) находится под углом относительно линий (4) перфорации.
22. Стопка по п. 20 или 21, дополнительно содержащая вторую секцию (3) полотна, разделенную на множество листов (5) гигиенических изделий посредством вторых линий (4) перфорации, причем вторые листы согнуты вдоль по меньшей мере одной второй линии (6) сгибания, размещенной между смежными линиями (4) перфорации; секция (2) полотна и вторая секция (3) полотна взаимно сложены так, чтобы образовывать вложенную конфигурацию, причем перфорации и вторые перфорации смещены одна относительно другой вдоль секций полотна; вторая секция полотна образует вторую верхнюю панель (12).
23. Стопка по п.21, причем стопка дополнительно содержит адгезивный слой (14) для адгезии начала стопки (1) с концом предыдущей стопки; при этом адгезивный слой (14) размещен на листе и втором листе так, что верхняя панель (11) и вторая верхняя панель (12) в начале стопки (1) являются соединяемыми с концом идентичной предыдущей стопки, смежной данной стопке.
24. Стопка по п. 23, в которой адгезивный слой (14) представляет собой слой клея, слой адгезивной ленты или механическое крепежное средство, такое как слой крючкового или петлевого компонента крепежного материала типа крючок - петля или слой крючкового компонента крепежного материала типа крючок - крючок.
25. Стопка по п. 23 или 24, в которой адгезивный слой обеспечен в форме полосы адгезионного материала, например ленты.
26. Стопка по п. 21, отличающаяся тем, что верхняя панель (11) секции (2) полотна и вторая верхняя панель (12) второй секции (3) полотна имеют такую форму и размещены так, что они раскрыты, причем адгезивный слой (14) нанесен и на верхнюю панель (11), и на вторую верхнюю панель (12).
| 0 |
|
SU291211A1 | |
| КРИВОШИПНЫЙ ПРЕСС | 0 |
|
SU323296A1 |
| US 5290226 A, 01.03.1994 | |||

