Изобретение относится к области утилизации патронов стрелкового оружия и, в частности, к технологии разделения пуль на составные части, включающие оболочку, свинцовую рубашку, сердечник с последующим повторным использованием отдельных частей пули и переработкой других частей в материалы промышленного назначения.
Известен способ демонтажа пуль, включающий в себя надрезку носика оболочки пули в ступенчатой матрице, отрыв носика оболочки и одновременное его раздавливание до размеров, равных диаметру малого отверстия. Сдвиг оболочки с оживальной части сердечника и снятие оболочки с сердечника. Сердечник протирают. Демонтаж пули производят на трехоперационном прессе прерывистого действия (Патент РФ №2089841, МПК F42B 33/06, опубл. 10.09.1997).
Недостатком известного способа является низкая производительность демонтажа пуль, выполняемого за несколько последовательных операций на прессе прерывистого действия.
Известен способ утилизации пуль патронов стрелкового оружия, содержащих оболочку со свинцовой рубашкой и стальной сердечник, включающий размещение пуль в зоне загрузки в захватных органах на питающем транспортном роторе, перемещение пуль в зону демонтажа и разделение пуль на составные части, при этом пули, размещенные в захватных органах питающего транспортного ротора, передают в инструментальные блоки вращающегося технологического ротора, где их в каждой позиции демонтируют на составные части, при этом у пуль отделяют носик, сердечник и приложением осевой силы удаляют вдоль оси, а отделенную часть оболочки со свинцовой рубашкой удаляют из этой же позиции в поперечном направлении (Патент РФ №2399868, F42B 33/06, опубл. 08.10.2010).
Недостатки способа заключаются в том, что свинцовая рубашка и оболочка пули остаются неразъединенными и требуют для своего демонтажа введения дополнительных операций, что снижает производительность способа. Кроме того, при отделении носика пули путем его отрыва от оболочки перемещающимся сердечником часть свинцовой рубашки захватывается носиком, что также требует введения дополнительных операций по разделению материалов носика и рубашки. При этом реализация способа с привлечением вращающихся роторов усложняет как конструкцию установки, так и ее эксплуатацию.
Наиболее близким по технической сущности и достигаемому результату является способ демонтажа пуль патронов стрелкового оружия, состоящих из оболочки, свинцовой рубашки и сердечника, включающий проведение операции по разделению пули и/или ее частей на составные элементы, при этом демонтаж выполняют пуансоном в матрице с трубчатым выталкивателем, в которую помещают демонтируемое изделие, при этом изделие опирается на трубчатый выталкиватель, а демонтируемую часть изделия пуансоном перемещают в сторону трубчатого выталкивателя, при этом оболочка изделия остается в матрице, а внутренний элемент проталкивают в отверстие трубчатого выталкивателя и удаляют из матрицы, после чего оболочку удаляют из матрицы трубчатым выталкивателем (Патент РФ №2472104, F42B 33/06, опубл. 10.01.2013).
Недостатки способа в том, что при удалении сердечника из пули пуансоном с плоским торцом будет наблюдаться значительное деформирование кольцевых «карманов», заполненных материалом свинцовой рубашки. Наличие значительных деформаций и образование «карманов» не позволяют осуществлять полное удаление свинцовой рубашки из оболочки пули, а также может приводить к отрыву деформированной части оболочки трубчатым выталкивателем. Все это приводит к возможности неполного разделения металла оболочки и свинцовой рубашки, что усложняет переработку разделенных частей пули. Кроме этого, использование при разделении пуль на составные части нескольких движений пуансона и трубчатого выталкивателя приводит к увеличению длительности операции разделения.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является совмещение операций удаления сердечника, свинцовой рубашки и оболочки за один рабочий цикл перемещения пуансона, что позволяет значительно упростить способ, повысить производительность и снизить его трудоемкость.
Технический результат достигается тем, что в способе демонтажа пуль патронов стрелкового оружия, состоящей из оболочки, свинцовой рубашки и стального сердечника, путем ее разделения на составные части, при котором пулю устанавливают в матрицу и нагружают осевой силой со стороны носика, а к противоположной стороне пули прикладывают противодавление с помощью упора, в сторону которого перемещают стальной сердечник пули с образованием отверстия в ее донной части, проталкивают сердечник через это отверстие с последующим удалением его из матрицы, и удалением из нее остальных частей пули, при этом в блоке матрицы, состоящем из подвижной втулки, кольцевого съемника - направляющей и упора с центральным отверстием, втулку устанавливают с образованием кольцевого зазора между ее торцом и гравюрой упора, выполненной на его торце, затем во втулку помещают пулю, перемещают во втулке и устанавливают ее донной частью на режущую кромку упора, образованную пересечением отверстия упора с его гравюрой, осевой силой создают гидростатическое давление в объеме свинцовой рубашки, раздающее оболочку в радиальном направлении и создающее сдвигающую осевую силу, приложенную к стальному сердечнику, которым затем пробивают отверстие в донной части оболочки пули, выталкивают стальной сердечник через это отверстие и одновременно осевой силой выворачивают оболочку пули наружу, а материал свинцовой рубашки выдавливают через V-образные в сечении канавки, входящие в состав гравюры упора и гидравлически связывающие центральное отверстие упора с его периферией, далее перемещают втулку с вывернутой оболочкой в сторону от упора, прикладывают силу к кромке вывернутой оболочки кольцевым съемником - направляющей и удаляют оболочку; перед демонтажом пули ее свинцовую рубашку нагревают до ее расплавления; нагрев и расплавление свинцовой рубашки начинают при перемещении пули во втулке; упор нагревают до или выше температуры плавления свинцовой рубашки; в процессе создания гидростатического давления в объеме свинцовой рубашки, пробивке отверстия в оболочке и ее вывороте к донной части пули в зоне отверстия прикладывают противодавление; минимальный кольцевой зазор между торцом стенки втулки и гравюрой упора устанавливают равным или больше толщины оболочки пули.
Сущность предлагаемого способа поясняется чертежами:
фиг. 1 - разрез демонтируемой пули,
фиг. 2 - исходное положение пули перед демонтажом,
фиг. 3 - вид сверху на упор для демонтажа пули,
фиг. 4 - сечение А-А на фиг. 3,
фиг. 5 - промежуточная стадия удаления сердечника, свинцовой рубашки и выворота оболочки пули,
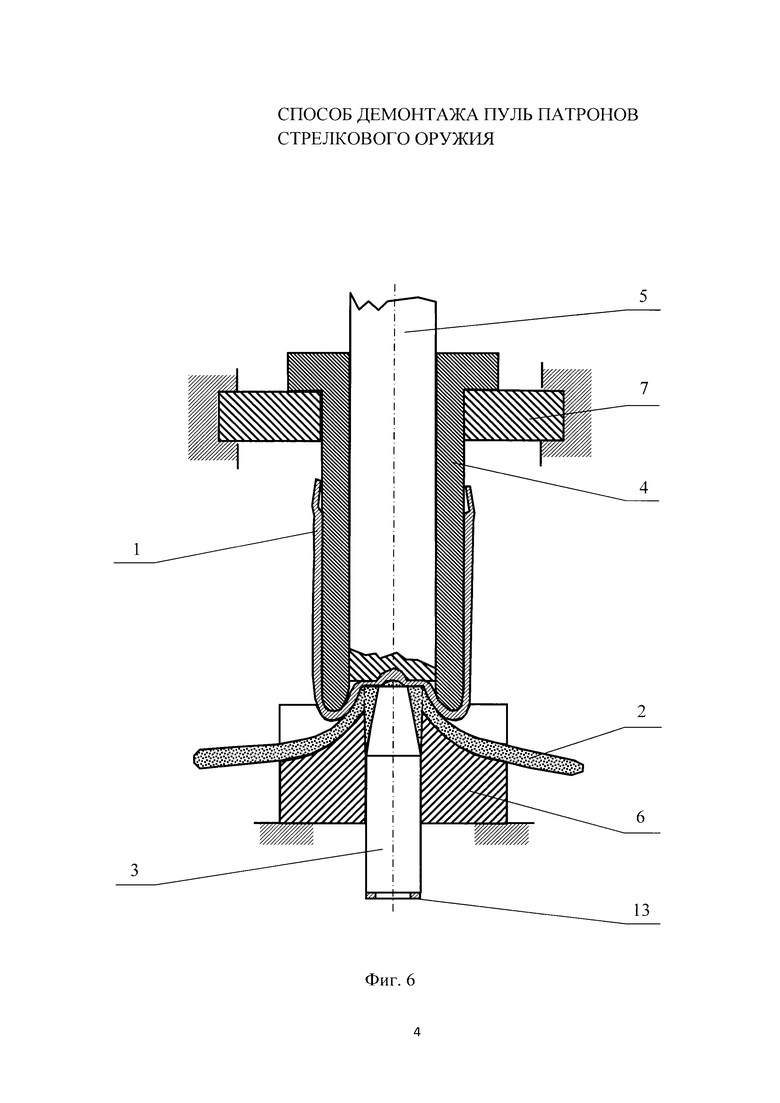
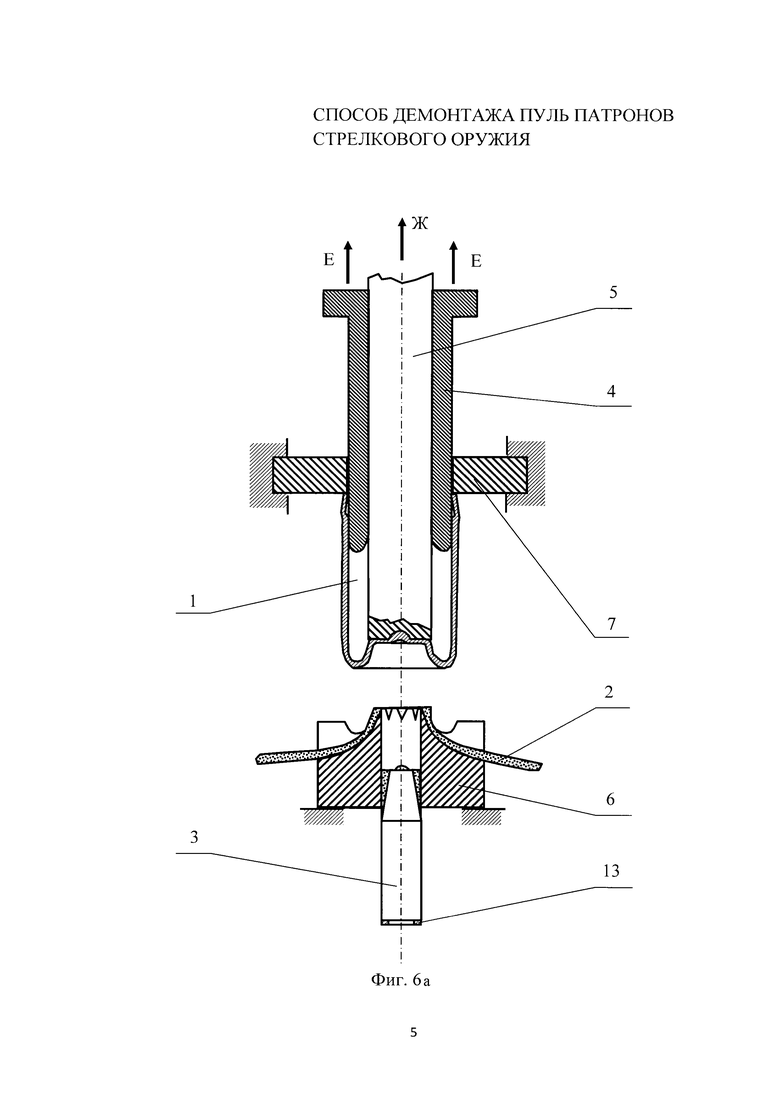
фиг. 6, 6а - заключительная стадия удаления сердечника, свинцовой рубашки и вывернутой оболочки пули,
фиг. 7 - исходное положение устройства перед демонтажом пули,
фиг. 8 - вариант реализации способа,
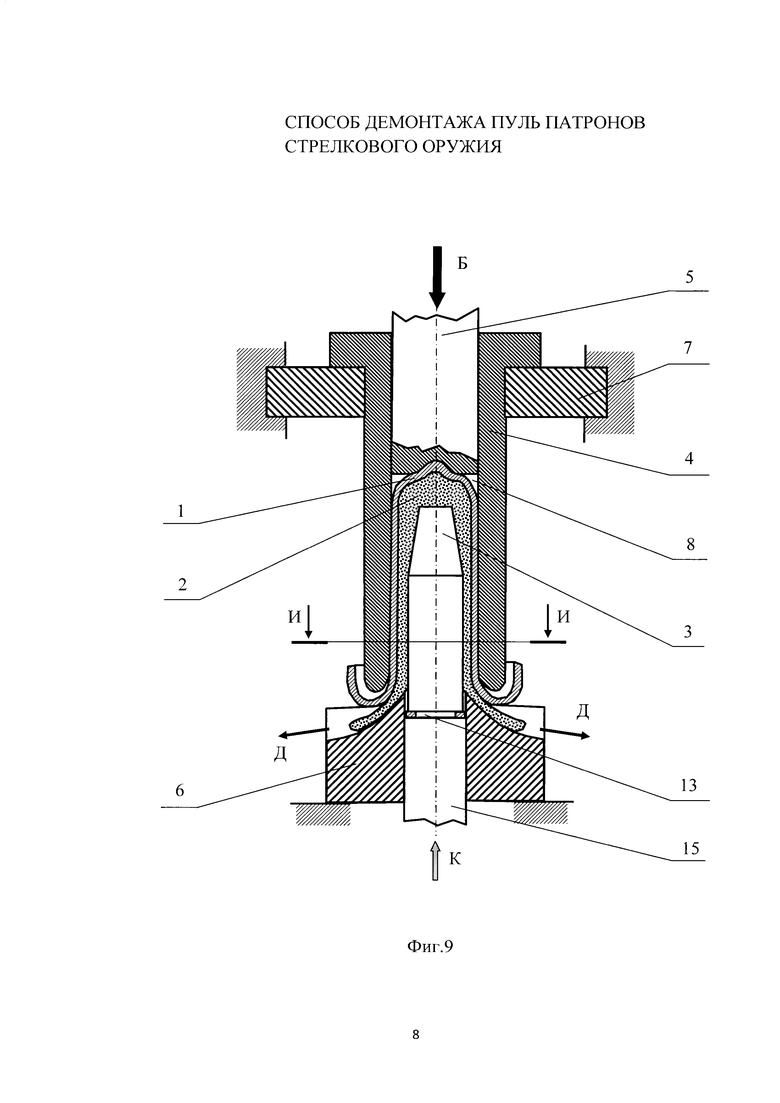
фиг. 9 - вариант промежуточной стадии реализации способа: удаления сердечника, свинцовой рубашки и выворота оболочки пули с наложением противодавления на донную часть пули,
фиг. 10 - вариант реализации способа: промежуточная стадия демонтажа пули с нагревом,
фиг. 11 - сечение И-И на фиг. 9.
Способ демонтажа пуль патронов стрелкового оружия осуществляют следующим образом.
Пулю патрона стрелкового оружия, состоящую из оболочки 1 (фиг. 1), свинцовой рубашки 2 и стального сердечника 3, помещают в блок матрицы, включающий в себя втулку 4 (фиг. 2), пуансон 5, упор 6 и кольцевой съемник - направляющую 7. Втулка 4 имеет центральное сквозное отверстие 8, номинальный диаметр которого равен максимальному диаметру пули. Пуансон 5 выполнен в виде цилиндрического стержня, способного перемещаться вдоль центрального сквозного отверстия 8 втулки 4. Торец пуансона 5, обращенный в сторону пули, может быть как плоским, так и иметь гравюру, охватывающую вершину носика пули (фиг. 2). Кольцевой съемник - направляющая 7, например, выполнен в виде кольца, жестко закрепленного в корпусе устройства и охватывающего наружный диаметр втулки 4. Упор 6 имеет центральное отверстие 9, диаметр которого равен сумме диаметров стального сердечника 3 пули и вырубного зазора (не показан) между диаметрами центрального отверстия 9 упора 6 и диаметром стального сердечника 3 пули. (Указанный вырубной зазор влияет на качество поверхности среза вырубаемого материала, зависит от толщины материала и назначается, например, по справочной литературе в области листовой штамповки, например, по кН.: "Справочник конструктора штампов: Листовая штамповка. / Под общ. ред. Л.И. Рудмана. - М.: Машиностроение, 1988. - 496 с.). Дополнительно упор 6 имеет гравюру 10 (фиг. 2, 3) выполненную в виде, например, части вогнутого тора. При этом торовая поверхность гравюры 10 (фиг. 2) сопряжена с конической поверхностью 11 упора, имеющей угол α при вершине конуса. Пересечение конической поверхности 11 с цилиндрической поверхностью центрального отверстия 9 образует острую кромку упора 6. Дополнительно на упоре 6 выполнены радиально расположенные канавки 12 (фиг. 2-4), например V-образной в сечении формы, гидравлически связывающие центральное отверстие 9 упора 6 с его периферией.
Нижний торец стенки втулки 4, обращенный к упору 6, имеет в радиальном сечении форму части выпуклого тора и образует в крайнем нижнем положении втулки 4, показанном на фиг. 2, кольцевой зазор, эквидистантный торовой поверхности 10 упора 6. Величина указанного зазора, в общем случае, равна или больше толщины материала оболочки 1 пули. При этом толщину стенки втулки 4, равной удвоенному радиусу части выпуклого тора, выполняют меньше или равной удвоенному радиусу свободного изгиба стенки оболочки 1 пули при ее вывороте. (Отмеченный радиус свободного изгиба можно определить, например, по кн.: Горбунов М.Н. Штамповка деталей из трубчатых заготовок. М., Машгиз, 1960, стр. 110…115, 24).
На начальном этапе реализации способа втулку 4 перемещают в направлении упора 6 до образования заданного кольцевого зазора. Затем пулю помещают во втулку 4, опирая донной торцевой частью на острую кромку упора 6, а пуансону 5 сообщают рабочее перемещение вниз, прикладывая к нему технологическую осевую силу по стрелке Б (фиг. 5). Под действием этой силы первоначально осуществляется осадка оболочки 1 пули, сопровождающаяся возникновением гидростатического давления в объеме свинцовой рубашки 2. Отмеченное гидростатическое давление способствует центрированию стального сердечника 3 вдоль общей оси пули (при необходимости) и упора 6.
При дальнейшем перемещении пуансона 5 вниз по стрелке Б, гидростатическое давление в объеме свинцовой рубашки 2, нарастая, достигает величины, достаточной для образования осевой силы, смещающей стальной сердечник 3 пули вниз по стрелке Г. При этом выполняют пробивку отверстия в донной части оболочки 1 пули, сопровождающуюся вырубкой кольцевого элемента 13, принадлежащего торцевой зоне оболочки 1 пули. При этом V-образные канавки 12 упора 6 помимо обеспечения процесса вырубки кольцевого элемента 13 позволяют снизить потребную силу вырубки, за счет обеспечения дискретного процесса вырубки кольцевого элемента 13 по контуру реза. (По сравнению с его процессом вырубки с использованием упора без отмеченных V-образных канавок 12). При этом стальной сердечник 3 выполняет роль вырубного пуансона.
Вырубив кольцевой элемент 13, стальной сердечник 3 пули через пробитое отверстие в оболочке 1 пули входит в центральное отверстие 9 упора, продолжая перемещение вниз по стрелке Г. При этом его цилиндрический участок плакируется слоем свинца, толщина которого, в общем случае, равна величине одностороннего вырубного зазора между поверхностями стержня и центрального отверстия 9 упора 6. (Например, при толщине оболочки 1 пули, равной 0,5 мм, толщина плакирующего слоя составит величину около 0,01 мм, равную величине отмеченного одностороннего зазора, назначаемого по справочной литературе при разработке устройства, реализующего способ, например, по книге «Справочник конструктора штампов: Листовая штамповка. / Под общ. ред. Л.И. Рудмана. - М.: Машиностроение, 1988. - 496 с.). Отмеченный плакирующий слой при перемещении стального сердечника 3 относительно цилиндрической поверхности центрального отверстия 9 упора 6 выполняет роль смазки, снижая потребную технологическую силу на демонтаж пули.
Одновременно, в процессе перемещения пуансона 5 вниз, оболочка 1 пули, раздаваясь в радиальном направлении под действием возникающего гидростатического давления в объеме свинцовой рубашки 2, стремится занять цилиндрическую форму с обеспечением контакта ее наружной поверхности с поверхностью сквозного центрального отверстия 8 втулки 4, повышая тем самым устойчивость. Перемещаясь далее, оболочка 1 пули начинает контактировать с конической поверхностью упора 6, реализуя процесс раздачи торцевой зоны оболочки 1 пули. При дальнейшем перемещении кромка оболочки 1 пули «встречается» с торовой поверхностью 10 упора 6. Начинается процесс ее выворота, сопровождающийся перемещением материала оболочки 1 пули по стрелкам В.
В процессе перемещения оболочки 1 пули относительно цилиндрической поверхности центрального сквозного отверстия 8 втулки 4, а также и в процессе ее выворота, при проскальзывании вывернутой зоны оболочки 1 пули относительно наружной поверхности втулки 4, плакирующее покрытие, нанесенное на наружную поверхность оболочки 1 пули при ее изготовлении, выполняет роль смазки, снижая потребную технологическую силу, прикладываемую к пуансону 5 по стрелке Б. (При изготовлении пуль используют, например, в качестве высокопластичного плакирующего слоя томпак Л-90, состоящий из 90% меди и 80% цинка).
Одновременно с процессом выворота оболочки 1 пули свинцовая рубашка 2 под действием гидростатического давления, возникающего в ее объеме, заполняет V-образные канавки 12 (фиг. 2-4) и перемещается по ним в радиальном направлении по стрелкам Д (фиг. 5) в емкость сбора (не показано). (Часть свинцовой рубашки, оставшаяся в V-образных канавках 12 упора 6, удаляется при демонтаже следующей пули).
На заключительной стадии демонтажа пули, показанной на фиг. 6, 6а, втулку 4 с вывернутой оболочкой 1 пули перемещают вверх по стрелкам Е. (В зависимости от циклограммы работы блока матрицы, одновременно или с запаздыванием во времени, пуансон 5 также перемещают вверх по стрелке Ж). При этом вступает в работу кольцевой съемник - направляющая 7, выполняя роль упора и снимая вывернутую оболочку 1 (фиг. 7, 8) пули с наружной цилиндрической поверхности втулки 4. Падающую, например, под действием собственного веса оболочку 1 пули транспортируют в тару (не показано), например, с помощью струи сжатого воздуха, взаимодействующего с оболочкой 1 пули (не показано). При этом стальной сердечник 3 пули и кольцевой элемент 13 или выпадают из отверстия упора 6 под действием собственного веса в тару по принадлежности (не показано), или занимают промежуточное положение в центральном отверстии 9 упора 6. В последнем случае они будут вытолкнуты из отверстия упора при демонтаже следующей пули ее сердечником.
Заключительную стадию способа демонтажа пули заканчивают при перемещении рабочего торца пуансона 5 на величину Н (фиг. 7), достаточную для размещения следующей пули и ее демонтажа описанным способом.
Кроме описанной выше геометрии гравюры упора 6 способ предусматривает использование гравюры упора 6 в виде плоского кольца 14 (фиг. 8) расположенного в плоскости, перпендикулярной оси упора 6, и сопряженного с его конической поверхностью 11. В этом случае при вывороте оболочки пули реализуется свободный изгиб стенки оболочки, как показано на фиг. 9, без контакта выворачиваемой части оболочки 1 пули с наружной цилиндрической поверхностью втулки 4. За счет этого снижают или устраняют вредные силы трения между выворачиваемой оболочкой и поверхностями втулки 4, уменьшая тем самым потребную силу, создаваемую пуансоном 5 при демонтаже пули.
Дополнительно, перед демонтажом пули, способ предусматривает установку в центральное отверстие 9 упора 6 пуансона противодавления 15 (фиг. 8).
При этом в процессе создания гидростатического давления в объеме свинцовой рубашки, пробивке отверстия в оболочке и ее вывороте, к донной части пули прикладывают противодавление по стрелке К (фиг. 9). Величина силы противодавления меньше величины осевой силы, прикладываемой к оболочке 1 пули по стрелке Б пуансоном 5. Наложение силы противодавления позволяет при реализации способа обеспечить оптимальное гидростатическое давление в объеме свинцовой рубашки 2, обеспечивающее раздачу стенки оболочки в радиальном направлении до диаметра сквозного центрального отверстия 8 втулки 4, и придать цилиндрическую форму оболочке 1 пули до пробивки отверстия в донной части пули. При этом оболочка 1 пули, приобретая цилиндрическую форму, за счет полученной формы повышает свою устойчивость при передаче деформирующей силы со стороны пуансона 5 в торообразный очаг пластической деформации при вывороте оболочки. Кроме того, достигнутое гидростатическое давление в объеме свинцовой рубашки 2 способствует повышению устойчивости стенки оболочки 1 пули, находящейся в сквозном центральном отверстии 8 при ее вывороте, а также позволяет увеличить силу, прикладываемую к стальному сердечнику 3 при пробивке отверстия в донной части пули. При этом, возможность управления величиной гидростатического давления в объеме свинцовой рубашки 2, за счет управления силой противодавления, прикладываемой пуансоном противодавления 15 к торцу пули, позволяет увеличить роль сжимающих напряжений в объеме свинцовой рубашки, повышая тем самым пластичность ее материала и эффективность течения материала рубашки через V-образные канавки 12 упора 6.
Дополнительно способ предусматривает оснащение втулки 4 (фиг. 10) и упора 6 нагревательными элементами 16 и 17 соответственно.
При этом демонтируемую пулю нагревают с помощью нагревательного элемента 16 (фиг. 10) до температуры плавления свинцовой рубашки 2. Нагрев пули начинают выполнять во время ее движения вдоль оси сквозного центрального отверстия 8 втулки 4, и, при необходимости, продолжают после контакта торца пули с упором 6 до полного расплавления свинцовой рубашки 2, то есть образования расплава. На начальном этапе реализации способа, показанном на фиг. 2, и последующем наложением пуансоном 5 деформирующей силы на носик пули, в объеме расплава будет повышаться гидростатическое давление, обеспечивающее рост контактных нагрузок между торцом стальным сердечником 3 и внутренней поверхностью торца оболочки 1 пули, предотвращая вытекание расплава. Это обеспечивается как отсутствием градиента гидростатического давления в объеме расплава, так и разностью сил, приложенных к стальному сердечнику 3 вследствие разности площадей верхней части стального сердечника 3 и его торца, обращенного к упору 6.
Последующие этапы реализации этого варианта способа существенно не отличаются от вышеописанного при демонтаже пули в холодном состоянии.
Работа нагревательного элемента 17 при демонтаже пули обеспечивает жидкотекучесть расплава свинцовой рубашки 2, способствуя ее удалению V-образных канавок 12 упора 6.
Дополнительно, при проектировании упора 6, площадь сечения и количество V-образных канавок 12 (фиг. 2-4) определяют из условия равенства объема материала свинцовой рубашки 2, проходящего в единицу времени через кольцевой зазор 18 (фиг. 11 - где материал свинцовой рубашки пули условно не показан), образованный в сечении И-И (фиг. 11) внутренней поверхностью оболочки 1 пули и наружной поверхностью стального сердечника 3, и объема того же материала, проходящего за то же время через суммарную площадь сечения V-образных канавок 12 упора 6. (То есть при соблюдении принципа равенства расходов материала, поступающего в V-образные канавки упора и вытекающего из упомянутых канавок упора). При этом для компенсации случайных факторов, влияющих на стабильность расхода текущего материала свинцовой рубашки 2 через V-образные канавки упора (например, учета поля допусков при изготовлении V-образных канавок, различий в качестве поверхностей, образующих канавки, образования градиента температуры в объеме материала свинцовой рубашки и т.д.), суммарные площади канавок упора целесообразно увеличить по сравнению с площадью кольцевого зазора 18, например на 10…15%.
Как видно из описания, предлагаемый способ демонтажа пуль патронов стрелкового оружия позволяет выполнить разделение пули на три составляющие: деформированную оболочку, свинцовую рубашку и стальной сердечник в одной позиции, используя один рабочий цикл. Это позволяет повысить производительность труда при демонтаже пули и исключить отрыв частей пули (например, носика) с остатками свинцовой рубашки, упрощая процесс утилизации или переработки частей пули в изделия или материалы промышленного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2014 |
|
RU2587698C1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2015 |
|
RU2591869C1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ СТРЕЛКОВОГО ОРУЖИЯ | 2017 |
|
RU2670466C1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2399868C1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2013 |
|
RU2544066C2 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2011 |
|
RU2472104C1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ | 1991 |
|
RU2089841C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕЧНЫХ ПУЛЬ | 2007 |
|
RU2350892C1 |
| БРОНЕБОЙНО-ЗАЖИГАТЕЛЬНО-ТРАССИРУЮЩАЯ ПУЛЯ | 1999 |
|
RU2168148C1 |
| ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 2008 |
|
RU2372580C1 |







Изобретение относится к боеприпасам, в частности к способам демонтажа пуль патронов стрелкового оружия. Пуля состоит из оболочки, свинцовой рубашки и стального сердечника. Способ демонтажа пуль патронов заключается в разделении на составные части пули, при котором пулю устанавливают в матрицу и нагружают осевой силой со стороны носика, а к противоположной стороне пули прикладывают противодавление с помощью упора, в сторону которого перемещают стальной сердечник пули с образованием отверстия в ее донной части, проталкивают сердечник через это отверстие с последующим удалением его из матрицы и удалением из нее остальных частей пули. В блоке матрицы, состоящем из втулки, кольцевого съемника - направляющей и упора с центральным отверстием, втулку устанавливают с образованием кольцевого зазора между ее торцом и гравюрой упора, выполненной на его торце, затем во втулку помещают пулю, перемещают во втулке и устанавливают ее донной частью на режущую кромку упора, образованную пересечением отверстия упора с его гравюрой, осевой силой создают гидростатическое давление в объеме свинцовой рубашки. Достигается упрощение демонтажа пули. 5 з.п. ф-лы, 12 ил.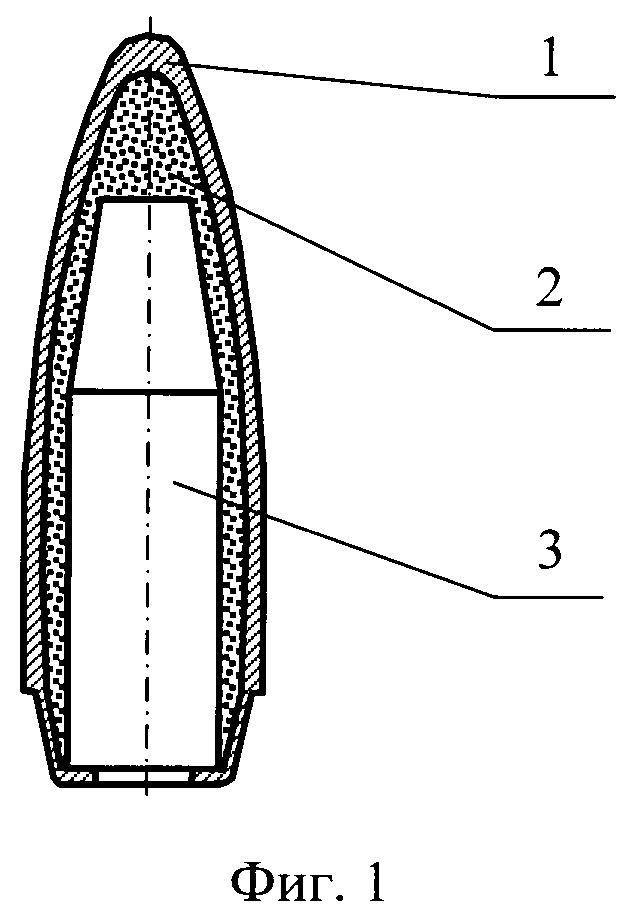
1. Способ демонтажа пули патрона стрелкового оружия, состоящей из оболочки, свинцовой рубашки и стального сердечника, путем ее разделения на составные части, при котором пулю устанавливают в матрицу и нагружают осевой силой со стороны носика, а к противоположной стороне пули прикладывают противодавление с помощью упора, в сторону которого перемещают стальной сердечник пули с образованием отверстия в ее донной части, проталкивают сердечник через это отверстие с последующим удалением его из матрицы, и удалением из нее остальных частей пули, отличающийся тем, что в блоке матрицы, состоящем из подвижной втулки, кольцевого съемника - направляющей и упора с центральным отверстием, втулку устанавливают с образованием кольцевого зазора между ее торцом и гравюрой упора, выполненной на его торце, затем во втулку помещают пулю, перемещают во втулке и устанавливают ее донной частью на режущую кромку упора, образованную пересечением отверстия упора с его гравюрой, осевой силой создают гидростатическое давление в объеме свинцовой рубашки, раздающее оболочку в радиальном направлении и создающее сдвигающую осевую силу, приложенную к стальному сердечнику, которым затем пробивают отверстие в донной части оболочки пули, выталкивают стальной сердечник через это отверстие и одновременно осевой силой выворачивают оболочку пули наружу, а материал свинцовой рубашки выдавливают через V-образные в сечении канавки, входящие в состав гравюры упора и гидравлически связывающие центральное отверстие упора с его периферией, далее перемещают втулку с вывернутой оболочкой в сторону от упора, прикладывают силу к кромке вывернутой оболочки кольцевым съемником - направляющей и удаляют оболочку.
2. Способ по п. 1, отличающийся тем, что перед демонтажом пули ее свинцовую рубашку нагревают до ее расплавления.
3. Способ по п. 1 или 2, отличающийся тем, что нагрев и расплавление свинцовой рубашки начинают при перемещении пули во втулке.
4. Способ по п. 1, отличающийся тем, что упор нагревают до или выше температуры плавления свинцовой рубашки.
5. Способ по п. 1, отличающийся тем, что в процессе создания гидростатического давления в объеме свинцовой рубашки, пробивке отверстия в оболочке и ее вывороте, к донной части пули в зоне отверстия прикладывают противодавление.
6. Способ по п. 1, отличающийся тем, что минимальный кольцевой зазор между торцом стенки втулки и гравюрой упора устанавливают равным или больше толщины оболочки пули.
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2011 |
|
RU2472104C1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2399868C1 |
| US 8752484 B2, 17.06.2014. | |||

