ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к электронной ткани и к способу изготовления такой электронной ткани.
УРОВЕНЬ ТЕХНИКИ
В повседневной жизни используют множество типов тканей. Когда электронику ненавязчиво внедряют в эти ткани для создания электронных тканей, то появляются новые области применения. Одним из таких примеров нового применения являются светоизлучающие ткани, а другими примерами являются, в том числе, сенсорные системы на основе тканей, носимые электронные устройства и т.д.
Для этих новых областей применения полезными являются такие совершенно особые свойства ткани, как, например, прилегаемость и/или растягиваемость, которые могут быть достигнуты посредством ткани. Однако те же самые свойства, а также наличие неоднородностей в ткани, являющихся следствием процесса производства, приводят к сложностям, с которыми сталкиваются в процессе придумывания способа изготовления электронной ткани. Например, было выяснено, что возникают сложности в обеспечении надежного и рентабельного монтажа электронных компонентов на подложке из ткани.
Были предложены различные способы монтажа электронных компонентов на подложку из ткани. Однако большинство этих способов являются трудоемкими и непригодными для массового производства, требуя, по меньшей мере, больших капиталовложений в технологическое оборудование новых типов.
В международной заявке WO 2010/033902 раскрыт один из примеров способа монтажа электронных компонентов на подложку из ткани в промышленных масштабах. Согласно этому способу движущуюся подложку из ткани временно зажимают между зажимами для стабилизации местоположения для монтажа электронного компонента. После этого электронный компонент в специальном корпусе, состоящем из двух частей, фиксируют на месте, и после этого электронный компонент может быть на более длительное время и более надежно соединен с подложкой из ткани при помощи эпоксидной смолы.
Несмотря на то, что способ, раскрытый в заявке WO 2010/033902, способен обеспечивать высокую производительность, в нем требуется наличие специального типа корпуса электронного компонента, и в нем используют способ соединения, не являющийся стандартным в электронной промышленности. Соответственно, для использования способа из заявки WO 2010/033902 необходимы значительные капиталовложения, и могут использоваться только специализированные корпуса электронных компонентов, что увеличивает стоимость электронной ткани.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Учитывая вышеупомянутые и другие недостатки предшествующего уровня техники, общей задачей настоящего изобретения является обеспечение возможности более рентабельного производства электронных тканей.
Согласно первому аспекту настоящего изобретения в нем обеспечен способ изготовления электронной ткани, содержащий следующие операции: обеспечивают ткань-носитель, содержащую множество токопроводящих дорожек; закрепляют ткань-носитель на жесткой опорной плите с возможностью ее отсоединения; обеспечивают на ткани-носителе проводящее вещество в виде рисунка, образующего множество наборов соединительных контактных площадок на ткани-носителе, причем каждый набор соединительных контактных площадок задает положение размещения компонента для размещения электронного компонента, и каждый набор соединительных контактных площадок содержит соединительную контактную площадку, наложенную на одну из токопроводящих дорожек, а соединительная контактная площадка имеет длину соединительной контактной площадки в направлении, параллельном токопроводящей дорожке, и ширину соединительной контактной площадки в направлении, перпендикулярном токопроводящей дорожке, при этом, ширина соединительной контактной площадки составляет, по меньшей мере, один процент, но предпочтительно, по меньшей мере, два процента от протяженности ткани-носителя в направлении, перпендикулярном токопроводящей дорожке; автоматически размещают электронные компоненты в положениях размещения компонентов; обеспечивают отверждение проводящего вещества для прикрепления электронных компонентов к ткани-носителю, посредством чего формируют электронную ткань; и снимают электронную ткань с жесткой опорной плиты.
Следует понимать, что применительно к настоящей заявке на изобретение термин "ткань" означает гибкий материал или гибкое изделие, полностью или частично выполненный (выполненное) из волокон. Волокна могут быть обеспечены в виде одиночных волокон/нитей, или могут быть объединены вместе в виде многожильной конфигурации, такой как, например, пряжа. Ткань может, например, быть изготовлена посредством ткачества, заплетания, вязания, вязания крючком, выстегивания или посредством таких способов создания нетканых материалов, как свойлачивание.
"Контактные площадки компонентов", которые имеют электронные компоненты, представляют собой контактные площадки, которые предназначены и разработаны для токопроводящего соединения с соответствующими контактными площадками на монтажной плате или на другом носителе компонентов.
Ранее полагали, что вследствие особых механических свойств ткани электронные компоненты не могут быть установлены на ткани-носителе с использованием оборудования для автоматического монтажа размещаемых компонентов на поверхности, например, так называемых манипуляторов для захвата, транспортировки и установки деталей, разработанных для обычных плат с жесткой поверхностью. Вместо этого в области техники производства электронных тканей основное внимание было сосредоточено на разработке корпусов, технологических процессов и оборудования, которые специально предназначены для производства электронных тканей. В настоящее время авторами настоящего изобретения было установлено, что, как это ни удивительно, оборудование для автоматическое монтажа размещаемых компонентов на поверхности, например, так называемые манипуляторы для захвата, транспортировки и установки деталей фактически могут использоваться для производства электронных тканей с приемлемой надежностью и с приемлемым выходом продукции, если ткань-носитель закрепляют на жесткой опорной плите с возможностью ее отсоединения, и до размещения компонентов на ткани-носителе обеспечивают проводящее вещество в виде надлежащим образом спроектированного рисунка. В частности, авторами настоящего изобретения было установлено, что размер соединительных контактных площадок в направлении, перпендикулярном токопроводящим дорожкам, является критически важным для надежности и для выхода продукции вследствие неточности позиционирования токопроводящей дорожки в результате изготовления ткани-носителя и деформации ткани-носителя, которая может происходить при закреплении ткани-носителя на жесткой опорной плите с возможностью ее отсоединения. Авторами изобретения было установлено, что эти механизмы приводят к неточности расположения токопроводящей дорожки в направлении, перпендикулярном токопроводящей дорожке, что связано с протяженностью ткани-носителя в направлении, перпендикулярном этой токопроводящей дорожке. Вышеупомянутая неточность может быть скомпенсирована путем установления соотношения между шириной соединительной контактной площадки, которую имеет соединительная контактная площадка, расположенная на токопроводящей дорожке, с протяженностью ткани-носителя в направлении, перпендикулярном этой токопроводящей дорожке. Авторами настоящего изобретения было установлено, что обычно достаточно обеспечить проводящее вещество так, чтобы ширина соединительной контактной площадки составляла, по меньшей мере, один процент, но предпочтительно, по меньшей мере, два процента от протяженности ткани-носителя в направлении, перпендикулярном токопроводящей дорожке. Кроме того, ширина соединительной контактной площадки может быть, по меньшей мере, равной ширине контактной площадки компонента, которую имеет контактная площадка компонента, подлежащего соединению с этой соединительной контактной площадкой.
Для дальнейшего повышения надежности и/или выхода продукции в способе согласно настоящему изобретению проводящее вещество может быть обеспечено так, что длина соединительной контактной площадки становится, по меньшей мере, равной длине контактной площадки компонента.
Жесткая опорная плита предпочтительно может быть обеспечена контрольными метками для направления укладки ткани-носителя в надлежащее положение и для обеспечения возможности регулировки оборудования для автоматического размещения. Такие контрольные метки могут, например, содержать линии для регулирования ткани-носителя при закреплении ткани-носителя на жесткой опорной плите с возможностью ее отсоединения и/или кресты или аналогичные элементы, используемые в качестве координатных меток оборудованием для автоматического размещения.
Согласно различным вариантам осуществления способа согласно настоящему изобретению операция закрепления с возможностью отсоединения может содержать следующие операции: натягивают ткань-носитель; и прижимают ткань-носитель к липкому слою, обеспеченному на жесткой опорной плите.
За счет натяжения ткани-носителя могут быть устранены любые складки и т.д., и может быть сформирована плоская поверхность.
Кроме того, жесткая опорная плита может содержать разнесенные друг относительно друга отверстия в опорной плите, и операция закрепления с возможностью отсоединения может содержать следующие операции: обеспечивают жесткое регулирующее устройство, содержащее регулирующую плиту и разнесенные друг относительно друга регулирующие штыри, выступающие, по существу, перпендикулярно из регулирующей плиты, причем эти регулирующие штыри расположены так, что соответствуют расположению отверстий в опорной плите, которые имеются в жесткой опорной плите; натягивают ткань-носитель и размещают ткань-носитель на жесткой регулирующей плите так, что регулирующие штыри проходят через ткань-носитель; совмещают жесткую опорную плиту с регулирующими штырями и помещают ткань-носитель между жесткой опорной плитой и жесткой регулирующей плитой так, что ткань-носитель является закрепленной на жесткой опорной плите с возможностью ее отсоединения.
За счет того, что предусмотрено наличие этой жесткой регулирующей плиты и вышеупомянутых конфигураций жесткой опорной плиты и ткани-носителя, облегчено регулирование ткани-носителя относительно жесткой опорной плиты. В частности, в точно заданных положениях относительно токопроводящих дорожек ткани-носителя могут быть расположены отверстия в ткани-носителе или иные указатели, а это означает, что оборудование для автоматического размещения электронных компонентов после его калибровки/регулировки относительно жесткой опорной плиты будет иметь сведения о положении токопроводящих дорожек.
Согласно различным вариантам осуществления способа согласно настоящему изобретению операция нанесения проводящего вещества может содержать операцию распределения проводящего клея в форме рисунка. Рисунок соединительных контактных площадок может быть сформирован, например, обычной низкотемпературной паяльной пастой или проводящим клеем. Однако эксперименты показали, что в настоящее время предпочтительным является проводящий клей, поскольку может быть установлен лучший контакт между электронными компонентами и токопроводящими дорожками, в особенности тогда, когда токопроводящие дорожки сформированы из проводящих нитей.
Согласно второму аспекту настоящего изобретения, в нем предложена электронная ткань, содержащая: ткань-носитель, имеющую множество токопроводящих дорожек; множество соединительных контактных площадок, каждая из которых наложена на одну из токопроводящих дорожек и имеет длину соединительной контактной площадки в направлении, параллельном токопроводящей дорожке, и ширину соединительной контактной площадки в направлении, перпендикулярном токопроводящей дорожке; и множество электронных компонентов, каждый из которых имеет, по меньшей мере, первую контактную площадку компонента, электрически соединенную с одной из токопроводящих дорожек через одну из соединительных контактных площадок, при этом ширина соединительной контактной площадки составляет, по меньшей мере, один процент, но предпочтительно, по меньшей мере, два процента от протяженности ткани-носителя в направлении, перпендикулярном токопроводящей дорожке.
Видоизмененные варианты и преимущества этого второго аспекта настоящего изобретения в значительной степени являются аналогичными тем, которые описаны выше применительно к первому объекту настоящего изобретения.
Например, длина соединительной контактной площадки может быть, по меньшей мере, равной длине контактной площадки компонента.
Кроме того, соединительные контактные площадки могут быть сформированы с использованием проводящего клея. Кроме того, ткань-носитель может предпочтительно содержать множество вплетенных проводящих нитей и непроводящих нитей, причем множество токопроводящих дорожек сформировано проводящими нитями.
Кроме того, в различных вариантах осуществления изобретения множество электронных компонентов может содержать, по меньшей мере, один светодиод.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Теперь будет приведено более подробное описание этих и других аспектов настоящего изобретения со ссылкой на приложенные чертежи, на которых показаны предпочтительные в настоящее время варианты осуществления настоящего изобретения и на которых изображено следующее:
на Фиг. 1a схематично проиллюстрирована электронная ткань согласно варианту осуществления настоящего изобретения, который приведен в качестве примера;
на Фиг. 1b на схематичном виде в поперечном разрезе изображена электронная ткань, показанная на Фиг. 1a;
на Фиг. 2 изображена схема последовательности операций, на которой схематично проиллюстрирован вариант осуществления способа согласно настоящему изобретению.
на Фиг. 3 приведена схематичная иллюстрация некоторых операций способа согласно первому варианту осуществления способа согласно настоящему изобретению, который приведен в качестве примера; и
на Фиг. 4 приведена схематичная иллюстрация некоторых операций способа согласно второму варианту осуществления способа согласно настоящему изобретению, который приведен в качестве примера.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
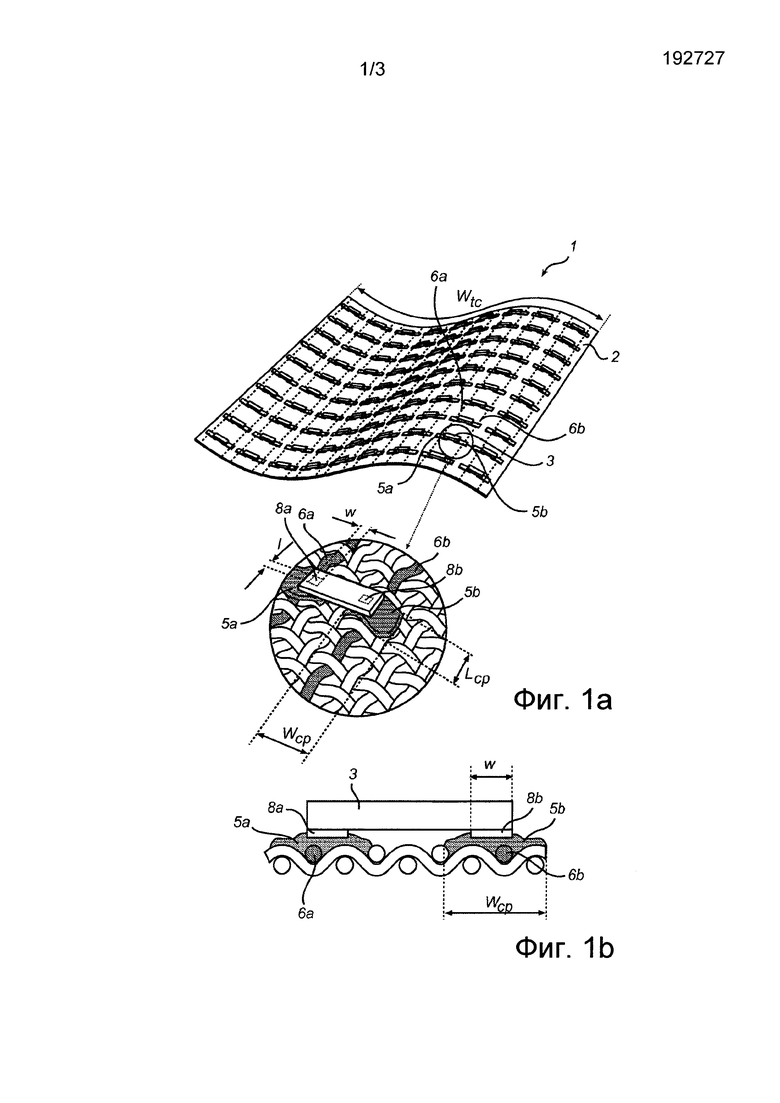
На Фиг. 1a схематично проиллюстрирована приведенная в качестве примера электронная ткань 1, содержащая ткань-носитель 2 и множество электронных компонентов, которые здесь представлены в виде светодиодов (LED) 3 (на чертеже показан только один из них во избежание загромождения чертежа). В варианте осуществления изобретения, показанном на Фиг. 1a - Фиг. 1b, который приведен в качестве примера, ткань-носитель 2 обеспечена в виде текстильной ткани, содержащей вплетенные проводящие нити и непроводящие нити.
На ткани-носителе 2 обеспечено множество наборов соединительных контактных площадок 5a-5b таким образом, что первая соединительная контактная площадка 5а наложена на первую токопроводящую дорожку 6a, а вторая соединительная контактная площадка 5b наложена на вторую токопроводящую дорожку 6b, которая является, по существу, параллельной первой токопроводящей дорожке 6a (на чертеже опять-таки показан только один набор соединительных контактных площадок и соответствующих токопроводящих дорожек во избежание загромождения чертежа). Каждый светодиод 3 электрически соединен с парой токопроводящих дорожек 6а-6b. Токопроводящие дорожки могут прерываться в одном или в большем количестве мест. Часто одна из токопроводящих дорожек, поочередно первая и вторая токопроводящие дорожки, прерывается между двумя следующими друг за другом светодиодами. Это позволяет соединять светодиоды последовательно через соответствующий набор соединительных контактных площадок 5а-5b, что схематично показано в участке электронной ткани 1 в увеличенном масштабе, изображенном на Фиг. 1а.
В участке в увеличенном масштабе, изображенном на Фиг. 1а, показано, что каждый электронный компонент 3 содержит первую контактную площадку 8а компонента, соединенную с первой токопроводящей дорожкой 6а через первую соединительную контактную площадку 5а, и вторую контактную площадку 8b компонента, соединенную со второй токопроводящей дорожкой 6b через вторую соединительную контактную площадку 5b.
Каждая соединительная контактная площадка 5а-5b имеет ширину Wcp соединительной контактной площадки и длину Lcp соединительной контактной площадки, и каждая контактная площадка 8а-8b компонента имеет ширину w контактной площадки компонента и длину 1 контактной площадки компонента. Кроме того, как показано на Фиг. 1а, ткань-носитель 2 имеет протяженность Wtc в направлении, перпендикулярном токопроводящим дорожкам 6а и 6b. Для обеспечения автоматического изготовления с электронной ткани 1 высоким выходом продукта ширина Wcp соединительных контактных площадок 5а-5b составляет, по меньшей мере, один процент от протяженности Wtc ткани-носителя 2 в направлении, перпендикулярном токопроводящим дорожкам 6а и 6b. Предпочтительно ширина Wcp соединительных контактных площадок 5а-5b составляет, по меньшей мере, два процента от протяженности Wtc ткани-носителя 2 в направлении, перпендикулярном токопроводящим дорожкам 6а и 6b. Обычно это означает, что соединительные контактные площадки 5а-5b являются значительно большими, чем соответствующие им контактные площадки 8а-8b компонентов. В примере, проиллюстрированном на Фиг. 1а - Фиг. 1b, длина Lcp соединительной контактной площадки является большей, чем длина 1 контактной площадки компонента, и, как лучше всего видно на Фиг. 1b, на котором на виде в поперечном сечении показан участок электронной ткани 1 из Фиг. 1а в увеличенном масштабе, ширина Wcp соединительной контактной площадки превышает ширину контактной площадки w компонента более чем в два раза.
Посредством такого задания конкретных размеров авторами изобретения было установлено, что электронная ткань 1 может быть изготовлена с использованием оборудования для автоматического размещения компонентов, которое в иных случаях используют для размещения компонентов на жестких печатных платах, с достаточно высоким выходом продукции. Это возможно потому, что допуски на размеры вследствие неточностей ткани-носителя 2 являются скомпенсированными за счет соединительных контактных площадок 5а-5b "завышенного размера".
Теперь будет приведено описание приведенного в качестве примера способа изготовления электронной ткани 1, описанного выше применительно к Фиг. 1а - Фиг. 1b, со ссылкой на Фиг. 2.
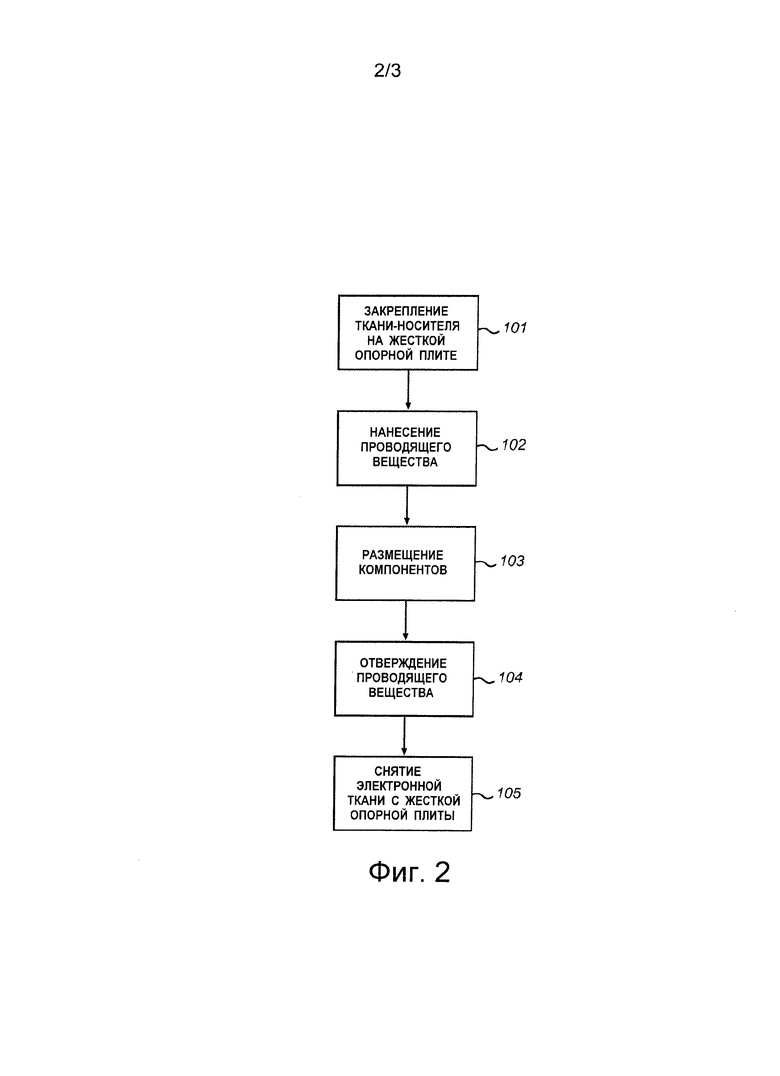
При первой операции 101 ткань-носитель 2 закрепляют на жесткой опорной плите с возможностью ее отсоединения. Ниже будет приведено описание двух приведенных в качестве примера способов выполнения этой операции со ссылкой на Фиг. 3 и Фиг. 4.
После закрепления ткани-носителя на жесткой опорной плите выполняют операцию 102, при которой обеспечивают проводящее вещество для формирования соединительных контактных площадок. Проводящим веществом может являться, например, паяльная паста или проводящий клей, и оно может быть нанесено любым подходящим способом в пригодной манере, например, методом трафаретной печати или распыления.
После этого выполняют операцию 103, при которой электронные компоненты автоматически помещают в положения размещения компонентов, заданные соединительными контактными площадками, обеспеченными при операции 102.
После этого выполняют операцию 104, при которой обеспечивают отверждение проводящего вещества, что может быть сделано, например, путем помещения ткани-носителя с электронными компонентами, свободно прикрепленными к ней проводящим веществом, и по-прежнему закрепленной на жесткой опорной плите в печь.
Наконец, выполняют операцию 105, при которой готовую электронную ткань снимают с жесткой опорной плиты.
Теперь будет приведено описание двух приведенных в качестве примера способов выполнения вышеупомянутой операции 101 закрепления ткани-носителя 2 на жесткой опорной плите 20 с возможностью ее отсоединения со ссылкой на Фиг. 3 и Фиг. 4.
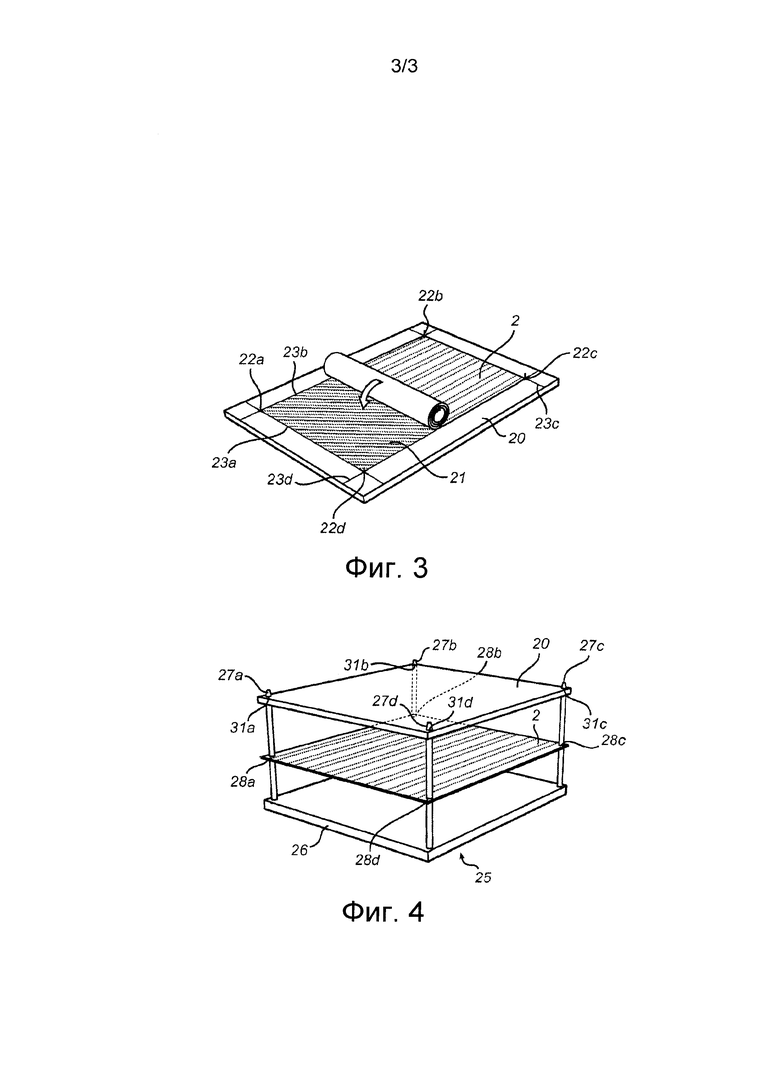
Согласно первому способу, который приведен в качестве примера, как схематично показано на Фиг. 3, на жесткой опорной плите 20 обеспечивают легко отлепляемый клей в области 21, по существу, соответствующей протяженности ткани-носителя 2. Жесткая опорная плита 20 дополнительно снабжена контрольными метками (которые иногда также именуют реперами) 22a-22d для обеспечения возможности регулировки оборудования для автоматического размещения, и направляющими 23а-23d для помощи при регулировании ткани-носителя 2 относительно реперов 22a-22d.
Как схематично показано на Фиг. 3, ткань-носитель регулируют посредством направляющих 23а-23d и прижимают клеем к плоскости области 21. Как показано на Фиг. 3, ткань-носитель 2 может быть раскатана, но, само собой разумеется, что возможны и другие способы закрепления ткани-носителя на жесткой опорной плите 20.
После того как ткань-носитель была выровнена направляющими 23a-23d и прижата к плоскости жесткой опорной плиты 20 для устранения каких-либо складок (процедура, которая обычно может включать в себя более или менее сильное натяжение материала ткани-носителя 2), сборочный узел опорной плиты для ткани-носителя готов к выполнению операции 102 нанесения проводящего вещества.
Согласно приведенному в качестве примера второму способу, схематично показанному на Фиг. 4, предусмотрено наличие жесткого регулирующего устройства 25, содержащего регулирующую плиту 26 и четыре разнесенных друг относительно друга регулирующих штыря 27a-27d, которые выступают, по существу, перпендикулярно из жесткой регулирующей плиты 26.
Из Фиг. 4 можно понять, что ткань-носитель 2 содержит четыре расположенных на расстоянии друг от друга отверстия 28a-28d в ткани-носителе, которые расположены на таких расстояниях друг от друга, которые соответствуют регулирующим штырям 27a-27d, и что жесткая опорная плита 20 с предусмотренным на ней легко отлепляемым клеем (на ее стороне, обращенной к ткани-носителю 2) снабжена четырьмя расположенными на расстоянии друг от друга отверстиями 31a-31d в опорной плите, которые также расположены на таких расстояниях друг от друга, которые соответствуют регулирующим штырям 27a-27d. Отверстия в ткани-носителе могут быть сформированы путем прохождения регулирующих штырей через ткань. Ткань-носитель может иметь метки в тех местах, где должны проходить регулирующие штыри.
Как схематично проиллюстрировано на Фиг. 4, вышеупомянутую операцию закрепления ткани-носителя 2 на жесткой опорной плите с возможностью отсоединения выполняют путем натяжения ткани-носителя 2 и вставки регулирующих штырей 27a-27d в отверстия 28a-28d в ткани-носителе, а также последующей вставки регулирующих штырей 27a-27d в отверстия 31a-31d в опорной плите. После этого опорную плиту 20 прижимают к регулирующей плите 26 так, чтобы ткань-носитель 2 была зажата между ними и, таким образом, была прикреплена к клею, предусмотренному на жесткой опорной плите 20, с возможностью ее отсоединения.
После этого сборочный узел опорной плиты для ткани-носителя готов к выполнению операции 102 нанесения проводящего вещества.
Кроме того, на основании изучения чертежей, раскрытия сущности изобретения и прилагаемой формулы изобретения видоизменения раскрытых вариантов осуществления изобретения могут быть поняты и осуществлены специалистом в данной области техники при практической реализации заявленного изобретения. Например, ткань-носитель может содержать токопроводящие дорожки, продолжающиеся более чем в одном направлении, например, горизонтальные и вертикальные токопроводящие дорожки. Электронные компоненты могут быть подключены, например, между одной горизонтальной токопроводящей дорожкой и одной вертикальной токопроводящей дорожкой. Кроме того, соединительные контактные площадки и контактные площадки компонентов не обязательно должны быть прямоугольными, но могут быть выполнены имеющими любую форму.
В формуле изобретения слово "содержащий" не исключает другие элементы или операции, и признак единственного числа не исключает множество. Сам факт того, что определенные меры изложены во взаимно различных зависимых пунктах формулы изобретения, не означает, что не может быть с выгодой использована комбинация этих признаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТЕГРАЛЬНАЯ СИСТЕМА ДАТЧИКОВ | 2010 |
|
RU2532575C2 |
| ЕМКОСТНАЯ ИЗМЕРИТЕЛЬНАЯ СИСТЕМА | 2010 |
|
RU2573447C2 |
| НЕСУЩАЯ ПЛЕНКА ДЛЯ ЭЛЕКТРОННЫХ ЭЛЕМЕНТОВ ДЛЯ ФОРМИРОВАНИЯ СЛОЯ В ЧИП-КАРТАХ | 2002 |
|
RU2255374C1 |
| ЕМКОСТНАЯ ИЗМЕРИТЕЛЬНАЯ СИСТЕМА С ДИФФЕРЕНЦИАЛЬНЫМИ ПАРАМИ | 2010 |
|
RU2559993C2 |
| НЕДОРОГОЙ КОМПАКТНЫЙ РАЗЪЕМ ДЛЯ КОМПЛЕКТА ВЫВОДОВ | 2010 |
|
RU2559816C2 |
| НОСИТЕЛЬ КРИСТАЛЛА ИС | 1998 |
|
RU2134466C1 |
| ИНДИКАТОРНОЕ УСТРОЙСТВО, В ЧАСТНОСТИ ПРОЗРАЧНЫЙ МУЛЬТИМЕДИАФАСАД | 2008 |
|
RU2482547C2 |
| КАРТА СО ВСТРОЕННЫМ КРИСТАЛЛОМ ИС И ПОЛУПРОВОДНИКОВЫЙ КРИСТАЛЛ ИС ДЛЯ ПРИМЕНЕНИЯ В КАРТЕ | 1997 |
|
RU2190879C2 |
| МОДУЛЬ СВЕТИЛЬНИКА И ОСВЕТИТЕЛЬНАЯ СЕТЬ, СОДЕРЖАЩАЯ МНОЖЕСТВО МОДУЛЕЙ СВЕТИЛЬНИКА | 2013 |
|
RU2625724C2 |
| ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ В ЭЛЕКТРОННЫХ КОНТАКТНЫХ ЛИНЗАХ | 2012 |
|
RU2626981C2 |
Изобретение относится к электронной ткани и к способу изготовления такой электронной ткани. Технический результат - обеспечение возможности изготовления с использованием оборудования для автоматического размещения компонентов с высоким выходом готовой продукции. Достигается тем, что в способе изготовления электронной ткани (1), содержащем следующие операции: обеспечивают ткань-носитель (2), содержащую множество токопроводящих дорожек (6a-b); закрепляют (101) ткань-носитель (2) на жесткой опорной плите (20) с возможностью ее отсоединения. Обеспечивают (102) на ткани-носителе (2) проводящее вещество в виде рисунка, образующего множество наборов соединительных контактных площадок (5a-5b), задающих положение размещения электронного компонента (3). Каждая соединительная контактная площадка имеет длину (Lcp) в направлении, параллельном токопроводящей дорожке, и ширину (Wcp) в направлении, перпендикулярном токопроводящей дорожке, при этом ширина (Wcp) соединительной контактной площадки составляет, по меньшей мере, один процент от протяженности (Wtc) ткани-носителя (2) в направлении, перпендикулярном токопроводящей дорожке. Автоматически размещают (103) электронные компоненты (3) в положениях размещения компонентов; обеспечивают отверждение (104) проводящего вещества для прикрепления электронных компонентов (3) к ткани-носителю (2), посредством чего формируют электронную ткань (1), и снимают (105) электронную ткань с жесткой опорной плиты. 2 н. и 11 з.п. ф-лы, 5 ил.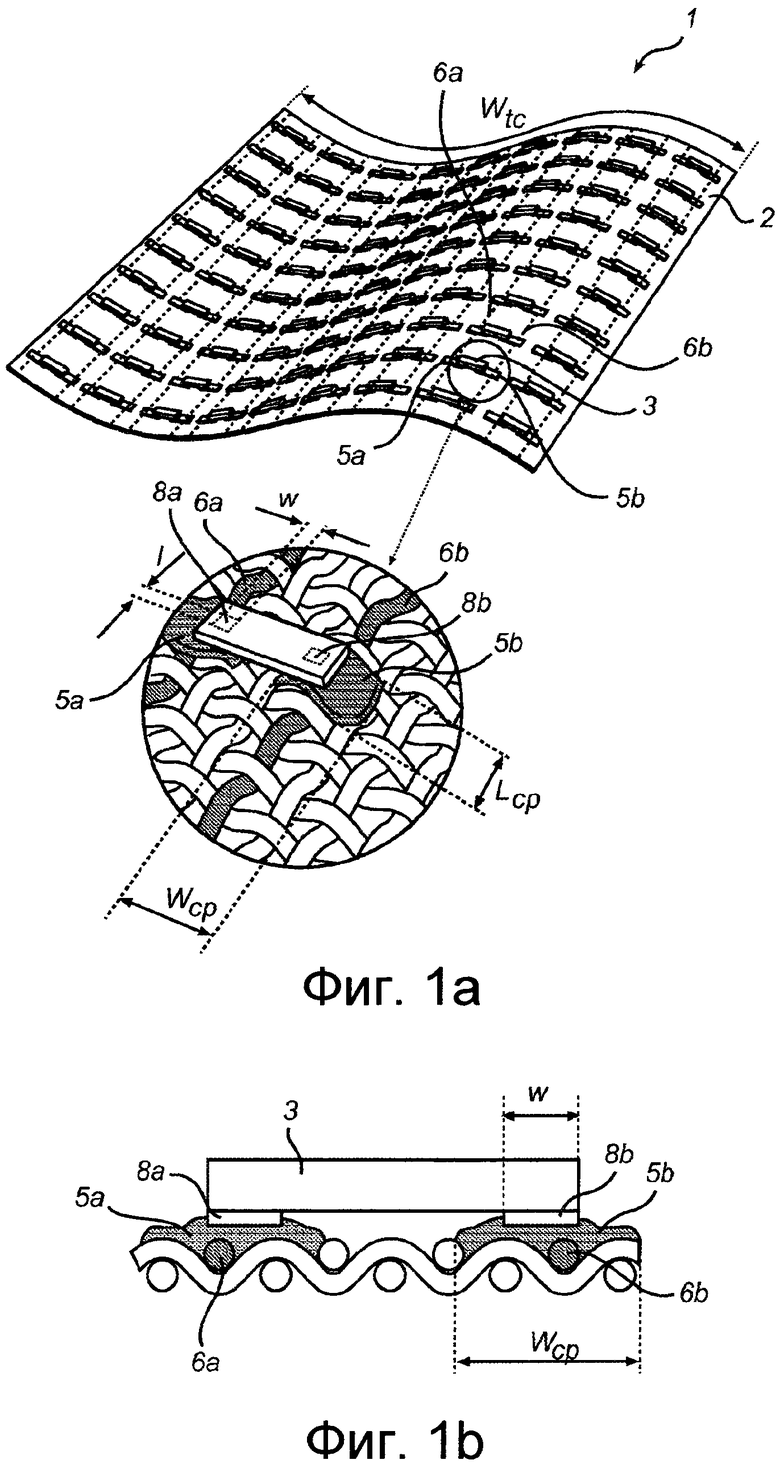
1. Способ изготовления электронной ткани (1), содержащий следующие операции: обеспечивают ткань-носитель (2), содержащую множество токопроводящих дорожек (6а-6b); закрепляют (101) упомянутую ткань-носитель (2) на жесткой опорной плите (20) с возможностью ее отсоединения; обеспечивают (102) на упомянутой ткани-носителе (2) проводящее вещество в виде рисунка, образующего множество наборов соединительных контактных площадок (5а-5b) на упомянутой ткани-носителе (2), причем каждый набор соединительных контактных площадок задает положение размещения компонента для размещения электронного компонента (3), и каждый набор соединительных контактных площадок (5а-5b) содержит соединительную контактную площадку, наложенную на одну из упомянутых токопроводящих дорожек, а упомянутая соединительная контактная площадка имеет длину (Lcp) соединительной контактной площадки в направлении, параллельном упомянутой токопроводящей дорожке, и ширину (Wcp) соединительной контактной площадки в направлении, перпендикулярном упомянутой токопроводящей дорожке, при этом упомянутая ширина (Wcp) соединительной контактной площадки составляет по меньшей мере один процент от протяженности (Wtc) упомянутой ткани-носителя (2) в упомянутом направлении, перпендикулярном токопроводящей дорожке; автоматически размещают (103) электронные компоненты (3) в упомянутых положениях размещения компонентов; обеспечивают отверждение (104) упомянутого проводящего вещества для прикрепления упомянутых электронных компонентов (3) к упомянутой ткани-носителю (2), посредством чего формируют упомянутую электронную ткань (1); и снимают (105) упомянутую электронную ткань с упомянутой жесткой опорной плиты.
2. Способ по п. 1, в котором каждый из упомянутых электронных компонентов (3) имеет, по меньшей мере, первую контактную площадку (8а) компонента, имеющую длину (1) контактной площадки компонента в направлении, параллельном упомянутой токопроводящей дорожке (6а), и ширину (w) контактной площадки компонента в направлении, перпендикулярном упомянутой токопроводящей дорожке (6а), а упомянутая ширина (Wcp) соединительной контактной площадки, по меньшей мере, равна упомянутой ширине (w) контактной площадки компонента, которую имеет контактная площадка (8а) компонента, подлежащая соединению с упомянутой соединительной контактной площадкой (5а).
3. Способ по п. 2, в котором упомянутое проводящее вещество обеспечивают так, что упомянутая длина (Lcp) соединительной контактной площадки становится, по меньшей мере, равной упомянутой длине (1) контактной площадки компонента.
4. Способ по п. 1, в котором упомянутая жесткая опорная плита (20) обеспечена контрольными метками (22a-22d; 23a-23d) для направления укладки упомянутой ткани-носителя (2) в надлежащее положение и для обеспечения возможности регулировки оборудования для автоматического размещения.
5. Способ по п. 1, в котором упомянутая операция закрепления (101) с возможностью отсоединения содержит следующие операции: натягивают упомянутую ткань-носитель (2); и прижимают упомянутую ткань-носитель к липкому слою (21), предусмотренному на упомянутой жесткой опорной плите (20).
6. Способ по п. 5, в котором упомянутая жесткая опорная плита (20) содержит разнесенные друг относительно друга отверстия (31a-31d) в опорной плите, и в котором упомянутая операция закрепления (101) с возможностью отсоединения содержит следующие операции: обеспечивают жесткое регулирующее устройство (25), содержащее регулирующую плиту (26) и разнесенные друг относительно друга регулирующие штыри (27a-27d), выступающие, по существу, перпендикулярно из упомянутой регулирующей плиты, причем упомянутые регулирующие штыри расположены так, что соответствуют расположению отверстий (31a-d) в опорной плите, которые имеются в упомянутой жесткой опорной плите (20); натягивают упомянутую ткань-носитель и размещают упомянутую ткань-носитель (2) на упомянутой жесткой регулирующей плите так, что упомянутые регулирующие штыри проходят через упомянутую ткань-носитель; совмещают упомянутую жесткую опорную плиту (20) с упомянутыми регулирующими штырями и помещают упомянутую ткань-носитель (2) между жесткой опорной плитой и жесткой регулирующей плитой так, что упомянутая ткань-носитель является закрепленной на жесткой опорной плите (20) с возможностью ее отсоединения.
7. Способ по п. 1, в котором упомянутая операция обеспечения (102) упомянутого проводящего вещества содержит следующую операцию: распределяют проводящий клей в форме упомянутого рисунка.
8. Электронная ткань (1), содержащая: ткань-носитель (2), имеющую множество токопроводящих дорожек (6а-6b); множество соединительных контактных площадок (5а-5b), каждая из которых наложена на одну из упомянутых токопроводящих дорожек (6а-b) и имеет длину (Lcp) соединительной контактной площадки в направлении, параллельном упомянутой токопроводящей дорожке, и ширину (Wcp) соединительной контактной площадки в направлении, перпендикулярном упомянутой токопроводящей дорожке; и множество электронных компонентов (3), каждый из которых имеет, по меньшей мере, первую контактную площадку (8а) компонента, электрически соединенную с одной из упомянутых токопроводящих дорожек (6а) через одну из упомянутых соединительных контактных площадок (5а), при этом упомянутая ширина (Wcp) соединительной контактной площадки составляет, по меньшей мере, один процент от протяженности (Wtc) упомянутой ткани-носителя (2) в упомянутом направлении, перпендикулярном токопроводящей дорожке.
9. Электронная ткань (1) по п. 8, в которой упомянутая контактная площадка компонента имеет длину (1) контактной площадки компонента в направлении, параллельном упомянутой токопроводящей дорожке, и ширину (w) контактной площадки компонента в направлении, перпендикулярном упомянутой токопроводящей дорожке, а упомянутая ширина (Wcp) соединительной контактной площадки, по меньшей мере, равна упомянутой ширине контактной площадки компонента, которую имеет контактная площадка компонента, соединенная с упомянутой соединительной контактной площадкой.
10. Электронная ткань по п. 8 или 9, в которой упомянутая длина (Lcp) соединительной контактной площадки, по меньшей мере, равна упомянутой длине (1) контактной площадки компонента.
11. Электронная ткань по п. 8 или 9, в которой упомянутые соединительные контактные площадки (5а-5b) сформированы из проводящего клея.
12. Электронная ткань по п. 8 или 9, в которой упомянутая ткань-носитель (2) содержит множество вплетенных проводящих нитей и непроводящих нитей, причем упомянутое множество токопроводящих дорожек (6а-6b) сформировано из проводящих нитей.
13. Электронная ткань по п. 8 или 9, в которой упомянутое множество электронных компонентов (3) содержит, по меньшей мере, один светодиод.
| КОНШМАШИНА ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ | 1991 |
|
RU2020831C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО КАРБАМИДА | 2008 |
|
RU2396252C1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| ТЕКСТИЛЬНЫЙ ПРОДУКТ С ОСВЕЩАЕМЫМИ ВОЛОКНАМИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИЗГОТОВЛЕННОЕ ИЗ НЕГО ИЗДЕЛИЕ | 2001 |
|
RU2287737C2 |

