Область применения
Настоящее изобретение в целом относится к абсорбирующей сердцевине для одноразовых абсорбирующих изделий.
Уровень техники
Абсорбирующие изделия, такие, как подгузники, обучающие трусики, изделия для взрослых, страдающих недержанием мочи, предназначены для поглощения и удержания выделений организма. Они также предотвращают загрязнение предметов одежды, постельного белья или прочих предметов, с которыми может контактировать пользователь, выделениями организма, что может происходить, например, за счёт намокания или иными способами. Одноразовое абсорбирующее изделие, такое, как одноразовый подгузник, пользователь носит в течение нескольких часов, и оно сначала находится в сухом состоянии, а затем, после поглощения мочи - во влажном. Соответственно, предпринимаются попытки улучшить комфорт ношения и прилегание абсорбирующего изделия к телу носящего, как в сухом его состоянии, так и в состоянии частичного и полного заполнения жидкими выделениями организма, при сохранении или улучшении поглощающих и удерживающих свойств изделия.
Важным компонентом одноразовых абсорбирующих изделий является абсорбирующая сердцевина. Абсорбирующая сердцевина, как правило, включает абсорбирующий полимерный материал и целлюлозные волокна. Абсорбирующий полимерный материал обеспечивает поглощение больших количеств текучих выделений организма, в частности мочи, абсорбирующим изделием во время его использования, а также блокировку поглощённых текучих сред, что обеспечивает малое повторное намокание поверхности изделия и позволяет поддерживать кожу сухой. Абсорбирующая сердцевина, как правило, является профилированной, то есть в ней имеются зоны с различной абсорбирующей ёмкостью.
Предложены более тонкие конструкции некоторых типов одноразовых абсорбирующих изделий, в частности одноразовых подгузников. Такие конструкции могут быть получены за счёт уменьшения или полного исключения целлюлозных волокон из абсорбирующей сердцевины. Для сохранения механической прочности абсорбирующей сердцевины в неё добавляют небольшие количества адгезивного материала, например термопластического адгезивного материала, что позволяет закрепить абсорбирующий полимерный материал. В результате этого могут быть получены абсорбирующие конструктивные элементы, имеющие требуемую проницаемость и пористость, менее подверженные блокировке геля при поглощении жидкости и образующие достаточно прочные конструкции, способные выдержать нагрузки в процессе использования изделия и его транспортировке.
Однако было обнаружено, что некоторые из профилированных абсорбирующих сердцевин с уменьшенным содержанием целлюлозных волокон не всегда обеспечивают достаточную скорость приёма текучих сред.
Поэтому по-прежнему существует потребность в абсорбирующей сердцевине для одноразовых абсорбирующих изделий, которая является тонкой, и при этом обеспечивает хорошие характеристики взаимодействие с текучими средами.
Сущность изобретения
Настоящее изобретение относится к абсорбирующей сердцевине для одноразовых абсорбирующих изделий, содержащей один или более абсорбирующих конструктивных элементов. Абсорбирующий конструктивный элемент содержит слой основы и абсорбирующий слой. Абсорбирующий слой содержит абсорбирующий материал, поддерживаемый упомянутым слоем основы и иммобилизированный на нём с помощью термопластического адгезивного материала. Абсорбирующая сердцевина имеет продольное направление и поперечное направление, и состоит из девяти поперечных сегментов в своём продольном направлении и шести продольных сегментов в своём поперечном направлении. В каждом из упомянутых поперечных сегментов абсорбирующий слой имеет среднюю плотность абсорбирующего материала (APMt BWav) и среднюю плотность термопластического адгезивного материала (TAMt BWav), иммобилизирующего упомянутый абсорбирующий материал. В каждом из упомянутых продольных сегментов абсорбирующий слой имеет среднюю плотность абсорбирующего материала (APMl BWav) и среднюю плотность термопластического адгезивного материала (TAMl BWav), иммобилизирующего упомянутый абсорбирующий материал. Величины APMt BWav и TAMt BWav для абсорбирующего слоя в по меньшей мере одном из поперечных сегментов абсорбирующей сердцевины ниже, чем соответствующие величины APMt BWav и TAMt BWav абсорбирующего слоя в по меньшей мере одном из остальных поперечных сегментов. В качестве альтернативы, величины APMl BWav и ТАМ1 BWav в по меньшей мере одном из продольных сегментов ниже, чем соответствующие величины APMl BWav и TAMl Bwav в по меньшей мере одном из остальных продольных сегментов.
Краткое описание чертежей
Фиг. 1. Вид одноразового подгузника в расправленном состоянии.
Фиг. 2. Вид сверху абсорбирующей сердцевины.
Фиг. 3. Вид сверху абсорбирующей сердцевины, на котором показаны поперечные сегменты.
Фиг. 4. Вид сверху абсорбирующей сердцевины, на котором показаны продольные сегменты.
Фиг. 5. Вид сверху абсорбирующего слоя.
Фиг. 6А-6Е. Виды сверху абсорбирующей сердцевины, на которых показаны различные профили абсорбирующего слоя.
Фиг. 7. Вид сверху абсорбирующего слоя.
Фиг. 8. Вид сверху абсорбирующей сердцевины.
Фиг. 9. Вид сверху абсорбирующей сердцевины.
Фиг. 10. Вид сверху абсорбирующей сердцевины.
Подробное описание изобретения
Определения
Термин "абсорбирующее изделие" относится к устройствам, которые поглощают и удерживают выделения организма, и в частности относится к устройствам, которые надевают на тело носящего или располагают в непосредственной близости к телу носящего для поглощения и удержания различных выделений организма. Абсорбирующие изделия могут включать подгузники для детей и взрослых, включая подгузники-трусы, например обучающие трусики для детей и нижнее бельё для взрослых, страдающих недержанием мочи, изделия для женской гигиены
«Подгузник» означает устройство, носимое детьми и взрослыми, страдающими недержанием мочи, в нижней части корпуса, таким образом., что оно окружает талию и ноги носящего. Примеры подгузников включают подгузники обычного типа и подгузники-трусы, в том числе обучающие трусики.
«Подгузники-трусы» в контексте настоящего описания означают одноразовые изделия, имеющие проём для талии и проёмы для ног, и предназначенные для малых детей или взрослых. Подгузники-трусы могут быть надеты на пользователя путём продевания ног пользователя в проёмы для ног и затем натягивания их вверх до нужного положения вокруг нижней части корпуса пользователя. Подгузникам-трусам придаётся готовая форма в процессе их производства любыми подходящими способами, включая, но не ограничиваясь ими: скрепление друг с другом частей изделия различными способами, допускающими однократное и/или многократное скрепление (например, термическим скреплением, сваркой, адгезивным, когезивным скреплением, застёжками и прочими видами скрепления). Скрепление частей подгузника-трусов может быть выполнено в любой части окружности проёма для талии (например, на боковых сторонах, на передней поясной части и в прочих областях).
В контексте настоящего описания термин "одноразовый" используется для описания изделий, которые в целом не предназначены для стирки, иного восстановления или повторного использования (то есть подразумевается, что такие изделия после первичного их использования должны быть выброшены, и, предпочтительно, переработаны, компостированы или удалены иным способом, дружественным по отношению к окружающей среде).
«Абсорбирующая сердцевина» означает конструкцию, как правило, расположенную между тыльным листом и верхним листом абсорбирующего изделия, и предназначенную для поглощения и удержания жидкости, принятой абсорбирующим изделием. Абсорбирующая сердцевина может содержать один или более слоев основы, абсорбирующий материал, расположенный на упомянутых одном или более слоях основы, и термопластический адгезивный состав, расположенный на абсорбирующем материале. Термопластический адгезивный состав может быть расположен на абсорбирующем материале и по меньшей мере на части упомянутых одного или более слоев основы. Абсорбирующая сердцевина не включает принимающей системы, верхнего листа и тыльного листа абсорбирующего изделия. В некоторых воплощениях абсорбирующая сердцевина может состоять в сущности из одного или более слоев основы, абсорбирующего материала, термопластического адгезивного состава и возможно, покровного слоя.
«Абсорбирующий полимерный материал» означает полимерные материалы с перекрёстными связями, которые могут поглощать 0,9%-ный водный солевой раствор в количестве, более чем в 10 раз превышающем их собственный вес (по результатам измерений по методу с центрифугированием Edana 441.2-01).
«Абсорбирующие полимерные частицы» в контексте настоящего описания означает абсорбирующий полимерный материал в форме частиц, то есть сыпучий в сухом состоянии.
Термин «нетканый материал» означает полотно, изготовленное из направленным или произвольным образом ориентированных волокон, исключая бумагу и изделия, которые являются ткаными, вязаными, начёсанными, прошитыми волокнами или нитями, или валяными влажным способом, с дополнительным начёсом или без него. Нетканые материалы и способы их изготовления хорошо известны в данной области техники. В общем случае процессы изготовления нетканых материалов содержат этапы укладки волокон на формирующую поверхность, и могут включать такие способы, как прядение с укладкой, выдувание из расплава, кардование, аэродинамическая укладка, влажная укладка, со-формование и их сочетания. Волокна могут быть натурального или искусственного происхождения, и могут быть штапельными волокнами, сплошными нитями или сформированными на месте формирования полотна.
«Термопластический адгезивный материал» в контексте настоящего описания подразумевает материал, содержащий полимерный состав, из которого формируются волокна, которые затем наносятся на суперабсорбирующий материал для иммобилизации суперабсорбирующего материала как в сухом, так и во влажном состоянии. Термопластический адгезивный материал в соответствии с настоящим изобретением образует волокнистую сетку поверх абсорбирующего материала.
Одноразовые абсорбирующие изделия
Одноразовое абсорбирующее изделие представляет собой устройство, поглощающее и удерживающее текучие выделения организма. Данный тип изделий включает подгузники, подгузники-трусы, нижнее бельё для взрослых, страдающих недержанием мочи, изделия для женской гигиены. Как правило, одноразовое абсорбирующее изделие содержит верхний лист, тыльный лист и расположенную между ними абсорбирующую сердцевину.
В одном из воплощений настоящего изобретения одноразовое абсорбирующее изделие является одноразовым подгузником, изображённым на фиг. 1.
Одноразовый подгузник 1, изображённый на фиг. 1, имеет размер в продольном направлении (вдоль продольной оси А) и размер в поперечном направлении (вдоль продольной оси В), перпендикулярном продольному направлению.
Одна из концевых частей подгузника выполнена в виде передней поясной области 2 (и соответствует передней трети изделия, будучи протяжённой на одну треть его длины). Противоположная ей концевая часть выполнена в виде задней поясной области 3 (и соответствует задней трети изделия, также протяжённой на одну треть его длины). Средняя часть подгузника выполнена в виде промежностной области 4 (и соответствует центральной трети изделия). Промежностная область является протяжённой в длину между передней и задней поясными областями. Промежностная область представляет собой ту часть подгузника, которая при его ношении располагается в целом между ногами носящего.
Подгузник, как правило, содержит верхний лист 5, тыльный лист 6 и расположенную между ними абсорбирующую сердцевину 7.
Верхний лист может быть проницаемым для жидкостей. Верхний лист может быть по меньшей мере частично гидрофильным. Могут также использоваться так называемые перфорированные верхние листы. Могут также использоваться верхние листы с одним или более отверстиями относительно большого размера. Верхний лист может также включать состав для ухода за кожей, например лосьон. Верхний лист может быть полностью или частично эластифицирован или стянут, для обеспечения пустого пространства между верхним листом и абсорбирующей сердцевиной. Примеры конструкций, включающих эластифицированные или стянутые верхние листы, более подробно описаны в патенте США 5037416 «Одноразовое абсорбирующее изделие, имеющее эластично растяжимый верхний лист» (Allen с соавторами, выдан 6 августа 1991 года) и в патенте США 5269775 «Трёхсекционные верхние листы для одноразовых абсорбирующих изделий, и абсорбирующие изделия, имеющие такие трёхсекционные верхние листы» (Freeland с соавторами, выдан 14 декабря 1993 года).
Тыльный лист может быть проницаемым для пара, но не проницаемым для жидкости. Тыльный лист может использоваться для предотвращения загрязнения поглощёнными и удерживаемыми абсорбирующим конструктивным элементом текучими выделениями организма материалов, которые могут вступать в контакт с абсорбирующим изделием, например нижнего белья, пижамы, верхней одежды, то есть он может использоваться в качестве барьера на пути переноса текучих сред. В некоторых воплощениях тыльный лист может быть в сущности непроницаемым для жидкостей (например, мочи) и может содержать ламинат из нетканого полотна и тонкой плёнки из пластической массы, например термопластической плёнки, имеющей ширину от примерно 0,012 мм (0,5 миллидюйма) до примерно 0,051 мм (2,0 миллидюймов). Подходящие плёнки для изготовления тыльных листов включают, например, плёнки производства Tredegar Industries Inc. (Тер-От, штат Индиана, США), предлагаемые под торговыми наименованиями X15306, X10962 и X10964. Прочие подходящие материалы для тыльного листа могут включать «дышащие» материалы, которые позволяют испарениям выходить из подгузника, не пропуская при этом жидких выделений организма через тыльный лист. Примеры «дышащих» материалов включают такие материалы, как нетканые полотна и микропористые плёнки, такие, как, например, производства Mitsui Toatsu Со. (Япония), предлагаемые под торговым наименованием ESPOIR NO, и производства EXXON Chemical Со. (Бэй-Сити, штат Техас), предлагаемые под торговым наименованием EXXAIRE. Подходящие «дышащие» композитные материалы, содержащие полимерные смеси, предлагаются Clopay Corporation (Цинциннати, штат Огайо) под торговым наименованием HYTREL, смесь Р18-3097. Такие «дышащие» композитные материалы подробно описаны в патентной заявке WO 95/16746 (Е.I. DuPont, подана 22 июня 1995 года). Прочие подходящие «дышащие» тыльные листы, содержащие нетканые материалы и перфорированные формованные плёнки, описаны в патенте США 5571096 (Dobrin с соавторами, 5 ноября 1996).
Подгузник может дополнительно содержать переднюю и заднюю поясные ленты и/или систему крепления, как правило, прикреплённую к поясным лентам, как известно сведущим в данной области техники. Предпочтительные системы крепления содержат лепестки 8 и зоны 9 крепления, при этом лепестки обычно прикреплены к задней поясной области подгузника, а зоны крепления являются частью передней поясной области подгузника. Подгузник может также содержать ножные манжеты 10 и/или барьерные манжеты, например эластифицированные барьерные манжеты 11. Подходящие манжеты описаны, например, в патентах США 3860003; 4808178; 4695278 и 4795454.
Как показано на фиг. 1, абсорбирующая сердцевина может содержать принимающую систему, содержащую верхний принимающий слой 12, нижний принимающий слой 13 и, в качестве дополнительно возможного, покровный слой 14 сердцевины. Принимающая система может работать, как временный резервуар для жидкости, в котором она содержится, пока её не поглотит абсорбирующий конструктивный элемент. В одном из воплощений принимающая система может содержать целлюлозные волокна с химически сформированными перекрёстными связями. Такие целлюлозные волокна с перекрёстными связями могут иметь требуемые свойства поглощения. Примеры целлюлозных волокон с химически сформированными перекрёстными связями описаны в патенте США 5137537. В некоторых воплощениях целлюлозные волокна с перекрёстными связями могут быть волнообразными, скрученными или витыми, или обладать любым сочетанием из перечисленных признаков. В некоторых воплощениях верхний и/или нижний принимающие слои могут содержать нетканое полотно, которое может быть гидрофильным. Кроме того, в некоторых воплощениях верхний и/или нижний принимающие слои могут содержать целлюлозные волокна с химически сформированными перекрёстными связями, которые могут образовывать, а могут и не образовывать часть нетканого материала. В одном из воплощений верхний принимающий материал может содержать нетканый материал без целлюлозных волокон с перекрёстными связями, а нижний принимающий слой может содержать целлюлозные волокна с химически сформированными перекрёстными связями. Кроме того, в одном из воплощений нижний принимающий слой может содержать целлюлозные волокна с химически сформированными перекрёстными связями, смешанные с другими типами волокон, такими, как, например, натуральные или синтетические полимерные волокна. Подходящие нетканые материалы для верхнего и нижнего принимающих слоев включают, но не ограничиваются ими, материалы типа SMS (содержащие слой полотна «спанбонд», слой полотна из волокон, выдуваемых из расплава и ещё один слой полотна из волокон типа «спанбонд»). В некоторых воплощениях целесообразно использование устойчиво гидрофильных нетканых полотен, в частности нетканых полотен со стойкими гидрофильными покрытиями. Ещё в одном подходящем воплощении используется полотно структуры SMMS. В некоторых воплощениях нетканые материалы являются пористыми.
Возможные способы сборки подгузника в соответствии с настоящим изобретением включают традиционные способы изготовления одноразовых абсорбирующих изделий. Так, например, тыльный лист и/или верхний лист могут быть прикреплены к абсорбирующему конструктивному элементу / абсорбирующей сердцевине или друг к другу посредством однородного и непрерывного слоя адгезива, или путём нанесения структуры из отдельных линий, спиралей или точек адгезива. Было определено, что удовлетворительными для этой цели являются адгезивы HL-1258 или H-2031 производства H.B. Fuller Company (Сент-Пол, штат Миннесота, США). И хотя верхний лист, тыльный лист и абсорбирующая сердцевина могут быть собраны друг с другом в различных традиционно применяемых конфигурациях, предпочтительные конфигурации подгузника описаны в патентах США 5554145 "Абсорбирующее изделие с пояском из структурированной растяжимой эластично-подобной плёнки с множеством зон" (Roe с соавторами, выдан 10 сентября 1996 года), 5569234 "Одноразовые подгузники-трусы" (Buell с соавторами, выдан 29 октября 1996 года); и 6004306 "Абсорбирующее изделие с боковыми панелями, растяжимых в нескольких направлениях" (Robles с соавторами, выдан 21 декабря 1999 года).
Абсорбирующая сердцевина
Абсорбирующая сердцевина расположена между верхним листом и тыльным листом. Она представляет собой трёхмерную конструкцию, содержащую по меньшей мере один абсорбирующий конструктивный элемент.
Абсорбирующая сердцевина содержит слой основы и абсорбирующий слой, поддерживаемый и иммобилизируемый на упомянутом слое основы термопластическим адгезивным материалом.
Абсорбирующий слой содержит абсорбирующий полимерный материал и возможно, целлюлозные волокна.
Абсорбирующая сердцевина 7, как это показано на фиг. 2, имеет продольное направление L, совпадающее с продольным направлением подгузника (и соответственно имеет длину L), и поперечное направление W, соответствующее поперечному направлению подгузника (и соответственно ширину W). Абсорбирующая сердцевина содержит слой 15 основы и абсорбирующий слой 25, поддерживаемый и иммобилизируемый на упомянутом слое основы термопластическим адгезивным материалом.
Абсорбирующая сердцевина имеет центральную продольную ось X, центральную поперечную ось Y, перпендикулярную упомянутой центральной продольной оси X, пару расположенных друг напротив друга продольных краёв 18, протяжённых в продольном направлении одноразового подгузника и пару расположенных друг напротив друга поперечных краёв 19, протяжённых в поперечном направлении одноразового подгузника. Продольные и поперечные края абсорбирующей сердцевины могут быть параллельными центральной продольной оси и центральной поперечной оси соответственно (как показано на фиг. 2), или они могут в целом повторять направления данных осей, не будучи строго параллельными, например они могут быть криволинейными, что, например, позволяет получить меньший размер изделия в поперечном направлении в промежностной области.
Абсорбирующая сердцевина имеет переднюю область (область, обращенную к передней поясной области одноразового подгузника), и её длина составляет одну треть размера L абсорбирующей сердцевины в продольном направлении. Противоположная ей концевая часть представляет собой заднюю область (область, обращенную к задней поясной области подгузника), и её длина составляет одну треть размера L абсорбирующей сердцевины в продольном направлении. Средняя часть абсорбирующей сердцевины представляет собой промежностную область 23, и её длина составляет одну треть размера L абсорбирующей сердцевины в продольном направлении. Передняя, промежностная и задняя области расположены последовательно в продольном направлении абсорбирующей сердцевины.
Как показано на фиг. 3, абсорбирующую сердцевину в соответствии с настоящим изобретением можно условно разделить на девять сегментов в продольном направлении (далее такие сегменты именуются поперечными сегментами 20). Поперечные сегменты являются протяжёнными от одного продольного края абсорбирующей сердцевины до противоположного её края, и по всей толщине абсорбирующей сердцевины. Одни имеют длину L1, которая равна ширине W абсорбирующей сердцевины, и ширину W1, которая равна 1/9 длины L абсорбирующей сердцевины. В некоторых воплощениях поперечные сегменты могут иметь длину по меньшей мере 4 см, или по меньшей мере 5 см, или по меньшей мере 7 см, или по меньшей мере 8 см, или по меньшей мере 9 см, и ширину по меньшей мере 1,5 см, по меньшей мере 2,5 см, или по меньшей мере 3 см, или по меньшей мере 3,8 см, или по меньшей мере 4 см.
Каждый из поперечных сегментов содержит абсорбирующий слой, который характеризуется средней плотностью абсорбирующего материала, именуемой в настоящем описании, как APMt BWav, и средней плотностью термопластического адгезивного материала, именуемой, как TAMt BWav.
APMt BWav представляет собой средний вес абсорбирующего материала, приходящийся на площадь абсорбирующего слоя, содержащегося в поперечном сегменте (если абсорбирующая сердцевина содержит только один абсорбирующий конструктивный элемент и соответственно только один абсорбирующий слой). APMt BWav выражается, как правило, в граммах на квадратный метр (г/м2). Средняя плотность может быть рассчитана путём определения веса абсорбирующего материала в абсорбирующем слое, содержащегося в данном сегменте, и его деления на общую площадь абсорбирующего слоя в данном сегменте. Если абсорбирующий материал состоит из абсорбирующего полимерного материала, то APMt BWav представляет собой средний вес абсорбирующего полимерного материала, приходящийся на площадь абсорбирующего слоя, содержащегося в данном поперечном сегменте. Если абсорбирующая сердцевина содержит два или более абсорбирующих конструктивных элементов, образующих ламинат, то APMt BWav представляет собой средний вес абсорбирующего материала, приходящийся на площадь ламината, содержащегося в данном поперечном сегменте (то есть среднюю плотность абсорбирующего материала для совокупности всех абсорбирующих слоев в данном сегменте).
TAMt BWav представляет собой средний вес термопластического адгезивного материала, приходящийся на площадь абсорбирующего слоя, содержащегося в поперечном сегменте (если абсорбирующая сердцевина содержит только один абсорбирующий конструктивный элемент и соответственно только один абсорбирующий слой). TAMt BWav выражается, как правило, в граммах на квадратный метр (г/м2). Средняя плотность может быть рассчитана путём определения веса термопластического адгезивного материала в абсорбирующем слое, содержащегося в данном сегменте, и его деления на общую площадь абсорбирующего слоя в данном сегменте. Если абсорбирующая сердцевина содержит два или более абсорбирующих конструктивных элементов, образующих ламинат, то TAMt BWav представляет собой средний вес термопластического адгезивного материала, приходящийся на площадь ламината, содержащегося в данном поперечном сегменте.
Как показано на фиг. 4, абсорбирующая сердцевина в соответствии с настоящим изобретением может быть условно разделена на шесть сегментов 21 в поперечном её направлении. Данные сегменты именуются далее продольными сегментами. Продольные сегменты являются протяжёнными от одного поперечного края абсорбирующей сердцевины до противоположного её края и, через всю толщину абсорбирующей сердцевины. Они имеют длину l2, равную длине L абсорбирующей сердцевины, и ширину w2, равную 1/6 ширины W абсорбирующей сердцевины.
Каждый из продольных сегментов содержит абсорбирующий слой, который характеризуется средней плотностью абсорбирующего материала, именуемой в настоящем описании, как APMl BWav, и средней плотностью термопластического адгезивного материала, именуемой как TAMl BWav.
APMl BWav представляет собой средний вес абсорбирующего материала, приходящийся на площадь абсорбирующего слоя, содержащегося в одиночном продольном сегменте (если абсорбирующая сердцевина содержит только один абсорбирующий конструктивный элемент и соответственно только один абсорбирующий слой). APMl BWav выражается, как правило, в граммах на квадратный метр (г/м2). Средняя плотность может быть рассчитана путём определения веса абсорбирующего материала в абсорбирующем слое, содержащегося в данном сегменте, и его деления на общую площадь абсорбирующего слоя в данном сегменте. Если абсорбирующий материал состоит из абсорбирующего полимерного материала, то APMl BWav представляет собой средний вес абсорбирующего полимерного материала, приходящийся на площадь абсорбирующего слоя, содержащегося в данном продольном сегменте. Если абсорбирующая сердцевина содержит два или более абсорбирующих конструктивных элементов, образующих ламинат, то APMl BWav представляет собой средний вес абсорбирующего материала, приходящийся на площадь ламината, содержащегося в данном продольном сегменте (то есть среднюю плотность абсорбирующего материала для совокупности всех абсорбирующих слоев в данном сегменте).
TAMl BWav представляет собой средний вес термопластического адгезивного материала, приходящийся на площадь абсорбирующего слоя, содержащегося в данном продольном сегменте (если абсорбирующая сердцевина содержит только один абсорбирующий конструктивный элемент и соответственно только один абсорбирующий слой), и выражается, как правило, в граммах на квадратный метр (г/м2). Средняя плотность может быть рассчитана путём определения веса термопластического адгезивного материала в абсорбирующем слое, содержащегося в данном сегменте, и его деления на общую площадь абсорбирующего слоя в данном сегменте. Если абсорбирующая сердцевина содержит два или более абсорбирующих конструктивных элементов, образующих ламинат, то TAMl BWav представляет собой средний вес термопластического адгезивного материала, приходящийся на площадь ламината, содержащегося в данном продольном сегменте (то есть среднюю плотность абсорбирующего материала для совокупности всех абсорбирующих слоев в данном сегменте.
Профилированная абсорбирующая сердцевина
Абсорбирующая сердцевина в соответствии с настоящим изобретением имеет области, имеющие различную абсорбирующую ёмкость. Так, например, некоторые области абсорбирующей сердцевины содержат большее количество абсорбирующего материала, чем другие области. В некоторых воплощениях абсорбирующая сердцевина может быть профилирована в продольном направлении, то есть количество абсорбирующего материала в абсорбирующем слое, или по в меньшей мере одном из абсорбирующих слоев, или во всех абсорбирующих слоях - может изменяться в продольном направлении абсорбирующей сердцевины. В других воплощениях абсорбирующая сердцевина может быть профилирована в поперечном её направлении, то есть количество абсорбирующего материала в абсорбирующем слое, или в по меньшей мере одном из абсорбирующих слоев, или во всех абсорбирующих слоях -может изменяться в продольном направлении абсорбирующей сердцевины. Количество абсорбирующего материала, например количество абсорбирующего полимерного материала, может постепенно меняться от одной области к другой. Такой постепенное изменение количества абсорбирующего материала может уменьшать вероятность трещин при формировании абсорбирующей сердцевины.
Как показано на фиг. 2, абсорбирующий слой имеет размер М в продольном направлении, соответствующем продольному направлению абсорбирующей сердцевины (то есть абсорбирующий слой имеет длину М) и размер N в поперечном направлении, соответствующем поперечному направлению абсорбирующей сердцевины (то есть абсорбирующий слой имеет ширину N). Абсорбирующий слой 25 имеет центральную продольную ось X, центральную поперечную ось Y, перпендикулярную упомянутой центральной продольной оси X, пару расположенных друг напротив друга продольных краёв 26, протяжённых в продольном направлении абсорбирующей сердцевины, и пару расположенных друг напротив друга поперечных краёв 27, протяжённых в поперечном направлении абсорбирующей сердцевины. Продольные и поперечные края абсорбирующего слоя могут быть параллельными центральной продольной оси и центральной поперечной оси соответственно, или они могут в целом повторять направления данных осей, не будучи строго параллельными, например они могут быть криволинейными, что, например, позволяет получить меньший размер изделия в поперечном направлении в промежностной области.
Абсорбирующий слой содержит абсорбирующий материал, как правило, абсорбирующий полимерный материал и возможно, целлюлозные волокна. Абсорбирующий полимерный материал, как правило, используется в форме частиц, то есть в форме абсорбирующих полимерных частиц. В контексте настоящего описания «целлюлозные волокна» означает измельчённую древесную пульпу в форме волокон. В некоторых воплощениях абсорбирующий материал содержит более чем 70%, или более чем 80%, или более чем 90%, или более чем 95% или даже 100% абсорбирующих полимерных частиц по весу. В некоторых воплощениях абсорбирующий материал содержит абсорбирующие полимерные частицы и менее чем 5% по весу целлюлозы, более типично - менее чем 2% целлюлозы, и наиболее часто совсем не содержит целлюлозы. В воплощениях, в которых абсорбирующий слой совсем не содержит целлюлозы, он содержит только абсорбирующие полимерные частицы.
Как правило, абсорбирующие полимерные частицы, которые могут использоваться в абсорбирующем слое, могут содержать любые суперабсорбирующие полимерные частицы, описанные в соответствующей литературе, например в публикации Modern Superabsorbent Polymer Technology (F.L. Buchholz, A.T. Graham, Wiley 1998).
Абсорбирующие полимерные частицы могут быть сферическими, близкими к сферическим, частицами неправильной формы, частицами в форме сарделек или частицами в форме эллипсоидов, получаемых обычно в реакциях полимеризации в суспензиях с обращением фазы. Частицы могут быть, по меньшей мере частично, агломерированы в более крупные частицы неправильной формы.
Абсорбирующие полимерные частицы могут быть изготовлены из материалов, выбранных из полиакрилатов или материалов на основе полиакрилатов, в которых имеются внутренние и/или поверхностные перекрёстные связи, например из частично нейтрализованных полиакрилатов с перекрёстным связями, или соединений типа кислота-полиакрилат. Подходящие абсорбирующие полимерные частицы описаны в патентных публикациях WO 07/047598, WO 07/046052, WO 2009/155265 и WO 2009/155264.
Абсорбирующие полимерные частицы предпочтительно должны содержать внутренние перекрёстные связи, то есть их полимеризация должна проводиться в присутствии соединений, имеющих две или более полимеризуемых групп, которые допускают свободно-радикальную сополимеризацию в полимерную цепь. Подходящие соединения для образования перекрёстных связей включают этиленгликоль диметакрилат, диэтиленгликоль диакрилат, аллил метакрилат, триметилолпропан триакрилат, триаллиламин, тетрааллилоксиэтан, как описано в ЕР-А 530438, ди- и триакрилаты, как описано в ЕР-А 547847, ЕР-А 559476, ЕР-А 632068, WO 93/21237, WO 03/104299, WO 03/104300, WO 03/104301 и в DE-A 10331450, смешанные акрилаты, которые наряду с акрилатными группами включают этилен-ненасыщенные группы, как описано в DE-A 10331456 и DE-A 10355401, или смеси веществ для образования перекрёстных связей, как описано в DE-A 19543368, DE-A 19646484, WO 90/15830 и WO 02/32962, а также вещества для образования перекрёстных связей, описанные в WO 2009/155265.
Абсорбирующие полимерные частицы могут иметь перекрёстные связи, выполненные на поверхности (так называемые пост-формированные перекрёстные связи). Подходящие соединения для формирования таких связей включают соединения, имеющие две или более групп, способных образовывать ковалентные связи с карбоксилатными группами полимеров. Подходящие соединения такого типа включают, например, алкоксисилильные соединения, полиазиридины, полиамины, полиамидоамины, ди- или полиглицидильные соединения, как описано в ЕР-А 083022, ЕР-А 543303 и ЕР-А 937736, многоатомные спирты, как описано в DE-C 3314019, циклические карбонаты, как описано в DE-A 4020780, 2-оксазолидон и его производные, такие, как N-(2-гидроксиэтил)-2-оксазолидон, как описано в DE-A 19807502, бис- и поли-2-оксазолидоны, как описано в DE-A 19807992, 2-оксотетрагидро-1,3-оксазин и его производные, как описано в DE-A 19854573, N-ацил-2-оксазолидоны, как описано в DE-A 19854574, циклические мочевины, как описано в DE-A 10204937, бициклические амидацетали, как описано в DE-A 10334584, оксетан и циклические мочевины, как описано в ЕР-А 1199327, и морфолин-2,3-дион и его производные, как описано в WO 03/031482.
Абсорбирующие полимерные частицы могут быть подвергнуты поверхностной модификации, например на них может быть нанесено полное или частичное покрытие. Примеры абсорбирующих полимерных частиц с покрытием описаны в WO 2009/155265. Вещество, наносимое в виде покрытия, может делать абсорбирующие полимерные частицы более гидрофильными. Вещество, наносимое в виде покрытия, может быть полимером, например эластичным полимером, плёнкообразующим полимером или одновременно эластичным и плёнкообразующим полимером, образующим эластичное (эластомерное) покрытие на частицах в виде плёнки. Покрытие может быть гомогенным и/или равномерным покрытием на поверхности абсорбирующих полимерных частиц. Вещество для нанесения покрытия может наноситься в количестве от 0,1% до 5%, или от 0,2% до 1% по весу от веса поверхностно-модифицируемых абсорбирующих полимерных частиц
Абсорбирующие полимерные частицы, как правило, имеют требуемое распределение частиц по размеру. Так, например, абсорбирующие полимерные частицы могут иметь распределение по размеру в диапазоне от 45 мкм до 4000 мкм, более предпочтительно - от 45 мкм до примерно 1000 мкм, или от примерно 100 мкм до примерно 850, или от 100 до 600 мкм. Распределение размеров частиц материала в форме частиц может быть определено способами, известными в данной области техники, например методом сухого просеивания (EDANA 420.02). Могут также использоваться оптические методы, основанные на рассеивании света и анализе получаемого изображения.
Абсорбирующая сердцевина, профилированная в поперечном направлении
В некоторых воплощениях количество абсорбирующего материала (как правило, количество абсорбирующего полимерного материала) в абсорбирующем слое, или в по меньшей мере одном из абсорбирующих слоев, или во всех абсорбирующих слоях - может варьировать в поперечном направлении абсорбирующего слоя. В некоторых воплощениях, как это показано на фиг. 5, абсорбирующий слой 25, или по меньшей мере один из абсорбирующих слоев, или все абсорбирующие слои - могут быть разделены на три абсорбирующие зоны, в которых количество абсорбирующего материала (как правило, абсорбирующего полимерного материала) на единицу площади абсорбирующего слоя изменяется от зоны к зоне. Так, например, абсорбирующий слой, разделённый на три зоны, имеет первую и вторую абсорбирующие зоны 30 и 31, разнесённые друг от друга и протяжённые в сущности параллельно продольной оси абсорбирующего слоя, и центральную абсорбирующую зону 32, расположенную между первой и второй абсорбирующей зонами и протяжённую в сущности вдоль продольной оси (содержащую продольную ось). В некоторых воплощениях абсорбирующий материал (как правило, абсорбирующий полимерный материал) в первой и второй абсорбирующих зонах может иметь плотность, большую, чем плотность абсорбирующего материала в центральной абсорбирующей зоне абсорбирующего слоя. Если на абсорбирующую сердцевину, имеющую такую конструкцию, попадает поток жидкости, направленный преимущественно на центральную абсорбирующую зону, то часть данного потока жидкости попадает за пределы центральной абсорбирующей зоны, то есть на боковые абсорбирующие зоны. Первая и вторая абсорбирующие зоны содержат большее количество абсорбирующего материала и соответственно имеют более высокую абсорбирующую ёмкость и препятствуют выходу жидкости за пределы боковых абсорбирующих зон, не допуская её утечек. В некоторых воплощениях плотность абсорбирующего материала в первой и второй абсорбирующих зонах 30 и 31 абсорбирующего слоя может быть ниже, чем плотность абсорбирующего материала в центральной абсорбирующей зоне 32 абсорбирующего слоя. Абсорбирующий слой может включать любое количество абсорбирующих зон с различной плотностью абсорбирующего полимера в форме частиц. Кроме того, в некоторых воплощениях абсорбирующий материал может быть расположен в виде определённой структуры из чередующихся областей с большим и меньшим количеством абсорбирующего материала, приходящимся на единицу площади абсорбирующего слоя.
В некоторых воплощениях, как это показано на фиг. 5, области с более высокой плотностью абсорбирующего материала в сущности параллельны друг другу и непрерывны, а абсорбирующий слой имеет в сущности прямоугольную форму. В других воплощениях области с более высокой плотностью абсорбирующего материала могут иметь другие формы, например могут быть криволинейными или прерывистыми, или одновременно криволинейными и прерывистыми. На фиг. 6А показано воплощение, содержащее непрерывные области 120b и 122b с более высокой плотностью абсорбирующего материала, закруглённые вовнутрь и образующие выпуклую вовнутрь структуру, и соседние с ними области 121b с более низкой плотностью абсорбирующего материала. На фиг. 6В показано воплощение, содержащее непрерывные области 120с и 122с с более высокой плотностью абсорбирующего материала, закруглённые вовнутрь и образующие структуру в виде песочных часов, и центральную область 121с с более низкой плотностью абсорбирующего материала. На фиг. 6C показано воплощение, содержащее непрерывные области 120d и 122d с более высокой плотностью абсорбирующего материала, закруглённые наружу и образующие выпуклую от центральной оси структуру, и соседние с ними области 121d с более низкой плотностью абсорбирующего материала. На фиг. 6D показано воплощение, содержащее в сущности прямые, параллельные области 120е и 122е с более высокой плотностью абсорбирующего материала и соседние с ними области 121е с более низкой плотностью абсорбирующего материала, при этом параллельные области 120е и 122е с более высокой плотностью абсорбирующего материала имеют длину, меньшую, чем длина соседних с ними областей 121e с более низкой плотностью абсорбирующего материала. На фиг. 6Е показано воплощение, содержащее в сущности прямые параллельные прерывистые области 120f и 122f с более высокой плотностью абсорбирующего материала и соседние с ними области 121f с более низкой плотностью абсорбирующего материала.
Абсорбирующая сердцевина, профилированная в продольном направлении
В некоторых воплощениях количество абсорбирующего материала в абсорбирующем слое, или в по меньшей мере одном из абсорбирующих слоев, или во всех абсорбирующих слоях - может варьировать в продольном направлении абсорбирующего слоя. В некоторых воплощениях, как это показано на фиг. 7, абсорбирующий слой, или по меньшей мере один из абсорбирующих слоев, или все абсорбирующие слои - могут быть разделены на три абсорбирующие зоны, в которых количество абсорбирующего материала на единицу площади абсорбирующего слоя изменяется от зоны к зоне. Так, например, абсорбирующий слой, разделённый на три зоны, имеет первую и вторую абсорбирующие зоны 40 и 41, разнесённые друг от друга и протяжённые в сущности перпендикулярно продольной оси абсорбирующего слоя, и центральную абсорбирующую зону 42, расположенную между первой и второй абсорбирующей зонами 40 и 41 и протяжённую в сущности вдоль поперечной оси (содержащую поперечную ось). В некоторых воплощениях плотность абсорбирующего материала в первой и второй зонах абсорбирующего слоя может быть выше, чем в центральной зоне абсорбирующего слоя. Такие воплощения позволяют достичь меньшего объёма абсорбирующего изделия в промежностной области, и тем самым улучшается посадка абсорбирующего изделия на тело, и повышается комфорт его ношения. Если на абсорбирующую сердцевину, имеющую такую конструкцию, попадает поток жидкости, направленный преимущественно на центральную абсорбирующую зону, то часть данного потока жидкости попадает за пределы центральной абсорбирующей зоны, то есть на первую и вторую абсорбирующие зоны, которые имеют более высокую абсорбирующую ёмкость и эффективно удерживают жидкость. В некоторых воплощениях плотность абсорбирующего материала в первой и второй абсорбирующих зонах абсорбирующего слоя может быть ниже, чем плотность абсорбирующего материала в центральной абсорбирующей зоне абсорбирующего слоя.
Абсорбирующий слой может включать любое количество абсорбирующих зон, расположенных в виде различных структур, например в виде структур из чередующихся абсорбирующих зон с разной плотностью абсорбирующего материала.
Профилированные абсорбирующие сердцевины или абсорбирующие конструктивные элементы могут быть изготовлены различными способами, позволяющими распределить абсорбирующий материал в виде структур из участков с различной плотностью абсорбирующего материала. Примеры способов изготовления профилированных абсорбирующих сердцевин описаны в публикациях ЕР 2328532 A2 и ЕР 2328532 A2.
Профилированный абсорбирующий слой абсорбирующего конструктивного элемента может содержать абсорбирующий материал, например абсорбирующие полимерные частицы, распределённый по слою основы таким образом, что будет получен сплошной слой, имеющий зоны с различной плотностью, то есть не прерывающийся слой абсорбирующего полимерного материала, содержащий зоны с различной плотностью. В некоторых воплощениях обеспечивается не прерывающийся слой абсорбирующего полимерного материала в форме частиц, содержащий зоны с различной плотностью его расположения.
В качестве альтернативы, профилированный абсорбирующий слой может содержать абсорбирующий материал, в частности абсорбирующие полимерные частицы, распределённые по слою основы прерывистым образом, то есть в виде прерывистого слоя абсорбирующих полимерных частиц и возможно, целлюлозы. В таких воплощениях абсорбирующие полимерные частицы, и возможно, целлюлоза, могут быть нанесены на слой основы кластерами частиц, образующими прерывистый слой. Кластеры абсорбирующих полимерных частиц (и целлюлозы, если имеется) могут иметь самые различные формы, включая, но не ограничиваясь ими: круглую, овальную, квадратную, прямоугольную, треугольную и им подобные. Подходящие способы нанесения частиц кластерами описаны в публикациях ЕР 1621167 A2, ЕР 1913914 A2, ЕР 2238953 A2 и ЕР 2328532 A2. Абсорбирующий материал может быть также нанесён на слой основы таким образом, что абсорбирующий материал будет образовывать на слое основы множество полос, разнесённых друг от друга таким образом, что между соседними полосами будут образованы зазоры. В некоторых воплощениях сформированы полосы из абсорбирующих полимерных частиц. Зазоры между соседними полосами в сущности не содержат абсорбирующего материала. «В сущности не содержат абсорбирующего материала» означает, что в силу особенностей технологического процесса в зазорах может присутствовать небольшое, пренебрежимо малое количество абсорбирующего материала, что, однако, не отражается на общей функциональности конструкции. Термин «в сущности не содержат абсорбирующего материала» включает в себя термин «не содержат абсорбирующего материала». После этого может быть нанесён термопластический адгезивный материал для по меньшей мере частичной иммобилизации абсорбирующего материала на слое основы. Термопластический адгезивный материал находится по меньшей мере в частичном контакте с абсорбирующим материалом и по меньшей мере в частичном контакте со слоем основы.
В некоторых воплощениях абсорбирующая сердцевина одноразового подгузника может содержать два или более абсорбирующих конструктивных элемента в соответствии с настоящим изобретением, соединяемых друг с другом, или накладываемых друг на друга. Абсорбирующие конструктивные элементы, как правило, соединяют друг с другом таким образом, что термопластический адгезивный материал первого абсорбирующего конструктивного элемента находится в непосредственном контакте с термопластическим адгезивным материалом второго абсорбирующего конструктивного элемента. В некоторых воплощениях первый и втрой абсорбирующие конструктивные элементы могут быть соединены друг с другом таким образом, что если абсорбирующий материал распределён в виде полос, то полосы первого абсорбирующего конструктивного элемента будут перекрывать зазоры, сформированные во втором абсорбирующем конструктивном элементе, а полосы второго абсорбирующего конструктивного элемента будут соответственно перекрывать зазоры в первом абсорбирующем конструктивном элементе. В некоторых воплощениях, в которых абсорбирующие полимерные частицы наносятся на слой основы в виде кластеров частиц, два таких абсорбирующих конструктивных элемента соединяют друг с другом таким образом, чтобы получаемая абсорбирующая сердцевина содержала абсорбирующие полимерные частицы, в сущности равномерно распределённые между двумя слоями основы. «В сущности равномерно распределённые» в данном контексте означает, что первый слой основы и второй слой основы разнесены друг от друга за счёт наличия множества абсорбирующих полимерных частиц. При этом подразумевается, что возможны небольшие области случайного контакта между первым слоем основы и вторым слоем основы в пределах области нанесения абсорбирующего полимерного материала в форме частиц (то есть в области между двумя данными слоями основы). Области случайного контакта между первой основой и второй основой могут быть намеренным или ненамеренными (например, производственными артефактами), но они не образуют объекты в форме подушек, карманов, трубок, расположенные в шахматном порядке, и аналогичным образом. Слои основы двух абсорбирующих конструктивных элементов могут быть скреплены друг с другом по периферии, так, что они будут образовывать конверт, с помощью адгезива или любыми другими способами, известными в данной области техники, такими, как ультразвуковое скрепление, скрепление под давлением или термическое скрепление.
Иммобилизация абсорбирующего полимерного материала термопластическим адгезивным материалом
Абсорбирующий слой, содержащий абсорбирующий материал, поддерживается слоем основы и иммобилизируется на данном слое основы посредством термопластического адгезивного материала, который обеспечивает иммобилизацию абсорбирующего материала как в сухом, так и во влажном состоянии.
Слой основы абсорбирующего конструктивного элемента может быть любым материалом, способным поддерживать абсорбирующие полимерные частицы. Как правило, он является полотном или листовым материалом, например пенистым, плёночным, тканым и/или нетканым материалом. В контексте настоящего описания термин «нетканый материал» означает полотно, изготовленное из направленным или произвольным образом ориентированных волокон, скреплённых друг с другом за счёт трения, когезии и/или адгезии, исключая бумагу и изделия, которые являются ткаными, вязаными, начёсанными, прошитыми волокнами или нитями, или валяными влажным способом, с дополнительным начёсом или без него. Нетканые материалы и способы их изготовления хорошо известны в данной области техники. Процесс изготовления нетканых материалов в целом содержит два основных этапа: укладки волокон на формирующую поверхность и скрепления волокон друг с другом. Этап укладки волокон может содержать этапы прядения и укладки, выдувания волокон из расплава, кардования, аэродинамической укладки, влажной укладки, соформования и их сочетания. Этап скрепления волокон может содержать этапы гидроспутывания, холодного каландрования, горячего каландрования, термического скрепления путём продува воздуха, химического скрепления, прокалывания иглами и их сочетания. Нетканый материал может быть ламинатом. Ламинат может содержать один или более слоев из волокон «спанбонд» (обозначаемых «S»), один или более слоев из волокон, выдуваемых из расплава (обозначаемых «M») и/или один или более кардованных слоев (обозначаемых «C»). Примеры подходящих ламинатов включают, но не ограничиваются ими, ламинаты типа SS, SSS, SMS или SMMS. Нетканый материал может иметь удельный вес от примерно 5 г/м2 до примерно 100 г/м2, или от примерно 10 г/м2 до примерно 40 г/м2, или от примерно 10 г/м2 до примерно 30 г/м2. Тканые или нетканые материалы могут содержать натуральные волокна, синтетические волокна или их сочетания. Примеры натуральных волокон включают натуральные целлюлозные волокна, например волокна из твёрдых или мягких пород дерева, или из недревесных растений. Натуральные волокна могут включать целлюлозу, крахмал и их сочетания. Синтетические волокна могут быть изготовлены из любых материалов, включая, но не ограничиваясь ими, выбранные из группы, составляющей из полиолефинов (полипропилена и сополимеров полипропилена, полиэтилена и сополимеров полиэтилена), полимеров сложных эфиров (например, полиэтилен-терефталата), полимеров простых эфиров, полиамидов, полиэфирамидов, поливиниловых спиртов, полигидроксиалканоатов, полисахаридов и их сочетаний. Кроме того, синтетические волокна могут быть однокомпонентными волокнами (то есть всё волокно может состоять из одного синтетического материала или из одной смеси), двухкомпонентными (то есть волокно имеет две или более областей, включающих различные синтетические материалы и их смеси; примеры таких волокон включают соэкструдированные волокна и волокна конфигурации «сердцевина-оболочка»), или их сочетаниями. Двухкомпонентные волокна могут использоваться, как компонентные волокна нетканого материала, или как связующее для других волокон, присутствующих в нетканом материале. Некоторые или все из волокон могут быть обработаны до, во время или после изготовления полотна, для получения волокон, обладающих теми или иными требуемыми свойствами.
Термопластические адгезивные материалы, пригодные для иммобилизации абсорбирующего слоя, и как правило, содержащие абсорбирующий материал, состоящий из абсорбирующих полимерных частиц, как правило, сочетают в себе хорошие характеристики когезии и адгезии. Хорошая адгезия обеспечивает хороший контакт между термопластическим адгезивным материалом, абсорбирующим материалом (например, абсорбирующими полимерными частицами) и слоем основы. Хорошая когезия уменьшает вероятность разрывов адгезива, особенно под действием внешних сил, а именно, усилий растяжения. Когда абсорбирующий конструктивный элемент / абсорбирующая сердцевина поглощает жидкость, абсорбирующие полимерные частицы абсорбирующего слоя набухают и подвергают термопластический адгезивный материал воздействию внешних сил.
Термопластические адгезивные материалы, подходящие для использования в настоящем изобретении, включают термоклеи, содержащие по меньшей мере термопластический полимер в сочетании с пластификатором и прочими добавками, например термопластическими разбавителями, смолами, повышающими клейкость, и антиоксидантами. Примеры подходящих адгезивных материалов типа «термоклей» описаны в ЕР 1447067 А2. В некоторых воплощениях термопластический полимер имеет молекулярный вес более чем 10000 и температуру Tg стеклования, меньшую комнатной, обычно в диапазоне -6°С<Tg<16°С. В некоторых воплощениях концентрация полимера в термоклее составляет от примерно 20% до примерно 40% по весу. В некоторых воплощениях термопластические полимеры могут быть нечувствительными к воде. Примерами таких полимеров являются блок-сополимеры стирола, включая трёхблочные структуры типа A-B-A, двухблочные структуры типа A-B и блок-сополимеры с радиальной структурой (A-B)n, где A обозначает неэластомерные полимерные блоки, как правило, содержащие полистирол, а блоки В являются их ненасыщенными сопряжёнными диеновыми или (частично) гидрогенизированными производными. Типичными примерами блока В являются изопрен, бутадиен, этилен/бутилен (гидрогенизированный бутадиен), этилен/пропилен (гидрогенизированный изопрен), и их смеси.
Прочими подходящими термопластическими полимерами являются металлоценовые полиолефины, которые являются полимерами этилена, полученными с помощью одноточечного или металлоценового катализатора. Таким способом с этиленом может быть полимеризован по меньшей мере один сомономер, с образованием сополимера, терполимера или полимера более высокого порядка. Пригодными являются также аморфные полиолефины или аморфные α-полиолефины, которые являются гомополимерами, сополимерами или терполимерами α-олефинов C2-C8.
Как было сказано выше, термопластический адгезивный материал, как правило, термоклей, наносится в форме волокон, например он может наноситься во вспушенном виде. В некоторых воплощениях термопластический адгезивный материал образует волокнистую сетку поверх частиц абсорбирующего полимера. Волокна, как правило, могут иметь среднюю толщину от примерно 1 мкм до примерно 100 мкм, или от примерно 25 мкм до примерно 75 мкм, и среднюю длину от примерно 5 мм до примерно 50 см.
В качестве термопластического адгезивного материала может использоваться адгезив-термоклей, у которого тангенс угла отрыва при 60°С (tgΔ) ниже, чем 1, или даже ниже, чем 0,5. Тангенс угла отрыва адгезива при 60°С (tgΔ) показывает, насколько состояние адгезива близко к жидкому при повышенной температуре среды. Чем меньше tgΔ, тем больше адгезив напоминает твёрдое вещество, скорее, чем жидкость, и тем меньше его тенденция к текучести или миграции, и тем меньше тенденция вторичной структуры адгезива в воплощениях настоящего изобретения к постепенному разрушению или даже разлому с течением времени. Поэтому данный показатель особенно важен, если абсорбирующее изделие используется во влажном климате.
С точки зрения удобства обработки при изготовлении изделия, или эффективности готового изделия, термопластический адгезивный материал предпочтительно должен иметь вязкость от 800 до 4000 мПа·с, или от 1000 мПа·с, 1200 мПа·с или 1600 мПа·с до 3200 мПа·с, 3 000 мПа·с, 2800 мПа·с или 2500 мПа·с при температуре 175°С, измеренную по ASTM D3236-88, при скорости вращения патрона 2720 об/мин, после предварительного подогрева в течение 20 минут и перемешивания в течение 10 мин.
Термопластический адгезивный компонент может иметь точку размягчения от 60°С до 150°С, или от 75°С до 135°С, или от 90°С до 130°С, или от 100°С до 115°С, измеренную по ASTM Е28-99 (метод по Herzog с использованием глицерина).
В одном из воплощений термопластический адгезивный компонент может быть гидрофильным и иметь угол контакта менее 90°, менее 80°, менее 75° или менее 70°, измеренный по ASTM D 5725-99.
Изобретатели обнаружили, что путём модулирования количества термопластического адгезивного материала, наносимого поверх профилированного абсорбирующего слоя, может быть улучшена скорость приёма жидкости абсорбирующей сердцевиной. Было обнаружено, что при нанесении меньшего количества термопластического адгезивного материала, иммобилизирующего абсорбирующий материал, как правило, абсорбирующий полимерный материал, в одной или более областях абсорбирующего слоя, содержащих меньшее количество абсорбирующего материала, как правило, абсорбирующего полимерного материала, может быть достигнута более высокая скорость поглощения по сравнению с сердцевиной, в которой поверх профилированного абсорбирующего слоя равномерно наносится термопластический адгезивный материал. И действительно, было обнаружено, что при нанесении меньшего количества термопластического адгезивного материала в одной или более областях, содержащих меньшее количество абсорбирующего материала, как правило, абсорбирующего полимерного материала, создаётся меньше препятствий набуханию абсорбирующего полимерного материала при сохранении эффективности иммобилизации абсорбирующего полимерного материала как в сухом, так и во влажном состоянии.
Соответственно, в некоторых воплощениях, в которых абсорбирующая сердцевина является профилированной в продольном направлении, абсорбирующая сердцевина содержит по меньшей мере один поперечный сегмент (из девяти поперечных сегментов), в котором средняя плотность термопластического адгезивного материала и средняя плотность абсорбирующего материала в абсорбирующем слое, содержащемся в данном сегменте, ниже, чем средняя плотность термопластического адгезивного материала и средняя плотность абсорбирующего материала в абсорбирующем слое, содержащемся в одном из остальных поперечных сегментов, то есть обе величины APMt BWav и TAMt BWav в по меньшей мере одном из поперечных сегментов абсорбирующей сердцевины ниже, чем величины APMt BWav и TAMt BWav по меньшей мере для одного из остальных поперечных сегментов. Такой поперечный сегмент, в котором обе величины APMt BWav и TAMt BWav меньше, чем в одном из остальных поперечных сегментов, именуется в настоящем описании «поперечным сегментом с низкой плотностью». В некоторых воплощениях абсорбирующий материал содержит более чем 90% по весу, или более чем 95% по весу, или даже содержит 100% по весу абсорбирующего полимерного материала. Если абсорбирующий материал состоит из абсорбирующего полимерного материала, то APMt BWav представляет собой среднюю плотность абсорбирующего полимерного материала в абсорбирующем слое упомянутого сегмента. Средняя плотность термопластического адгезивного материала и средняя плотность абсорбирующего материала абсорбирующего слоя для сегмента могут быть определены способами, известными в данной области техники. Для каждого поперечного сегмента могут быть определены величины APMt BWav и TAMt BWav. Поперечный сегмент, имеющий самую высокую плотность абсорбирующего материала среди всех девяти сегментов, именуется в контексте настоящего описания «базовым сегментом». Такой «базовый сегмент» имеет соответственно величины APMt BWav-ref и TAMt BWav-ref. Может иметься несколько базовых сегментов, то есть несколько сегментов могут иметь одинаковые величины APMt BWav_ref и TAMt BWav_ref. Любой из поперечных сегментов, у которого средняя плотность абсорбирующего материала и средняя плотность термопластического адгезивного материала меньше, чем соответственно средняя плотность абсорбирующего материала и средняя плотность термопластического адгезивного материала «базового сегмента» (APMt BWav_x < APMt BWav_ref и TAMt BWav_x < TAMt BWav_ref), именуется в контексте настоящего описания «поперечным сегментом с низкой плотностью».
Абсорбирующая сердцевина может содержать больше одного «поперечного сегмента с низкой плотностью». Так, например, абсорбирующая сердцевина может содержать два, три, четыре, пять или шесть «поперечных сегментов с низкой плотностью». Если абсорбирующая сердцевина содержит больше одного «поперечного сегмента с низкой плотностью», например два, три, четыре, пять или шесть, то такие поперечные сегменты с низкой плотностью» могут примыкать друг к другу, или могут быть пространственно разнесены друг от друга.
В некоторых воплощениях, как показано на фиг. 8, абсорбирующая сердцевина может содержать четыре поперечных сегмента 50 с низкой плотностью. Два их них являются смежными друг к другом, и один из них примыкает к одному из поперечных краёв 19 абсорбирующей сердцевины. Два других поперечных сегмента с низкой плотностью также являются смежными по отношению друг к другу и один из них примыкает к противоположному поперечному краю 19 абсорбирующей сердцевины. Данные четыре сегмента 50 с низкой плотностью могут иметь одинаковые величины APMt BWav и TAMt BWav, или они могут иметь различные величины APMt BWav и/или TAMt BWav. Остальные пять сегментов имеют одинаковые величины TAMt BWav (выше, чем TAMt BWav для поперечных сегментов с низкой плотностью, но они могут иметь различные величины APMt BWav (которые могут быть ниже или выше, чем APMt BWav для поперечных сегментов с низкой плотностью, при условии, что по меньшей мере один из упомянутых пяти сегментов имеет величину APMt BWav, которая выше, чем APMt BWav для сегментов с низкой плотностью. Как правило, остальные пять поперечных сегментов имеют одинаковую величину TAMt BWav (которая выше, чем TAMt BWav для поперечных сегментов с низкой плотностью). В таких воплощениях основная абсорбирующая ёмкость обеспечивается вокруг промежностной области абсорбирующей сердцевины, как было определено выше, то есть плотность абсорбирующего материала в промежностной области и соседних с ней областях выше, чем в областях, расположенных ближе к передней поясной области и к задней поясной области абсорбирующей сердцевины. В некоторых воплощениях четыре поперечных сегмента с низкой плотностью могут быть смежными друг к другу и распределёнными по меньшей мере в промежностной области. В данных воплощениях промежностная область может содержать меньшее количество абсорбирующего материала и меньшее количество термопластического адгезивного материала по сравнению с соседними с ними областями, что позволяет уменьшить общий объём изделия, особенно когда изделие уже поглотило определённое количество текучих выделений организма, в промежностной области, а также уменьшает жёсткость одноразового изделия в данной области. Тем самым повышается комфорт ношения изделия.
В некоторых воплощениях абсорбирующая сердцевина может содержать шесть поперечных сегментов с низкой плотностью. В одном из воплощений, как это показано на фиг. 9, три из таких поперечных сегментов 50 с низкой плотностью могут быть смежными по отношению друг к другу, и один из них может примыкать к одному из поперечных краёв 19 абсорбирующей сердцевины. Остальные три поперечных сегмента 50 с низкой плотностью также могут быть смежными по отношению друг к другу, и один из них может примыкать к противоположному краю 19 абсорбирующей сердцевины. Концевая часть абсорбирующей сердцевины, содержащая три из поперечных сегментов 50 с низкой плотностью (примерно 1/3 длины абсорбирующей сердцевины) образует переднюю область 51 абсорбирующей сердцевины. Концевая часть абсорбирующей сердцевины, содержащая ещё три из поперечных сегментов 50 с низкой плотностью (примерно 1/3 длины абсорбирующей сердцевины) образует заднюю область 52 абсорбирующей сердцевины. Промежуточная часть абсорбирующей сердцевины, не содержащая никаких поперечных сегментов с низкой плотностью, образует промежностную часть 53. В таких воплощениях абсорбирующая сердцевина имеет меньшую плотность термопластического адгезивного материала в областях, содержащих меньшее количество абсорбирующего материала, а именно, в передней и задней областях, в результате чего в промежностной области сосредоточена основная абсорбирующая ёмкость. Шесть поперечных сегментов 50 с низкой плотностью могут иметь такие же величины APMt BWav и TAMt BWav, или они могут иметь различные величины APMt BWav и/или TAMt BWav. Три остальных поперечных сегмента могут иметь такую же величину TAMt BWav (то есть превышающую величину TAMt BWav поперечных сегментов с низкой плотностью), но они могут иметь отличающуюся величину APMt BWav (которая может быть выше или ниже величины APMt BWav поперечных сегментов с низкой плотностью, при условии, что по меньшей мере один из упомянутых трёх сегментов имеет величину APMt BWav, превышающую величину APMt BWav поперечных сегментов с низкой плотностью). Как правило, три остальных поперечных сегмента с низкой плотностью имеют такую же величину TAMt BWav (превышающую величину TAMt BWav для поперечных сегментов с низкой плотностью) и все они имеют величину APMt BWav, превышающую величину APMt BWav для поперечных сегментов с низкой плотностью.
В некоторых воплощениях один или более поперечных сегментов с низкой плотностью распределены в промежностной области и соседних с ней областях абсорбирующей сердцевины. В таких воплощениях промежностная область абсорбирующей сердцевины содержит меньшее количество абсорбирующего материала по сравнению с передней и задней областью абсорбирующей сердцевины. В некоторых воплощениях абсорбирующая сердцевина содержит три поперечных сегмента с низкой плотностью, распределённых в её промежностной области.
В некоторых воплощениях абсорбирующая сердцевина может содержать три поперечных сегмента с низкой плотностью. Данные три поперечных сегмента с низкой плотностью могут быть смежными друг с другом. В некоторых воплощениях данные три сегмента с низкой плотностью могут быть расположены в задней области абсорбирующей сердцевины (согласно определению задней области абсорбирующей сердцевины, приведённому выше). В таких воплощениях абсорбирующая сердцевина может быть профилированной, то есть может иметь более высокую плотность термопластического адгезивного материала в передней и промежностной областях, по сравнению с задней областью. Соответственно, задняя область абсорбирующей сердцевины имеет более низкую плотность термопластического адгезивного материала.
В качестве альтернативы, в некоторых воплощениях, в которых абсорбирующая сердцевина является профилированной в её поперечном направлении, абсорбирующая сердцевина содержит по меньшей мере один продольный сегмент (из шести продольных сегментов), в котором средняя плотность термопластического адгезивного материала и средняя плотность абсорбирующего материала в абсорбирующем слое, содержащемся в данном сегменте, ниже, чем средняя плотность термопластического адгезивного материала и средняя плотность абсорбирующего материала в абсорбирующем слое одного из остальных продольных сегментов, то есть величины APMl BWav и TAMl BWav в по меньшей мере одном из упомянутых продольных сегментов абсорбирующей сердцевины ниже, чем соответствующие величины APMl BWav и TAMl BWav в по меньшей мере одном из остальных продольных сегментов. Такой продольных сегмент, в котором как величина APMl BWav, так и величина TAMl BWav ниже соответствующих величин в одном из остальных продольных сегментов, в контексте настоящего описания именуется «продольным сегментом с низкой плотностью». В некоторых воплощениях абсорбирующий материал содержит более чем 90% по весу, или более чем 95% по весу, или даже содержит 100% по весу абсорбирующего полимерного материала. Если абсорбирующий материал состоит из абсорбирующего полимерного материала, то APMl BWav представляет собой среднюю плотность абсорбирующего полимерного материала в абсорбирующем слое упомянутого сегмента. Средняя плотность термопластического адгезивного материала и средняя плотность абсорбирующего материала абсорбирующего слоя для сегмента могут быть определены способами, известными в данной области техники. Для каждого продольного сегмента абсорбирующей сердцевины могут быть определены величины APMl BWav и TAMl BWav. Продольный сегмент, имеющий самую высокую плотность абсорбирующего материала среди всех шести сегментов, именуется в контексте настоящего описания «базовым сегментом». Такой «базовый сегмент» имеет соответственно величины APMl BWav-ref и TAMl BWav-ref. Может иметься несколько базовых сегментов, то есть несколько сегментов могут иметь одинаковые величины APMl BWav_ref и TAMl BWav_ref. Любой из продольных сегментов, у которого средняя плотность абсорбирующего материала и средняя плотность термопластического адгезивного материала меньше, чем соответственно средняя плотность абсорбирующего материала и средняя плотность термопластического адгезивного материала «базового сегмента» (APMl BWav_x < APMl BWav_ref и TAMl BWav_x < TAMl BWav_ref), именуется в контексте настоящего описания «поперечным сегментом с низкой плотностью».
В некоторых воплощениях абсорбирующая сердцевина может содержать один продольный сегмент с низкой плотностью. Продольный сегмент с низкой плотностью может быть протяжённым вдоль продольной оси абсорбирующей сердцевины (и содержать данную ось).
В некоторых воплощениях абсорбирующая сердцевина содержит два, три или четыре продольных сегмента с низкой плотностью. Если абсорбирующая сердцевина содержит больше одного продольного сегмента с низкой плотностью, например два, три или четыре продольных сегмента с низкой плотностью, то все такие продольные сегменты могут быть смежными друг с другом, или только некоторые из них могут быть смежными друг с другом.
В некоторых воплощениях абсорбирующая сердцевина может содержать два продольных сегмента с низкой плотностью, протяжённых соответственно вдоль продольных краёв абсорбирующей сердцевины.
В некоторых воплощениях, как это показано на фиг. 10, абсорбирующая сердцевина может содержать четыре продольных сегмента 60 с низкой плотностью. Два из них являются смежными друг к другу, и при этом один из них примыкает к одному из продольных краёв 26 абсорбирующей сердцевины. Остальные два сегмента 60 также являются смежными друг к другу, и один из них примыкает к противоположному продольному краю 26 абсорбирующей сердцевины. Четыре продольных сегмента 60 с низкой плотностью могут иметь одинаковые величины APMl BWav и TAMl BWav, или они могут иметь различные величины APMl BWav и/или TAMl BWav. Два остальных продольных сегмента могут иметь одинаковую величину TAMl BWav (превышающую величину TAMl BWav продольных сегментов с низкой плотностью), но могут иметь различную величину APMl BWav (которая может быть выше или ниже величины APMl BWav продольных сегментов с низкой плотностью) при условии, что по меньшей мере один из двух данных сегментов имеет величину APMl BWav, превышающую величину APMl BWav для продольных сегментов с низкой плотностью). Как правило, два данных продольных сегмента имеют более высокую среднюю плотность абсорбирующего материала, чем остальные четыре сегмента с низкой плотностью.
Средняя плотность термопластического адгезивного материала в одном из поперечных или продольных сегментов с низкой плотностью или во всех из них может быть по меньшей мере на 10%, или по меньшей мере на 20%, или по меньшей мере на 30%, или по меньшей мере на 50% ниже по сравнению со средней плотностью термопластического адгезивного материала в базовых сегментах (в соответствии с определением базовых сегментов, приведённым выше).
Средняя плотность абсорбирующего материала в одном из поперечных или продольных сегментов с низкой плотностью, или во всех из них, - может быть по меньшей мере на 10%, или по меньшей мере на 20%, или по меньшей мере на 30%, или по меньшей мере на 50% ниже по сравнению со средней плотностью абсорбирующего материала в базовых сегментах (в соответствии с определением базовых сегментов, приведённым выше).
В некоторых воплощениях средняя плотность термопластического адгезивного материала и средняя плотность абсорбирующего материала в поперечных или продольных сегментах с низкой плотностью может быть по меньшей мере на 10%, или по меньшей мере на 20%, или по меньшей мере на 30%, или по меньшей мере на 50% ниже по сравнению со средней плотностью термопластического адгезивного материала и средней плотностью абсорбирующего материала соответственно в базовом сегменте (в соответствии с определением базовых сегментов, приведённым выше).
В некоторых воплощениях средняя плотность термопластического адгезивного материала в упомянутых поперечных или продольных сегментах с низкой плотностью может быть на от 50% до 65% иже, чем средняя плотность термопластического адгезивного материала в базовом сегменте, в то время как средняя плотность абсорбирующего материала в упомянутых поперечных или продольных сегментах с низкой плотностью может быть на от 25% до 45% ниже, чем средняя плотность в базовом сегменте (в соответствии с определением базовых сегментов, приведённым выше).
В некоторых воплощениях средняя плотность абсорбирующего материала (например, абсорбирующих полимерных частиц) в одном или более продольных сегментов с низкой плотностью или одном или более поперечных сегментов с низкой плотностью может составлять от 50 г/м2 до 350 г/м2, или от 75 г/м2 до 300 г/м2, или от 80 г/м2 до 275 г/м2, при этом средняя плотность абсорбирующего материала в остальных сегментах может составлять от 350 г/м2 до 1500 г/м2, или до 1000 г/м2.
В некоторых воплощениях средняя плотность термопластического адгезивного материала в одном или более продольных сегментов с низкой плотностью или одном или более поперечных сегментов с низкой плотностью может составлять от 0,5 г/м2 до 4 г/м2, или от 1 г/м2 до 3 г/м2, при этом средняя плотность термопластического адгезивного материала в остальных сегментах может составлять от 5 г/м2 и до 30 г/м2.
Способ изготовления абсорбирующей сердцевины
Профилированная абсорбирующая сердцевина может быть изготовлена любыми подходящими способами, применяемыми в данной области техники, например описанными в ЕР 2328532 A2 и ЕР 2328532 A2.
Способ изготовления абсорбирующей сердцевины в соответствии с настоящим изобретением содержит этапы:
(a) формирования абсорбирующего конструктивного элемента, что содержит промежуточные этапы:
(a) обеспечения слоя основы;
(b) формирования профилированного абсорбирующего слоя путём нанесения абсорбирующего материала, содержащего абсорбирующий полимерный материал, на упомянутый слой основы, для формирования зон с различной плотностью абсорбирующего материала;
(c) нанесения термопластического адгезивного материала на одну или более первых зон абсорбирующего слоя с первой плотностью;
(d) нанесения термопластического адгезивного материала на одну или более вторых зон абсорбирующего слоя со второй плотностью, при этом упомянутые вторые зоны отличны от упомянутых первых зон;
(e) в качестве дополнительной возможности - этап нанесения термопластического адгезивного материала на одну или более третьих зон абсорбирующего слоя с третьей плотностью, при этом упомянутые третьи зоны отличны от упомянутых первых и вторых зон;
(b) в качестве дополнительной возможности - повтора промежуточных этапов (a)-(e) и соединения друг с другом двух абсорбирующих конструктивных элементов таким образом, чтобы термопластический адгезивный материал первого абсорбирующего конструктивного элемента находился в контакте с термопластическим адгезивным материалом второго абсорбирующего конструктивного элемента.
Для изготовления абсорбирующей сердцевины в соответствии с настоящим изобретением может использоваться печатная система. Система может содержать блок печати для формирования абсорбирующего конструктивного элемента. Если абсорбирующая сердцевина является ламинатом, система может содержать первый блок печати для формирования первого абсорбирующего конструктивного элемента и второй блок печати для формирования второго абсорбирующего конструктивного элемента абсорбирующей сердцевины.
Блок печати может содержать вращающийся опорный валик для приёма слоя основы, бункер для хранения рабочего количества полимерного материала, печатный валик для переноса абсорбирующего полимерного материала на слой основы и аппликаторы термопластического адгезивного материала для нанесения термопластического адгезивного материала на основу и находящийся на ней абсорбирующий полимерный материал в соответствии с настоящим изобретением.
Печатный валик содержит вращающийся барабан и множество резервуаров для абсорбирующего полимерного материала, расположенных на боковой поверхности барабана. Резервуары могут иметь различную форму, включая цилиндрическую, коническую и другие формы. Первый печатный валик может иметь конструкцию для изготовления профилированной абсорбирующей сердцевины. Это может быть достигнуто за счёт наличия на данном валике первого набора резервуаров, которые имеют достаточно большую глубину, и второго набора резервуаров, которые являются относительно мелкими, в результате чего более глубокие резервуары могут нести большее количество абсорбирующего полимерного материала и подавать большее количество абсорбирующего полимерного материала на целевые зоны, а более мелкие резервуары будут нести меньшее количество абсорбирующего полимерного материала в форме частиц и подавать меньшее количество абсорбирующего полимерного материала на соответствующие зоны абсорбирующей сердцевины. Прочие способы профильного нанесения абсорбирующего полимерного материала (с разной плотностью) на абсорбирующую сердцевину включают, но не ограничиваются ими: приложение более глубокого вакуума к тем участкам первого и второго вращающихся опорных валиков, на которых требуется нанести большее количество абсорбирующего полимерного материала, или, если абсорбирующий полимерный материал наносится на слой основы пневматическим способом, например, при соединении целлюлозных волокон с абсорбирующим полимерным материалом - направление потока воздуха, несущего абсорбирующий полимерный материал и целлюлозные волокна, на области основы абсорбирующей сердцевины, в которых требуется получить более высокую плотность нанесения абсорбирующего полимерного материала.
В процессе работы печатная система подаёт слой основы в блок печати. Вакуум внутри опорного валика притягивает слой основы к опорной сетке и удерживает слой основы на опорном валике. В результате этого на слое основы под действием силы тяжести, или под действием вакуума образуется неровная поверхность из горок и канавок. Частицы абсорбирующего полимерного материала могут накапливаться в образовавшихся впадинах слоя основы. После этого опорный валик перемещает слой основы мимо печатного валика, который переносит абсорбирующий полимерный материал из бункера на слой основы в виде структуры из клеток. Вакуум внутри печатного валика может удерживать абсорбирующий полимерный материал в резервуарах до момента подачи абсорбирующего полимерного материала на слой основы. После этого вакуум может быть снят или может быть запущен поток воздуха через воздуховоды в обратном направлении, который будет выбрасывать абсорбирующий полимерный материал из резервуаров на слой основы. Абсорбирующий полимерный материал будет скапливаться во впадинах, образовавшихся в слое основы. После этого опорный валик перемещает слой основы с нанесённым на него абсорбирующим полимерным материалом мимо аппликаторов термопластического адгезивного материала, которые наносят термопластический адгезивный материал с различной плотностью на абсорбирующий полимерный материал, находящийся на первой основе в соответствии с настоящим изобретением.
Все патенты и патентные заявки (включая патенты, выданные по упомянутым заявкам), держателем которых является Procter&GambleCompany, на которые делаются ссылки в настоящей заявке, включены в настоящую заявку посредством ссылки в тех их частях, которые имеют отношение к настоящей заявке.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведёнными значениями. Напротив, если не оговорено особо, под приведённым значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, цитируемые в подробном описании настоящего изобретения в части, относящейся к настоящему изобретению, упоминаются только для ссылки. Цитирование какого-либо документа не должно рассматриваться как признание того, что цитируемый документ должен быть включен в уровень техники по отношению к настоящему изобретению. Если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который даётся ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объёме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБСОРБИРУЮЩИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2012 |
|
RU2575757C2 |
| АБСОРБИРУЮЩИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2012 |
|
RU2574975C2 |
| Абсорбирующий конструктивный элемент для абсорбирующих изделий | 2012 |
|
RU2657973C1 |
| Абсорбирующие изделия с каналами и знаками | 2013 |
|
RU2635070C2 |
| Абсорбирующие изделия с каналами и индицирующими элементами | 2014 |
|
RU2636366C2 |
| ОДНОРАЗОВЫЕ ПОДГУЗНИКИ | 2012 |
|
RU2568565C2 |
| ОДНОРАЗОВЫЕ ПОДГУЗНИКИ | 2017 |
|
RU2671283C1 |
| Одноразовые подгузники | 2012 |
|
RU2630211C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК С СОКРАЩЕННЫМ СКЛЕИВАНИЕМ АБСОРБИРУЮЩЕЙ СЕРДЦЕВИНЫ С ТЫЛЬНЫМ ЛИСТОМ | 2012 |
|
RU2582009C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ СО СТЯГИВАЮЩЕЙСЯ ПОЯСНОЙ ТЕСЕМКОЙ | 2012 |
|
RU2572174C2 |
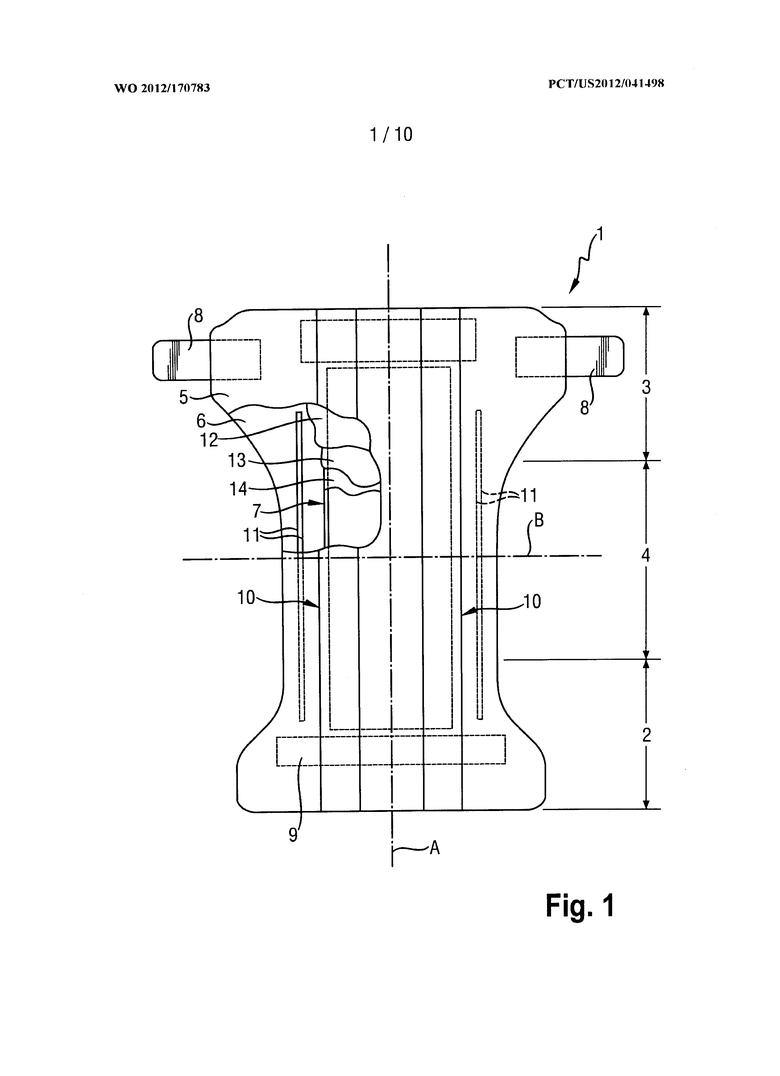
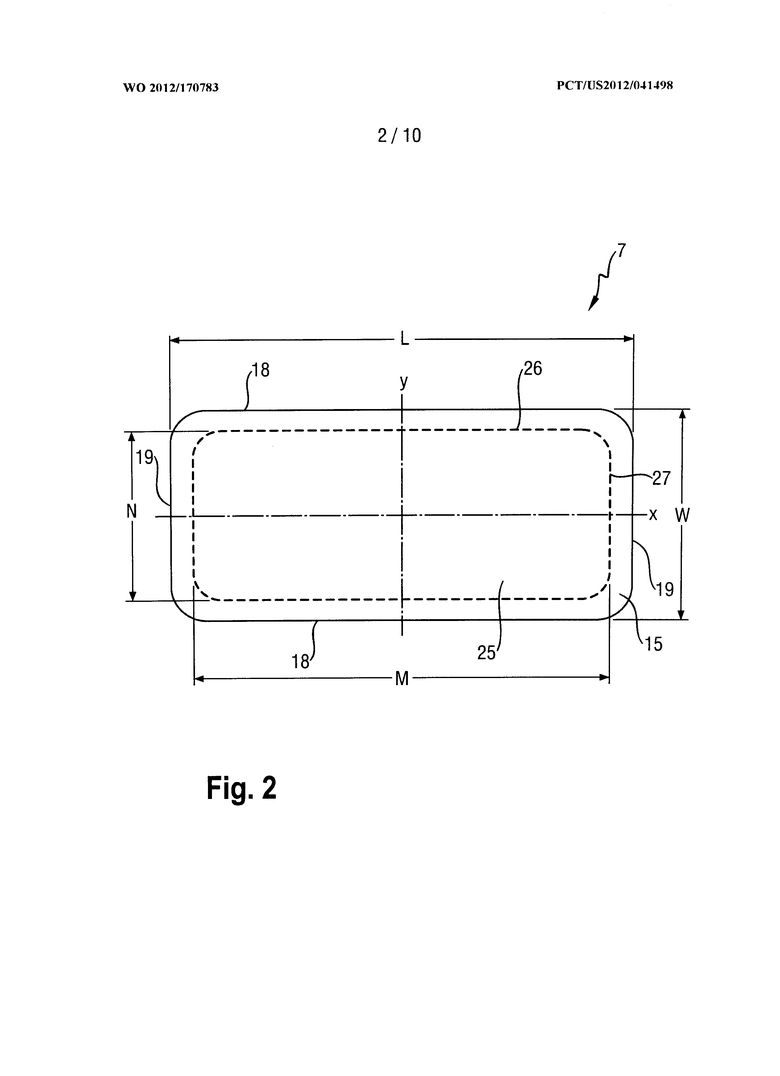
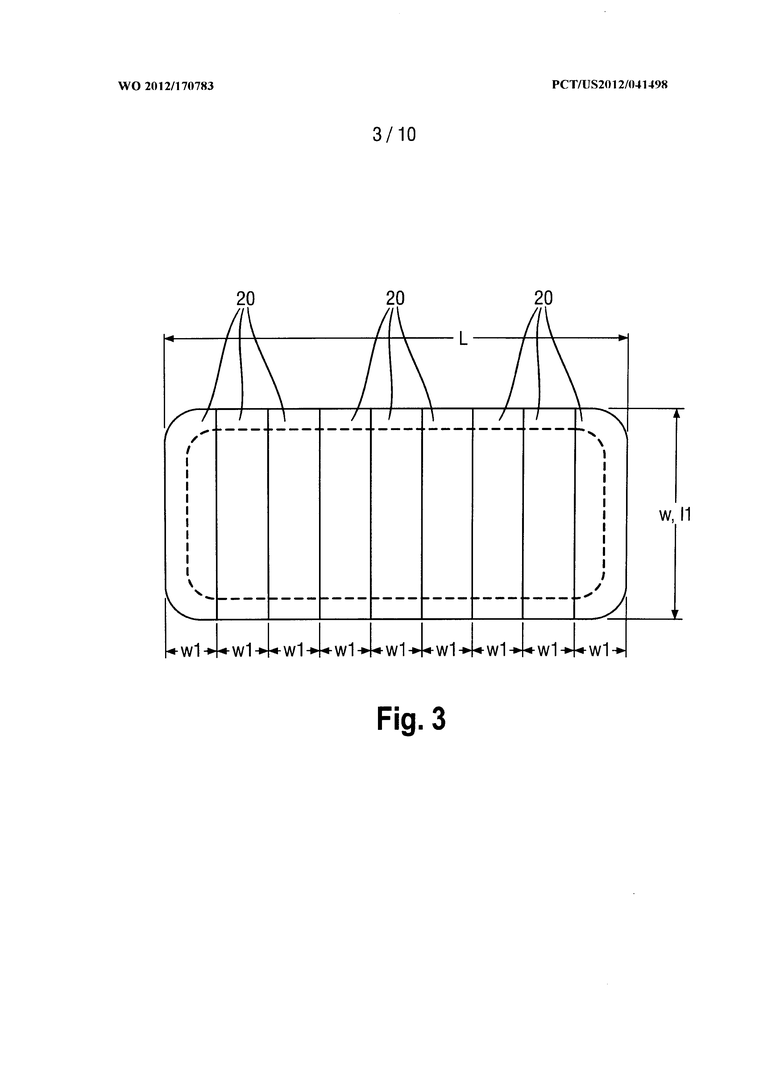
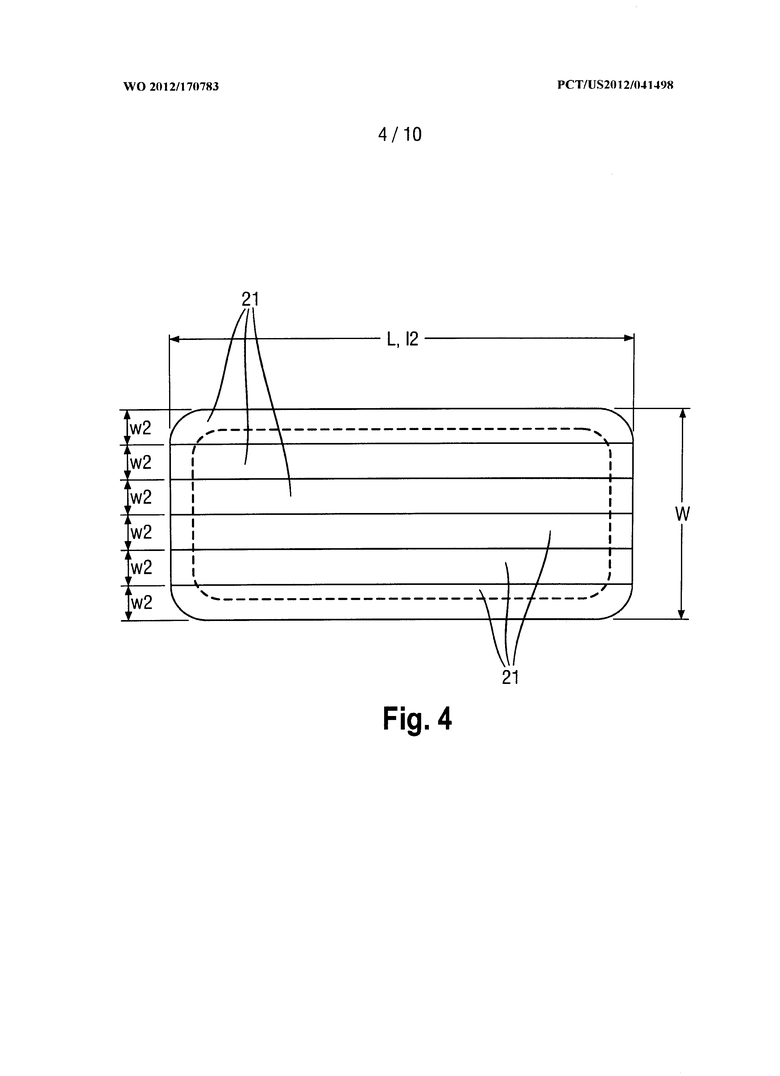
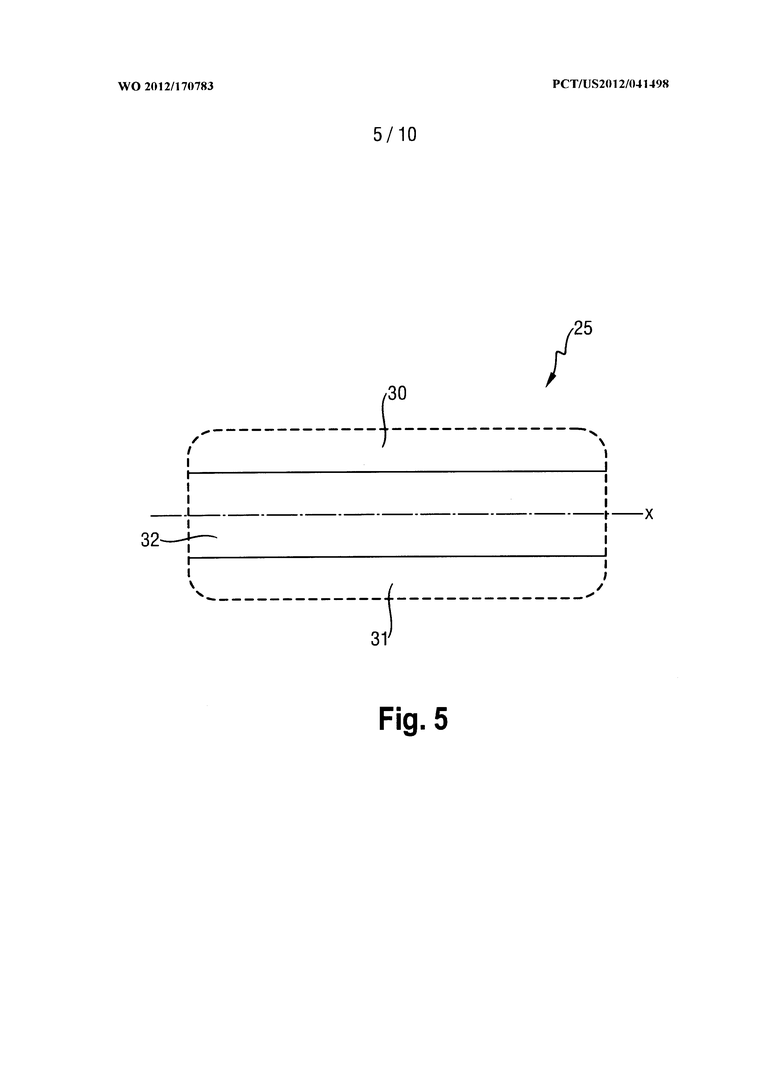
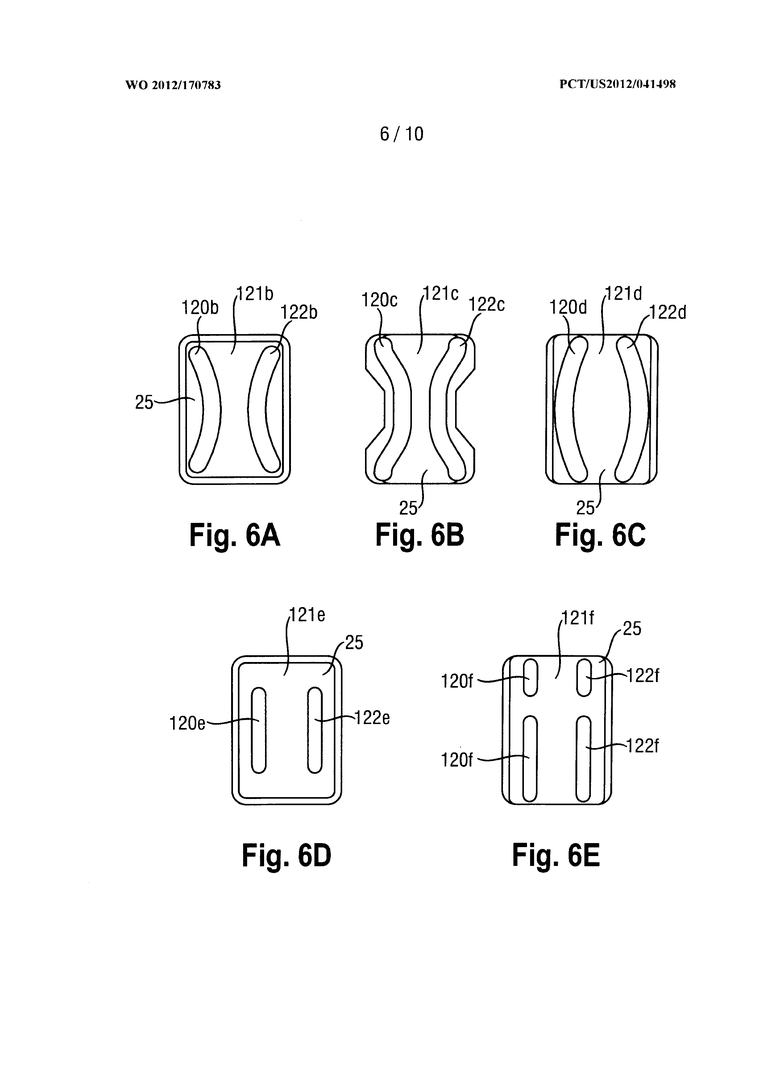
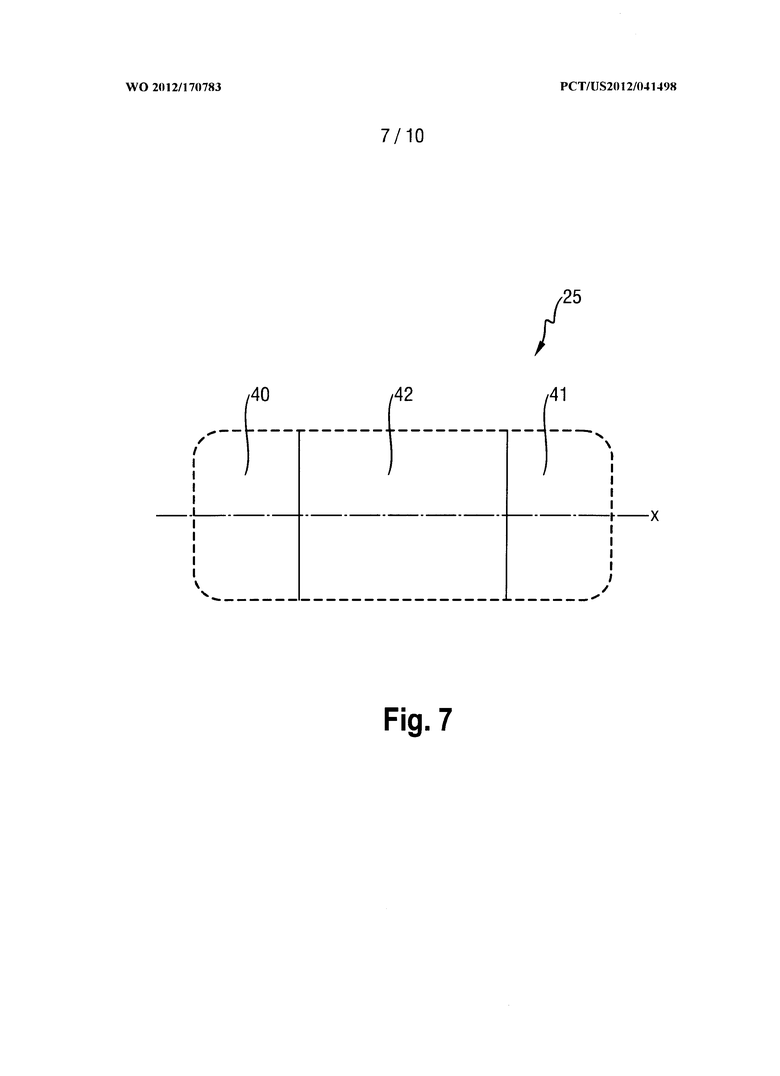
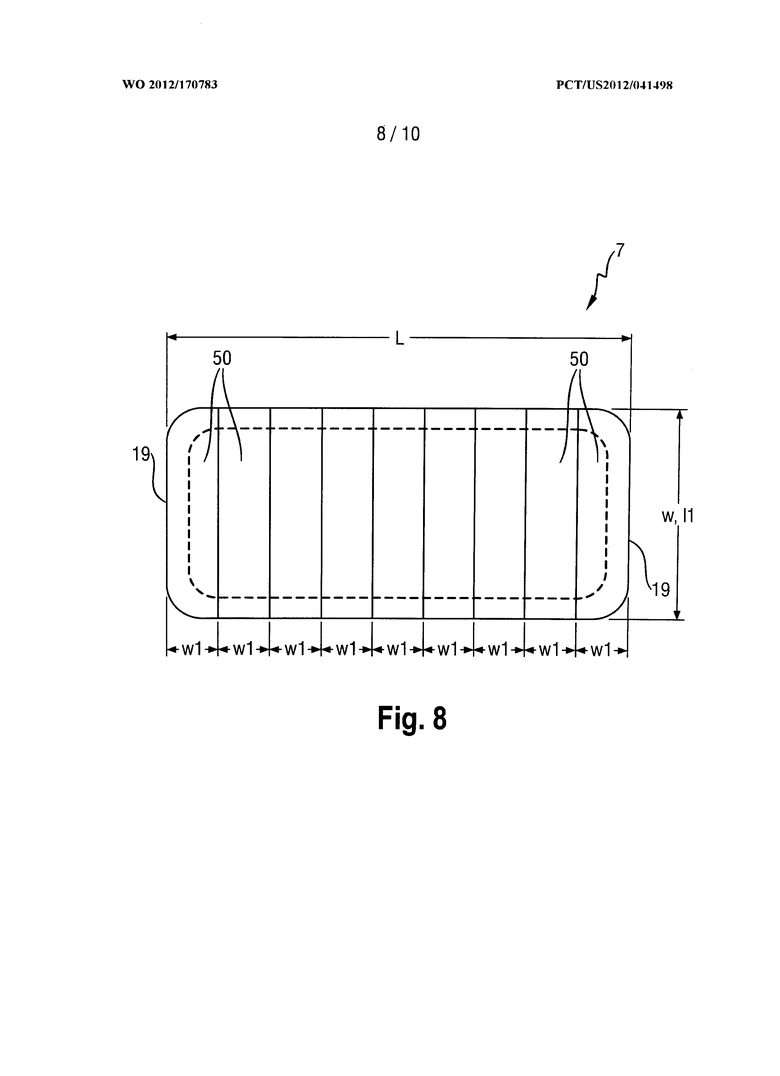
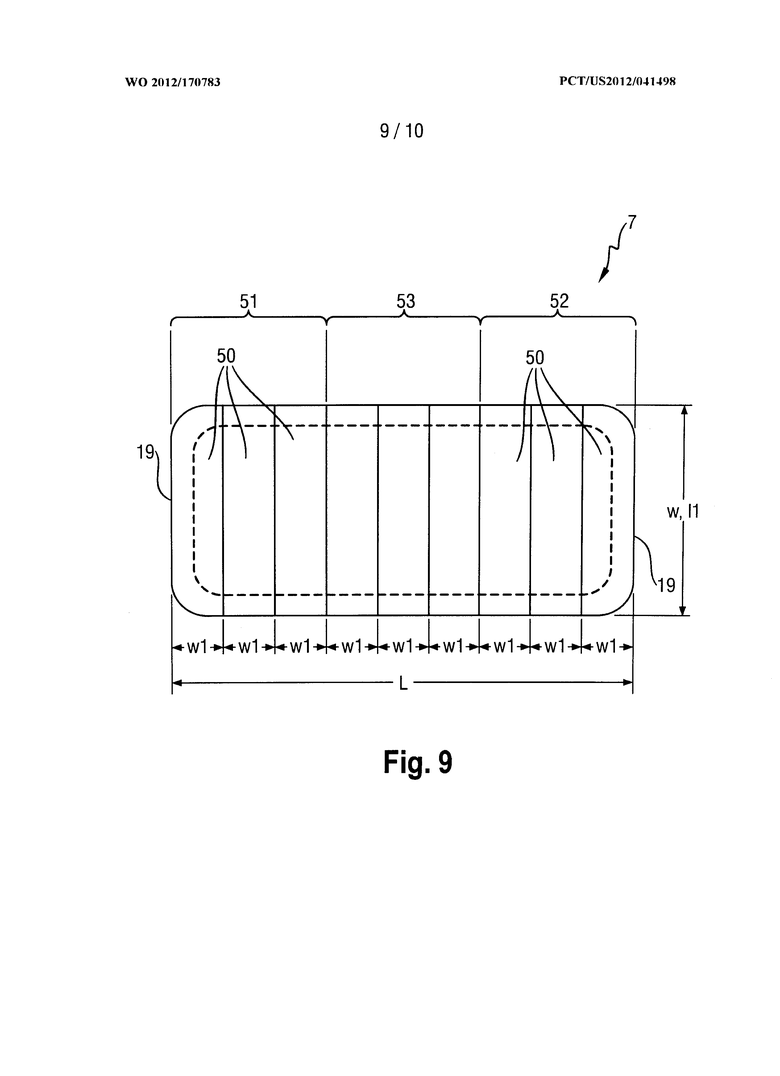
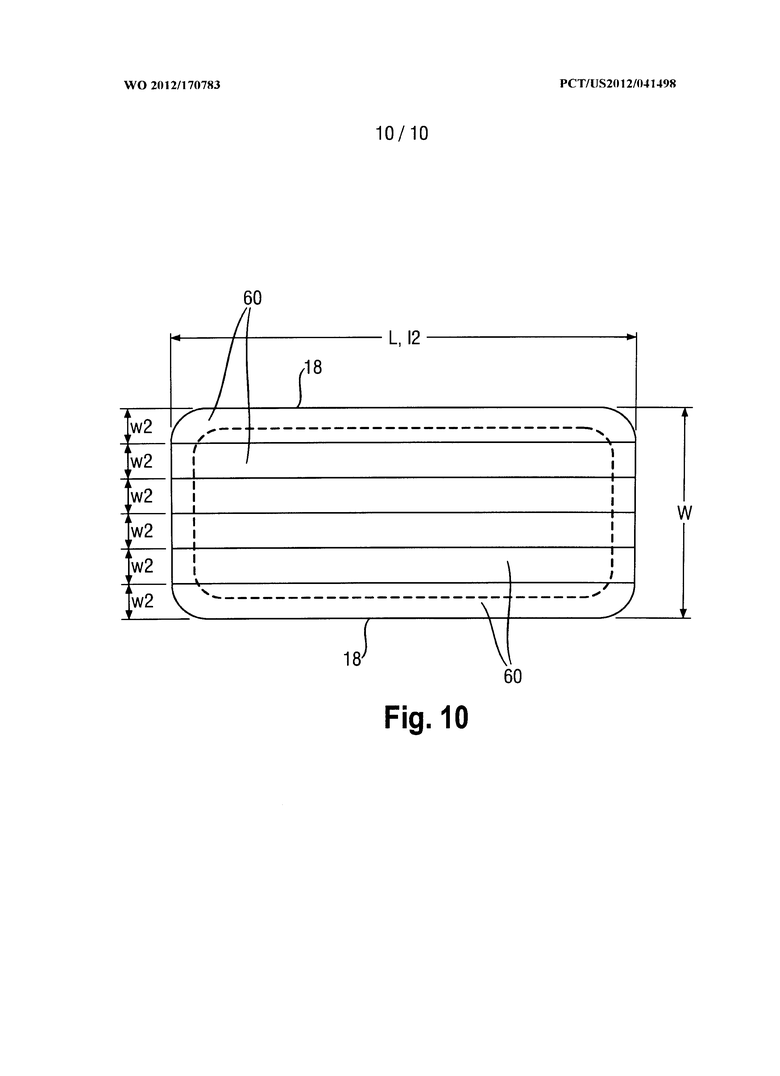
Абсорбирующая сердцевина для одноразовых абсорбирующих изделий, содержащая один или более абсорбирующих конструктивных элементов, при этом упомянутый абсорбирующий конструктивный элемент содержит слой основы и абсорбирующий слой, при этом упомянутый абсорбирующий слой содержит абсорбирующий материал, поддерживаемый упомянутым слоем основы и иммобилизированный на нем с помощью термопластического адгезивного материала, образующего волокнистую сетку поверх абсорбирующего материала. При этом упомянутая абсорбирующая сердцевина является профилированной в продольном направлении или поперечном направлении, а именно: абсорбирующая сердцевина может быть условно разделена на девять поперечных сегментов в ее продольном направлении и шесть продольных сегментов в ее поперечном направлении, при этом в каждом из упомянутых поперечных сегментов абсорбирующий слой характеризуется средней плотностью абсорбирующего материала (APMt BWav) и средней плотностью термопластического адгезивного материала (TAMt BWav), иммобилизирующего упомянутый абсорбирующий материал. При этом в каждом из упомянутых продольных сегментов абсорбирующий слой характеризуется средней плотностью абсорбирующего материала (APMl BWav) и средней плотностью термопластического адгезивного материала (TAMl BWav), иммобилизирующего упомянутый абсорбирующий материал. При этом величины APMt BWav и TAMt BWav для абсорбирующего слоя в по меньшей мере одном из упомянутых поперечных сегментов ниже, чем соответствующие величины APMt BWav и TAMt BWav абсорбирующего слоя в по меньшей мере одном из остальных упомянутых поперечных сегментов. При этом величины APMl BWav и TAMl BWav для абсорбирующего слоя в по меньшей мере одном из продольных сегментов ниже, чем соответствующие величины APMl BWav и TAMl BWav для абсорбирующего слоя в по меньшей мере одном из остальных упомянутых продольных сегментов. 3 н. и 7 з.п. ф-лы, 14 ил. 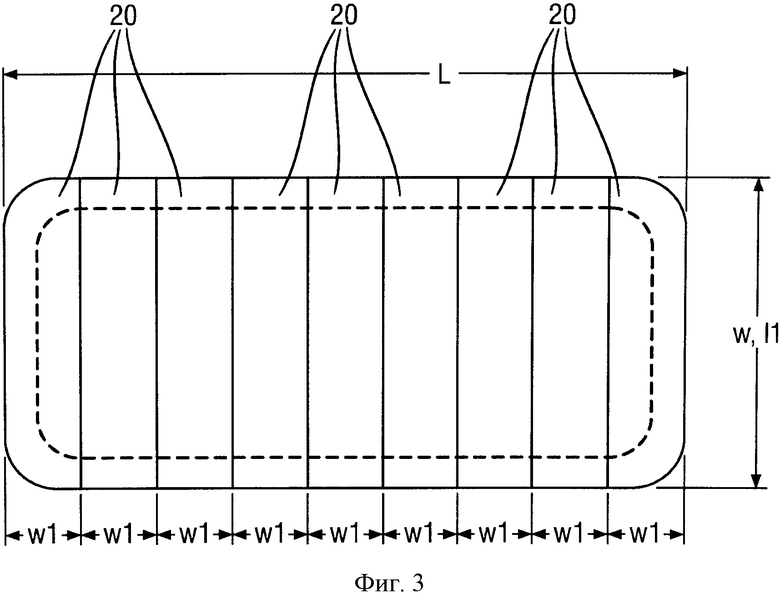
1. Абсорбирующая сердцевина для одноразовых абсорбирующих изделий, содержащая один или более абсорбирующих конструктивных элементов, при этом упомянутый абсорбирующий конструктивный элемент содержит слой основы и абсорбирующий слой, при этом упомянутый абсорбирующий слой содержит абсорбирующий материал, поддерживаемый упомянутым слоем основы и иммобилизированный на нем с помощью термопластического адгезивного материала, образующего волокнистую сетку поверх абсорбирующего материала,
при этом упомянутая абсорбирующая сердцевина является профилированной в продольном направлении или поперечном направлении, а именно:
абсорбирующая сердцевина может быть условно разделена на девять поперечных сегментов в ее продольном направлении и шесть продольных сегментов в ее поперечном направлении,
при этом в каждом из упомянутых поперечных сегментов абсорбирующий слой характеризуется средней плотностью абсорбирующего материала (APMt BWav) и средней плотностью термопластического адгезивного материала (TAMt BWav), иммобилизирующего упомянутый абсорбирующий материал,
при этом в каждом из упомянутых продольных сегментов абсорбирующий слой характеризуется средней плотностью абсорбирующего материала (APMl BWav) и средней плотностью термопластического адгезивного материала (TAMl BWav), иммобилизирующего упомянутый абсорбирующий материал,
при этом величины APMt BWav и TAMt BWav для абсорбирующего слоя в по меньшей мере одном из упомянутых поперечных сегментов ниже, чем соответствующие величины APMt BWav и TAMt BWav абсорбирующего слоя в по меньшей мере одном из остальных упомянутых поперечных сегментов,
при этом величины APMl BWav и TAMl BWav для абсорбирующего слоя в по меньшей мере одном из продольных сегментов ниже, чем соответствующие величины APMl BWav и TAMl BWav для абсорбирующего слоя в по меньшей мере одном из остальных упомянутых продольных сегментов.
2. Абсорбирующая сердцевина по п. 1, отличающаяся тем, что упомянутый абсорбирующий материал содержит по меньшей мере 95% (по весу) абсорбирующего полимерного материала.
3. Абсорбирующая сердцевина по п. 1, отличающаяся тем, что содержит шесть поперечных сегментов, отличающаяся тем, что APMt BWav и TAMt BWav абсорбирующего слоя в по меньшей мере одном поперечном сегменте ниже, чем величины APMt BWav и TAMt BWav абсорбирующего слоя в по меньшей мере одном из остальных поперечных сегментах.
4. Абсорбирующая сердцевина по п. 3, отличающаяся тем, что имеет пару противоположных поперечных краев и пару противоположных продольных краев, и при этом три из упомянутых шести поперечных сегментов, в которых APMt BWav и TAMt BWav абсорбирующего слоя ниже, чем APMt BWav и TAMt BWav абсорбирующего слоя в по меньшей мере одном из остальных упомянутых поперечных сегментов, примыкают друг к другу и к одному из поперечных краев упомянутой абсорбирующей сердцевины, и еще три из упомянутых шести поперечных сегментов, в которых APMt BWav и TAMt BWav абсорбирующего слоя ниже, чем APMt BWav и TAMt BWav абсорбирующего слоя в по меньшей мере одном из остальных упомянутых поперечных сегментов, примыкают друг к другу и к противоположному поперечному краю упомянутой абсорбирующей сердцевины.
5. Абсорбирующая сердцевина по п. 1, отличающаяся тем, что содержит два продольных сегмента, в которых APMl BWav и TAMl BWav абсорбирующего слоя ниже, чем APMl BWav и TAMl BWav абсорбирующего слоя в мере в одном из остальных упомянутых продольных сегментов.
6. Абсорбирующая сердцевина по п. 1, отличающаяся тем, что содержит переднюю область, промежностную область и заднюю область, расположенные последовательно в упомянутом продольном направлении, и при этом упомянутая абсорбирующая сердцевина содержит три поперечных сегмента в упомянутой промежностной области, в которых APMt BWav и TAMt BWav абсорбирующего слоя ниже, чем APMt BWav и TAMt BWav абсорбирующего слоя в по меньшей мере одном из остальных упомянутых поперечных сегментов.
7. Абсорбирующая сердцевина по любому из предшествующих пунктов, содержащая два абсорбирующих конструктивных элемента, образующих ламинат из абсорбирующих конструктивных элементов, включающий два абсорбирующих слоя, при этом APMt BWav и TAMt BWav упомянутых абсорбирующих слоев в по меньшей мере одном из упомянутых поперечных сегментов меньше, чем APMt BWav и TAMt BWav абсорбирующих слоев в по меньшей мере одном из остальных упомянутых поперечных сегментов.
8. Одноразовое абсорбирующее изделие, имеющее продольную ось, протяженную от первого конца до второго конца, и содержащее верхний лист, тыльный лист и абсорбирующую сердцевину по любому из пп. 1-7, расположенную между верхним листом и тыльным листом.
9. Одноразовое абсорбирующее изделие по п. 8, отличающееся тем, что является подгузником.
10. Способ изготовления абсорбирующей сердцевины по любому из пп. 1-7, содержащий этапы формирования абсорбирующего конструктивного элемента, на которых:
(a) обеспечивают слой основы;
(b) формируют профилированный абсорбирующий слой путем нанесения абсорбирующего материала, содержащего абсорбирующий полимерный материал, на упомянутый слой основы для формирования зон с различной плотностью абсорбирующего материала;
(c) наносят термопластический адгезивный материал на одну или более первых зон абсорбирующего слоя с первой плотностью;
(d) наносят термопластический адгезивный материал на одну или более вторых зон абсорбирующего слоя со второй плотностью, при этом упомянутые вторые зоны отличны от упомянутых первых зон;
(e) в качестве дополнительно возможного этапа - этап, на котором наносят термопластический адгезивный материал на одну или более третьих зон абсорбирующего слоя с третьей плотностью, при этом упомянутые третьи зоны отличны от упомянутых первых и вторых зон.
| US 2010004614 A1, 07.01.2010 | |||
| US 2003119402 A1, 26.06.2003 | |||
| Приспособление для подачи листов в скоропечатной машине | 1929 |
|
SU13758A1 |
| АБСОРБИРУЮЩАЯ СТРУКТУРА | 2007 |
|
RU2416386C1 |

