Область техники
Данное изобретение относится к новому устройству, предназначенному для крепления центральной перемычки и боковых шарнирных элементов дужек к линзам очков, в частности, к линзам очков, известных как «сверхлегкие очки» (также называются «очки без оправы»), иначе говоря, очков, у которых отсутствует полный несущий каркас, причем указанные линзы снабжены фронтальным крепежным элементом, а указанная перемычка и указанные боковые элементы выполнены посредством штамповки или вырубки из листа подходящего металлического сплава.
Уровень техники
Традиционный каркас очков состоит из фронтальной оправы (или, говоря другими словами, центрального элемента), служащей для закрепления и удержания линз, при этом ее концы снабжены шарнирными элементами для прикрепления и перемещения дужек. Между тем, такой каркас был существенно модифицирован в ходе разработки очков, известных как «сверхлегкие» или «трехэлементные» очки, линзы которых соединяются друг с другом и с дужками только посредством центральной перемычки и пары боковых крепежных шарнирных элементов.
В соответствии с предшествующим уровнем техники основная особенность способа изготовления одной пары «сверхлегких» очков заключается в снабжении концов центральной перемычки и одного из двух концов двух боковых шарнирных элементов, присоединяющих дужки очков, специальной вилкообразной конструкцией, расположенной под прямым углом к плоскости линз, причем два зуба каждой вилки выполнены с возможностью введения в соответствующие пары отверстий, предусмотренные около центральной и боковой кромок одной линзы.
Все известные решения «сверхлегких» очков предшествующего уровня техники были направлены на преодоление, в целях обеспечения прочности и долговечности очков, по меньшей мере двух конструктивных проблем, связанных с обеспечением прочного соединения между кромкой линзы и центральной перемычкой и с дрожанием линзы относительно точек ее крепления.
Более конкретно, в целях устранения указанного дрожания линзы в точках ее крепления большая часть решений предшествующего уровня техники предусматривала наличие на каждой стороне кромки линзы пары сквозных отверстий или одного сквозного отверстия, сообщающегося с одним или более глухими отверстиями или даже с боковым открытым отверстием, в котором предусмотрен крепежный элемент, взаимодействующий с удерживающей проволокой для предотвращения дрожания линзы.
Описание одного из устройств предшествующего уровня техники, используемого для прикрепления линз к несущей конструкции сверхлегких очков, приведено в патентном документе WO 03/083553. В соответствии с предложенным в этом документе техническим решением концы конструктивных элементов очков, а именно центральной перемычки и боковых шарнирных элементов, снабжены двумя парами цилиндрических штырей, выполненных из аморфного пластичного материала и имеющих кольцеобразные расширения, при этом соответствующие пары отверстий в линзе снабжены парой закрывающих их гильз, которые соединены друг с другом ограничительной пластиной и выполнены из кристаллического пластичного материала. Указанные гильзы вмещают в свои полости цилиндрические штыри конструктивных элементов очков, в результате чего кольцеобразные расширения штырей оказывают давление на наружную поверхность соответствующих гильз с обеспечением плотного соединения с боковой поверхностью отверстий линзы и созданием тем самым неподвижного присоединения указанных линз к центральной перемычке и к боковым шарнирным элементам дужек очков.
Это конструктивное решение, которое является развитием аналогичного крепежного устройства для линз, предложенного в патенте ЕР 0561763 от 12.03.1993, по существу решает задачу присоединения линз сверхлегких очков без использования крепежных винтов, обеспечивающих присоединение указанных линз к другим элементам очков, и тем самым устраняет часто возникающую проблему растрескивания линз.
Однако это конструктивное решение имеет несколько недостатков. Первый заключается в том, что помимо того, что указанные штыри выполнены из пластичного материала, характеризуемого низкой механической прочностью, в частности низкой ударной прочностью, они должны быть изготовлены и прикреплены к концам перемычек и к боковым шарнирным элементам или внедрены в них, однако поскольку они изготавливаются из других материалов, в разное время и в других пресс-формах, чем те элементы, к которым они должны быть присоединены, это обстоятельство влияет соответственно на продолжительность и условия производства, а также на себестоимость очков.
Другой недостаток обусловлен тем, что если линзы имеют толщину больше средней, то крепежные штыри одинаковой и ограниченной высоты обеспечивают сравнительно ненадежное крепление, поскольку совместное проникновение указанных штырей в линзы делает свободные концы крепежных гильз чрезмерно гибкими.
Еще один недостаток этого известного устройства заключается в невозможности использования крепежных штырей в отношении перемычек и шарнирных элементов, выполненных, например, штамповкой или вырубкой из металлических листов, не только вследствие сравнительно уменьшенной толщины их конструкции, но также вследствие невозможности их жесткого присоединения к этим элементам очков. Данный недостаток становится еще более критичным в случае применения этого способа для обработки листового материала высокого качества, выполненного, например, из сплавов титана, с целью изготовления шарнирных элементов, дужек и даже лицевых элементов для очков всех типов и конструкций.
Другой известный из уровня техники способ крепления перемычки и дужек без использования резьбовых деталей описан в американской заявке на изобретение №2005/034287. Как изложено в этом документе, указанная перемычка и боковые шарнирные элементы, присоединяющие дужки к линзам, получены вырубкой из тонкой металлической пластины. На концах они снабжены выступающими элементами, каждый из которых имеет зубцы наподобие зубцов храповика, боковые стенки которых снабжены наклоненными вниз зазубренными выступами. При установке линз указанные зубцы вставляют непосредственно в сопрягаемые отверстия, выполненные в линзах, при этом их концы остаются выступающими из наружной поверхности линз.
Указанные выступающие концы закрывают полыми укрывающими элементами, в отверстия которых они вставляются.
Это устройство для изготовления сверхлегких очков без использования резьбовых деталей допускает использование соединительных элементов, полученных вырубкой из тонкого листового металлического материала, однако оно обладает существенным недостатком, связанным с необходимостью введения указанных зазубренных зубцов в отверстия в линзах, что вызывает опасность повреждения и растрескивания линз.
Помимо этого, формирование зазубренных поверхностей на боковых стенках указанных зубцов требует использования сложных фасонных штампов, которые являются дорогостоящими и быстро изнашиваются.
В итальянской заявке на изобретение IT BL2004F000011, поданной 29.04.2004, описано устройство сверхлегких очков, у которых несущая конструкция для линз состоит из перемычки и двух боковых шарнирных элементов или торцевых деталей, выполненных посредством вырубки из качественного листового материала.
В предложенном в этой заявке устройстве каждый конец несущей конструкции для линз снабжен парой зубцов. Между этими зубцами расположена петля удерживающей линзу проволоки. Указанная проволока проведена через отверстие, выполненное в линзе, тогда как зубцы вставлены в соответствующие гнезда, выполненные в линзе в радиальном направлении относительно указанных отверстий, через которые проведена удерживающая проволока, с обеспечением тем самым надежного удержания линзы, когда проволока закреплена соответствующей контргайкой.
Практическое использование этого решения допускает применение нового предпочтительного способа изготовления перемычек и торцевых элементов посредством штамповки из листов, выполненных из материала высокого качества, но полностью не исключает проблем трещинообразования, вызываемого чрезмерным напряжением, прикладываемым удерживающей проволокой к линзе, или проблем ослабления крепления, обусловленных недостаточным натяжением удерживающей проволоки.
В патентном документе США №2005/275793 предложены очки, в которых дужки и перемычка прикреплены к линзам штыреобразными зубцами прямоугольного поперечного сечения, которые запрессовывают в пазы, сформированные внутри отверстий, выполненных в линзах.
Для закрепления указанных зубцов в соответствующих пазах на поверхностях зубцов имеются пилообразные зазубрины.
Недостаток этого решения заключается в том, что относительная сложность введения зубцов в соответствующие пазы не компенсируется достижением особо эффективного и прочного удержания перемычки и дужек на линзах.
Соответственно, это устройство для прикрепления перемычки и дужек является относительно ненадежным и непрочным.
Задачи изобретения
Основная задача данного изобретения заключается в разработке очков «сверхлегкого» типа, несущая конструкция которых для крепежа перемычки и боковых шарнирных элементов может быть выполнена посредством штамповки, вырубки или любым другим способом вырезания из листа материала высокого качества, такого как сплав титана, и которая может быть прикреплена к соответствующим линзам оптимальным образом путем прочной и надежной посадки без использования удерживающих проволок и без возникновения опасности повреждения линзы при сборке компонентов очков, а также допускает использование штампов с простой формой и поэтому сравнительно недорогих.
В контексте этой основной задачи другая задача данного изобретения заключается в создании очков «сверхлегкого» типа, несущей конструкции которых легко придать нужную форму с соответствующими выступами, которая не требует сварки или механических крепежных средств и которая допускает запрессовку перемычек и торцевых элементов непосредственно в края устанавливаемых линз.
Еще одна задача изобретения заключается в создании очков «сверхлегкого» типа, боковые шарнирные элементы которых могут быть соединены с плоскими дужками (также выполненными, например, штамповкой из этого же или из другого листового материала подходящего качества) особенно прочным и надежным образом.
Другой задачей изобретения является создание очков вышеуказанного типа и оснащение их несущей конструкцией, которая является чрезвычайно простой и обеспечивает возможность быстрой и легкой сборки.
Еще одна задача изобретения заключается в возможности его использования с линзами любой толщины и любых типов.
Вышеуказанные задачи решены благодаря созданию крепежного устройства по п.1 формулы изобретения, приложенной к данному описанию и включенной в него посредством ссылки.
Более конкретно, в изобретении предложены очки, содержащие:
две линзы, каждая из которых имеет пару отверстий, выполненных на заданном расстоянии друг от друга;
перемычку и соединительные шарнирные элементы для дужек;
трубчатые гильзы, вставленные в указанные отверстия в линзах.
Указанная перемычка и соединительные элементы снабжены парой зубьев, которые отходят от этих перемычки и соединительных элементов и выполнены с возможностью вставления в указанные трубчатые гильзы.
Указанные зубья имеют плоские боковые грани.
В предпочтительном случае указанные зубья имеют четыре плоские боковые грани. Говоря другими словами, поперечное сечение зубьев является прямоугольным (или квадратным).
В соответствии с данным изобретением указанные зубья имеют шероховатую текстуру вдоль продольных кромок, где соединяются указанные боковые грани.
Указанная шероховатая текстура на каждой кромке каждого зуба состоит из множества выступов (разнесенных в продольном направлении по протяженности зуба).
Указанные выступы отходят от поверхности консольным образом, образуя часть уплощенного или зазубренного материала, проходящую в направлении, по существу перпендикулярном к этой поверхности.
Указанное множество выступов, расположенных вдоль одной кромки зуба, образует вид ребра, отходящего наружу от кромки зуба (например, параллельно одной из граней зуба, но оно также может проходить вдоль диагонали прямоугольника, ограниченного поперечным сечением зуба).
В предпочтительном случае две противоположные грани каждого зуба выполнены плоскими, а две другие противоположные грани - рифлеными.
Указанные рифления выполняют на этапе штамповки зубьев, в ходе которой давление, прикладываемое к этим противоположным поверхностям (предназначенным для рифления), вызывает смещение материала, при выполнении уплощения, вдоль поперечных участков зуба.
Таким образом, указанное давление, прикладываемое вдоль поперечной зоны грани зуба, создает два боковых наплыва из материала, образующих вышеуказанные выступы. В результате эти выступы отходят консольным образом от гладких (нерифленых) граней.
Соответственно, указанное уплощение по меньшей мере одной из граней путем штамповки (прессования) вдоль поперечных полос заставляет определенный объем материала у концов поперечных зон, к которым приложено давление, смещаться за пределы кромок, в результате чего он выступает в направлении, по существу перпендикулярном гладким граням.
Более конкретно, указанные выступы расположены вдоль кромок каждого зуба, где соединяются две смежные боковые поверхности (или грани).
В предпочтительном случае на каждой боковой кромке каждого зуба имеется два ряда выступов, расположенных под углом 90° друг к другу на смежных боковых поверхностях.
Первый ряд выступов состоит из концов выступов, образованных рифлением (т.е. эти выступы отходят от рифленой поверхности), а второй ряд выступов состоит из наплывов материала, смещенного вбок за кромки (т.е. эти выступы отходят консольным образом от гладких поверхностей).
Указанные выступы из двух рядов выступов каждой кромки рассредоточены с чередованием в продольном направлении; в результате указанные выступы, отходящие от рифленой поверхности, и выступы, отходящие консольно от гладкой поверхности, проходят вдоль кромки в виде чередующейся последовательности и под углом 90° друг к другу.
Эти выступы обеспечивают эффективную фиксацию зуба в полости гильзы.
При этом рифление, предусмотренное в центральных зонах рифленых граней, активно содействует указанному захвату.
В предпочтительном случае рифленые грани являются более широкими гранями (поперечное сечение зуба является прямоугольным).
Согласно предпочтительному варианту изобретения рифленые грани представляют собой верхнюю и нижнюю грани.
Указанные выступы создают захват, поскольку они «поточечно» внедряются во внутреннюю сторону цилиндрической гильзы, проникая внутрь этой гильзы, которая предпочтительно выполнена из пластмассы.
Таким образом, в данном изобретении предложено крепежное устройство по пункту 1 формулы изобретения (а также очки, содержащие указанное крепежное устройство).
В предпочтительном случае по меньшей мере одна из боковых стенок (или граней) каждого из зубьев имеет множество выступов, отходящих консольным образом от смежной гладкой стенки (или грани).
Согласно предпочтительному варианту изобретения указанные выступы имеют уплощенную форму и образуют шероховатую текстуру вдоль кромок, где соединяются боковые грани.
В предпочтительном случае указанные выступы проходят перпендикулярно по меньшей мере к одной из гладких поверхностей (или граней).
Согласно предпочтительному варианту изобретения свободные концы указанных зубьев закруглены (например, имеют полусферическую форму). Такая форма способствует введению указанных зубьев в указанные гильзы.
Краткое описание чертежей
Другие признаки конструкции, необходимые для решения поставленных задач, более подробно описаны ниже, при этом они становятся более очевидными из рассмотрения элементов, образующих предложенное устройство в его неограничительном иллюстративном варианте выполнения, схематически проиллюстрированном сопроводительными чертежами, на которых:
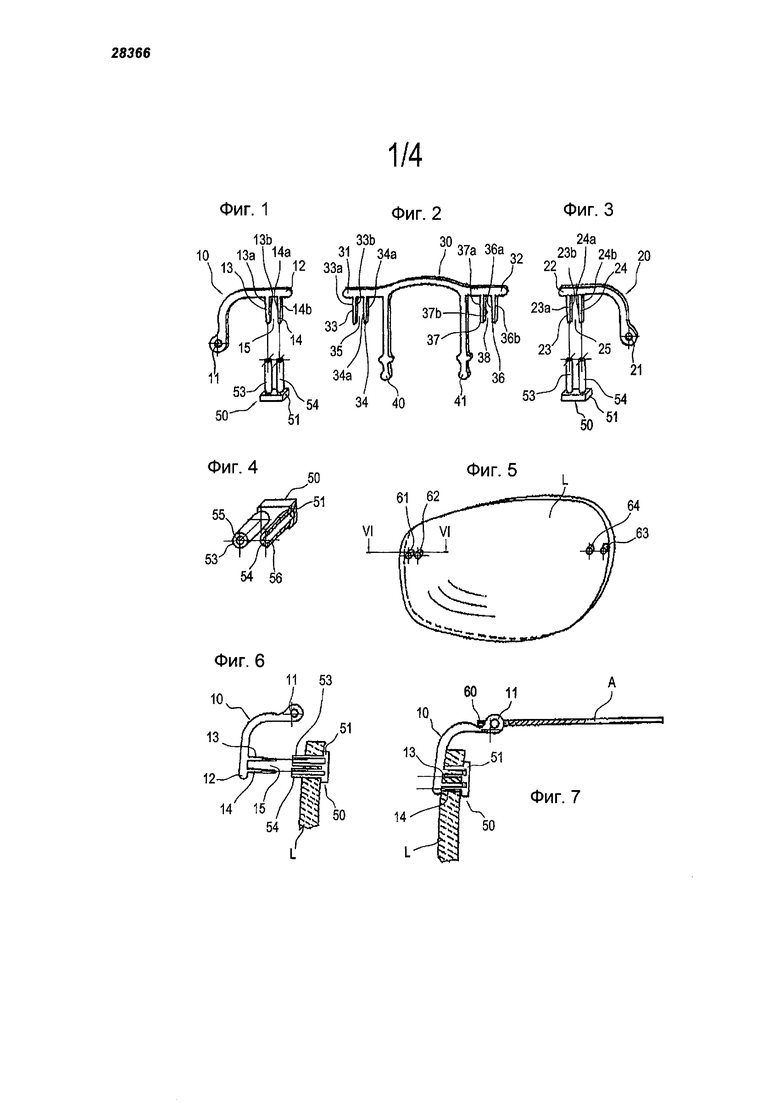
фиг.1 представляет собой вид в аксонометрии с внутренней стороны очков, иллюстрирующий левостороннюю торцевую деталь или фронтальную часть, выполненную штамповкой в соответствии с данным изобретением и показанную вместе с одной из используемых с ней фиксирующих заглушек;
фиг.2 представляет собой вид в аксонометрии с внутренней стороны очков, иллюстрирующий перемычку или центральный элемент, соединяющий линзы и выполненный штамповкой в соответствии с данным изобретением;
фиг.3 представляет собой вид в аксонометрии с внутренней стороны очков, иллюстрирующий правостороннюю торцевую деталь или фронтальную часть, выполненную штамповкой в соответствии с данным изобретением и показанную вместе с одной из используемых с ней фиксирующих заглушек;
фиг.4 в аксонометрии изображает одну из фиксирующих заглушек, показанных на фиг.1 и 3;
фиг.5 представляет собой вид сбоку и снаружи линзы, соединяемой с торцевой деталью, показанной на фиг.1, а с левой стороны - с перемычкой, показанной на фиг.2, причем соединение происходит путем введения пары заглушек, подобных заглушке, показанной на фиг.4;
фиг.6 представляет собой поперечное сечение показанной на фиг.5 линзы, взятое в плоскости VI-VI после соединения линзы с заглушкой, показанной на фиг.4, и во время наложения фронтальной части или торцевой детали, показанной на фиг.1;
фиг.7 представляет собой поперечное сечение, подобное показанному на фиг.6, но взятое после обеспечения прочного соединения между фронтальной частью, показанной на фиг.1, и заглушкой и линзой, показанными на фиг.6;
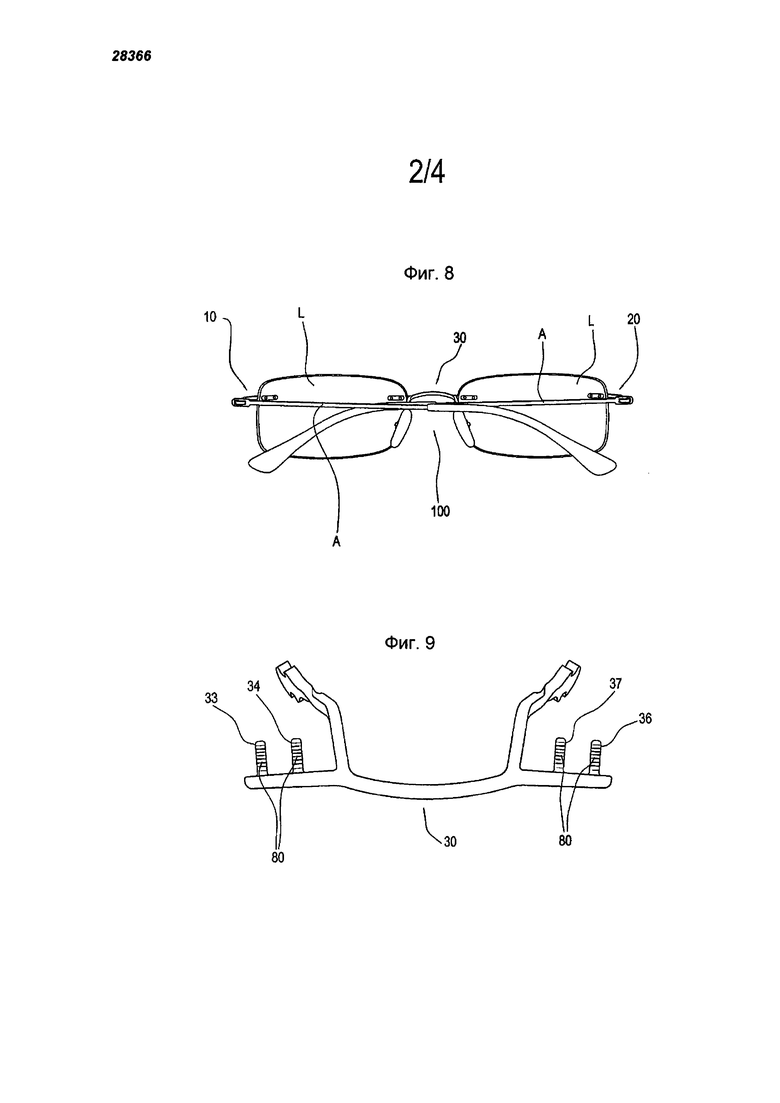
фиг.8 изображает заявляемые очки, у которых линзы прикреплены к перемычке и фронтальным частям (или торцевым деталям) с использованием заявляемого крепежного устройства;
фиг.9 сверху изображает крепежную конструкцию очков, показанных на фиг.8;
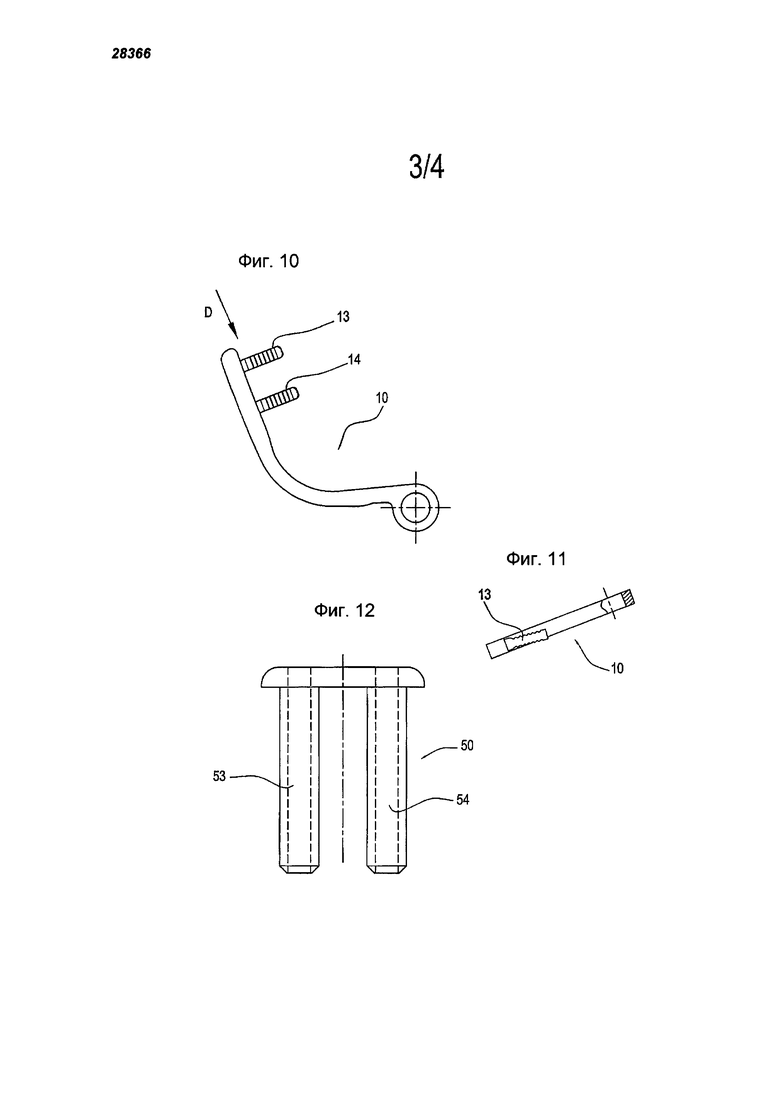
фиг.10 сверху изображает одну из фронтальных частей крепежной конструкции очков, показанных на фиг.8;
фиг.11 изображает показанную на фиг.10 фронтальную часть в направлении, обозначенном символом D (показан на фиг.10);
фиг.12 сверху изображает заглушку, образующую часть заявляемого крепежного устройства;
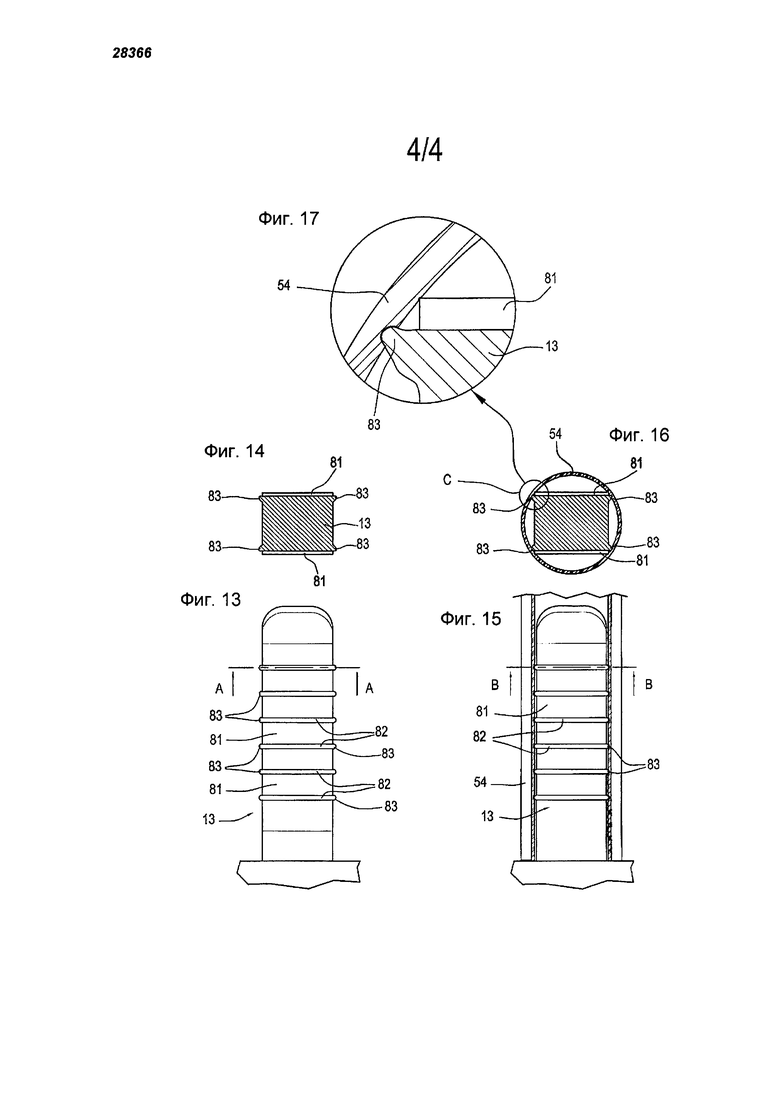
фиг.13 сверху изображает один из зубьев, образующих часть заявляемого крепежного устройства;
фиг.14 в разрезе, взятом по показанной на фиг.13 плоскости А - А, изображает зуб, показанный на фиг.13.
фиг.15 представляет собой детальный вид, изображающий поперечный разрез показанного на фиг.13 зуба, размещенного внутри соответствующей гильзы, причем поперечный разрез взят в плоскости продольной оси зуба и под прямым углом к его верхней и нижней сторонам;
фиг.16 изображает поперечное сечение показанного на фиг.15 зуба, взятое по плоскости В - В (показана на фиг 15);
фиг.17 показывает участок, обозначенный на фиг.16 символом С.
Подробное описание изобретения
На всех сопроводительных чертежах одинаковые детали обозначены (или предполагается, что обозначены) одинаковыми номерами позиций.
В соответствии с данным изобретением, как показано на приведенных чертежах, пара противоположных фронтальных частей или торцевых деталей 10 и 20 и центральная перемычка 30, обеспечивающие закрепление линз L очков, могут быть выполнены из одного плоского листа подходящего металлического сплава, например, посредством штамповки или вырубки, причем указанный лист является равномерным по толщине и постоянным по качеству материала.
Торцевая деталь или шарнирный элемент 10 имеет конец с проушиной 11, который должен быть соединен с шарнирным концом 60 дужки А, тогда как его противоположный конец 12, направленный к линзе, выполнен в форме вилки, состоящей из пары внутренних зубцов или зубьев 13-14, разделенных промежутком или межцентровым расстоянием 15.
По аналогии со сказанным торцевая деталь или шарнирный элемент 20 имеет конец с проушиной 21, который должен быть соединен с шарнирным концом 60 дужки А очков, тогда как его противоположный конец 22, направленный к линзе, имеет пару внутренних зубцов или зубьев 23-24, разделенных промежутком 25.
Перемычка 30 тоже имеет концы 31 и 32, снабженные соответствующими вилкообразными конструкциями с зубьями или зубцами 33-34, разделенными промежутком 35, и зубьями или зубцами 36-37, разделенными промежутком или межцентровым расстоянием 38, причем данные зубцы по существу аналогичны по форме и размеру зубцам, предусмотренным на торцевых деталях 10 и 20.
Кроме того, перемычка 30 может быть дополнена ножками 40 и 41, которые можно создавать каким-либо способом предшествующего уровня техники, позволяющим выполнять их изогнутыми и имеющими форму и размер, обеспечивающими возможность удержания прилегающих к переносице пластинок.
Все эти пары зубьев или зубцов 13-14, 23-24, 33-34 и 36-37 характеризуются тем, что выполнены с плоскими поверхностями, с толщиной, равной толщине листа, из которого они вырублены, и имеют плоские гладкие боковые стенки 13a-13b, 14a-14b, 23a-23b, 24a-24b, 33a-33b, 34a-34b, 36a-36b, 37a-37b, расположенные так, что ширина зубьев или зубцов обеспечивает их внедрение в соответствующие гильзы, как более детально описано ниже.
В одном из вариантов данного изобретения указанные боковые стенки параллельны друг другу по меньшей мере вдоль одного участка их продольного протяжения.
В предпочтительном случае указанные боковые стенки параллельны друг другу вдоль всего протяжения указанных зубьев.
В альтернативном случае указанные боковые стенки зубцов или зубьев расположены под углом друг к другу и сходятся в направлении их свободных концов.
В одном из вариантов выполнения зубьев 13 и 14, 33 и 34, 37 и 38, 23 и 24 их боковые поверхности наклонены инверсно, так что оконечный участок несколько превышает по ширине основание, но тоже с приданием соответствующей клиновидности.
В другом варианте изобретения боковые стенки зубьев или зубцов взаимно расходятся в направлении своих свободных концов.
В предпочтительном случае указанный оконечный продольный участок зубьев или зубцов выполнен клиновидным (или оконечный участок зуба предпочтительно закруглен, например, выполнен с полусферической формой), в то время как по меньшей мере одна из фронтальных поверхностей по меньшей мере одного зубца имеет шероховатую текстуру, полученную, например, накаткой или рифлением, в частности, вдоль кромок их плоских фронтальных поверхностей.
Длина указанных зубьев или зубцов превышает толщину линзы L любого предполагаемого типа, применяемой в изготавливаемых сверхлегких очках (хотя это условие не является существенным).
С каждой парой зубьев или зубцов 13-14, 23-24, 33-34 и 36-37 в заявляемом крепежном устройстве используется заглушка 50, выполненная из сравнительно мягкого пластичного материала и состоящая из основания 51 и пары гильз 53-54, которые ограничивают собой соответствующие глухие отверстия 55-56, причем длина этих гильз 53-54 всегда превышает толщину линзы L любого предполагаемого типа, применяемой в сверхлегких очках.
В предпочтительном случае глубина отверстий 55-56 больше высоты их соответствующих стенок 53-54, при этом указанные отверстия могут быть выполнены даже сквозными.
Линза L, предназначенная, например, для коррекции зрения или для защиты глаза, имеет профиль, форма которого соответствует требуемой конструкции очкового окуляра. Линза расположена с двух противоположных сторон очков.
Каждая линза имеет две одинаковые пары сквозных отверстий 61-62 и 63-64, предусмотренные вблизи кромок соответственно внутренней и наружной сторон линзы L и выполненные с учетом формы линзы и с учетом лучшего центрирования ее оптического фокуса.
Межцентровое расстояние каждой пары отверстий 61-62 и 63-64 равно межцентровому расстоянию 15, 25, 35 и 38 между зубцами в парах 13-14, 23-24, 33-34 и 36-37 торцевых деталей 10-20 и фронтальной детали 30, причем диаметр указанных отверстий по существу равен диаметру гильз 53-54 каждой заглушки 50.
Заявляемый способ крепления перемычки 30 и торцевых деталей 10-20 или шарнирных элементов дужек А к линзам L включает, как проиллюстрировано, в частности, на фиг.6, первый этап введения гильз 53-54 одной заглушки в пару сквозных отверстий 61-62 в наружной стороне линзы L, в результате чего основание 51 заглушки входит в непосредственный контакт с внутренней поверхностью линзы L, а затем аналогичное введение других заглушек 50 в соединение с отверстиями 61-62 и 63-64 обеих линз L.
Второй этап заявляемого способа, который не проиллюстрирован в заявке в целях ее упрощения, включает обрезание выступающей части гильз 53-54, после чего их края будут находиться в одной плоскости с наружной поверхностью линзы L.
Третий этап способа включает обрезание концов зубцов 13, 14, 23, 24, 33, 34, 36 и 37 с их укорочением до длины, не превышающей толщину используемой линзы L и предпочтительно являющейся меньше глубины соответствующих вмещающих полостей 55-56, образовавшихся после обрезания гильз 53-54 до требуемой длины. Очевидно, что при очень толстой линзе L указанный этап обрезания может не потребоваться.
Последний этап способа содержит, в соответствии с упомянутой фиг.7, вжатие указанных обрезанных зубцов, например 13-14, в отверстия 55-56 гильз 53-54, уже вставленных в соответствующие пары отверстий 61-62 и 63-64 в линзе L, до тех пор, пока внутренние кромки концов 12, 22, 31, 32 соответствующих торцевых деталей 10-20 и перемычки 30 не войдут в контакт с наружной поверхностью линзы L.
Достигнутая прессовая посадка обеспечивает боковое давление зубцов, например 13-14, на цилиндрическую поверхность соответствующих гильз 53-54, а следовательно, на поверхность соответствующих отверстий 61-62 и 63-64 обеих линз L, с силой, достаточной для обеспечения прикрепления торцевых деталей 10-20 и перемычки 30 к паре линз L, с созданием тем самым конструкции сверхлегких очков.
Согласно одному из уже упомянутых вариантов изобретения на одной или обеих фронтальных поверхностях одного или более зубцов 13 и 14, 33 и 34, 36 и 37, 23 и 24 создана шероховатость, увеличивающая прочность захвата этих зубцов в соответствующих полостях 55 и 56 заглушек 50, в частности, за счет усиленного сцепления цилиндрической поверхности отверстий 55-56 заглушки 50 с частью указанных зубцов, снабженной шероховатой текстурой.
При рассмотрении той же фиг.7 следует отметить, что проушина 11 торцевой детали 10 соединена с дужкой А, которая также выполнена штамповкой или вырубкой, в частности, из того же листа, из которого выполнены торцевые детали 10-20 и перемычка 30, или же из другого листа, например, даже листа из другого материала, и в частности, выполнена в соответствии с крепежным устройством для дужек, которое описано и заявлено в предварительной заявке IT BL2004A11 и которое, в любом случае, может быть получено посредством устройства, раскрытого в этом изобретении.
Таким образом, как проиллюстрировано и изложено выше в отношении предложенного изобретения, очки содержат крепежную конструкцию, полученную штамповкой или вырубкой, например, из листов металлических сплавов высокого качества, к которой линзы могут быть прикреплены без использования удерживающих проволочек и контргаек в соответствии с определенной выше основной задачей изобретения.
Указанное устройство обеспечивает возможность выполнения выступов, позволяющих присоединять и закреплять линзы без использования сварки и каких-либо механических крепежных средств, предназначенных для присоединения торцевых деталей и перемычки к линзам, что отвечает другим определенным выше задачам изобретения.
Изготовление указанных компонентов и этапы сборки являются чрезвычайно простыми и эффективными, при этом они допускают возможность крепления дужек, например, выполненных штамповкой, к линзам любой толщины, что отвечает другим задачам изобретения.
Как сказано выше, проиллюстрированный и описанный вариант изобретения следует рассматривать исключительно в качестве пояснительного примера, не ограничивающего объем притязаний изобретения.
Например, торцевые детали 10-20 и/или перемычки 30 можно выполнять с любой формой, при которой зубцы, например 13-14, распределены и расположены по-разному относительно их концов 12. По аналогии со сказанным, основания 51 заглушек 50 могут иметь формы, отличающиеся от прямоугольной формы, показанной в качестве примера на фиг.4.
Кроме того, можно предусмотреть отдельную заглушку для каждой отдельной гильзы 53 и 54 вместо общей заглушки 50 для двух гильз 53-54, а также можно использовать гильзы 53 и 53, открытые с обоих концов, т.е. не имеющие заглушки.
В изложенную выше последовательность этапов могут быть внесены некоторые изменения, направленные на обеспечение соответствия различным технологическим требованиям и условиям производства, однако не выходящие за рамки правовой охраны данного изобретения, как описано выше и заявлено ниже.
В частности, можно обратить внимание на следующие дополнительные особенности.
Рифленые стенки зубьев 13 и 14, 33 и 34, 36 и 37, 23 и 24 имеют множество поперечно расположенных выступов или ребер 81.
Эти выступы чередуются с соответствующими углублениями 82. Указанные углубления выполняют штамповкой (или сжатием), которой подвергают указанные зубья. В результате уплощение указанных зубьев с двух противоположных сторон приводит к образованию указанных углублений 82 и, соответственно, ребер 81.
Указанные углубления 82 и ребра 81 обеспечивают рифление на стенке зуба.
Кроме того, каждый зуб содержит на каждой кромке, где соединяются две боковые стенки, ряд выступов 83, расположенных сбоку от углублений 82.
Эти выступы (расположенные под углом 90°) отходят консольным образом от (гладких) боковых стенок, смежных с боковыми стенками, имеющими рифление 80.
Выступы 83 представляют собой выпуклости, получаемые путем бокового смещения материала, из которого выполнен зуб, благодаря воздействию уплощения, создаваемого в ходе штамповки с получением рифления 80.
Таким образом, каждая кромка зуба имеет два ряда выступов.
Первый ряд выступов состоит из боковых концов ребер 81 и проходит наружу от боковых стенок, снабженных рифлением 80.
Второй ряд выступов состоит из выступов или выпуклостей 83, отходящих консольным образом от гладких стенок у углублений 82.
Соответственно, на каждой кромке выступы двух рядов чередуются друг с другом (разнесены в продольном направлении вдоль кромки с чередованием) и расположены под углом 90°.
Выступы 83 предпочтительно имеют уплощенную форму.
Таким образом, выступы 83 (даже вместе с выступами, определяемыми концами ребер 81) создают шероховатую текстуру вдоль кромок, где соединяются боковые грани (или стенки).
Соответственно, две из четырех поверхностей каждого зуба являются гладкими, т.е. не имеют рифлений 80, тем не менее, эти поверхности содержат вдоль кромок два противоположных ряда выступов 83, имеющих форму ногтя пальца и проходящих консольным образом (т.е. под углом 90°) от указанных поверхностей.
В предпочтительном случае концы зубьев 13 и 14, 33 и 34, 36 и 37, 23 и 24 имеют закругленную форму, например, полусферическую. Такая форма облегчает их введение в указанные гильзы.
В данном изобретении предложены также очки 100, содержащие:
перемычку 30;
пару фронтальных деталей 10, 20, шарнирно прикрепленных к соответствующим дужкам А;
пару линз L;
крепежное устройство, обеспечивающее крепление перемычки 30 и фронтальных деталей 10, 20 к линзам L.
Данное крепежное устройство выполнено, согласно изобретению, в соответствии с изложенным выше.
Более конкретно, каждая линза L имеет пару отверстий, расположенных на заданном расстоянии друг от друга.
Перемычка 30 и пара фронтальных деталей 10, 20 снабжены шарнирными элементами, присоединяющими их к паре дужек А (или боковым деталям).
Указанное крепежное устройство также содержит трубчатые гильзы 53, 54 (например, из пластмассы), вставляемые в отверстия, выполненные в линзах L.
Перемычка 30 и фронтальные детали 10, 20 снабжены парой отходящих от них зубьев 13 и 14, 33 и 34, 36 и 37, 23 и 24, выполненных с возможностью вставления в трубчатые гильзы 53, 54, причем указанные зубья имеют плоские боковые грани (и прямоугольное или квадратное поперечное сечение).
Более конкретно, в соответствии с данным изобретением, зубья 13 и 14, 33 и 34, 36 и 37, 23 и 24 имеют вдоль продольных кромок, где соединяются боковые грани (или стенки), шероховатую текстуру, образованную множеством выступов 83, 81, отходящих консольным образом от обеих боковых поверхностей, ограничивающих кромку.
В предпочтительном случае выступы 83, 81, образующие шероховатую текстуру вдоль кромок зубьев 13 и 14, 33 и 34, 36 и 37, 23 и 24, расположены на каждой кромке в первом ряду, отходящем от одной из граней, и во втором ряду, отходящем от другой грани, причем указанные выступы из указанных двух рядов расположены под углом 90° друг к другу.
Согласно предпочтительному варианту изобретения на каждой кромке выступы из двух рядов разнесены в продольном направлении с чередованием, что улучшает захват указанных зубьев в гильзах.
Что касается способа изготовления очков 100, то следует понимать, что он включает этап штамповки зубьев 13 и 14, 33 и 34, 36 и 37, 23 и 24 с образованием рифления 80 на двух противоположных поверхностях каждого зуба.
В предпочтительном случае указанную штамповку выполняют так, чтобы создать на каждом зубе четыре ряда выступов, отходящих консольным образом от гладких поверхностей зуба (два ряда для каждой гладкой грани) перпендикулярно ребрам 81 рифления 80.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ ЗАУШНИКОВ, БОКОВИН И ПЕРЕМЫЧЕК ОЧКОВ БЕЗ ОБОДКОВ И ЗАУШНИКОВ, И БОКОВИН МЕТАЛЛИЧЕСКИХ И ПЛАСТМАССОВЫХ ОПРАВ ОЧКОВ | 2006 |
|
RU2397521C2 |
| ШАРНИРНАЯ ОПРАВА ДЛЯ ОЧКОВ С ПРОВОЛОЧНЫМ СОЕДИНЕНИЕМ ЭЛЕМЕНТОВ | 2008 |
|
RU2474851C2 |
| ОПРАВА ДЛЯ ОЧКОВ С ДУЖКАМИ, ИМЕЮЩИМИ ДВЕ ОРТОГОНАЛЬНЫЕ ОСИ ВРАЩЕНИЯ И ОБРАЗУЮЩИМИ ФУТЛЯР ПРИ ИХ СКЛАДЫВАНИИ | 2005 |
|
RU2353962C2 |
| СКЛАДНЫЕ ОЧКИ С ЗАЩЕЛКИВАЮЩЕЙСЯ ПЕРЕМЫЧКОЙ | 2010 |
|
RU2512133C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ ОПРАВЫ ОЧКОВ ДЛЯ ПАРЫ ЛИНЗ | 2013 |
|
RU2635347C2 |
| СОЕДИНИТЕЛЬНАЯ ШАРНИРНАЯ ПЕТЛЯ ДЛЯ ОПРАВЫ И ДУЖЕК ОЧКОВ | 2021 |
|
RU2778981C1 |
| УНИВЕРСАЛЬНЫЙ МАЛОИНВАЗИВНЫЙ ХИРУРГИЧЕСКИЙ РЕТРАКТОР | 2023 |
|
RU2803377C1 |
| КОМПЛЕКТ СЪЕМНЫХ ЗАХВАТОВ ДЛЯ ХИРУРГИЧЕСКОГО РЕТРАКТОРА | 2023 |
|
RU2802746C1 |
| ДЕРЖАТЕЛЬ ДЛЯ ОЧКОВ (ВАРИАНТЫ) | 2008 |
|
RU2365321C1 |
| ОЧКИ | 2018 |
|
RU2744031C1 |
Изобретение относится к очкам и может использоваться для крепления шарнирных элементов к очкам, у которых отсутствует полный несущий каркас. Очки содержат две линзы, каждая из которых имеет пару отверстий, перемычку и пару фронтальных деталей, снабженных шарнирными элементами, трубчатые гильзы, вставленные в указанные отверстия в линзах. При этом перемычка и фронтальные детали снабжены парой зубьев, которые отходят от перемычки и фронтальных деталей и выполнены с возможностью вставления в трубчатые гильзы. Причем указанные зубья имеют плоские боковые грани. При этом указанные зубья вдоль продольных кромок, где соединяются боковые стенки, имеют шероховатую текстуру, образованную множеством выступов, отходящих консольным образом от обеих боковых поверхностей, ограничивающих указанную кромку. Техническим результатом изобретения является улучшение крепления перемычек и шарнирных элементов. 2 н. и 18 з.п. ф-лы, 17 ил.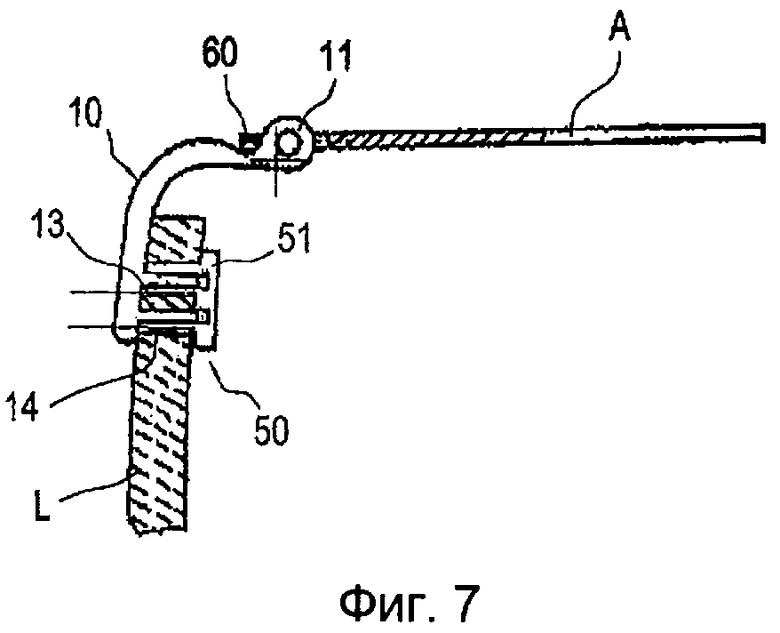
1. Очки (100), содержащие:
две линзы (L), каждая из которых имеет пару отверстий (61, 62, 63, 64), выполненных на заданном расстоянии друг от друга,
перемычку (30) и пару фронтальных деталей (10, 20), снабженных шарнирными элементами, присоединяющими их к паре дужек (А),
трубчатые гильзы (53, 54), вставленные в указанные отверстия в линзах,
при этом перемычка (30) и фронтальные детали (10, 20) снабжены парой зубьев (33-34, 36-37, 13-14, 23-24), которые отходят от перемычки и фронтальных деталей и выполнены с возможностью вставления в трубчатые гильзы (53, 54), причем указанные зубья имеют плоские боковые грани,
при этом указанные зубья вдоль продольных кромок, где соединяются боковые стенки, имеют шероховатую текстуру, образованную множеством выступов, отходящих консольным образом от обеих боковых поверхностей, ограничивающих указанную кромку.
2. Очки по п. 1, в которых по меньшей мере одна боковая стенка каждого зуба имеет гладкую поверхность.
3. Очки по п. 1, в которых указанные выступы, образующие шероховатую текстуру вдоль кромок зубцов, расположены на каждой кромке в первом ряду, отходящем от одной из граней, и втором ряду, отходящем от другой грани, причем указанные выступы из двух рядов расположены под углом 90° друг к другу.
4. Очки по п. 3, в которых на каждой кромке указанные выступы из первого и второго рядов расположены с чередованием в продольном направлении.
5. Очки по п. 1, в которых ширина каждого из зубьев (33-34, 36-37, 13-14, 23-24) обеспечивает возможность проникновения каждого зуба в соответствующую трубчатую гильзу (53, 54), в которую его вставляют.
6. Очки по п. 1, в которых боковые стенки (13а-13b, 14а-14b, 23а-23b, 24а-24b, 33а-33b, 34а-34b, 36а-36b, 37а-38а) каждого из зубьев параллельны друг другу по меньшей мере на одном участке их продольной протяженности.
7. Очки по п. 1, в которых боковые стенки (33-34, 36-37, 13-14, 23-24) каждого из зубьев параллельны друг другу на всей их протяженности.
8. Очки по п. 1, в которых боковые стенки (13а-13b, 14а-14b, 23а-23b, 24а-24b, 33а-33b, 34а-34b, 36а-36b, 37а-38а) каждого из зубьев расположены под углом друг к другу и расходятся в направлении свободных концов этих зубьев.
9. Очки по п. 1, в которых по меньшей мере одна боковая стенка (13а-13b, 14а-14b, 23а-23b, 24а-24b, 33а-33b, 34а-34b, 36а-36b, 37а-38а) каждого зуба имеет множество выступов, отходящих консольным образом от смежной гладкой стенки.
10. Очки по п. 1, в которых по меньшей мере одна из поверхностей фронтальных стенок зубьев снабжена рифлением, выполненным на по меньшей мере части ее кромок.
11. Очки по п. 1, в которых зубья (33-34, 36-37, 13-14, 23-24) имеют продольное протяжение, которое по меньшей мере равно толщине максимально толстых существующих линз для очков.
12. Очки по п. 1, в которых указанные трубчатые гильзы (53, 54) выполнены из пластичного материала и открыты на конце, противоположном концу, в который вставлены зубья.
13. Очки по п. 1, в которых указанные трубчатые гильзы (53, 54) выполнены из пластичного материала и закрыты или открыты на конце, противоположном концу, в который вставлены зубья.
14. Очки по п. 1, в которых трубчатые гильзы (53, 54) выполнены из пластичного материала и соединены друг с другом соединительной заглушкой (50), расположенной на конце, противоположном концу, в который вставлены зубья.
15. Очки по п. 9, в которых указанные выступы имеют уплощенную форму и образуют шероховатую структуру вдоль кромок, где соединяются боковые грани.
16. Очки по п. 9, в которых указанные выступы перпендикулярны по меньшей мере одной из гладких поверхностей.
17. Очки по п. 1, в которых концы указанных зубьев имеют закругленную форму.
18. Способ изготовления сверхлегких очков, включающий в себя: этап создания, вырубкой из металлической пластины, перемычки и фронтальных деталей, снабженных шарнирными элементами, присоединяющих дужки к линзам посредством концов, снабженных вилкообразными конструкциями, каждая из которых имеет по меньшей мере два зуба (33-34, 36-37, 13-14, 23-24), причем указанные зубья имеют боковые стенки (13а-13b, 14а-14b, 23а-23b, 24а-24b, 33а-33b, 34а-34b, 36а-36b, 37а-38а), которые являются плоскими и гладкими; этап выполнения отверстий (61, 62, 63, 64) в линзах, в зонах их соединения с концами перемычки (30) и шарнирных элементов фронтальных деталей (10, 20), присоединяющих дужки, причем количество указанных отверстий равно количеству зубьев соответствующих вилкообразных конструкций, предусмотренных на концах перемычки (30) и указанных шарнирных элементов фронтальных деталей (10, 20); этап введения трубчатых гильз (53, 54), снабженных заглушкой на одном их конце, в соответствующие отверстия (61, 62, 63, 64), выполненные в линзах, с обеспечением прилегания указанной заглушки к внутренней поверхности каждой линзы; при необходимости этап обрезания части гильз (53, 54), которая отходит от наружной поверхности линз, с подгонкой тем самым длины гильз (53, 54) к фактической толщине линз; и этап установки с прессовой посадкой зубьев (33-34, 36-37, 13-14, 23-24) вилкообразных конструкций в часть трубчатых гильз (53, 54), помещенную внутрь отверстий, выполненных в линзах.
19. Способ по п. 18, включающий в себя этап штамповки указанных зубьев с созданием рифлений на двух противоположных поверхностях каждого зуба.
20. Способ по п. 19, в котором на указанном этапе штамповки создают четыре ряда выступов, отходящих консольным образом от гладких поверхностей зубьев.
| US 2005275793 А1, 15.12.2005 | |||
| US 2005034287 А1, 17.02.2005 | |||
| EA 200600395 А1, 25.08.2006 | |||
| RU 2008107591 А, 27.09.2009. |

