Область техники
Настоящее изобретение относится к соединительной конструкции, соединительной детали, имеющей соединительную конструкцию, и способу ее производства.
В частности, соединительная деталь, предпочтительно, используется в качестве поперечной тяги, нижней тяги и верхней тяги, которые поддерживают подвеску транспортного средства, и, кроме того, в качестве соединительной детали в конструировании.
Уровень техники
Известно, что в практическое использование было введено множество подвесок транспортных средств в соответствии с областями применения. Например, пятирычажная подвеска включает в себя одновременно нижнюю тягу и верхнюю тягу на правой и левой ее сторонах, поперечную тягу, и пружинную рессору, расположенную на поперечной балке или нижней тяге (см., например, Фиг. 3 на странице 182 Непатентного документа 1).
Нижние тяги и верхние тяги на правой и левой сторонах сформированы таким образом, чтобы воспринимать силу в направлении передней и задней части поперечной балки и воспринимать противодействующую силу крутящего момента, сгенерированную в поперечной балке во время вождения и торможения транспортного средства. Кроме того, один конец поперечной тяги прикреплен к поперечной балке, а другой ее конец прикреплен к кузову транспортного средства, и она сформирована таким образом, чтобы воспринимать поперечную силу.
Фиг. 21 иллюстрирует схематический вид, изображающий иллюстративную поперечную тягу из предшествующего уровня техники.
Как изображено на Фиг. 21, например, поперечная тяга 100 включает в себя секцию 110 штанги, сформированную из стальной трубы, крепежной секции 120 и секции 130 с запрессованной втулкой. Крепежная секция 120 соединяет присоединяемый объект с предварительно определенной соединительной частью посредством обеспечения возможности вставки соединительной детали, такой, как болт, в крепежное отверстие 121 и в соединительное отверстие в объекте, который должен быть присоединен. Секция 130 с запрессованной втулкой соединена с предварительно определенной крепежной частью посредством обеспечения возможности вставки крепежной детали, такой, как болт, в отверстие во втулке, запрессованной в отверстие 131 для запрессовки, и соединительное отверстие в присоединяемом объекте. Секция 110 штанги поддерживает сжимающую силу и растягивающую силу, прикладываемую между крепежной секцией 120 и секцией 130 с запрессованной втулкой.
В вышеописанной поперечной тяге 100 из предшествующего уровня техники, является обычным, чтобы секция 110 штанги и крепежная секция 120, а также секция 110 штанги и секция 130 с запрессованной втулкой были соединены друг с другом посредством сварки. Однако, в случае соединения посредством сварки снижается не только эффективность производства, но также имеет место снижение прочности, и, следовательно, требуется гарантировать достаточную толщину части сварки для получения гарантированной прочности. В результате имела место проблема увеличения веса компонента.
Патентный документ
Патентный документ 1: Нерассмотренная заявка на патент Японии № 2007-076547.
Непатентный документ
Непатентный документ 1: Конструкция ходовой части 1-3 издания (руководство по автомобилям) (2004/4/5) Японской Ассоциации Колледжей по Обслуживанию Автомобилей, изданная Sankaido Publishing Co., Ltd.
Задачи, решаемые изобретением
В качестве способа производства, в котором исключается соединение посредством сварки и реализации достаточной прочности и уменьшения веса, существует способ, в котором соединительная деталь формируется посредством гидравлического прессования. Однако существует практическая проблема с точки зрения сокращения затрат и повышения эффективности производства.
Кроме того, в патентном документе 1 раскрывается алюминиевая тяга подвески, состоящая из секции полой штанги и связующей секции, соединенной с ее оконечной частью. В вышеописанной конструкции становится возможным уменьшение веса при гарантии получения определенной прочности, но имел место случай, в котором было сложно в достаточной степени продемонстрировать прочность на продольный изгиб в отношении сжатия в осевом направлении. Кроме того, нет никакого описания конкретного способа обработки связующей секции, и было сложно выполнить стабильное формирование связующей секции в сложную форму. Кроме того, материал компонента также ограничен исключительно легкими металлами, такими, как алюминий, и, следовательно, было трудно гарантировать прочность, превышающую определенный уровень.
Настоящее изобретение было создано с учетом вышеописанных обстоятельств, и задача настоящего изобретения заключается в обеспечении соединительной конструкции, которая имеет превосходную прочность на продольный изгиб в отношении сжимающего напряжения в осевом направлении тяги, и способной к уменьшению веса и стоимости и улучшению эффективности производства соединительной детали, имеющей соединительную конструкцию, и способа ее производства.
Средство для решения задачи
Настоящее изобретение предназначено для решения вышеупомянутых проблем, и его детали представлены ниже.
(1) Согласно первому аспекту настоящего изобретения обеспечена соединительная конструкция, включающая в себя секцию полой штанги, сформированную из металлической трубы; и крепежные секции формируются посредством пластической деформации металлической трубы таким образом, чтобы они были соединены с оконечными секциями секции полой штанги, в который крепежная секция включает в себя пару опорных оконечных секций, каждая из которых соединена с секцией периферийной стенки, формирующей замкнутое поперечное сечение в оконечной секции из секции полой штанги, и отделена друг от друга, и нижнюю стенку, включающую в себя плоскую поверхность, соединенную с парой опорных оконечных секций, и пару передних оконечных секций, включающих в себя пару боковых стенок, изгибающихся внутрь от, меньшей мере, боковых оконечных секций нижней стенки со стороны опорной оконечной секции.
(2) В соединительной конструкции согласно вышеописанному пункту (1) крепежная секция может быть сформирована посредством пластической деформации пары секций стенки, сформированных посредством создания двух прорезей, проходящих в осевом направлении металлической трубы в оконечной секции металлической трубы.
(3) В соединительной конструкции согласно вышеописанным пунктам (1) или (2) в паре опорных оконечных секций, взаимный пространственный разнос со стороны передней оконечной секции может быть больше, чем взаимный пространственный разнос со стороны секции полой штанги.
(4) В соединительной конструкции согласно любому из вышеописанных пунктов с (1) по (3) максимальная ширина передней оконечной секции может быть больше, чем 1/2 длины внешней периферии в оконечной секции из секции полой штанги.
(5) В соединительной конструкции согласно любому из вышеописанных пунктов с (1) по (4) пара опорных оконечных секций может включать в себя выступающий наружу первый валик усиления.
(6) В соединительной конструкции согласно любому из вышеописанных пунктов с (1) по (4) пара передних оконечных секций может включать в себя выступающий внутрь второй валик усиления.
(7) В соединительной конструкции согласно любому из вышеописанных пунктов с (1) по (4) пара опорных оконечных секций может включать в себя выступающий наружу первый валик усиления, а пара передних оконечных секций может включать в себя выступающий внутрь второй валик усиления.
(8) В соединительной конструкции согласно любому из вышеописанных пунктов с (1) по (7) утолщенная секция металлической трубы неравномерной толщины может быть использована для крепежной секции.
(9) В соединительной конструкции согласно любому из вышеописанных пунктов с (1) по (8) металлическая труба может быть металлической трубой, предел прочности на разрыв которой составляет 590 МПа или более.
(10) В соединительной конструкции согласно любому из вышеописанных пунктов с (1) по (9) металлическая труба может быть стальной трубой.
(11) Согласно второму аспекту настоящего изобретения обеспечена соединительная деталь, включающая в себя соединительную конструкцию согласно любому из вышеописанных пунктов с (1) по (10).
(12) Согласно третьему аспекту настоящего изобретения обеспечен способ производства соединительной детали, включающей в себя секцию полой штанги и крепежную секцию, сформированную как единое целое с секцией полой штанги, включающий в себя процесс формирования прорези, формирующей пару секций стенки, посредством формирования двух прорезей, проходящих в осевом направлении стальной трубы в оконечной секции металлической трубы; первый процесс пластической деформации, в котором выполняется пластическая деформация пары секций стенки с использованием пресс-формы, которая выполняет относительное перемещение в осевом направлении металлической трубы таким образом, чтобы прорези отделялись друг от друга со стороны опорной оконечной стороны в направлении передней оконечной стороны; и второй процесс пластической деформации, в котором выполняется пластическая деформация пары секций стенки с использованием пресс-формы таким образом, чтобы каждая пара секций стенки, пластическая деформация которых была выполнена посредством первого процесса пластической деформации, была соединена с секцией периферийной стенки, формирующей замкнутое поперечное сечение в оконечной секции из секции полой штанги, и включала в себя пару отделенных друг от друга опорных оконечных секций, нижние стенки, включающие в себя плоскую поверхность, соединенную с парой опорных оконечных секций, и пару передних оконечных секций, включающих в себя пару боковых стенок, изгибающихся внутрь, по меньшей мере, от боковых оконечных секций нижней стенки со стороны опорной оконечной секции.
(13) В способе производства соединительной детали согласно вышеописанному пункту (12) в первом процессе пластической деформации, периферийная длина секции периферийной стенки может быть вытянута посредством вставки штампа в секцию периферийной стенки металлической трубы, формирующей замкнутое поперечное сечение, таким образом, чтобы расширить трубу так, чтобы максимальная ширина передней оконечной секции стала большей, чем 1/2 длины внешней периферии металлической трубы со стороны опорной оконечной секции в секции полой штанги.
(14) В способе производства соединительной детали согласно вышеописанным пунктам с (12) по (13) во втором процессе пластической деформации, выступающий наружу первый валик усиления может быть сформирован в паре опорных оконечных секций с использованием пресс-формы.
(15) В способе производства соединительной детали согласно вышеописанному пункту (12) или (13) во втором процессе пластической деформации, выступающий внутрь второй валик усиления может быть сформирован в паре передних оконечных секций с использованием пресс-формы.
(16) В способе производства соединительной детали согласно вышеописанному пункту (12) или (13) во втором процессе пластической деформации выступающий наружу первый валик усиления может быть сформирован в паре опорных оконечных секций с использованием пресс-формы, и выступающий внутрь второй валик усиления может быть сформирован в паре передних оконечных секций с использованием пресс-формы.
(17) В способе производства соединительной детали согласно любому из вышеописанных пунктов с (12) по (16) утолщенная секция металлической трубы неравномерной толщины может быть использована для крепежной секции.
(18) В способе производства соединительной детали согласно любому из вышеописанных пунктов с (12) по (17) металлическая труба, предел прочности на разрыв которой составляет 590 МПа или более, может быть использована в качестве металлической трубы.
(19) В способе производства соединительной детали согласно любому из вышеописанных пунктов с (12) по (18) стальная труба может быть использована в качестве металлической трубы.
Эффекты изобретения
Согласно соединительной конструкции из вышеописанного пункта (1) крепежные секции сформированы посредством пластической деформации металлической трубы таким образом, чтобы быть соединенными с оконечными секциями секции полой штанги, и, следовательно, отсутствует необходимость в обязательном выполнении наплавки сваркой в утолщенной секции по сравнению со случаем, в котором секция полой штанги и крепежная секция соединяются друг с другом посредством сварки.
Кроме того, передняя оконечная секция включает в себя нижнюю стенку, включающую в себя плоскую поверхность, соединенную с парой опорных оконечных секций, и пару боковых стенок, изгибающихся внутрь, по меньшей мере, от боковых оконечных секций нижней стенки со стороны опорной оконечной секции, и, следовательно, поперечное сечение, ортогональное к осевому направлению секции полой штанги, включает в себя часть, имеющую форму желоба. Следовательно, по сравнению со случаем, в котором передняя оконечная секция включает в себя исключительно плоскую поверхность, возможно продемонстрировать превосходную прочность на продольный изгиб по отношению к сжимающему напряжению в осевом направлении.
Следовательно, когда вышеописанная соединительная конструкция применяется в конструктивной детали, возможно уменьшить вес и стоимость конструктивной детали и повысить эффективность производства конструктивной детали.
Согласно соединительной конструкции из вышеописанного пункта (2) крепежная секция сформирована посредством пластической деформации пары секций стенки, сформированных посредством создания двух прорезей, проходящих в осевом направлении металлической трубы на оконечной секции металлической трубы. Следовательно, возможно легко выполнить обработку крепежной секции, имеющей сложную форму.
Согласно соединительной конструкции из вышеописанного пункта (3) в паре опорных оконечных секций, пространственный разнос со стороны передней оконечной секции установлен так, чтобы быть большим, чем пространственный разнос со стороны секции полой штанги, и, следовательно, степень свободы в процессе разработки улучшается. Кроме того, более предпочтительно, возможно получить эффект формы желоба, которая улучшает прочность на продольный изгиб в отношении сжимающего напряжения в осевом направлении.
Согласно соединительной конструкции из вышеописанного пункта (4) максимальная ширина передней оконечной секции установлена так, чтобы быть больше, чем 1/2 длины внешней периферии в оконечной секции из секции полой штанги, и, следовательно, степень свободы в процессе разработки улучшается. Например, возможно легко выполнить запрессовку или удержание втулки в передней оконечной секции.
Согласно соединительной конструкции из вышеописанного пункта (5) пара опорных оконечных секций включает в себя первый валик усиления, выступающий наружу, и, следовательно, возможно повысить прочность опорной оконечной секции, в частности, прочность на продольный изгиб в отношении сжимающего напряжения в осевом направлении, и уменьшить вес.
Согласно соединительной конструкции из вышеописанного пункта (6) пара передних оконечных секций включает в себя второй валик усиления, выступающий внутрь, и, следовательно, возможно повысить прочность передней оконечной секции, в частности, прочность на продольный изгиб в отношении сжимающего напряжения в осевом направлении, и уменьшить вес.
Согласно соединительной конструкции из вышеописанного пункта (7) направление выступания первого валика усиления и направление выступания второго валика усиления являются отличными друг от друга, и, следовательно, возможно значительно повысить прочность передней оконечной секции, в частности, прочность на продольный изгиб в отношении сжимающего напряжения в осевом направлении, и дополнительно уменьшить вес по сравнению со случаем, в котором сформирован исключительно первый валик усиления или второй валик усиления.
Согласно соединительной конструкции из вышеописанного пункта (8) утолщенная секция металлической трубы неравномерной толщины используется в крепежной секции, сформированной посредством пластической деформации, и, следовательно, возможно уменьшить вес посредством, в соединительной конструкции, утолщения исключительно части, для которой требуется повышение прочности, по сравнению с другими частями.
Согласно соединительной конструкции из вышеописанного пункта (9) металлическая труба, предел прочности на разрыв которой составляет 590 МПа или более, используется в качестве металлической трубы, и, следовательно, возможно дополнительно уменьшить вес вышеописанной соединительной конструкции.
Согласно соединительной конструкции из вышеописанного пункта (10) стальная труба используется в качестве металлической трубы, и, следовательно, возможно дополнительно уменьшить вес соединительной конструкции.
Согласно соединительной детали из вышеописанного пункта (11) может быть реализовано уменьшение веса и стоимости детали, и возможно повысить эффективность производства.
Согласно способу производства соединительной детали из вышеописанных пунктов с (12) по (19) возможно уменьшить вес и стоимость соединительной детали, способной продемонстрировать превосходную прочность на продольный изгиб по отношению, в частности, к сжимающему напряжению в осевом направлении, и повысить эффективность производства соединительной детали. Кроме того, возможно улучшить степень свободы в процессе разработки соединительной детали.
Краткое описание чертежей
Фиг. 1 - вид в перспективе, иллюстрирующий пример поперечной тяги 1 (соединительной детали) согласно первому варианту осуществления настоящего изобретения.
Фиг. 2 - вид спереди, изображающий общий вид поперечной тяги 1 согласно первому варианту осуществления.
Фиг. 3A - вид, изображающий поперечное сечение первой крепежной секции 20 в поперечной тяге 1 согласно первому варианту осуществления, и вид в поперечном разрезе по стрелке A-A с Фиг. 2.
Фиг. 3B - вид в поперечном разрезе по стрелке B-B с Фиг. 2.
Фиг. 3C - вид в поперечном разрезе по стрелке C-C с Фиг. 2.
Фиг. 3D - вид в поперечном разрезе по стрелке D-D с Фиг. 2.
Фиг. 4A - вид, изображающий поперечное сечение второй крепежной секции 30 в поперечной тяге 1 согласно первому варианту осуществления, и вид в поперечном разрезе по стрелке E-E с Фиг. 2.
Фиг. 4B - вид в поперечном разрезе по стрелке F-F с Фиг. 2.
Фиг. 4C - вид в поперечном разрезе по стрелке G-G с Фиг. 2.
Фиг. 4D - вид в поперечном разрезе по стрелке H-H с Фиг. 2.
Фиг. 5 - блок-схема, изображающая этап формирования первой крепежной секции 20 в поперечной тяге 1 согласно первому варианту осуществления.
Фиг. 6A - вид в перспективе, объясняющий этап производства поперечной тяги 1 согласно первому варианту осуществления, и вид в перспективе, изображающий состояние, в котором в стальной трубе сформированы прорези во время формирования первой крепежной секции 20.
Фиг. 6B - вид в перспективе, изображающий состояние, в котором стальная труба со сформированной прорезью установлена в пресс-форме во время формирования первой крепежной секции 20.
Фиг. 6C - вид в перспективе, изображающий состояние, в котором штамп продвигается через стальную трубу со сформированной прорезью, которая была вставлена в матрицу штампа, во время формирования первой крепежной секции 20.
Фиг. 6D - вид в перспективе, изображающий состояние, в котором штамп продвигается до конечной точки, и первая крепежная секция 20 сформирована посредством пластической деформации.
Фиг. 7 - блок-схема, изображающая этап формирования второй крепежной секции 30 в поперечной тяге 1 согласно первому варианту осуществления.
Фиг. 8A - вид, объясняющий этап производства поперечной тяги 1 согласно первому варианту осуществления, и вид в перспективе, изображающий состояние, в котором секция периферийной стенки стальной трубы расширяется посредством предварительного формирования во время формирования второй крепежной секции 30.
Фиг. 8B - вид в перспективе, изображающий состояние, в котором прорези сформированы в предварительно сформированной стальной трубе во время формирования второй крепежной секции 30.
Фиг. 8C - вид в перспективе, изображающий состояние, в котором предварительно сформированная стальная труба со сформированной прорезью установлена в пресс-форме во время формирования второй крепежной секции 30.
Фиг. 8D - вид в перспективе, изображающий состояние, в котором штамп продвигается через стальную трубу со сформированной прорезью, которая была вставлена в матрицу штампа во время формирования второй крепежной секции 30.
Фиг. 8E - вид в перспективе, изображающий состояние, в котором штамп продвигается до конечной точки, и вторая крепежная секция 30 сформирована посредством пластической деформации.
Фиг. 9 - частичный вид в поперечном разрезе, а именно, вид спереди, объясняющий общее представление поперечной тяги 1A согласно второму варианту осуществления настоящего изобретения.
Фиг. 10 - вид в поперечном разрезе, объясняющий схематическое строение многослойной стальной трубы неравномерной толщины, используемой для производства поперечной тяги 1A согласно второму варианту осуществления.
Фиг. 11 - вид в перспективе, изображающий состояние, в котором прорези сформированы в стальной трубе, когда передняя оконечная секция сформирована на этапе производства поперечной тяги 1A согласно второму варианту осуществления.
Фиг. 12 - вид в поперечном разрезе, изображающий состояние, в котором крепежная секция сформирована в поперечной тяге 1A согласно второму варианту осуществления посредством формирования пары противостоящих секций стенки в передней оконечной секции.
Фиг. 13 - вид в поперечном разрезе, объясняющий схематическое строение первой иллюстративной модификации многослойной стальной трубы неравномерной толщины, используемой для производства поперечной тяги 1A согласно второму варианту осуществления.
Фиг. 14 - вид в поперечном разрезе, объясняющий схематическое строение второй иллюстративной модификации многослойной стальной трубы неравномерной толщины, используемой для производства поперечной тяги 1A согласно второму варианту осуществления.
Фиг. 15 - частичный вид в поперечном разрезе, а именно, вид спереди, объясняющий общее представление поперечной тяги 1B согласно третьему варианту осуществления настоящего изобретения.
Фиг. 16 - вид в поперечном разрезе, объясняющий схематическое строение стальной трубы неравномерной толщины с конусным соединением, используемой для производства поперечной тяги 1B, согласно третьему варианту осуществления.
Фиг. 17 - вид в перспективе, изображающий состояние, в котором прорези сформированы в стальной трубе, когда первая крепежная секция сформирована на этапе производства поперечной тяги 1B согласно третьему варианту осуществления.
Фиг. 18 - вид в поперечном разрезе, изображающий состояние, в котором первая крепежная секция сформирована в поперечной тяге 1B согласно третьему варианту осуществления посредством формирования пары противостоящих секций стенки в передней оконечной секции.
Фиг. 19 - вид в поперечном разрезе, объясняющий схематическое строение первой иллюстративной модификации стальной трубы неравномерной толщины с конусным соединением, используемой для производства поперечной тяги 1B, согласно третьему варианту осуществления.
Фиг. 20 - вид в поперечном разрезе, объясняющий схематическое строение второй иллюстративной модификации стальной трубы неравномерной толщины с конусным соединением, используемой для производства поперечной тяги 1B согласно третьему варианту осуществления.
Фиг. 21 - вид, объясняющий схематическое строение поперечной тяги из предшествующего уровня техники.
Фиг. 22 - вид в перспективе, изображающий соединительную деталь согласно первой иллюстративной модификации настоящего изобретения.
Фиг. 23 - вид в перспективе, изображающий соединительную деталь согласно второй иллюстративной модификации настоящего изобретения.
Варианты осуществления изобретения
В результате интенсивных исследований в отношении соединительной детали, включающей в себя крепежную секцию, сформированную, по меньшей мере, на одном конце секции полой штанги, и к которой прикладывается сила, главным образом, сжимающая сила и растягивающая сила, к секции полой штанги, в целях уменьшения веса и стоимости и повышения производительности, настоящие авторы изобретения обнаружили новое строение в отношении вышеописанной соединительной детали, и способ производства для формирования устройства.
Далее в настоящем документе первый вариант осуществления настоящего изобретения, выполненный на основе вышеописанных результатов, будет описан со ссылкой на Фиг. 1-8E.
Фиг. 1 иллюстрирует вид в перспективе, изображающий схематическое строение поперечной тяги 1 (соединительной детали) согласно первому варианту осуществления настоящего изобретения. В последующем описании, как проиллюстрировано на Фиг. 1, круговое направление секции полой штанги определено в качестве периферийного направления, осевое направление секции полой штанги (строго говоря, направление, в котором секция полой штанги проходит от оконечной секции из секции полой штанги) определено как осевое направление, и направление, ортогональное к направлению пространственного разноса пары опорных оконечных секций, а осевое направление определено в качестве направления ширины.
Фиг. 2 иллюстрирует вид спереди, изображающий общий вид той же самой поперечной тяги 1.
Фиг. 3А-3D и Фиг. 4A-4D иллюстрируют виды в поперечном разрезе предварительно определенных частей первой крепежной секции 20 и второй крепежной секции 30 в поперечной тяге 1. Более подробно, Фиг. 3A-3D иллюстрируют, соответственно, вид в поперечном разрезе первой крепежной секции 20 вдоль стрелки A-A, изображенной на Фиг. 2, вид в поперечном разрезе вдоль стрелки B-B, вид в поперечном разрезе вдоль стрелки C-C и вид в поперечном разрезе вдоль стрелки D-D. Фиг. 4A-4D иллюстрируют, соответственно, вид в поперечном разрезе второй крепежной секции 30 вдоль стрелки E-E, изображенной на Фиг. 2, вид в поперечном разрезе вдоль стрелки F-F, вид в поперечном разрезе вдоль стрелки G-G и вид в поперечном разрезе вдоль стрелки H-H.
Как показано на Фиг. 1 и 2, поперечная тяга 1 включает в себя секцию 10 полой штанги, первую крепежную секцию 20, соединенную с одним концом (верхняя сторона на Фиг. 1) секции 10 полой штанги, и вторую крепежную секцию 30, соединенную с другим концом (нижняя сторона на Фиг. 1) секции 10 полой штанги.
Например, первая крепежная секция 20 сформирована таким образом, чтобы иметь возможность соединения с кузовом транспортного средства (не показан) с использованием крепежной детали, такой, как болт, а вторая крепежная секция 30 сформирована таким образом, чтобы иметь возможность соединения с осью посредством втулки (не показана).
Секция 10 полой штанги сформирована из полой стальной трубы (металлической трубы), поперечное сечение которой ортогонально к осевому направлению секции полой штанги, формирующее замкнутое поперечное сечение. Кроме того, первая крепежная секция 20 и вторая крепежная секция 30, которые сформированы в виде единого целого посредством выполнения штамповки обоих концов стальной трубы, соединены с обоими концами секции 10 полой штанги. В этом варианте осуществления, секция 10 полой штанги включает в себя секцию периферийной стенки, имеющую круглое поперечное сечение, ортогональное к осевому направлению, и секция периферийной стенки соединена с первой крепежной секцией 20 или со второй крепежной секцией 30.
Материал материальной металлической трубы является, предпочтительно, металлом или сталью, предел прочности на разрыв которой составляет 590 МПа или более или 780 МПа или более с точки зрения уменьшения веса.
В настоящем варианте осуществления секция 11 расширенной трубы и прямая секция 12, которые будут описаны ниже, сформированы в оконечной секции из секции 10 полой штанги, с которой соединена вторая крепежная секция 30.
Секция 10 полой штанги может являться секцией 510 полой штанги, имеющей, например, в соответствии с формой соединительной детали, Y-образную форму, которая используется в соединительной детали 501 согласно первой иллюстративной модификации, изображенной на Фиг. 22. В соединительной детали 501 обеспечены две первых крепежных секции 520 и 520 и одна вторая крепежная секция 530. Кроме того, секция 10 полой штанги может иметь X-образную форму или T-образную форму. Кроме того, секция 10 полой штанги может являться деталью 610 полой штанги, имеющей форму, в которой в центральной секции в осевом направлении пробито отверстие, такое, как в соединительной детали 601 согласно второй иллюстративной модификации, изображенной на Фиг. 23. В соединительной детали 601 обеспечена одна первая крепежная секция 620 и одна вторая крепежная секция 630.
Первая крепежная секция 20 состоит из пары опорных оконечных секций 21 и 21, которые отделены друг от друга, начиная с начальной точки места соединения с секцией 10 полой штанги, и пары передних оконечных секций 22 и 22, которые соединены с парой опорных оконечных секций 21 и 21.
Пара опорных оконечных секций 21 и 21 образована таким образом, чтобы быть соединенной с секцией периферийной стенки в оконечной секции из секции 10 полой штанги, и разделена посредством расстояния, которое постепенно увеличивается в направлении передних оконечных секций 22 и 22, начиная от начальной точки оконечной секции из секции 10 тяги. Кроме того, опорная оконечная секция 21 имеет поперечное сечение, которое является ортогональным к осевому направлению, образующим форму желоба с нижней стенкой 21A и боковыми стенками 21B и 21B, которые изгибаются внутрь относительно обоих концов в периферийном направлении нижней стенки 21A и соединены друг с другом способом, показанным на Фиг. 2-3D.
В данном случае пара опорных оконечных секций 21 и 21 образована таким образом, чтобы иметь пространственный разнос, постепенно увеличивающийся в направлении передней оконечной секции 22, но может иметь область, в которой пространственный разнос является постоянным.
Как проиллюстрировано на Фиг. 2, опорная оконечная секция 21 сформирована во фронтальном представлении V-образной формы, в которой пространственный разнос постепенно увеличивается, начиная от секции 10 полой штанги в направлении передней оконечной секции 22.
Кроме того, один валик 27 усиления, проходящий изнутри наружу в осевом направлении раздутия, может быть сформирован в центре относительно ширины нижней стенки 21A в опорной оконечной секции 21.
Передняя оконечная секция 22 включает в себя нижнюю стенку 22A, включающую в себя плоскую торцевую поверхность, соединенную c опорной оконечной секцией 21, и пару боковых стенок 22B и 22B, изгибающихся внутрь от боковых оконечных секций нижней стенки 22A со стороны опорной оконечной секции 21. Тогда, передняя оконечная секция 22 имеет поперечное сечение, которое является ортогональным к осевому направлению, образуя форму желоба. Кроме того, опорная оконечная секция 21 и передняя оконечная секция 22 соединены друг с другом так, чтобы форма поперечного разреза желоба продолжалась в осевом направлении.
Согласно вышеописанному строению, возможно продемонстрировать превосходную прочность на продольный изгиб в отношении сжимающего напряжения в осевом направлении, по сравнению с конструкцией, в которой форма поперечного разреза желоба сформирована исключительно в опорной оконечной секции 21.
На Фиг. 1, передняя оконечная секция 22 имеет форму поперечного разреза желоба, сформированную исключительно в неполной части в осевом направлении, то есть, исключительно в неполной части со стороны опорной оконечной секции 21, но форма поперечного разреза желоба может быть сформирована по всей части в осевом направлении.
Пара передних оконечных секций 22 и 22 включает в себя противостоящие друг другу плоские поверхности. В настоящем варианте осуществления, поперечное сечение передней оконечной секции 22, при его рассмотрении со стороны опорной оконечной секции 21 (со стороны секции 10 полой штанги) в направлении стороны передней оконечной секции 22, включает в себя плоскую поверхность по всей его ширине, как показано на Фиг. 3A.
Кроме того, в центре относительно ширины передней оконечной секции 22, сформировано соединительное отверстие 24 для обеспечения возможности вставки крепежной детали, такой, как болт, при соединении первой крепежной секции 20 с кузовом транспортного средства.
Как показано на Фиг. 2 и 3B, в передней оконечной секции 22 рядом с соединением с опорной оконечной секцией 21, поперечное сечение, ортогональное к осевому направлению, формирует, по существу, форму желоба. Передняя оконечная секция 22 подвергается пластической деформации таким образом, чтобы ширина (длина в периферийном направлении) боковых стенок 22B в передней оконечной секции 22 уменьшилась, а ширина (длина в периферийном направлении) плоской поверхности нижней стенки 22A в передней оконечной секции 22 увеличилась, начиная с опорной оконечной секции 21 и до передней оконечной секции 22.
Кроме того, два валика 26 усиления и 26, проходящие снаружи внутрь в направлении оси раздутия сформированы в положении центра относительно ширины на нижней стенке 22A передней оконечной секции 22.
В устройстве, описанном в настоящем варианте осуществления, выступающий наружу валик 27 усиления сформирован в опорной оконечной секции 21, и выступающий внутрь валик 26 усиления сформирован в передней оконечной секции 22, как показано на Фиг. 1. Следовательно, нет никакой необходимости в подрезке металла в способе обработки, описанном ниже для сформированной формы, а также возможно значительно повысить прочность на продольный изгиб в отношении сжимающей нагрузки в осевом направлении.
Фиг. 3D изображает поперечное сечение первой крепежной секции 20 при ее рассмотрении со стороны секции 10 полой штанги.
Кроме того, длина (периферийная длина) первой крепежной секции 20 в поперечном сечении, ортогональном к секции 10 полой штанги, установлена таким образом, чтобы иметь такую же длину, что и периферийная длина секции периферийной стенки стальной трубы (исключая ширину прорези, сформированной в процессе производства). При этом в настоящем варианте осуществления периферийные длины пары секций стенки, образующих первую крепежную секцию 20, установлены таким образом, чтобы обе они имели одинаковые длины.
Вторая крепежная секция 30 включает в себя пару опорных оконечных секций 31 и 31, которые отделены друг от друга, начиная с начальной точки места соединения с прямой секцией 12, сформированной в оконечной секции из секции 10 полой штанги, и пару передних оконечных секций 32 и 32, которые соединены с парой опорных оконечных секций 31 и 31. Секция 11 расширенной трубы и прямая секция 12 сформированы в оконечной секции из секции 10 полой штанги, с которой соединена вторая крепежная секция 30, как показано на Фиг. 1.
Секция 11 расширенной трубы сформирована посредством пластической деформации стальной трубы (металлической трубы), которая является материалом, и имеет конусообразную форму, в которой диаметр расширяется в конусообразной форме от секции 10 полой штанги до передней оконечной секции 32. Таким образом, секция 11 расширенной трубы сформирована таким образом, чтобы внутренний диаметр со стороны второй крепежной секции 30 стал большим, чем внутренний диаметр секции 10 полой штанги. Секция периферийной стенки секции 11 расширенной трубы сформирована таким образом, чтобы быть более тонкой, чем металлическая труба, которая является материалом. Прямая секция 12 соединена со стороной переднего конца секции 11 расширенной трубы.
Прямая секция 12 сформирована таким образом, чтобы иметь такой же диаметр, что и секция отверстия секции 11 расширенной трубы со стороны переднего конца, и чтобы иметь такую же толщину, что и секция расширенной трубы. Опорная оконечная секция 31 во второй крепежной секции 30 соединена с передней оконечной секцией прямой секции 12.
Пара опорных оконечных секций 31 и 31 образована таким образом, чтобы быть соединенной с секцией периферийной стенки секции 10 полой штанги в оконечной секции прямой секции 12, и были отделены друг от друга, начиная с начальной точки оконечной секции прямой секции 12 в секции 10 полой штанги. Кроме того, в поперечном разрезе опорная оконечная секция 31 образует форму желоба с нижней стенкой 31A и боковыми стенками 31B и 31B, соединенными с обоими концами нижней стенки 31A в периферийном направлении.
В настоящем варианте осуществления опорная оконечная секция 31 сформирована таким образом, чтобы постепенно расширяться со стороны секции 10 полой штанги в направлении передней оконечной секции 32.
Передняя оконечная секция 32 во второй крепежной секции 30 включает в себя нижнюю стенку 32A, включающую в себя обращенные друг к другу плоские поверхности и боковые стенки 32B и 32B, которые имеют изгиб с обоих концов нижней стенки 32A в периферийном направлении и соединены друг с другом со стороны опорной оконечной секции 31. Следовательно, передняя оконечная секция 32 имеет поперечное сечение, которое является ортогональным к осевому направлению, образуя форму желоба с нижней стенкой 32A и боковыми стенками 32B и 32B, которые соединены с обоими концами нижней стенки со стороны задней оконечной секции 31. Кроме того, форма поперечного разреза желоба в передней оконечной секции 32 не должна быть сформирована вплоть до самой дальней секции (заднего конца на Фиг.1). Таким образом, как показано на Фиг.2 и 4A, может существовать часть, в которой не сформирована боковая стенка 32B, и плоская поверхность сформирована по всей ее ширине.
В отношении длины в периферийном направлении передней оконечной секции 43, максимальная ширина, предпочтительно, устанавливается таким образом, чтобы быть больше, чем 1/2 длины внешней периферии в оконечной секции (исключая секцию 11 с расширенной стенкой и прямую секцию 12) секции 10 полой штанги. Тогда, степень свободы при проектировании соединительной детали улучшается, и возможно легко выполнять запрессовку или удержание, например, втулки в передней оконечной секции.
Соединительное отверстие 34 сформировано в центре относительно ширины передней оконечной секции 32. Когда втулка вставлена в соединительное отверстие 34 таким образом, чтобы соединительная деталь, такая, как болт, проходила через втулку, вторая крепежная секция 30 и поперечная балка соединяются друг вместе с другом через втулку.
Как показано на Фиг. 2 и 4B, передняя оконечная секция 32 включает в себя часть, в которой поперечное сечение, ортогональное к осевому направлению, имеет, по существу, форму желоба. Передняя оконечная секция 32 подвергается пластической деформации таким образом, чтобы ширина (длина в периферийном направлении) боковых стенок 32B в передней оконечной секции 32 уменьшилась, а ширина (длина в периферийном направлении) плоской поверхности нижней стенки 32A в передней оконечной секции 32 увеличивалась, начиная с опорной оконечной секции 31 в направлении передней оконечной секции 32.
Кроме того, длины опорной оконечной секции 31 и передней оконечной секции 32 в поперечном сечении, ортогональном к секции 10 полой штанги, установлены таким образом, чтобы иметь такую же длину, что и периферийная длина секции периферийной стенки прямой секции 12 (исключая ширину прорези, сформированной в процессе производства), которая является расширенной стальной трубой. При этом в настоящем варианте осуществления, пара секций стенки, образующих вторую крепежную секцию 30, установлена таким образом, чтобы каждая из них имела одинаковую длину (периферийную длину).
Фиг. 4D изображает поперечное сечение второй крепежной секции 30 при ее рассмотрении со стороны секции 10 полой штанги.
Далее, со ссылкой на Фиг. 5 и 6A-6D будет описан способ формирования первой крепежной секции 20.
Фиг. 5 иллюстрирует блок-схему, изображающую иллюстративный способ формирования первой крепежной секции 20 посредством выполнения пластической деформации первой крепежной секции 20 посредством штампования стальной трубы 10M на этапе производства поперечной тяги 1.
Фиг. 6A-6D иллюстрируют виды, объясняющие этап формирования прорези (Этап S1) и этап штамповки (Этап S2) из Фиг. 5. Фиг. 6A иллюстрирует вид, изображающий стальную трубу 10M в состоянии, в котором сформированы прорези. Фиг. 6B, 6C и 6D иллюстрируют виды, изображающие состояния поперечной тяги 1 и пресс-формы во время штамповки. При этом, пресс-форма удерживает стальную трубу 10M размещенного материала, включает в себя матрицу D1 штампа, включающую в себя секцию формирования, соответствующую внешней форме первой крепежной секции 20 и штамп P1, и имеет строение, позволяющее штампу P1 продвигаться через стальную трубу 10M, установленную в матрице D1 штампа в осевом направлении стальной трубы.
Кроме того, матрица D1 штампа и штамп P1, сформированные в соответствии со сформированными в них валиками 26 и 27 усиления, благодаря чему обеспечивается возможность выступания валика 26 усиления внутрь, и выступания валика 27 усиления наружу, для выполнения их формирования в первую крепежную секцию 20. Следовательно, не формируется никакого подрезания металла во время штамповки. Кроме того, в случае, в котором первые крепежные секции 20 и 20 сформированы на обеих оконечных секциях из секции 10 полой штанги, матрица штампа может быть разделена, например, в осевом направлении стальной трубы 10M таким образом, чтобы изделие могло быть извлечено из матрицы штампа после выполнения формирования первой крепежной секции.
Первая крепежная секция 20 формируется, например, в порядке, изображенном на Фиг. 5.
(1) Сначала, две прорези 20S и 20S, проходящие в осевом направлении стальной трубы, формируются в оконечных секциях стальной трубы 10M, образующих секцию 10 полой штанги, тем самым создавая пару секций 20A и 20A стенки, имеющих одинаковую длину в периферийном направления (Этап S1).
В настоящем варианте осуществления, пара противостоящих секций 20A и 20A стенки, имеющих одинаковую форму, формируется, например, посредством формирования двух прорезей 20S и 20S в положениях в периферийном направлении, которые являются симметричными друг другу относительно центральной сои стальной трубы 10M, как показано на Фиг. 6A.
(2) Затем, осуществляется штамповка стальной трубы 10M, благодаря чему выполняется пластичная деформация пары противостоящих секций 20A стенки в первую крепежную секцию 20 (Этап S2).
Штамповка стальной трубы выполняется, например, в порядке, показанном на Фиг. 6B-6D.
(2-1) Сначала, как показано на Фиг. 6B, стальная труба 10M устанавливается в пресс-форме, и штамп P1 продвигается в направлении осевой линии стальной трубы 10M, благодаря чему штамп вставляется между секций 20A стенок.
(2-2) Затем, выполняется продвижение штампа 1, благодаря чему прорези 20S формуются в V-образные прорези 20T, и выполняется пластическая деформация секций 20A стенок в секции 20B стенок, передние концы которых отделены друг от друга, как показано на Фиг. 6C.
(2-3) Затем, как показано на Фиг. 6D, штамп P1 продвигается до конечной точки, благодаря чему прорези 20T формуются в прорези 20U, и секции 20B стенок формируются в секции 20C стенок, которые соответствуют первой крепежной секции 20, передние концы которых отделены друг от друга более широким промежутком, чем находящаяся между ними стальная труба 10M.
(3) Затем, выполняется подрезка секций 20C стенок с использованием обрезного пресса или подобного, благодаря чему удаляются излишние части (Этап S3).
(4) Затем, выполняется пробивка соединительного отверстия 24 в секции стенки, получая внешнюю форму первой крепежной секции 20 посредством подрезки с использованием сверлильного станка или подобного (Этап S4).
Фиг. 7 иллюстрирует блок-схему, изображающую иллюстративный способ формирования второй крепежной секции 30 посредством пластической деформации посредством штамповки стальной трубы 10M на этапе производства поперечной тяги 1.
Фиг. 8A по 8E являются видами, изображающими этап предварительного формирования (Этап S11), этап формирования прорези (Этап S12) и этап штамповки (Этап S13) из Фиг. 7. Фиг. 8A иллюстрирует вид, изображающий предварительно сформированную стальную трубу 10M, Фиг. 8B иллюстрирует вид, изображающий стальную трубу 10M в состоянии, в котором сформированы прорези, и Фиг. 8C, 8D и 8E иллюстрируют виды, изображающие состояния поперечной тяги 1 и пресс-формы во время штамповки. При этом пресс-форма удерживает стальную трубу 10M размещенного в ней материала, включает в себя матрицу D2 штампа, включающую в себя формирующую секцию, соответствующую внешней форме второй крепежной секции 30, и штамп P2, и имеет строение, обеспечивающее возможность продвижения штампа P2 в направлении прямой секции 12 в стальной трубе 10M, установленной в матрице штампа D2, в осевом направлении стальной трубы 10M.
Формирование второй крепежной секции 30 выполняется, например, в порядке, изображенном на Фиг.7.
(1) Сначала, секция 11 расширенной трубы и прямая секция 12 формируются посредством вставки, например, штампа (не показан) в стальную трубу 10M, образующей секцию 10 полой штанги (Этап S11).
Стальная труба 10M, в которой была сформирована секция 11 расширенной трубы и прямая секция 12, включает в себя конус, в котором диаметр секции 11 расширенной трубы расширяется в конической форме со стороны основания в направлении стороны переднего конца, как изображено на Фиг. 8A. Стальная труба открывается таким образом, чтобы диаметр секции 11 расширенной трубы со стороны переднего конца стал большим, чем диаметр стальной трубы 10M. Прямая секция 12 и формируемая секция 35, имеющая то же самое поперечное сечение, что и прямая секция 12, соединены с секцией 11 расширенной трубы со стороны переднего конца. Формируемая секция 35 относится к секции, которая должна быть сформирована в опорную оконечную секцию 31 и переднюю оконечную секцию 32 посредством штамповки. Секция 11 расширенной трубы, прямая секция 12, и формируемая секция 35 формируются таким образом, чтобы быть более тонкими, чем стальная труба 10M.
(2) Затем, в стальной трубе 10M формируются две прорези 35S и 35S, проходящие в осевом направлении, благодаря чему создается пара секций 35A и 35A стенки, имеющих одинаковую длину в периферийном направлении и, таким образом, формируются секции стенок, соответствующие второй крепежной секции 30 (Этап S12).
В настоящем варианте осуществления, пара противостоящих секций 35A и 35A стенки, имеющих одинаковую форму, формируется посредством, например, формирования двух прорезей 35S и 35S в положениях в периферийном направлении, которые являются симметричными друг к другу относительно центральной оси формируемой секции 35, как изображено на Фиг. 8B.
(3) Затем, выполняется штамповка стальной трубы 10M (формируемой секции 35), вследствие чего выполняется пластическая деформация пары противостоящих секций 35A и 35A стенки во вторую крепежную секцию 30 (Этап S13).
Штамповка стальной трубы выполняется, например, в порядке, изображенном на Фиг. 8C-8E.
(3-1) Сначала, как изображено на Фиг. 8C, стальная труба 10M устанавливается в пресс-форме, и штамп P2 продвигается в направлении осевой линии стальной трубы 10M, тем самым выполняя вставку штампа между секциями 35A и 35A стенки.
(3-2) Затем выполняется продвижение штампа P2, вследствие чего выполняется формирование прорезей 35S, по существу, в V-образные прорези 35T, и пластическая деформация секций 35A стенок в секции 35B стенок, в которых боковые стенки сформированы на обоих концах в ширину, причем ширина боковых стенок уменьшается по мере прохождения боковых стенок в направлении переднего конца, и, таким образом, боковые стенки изменяют свою форму в плоскую поверхность, тем самым формируя среднюю форму второй крепежной секции 30.
(3-3) Затем, как показано на Фиг. 8E, штамп P2 продвигается до конечной точки, вследствие чего выполняется формирование прорезей 35T в прорези 35U, и выполняется формирование секций 35B стенок в секции 35C стенок, вследствие чего выполняется формирование секций стенок, которые соответствуют второй крепежной секции 30, передние концы которых отделены друг от друга, по существу, на тот же самый промежуток, что и внешняя форма стальной трубы 10M.
(4) Затем выполняется образка секций 35C стенок с использованием обрезного пресса или подобного, вследствие чего производится удаление излишних частей (Этап S14).
(5) Затем выполняется сверление соединительного отверстия 34 в секции стенки, получая внешнюю форму второй крепежной секции 30 посредством обрезки с использованием сверлильного станка или подобного (Этап S15). Соединительное отверстие 34, сформированное посредством сверления, включает в себя секцию вертикальной стенки, сформированную в крайней секции отверстия, и, следовательно, возможно выполнить запрессовку и удержание втулки или подобного.
Согласно поперечной тяге 1 из первого варианта осуществления первая крепежная секция 20 и вторая крепежная секция 30 сформированы посредством пластической деформации пары секций 20A и 20A или 35A и 35A стенки, которые формируются посредством обеспечения двух прорезей в стальной трубе 10M, образующей секцию 10 полой штанги. Следовательно, возможно легко произвести поперечную тягу 1, включающую в себя крепежные секции сложной формы, и становится возможным обрабатывать материал, имеющий плохую способность к обработке в крепежную секцию, имеющую сложную форму, и, следовательно, может быть использована высокопрочная металлическая труба, которая не могла быть использована в способе производства из предшествующего уровня техники с точки зрения способности к обработке, например, стальной трубы с пределом прочности 590 МПа или более или 780 МПа или более. Кроме того, не требуется гарантия наличия толстой секции для наплавления сваркой. Следовательно, возможно уменьшить вес поперечной тяги 1 и повысить эффективность производства. В результате, возможно уменьшить стоимость поперечной тяги 1.
Кроме того, согласно поперечной тяге 1 из первого варианта осуществления опорные оконечные секции 21 в первой крепежной секции 20 образованы таким образом, чтобы взаимный пространственный разнос между ними увеличивался в направлении стороны переднего конца, и, следовательно, возможно установить разделительный промежуток между передними оконечными секциями 22 большим, чем секция 10 полой штанги.
Согласно поперечной тяге 1 из первого варианта осуществления опорные оконечные секции во второй крепежной секции 30 образованы таким образом, чтобы их ширина проходила в направлении стороны переднего конца, и, следовательно, возможно сформировать плоскую поверхность в передней оконечной секции 31, таким образом, чтобы она была больше, чем секция 10 полой штанги. В результате, возможно выполнить легкую запрессовку или удержание втулки в передней оконечной секции 31.
Кроме того, согласно поперечной тяге 1 из первого варианта осуществления первая крепежная секция 20 сформирована посредством пластической деформации боковых стенок 20A, которые созданы посредством формирования прорезей 20S в стальной трубе 10M, посредством штамповки с использованием матрицы D1 штампа и штампа P1. Следовательно, возможно сформировать первую крепежную секцию 20, имеющую однородную толщину, посредством управления обжатием по толщине во время штамповки.
Кроме того, вторая крепежная секция 30 сформирована посредством пластической деформации боковых стенок, которые созданы посредством формирования прорезей 35S в формируемой расширенной секции 35 посредством штамповки с использованием матрицы D2 штампа и штампа P2. Следовательно, возможно сформировать вторую крепежную секцию 30 однородной толщины посредством управления обжатием по толщине во время штамповки.
Как было описано выше, требуемая толщина создается посредством управления обжатием по толщине, когда первая крепежная секция 20 и вторая крепежная секция 30 подвергаются пластической деформации, и, следовательно, возможно улучшить надежность расчета прочности.
Согласно поперечной тяге 1 из первого варианта осуществления первая крепежная секция 20 включает в себя валики 26 и 27 усиления, и, следовательно, возможно повысить прочность изогнутой части в опорной оконечной секции. Кроме того, возможно уменьшить вес и стоимость и повысить эффективность производства посредством пластической деформации валиков 26 и 27 усиления посредством штамповки.
Согласно способу производства поперечной тяги 1 из первого варианта осуществления пара секций 20A и 35A стенки, проходящих в осевом направлении, формируется посредством создания двух прорезей 20S и 35S, проходящих в осевом направлении в периферийной секции стенки, которая формирует замкнутое поперечное сечение, в стальной трубе 10M, и выполняется штамповка пары секций 20A и 35A стенки, и, таким образом, возможно эффективно сформировать первую крепежную секцию 20 и вторую крепежную секцию 30.
Кроме того, согласно способу производства поперечной тяги 1 из первого варианта осуществления периферийная длина секции периферийной стенки расширяется посредством вставки штампа в секцию периферийной стенки, которая формирует замкнутое поперечное сечение, в стальной трубе 10M, и, таким образом, расширяя стальную трубу, и, следовательно, возможно сформировать вторую крепежную секцию 30, имеющую более широкую плоскую поверхность, чем секция периферийной стенки в секции 10 полой штанги со стороны переднего конца.
Следовательно, возможно легко и эффективно сформировать вторую крепежную секцию 30, имеющую более широкую плоскую поверхность, чем периферийная длина секции периферийной стенки в секции 10 полой штанги, и повысить эффективность производства.
Далее, со ссылкой на Фиг. 9-14, будет описан второй вариант осуществления настоящего изобретения.
В последующем описании стальная труба неравномерной толщины относится к стальной трубе, включающей в себя утолщенную секцию в части, соответствующей, по меньшей мере, части передней оконечной секции, формирующей плоскую поверхность посредством пластической деформации, и утолщенная секция и другие секции могут быть соединены произвольным способом, как например, с использованием множества слоев, конусного соединения или плавного перехода.
Кроме того, в отношении толщины утолщенной секции утолщенная секция, имеющая однородную толщину, и утолщенная секция, имеющая ступенчатую или постепенно изменяющуюся толщину, также рассматривается в качестве утолщенной секции, и в случае, в котором утолщенные секции сформированы на обоих концах стальной трубы неравномерной толщины, утолщенные секции на обоих концах могут иметь различные толщины.
В настоящей спецификации утолщенная секция стальной трубы неравномерной толщины может использоваться в передней оконечной секции, имеющей плоскую поверхность, сформированную посредством пластической деформации посредством, например, формирования утолщенной секции стальной трубы неравномерной толщины во всей опорной оконечной секции, а также во всей передней оконечной секции или в части опорной оконечной секции, а также всей передней оконечной секции, или формирования утолщенной секции исключительно в передней оконечной секции или в части передней оконечной секции. Кроме того, утолщенная секция стальной трубы неравномерной толщины может быть сформирована в секциях, отличных от передней оконечной секции.
В случае, в котором передние оконечные секции сформированы на обоих концах стальной трубы неравномерной толщины, утолщенная секция стальной трубы неравномерной толщины может быть сформирована исключительно на одном конце, и множество вышеописанных аспектов может быть определенно использовано в обеих передних оконечных секциях.
Фиг. 9 иллюстрирует частичный вид в поперечном разрезе поперечной тяги (соединительной детали) 1A согласно второму варианту осуществления, при рассмотрении спереди, а Фиг. 10 иллюстрирует вид в поперечном разрезе, изображающий схематическое строение многослойной стальной трубы 60 неравномерной толщины, используемый для производства поперечной тяги 1A.
Отличие второго варианта осуществления от первого варианта осуществления заключается в том, что выполняется производство поперечной тяги 1A, включающей в себя первую крепежную секцию 20E и вторую крепежную секцию 30E, для которых использование многослойной стальной трубы (металлической трубы) 60 обеспечивает относительно большую толщину, чем секция 10A полой штанги, а другие аспекты являются аналогичными первому варианту осуществления, и, следовательно, их описание в данном случае будет опущено при использовании тех же самых ссылочных обозначений.
Поперечная тяга 1A включает в себя секцию 10A полой штанги, первую крепежную секцию 20E, соединенную с одним концом секции 10A полой штанги, и вторую крепежную секцию 30E, соединенную с другим концом секции 10A полой штанги, как описано на Фиг. 9. Поперечная тяга 1A сформирована посредством выполнения пластической деформации обоих концов многослойной стальной трубы 60 посредством штамповки.
Кроме того, в поперечной тяге 1A, первая крепежная секция 20E и вторая крепежная секция 30E сформированы в виде единого целого с секцией 10A полой штанги, и первая крепежная секция 20E и вторая крепежная секция 30E сформированы таким образом, чтобы быть относительно более толстыми, чем прямая секция 10S в секции 10A полой штанги.
Как изображено на Фиг. 10, многослойная стальная труба 60 неравномерной толщины, используемая для производства поперечной тяги 1A, включает в себя, например, первую утолщенную секцию 60A, тонкую секцию 60B и вторую утолщенную секцию 60C, причем первая утолщенная секция 60A соединена с тонкой секцией 60B через многослойную секцию 60T, выступающую наружу в радиальном направлении из тонкой секции 60B, а вторая утолщенная секция 60C соединена с тонкой секцией 60B через многослойную секцию 60U, выступающую наружу в радиальном направлении.
В настоящем варианте осуществления, например, первая утолщенная секция 60A и вторая утолщенная секция 60C имеют одинаковую толщину.
Секция 10A полой штанги включает в себя, например, прямую секцию 10S, имеющую цилиндрическую форму, многослойную секцию 23D со стороны крепежной секции и утолщенную секцию 23A со стороны крепежной секции, которые сформированы на первой стороне крепежной секции 20E прямой 10S секции, и многослойную секцию 11D со стороны удерживающей секции и утолщенную секцию 11A со стороны удерживающей секции, которые сформированы со второй стороны крепежной секции 30E.
Утолщенная секция 23A со стороны крепежной секции сформирована, по существу, с такой же толщиной, что и первая крепежная секция 20E, и соединена с прямой секцией 10S через многослойную секцию 23D со стороны крепежной секции, выступающую наружу из прямой секции 10S, которая сформирована таким образом, чтобы быть относительно тонкой.
Утолщенная секция 11A со стороны крепежной секции соединена с прямой секцией 10S через многослойную секцию 11D со стороны крепежной секции, выступающую наружу из прямой секции 10S, которая сформирована таким образом, чтобы быть относительно тонкой, и сформирована таким образом, чтобы быть более толстой, чем прямая секция 10S.
Вторая крепежная секция 30E расширена со стороны переднего конца от секции 11 расширенной трубы посредством пластической деформации, и раскрыта таким образом, чтобы быть большей, чем внутренний диаметр секции 10A полой штанги в направлении стороны переднего конца от опорной оконечной секции. Следовательно, аналогично первому варианту осуществления, секция периферийной стенки сформирована таким образом, чтобы быть более тонкой, чем утолщенная секция 11A со стороны крепежной секции.
То, что вторая крепежная секция 30E установлена таким образом, чтобы быть более толстой, чем прямая секция 10S, может быть задано произвольно в зависимости от толщины утолщенной секции в многослойной стальной трубе 60 неравномерной толщины.
Фиг. 11 иллюстрирует вид в перспективе, изображающий состояние, в котором пара противостоящих секций 20F и 20F стенки сформирована посредством формирования двух прорезей 20S и 20S в многослойной стальной трубе 60 неравномерной толщины, когда первая крепежная секция 20E сформирована на этапе производства поперечной тяги 10A. Фиг. 12 иллюстрирует вид в поперечном разрезе, изображающий состояние, в котором первая крепежная секция 20E сформирована на этапе производства поперечной тяги 10A.
Когда сформированы прорези 20S, например, в пределах утолщенных секций 60A и 60C в многослойной стальной трубе 60 неравномерной толщины, как показано на Фиг. 11, легко и стабильно гарантируется прочность первой крепежной секции 20E, и легко осуществлять контроль качества, что является предпочтительным. Прорези 20S могут быть сформированы вплоть до прямой секции 60B в многослойной стальной трубе неравномерной толщины 60. То, что было описано выше, также должно относиться ко второй крепежной секции 30E.
Фиг. 12 также иллюстрирует вид в поперечном разрезе, изображающий поперечную тягу 10A в состоянии, в котором первая крепежная секция 20E сформирована посредством формирования пары противостоящих секций 20F и 20F стенки в передней оконечной секции 22. На Фиг. 12, ссылочное обозначение L0 обозначает длину от передней оконечной секции передней оконечной секции 22 до многослойной секции 23D со стороны крепежной секции, ссылочное обозначение L1 указывает длину от переднего конца передней оконечной секции 22 до подверженной растяжению оконечной секции, а ссылочное обозначение L2 указывает длину от подверженной растяжению оконечной секции до многослойной секции 23D со стороны крепежной секции.
В данном случае, предпочтительно, чтобы удовлетворялось условие L2>0, в связи с тем, что стабильно обеспечивается прочность первой крепежной секции 20E. Кроме того, подверженная растяжению оконечная секция относится к части, соответствующей местоположению углубления прорези 20U, сформированный посредством расширения прорези 20S, изображенной на Фиг. 6B. То, что было описано выше, также должно относиться ко второй крепежной секции 30E.
Согласно поперечной тяге 1A из второго варианта осуществления утолщенные секции 60A и 60C в многослойной стальной трубе 60 неравномерной толщины используются в первой крепежной секции 20E и второй крепежной секции 30E, сформированной посредством пластической деформации. Следовательно, первая крепежная секция 20E и вторая крепежная секция 30E, в которой требуется обеспечение большей прочности, сформированы таким образом, чтобы быть более толстыми, чем секция 10A полой штанги, в которой требуется относительно низкая прочность, и следовательно, возможно эффективно уменьшить вес поперечной тяги 1A, и, кроме того, понизить стоимость производства.
Далее, со ссылкой на Фиг. 13, будет описана многослойная стальная труба неравномерной толщины согласно первой иллюстративной модификации второго варианта осуществления. Фиг. 13 иллюстрирует вид, изображающий многослойную стальную трубу неравномерной толщины 61 согласно первой иллюстративной модификации второго варианта осуществления.
Отличия многослойной стальной трубы неравномерной толщины 61 от многослойной стальной трубы 60 неравномерной толщины заключаются в том, что многослойная стальная труба неравномерной толщины 61 включает в себя первую утолщенную секцию 61A, тонкую секцию 61B, и вторую утолщенную секцию 61C, причем первая утолщенная секция 61A соединена с тонкой секцией 61B через многослойную секцию 61T, выступающую внутрь и наружу в радиальном направлении из тонкой секции 61B, а вторая утолщенная секция 61С соединена с тонкой секцией 61В через многослойную секцию 61U, выступающую внутрь и наружу в радиальном направлении. Другие аспекты являются аналогичными второму варианту осуществления, и, следовательно, в данном случае их описание будет опущено.
Далее, со ссылкой на Фиг. 14 будет описана многослойная стальная труба неравномерной толщины согласно второй иллюстративной модификации второго варианта осуществления. Фиг. 14 иллюстрирует вид, изображающий многослойную стальную трубу 62 неравномерной толщины согласно второй иллюстративной модификации второго варианта осуществления.
Отличия многослойной стальной трубы 62 неравномерной толщины от многослойной стальной трубы 60 неравномерной толщины заключаются в том, что многослойная стальная труба 62 неравномерной толщины включает в себя первую утолщенную секцию 62A, тонкую секцию 62B и вторую утолщенную секцию 62C, причем первая утолщенная секция 62A соединена с тонкой секцией 62B через многослойную секцию 62T, выступающую внутрь в радиальном направлении из тонкой секции 62B, а вторая утолщенная секция 62C соединена с тонкой секцией 62B через многослойную секцию 62U, выступающую внутрь в радиальном направлении. Другие аспекты являются аналогичными второму варианту осуществления и, следовательно, в данном случае их описание этого будет опущено.
Далее, со ссылкой на Фиг. 15-20 будет описан третий вариант осуществления настоящего изобретения.
Фиг. 15 иллюстрирует частичный вид в поперечном разрезе поперечной тяги (соединительной детали) 1B согласно третьему варианту осуществления при рассмотрении спереди, а Фиг. 16 иллюстрирует вид в поперечном разрезе, объясняющий схематическое строение многослойной стальной трубы 63 неравномерной толщины, используемой для производства поперечной тяги 1B.
Отличие третьего варианта осуществления от первого варианта осуществления заключается в том, что поперечная тяга 1B, включающая в себя первую крепежную секцию 20G и вторую крепежную секцию 30G, которые установлены таким образом, чтобы быть относительно более толстыми, чем секция 10B полой штанги, производятся с использованием стальной трубы неравномерной толщины с конусным соединением (металлической трубы) 63. Другие аспекты являются аналогичными первому варианту осуществления, и, следовательно, их описание будет опущено при использовании тех же самых ссылочных обозначений.
Поперечная тяга 1B включает в себя секцию 10B полой штанги, первую крепежную секцию 20G, соединенную с одним концом секции 10B полой штанги, и вторую крепежную секцию 30G, соединенную с другим концом секции 10B полой штанги, как было описано на Фиг. 15, и обе оконечные стороны стальной трубы 63 неравномерной толщины с конусным соединением сформированы посредством пластической деформации с использованием штамповки.
Кроме того, в поперечной тяге 1B, первая крепежная секция 20G и вторая крепежная секция 30G сформированы в виде единого целого с секцией 10B полой штанги, и первая крепежная секция 20G и вторая крепежная секция 30G сформированы таким образом, чтобы быть относительно более толстыми, чем прямая секция 10S в секции 10B полой штанги.
Как изображено на Фиг. 16, многослойная стальная труба 63 неравномерной толщины, используемая для производства поперечной тяги 1B, включает в себя, например, первую утолщенную секцию 63A, тонкую секцию 63B и вторую утолщенную секцию 63C, причем первая утолщенная секция 63A соединена с тонкой секцией 63B через конусную секцию 63T, выступающую наружу в радиальном направлении из тонкой секции 63B, а вторая утолщенная секция 63C соединена с тонкой секцией 63В через конусную секцию 63U, выступающую наружу в радиальном направлении.
В настоящем варианте осуществления, например, первая утолщенная секция 63A и вторая утолщенная секция 63C имеют одинаковую толщину.
Секция 10B полой штанги включает в себя, например, прямую секцию 10S, имеющую цилиндрическую форму, конусную секцию 23T со стороны крепежной секции и утолщенную секцию 23A со стороны крепежной секции, которые сформированы на первой стороне крепежной секции 20G прямой секции 10S, и конусную секцию 11T со стороны крепежной секции и утолщенную секцию 11A со стороны крепежной секции, которые сформированы на второй стороне крепежной секции 30G.
Утолщенная секция 23A со стороны крепежной секции имеет, по существу, такую же толщину, что и первая крепежная секция 20G, и соединена с прямой секцией 10S через конусную секцию 23T со стороны крепежной секции, выступающую наружу из прямой секции 10S, которая сформирована таким образом, чтобы быть относительно тонкой.
Утолщенная секция 11A со стороны крепежной секции соединена с прямой секцией 10S через конусную секцию 11T со стороны крепежной секции, выступающую наружу из прямой секции 10S, которая сформирована таким образом, чтобы быть относительно тонкой, и сформирована более толстой, чем прямая секция 10S.
Вторая крепежная секция 30G имеет более широкий диаметр со стороны переднего конца секции 11 расширенной трубы до пластической деформации и открыта таким образом, чтобы ее диаметр был большим, чем внутренний диаметр секции 10B полой штанги в направлении стороны переднего конца от опорной оконечной секции, и, следовательно, аналогично первому варианту осуществления, секция периферийной стенки сформирована таким образом, чтобы быть более тонкой, чем утолщенная секция 11A со стороны крепежной секции.
То, что вторая крепежная секция 30G установлена таким образом, чтобы быть более толстой, чем прямая секция 10S, может быть произвольно установлено в зависимости от толщины утолщенной секции в многослойной стальной трубы 63 неравномерной толщины.
Фиг. 17 иллюстрирует вид в перспективе, изображающий состояние, в котором пара противостоящих секций 20H и 20H стенки сформирована посредством формирования двух прорезей 20S и 20S в многослойной стальной трубе 63 неравномерной толщины, когда первая крепежная секция 20G сформирована в этапе производства поперечной тяги 10B. Фиг. 18 иллюстрирует вид в поперечном разрезе, изображающий состояние, в котором первая крепежная секция 20G сформирована на этапе производства поперечной тяги 10B.
Если прорези 20S сформированы, например, в пределах утолщенных секций 63A и 63C в многослойной стальной трубе 63 неравномерной толщины, как изображено на Фиг. 17, то легко и стабильно гарантировать прочность первой крепежной секции 20G, и легко управлять качеством, что является предпочтительным. Прорези 20S могут быть сформированы вплоть до конусных секций 63T и 63U, или до прямой секции 63B в многослойной стальной трубе 63 неравномерной толщины. Кроме того, подвергнутая растяжению оконечная секция относится к части, соответствующей местоположению углубления прорези 20U, сформированной посредством расширения прорези 20S, изображенному на Фиг. 6B. То, что было описано выше, также должно относиться ко второй крепежной секции 30G.
Фиг. 18 также иллюстрирует вид в поперечном разрезе, изображающий поперечную тягу 10B в состоянии, в котором первая крепежная секция 20G сформирована посредством формирования пары противостоящих секций 20H стенки в передней оконечной секции 22. Ссылочное обозначение L10 обозначает длину от передней оконечной секции передней оконечной секции 22 до конусной секции 23T со стороны крепежной секции, ссылочное обозначение L11 обозначает длину от передней оконечной секции передней оконечной секции 22 до подвергнутой растяжению оконечной секции, и ссылочное обозначение L12 обозначает длину от подвергнутого растяжению местоположения до первой конусной секции 23T со стороны крепежной секции.
В данном случае, предпочтительно, чтобы удовлетворялось отношение L12>0 в связи с тем, что стабильно гарантируется прочность первой крепежной секции 20G. То, что было описано выше, также должно относиться ко второй крепежной секции 30G.
Согласно поперечной тяге 1B из третьего варианта осуществления утолщенные секции 63A и 63B в многослойной стальной трубе 63 неравномерной толщины используются в первой крепежной секции 20G и второй крепежной секции 30G, сформированных посредством пластической деформации. Следовательно, первая крепежная секция 20G и вторая крепежная секция 30G, для которых требуется большая прочность, сформированы таким образом, чтобы быть более толстыми, чем секция 10B полой штанги, для которой требуется относительно низкая прочность, и, следовательно, возможно эффективно уменьшить вес поперечной тяги 1B, и кроме того, понизить стоимость производства.
Кроме того, согласно поперечной тяге 1B толщина изменяется, начиная от прямой секции 10S до первой утолщенной секции 23A со стороны крепежной секции через первую конусную секцию 23T со стороны крепежной секции, и толщина изменяется, начиная от прямой секции 10S до утолщенной секции 11A со стороны крепежной секции через конусную секцию 11T со стороны крепежной секции, посредством чего устраняется возникновение концентрации напряжения в случае приложения нагрузки, и, следовательно, возможно стабильно гарантировать прочность.
Далее, со ссылкой на Фиг. 19 будет описана многослойная стальная труба неравномерной толщины согласно первой иллюстративной модификации третьего варианта осуществления. Фиг.19 иллюстрирует вид, изображающий многослойную стальную трубу 64 неравномерной толщины согласно первой иллюстративной модификации третьего варианта осуществления.
Отличия многослойной стальной трубы 64 неравномерной толщины от многослойной стальной трубы 63 неравномерной толщины заключаются в том, что многослойная стальная труба 64 неравномерной толщины включает в себя первую утолщенную секцию 64A, тонкую секцию 64B и вторую утолщенную секцию 64C, причем первая утолщенная секция 64A соединена с тонкой секцией 64B через конусную секцию 64T, выступающую внутрь и наружу в радиальном направлении из тонкой секции 64B, а вторая утолщенная секция 64C соединена с тонкой секцией 64B через многослойную секцию 64U, выступающую внутрь и наружу в радиальном направлении.
Далее, со ссылкой на Фиг. 20 будет описана многослойная стальная труба неравномерной толщины согласно второй иллюстративной модификации третьего варианта осуществления. Фиг. 20 иллюстрирует вид, изображающий многослойную стальную трубу 65 неравномерной толщины согласно второй иллюстративной модификации третьего варианта осуществления.
Отличия многослойной стальной трубы 65 неравномерной толщины от многослойной стальной трубы 63 неравномерной толщины заключаются в том, что многослойная стальная труба 65 неравномерной толщины включает в себя первую утолщенную секцию 65A, тонкую секцию 65B и вторую утолщенную секцию 65C, причем первая утолщенная секция 65A соединена с тонкой секцией 65B через конусную секцию 65T, выступающую внутрь в радиальном направлении из тонкой секции 63B, а вторая утолщенная секция 65C соединена с тонкой секцией 63B через конусную секцию 65U, выступающую внутрь в радиальном направлении. Другие аспекты являются аналогичными третьему варианту осуществления, и, следовательно, в данном случае их описание будет опущено.
При этом настоящее изобретение не ограничено вышеописанными вариантами осуществления, и предусматривается множество модификаций в рамках цели изобретения.
Например, случай, в котором соединительная деталь является поперечной тягой 1, был описан в вышеописанных вариантах осуществления; однако вместо поперечной тяги 1 настоящее изобретение может быть применено к другим соединительным деталям для транспортных средств и соединительным деталям, образующим конструктивную конструкцию или механическую конструкцию.
Кроме того, в вышеописанных вариантах осуществления был описан случай, в котором в поперечной тяге 1 одна оконечная секция из секции 10 полой штанги сформирована в первую крепежную секцию 20, а другая оконечная секция, сформирована во вторую крепежную секцию 30; однако, возможность размещения крепежных секций в обеих оконечных секциях или в одной оконечной секции из секции 10 полой штанги, и возможность размещения первой крепежной секции 20 или второй крепежной секции 30, могут быть заданы произвольно.
Кроме того, в вышеописанных вариантах осуществления был описан случай, в котором соединительное отверстие 24 в первой крепежной секции 20 сформировано посредством пробивания, а соединительное отверстие 34 во второй крепежной секции 30 сформировано посредством сверления, но при этом, возможность формирования отверстия в первой крепежной секции 20 и второй крепежной секции 30 и используемый способ формирования отверстия, могут быть заданы произвольно.
Кроме того, в вышеописанных вариантах осуществления случай, в котором первая крепежная секция 20 сформирована таким образом, чтобы быть отделенной на большее расстояние, чем секция 10 полой штанги, но первая крепежная секция 20 может быть сформирована, по существу, с тем же самым промежутком между ними, что и секция 10 полой штанги.
Кроме того, в вышеописанных вариантах осуществления был описан случай, в котором в отношении второй крепежной секции 30, передние оконечные секции 31 сформированы таким образом, чтобы быть более широкими, чем периферийная длина стальной трубы 10M посредством расширения стальной трубы 10M, разделены, по существу, тем же самым промежутком между ними, что и секция 10 полой штанги, но может использоваться строение, в котором передние оконечные секции 31 сформированы таким образом, чтобы быть широкими, и разделены промежутком между ними, который является более широким, чем секция 10 полой штанги.
В вышеописанных вариантах осуществления был описан случай, в котором стальная труба, образующая секцию 10 полой штанги, включает в себя секцию периферийной стенки, имеющую круглое поперечное сечение, ортогональное к осевому направлению, не говоря уже о том, что, например, поперечное сечение, ортогональное к осевому направлению, в котором пара противостоящих секций стенки может быть обеспечена посредством формирования прорезей, может иметь многоугольную форму (не ограниченную формой правильного многоугольника), такую, как прямоугольная форма.
В вышеописанных вариантах осуществления был описан случай, в котором первый валик 26 усиления и второй валик 27 усиления, сформированы в первой крепежной секции 20, но возможность формирования валика усиления в первой крепежной секции 20, и, в случае, в котором валик усиления уже сформирован, положение, количество и форма валиков усиления могут быть заданы произвольно. Кроме того, возможность формирования валика усиления во второй крепежной секции 30 или разделение второй крепежной секции на большее расстояние, чем секция 10 полой штанги, и, в случае, в котором валик усиления уже сформирован, положение, количество и форма валиков усиления также могут быть заданы произвольно.
Кроме того, в вышеописанных вариантах осуществления был описан случай, в котором все первые крепежные секции 20E и 20G и вторые крепежные секции 30E и 30G сформированы таким образом, чтобы быть утолщенными секциями, но любая из первых крепежных секций 20E и 20G и вторых крепежных секций 30E и 30G могут быть сформированы таким образом, чтобы быть утолщенными секциями.
Кроме того, в вышеописанных вариантах осуществления был описан случай, в котором утолщенные секции 60A-65A и 60C-65C стальных труб 60-65 неравномерной толщины, используются для всех первых крепежных секций 20E и 20G и вторых крепежных секций 30E и 30G и части секций 10A и 10B полой штанги, но тонкие секции стальных труб 60-65 неравномерной толщины могут быть использованы в части первых крепежных секций 20E и 20G и вторых крепежных секций 30E и 30G.
Кроме того, в вышеописанных вариантах осуществления был описан случай, в котором стальная труба 60-65 неравномерной толщины имеет первые утолщенные секции 60A-65A, сформированные на одном конце, и имеет первые утолщенные секции 60B-65B, сформированный на другом конце, но утолщенная секция может быть сформирована на любом из обоих концов.
Кроме того, в вышеописанных вариантах осуществления был описан случай, в котором тонкая секция 60B соединена с утолщенной секцией через многослойную секцию или конусную секцию, но тонкая секция и утолщенная секция могут быть соединены произвольным способом таким, как через многослойную секцию, конусную секцию, плавный переход или посредством использования других широко известных форм.
Кроме того, в вышеописанных вариантах осуществления был описан случай, в котором утолщенные секции с обеих сторон имеют одинаковую толщину, но обе утолщенные секции могут иметь различные толщины. Кроме того, утолщенная секция может иметь однородную толщину, и толщина утолщенной секции может варьироваться либо с изменением количества слоев или плавно, и могут быть сформированы выступы и углубления.
Кроме того, в вышеописанных вариантах осуществления был описан случай, в котором поперечная тяга 1 сформирована из стальной трубы (включая стальную трубу неравномерной толщины); однако, например, вместо стальной трубы, может быть использован материал трубы, изготовленный из других пластически деформируемых материалов, таких, как, магний (включая сплавы) и алюминий (включая сплавы).
Промышленная применимость
Согласно соединительной детали из настоящего изобретения и способа ее производства, возможно уменьшить вес и стоимость соединительной детали (поперечной тяги или подобного) и повысить эффективность производства соединительной детали, и, следовательно, настоящее изобретение является промышленно применимым.
Перечень ссылочных позиций
1: ПОПЕРЕЧНАЯ ТЯГА (СОЕДИНИТЕЛЬНАЯ ДЕТАЛЬ)
10: СЕКЦИЯ ПОЛОЙ ШТАНГИ
11: СЕКЦИЯ РАСШИРЕННОЙ ТРУБЫ
12: ПРЯМАЯ СЕКЦИЯ
20: ПЕРВАЯ КРЕПЕЖНАЯ СЕКЦИЯ (КРЕПЕЖНАЯ СЕКЦИЯ)
21: ОПОРНАЯ ОКОНЕЧНАЯ СЕКЦИЯ
21A: НИЖНЯЯ СТЕНКА
21B: БОКОВАЯ СТЕНКА
22: ПЕРЕДНЯЯ ОКОНЕЧНАЯ СЕКЦИЯ
22A: НИЖНЯЯ СТЕНКА
22B: БОКОВАЯ СТЕНКА
24: СОЕДИНИТЕЛЬНОЕ ОТВЕРСТИЕ
26: ПЕРВЫЙ ВАЛИК УСИЛЕНИЯ
27: ВТОРОЙ ВАЛИК УСИЛЕНИЯ
30: ВТОРАЯ КРЕПЕЖНАЯ СЕКЦИЯ (КРЕПЕЖНАЯ СЕКЦИЯ)
31: ОПОРНАЯ ОКОНЕЧНАЯ СЕКЦИЯ
31A: НИЖНЯЯ СТЕНКА
31B: БОКОВАЯ СТЕНКА
32: ПЕРЕДНЯЯ ОКОНЕЧНАЯ СЕКЦИЯ
32A: НИЖНЯЯ СТЕНКА
32B: БОКОВАЯ СТЕНКА
34: СОЕДИНИТЕЛЬНОЕ ОТВЕРСТИЕ
35: ВТОРОЙ ВАЛИК УСИЛЕНИЯ
60, 61, 62: МНОГОСЛОЙНАЯ СТАЛЬНАЯ ТРУБА НЕРАВНОМЕРНОЙ ТОЛЩИНЫ (МЕТАЛЛИЧЕСКАЯ ТРУБА НЕРАВНОМЕРНОЙ ТОЛЩИНЫ)
63, 64, 65: СТАЛЬНАЯ ТРУБА НЕРАВНОМЕРНОЙ ТОЛЩИНЫ С КОНУСНЫМ СОЕДИНЕНИЕМ (МЕТАЛЛИЧЕСКАЯ ТРУБА НЕРАВНОМЕРНОЙ ТОЛЩИНЫ)
60A, 61A, 62A, 63A, 64A, 65A: УТОЛЩЕННАЯ СЕКЦИЯ
60C, 61C, 62C, 63C, 64C, 65C: УТОЛЩЕННАЯ СЕКЦИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ СТЕКЛООЧИСТИТЕЛЯ | 2021 |
|
RU2828514C2 |
| СТУПЕНЧАТАЯ КОНСТРУКЦИЯ | 2009 |
|
RU2697990C2 |
| СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ ЭЛЕМЕНТОВ КАРКАСА | 2015 |
|
RU2632549C1 |
| УЗЕЛ, ОБЕСПЕЧИВАЮЩИЙ УДЕРЖАНИЯ СРЕДСТВА СОПРЯЖЕНИЯ НЕПОДВИЖНОЙ НАРУЖНОЙ КОНСТРУКЦИИ ГОНДОЛЫ И КАРТЕРА РЕАКТИВНОГО ДВИГАТЕЛЯ | 2010 |
|
RU2563286C2 |
| ПРОДОЛЬНАЯ ИЛИ ПОПЕРЕЧНАЯ РУЛЕВАЯ ТЯГА С ЦЕЛЬНОЙ СОЕДИНИТЕЛЬНОЙ ТРУБОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2732807C2 |
| МОДУЛЬ КОНТЕЙНЕРОВ ВЫСОКОГО ДАВЛЕНИЯ И ТРАНСПОРТНОЕ СРЕДСТВО НА ТОПЛИВНЫХ ЭЛЕМЕНТАХ | 2018 |
|
RU2693497C1 |
| УСТРОЙСТВО ДЛЯ ШАРНИРНОГО СОЕДИНЕНИЯ ТРУБ | 2006 |
|
RU2388957C2 |
| КОНСТРУКЦИЯ ПЕРЕДНЕЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2681512C1 |
| СОЕДИНИТЕЛЬНАЯ СИСТЕМА | 2002 |
|
RU2298476C2 |
| КОНСТРУКЦИЯ БОКОВОГО УЧАСТКА ТРАНСПОРТНОГО СРЕДСТВА | 2019 |
|
RU2700640C1 |
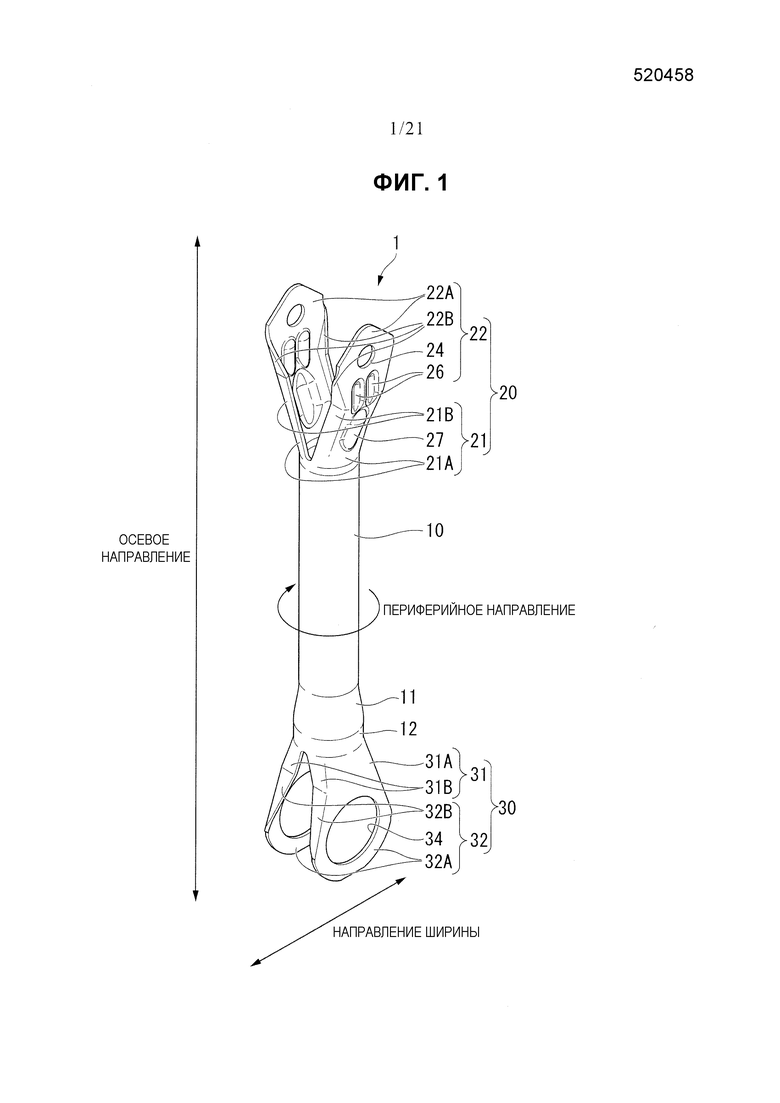
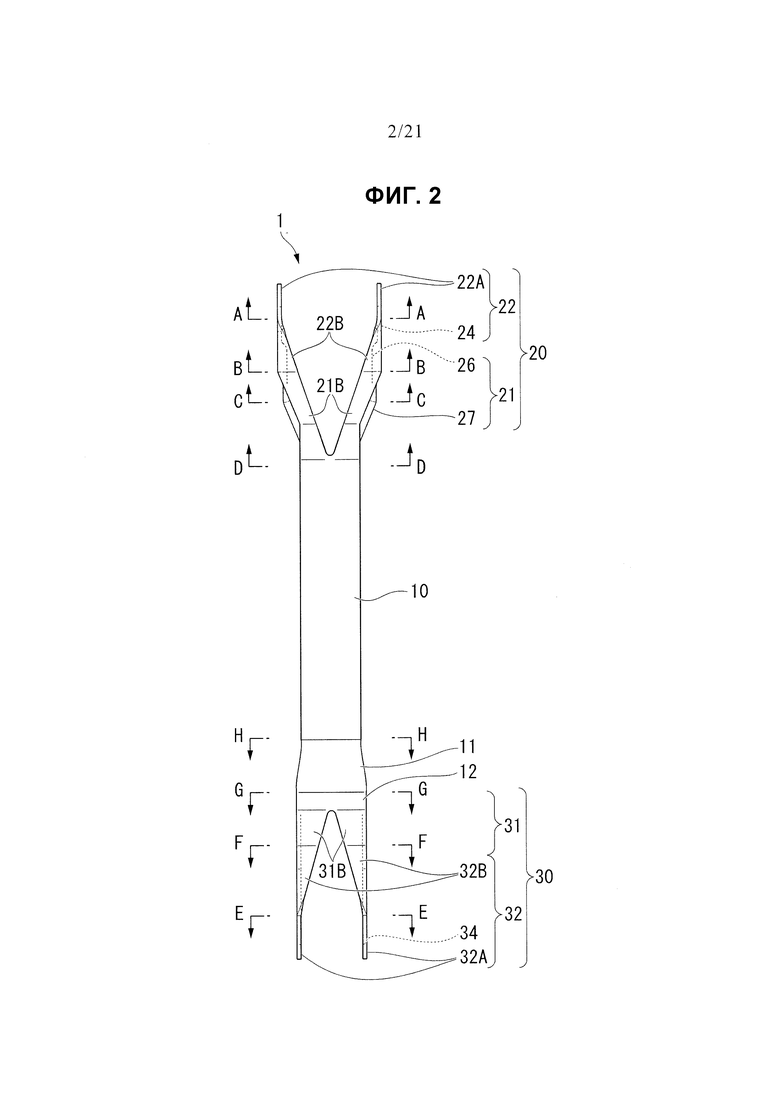
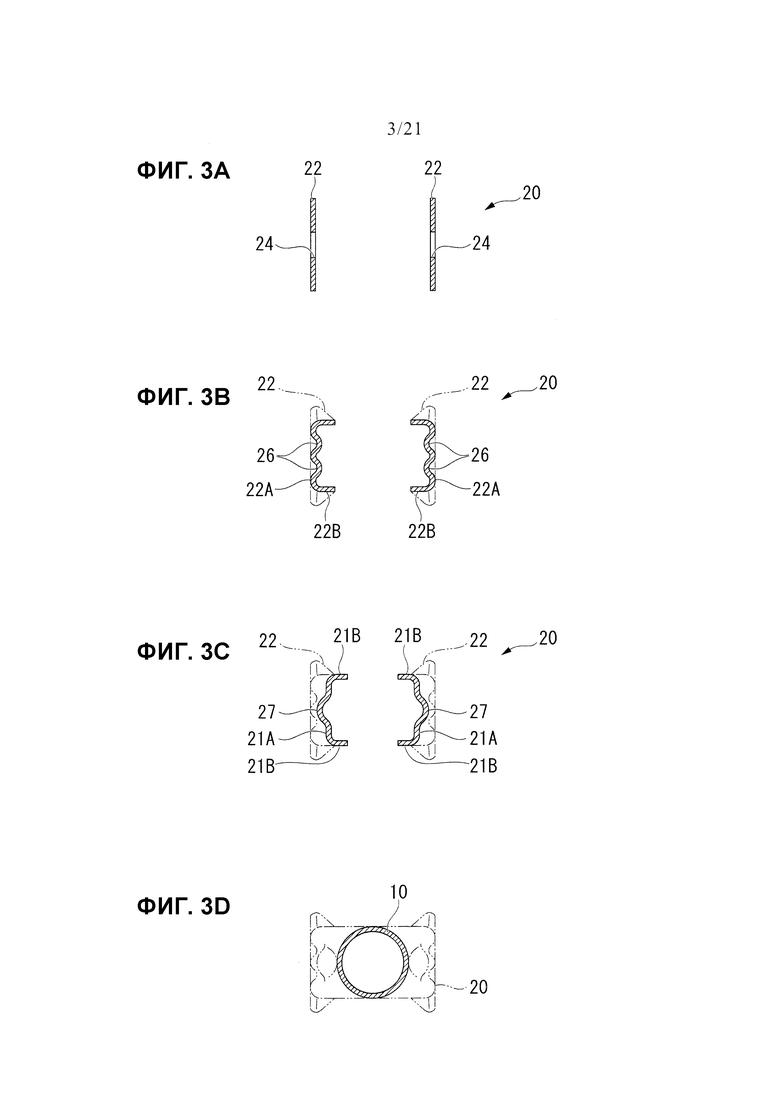
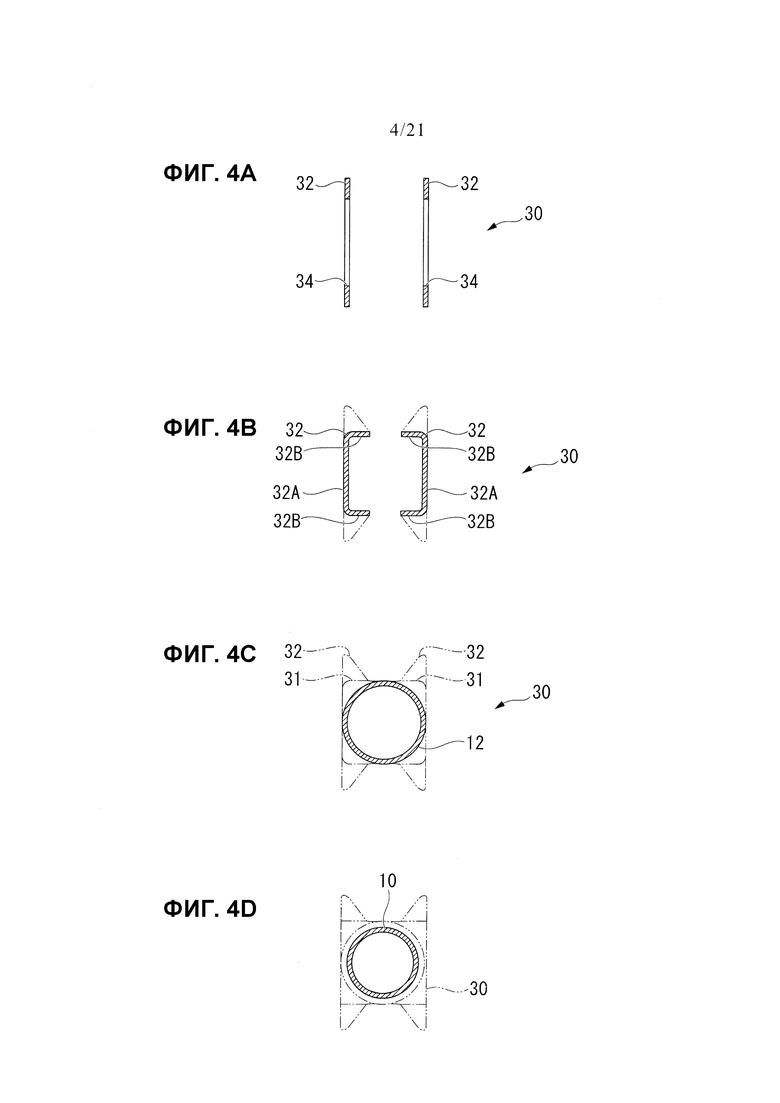
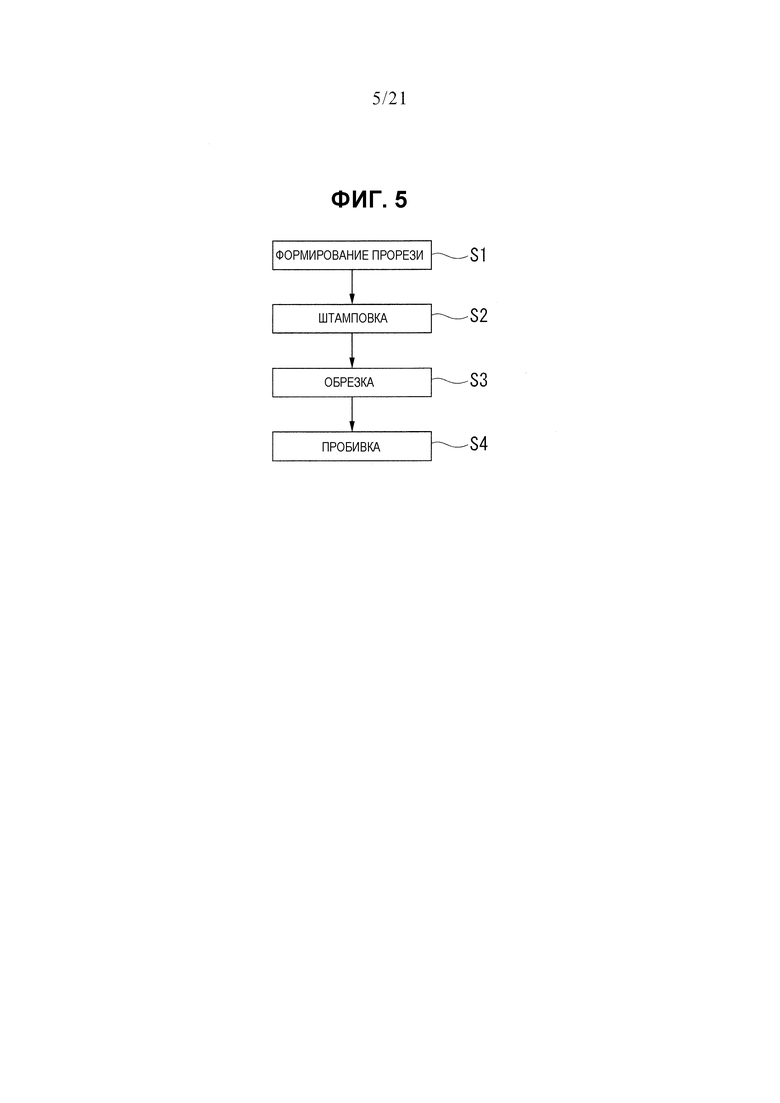
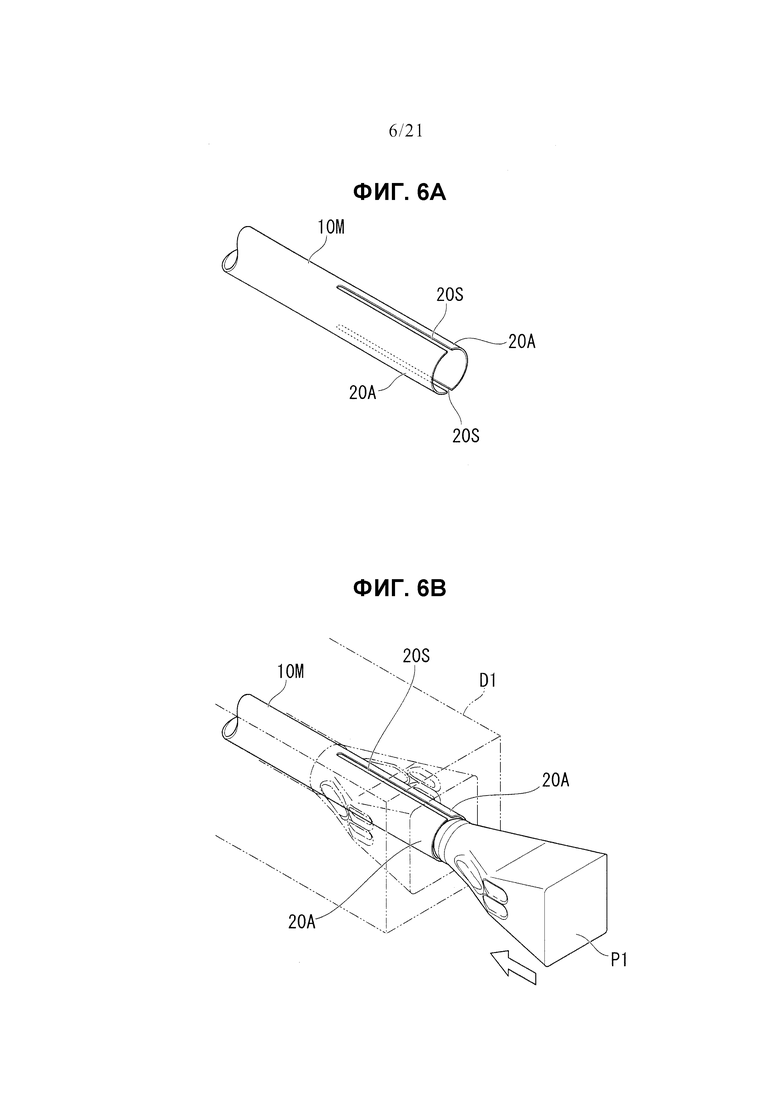
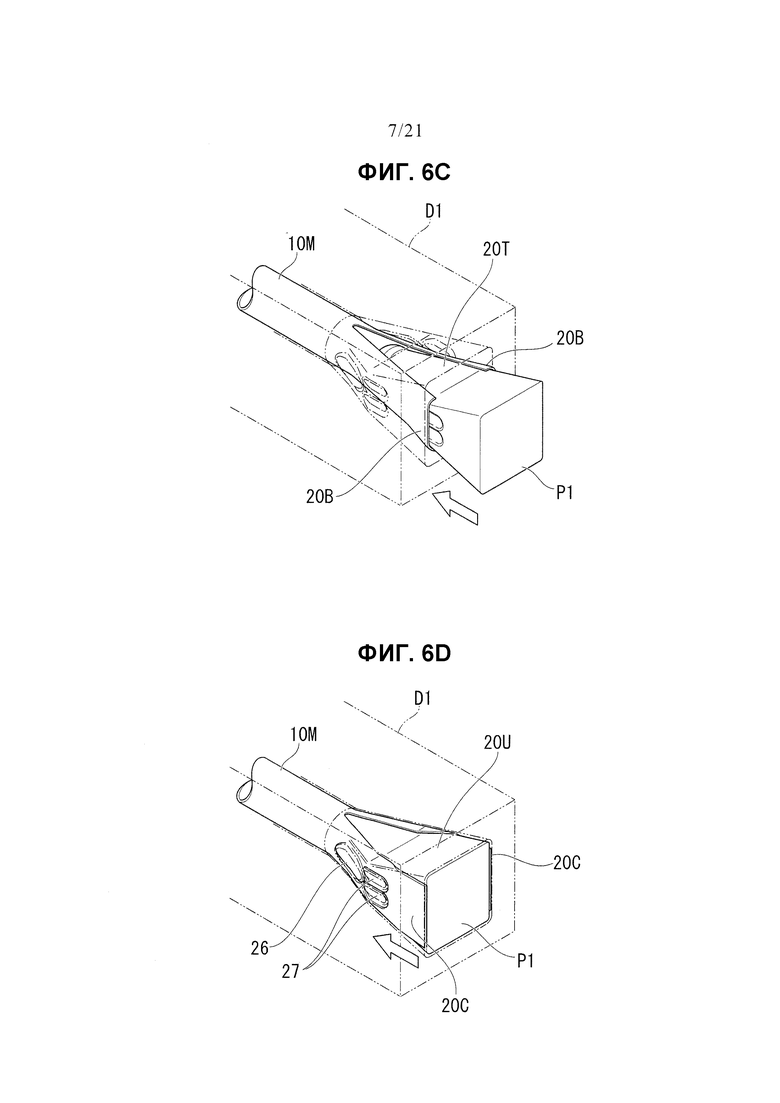
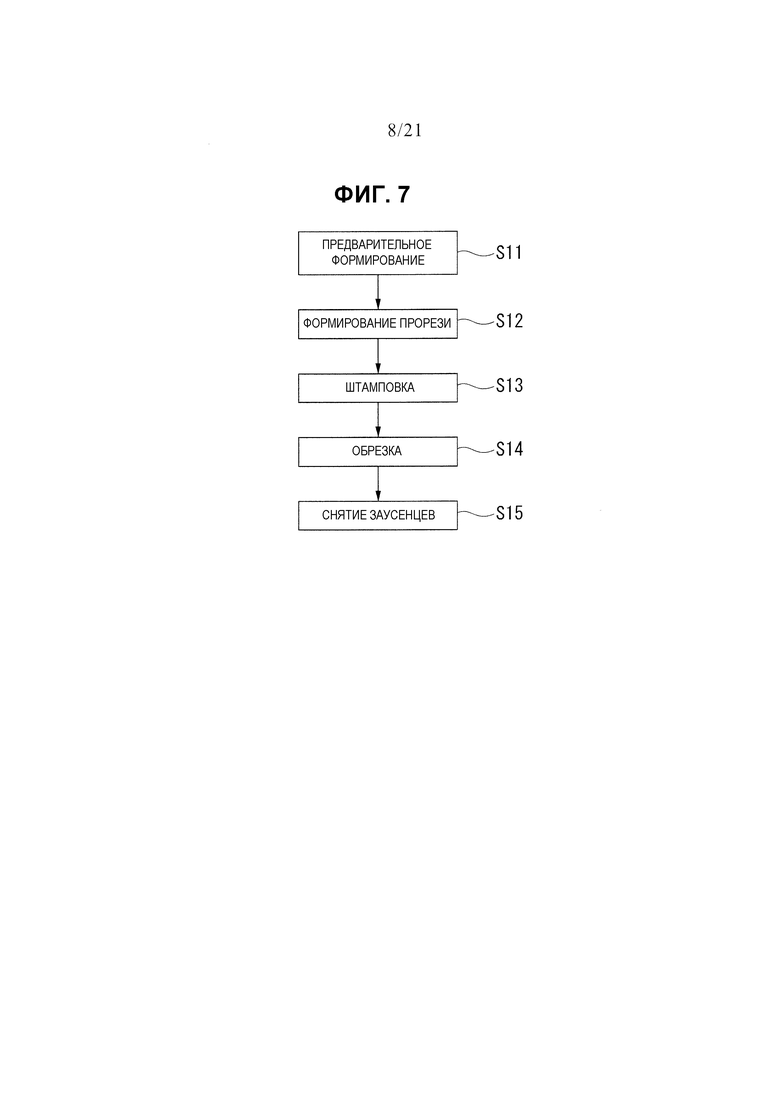
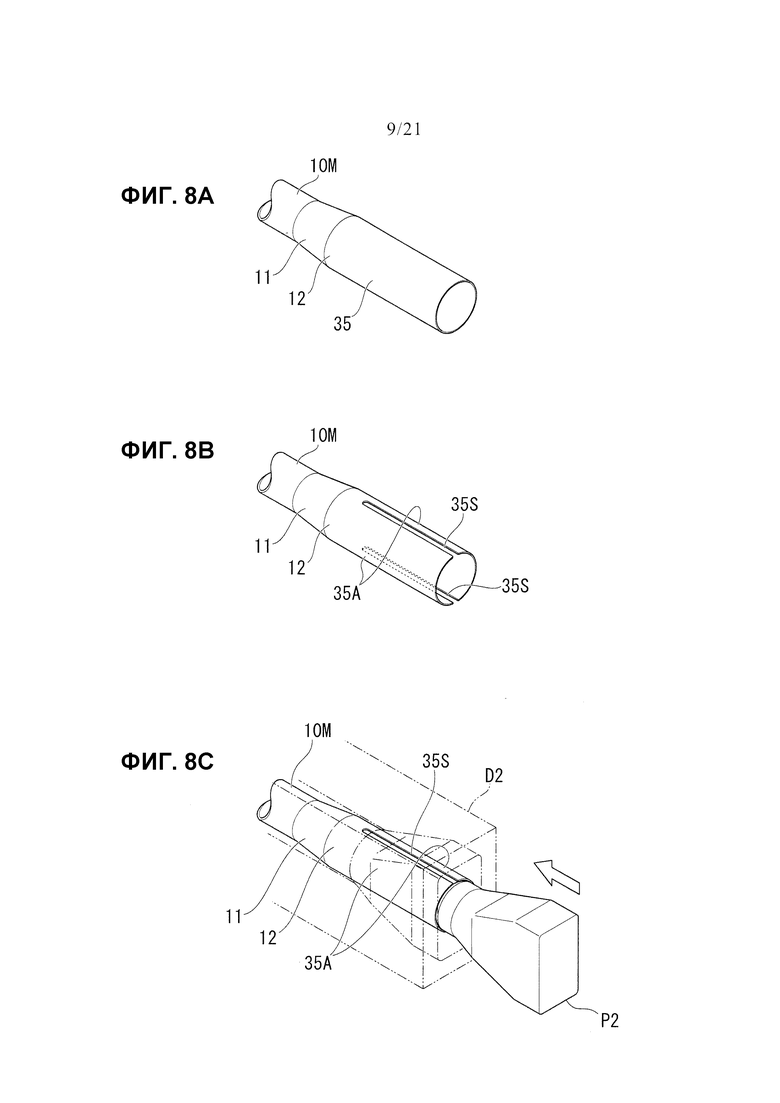
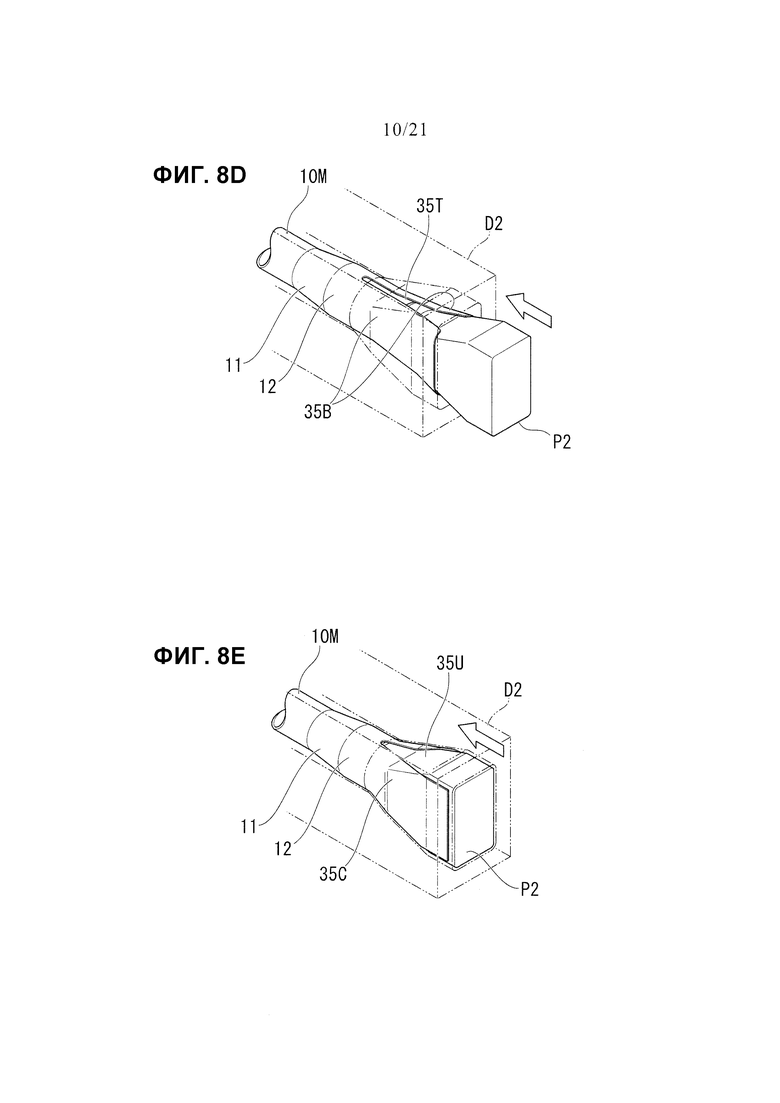
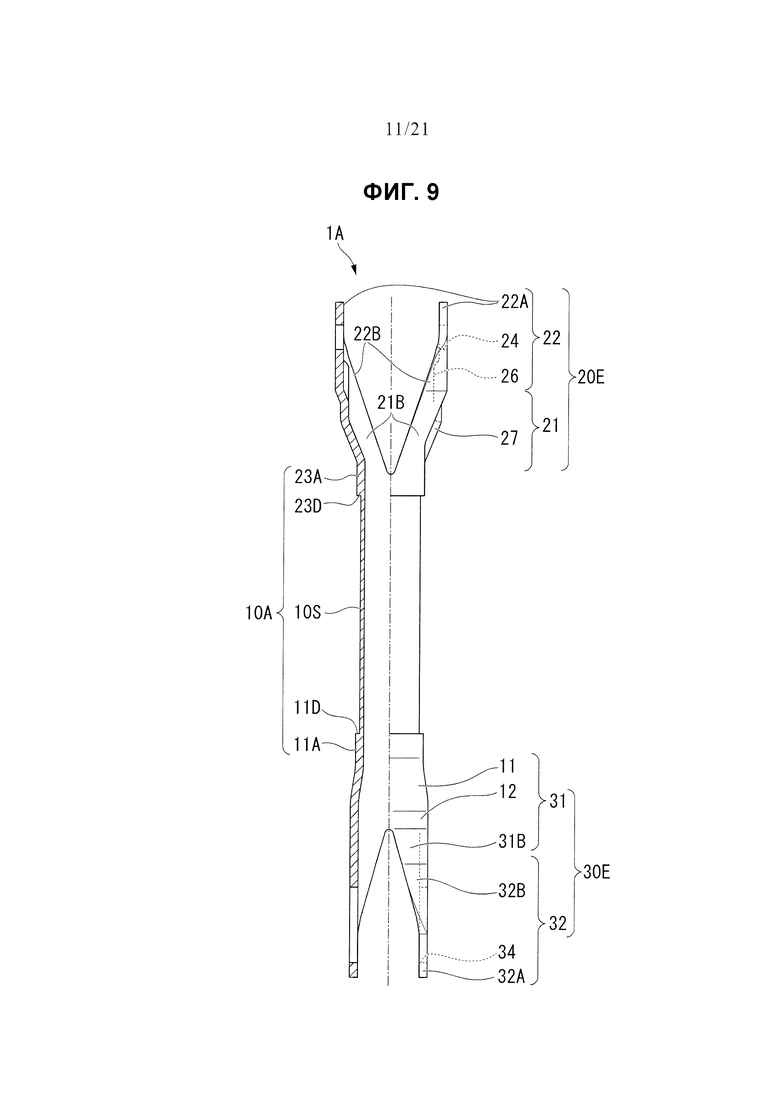
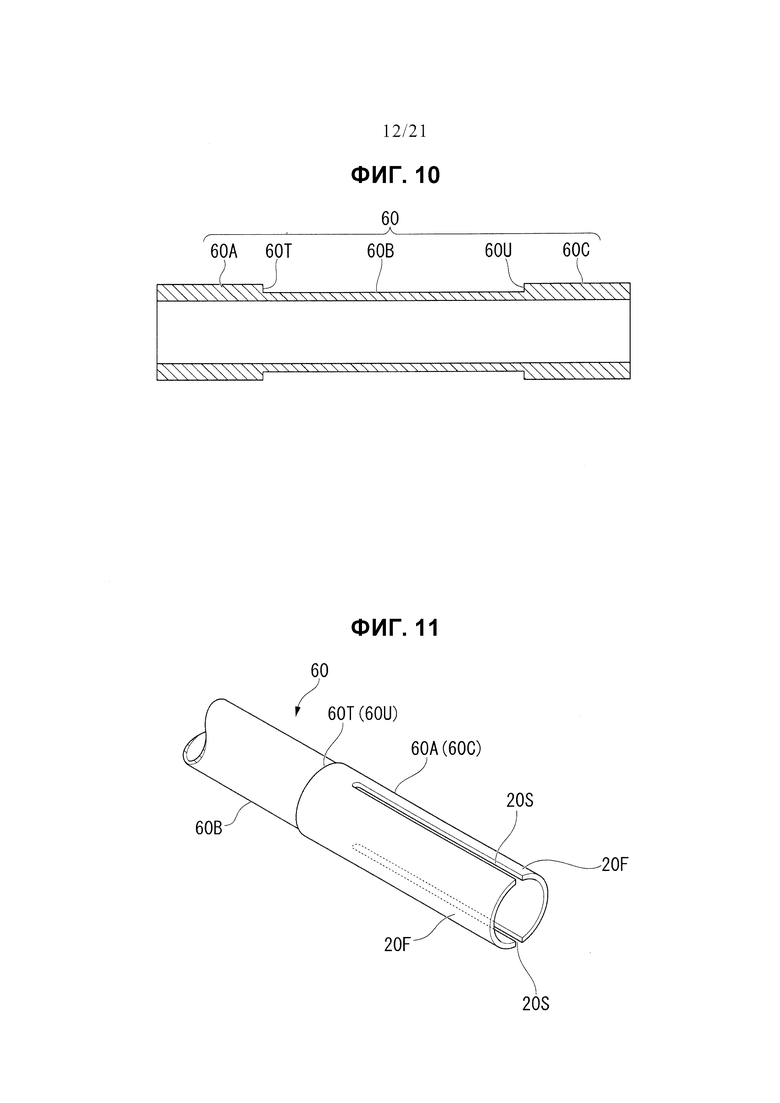
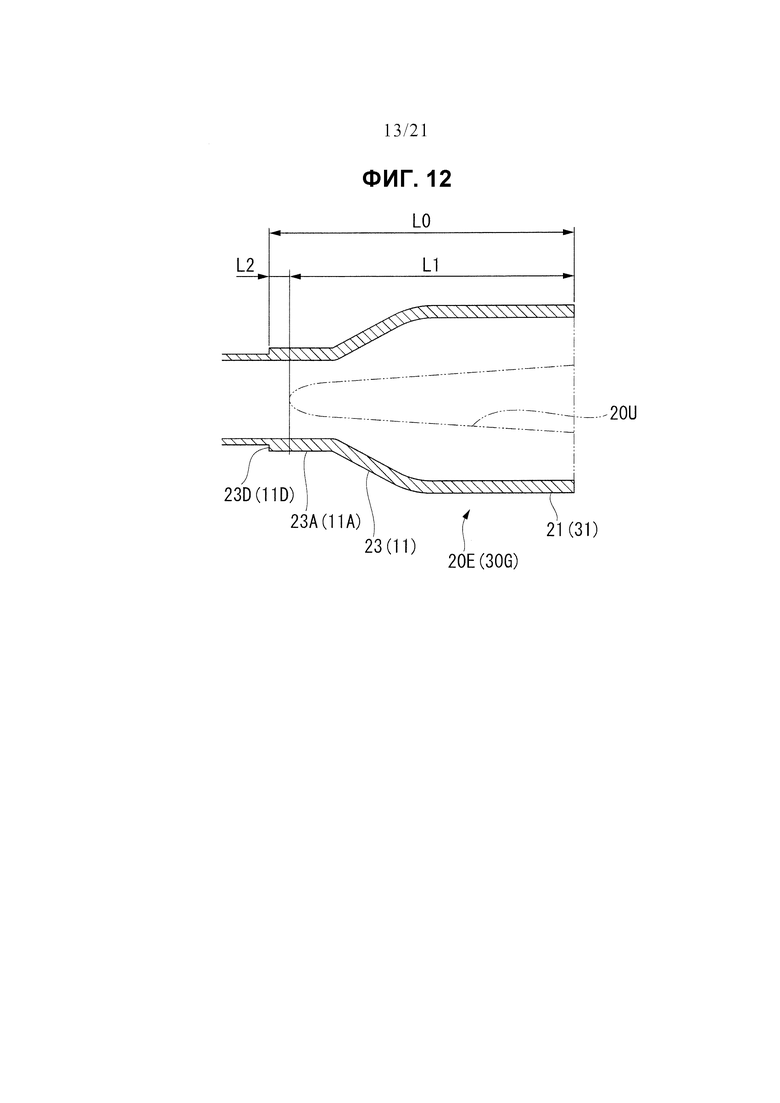
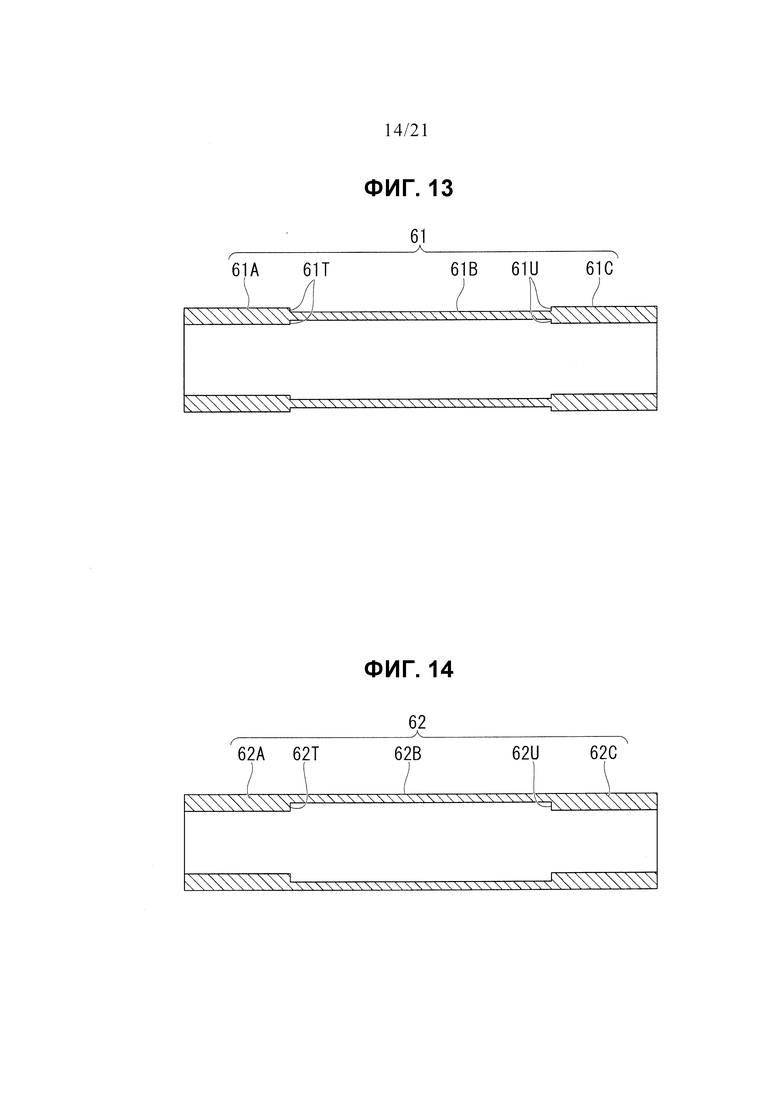
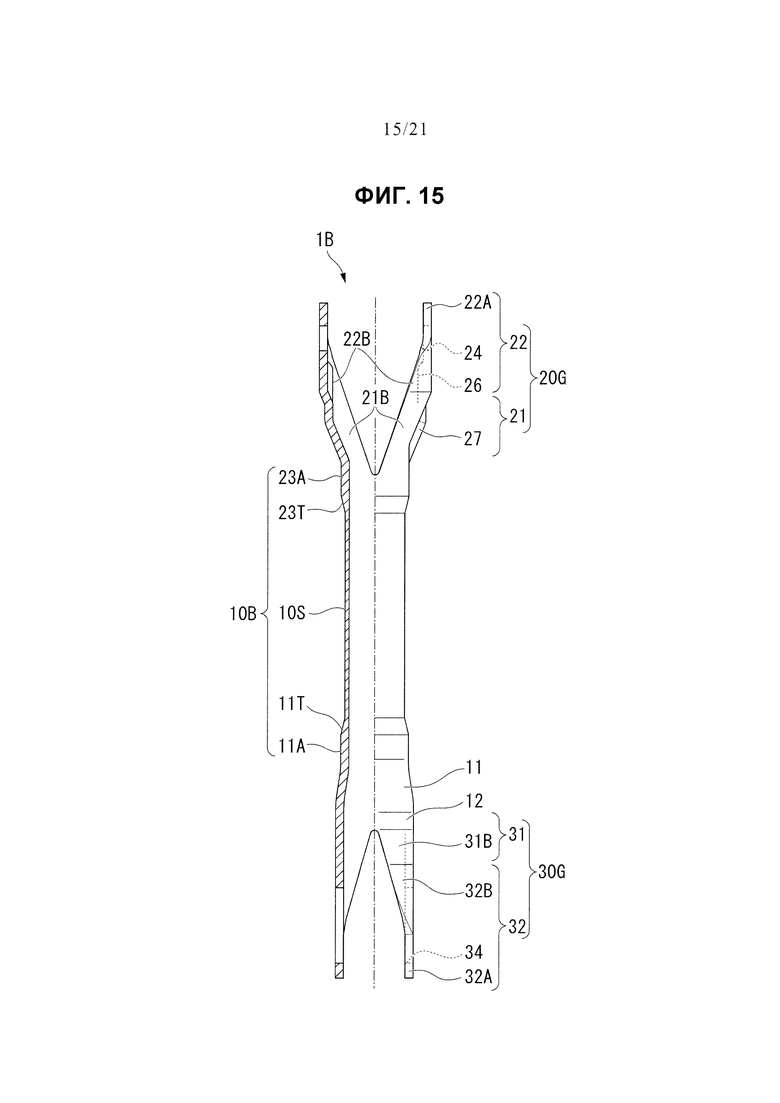
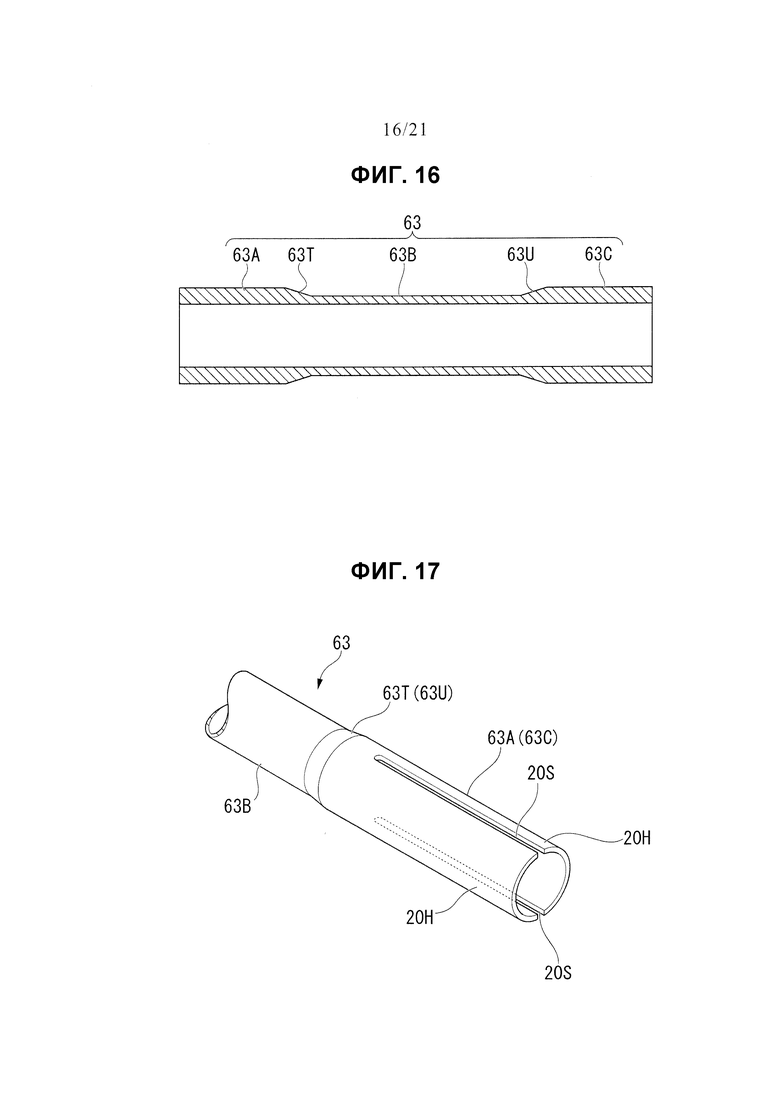
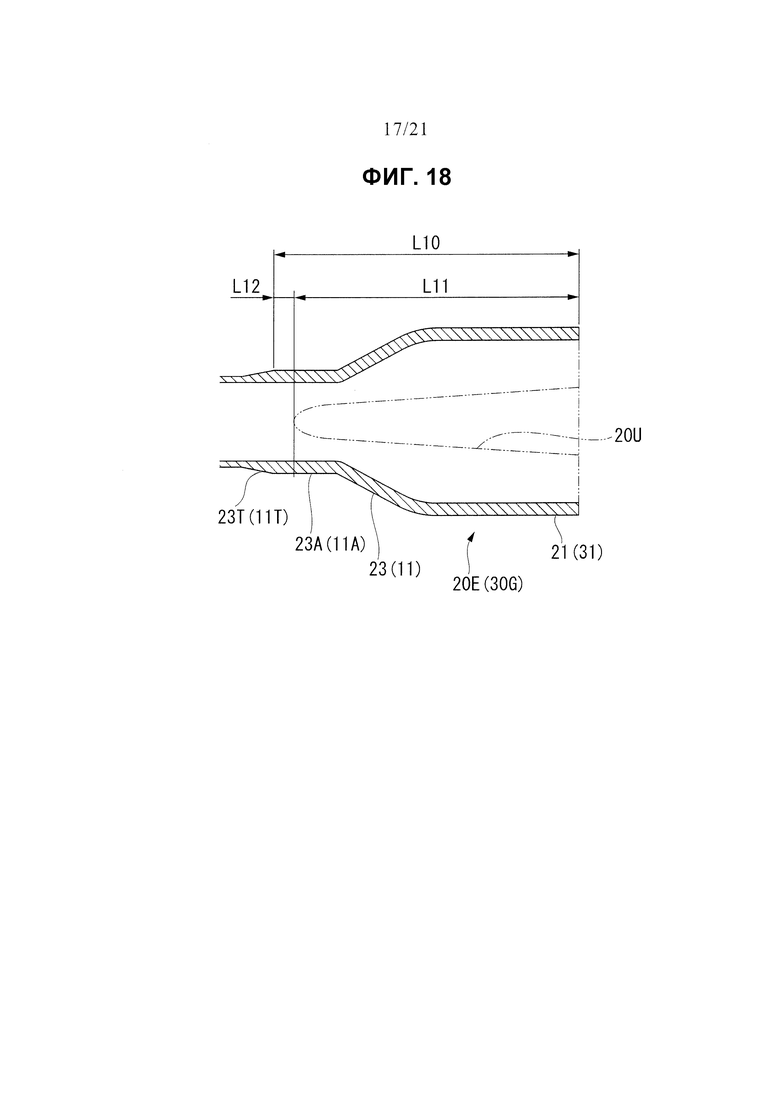
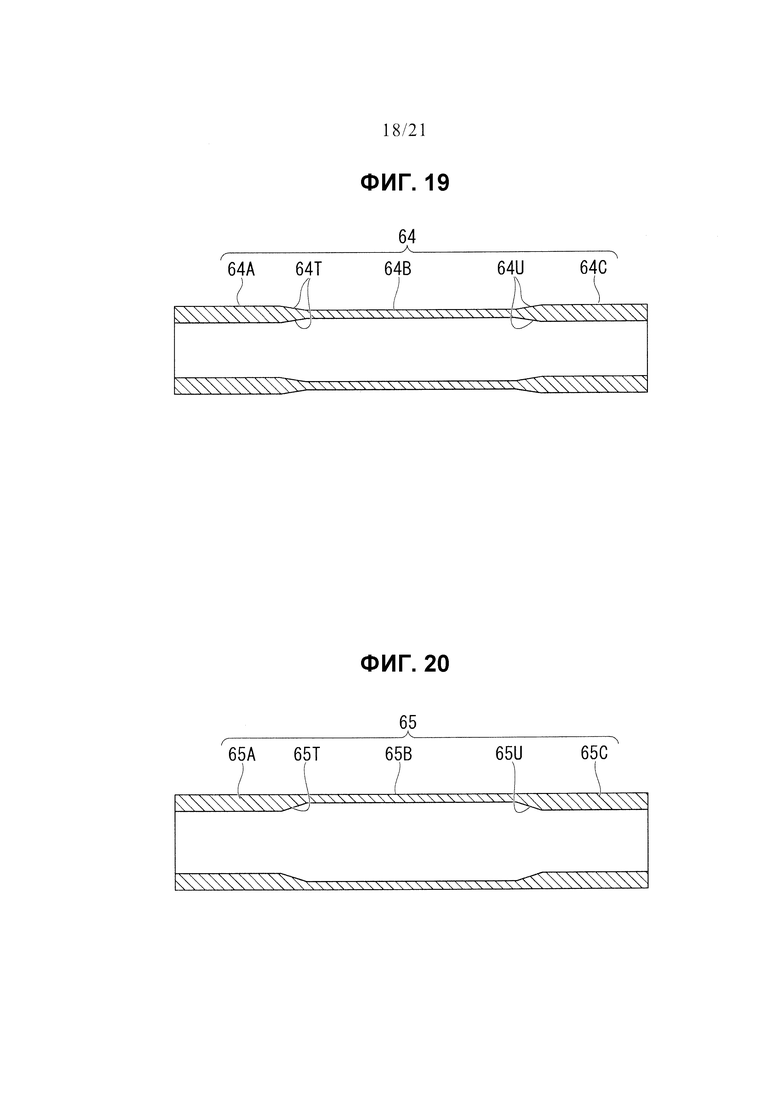
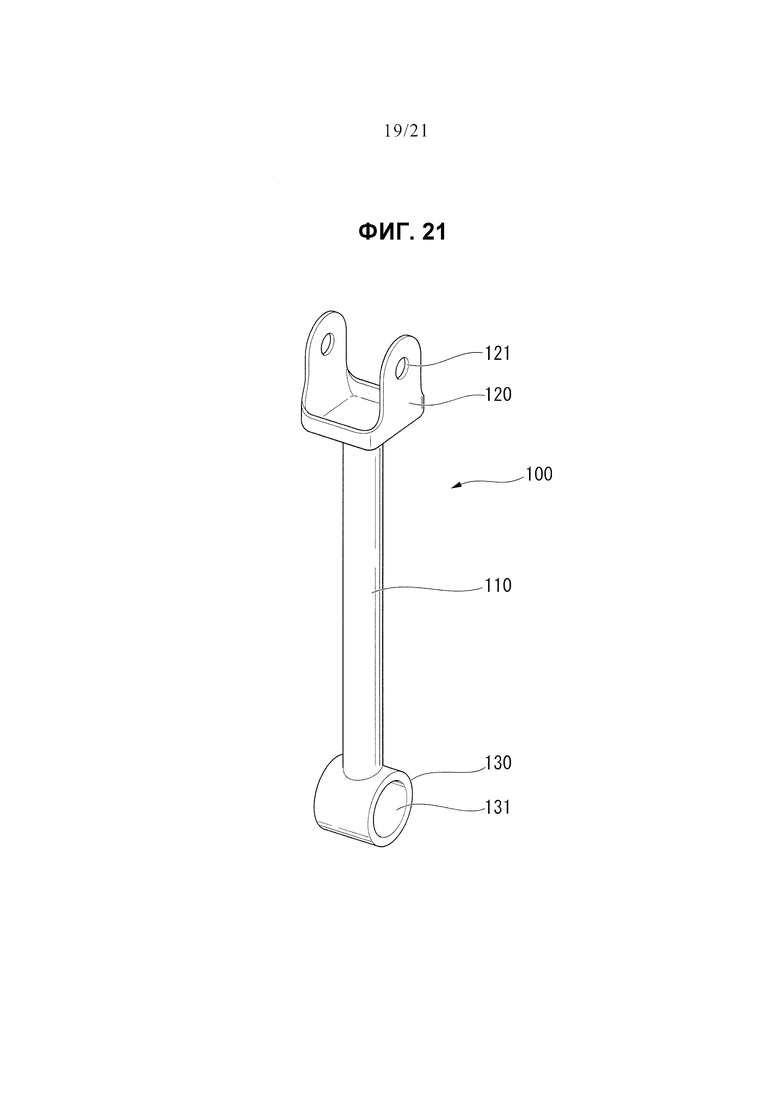
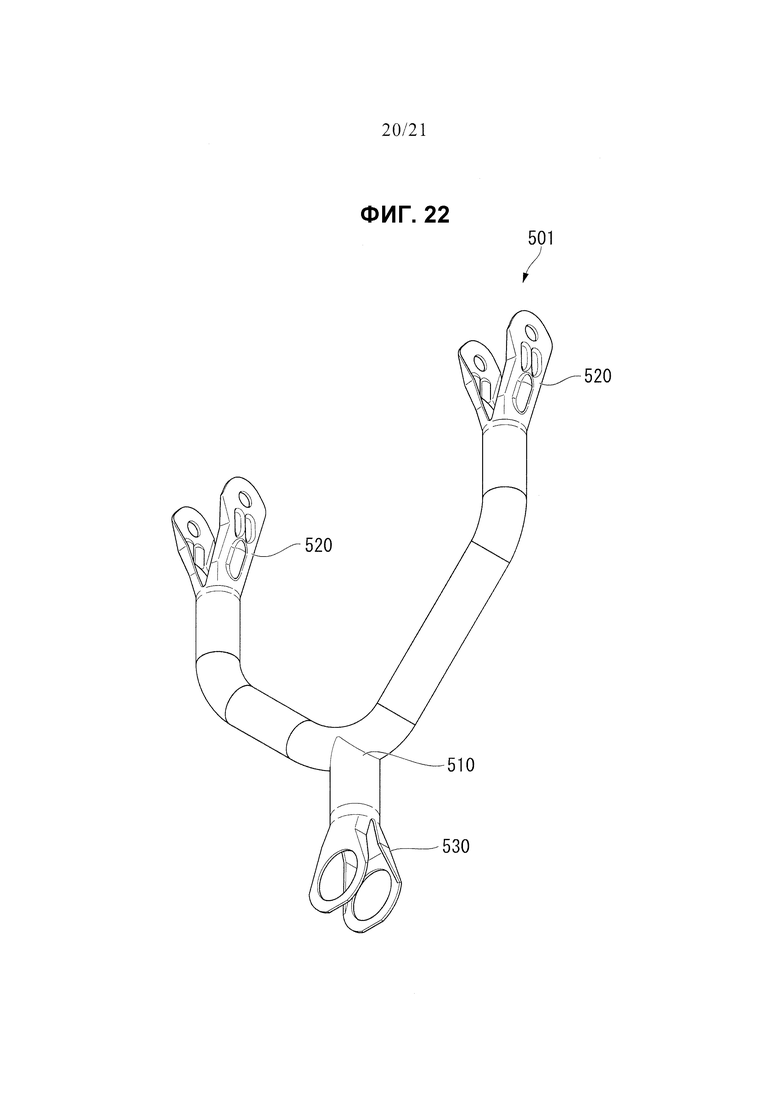
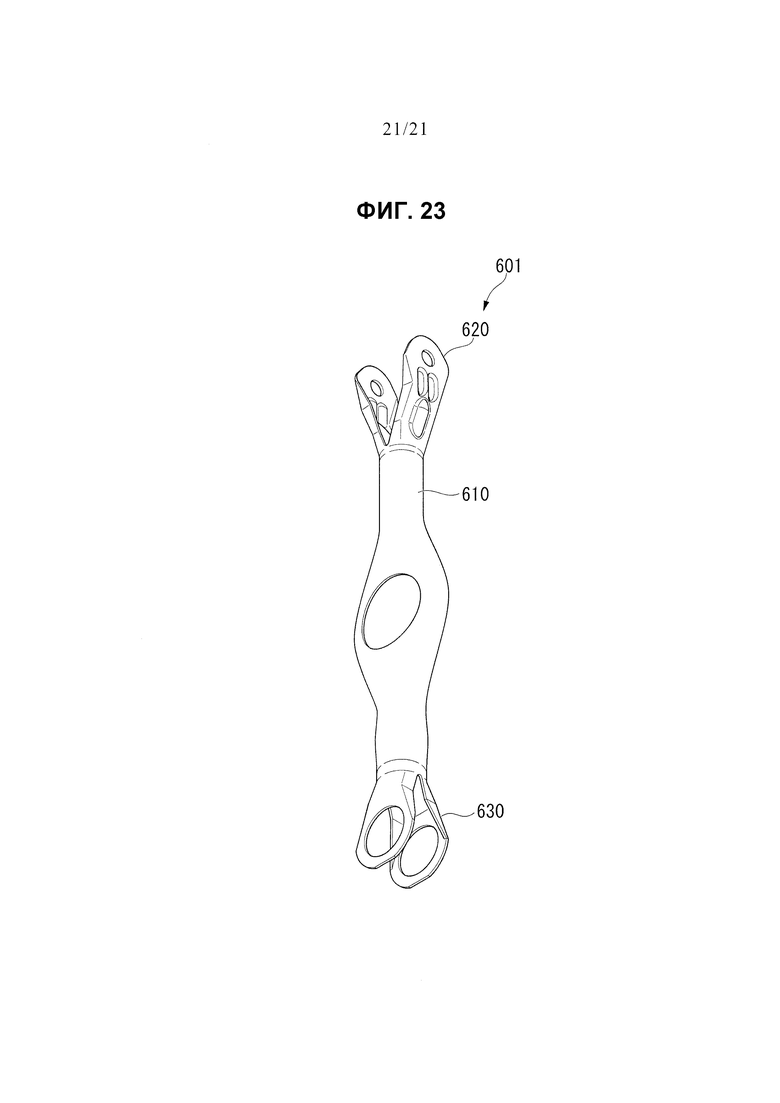
Группа изобретений относится к поперечной тяге подвески транспортного средства. Соединительная деталь содержит соединительную конструкцию. Соединительная конструкция содержит секцию полой штанги и крепежные секции, соединенные с оконечными секциями секции полой штанги. Крепежная секция включает в себя пару опорных оконечных секций, каждая из которых соединена с секцией периферийной стенки, формирующей замкнутое поперечное сечение в оконечной секции из секции полой штанги, и которые отделены друг от друга, и нижнюю стенку, включающую в себя плоскую поверхность, соединенную с парой опорных оконечных секций, и пару передних оконечных секций, включающих в себя пару боковых стенок, изгибающихся внутрь, по меньшей мере, из боковых оконечных секций нижней стенки со стороны опорной оконечной секции. Максимальная ширина передней оконечной секции превышает 1/2 длины внешней периферии в оконечной секции секции полой штанги. Достигается повышение прочности на продольный изгиб в отношении сжимающего напряжения в осевом направлении тяги и уменьшение веса. 3 н. и 15 з.п. ф-лы, 23 ил.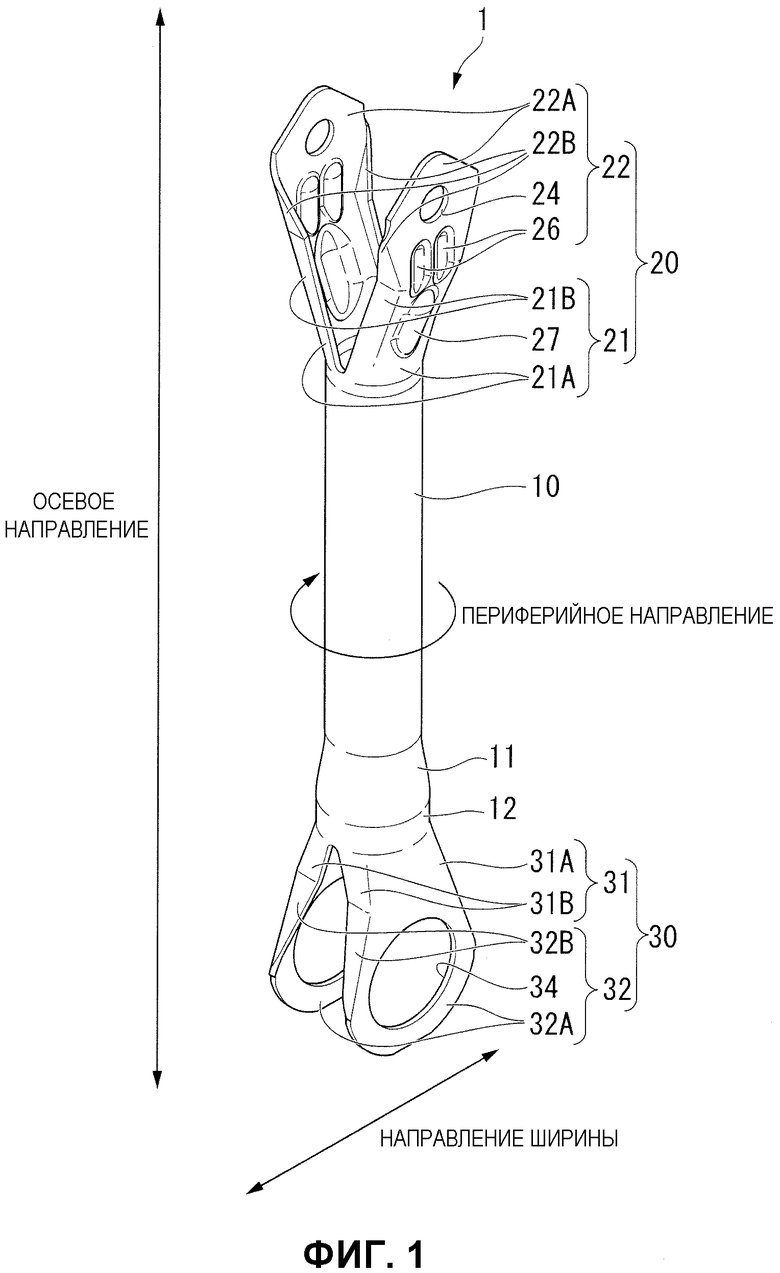
1. Соединительная конструкция, содержащая:
секцию полой штанги, сформированную из металлической трубы;
и
крепежные секции, сформированные посредством пластической деформации металлической трубы таким образом, чтобы они были соединены с оконечными секциями секции полой штанги,
при этом крепежная секция включает в себя:
пару опорных оконечных секций, каждая из которых соединена с секцией периферийной стенки, формирующей замкнутое поперечное сечение в оконечной секции из секции полой штанги, и которые отделены друг от друга, и
нижнюю стенку, включающую в себя плоскую поверхность, соединенную с парой опорных оконечных секций, и пару передних оконечных секций, включающих в себя пару боковых стенок, изгибающихся внутрь, по меньшей мере, из боковых оконечных секций нижней стенки со стороны опорной оконечной секции,
причем максимальная ширина передней оконечной секции превышает 1/2 длины внешней периферии в оконечной секции секции полой штанги.
2. Соединительная конструкция по п. 1, в которой крепежная секция сформирована посредством пластической деформации пары секций стенки, сформированных посредством создания двух прорезей, проходящих в осевом направлении металлической трубы в оконечной секции металлической трубы.
3. Соединительная конструкция по п. 1, в которой, в паре опорных оконечных секций, взаимный пространственный разнос со стороны передней оконечной секции превышает взаимный пространственный разнос со стороны секции полой штанги.
4. Соединительная конструкция по п. 1, в которой пара опорных оконечных секций включает в себя первый выступающий наружу валик усиления.
5. Соединительная конструкция по п. 1, в которой пара передних оконечных секций включает в себя второй выступающий внутрь валик усиления.
6. Соединительная конструкция по п. 1, в которой пара опорных оконечных секций включает в себя первый выступающий наружу валик усиления, а пара передних оконечных секций включает в себя второй выступающий внутрь валик усиления.
7. Соединительная конструкция по п. 1, в которой в крепежной секции используется утолщенная секция металлической трубы неравномерной толщины.
8. Соединительная конструкция по п. 1, в которой металлическая труба является металлической трубой, предел прочности на разрыв которой составляет 590 МПа или более.
9. Соединительная конструкция по п. 1, в которой металлическая труба является стальной трубой.
10. Соединительная деталь, содержащая соединительную конструкцию по любому из пп. 1-9.
11. Способ производства соединительной детали, включающей в себя секцию полой штанги и крепежную секцию, сформированную в виде единого целого с секцией полой штанги, включающий:
процесс формирования прорези для формирования пары секций стенки посредством формирования двух прорезей, проходящих в осевом направлении металлической трубы в оконечной секции металлической трубы,
первый процесс пластической деформации, при котором выполняют пластическую деформацию пары секций стенки с использованием пресс-формы, которая выполняет относительное перемещение в осевом направлении стальной трубы таким образом, чтобы прорези были отделены друг от друга, начиная со стороны опорного конца до стороны переднего конца, и
второй процесс пластической деформации, при котором выполняют пластическую деформацию пары секций стенки с использованием пресс-формы таким образом, чтобы каждая из пары секций стенки, пластическая деформация которых была выполнена посредством первого процесса пластической деформации, была соединена с секцией периферийной стенки, образуя замкнутое поперечное сечение в оконечной секции из секции полой штанги, и включала в себя пару опорных оконечных секций, отделенных друг от друга, нижние стенки, включающие в себя плоскую поверхность, соединенную с парой опорных оконечных секций, и пару передних оконечных секций, включающих в себя пару боковых стенок, изгибающихся внутрь, по меньшей мере, от боковых оконечных секций нижней стенки со стороны опорной оконечной секции.
12. Способ по п. 11, при котором перед процессом формирования разрезов периферийную длину секции периферийной стенки расширяют посредством вставки штампа в секцию периферийной стенки металлической трубы, формирующей замкнутое поперечное сечение, таким образом, чтобы выполнять расширение трубы так, чтобы максимальная ширина передней оконечной секции стала большей, чем 1/2 длины внешней периферии металлической трубы со стороны опорной оконечной секции в секции полой штанги.
13. Способ по п. 11 или 12, при котором во втором процессе пластической деформации выступающий наружу первый валик усиления формируют в паре опорных оконечных секций с использованием пресс-формы.
14. Способ по п. 11 или 12, при котором во втором процессе пластической деформации выступающий внутрь второй валик усиления формируют в паре передних оконечных секций с использованием пресс-формы.
15. Способ по п. 11 или 12, при котором во втором процессе пластической деформации выступающий наружу первый валик усиления формируют в паре опорных оконечных секций с использованием пресс-формы, а выступающий внутрь второй валик усиления формируют в паре передних оконечных секций с использованием пресс-формы.
16. Способ по п. 11 или 12, при котором в крепежной секции используют утолщенную секцию металлической трубы неравномерной толщины.
17. Способ по п. 11 или 12, при котором в качестве металлической трубы используют металлическую трубу, предел прочности на разрыв которой составляет 590 МПа или более.
18. Способ по п. 11 или 12, при котором в качестве металлической трубы используют стальную трубу.
| JP 2007076547 A, 29.03.2007 | |||
| JP 2010254255 A, 11.11.2010 | |||
| JP H0233786 U, 02.03.1990 | |||
| JP 2010076473 A, 08.04.2010 | |||
| JP H11115430 A, 08.04.2010. |

