ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение имеет отношение к картриджу, устанавливаемому с возможностью отсоединения на основном узле электрофотографического устройства формирования изображений, и к блоку для использования с электрофотографическим устройством формирования изображений.
УРОВЕНЬ ТЕХНИКИ
В традиционном электрофотографическом устройстве
формирования изображений, использующем электрофотографический процесс формирования изображения, электрофотографический светочувствительный элемент и средство обработки, воздействующее на электрофотографический светочувствительный элемент, собраны как единое целое в блок для изготовления технологического картриджа. Кроме того, используется тип, в котором технологический картридж может быть установлен с возможностью отсоединения на основном узле устройства формирования изображений.
В таком технологическом картридже, чтобы предотвратить утечку наружу проявляющего вещества (тонера), размещенного в технологическом картридже, технологический картридж выполняется с возможностью уплотнения между корпусом картриджа и между частями, составляющими технологический картридж, множеством уплотняющих элементов.
Например, в блоке очистки, включающем в себя ракель для удаления остаточного проявляющего вещества (остаточного тонера), остающегося на электрофотографическом светочувствительном элементе, обеспечивается уплотняющий элемент, как описано ниже. Уплотняющий элемент используется для предотвращения утечки остаточного тонера из промежутка между корпусом картриджа и ракелем за пределы технологического картриджа. В качестве такого уплотняющего элемента обеспечивается уплотнитель под ракелем для уплотнения промежутка между корпусом картриджа и ракелем, находящийся в контакте с ракелем по продольному направлению корпуса картриджа. Кроме того, обеспечиваются вертикальные уплотнители для уплотнения промежутка между корпусом картриджа и ракелем, находящиеся в контакте с ракелем в оконечных по длине частях корпуса картриджа.
При этом в качестве уплотняющего элемента используется упругий элемент, такой как пеноуретан, мягкий каучук или эластомерный полимер. Уплотняющий элемент прикрепляется к секции прикрепления между корпусом или между указанными частями с высокой точностью (выложенная патентная заявка Японии (JP-A) Hei 11-272071).
В последние годы, чтобы реализовать снижение затрат посредством увеличения производственной эффективности, и чтобы реализовать стабильность качества во время сборки, вместо ручной сборки производство технологического картриджа было сделано автоматическим с использованием устройства на каждом этапе сборки. Что касается уплотняющего элемента, также производилась автоматическая сборка.
Однако описанные выше традиционные конструкции сопровождались следующими проблемами. Иными словами, уплотняющий элемент представляет собой мягкую часть, и поэтому сложно удерживать уплотняющий элемент автоматом (роботом), вследствие чего сложно приложить уплотняющий элемент на корпус картриджа с высокой точностью. Кроме того, сложно собрать уплотняющий элемент с корпусом картриджа посредством автомата. Поэтому имеется вероятность, что уплотняющие характеристики для тонера понижаются.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение было сделано с учетом описанных выше обстоятельств. Основная задача настоящего изобретения состоит в том, чтобы обеспечить картридж и блок, которые способны улучшить выполнение сборки, когда уплотняющий элемент собирается с корпусом посредством автомата, и которые также могут реализовать сборку с высокой точностью для улучшения уплотняющих характеристик для тонера.
В соответствии с аспектом настоящего изобретения обеспечен картридж, устанавливаемый с возможностью отсоединения на основной узел устройства формирования изображений, содержащий: вращающийся элемент; ножевой элемент, входящий в контакт с вращающимся элементом; корпус, сформированный из полимерного материала, для поддержки ножевого элемента; и уплотняющий элемент, обеспеченный на корпусе, который должен входить в контакт с частью ножевого элемента, расположенный напротив части, где ножевой элемент входит в контакт с вращающимся элементом, на каждой из одной оконечной стороны и другой оконечной стороны ножевого элемента относительно направления оси вращающегося элемента, причем уплотняющий элемент сформирован на корпусе посредством инжекционного формирования для уплотнения промежутка между ножевым элементом и корпусом.
В соответствии с другим аспектом настоящего изобретения обеспечен блок для использования с устройством формирования изображений, содержащий: ножевой элемент, входящий в контакт с вращающимся элементом; корпус, сформированный из полимерного материала, для поддержки ножевого элемента; и уплотняющий элемент, обеспеченный на корпусе, который должен входить в контакт с частью ножевого элемента, расположенный напротив части, где ножевой элемент входит в контакт с вращающимся элементом, на каждой из одной оконечной стороны и другой оконечной стороны ножевого элемента относительно направления оси вращающегося элемента, причем уплотняющий элемент сформирован на корпусе посредством инжекционного формования для уплотнения промежутка между ножевым элементом и корпусом.
Эти и другие задачи, признаки и преимущества настоящего изобретения станут более понятны после рассмотрения последующего описания предпочтительных вариантов осуществления настоящего изобретения совместно с сопроводительными чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - схематическое сечение, показывающее общую структуру устройства формирования изображений в варианте осуществления.
Фиг. 2 - схематическое сечение технологического картриджа в варианте осуществления.
Фиг. 3 - схематическое сечение блока светочувствительного барабана в варианте осуществления.
Фиг. 4 - схематический вид спереди конструкции уплотнителя корпусного блока очистки в варианте осуществления.
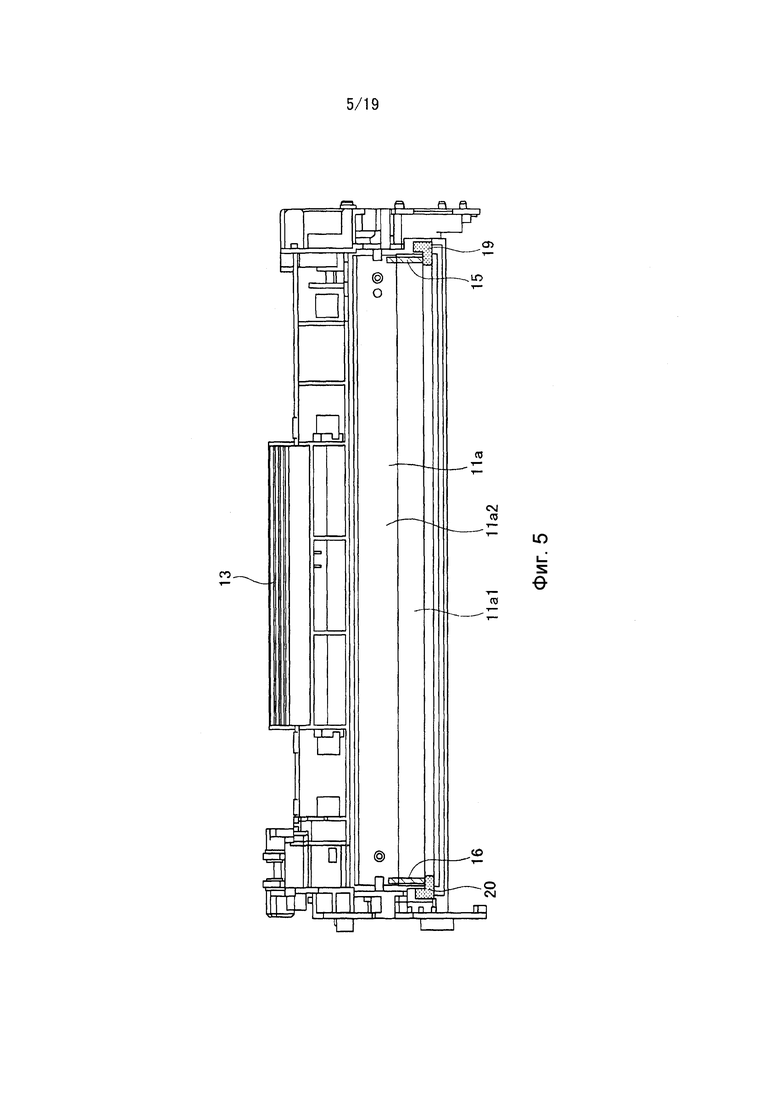
Фиг. 5 - схематический вид спереди корпусного блока очистки в варианте осуществления.
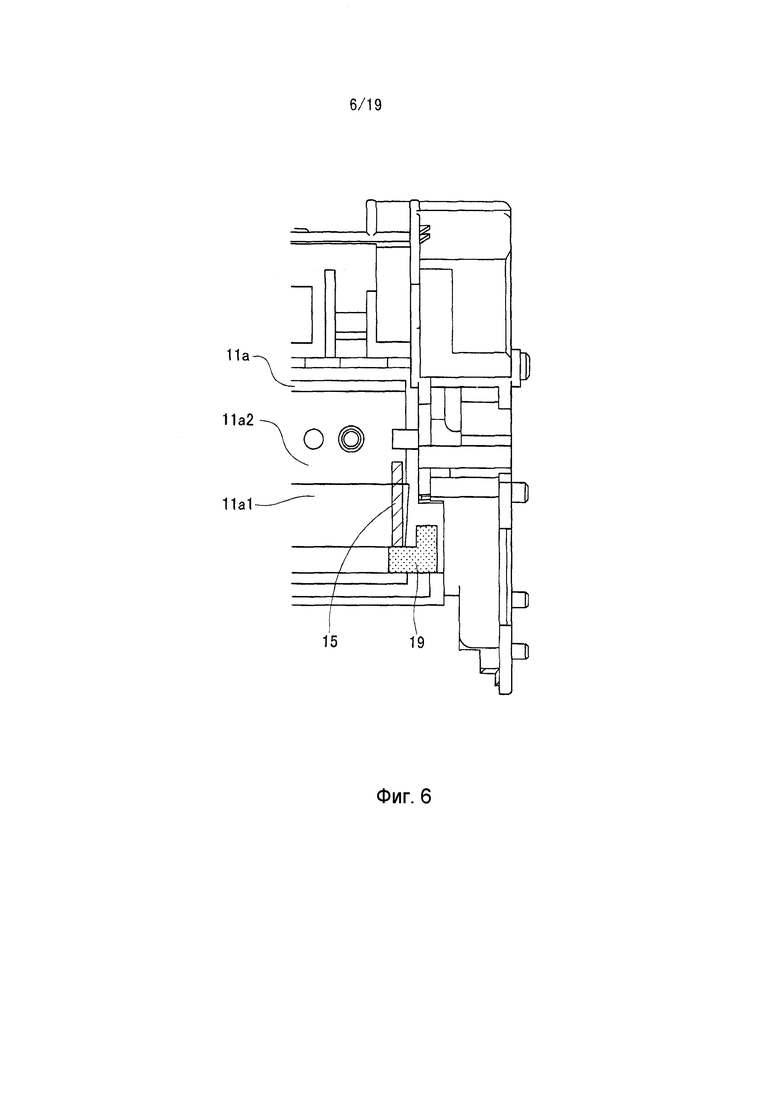
Фиг. 6 - схематический вид спереди вертикального уплотнителя корпусного блока очистки и его окружения в варианте осуществления.
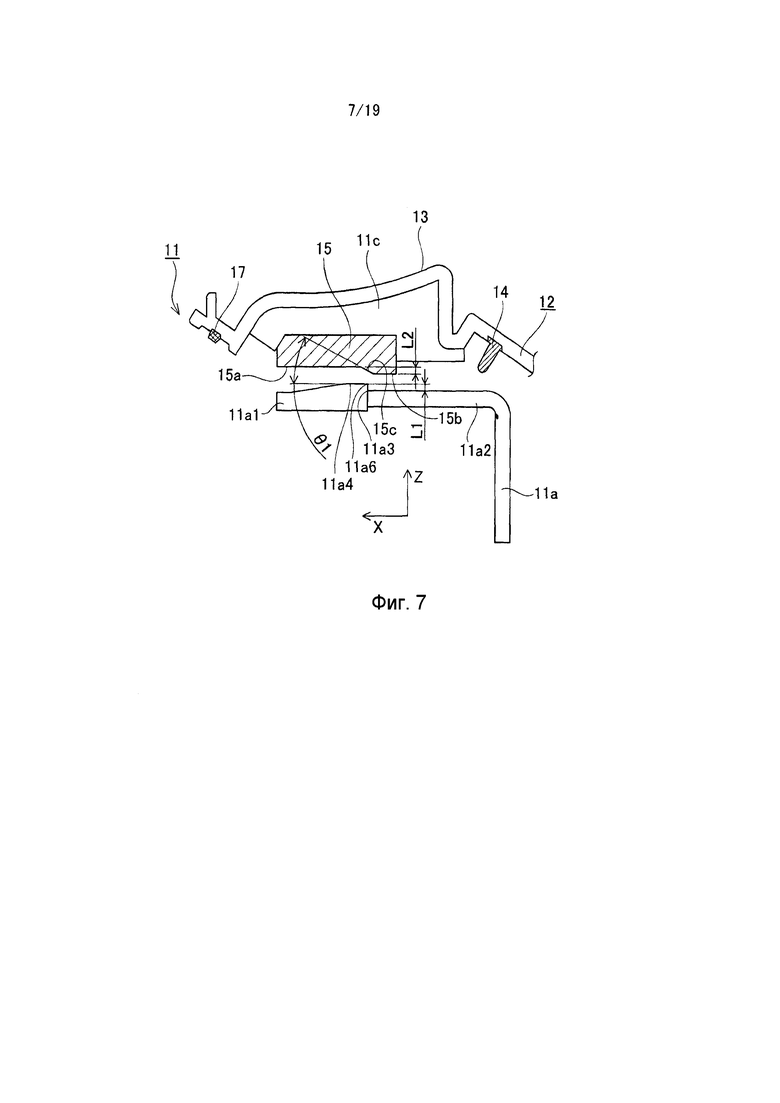
Фиг. 7 - схематическое сечение вертикального уплотнителя корпусного блока очистки и его окружения в варианте осуществления.
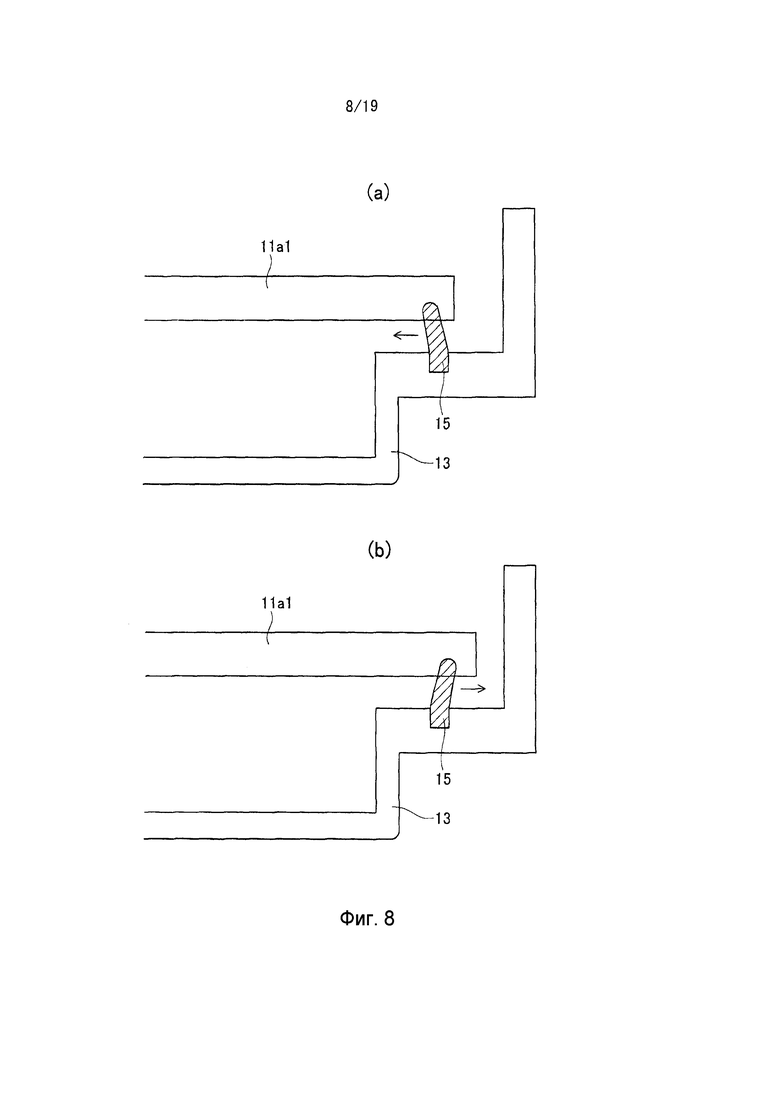
Фиг. 8(а) и (b) - схематические сечения, показывающие форму сечения вертикального уплотнителя в варианте осуществления.
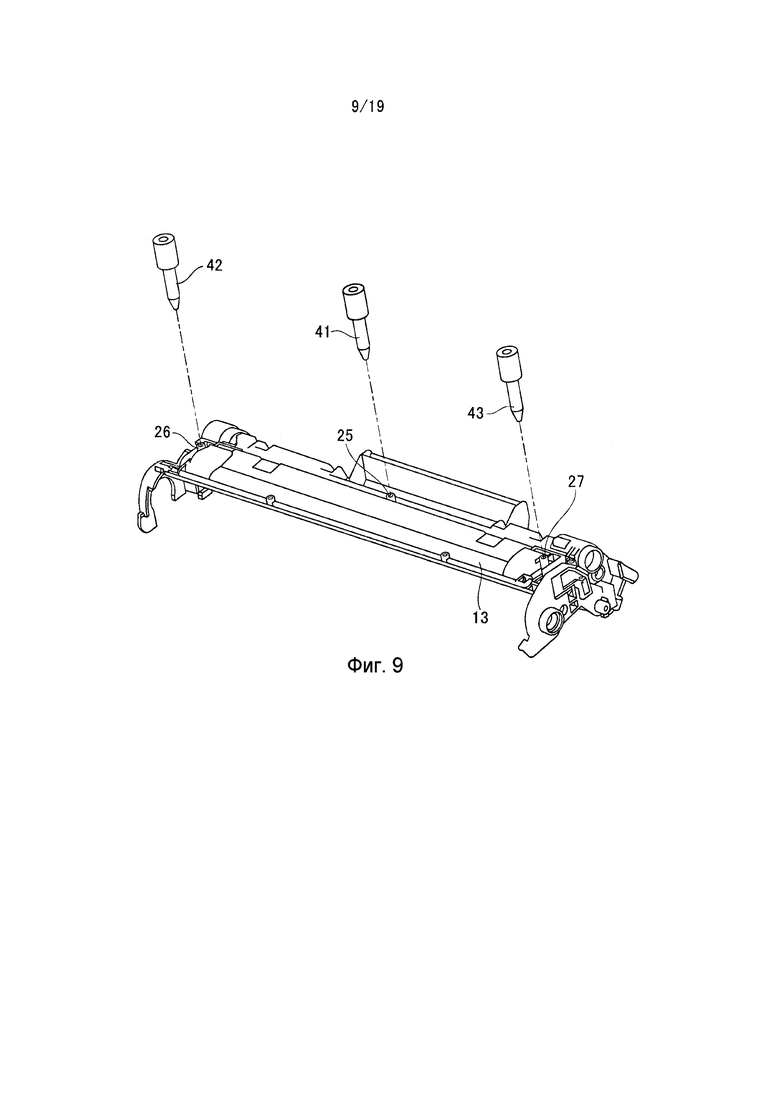
Фиг. 9 - схематический вид в перспективе, показывающий инжекционные части контейнера очистки в варианте осуществления.
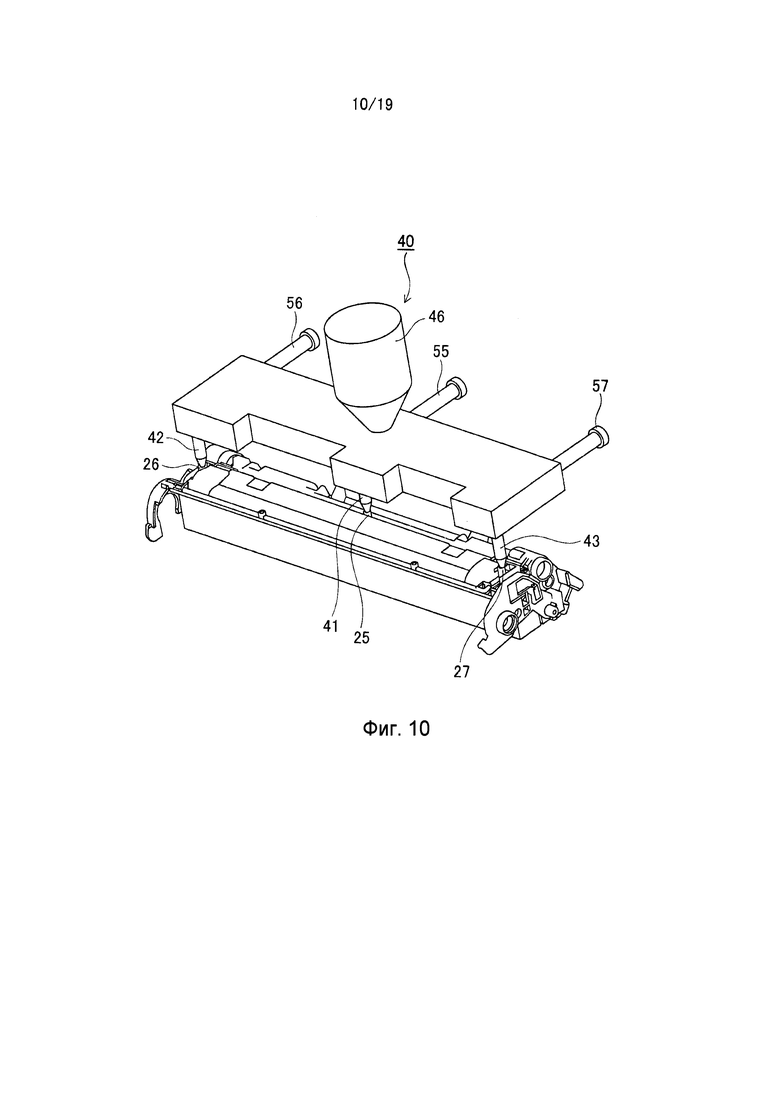
Фиг. 10 - схематический вид в перспективе, показывающий состояние, в котором контейнер очистки устанавливается в устройство инжекции полимерного материала в варианте осуществления.
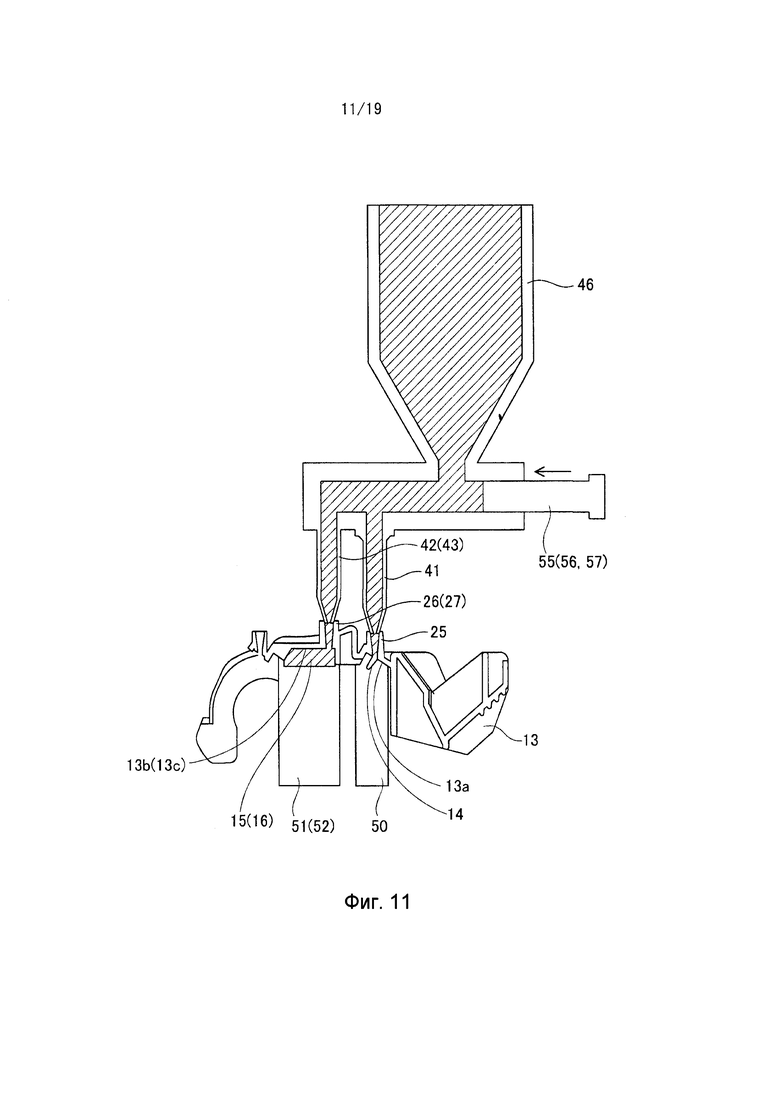
Фиг. 11 - схематический вид, показывающий состояние, в котором полимерный материал вводится для отливки в контейнер очистки в варианте осуществления.
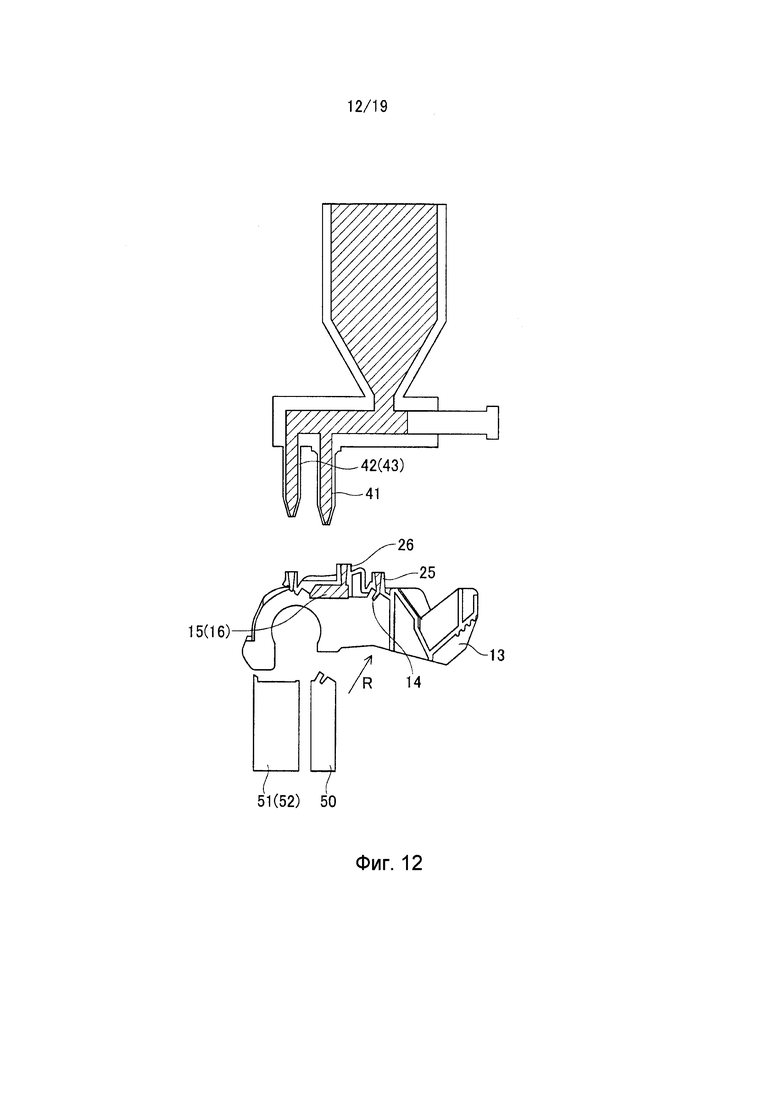
Фиг. 12 - схематический вид, показывающий состояние, после того как полимерный материал введен и отлит в контейнере очистки в варианте осуществления.
Фиг. 13(а) и (b), фиг. 14, фиг. 15(а) и (b), фиг. 16 и фиг. 17 - схематические сечения, каждое из которых показывает вертикальный уплотнитель корпусного блока очистки и его окружение в варианте осуществления.
Фиг. 18 - схематический вид в перспективе, показывающий несущую поверхность установки ракеля в варианте осуществления.
Фиг. 19 - увеличенный вид в перспективе, показывающий несущую поверхность установки ракеля в варианте осуществления.
Фиг. 20 - схематический вид в перспективе, показывающий вертикальный уплотнитель корпусного блока очистки и его окружение в варианте осуществления.
Фиг. 21, 22 и 23 - схематические сечения, каждое из которых показывает вертикальный уплотнитель корпусного блока очистки и его окружение в варианте осуществления.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее варианты осуществления настоящего изобретение будут иллюстративно и более определенно описаны со ссылкой на чертежи. Однако размерности, материалы, формы, относительные расположения и т.п.составляющих элементов, описанных в последующих вариантах осуществления, соответствующим образом изменяются в зависимости от конструкций или различных условий устройств, к которым применяется настоящее изобретение, и, таким образом, объем настоящего изобретения не ограничен этим.
Настоящее изобретение имеет отношение к картриджу, установленному с возможностью отсоединения в основном узле электрофотографического устройства формирования изображений. При этом электрофотографическое устройство формирования изображений формирует изображение на материале для записи посредством использования процесса формирования изображения электрофотографического типа. Примеры электрофотографического устройства формирования изображений могут включать в себя электрофотографическую копировальную машину, электрофотографический принтер (такой как лазерный принтер или светодиодный (LED) принтер), факсимильный аппарат и устройство для обработки текста. Кроме того, картридж представляет собой родовое название для барабан-картриджа для поддержки электрофотографического светочувствительного барабана (электрофотографического светочувствительного элемента), проявочного картриджа для поддержки средства проявки, технологического картриджа, изготовленного посредством сборки электрофотографического светочувствительного барабана и средства обработки в картридж (блок), и подобного картриджа. Средство обработки воздействует на электрофотографический светочувствительный барабан, и его примеры могут включать в себя заряжающее средство, средства проявки, средство очистки и т.п., которые воздействуют на электрофотографический светочувствительный барабан.
Вариант осуществления
Устройство формирования изображений и технологический картридж в этом варианте осуществления будут подробно описаны ниже со ссылкой на чертежи. В нижеследующем описании продольное направление (по длине) является направлением (направлением оси вращения светочувствительного барабана), пересекающим (по существу перпендикулярно) направление, в котором технологический картридж устанавливается в основной узел электрофотографического устройства формирования изображений.
Общая структура
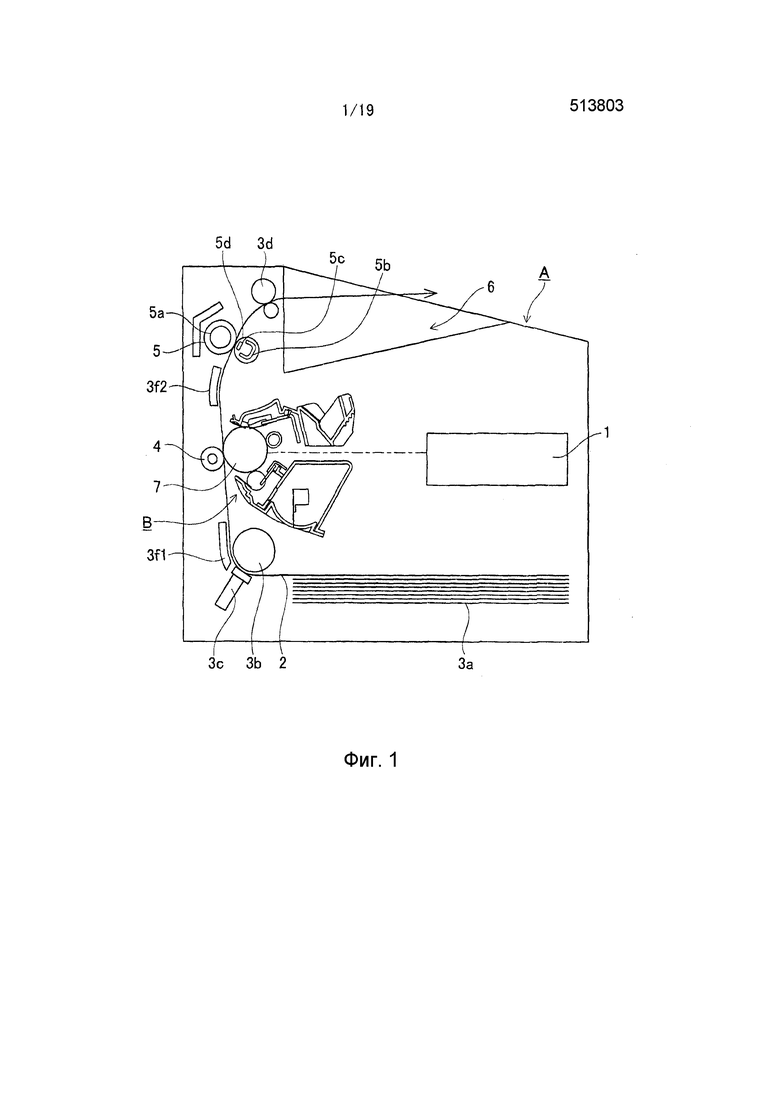
Общая структура устройства формирования изображений и технологического картриджа будет описана со ссылкой на фиг. 1 и 2. Фиг. 1 является схематическим сечением, показывающим общую структуру лазерного принтера как примера устройства формирования изображений в этом варианте осуществления, и фиг. 2 является схематическим сечением технологического картриджа в этом варианте осуществления.
Будет описана общая структура основного узла А устройства формирования изображений. Сначала, электрофотографический светочувствительный элемент 7 в форме барабана (несущий изображение элемент в качестве вращающегося элемента, именуемый в дальнейшем светочувствительным барабаном) облучается светом, на основе информации изображения, испускаемым от оптической системы в качестве оптического средства. В результате электростатическое скрытое изображение формируется на светочувствительном барабане 7 и затем проявляется с помощью проявляющего вещества (именуемого в дальнейшем тонером), вследствие чего изображение тонера формируется на поверхности светочувствительного барабана 7 (несущего изображение элемента). Синхронно с формированием изображения тонера листы материала 2 для записи (носителя записи, такого как бумага для записи, лист диапроектора (ОНР) или ткань) отделяются и подаются один за другим из секции 3а подачи (кассеты) валиком 3b захвата, и прижимной элемент 3с прижимается к валику 3b захвата. Затем посредством приложения напряжения к валику 4 переноса как средству переноса изображение тонера, сформированное на светочувствительном барабане 7 технологического картриджа В, переносится на материал 2 регистрации, поданный вдоль направляющей 3f1 подачи.
Затем материал 2 для записи, на который перенесено изображение тонера, передается средству 5 закрепления вдоль направляющей 3f2 передачи. Средство 5 закрепления включает в себя движущий валик 5а и вращающийся элемент 5d закрепления, который включает в себя нагреватель 5b, и который состоит из цилиндрической пластины, поддерживаемой с возможностью вращения элементом 5с поддержки, и закрепляет изображение тонера на проходящем материале 2 для записи под воздействием тепла и давления. Материал 2 для записи, на котором фиксируется изображение тонера, передается валиком 3d выгрузки и затем выгружается на секцию 6 выгрузки через путь обратной передачи. В этом варианте осуществления средство 3 передачи (подачи) состоит из валика 36 захвата, прижимного элемента 3с, валика 3d выгрузки и т.п., но без ограничения этим.
Структура технологического картриджа
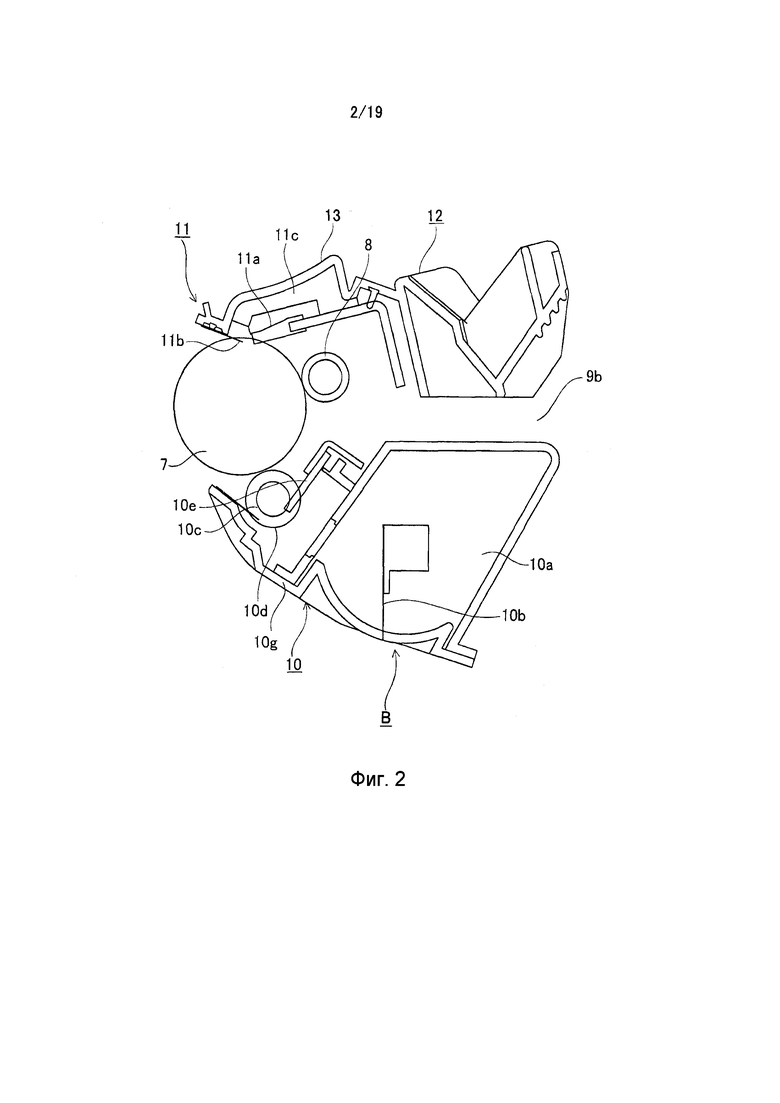
Технологический картридж В включает в себя, как показано на фиг. 2, светочувствительный барабан 7 и по меньшей мере одно средство обработки. Примеры средства обработки могут включать в себя заряжающее средство для электрической зарядки светочувствительного барабана 7, средство проявки для проявки электростатического скрытого изображения, сформированного на светочувствительном барабане 7, и средство очистки для удаления тонера (остаточного тонера, ненужного тонера или остаточного проявляющего вещества), остающегося на светочувствительном барабане 7 (несущем изображение элементе).
В технологическом картридже В в этом варианте осуществления, как показано на фиг. 2, вращающийся светочувствительный барабан 7, имеющий светочувствительную поверхность, приводится во вращательное движение, и его поверхность однородно заряжается посредством приложения напряжения к заряжающему валику 8 в качестве заряжающего средства. Технологический картридж В сформирован таким образом, что светочувствительный барабан 7 в заряженном состоянии через отверстие 9b подвергается воздействию света, на основании информации изображения, испускаемому из оптической системы 1, чтобы тем самым сформировать электростатическое скрытое изображение на поверхности светочувствительного барабана 7, и затем электростатическое скрытое изображение проявляется средством проявки.
Будет описана операция проявки с помощью средства проявки. Сначала тонер в секции 10а размещения тонера подается на валик 10d проявки, в который включен фиксированный магнит 10с в качестве вращающегося элемента проявки (элемента переноса проявляющего вещества) посредством вращающегося элемента 10b подачи в качестве средства подачи тонера. Затем посредством вращения валика 10d проявки слой тонера, которому передан трибоэлектрический заряд, формируется на поверхности валика 10d проявки. Кроме того, лезвие 10е проявки в качестве элемента регулирования толщины слоя проявляющего вещества регулирует толщину слоя тонера, перенесенного поверхностью валика 10d проявки (элемента переноса проявляющего вещества). Затем тонер переносится с поверхности валика 10d проявки на светочувствительный барабан 7 в зависимости от электростатического скрытого изображения, вследствие чего изображение тонера формируется (переносится) на светочувствительный барабан 7, и тем самым электростатическое скрытое изображение визуализируется.
Затем, посредством приложения к валику 3 переноса напряжения противоположной полярности по отношению к полярности заряда изображения тонера, изображение тонера переносится со светочувствительного барабана 7 на материал 2 для записи. Тонер, оставшийся на светочувствительном барабане 7 после переноса, счищается ракелем 11а в качестве ножевого элемента (средства очистки) и помещается в секции 11с размещения остаточного тонера (секции размещения проявляющего вещества). Пластина 11b приемника в качестве тонколистового элемента обеспечена для контакта со светочувствительным барабаном 7, вследствие чего предотвращается утечка тонера, размещенного в секции 11с размещения остаточного тонера, из секции 11с размещения остаточного тонера.
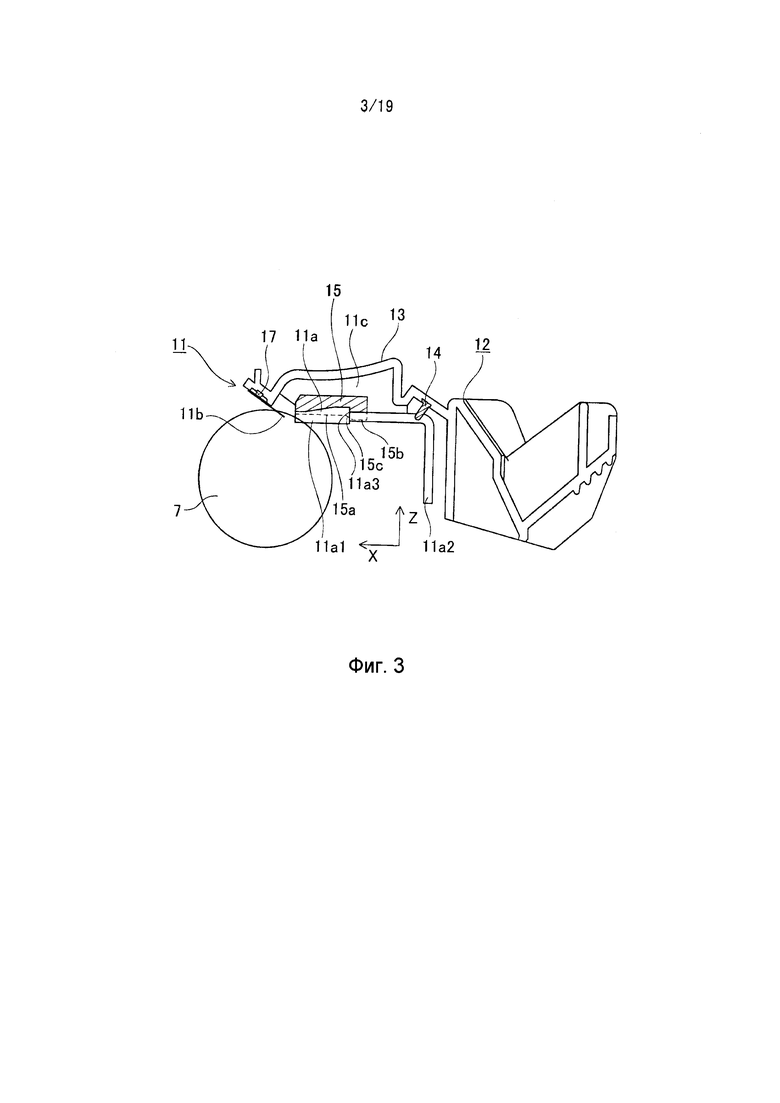
Технологический картридж В состоит из блока 11 светочувствительного барабана и блока 10 проявки. Блок 11 светочувствительного барабана включает в себя светочувствительный барабан 7, заряжающий валик 8, ракель 11а, пластину 11b приемника и корпусной блок 12 картриджа. Ракель 11а состоит из резиновой части 11a1, которая представляет собой узкий лист, находящийся в контакте со светочувствительным барабаном 7, и металлической пластинчатой части 11а2, которая представляет собой поддерживающую часть для поддержки резиновой части 11a1. Металлическая пластинчатая часть 11а2 обеспечена вдоль направления оси вращения светочувствительного барабана 7. Резиновая часть 11a1 поддерживается металлической пластинчатой частью 11а2 для вхождения в контакт со светочувствительным барабаном 7 и сформирована таким образом, чтобы покрывать участок металлической пластинчатой части 11а2 и простираться по направлению к светочувствительному барабану 7.
Блок 10 проявки включает в себя средство проявки, корпус (устройство) проявки, составляющий секцию 10а размещения тонера, и контейнер проявки. Средство проявки состоит из валика 10d проявки, лезвия 10е проявки и т.п.
Конструкция уплотнителя корпусного блока очистки
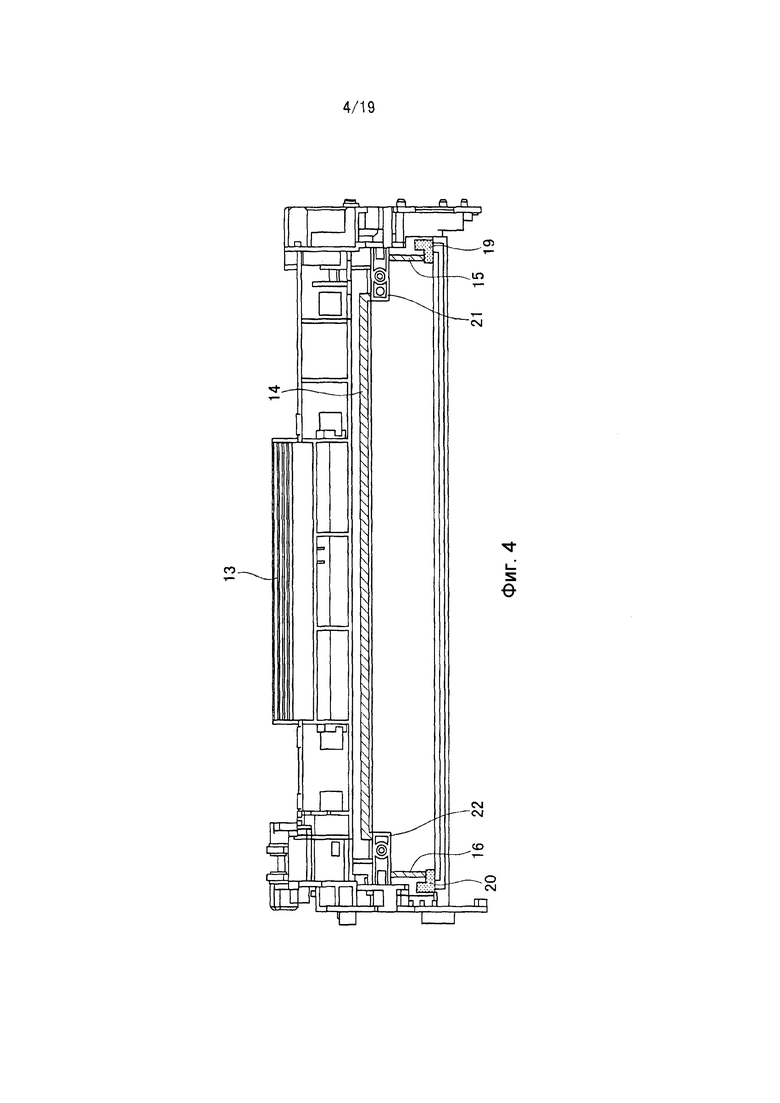
Конструкция уплотнителя блока корпуса очистки в этом варианте осуществления будет подробно описана со ссылкой на фиг. 3-8. Фиг. 3 является схематическим сечением блока светочувствительного барабана в этом варианте осуществления. Фиг. 4 является схематическим видом спереди конструкции уплотнителя корпусного блока очистки в этом варианте осуществления. Фиг. 5 является схематическим видом спереди корпусного блока очистки в состоянии, в котором ракель установлен, в этом варианте осуществления. Фиг. 6 является схематическим видом спереди вертикального уплотнителя корпусного блока очистки и его окружения в этом варианте осуществления. Фиг. 7 является схематическим сечением вертикального уплотнителя корпусного блока очистки и его окружения в этом варианте осуществления. Фиг. 8(а) и (b) являются схематическими сечениями, показывающими форму сечения вертикального уплотнителя в этом варианте осуществления.
Как показано на фиг. 3 и 4, корпусной блок 12 очистки включает в себя контейнер 3 очистки, включающий в себя секцию 11с размещения остаточного тонера, и включает в себя ракель 11а, уплотнитель 14 под ракелем, вертикальные уплотнители 15 и 16, и уплотнители 19 и 20 оконечных частей. Уплотнитель под ракелем 14 и вертикальные уплотнители 15 и 16 используются в качестве уплотняющего элемента для предотвращения утечки остаточного тонера для герметизации промежутка между ракелем 11а и контейнером 13 очистки. В частности, уплотнитель 14 под ракелем представляет собой уплотняющий элемент для герметизации (для предотвращения утечки тонера) промежутка между ракелем 11а и контейнером 13 очистки в продольном направлении контейнера 13 очистки. Кроме того, вертикальные уплотнители 15 и 16 в качестве первого уплотняющего элемента представляют собой уплотняющие элементы для герметизации промежутка между ракелем 11а и контейнером 13 очистки на одной оконечной стороне и другой оконечной стороне, соответственно, относительно продольного направления контейнера очистки 13. Уплотнители 19 и 20 оконечных частей в качестве второго уплотняющего элемента обеспечены на контейнере 13 очистки для герметизации промежутка между светочувствительным барабаном 8 и контейнером 13 очистки, находящимся в контакте с оконечными по длине частями светочувствительного барабана 7 в областях за пределами области формирования изображения.
Контейнер 13 очистки снабжен фиксирующим элементом 17 для закрепления пластины 11b приемника на контейнере 13 очистки. Контейнер 13 очистки соответствует корпусу, сформированному из полимерного материала, составляющему секцию 11с размещения остаточного тонера. Кроме того, ракель 11а собран с контейнером 13 очистки, чтобы образовать секцию 11с размещения остаточного тонера вместе с контейнером 13 очистки. Кроме того, вертикальные уплотнители 15 и 16 соответствуют уплотняющему элементу, и уплотнители 19 и 20 оконечных частей соответствуют уплотняющему элементу оконечной части.
Обеспечен уплотнитель 14 под ракелем, который простирается между несущими поверхностями 21 и 22 установки ракеля, обеспеченными в оконечных по длине частях контейнера 13 очистки. Вертикальные уплотнители 15 и 16 обеспечены в окружении несущих поверхностей 21 и 22 установки ракеля в одной оконечной стороне и другой оконечной стороне по длине контейнера 13 очистки. Уплотнитель 14 под ракелем и вертикальные уплотнители 15 и 16 отлиты как единое целое посредством инжекционной отливки на контейнере 13 очистки (корпусе) посредством использования упругого материала уплотнителя.
Далее будут описаны вертикальные уплотнители 15 и 16.
Вертикальные уплотнители 15 и 16 расположены симметрично в одной оконечной стороне и другой оконечной стороне по длине контейнера 13 очистки, и составляющие элементы, имеющие отношение к вертикальным уплотнителям 15 и 16, также симметричны. Таким образом, в качестве структуры вертикальных уплотнителей 15 и 16 в некоторых случаях описывается конструкция вертикального уплотнителя 15 в одной оконечной стороне, но это описание является верным и для вертикального уплотнителя 16.
Как показано на фиг. 5 и 6, вертикальные уплотнители 15 и 16 обеспечены в окружении несущих поверхностей 21 и 22 установки ракеля, как описано выше. В частности, вертикальные уплотнители 15 и 16 обеспечены в контакте с противоположной поверхностью (задней поверхностью) ракеля 11а от поверхности, где ракель 11а входит в контакт со светочувствительным барабаном 7, в областях вне области формирования изображения светочувствительного барабана 7 относительно продольного направления контейнера 13 очистки.
Кроме того, позиции, в которых вертикальные уплотнители 15 и 16 находятся в контакте с ракелем 11а, расположены внутри (по направлению к центральной по длине части или области формирования изображения) оконечных по длине частей каждой из резиновой части 11a1 и металлической пластинчатой части 11а2 ракеля 11а. В результате, состояние контакта вертикальных уплотнителей 15 и 16 с ракелем 11а может быть дополнительно стабилизировано.
Кроме того, чтобы предотвратить проход тонера между вертикальным уплотнителем 15 и уплотнителем 19 оконечной части и между вертикальным уплотнителем 16 и уплотнителем 20 оконечной части, вертикальные уплотнители 15 и 16 обеспечены в тех диапазонах по длине, где обеспечены уплотнители 19 и 20 оконечных частей. Таким образом, вертикальные уплотнители 15 и 16 выполнены таким образом, чтобы их продольные позиции, где они входят в контакт с ракелем 11а, перекрывали позиции расположения уплотнителей 19 и 20 оконечных частей.
Кроме того, как показано на фиг. 3 и 7, вертикальный уплотнитель 15 имеет такую форму, что он простирается от стороны контейнера 13 очистки к ракелю 11а. Секция, в качестве свободного конца вертикального уплотнителя 15, входящая в контакт с ракелем 11а, имеет следующую форму. Форма такова, что секция состоит из первой контактной части 15а, входящей в контакт с резиновой частью 11a1 ракеля 11а, и второй контактной части 15b, входящей в контакт с металлической пластинчатой частью 11а2 ракеля 11а. Первая и вторая контактные части 15а и 15b непрерывно соединены посредством наклонной поверхности 15с в качестве третьей контактной части, тем самым обеспечивая единую форму. Таким образом, вертикальный уплотнитель 15 включает в себя контактные части 15а и 15b и наклонную поверхность (наклонную секцию) 15с, которые как единое целое отлиты на контейнере 13 очистки. Контактная часть 15b соответствует выступающей части.
Граница между резиновой частью 11a1 и металлической пластинчатой частью 11а2 ракеля 11а включает в себя ступенчатую секцию L1, и наклонная поверхность 15 выполнена таким образом, что проходит над ступенчатой секцией L1 (наклонная поверхность 15с имеет форму, соответствующую ступенчатой секции L1). Ступенчатая секция L1 сформирована на границе между резиновой частью 11a1 и металлической пластинчатой частью 11а2 посредством частичного покрытия поверхности металлической пластинчатой части 11а2 резиновой частью 11a1.
Кроме того, контактная поверхность контактной части 15а и контактная поверхность контактной части 15b выполнены таким образом, чтобы обеспечить высоты, отличающиеся друг от друга в соответствии с формой ступенчатой секции поверхности ракеля 11а. Контактная поверхность наклонной поверхности 15с образует наклонную поверхность, соединяющую контактные поверхности контактных частей 15а и 15b, отличающиеся по высоте.
Таким образом, контактные части 15а и 15b, обеспеченные в соответствии с резиновой частью 11a1 и металлической пластинчатой частью 11а2 ракеля 11а, сформированы как единое целое, вследствие чего вертикальные уплотнители 15 и 16 могут быть обеспечены на контейнере 13 очистки с высокой точностью. В результате может быть произведена простая сборка с высокой точностью, вследствие чего может быть реализована стабилизация функции продукта. Кроме того, в этом варианте осуществления вертикальные уплотнители 15 и 16 отлиты с помощью полимерного материала, такого как эластомерный полимерный материал (упругий элемент), и поэтому, по сравнению с традиционным случаем, в котором в качестве уплотняющего элемента используется пеноуретан, становится возможно улучшить уплотняющие характеристики и герметичность.
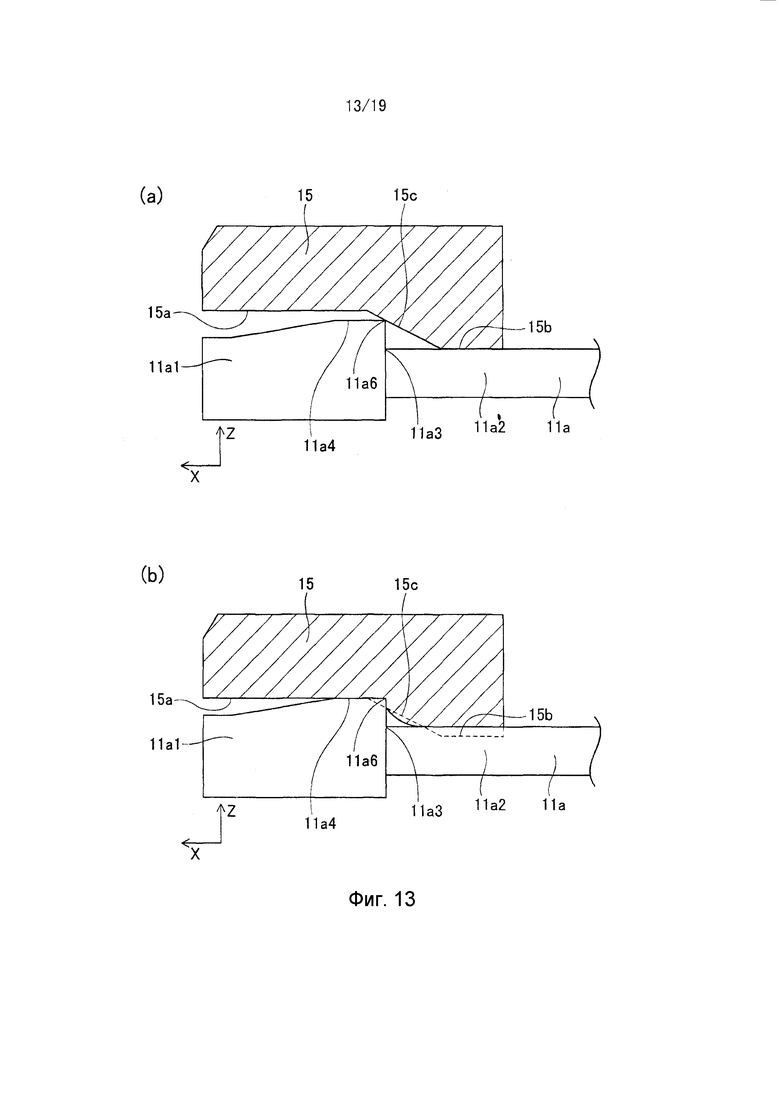
Далее будет подробно описана наклонная поверхность 15с со ссылкой на фиг. 7, части (а) и (b) фиг. 13 и части (а) и (b) фиг. 14, которые последовательно иллюстрируют операцию сборки ракеля 11а с контейнером 13 очистки.
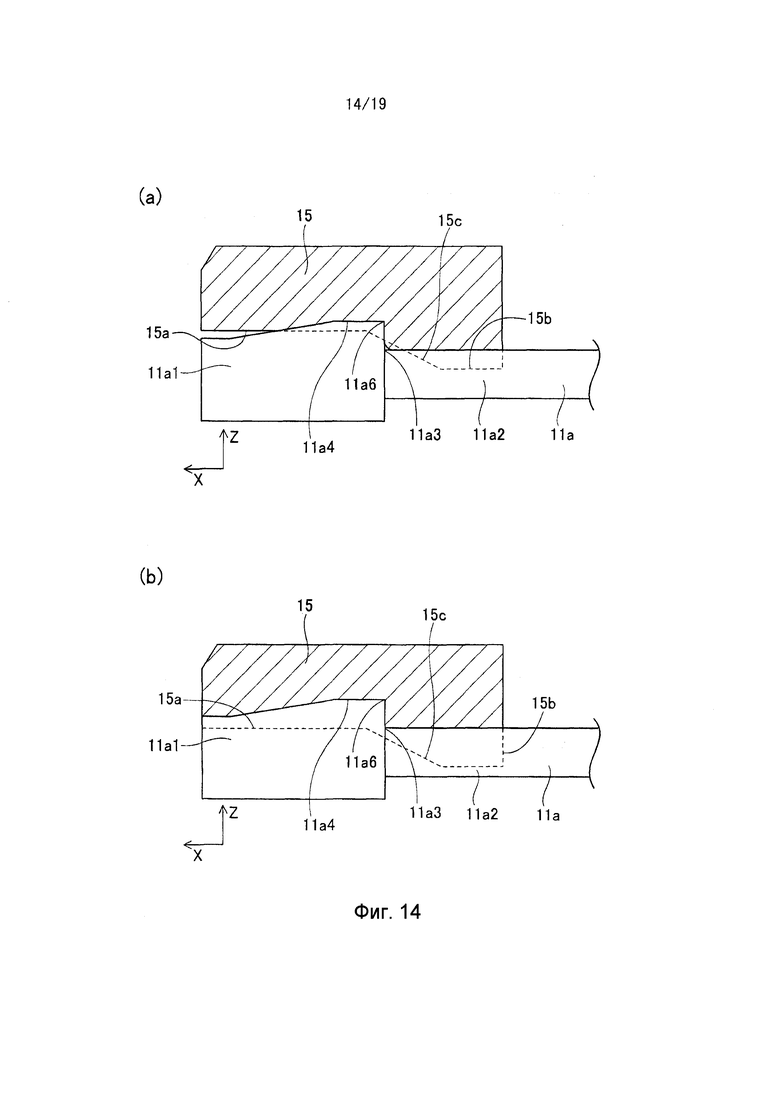
Фиг. 7 является схематическим видом, показывающим состояние для иллюстрации позиционного отношения между формами контактных частей ракеля 11а и вертикальным уплотнителем 15, в котором ракель 11а смещен от вертикального уплотнителя 15. Фиг. 13(а) и (b) и фиг. 14(а) и (b) являются схематическими видами, последовательно показывающими состояния деформации наклонной поверхности 15с в процессе операции сборки ракеля 11а с контейнером 13 очистки, в следующем порядке: фиг. 13(а), фиг. 13(b), фиг. 14(а) и фиг. 14(b). Фиг. 14(b) показывает состояние, в котором сборка ракеля 11а с контейнером 13 очистки завершена, и оно является таким же состоянием, как показанное на фиг. 3.
В этом варианте осуществления угол θ, образованный между контактной поверхностью 11а4 резиновой части 11a1 и наклонной поверхностью 15 с, составлял приблизительно 28 градусов. Длина (размер) ступенчатой секции L1 составляла приблизительно 0,5 мм, и длина L2 (расстояние или размер ступенчатой секции) между двумя контактными частями 15а и 15b вертикального уплотнителя относительно направления стрелки Z составляла приблизительно 0,8 мм. Контактная поверхность 11а4 резиновой части образует ступенчатую секцию L1 и не входит в контакт с металлической пластинчатой частью 11а2.
Фиг. 13(а) показывает состояние, в котором угловая секция 11а6 резиновой части 11a1 ракеля 11а начинает входить в контакт с наклонной поверхностью 15с. На фиг. 13(b) и фиг. 14(а) показаны состояния, в которых наклонная поверхность 15с и контактные части 15а и 15b постепенно сжимаются и деформируются (деформация сжатия). Угловая секция 11а6 выступает в направлении стороны вертикального уплотнителя 15 (уплотняющего элемента) в ступенчатой секции L1 контактных частей ракеля 11а. Кроме того, угловая секция 11а6 является секцией, образующей ступенчатую секцию L1 (в конечном участке контактной поверхности 11а4 резиновой части на стороне металлической пластинчатой части 11а2).
В этом варианте осуществления, хотя подробности будут описаны позже, в качестве материала для вертикальных уплотнителей 15 и 16 используется эластомерный полимер, имеющий упругость.
Как показано на фиг. 13(b) и фиг. 14(а), наклонная поверхность 15с вертикального уплотнителя 15 сжимается угловой секцией 11а6 и участком резиновой части 11a1, образующим ступенчатую секцию L1, вследствие чего сжатая часть наклонной поверхности 15с деформируется по направлению к угловой секции 11а3, образуя пространство. Угловая секция 11а3 (пересекающая секция) образована участком резиновой части 11a1, образующим ступенчатую секцию L1 (оконечную часть (поверхность) резиновой части 11a1 на стороне металлической пластинчатой части 11а2), и металлической пластинчатой частью 11а2.
Контактная часть 15b сжимается, в соответствии с конфигурацией, в которой L1<L2 на нижнем конце наклонной поверхности 15с посредством металлической пластинчатой части 11а2. В результате сжатая часть наклонной поверхности 15с перемещается в направлении стрелки X, чтобы заполнить пространство угловой секции 11а3. Нижний конец наклонной поверхности 15с представляет собой периферийную часть контактной части 15b и соответствует секции третьей контактной части, расположенной на периферии второй контактной части.
Посредством действий этих секций при сборке ракеля 11а наклонная поверхность 15с вертикального уплотнителя 15 деформируется, чтобы заполнить пространство угловой секции 11а3, тем самым, наконец заполняя в значительной степени пространство угловой секции 11а3. Таким образом, наклонная поверхность 15с приводится в контакт со ступенчатой секцией L1 и угловой секцией 11а3 (периферийной частью ступенчатой секции) без промежутка. Таким образом, на одной оконечной по длине стороне и другой оконечной по длине стороне контейнера 13 очистки вертикальные уплотнители 15 и 16 выполнены с возможностью входить в контакт с ракелем 11а без промежутка. В результате становится возможным поддерживать более хорошие уплотняющие характеристики для тонера.
Как описано выше, чтобы деформировать наклонную поверхность 15с, предпочтительно, чтобы угол θ1, образованный между контактной поверхностью полимерной секции 11а4 и наклонной поверхностью 15 с, находился в диапазоне 0 (градусов) ≤θ1≤90 (градусов), и соблюдалось отношение L1<L2.
С уменьшением ступенчатой секции L1 пространство угловой секции 11а3 более легко заполняется, и тем самым уплотняющие характеристики для тонера улучшаются.
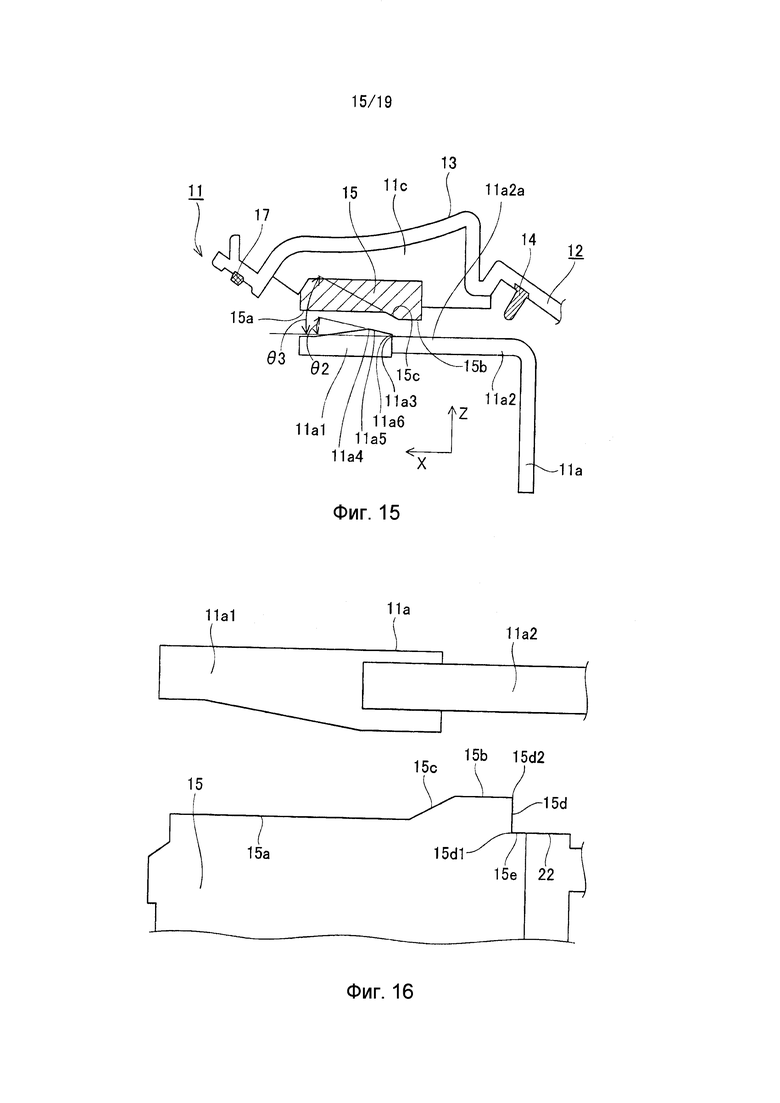
При этом угол, образованный между поддерживающей частью 11а2а металлической пластинчатой части 11а2, к которой присоединена резиновая часть 11a1, и наклонной поверхностью 11а5 контактной поверхности 11а4 резиновой части, обозначен θ2, и угол, образованный между поддерживающей частью 11а2а и наклонной поверхностью 15с, обозначен θ3. Даже в случае, показанном на фиг. 15, когда угол θ3 находится в диапазоне 0 (градусов) ≤θ3<90 (градусов), и θ2<θ3, пространство угловой секции 11а3 может быть аналогичным образом заполнено вертикальным уплотнителем 15, вследствие чего могут поддерживаться более хорошие уплотняющие характеристики для тонера. Контактная поверхность 11а4 резиновой части составляет ступенчатую секцию L1 и не входит в контакт с металлической пластинчатой частью 11а2.
Далее со ссылкой на фиг. 16-22 будет описана конструкция для улучшения уплотняющих характеристик для тонера на границе между оконечной поверхностью 15d, противоположной по отношению к наклонной поверхности 15с, вертикального уплотнителя 15 и несущей поверхностью 22 установки в качестве поверхности закрепления ракеля 11а (металлической пластинчатой части 11а2).
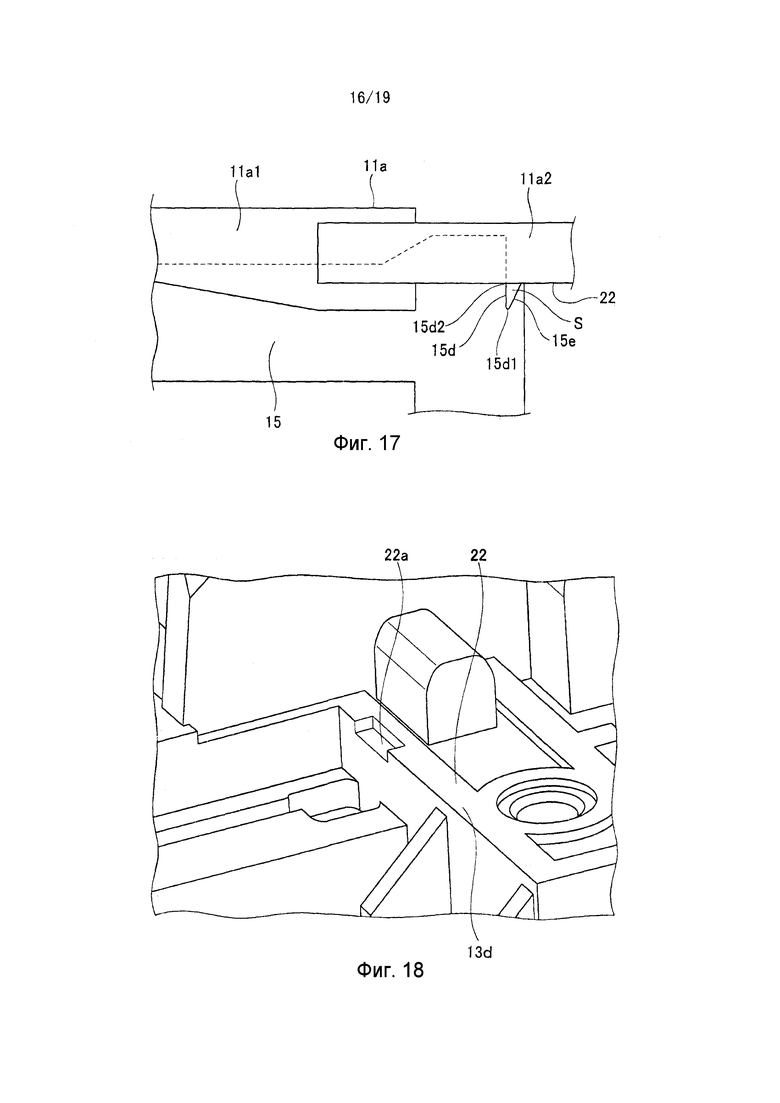
Фиг. 16 и 17 являются схематическими сечениями, каждое из которых показывает вертикальный уплотнитель и его окружение корпусного блока 12 очистки в этом варианте осуществления. Фиг. 18 является видом в перспективе несущей поверхности 22 установки ракеля 11а в этом варианте осуществления. Фиг. 19 является увеличенным видом несущей поверхности 22 установки ракеля 11а в этом варианте осуществления. Фиг. 20 является видом в перспективе, показывающим вертикальный уплотнитель и его окружение блока 12 корпуса очистки в этом варианте осуществления. Фиг. 21 и 22 являются схематическими сечениями, каждое из которых показывает вертикальный уплотнитель и его окружение блока 12 корпуса очистки в этом варианте осуществления.
Несущие поверхности 21 и 22 установки обеспечены в секции 13d стенки контейнера 13 очистки. Оконечная поверхность 15d соответствует боковой поверхности контактной части 15b на стороне несущей поверхности 22 установки (стороне поверхности закрепления). На фиг. 16-22 для удобства объяснения, по сравнению с предыдущими фигурами, позиционные отношения между ракелем 11а и вертикальным уплотнителем 15 показаны в перевернутом состоянии.
Вертикальный уплотнитель 15, как описано позже, отливается посредством ввода расплавленного полимерного материала в литейную форму (не показана), входящую в контакт с контейнером 13 очистки.
На границе между оконечной поверхностью 15d и несущей 22 поверхностью установки имеется необходимость воспрепятствовать наплыву вертикального уплотнителя 15 на несущую 22 поверхность установки, чтобы устранить влияние на позиционную точность ракеля 11а относительно контактной позиции 11a11 светочувствительного барабана. Таким образом, вся несущая поверхность 22 установки должна быть надежно герметизирована посредством металлической литейной формы. Также контейнер 13 очистки, в контакт с которым должна входить металлическая литейная форма, является продуктом отливки, и имеются вариации размеров до некоторой степени, и поэтому также с учетом этой вариации контактная поверхность металлической литейной формы должна быть сделана несколько большей, чем область несущей поверхности 22 установки.
В результате оконечная часть 15d вертикального уплотнителя 15 после отливки расположена в его граничной части в позиции, отделенной интервалом (в направлении налево) от несущей поверхности 22 установки, как показано на фиг. 16, вследствие чего вертикальный уплотнитель 15 снабжен нижней поверхностью 15е в качестве четвертой контактной части. В результате вертикальный уплотнитель 15 имеет форму, похожую на букву L, образованную посредством оконечной поверхности 15d и нижней поверхности 15е. Нижняя поверхность 15е соответствует плоской поверхности (части), где она выровнена с несущей поверхностью 22 установки (в состоянии, в котором между двумя поверхностями нет ступенчатой секции, чтобы сформировать плоскую (выровненную) поверхность). Контактная часть 15b выступает от нижней поверхности 15е по направлению к металлической пластинчатой части 11а2.
Вертикальному уплотнителю 15 придана описанная выше форма, вследствие чего можно предотвратить наплыв оконечной части 15d вертикального уплотнителя 15 на несущую поверхность 22 установки.
Однако в случае, когда ракель 11а устанавливается на контейнере 13 очистки, снабженном вертикальным уплотнителем 15, имеющим такую форму, опытным путем обнаружен следующий факт. Иначе говоря, опытным путем обнаружено, что вертикальный уплотнитель 15, сжатый металлической пластинчатой частью 11а2, деформируется, как показано на фиг. 17, чтобы обеспечить пространство S на вертикальном уплотнителе 15, вследствие чего не могут поддерживаться уплотняющие характеристики для тонера.
Эта причина будет описана ниже.
Вертикальному уплотнителю 15 придана по существу форма буквы L, чтобы сформировать угловую секцию 15d1, вследствие чего жесткость части с формой, по существу представляющей букву L (угловой периферийной части, включающей в себя угловую секцию 15d1), выше, чем в другой части. Поэтому, когда вертикальный уплотнитель 15 сжимается металлической пластинчатой частью 11а2, часть с формой, по существу представляющей букву L, склонна опуститься внутрь вертикального уплотнителя 15 (уплотняющего элемента), сохраняя форму буквы L. Посредством опускания части с формой буквы L объем уплотняющего элемента (полимерного материала) в вертикальном уплотнителе 15 увеличивается, но полимерный материал, присутствующий в опускающейся области части с формой буквы L, деформируется и перемещается в продольном направлении влево. Поэтому полимерный материал в части с формой буквы L вертикального уплотнителя 15 (на периферии угловой секции части с формой буквы L) опускается внутрь вертикального уплотнителя 15, оставляя пространство, и в результате формируется промежуток S.
В этом варианте осуществления конструкция уплотнителя, то есть, форма на стороне корпуса и форма уплотняющего элемента, сформированного как единое целое с корпусом, была оптимизирована.
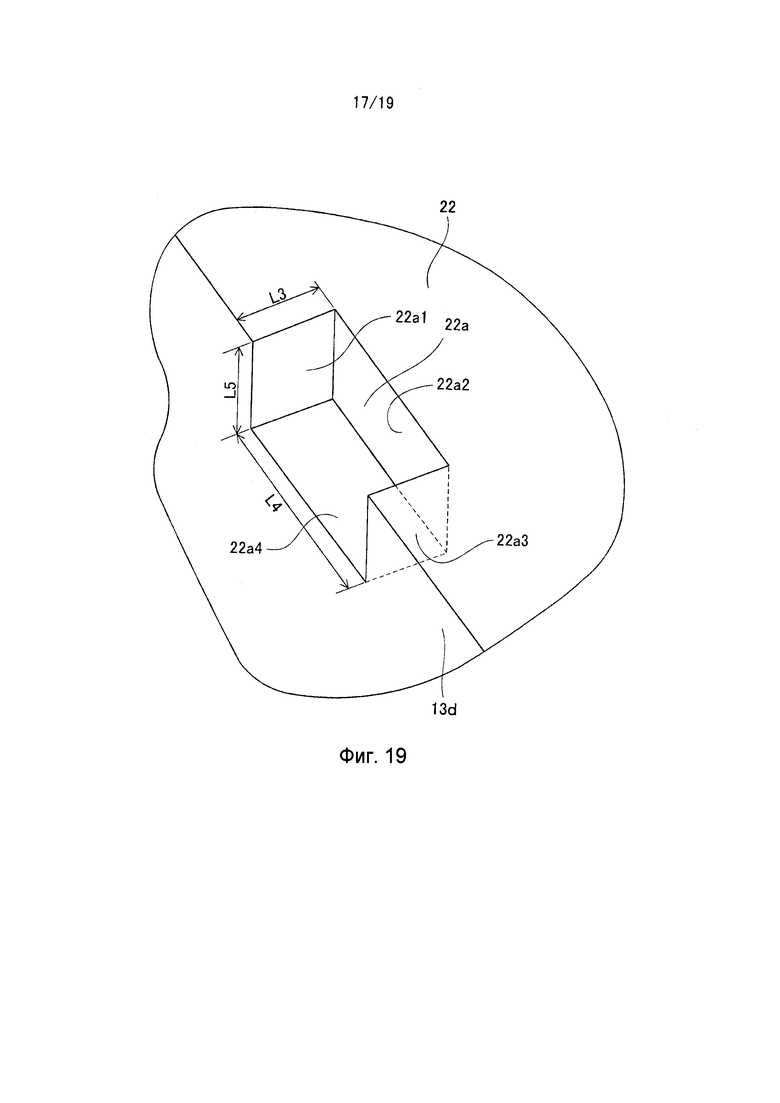
Таким образом, когда ракель 11а собирается с контейнером 13 очистки, чтобы предотвратить формирование интервала S, как показано на фиг. 16, секция 13d стенки контейнера 13 очистки была снабжена углубленной частью 22а, где частично расположена несущая поверхность 22 установки. Далее, как показано на фиг. 20, вертикальному уплотнителю 15 была придана такая форма, чтобы угловая секция 15d1 и нижняя поверхность 15е входили в углубленную часть 22а. На фиг. 19 углубленная часть 22а показана с увеличением.
Углубленная часть 22а формирует узкое пространство, заданное четырьмя поверхностями (ограничивающими поверхностями) 22а1, 22а2, 22а3 и 22а4. В этом варианте осуществления размеры углубленной части 22а составляют: L3=0,8 мм, L4=3 мм и L5=0,5 мм. Отлитый продукт вертикального уплотнителя 15 на контейнере 13 очистки показан на фиг. 20 как вид в перспективе, и на фиг. 21 как основное сечение. На этих фигурах размеры вертикального уплотнителя 15 составляют: L6=0,3 мм, А1=2 мм, A2(=L4)=3 мм, B1(=L5)=0,5 мм и В2=1,2 мм.
L3 - длина (ширина) углубленной части 22а относительно направления, перпендикулярного по отношению к продольному направлению несущей поверхности 22 установки. L4 - длина (ширина) углубленной части 22а относительно продольного направления (расстояния по длине между поверхностями 22а1 и 22а3). L5 - длина от несущей поверхности 22 установки до поверхности 22а4 в направлении, перпендикулярном по отношению к несущей поверхности 22 установки (глубина углубленной части 22а). L6 - длина (ширина) нижней поверхности 15е в качестве четвертой контактной части относительно направления, перпендикулярного по отношению к продольному направлению несущей поверхности 22 установки. А1 - длина контактной части 15b относительно продольного направления. А2 - длина нижней поверхности 15е относительно продольного направления, равная L4. В1 - длина от нижней поверхности 15е до поверхности 22а4 относительно направления, перпендикулярного по отношению к несущей поверхности 22 установки. В2 - высота выступа контактной части 15b от нижней поверхности 15е относительно направления, перпендикулярного по отношению к несущей поверхности 22 установки. Поверхность 22а4 является нижней поверхностью.
Когда ракель 11а собирается с контейнером 13 очистки, на котором отлит вертикальный уплотнитель 15, и затем вертикальный уплотнитель 15 сжимается, угловая секция 15d1 склонна опуститься во внутреннюю часть уплотняющего элемента так же, как описано выше.
Однако периферия угловой секции 15d1 окружена четырьмя поверхностями углубленной части 22а, и поэтому уплотняющий элемент, присутствующий в области, в которой опускается часть с формой буквы L, стабилизируется (ограничивается) в выходе из пространства, вследствие чего уплотняющий элемент сжимается в углубленной части 22а.
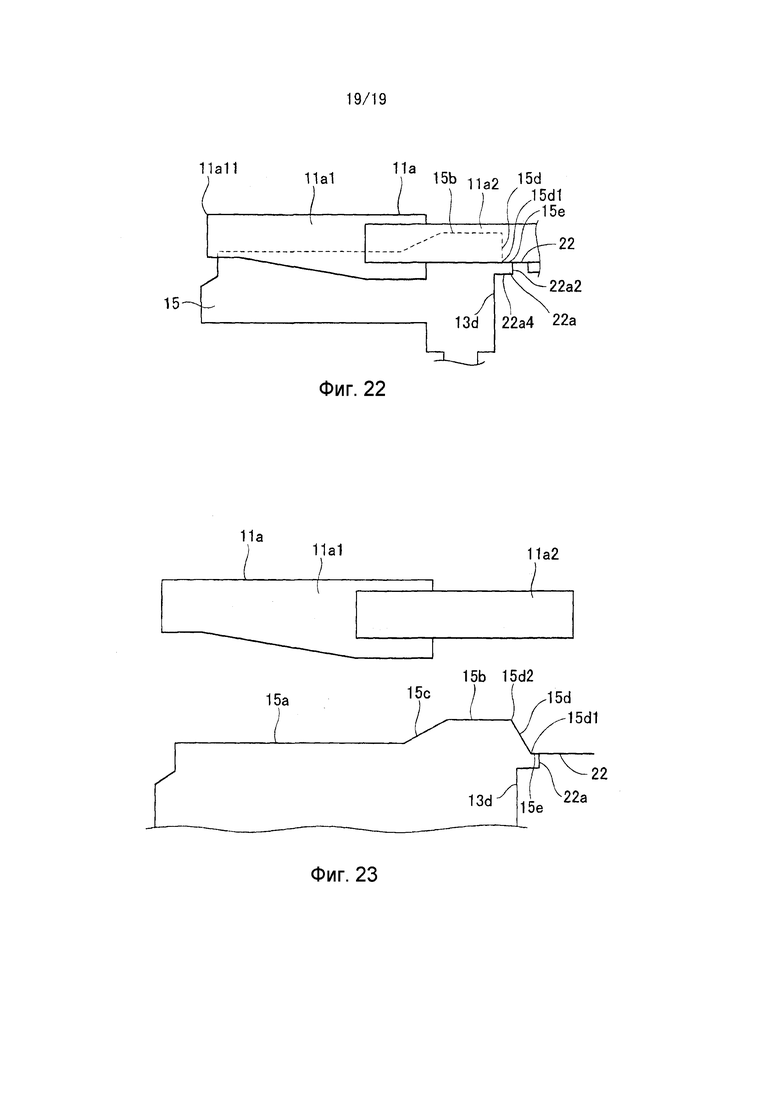
Таким образом, давление уплотняющего элемента в углубленной части 22а становится высоким, и поэтому жесткость выше, чем в случае, когда, как описано выше, в угловой секции 15d1 формируется пространство, как показано на фиг. 17, вследствие чего весь объем углубленной части 22а может быть заполнен уплотняющим элементом. Таким образом, возможно предотвратить формирование промежутка S между вертикальным уплотнителем 15 и металлической пластинчатой частью 11а2 (фиг. 22).
Как описано выше, углубленная часть 22а снабжена поверхностями (предотвращающими поверхностями) 22а1, 22а2, 22а3 и 22а4 для предотвращения перемещения полимерного материала, составляющего вертикальный уплотнитель 15, присутствующего в области, в которой часть с формой буквы L опускается, когда часть с формой буквы L опускается. В результате во время сборки ракеля 11а с контейнером 13 очистки контактная часть 15b входит в контакт с металлической пластинчатой частью 11а2 и сжимается и деформируется. Таким образом, когда часть с формой буквы L опускается в вертикальный уплотнитель 15, промежуток между вертикальным уплотнителем 15 и металлической пластинчатой частью 11а2 не может быть формирован. Поэтому на границе между вертикальным уплотнителем 15 и несущей поверхностью 22 установки для закрепления ракеля 11а могут удовлетворительно поддерживаться уплотняющие характеристики для тонера.
Чтобы меньше формировать промежуток S, объем углубленной части 22а может по желанию быть минимизирован, вследствие чего опускаемая высота В1 вертикального уплотнителя 15 по желанию может быть меньше высоты В2 сжатия (высоты выступа) вертикального уплотнителя 15 (фиг. 21).
В то же время, чтобы также предотвратить наплыв оконечной части 15d вертикального уплотнителя 15 на несущую поверхность 22 установки, желательно соблюдать следующее условие: 0<L6<L3 и А1<А2. Посредством такой конфигурации всей периферийной части границы 15d1 может быть придана форма, почти соответствующая букве L, вследствие чего возможно предотвратить наплыв оконечной части 15d вертикального уплотнителя 15 на несущую поверхность 22 установки.
Кроме того, как показано на фиг. 23, когда верхний конец 15d2 вертикального уплотнителя 15 перемещен по направлению к резиновой части 11a1, и оконечная поверхность 15d снабжена наклонной поверхностью, объем сжатия вертикального уплотнителя 15 в углубленной части 22а может быть уменьшен. В результате отталкивающая сила посредством сжатия вертикального уплотнителя 15 может быть подавлена, и ракель 11а может быть смонтирован еще более устойчиво, что является предпочтительным.
Кроме того, как показано на фиг. 8, вертикальные уплотнители 15 и 16 имеют такую форму, что они простираются от контейнера 13 очистки к ракелю 11а и наклонены от контактной поверхности ракеля 11а относительно продольного направления контейнера 13 очистки (направления оси вращения светочувствительного барабана 7). Когда вертикальные уплотнители 15 и 16 не наклонены относительно продольного направления, вертикальные уплотнители 15 и 16 входят в контакт с ракелем 11а. В таком случае имеется возможность, что сформируется отталкивающая сила (контактное давление) ракеля 11а против резиновой части 11a1 ракеля 11а во время контакта вертикальных уплотнителей 15 и 16 с ракелем 11а. Кроме того, в случае, когда вертикальные уплотнители 15 и 16 вертикально входят в контакт с ракелем 11а, имеется возможность, что вертикальные уплотнители сжимаются и сгибаются в зависимости от величины контакта, и тем самым контактное давление становится нестабильным.
В этом варианте осуществления вертикальные уплотнители 15 и 16 выполнены имеющими наклонную форму относительно продольного направления, вследствие чего вертикальные уплотнители 15 и 16 входят в контакт с ракелем 11а под углом, где они наклонены от ракеля 11а. В результате, когда ракель 11а устанавливается на контейнере 13 очистки, вертикальные уплотнители 15 и 16 входят в контакт с ракелем 11а, и тем самым деформируются и изгибаются. Таким образом, отталкивающая сила вертикальных уплотнителей 15 и 16 против резиновой части 11a1 ракеля 11а, формируемая, когда вертикальные уплотнители 15 и 16 входят в контакт с ракелем 11а, может быть минимизирована.
В результате относительно продольного направления разность контактного давления резиновой части 11a1 ракеля 11а, приложенного к светочувствительному барабану 7, между оконечными частями, где обеспечены вертикальные уплотнители 15 и 16, и другими частями (промежуточными частями между оконечными частями и центральной частью) может быть сделана небольшой. Таким образом, возможно сделать однородными и стабилизировать характеристики очистки поверхности светочувствительного барабана 7 относительно продольного направления.
Направление наклона вертикальных уплотнителей 15 и 16 может быть либо направлением внутрь (направление стрелки, показанной в части (а) фиг. 8) контейнера 13 очистки 13, либо направлением наружу (направление стрелки, показанной в части (b) фиг. 8) контейнера 13 очистки в продольном направлении, поскольку может быть получен аналогичный эффект сокращения отталкивающей силы. Когда во внимание принимаются контактные позиции вертикальных уплотнителей 15 и 16 с ракелем 11а относительно продольного направления, то есть, компактность (уменьшение длины) контейнера 13 очистки и ракеля 11а относительно продольного направления, предпочтительной является форма с наклоном внутрь.
Также с точки зрения герметизации тонера, считается, что предпочтительной является форма с наклоном внутрь. Таким образом, когда вертикальные уплотнители 15 и 16 наклонены внутрь, вертикальные уплотнители 15 и 16 входят в контакт с ракелем 11а в наклоненном состоянии во встречном направлении по отношению к направлению вытекания тонера наружу, и поэтому считается, что уплотняющие характеристики для тонера являются хорошими.
Наклонная форма вертикальных уплотнителей 15 и 16 может быть сформирована только в той части, где вертикальные уплотнители входят в контакт с резиновой частью 11a1 ракеля 11а, но подобная форма также может быть сформирована в той части, где вертикальные уплотнители входят в контакт с металлической пластинчатой частью 11а2.
Кроме того, вертикальные уплотнители 15 и 16 отличаются по цвету от контейнера 13 очистки. Таким образом, вертикальные уплотнители 15 и 16 сформированы из полимерного материала, отличающегося по цвету от полимерного материала для контейнера 13 очистки.
В результате на этапе проверки относительно того, надежно ли отлиты вертикальные уплотнители 15 и 16, после описанного позже формирования уплотнителей на контейнере 13 очистки, видимость может быть сделана удовлетворительной. Таким образом, точность этапа проверки может быть улучшена, и этап проверки (этап изготовления) может быть упрощен.
В этом варианте осуществления в качестве упругого материала уплотнителя используется эластомерный полимерный материал. В качестве эластомерного полимерного материала может предпочтительно использоваться эластомерный полимерный материал на основе стирола, имеющий такой же тип, как полимерный материал для контейнера 13 очистки, и имеющий упругость, поскольку это дает превосходную производительность при разборке во время утилизации технологического картриджа В. Таким образом, когда используются части из одного и того же материала, их разборка не требуется.
Однако также может использоваться другой эластомерный полимерный материал, если он имеет аналогичные механические характеристики, и также возможно использовать каучук на основе силикона или мягкий каучук. В этом варианте осуществления описанные выше различные эластомерные полимерные материалы, каучук и т.п.в качестве упругого материала уплотнителя все вместе упоминаются как "эластомерный полимер".
Этап отливки на контейнере очистки
Этап отливки для отливки вертикальных уплотнителей 15 и 16 на контейнере 13 очистки будет описан со ссылкой на фиг. 9-12.
Фиг. 9 является схематическим видом в перспективе, показывающим инжекционный порт (инжекционную секцию) контейнера очистки в этом варианте осуществления, фиг. 10 является схематическим видом в перспективе, показывающим состояние, в котором контейнер очистки в этом варианте осуществления установлен в устройстве инжекции полимерного материала, фиг. 11 является схематическим сечением, показывающим состояние, в котором выполняется инжекционное формование полимерного материала на контейнере очистки, в этом варианте осуществления, и фиг. 12 является схематическим сечением, показывающим состояние, после того как инжекционное формование полимерного материала на контейнере очистки в этом варианте осуществления выполнено. В этой связи, в этом варианте осуществления в дополнение к вертикальным уплотнителям 15 и 16 на том же самом этапе отливки также отливается уплотнитель 14 под ракелем.
Как показано на фиг. 9, 10 и 11, контейнер 13 очистки снабжен инжекционным портом 25, который представляет собой секцию инжекции (расплавленного) полимера, в которую вводится расплавленный полимерный материал для отливки уплотнителя 14 под ракелем. Инжекционный порт 25 обеспечен на противоположной стороне контейнера очистки (задней стороне контейнера очистки), имеющей контактную поверхность 13а литейной формы, с которой во время отливки должна входить в контакт литейная форма 50 уплотнителя под ракелем, снабженная формой уплотнителя для уплотнителя 14 под ракелем, и взаимодействует с контактной поверхностью 13а литейной формы.
Аналогичным образом, контейнер 13 очистки снабжен инжекционными портами 26 и 27 для возможности отливки вертикальных уплотнителей 15 и 16 на одной и другой оконечных по длине частях контейнера 13 очистки. Инжекционные порты 26 и 27 обеспечены на противоположной стороне контейнера очистки, имеющей контактные поверхности 13b и 13с литейной формы, с которыми во время отливки должны входить в контакт литейные формы 51 и 52 вертикальных уплотнителей, которые являются металлическими литейными формами, снабженными формами уплотнителей для вертикальных уплотнителей 15 и 16, и взаимодействуют с контактными поверхностями 13b и 13с литейной формы, соответственно.
В этом варианте осуществления затворы 41, 42 и 43 обеспечены в позициях, соответствующих позициям инжекционных портов 25, 26 и 27, соответственно, и направления инжекции являются такими же, как открытые направления соответствующих инжекционных портов. Это будет подробно описано позже.
В этом варианте осуществления инжекционные порты 25, 26 и 27, обеспеченные на контейнере 13 очистки, размещены таким образом, что они отличаются в продольной позиции, и тем самым отклонены друг от друга относительно продольного направления контейнера 13 очистки.
Далее будет описан этап формования.
Сначала, как показано на фиг. 10, контейнер 13 очистки устанавливается в устройстве 40 инжекции полимерного материала. Устройство 40 инжекции полимерного материала включает в себя секцию 46 бункера для подачи полимерного материала к уплотнителю 14 под ракелем и вертикальным уплотнителям 15 и 16. В этом случае, как показано на фиг. 11, литейная форма 50 уплотнителя под ракелем прикрепляется к контактной поверхности 13а в состоянии, в котором она входит в контакт с контактной поверхностью 13а с уплотнителем 14 под ракелем. Аналогичным образом литейные формы 51 и 52 вертикальных уплотнителей входят в контакт и прикрепляются к контактным поверхностям 13b и 13с с вертикальными уплотнителями 15 и 16.
Соответствующие литейные формы 50, 51 и 52 могут последовательно войти в контакт и прикрепиться к контейнеру 13 очистки или также могут одновременно войти в контакт и прикрепиться к контейнеру 13 очистки. Каждая из литейных форм 50, 51 и 52 находится в состоянии контакта, с тем чтобы вызвать вытекание полимерного материала на описанном позже этапе инжекции.
Затем с инжекционными портами 25, 26 и 27, обеспеченными на контейнере 13 очистки, входят в контакт затворы 41, 42 и 43 устройства 40 инжекции полимерного материала, соответственно, сверху, как показано на фиг. 9. В этом варианте осуществления соответствующие инжекционные порты расположены на стороне одного и того же направления контейнера 13 очистки, и контактные поверхности 13а, 13b и 13с литейных форм расположены на стороне одного и того же направления контейнера 13 очистки. В результате множество частей может быть отлито одновременно на одном и том же этапе, и тем самым возможно реализовать сокращение количества этапов сборки, не сокращая количество частей и сокращая время отливки частей (тактовое время) множества самих этапов отливки частей, вследствие чего становится возможным реализовать сокращение стоимости продукта посредством увеличения производственной эффективности и сокращения количества этапов сборки. Кроме того, затворы 41, 42 и 43 могут войти в контакт с контейнером 13 очистки одновременно, и тем самым операции инжекции могут быть произведены одновременно, вследствие чего может быть сокращено время окончания инжекции всех частей.
Затем поршни 55, 56 и 57 устройства 40 инжекции полимерного материала приводятся в движение в направлении стрелки, показанной на фиг. 11, вследствие чего эластомерный полимерный материал в качестве материала уплотнителя для уплотнителя 14 под ракелем и вертикальных уплотнителей 15 и 16 вводится из затворов 41, 42 и 43. Введенный эластомерный полимерный материал (отличающийся от полимерного материала для контейнера 13 очистки) течет в пространство, заданное контейнером 13 очистки, литейной формой 50 уплотнителя под ракелем и литейными формами 51 и 52 вертикальных уплотнителей.
Уплотнитель 14 под ракелем и вертикальные уплотнители 15 и 16 могут быть отлиты посредством последовательного ввода эластомерных полимерных материалов из соответствующих затворов, но с использованием конструкции, в которой полимерные материалы одновременно вводятся из затворов, как описано выше, возможно произвести операции инжекции одновременно.
После инжекции контейнер 13 очистки отделяется. В это время, как показано на фиг. 12, от контейнера 13 очистки отводятся затворы 41, 42 и 43 устройства 40 инжекции полимерного материала в нисходящем направлении на фиг. 12. Затем, как показано на фиг. 12, контейнер 13 очистки отводится в направлении стрелки R от литейной формы 50 уплотнителя под ракелем и литейных форм 51 и 52 вертикальных уплотнителей. Направление стрелки R является направлением отделения, в котором нет каких-либо выточек относительно форм отлитого уплотнителя 14 под ракелем, и поэтому оно отличается от направления отделения контейнера 13 очистки (направление вниз на фиг. 12). Таким образом, посредством отвода контейнера 13 очистки в направлении стрелки R в состоянии, в котором уплотнитель 14 под ракелем и вертикальные уплотнители 15 и 16 отлиты на контейнере 13 очистки, возможно вынуть контейнер 13 очистки.
В соответствии с этим вариантом осуществления посредством этапа отливки, как описано выше, уплотнитель 14 под ракелем и вертикальные уплотнители 15 и 16 могут быть отлиты как единое целое. В результате уплотнитель 14 под ракелем и вертикальные уплотнители 15 и 16 могут быть обеспечены на контейнере 13 очистки с высокой точностью, вследствие чего может быть произведена высокоточная и простая сборка, и тем самым может быть реализована стабилизация функции продукта. Кроме того, посредством улучшения проведения сборки уплотняющего элемента могут быть улучшены уплотняющие характеристики для тонера, и кроме того может быть увеличена экономическая эффективность производства, и уменьшены затраты на сборку, благодаря чему стоимость продукта может быть уменьшена.
Кроме того, множество частей (элементов), таких как уплотнитель 14 под ракелем и вертикальные уплотнители 15 и 16, могут быть изготовлены на одном и том же этапе посредством использования описанного выше устройства 40 инжекции полимерного материала.
Таким образом, множество отличающихся по функции частей может быть изготовлено на одном и том же этапе, вследствие чего могут быть реализованы сокращение этапа сборки, увеличение производственной эффективности, и, тем самым, и сокращение стоимости продукта посредством сокращения этапа сборки.
Кроме того, в одной оконечной по длине части и другой оконечной по длине части контейнера 13 очистки в этом варианте осуществления форма структуры уплотнителя, то есть, форма корпуса и форма уплотняющего элемента, отлитого как единое целое с корпусом, может быть оптимизирована. В результате вертикальные уплотнители 15 и 16 могут входить в контакт с контейнером 13 очистки без промежутка. Таким образом, могут быть улучшены уплотняющие характеристики для тонера в промежутке между контейнером 13 очистки и ракелем 11а.
В этом варианте осуществления описан случай, в котором признаки настоящего изобретения применены к блоку 11 светочувствительного барабана, но такая конструкция также может быть применена к блоку 10 проявки. Таким образом, валик 10d проявки может использоваться в качестве вращающегося элемента, способного переносить на себе тонер, и лезвие 10е проявки может использоваться в качестве листового элемента. Кроме того, вертикальные уплотнители могут быть обеспечены в одной оконечной по длине стороне и другой оконечной по длине стороне блока 10 проявки, с тем чтобы воспрепятствовать прохождению тонера из промежутка между лезвием 10е проявки и корпусом 10g проявки, образующих секцию 10а размещения тонера блока 10 проявки.
Хотя изобретение было описано со ссылкой на раскрытые здесь структуры, оно не ограничено сформулированными деталями, и эта заявка подразумевает охват таких модификаций или изменений, которые могут находиться в пределах цели улучшений или объема нижеследующей формулы изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
В соответствии с настоящим изобретением, возможно обеспечить картридж и блок, которые способны улучшить проведение сборки, когда уплотняющий элемент собирается с корпусом посредством автомата, и которые также способны реализовать сборку с высокой точностью для улучшения уплотняющих характеристик для тонера.

Изобретение имеет отношение к картриджу, устанавливаемому с возможностью отсоединения на основном узле электрофотографического устройства формирования изображений и к блоку для использования с электрофотографическим устройством формирования изображений. Предложенная группа изобретений включает картриджи, устанавливаемые с возможностью отсоединения на основной узел устройства формирования изображений, и блоки для использования с устройством формирования изображений. Причем картридж, устанавливаемый с возможностью отсоединения на основной узел устройства формирования изображений, содержит вращающийся элемент, ножевой элемент, который включает резиновую часть, входящую в контакт с упомянутым вращающимся элементом, и металлическую пластинчатую часть для поддержки резиновой части, корпус, сформированный из полимерного материала, для поддержки упомянутого ножевого элемента и уплотняющий элемент, проходящий в направлении, пересекающем осевое направление упомянутого вращающегося элемента, обеспеченный на упомянутом корпусе, чтобы входить в контакт с участком упомянутой резиновой части и с упомянутой металлической пластинчатой частью, причем упомянутый уплотняющий элемент сформирован на упомянутом корпусе посредством инжекционного формования для уплотнения промежутка между упомянутым ножевым элементом и упомянутым корпусом. Технический результат заключается в предотвращении утечки остаточного тонера из промежутка между корпусом картриджа и ракелем за пределы технологического картриджа и в обеспечении вертикальных уплотнителей для уплотнения промежутка между корпусом картриджа и ракелем, находящихся в контакте с ракелем в оконечных по длине частях корпуса картриджа, а также в обеспечении картриджа и блока, которые способны улучшить выполнение сборки, когда уплотняющий элемент собирается с корпусом посредством автомата, и которые также могут реализовать сборку с высокой точностью для улучшения уплотняющих характеристик для тонера. 4 н. и 58 з.п. ф-лы, 23 ил.
1. Картридж, устанавливаемый с возможностью отсоединения на основной узел устройства формирования изображений, содержащий:
вращающийся элемент;
ножевой элемент, который включает резиновую часть, входящую в контакт с упомянутым вращающимся элементом, и металлическую пластинчатую часть для поддержки резиновой части;
корпус, сформированный из полимерного материала, для поддержки упомянутого ножевого элемента; и
уплотняющий элемент, проходящий в направлении, пересекающем осевое направление упомянутого вращающегося элемента, обеспеченный на упомянутом корпусе, чтобы входить в контакт с участком упомянутой резиновой части и с упомянутой металлической пластинчатой частью, причем упомянутый уплотняющий элемент сформирован на упомянутом корпусе посредством инжекционного формования для уплотнения промежутка между упомянутым ножевым элементом и упомянутым корпусом.
2. Картридж по п. 1, в котором упомянутый уплотняющий элемент сформован с наклонной формой относительно осевого направления.
3. Картридж по п. 1, в котором упомянутый вращающийся элемент представляет собой несущий изображение элемент для формирования электростатического скрытого изображения на его поверхности и
в котором упомянутая резиновая часть удаляет проявляющее вещество в контакте с поверхностью упомянутого несущего изображение элемента.
4. Картридж по п. 3, в котором упомянутый уплотняющий элемент выполнен таким образом, что его позиция, в которой он входит в контакт с упомянутым ножевым элементом, относительно осевого направления, расположена в пределах оконечных участков упомянутой резиновой части и упомянутой металлической пластинчатой части.
5. Картридж по п. 3, дополнительно содержащий второй уплотняющий элемент, обеспеченный на упомянутом корпусе, для уплотнения промежутка между упомянутым несущим изображение элементом и упомянутым корпусом, в контакте с упомянутым несущим изображение элементом, на стороне свободного конца упомянутого ножа, пересекающего осевое направление упомянутого уплотняющего элемента,
причем упомянутый уплотняющий элемент выполнен таким образом, что его позиция, в которой он входит в контакт с упомянутым ножевым элементом, перекрывается относительно осевого направления с позицией, в которой обеспечен упомянутый второй уплотняющий элемент.
6. Картридж по п. 1, в котором упомянутый уплотняющий элемент сформирован из полимерного материала, отличающегося по цвету от полимерного материала для упомянутого корпуса.
7. Картридж по п. 3, в котором упомянутая резиновая часть имеет угловую секцию, сформированную как ступенчатая секция на границе между ним и упомянутой металлической пластинчатой частью, и
в котором упомянутый уплотняющий элемент дополнительно содержит третью контактную часть, находящуюся в контакте с упомянутой угловой секцией, образующей наклонную поверхность, для соединения упомянутой первой контактной части и упомянутой второй контактной части, которые отличаются по высоте.
8. Картридж по п. 7, в котором, когда угол, образованный между поверхностью поддержки упомянутой металлической пластинчатой части, предназначенной для поддержки упомянутой резиновой части, и поверхностью из двух поверхностей упомянутой резиновой части, образующих упомянутую угловую секцию, которая не находится в контакте с упомянутой металлической пластинчатой частью, составляет θ2, и угол, образованный между упомянутой поверхностью поддержки и упомянутой поверхностью упомянутой резиновой части, составляет θ3, удовлетворяются условия: 0 (градусов) ≤θ3≤90 (градусов) и θ2<θ3.
9. Картридж по п. 3, в котором упомянутый корпус имеет поверхность закрепления, на которой закреплена упомянутая металлическая пластинчатая часть упомянутого ножевого элемента, частично снабженная углубленной частью,
в котором упомянутый уплотняющий элемент дополнительно содержит четвертую контактную часть, находящуюся в контакте с упомянутой металлической пластинчатой частью, входящую в упомянутую углубленную часть и являющуюся более углубленной, чем упомянутая вторая контактная часть, в состоянии, в котором упомянутый ножевой элемент отсоединен от упомянутой поверхности закрепления, и
в котором упомянутая углубленная часть предотвращает деформацию упомянутой четвертой контактной части, так чтобы не формировать промежуток между собой и упомянутой четвертой контактной частью в состоянии, в котором упомянутый ножевой элемент установлен на упомянутой поверхности закрепления.
10. Картридж по п. 9, в котором упомянутая четвертая контактная часть имеет такую же высоту, как упомянутая поверхность закрепления.
11. Картридж по п. 9, в котором глубина упомянутой углубленной части от упомянутой поверхности закрепления меньше, чем высота упомянутой второй контактной части от упомянутой поверхности закрепления относительно направления, перпендикулярного по отношению к упомянутой поверхности закрепления.
12. Картридж по п. 1, в котором упомянутый вращающийся элемент представляет собой элемент переноса проявляющего вещества, предназначенный для переноса проявляющего вещества, и
в котором упомянутый ножевой элемент представляет собой элемент регулирования толщины слоя проявляющего вещества, предназначенный для регулирования толщины слоя проявляющего вещества, переносимого на поверхности упомянутого элемента переноса проявляющего вещества.
13. Картридж по п. 1, в котором упомянутый уплотняющий элемент предусмотрен на упомянутом корпусе на каждой из стороны одного конца и стороны другого конца упомянутого ножевого элемента относительно осевого направления.
14. Картридж по п. 1, в котором упомянутый уплотняющий элемент имеет упругость.
15. Картридж по п. 1, в котором упомянутый уплотняющий элемент сформирован из эластомерного полимерного материала.
16. Блок для использования с устройством формирования изображений, содержащий:
ножевой элемент, который включает резиновую часть, находящуюся в контакте с вращающимся элементом, и металлическую пластинчатую часть для поддержки резиновой части;
корпус, сформированный из полимерного материала, для поддержки упомянутого ножевого элемента; и
уплотняющий элемент, проходящий в направлении, пересекающем осевое направление упомянутого вращающегося элемента, обеспеченный на упомянутом корпусе, чтобы входить в контакт с участком упомянутой резиновой части и с упомянутой металлической пластинчатой частью, причем упомянутый уплотняющий элемент сформирован на упомянутом корпусе посредством инжекционного формования для уплотнения промежутка между упомянутым ножевым элементом и упомянутым корпусом.
17. Блок по п. 16, в котором упомянутый уплотняющий элемент отлит с наклонной формой относительно направления оси.
18. Блок по п. 16, в котором упомянутый вращающийся элемент представляет собой несущий изображение элемент для формирования электростатического скрытого изображения на его поверхности, и
в котором упомянутая резиновая часть удаляет проявляющее вещество в контакте с поверхностью упомянутого несущего изображение элемента.
19. Блок по п. 18, в котором упомянутый уплотняющий элемент выполнен таким образом, что его позиция, в которой он входит в контакт с упомянутым ножевым элементом, относительно осевого направления, расположена в пределах оконечных частей упомянутой резиновой части и упомянутой металлической пластинчатой части.
20. Блок по п. 18, дополнительно содержащий второй уплотняющий элемент, обеспеченный на упомянутом корпусе, для уплотнения промежутка между упомянутым несущим изображение элементом и упомянутым корпусом, в контакте с упомянутым несущим изображение элементом относительно осевого направления,
причем упомянутый уплотняющий элемент выполнен таким образом, что его позиция, в которой он входит в контакт с упомянутым ножевым элементом, перекрывается относительно осевого направления с позицией, в которой обеспечен упомянутый второй уплотняющий элемент.
21. Блок по п. 16, в котором упомянутый уплотняющий элемент сформирован из полимерного материала, отличающегося по цвету от полимерного материала для упомянутого корпуса.
22. Блок по п. 18, в котором упомянутая резиновая часть имеет угловую секцию, сформированную как ступенчатая секция, на границе между ней и упомянутой металлической пластинчатой частью, и
в котором упомянутый уплотняющий элемент дополнительно содержит третью контактную часть, находящуюся в контакте с упомянутой угловой секцией, образующей наклонную поверхность, для соединения упомянутой первой контактной части и упомянутой второй контактной части, которые отличаются по высоте.
23. Блок по п. 22, в котором, когда угол, образованный между поверхностью поддержки упомянутой металлической пластинчатой части, предназначенной для поддержки упомянутого ножа и поверхностью из двух поверхностей упомянутой резиновой части, образующих упомянутую угловую секцию, которая не находится в контакте с упомянутой металлической пластинчатой частью, составляет θ2, и угол, образованный между упомянутой поверхностью поддержки и упомянутой поверхностью упомянутой резиновой части ножа, составляет θ3, удовлетворяются условия: 0 (градусов) ≤θ3≤90 (градусов) и θ2<θ3.
24. Блок по п. 18, в котором упомянутый корпус имеет поверхность закрепления, на которой закреплена упомянутая металлическая пластинчатая часть упомянутого ножевого элемента, частично снабженная углубленной частью,
в котором упомянутый уплотняющий элемент дополнительно содержит четвертую контактную часть, находящуюся в контакте с упомянутой металлической пластинчатой частью, входящую в упомянутую углубленную часть и являющуюся более углубленной, чем упомянутая вторая контактная часть, в состоянии, в котором упомянутый ножевой элемент отсоединен от упомянутой поверхности закрепления, и
в котором упомянутая углубленная часть предотвращает деформацию упомянутой четвертой контактной части, чтобы не формировать промежуток между собой и упомянутой четвертой контактной частью в состоянии, в котором упомянутый ножевой элемент установлен на упомянутой поверхности закрепления.
25. Блок по п. 24, в котором упомянутая четвертая контактная часть имеет такую же высоту, как упомянутая поверхность закрепления.
26. Блок по п. 24, в котором глубина упомянутой углубленной части от упомянутой поверхности закрепления меньше, чем высота упомянутой второй контактной части от упомянутой поверхности закрепления относительно направления, перпендикулярного по отношению к упомянутой поверхности закрепления.
27. Блок по п. 16, в котором упомянутый вращающийся элемент представляет собой элемент переноса проявляющего вещества, предназначенный для переноса проявляющего вещества, и
в котором упомянутый ножевой элемент представляет собой элемент регулирования толщины слоя проявляющего вещества, предназначенный для регулирования толщины слоя проявляющего вещества, переносимого на поверхности упомянутого элемента переноса проявляющего вещества.
28. Блок по п. 16, в котором упомянутый уплотняющий элемент предусмотрен на упомянутом корпусе на каждой из стороны одного конца и стороны другого конца упомянутого ножевого элемента относительно осевого направления.
29. Блок по п. 16, в котором упомянутый уплотняющий элемент имеет упругость.
30. Блок по п. 16, в котором упомянутый уплотняющий элемент сформирован из эластомерного полимерного материала.
31. Картридж, устанавливаемый с возможностью отсоединения на основной узел устройства формирования изображений, содержащий:
вращающийся элемент;
ножевой элемент, который включает резиновую часть, контактирующую с упомянутым вращающимся элементом, и поддерживающую часть для поддержки резиновой части, причем поддерживающая часть имеет отрытую снаружи поверхность, которая не покрыта упомянутой резиновой частью, и упомянутая резиновая часть имеет ступенчатую секцию по отношению к открытой снаружи поверхности относительно ее направления толщины;
корпус, сформированный из полимерного материала, для поддержки упомянутого ножевого элемента; и
уплотняющий элемент, проходящий в направлении, пересекающем осевое направление упомянутого вращающегося элемента, обеспеченный над ступенчатой секцией на упомянутом корпусе, чтобы входить в контакт с участком упомянутой резиновой части и с упомянутой поддерживающей частью, причем упомянутый уплотняющий элемент сформирован на упомянутом корпусе посредством инжекционного формования для уплотнения промежутка между упомянутым ножевым элементом и упомянутым корпусом.
32. Картридж по п. 31, в котором упомянутый уплотняющий элемент сформован с наклонной формой относительно направления оси.
33. Картридж по п. 31, в котором упомянутый вращающийся элемент представляет собой несущий изображение элемент для формирования электростатического скрытого изображения на его поверхности, и
в котором упомянутый ножевой элемент удаляет проявляющее вещество в контакте с поверхностью упомянутого несущего изображение элемента.
34. Картридж по п. 33, в котором упомянутый уплотняющий элемент выполнен таким образом, что его позиция, в которой он входит в контакт с упомянутым ножевым элементом, относительно осевого направления, расположена в пределах оконечных участков упомянутого ножа и упомянутой поддерживающей частью.
35. Картридж по п. 33, дополнительно содержащий второй уплотняющий элемент, обеспеченный на упомянутом корпусе, для уплотнения промежутка между упомянутым несущим изображение элементом и упомянутым корпусом, в контакте с упомянутым несущим изображение элементом, на стороне свободного конца упомянутого ножа, пересекающего осевое направление упомянутого уплотняющего элемента,
причем упомянутый уплотняющий элемент выполнен таким образом, что его позиция, в которой он входит в контакт с упомянутым ножевым элементом, перекрывается относительно осевого направления с позицией, в которой обеспечен упомянутый второй уплотняющий элемент.
36. Картридж по п. 31, в котором упомянутый уплотняющий элемент сформирован из полимерного материала, отличающегося по цвету от полимерного материала для упомянутого корпуса.
37. Картридж по п. 33, в котором упомянутая резиновая часть имеет угловую секцию, сформированную как ступенчатая секция на границе между ней и упомянутой поддерживающей частью, и
в котором упомянутый уплотняющий элемент дополнительно содержит третью контактную часть, находящуюся в контакте с упомянутой угловой секцией, образующей наклонную поверхность, для соединения упомянутой первой контактной части и упомянутой второй контактной части, которые отличаются по высоте.
38. Картридж по п. 37, в котором, когда угол, образованный между поверхностью поддержки упомянутой поддерживающей части, предназначенной для поддержки упомянутой резиновой части, и поверхностью из двух поверхностей упомянутой резиновой части, образующих упомянутую угловую секцию, которая не находится в контакте с упомянутой поддерживающей частью, составляет θ2, и угол, образованный между упомянутой поверхностью поддержки и упомянутой поверхностью упомянутой резиновой части, составляет θ3, удовлетворяются условия: 0 (градусов) ≤θ3≤90 (градусов) и θ2<θ3.
39. Картридж по п. 33, в котором упомянутый корпус имеет поверхность закрепления, на которой закреплена упомянутая поддерживающая часть упомянутого ножевого элемента, частично снабженная углубленной частью,
в котором упомянутый уплотняющий элемент дополнительно содержит четвертую контактную часть, находящуюся в контакте с упомянутой поддерживающей частью, входящую в упомянутую углубленную часть и являющуюся более углубленной, чем упомянутая вторая контактная часть, в состоянии, в котором упомянутый ножевой элемент отсоединен от упомянутой поверхности закрепления, и
в котором упомянутая углубленная часть предотвращает деформацию упомянутой четвертой контактной части, так чтобы не формировать промежуток между собой и упомянутой четвертой контактной частью в состоянии, в котором упомянутый ножевой элемент установлен на упомянутой поверхности закрепления.
40. Картридж по п. 39, в котором упомянутая четвертая контактная часть имеет такую же высоту, как упомянутая поверхность закрепления.
41. Картридж по п. 39, в котором глубина упомянутой углубленной части от упомянутой поверхности закрепления меньше, чем высота упомянутой второй контактной части от упомянутой поверхности закрепления относительно направления,
перпендикулярного по отношению к упомянутой поверхности закрепления.
42. Картридж по п. 31, в котором упомянутый вращающийся элемент представляет собой элемент переноса проявляющего вещества, предназначенный для переноса проявляющего вещества, и
в котором упомянутый ножевой элемент представляет собой элемент регулирования толщины слоя проявляющего вещества, предназначенный для регулирования толщины слоя проявляющего вещества, переносимого на поверхности упомянутого элемента переноса проявляющего вещества.
43. Картридж по п. 31, в котором упомянутый уплотняющий элемент предусмотрен на упомянутом корпусе на каждой из стороны одного конца и стороны другого конца упомянутого ножевого элемента относительно осевого направления.
44. Картридж по п. 31, в котором упомянутая резиновая часть сформирована из резины.
45. Картридж по п. 31, в котором упомянутый уплотняющий элемент имеет упругость.
46. Картридж по п. 31, в котором упомянутый уплотняющий элемент сформирован из эластомерного полимерного материала.
47. Блок для использования с устройством формирования изображений, содержащий:
ножевой элемент, который включает резиновую часть, контактирующую с вращающимся элементом, и поддерживающую часть для поддержки резиновой части, причем поддерживающая часть имеет отрытую снаружи поверхность, которая не покрыта упомянутой резиновой частью, и упомянутая резиновая часть имеет ступенчатую секцию по отношению к открытой снаружи поверхности относительно ее направления толщины;
корпус, сформированный из полимерного материала, для поддержки упомянутого ножевого элемента; и
уплотняющий элемент, проходящий в направлении, пересекающем осевое направление упомянутого вращающегося элемента, обеспеченный над ступенчатым участком на упомянутом корпусе, чтобы входить в контакт с участком упомянутой резиновой части и с упомянутой поддерживающей частью, причем упомянутый уплотняющий элемент сформирован на упомянутом корпусе посредством инжекционного формования для уплотнения промежутка между упомянутым ножевым элементом и упомянутым корпусом.
48. Блок по п. 47, в котором упомянутый уплотняющий элемент сформован с наклонной формой относительно осевого направления.
49. Блок по п. 47, в котором упомянутый вращающийся элемент представляет собой несущий изображение элемент для формирования электростатического скрытого изображения на его поверхности, и
в котором упомянутый ножевой элемент удаляет проявляющее вещество в контакте с поверхностью упомянутого несущего изображение элемента.
50. Блок по п. 49, в котором упомянутый уплотняющий элемент выполнен таким образом, что его позиция, в которой он входит в контакт с упомянутым ножевым элементом, относительно осевого направления, расположена в пределах оконечных частей упомянутого ножа и упомянутой поддерживающей частью.
51. Блок по п. 49, дополнительно содержащий второй уплотняющий элемент, обеспеченный на упомянутом корпусе, для уплотнения промежутка между упомянутым несущим изображение элементом и упомянутым корпусом, в контакте с упомянутым несущим изображение элементом, на стороне свободного конца упомянутого ножевого элемента, пересекающего осевое направление упомянутого уплотняющего элемента,
причем упомянутый уплотняющий элемент выполнен таким образом, что его позиция, в которой он входит в контакт с упомянутым ножевым элементом, перекрывается относительно осевого направления с позицией, в которой обеспечен упомянутый второй уплотняющий элемент.
52. Блок по п. 47, в котором упомянутый уплотняющий элемент сформирован из полимерного материала, отличающегося по цвету от полимерного материала для упомянутого корпуса.
53. Блок по п. 49, в котором упомянутая резиновая часть имеет угловую секцию, сформированную как ступенчатая секция, на границе между ней и упомянутой поддерживающей частью, и
в котором упомянутый уплотняющий элемент дополнительно содержит третью контактную часть, находящуюся в контакте с упомянутой угловой секцией, образующей наклонную поверхность, для соединения упомянутой первой контактной части и упомянутой второй контактной части, которые отличаются по высоте.
54. Блок по п. 53, в котором, когда угол, образованный между поверхностью поддержки упомянутой поддерживающей части, предназначенной для поддержки упомянутой резиновой части, и поверхностью из двух поверхностей упомянутой резиновой части, образующих упомянутую угловую секцию, которая не находится в
контакте с упомянутой поддерживающей частью, составляет θ2, и угол, образованный между упомянутой поверхностью поддержки и упомянутой поверхностью упомянутой резиновой части, составляет θ3, удовлетворяются условия: 0 (градусов) ≤θ3≤90 (градусов) и θ2<θ3.
55. Блок по п. 49, в котором упомянутый корпус имеет поверхность закрепления, на которой закреплена упомянутая поддерживающая часть упомянутого ножевого элемента, частично снабженная углубленной частью,
в котором упомянутый уплотняющий элемент дополнительно содержит четвертую контактную часть, находящуюся в контакте с упомянутой поддерживающая частью, входящую в упомянутую углубленную часть и являющуюся более углубленной, чем упомянутая вторая контактная часть, в состоянии, в котором упомянутый ножевой элемент отсоединен от упомянутой поверхности закрепления, и
в котором упомянутая углубленная часть предотвращает деформацию упомянутой четвертой контактной части, чтобы не формировать промежуток между собой и упомянутой четвертой контактной частью в состоянии, в котором упомянутый ножевой элемент установлен на упомянутой поверхности закрепления.
56. Блок по п. 55, в котором упомянутая четвертая контактная часть имеет такую же высоту, как упомянутая поверхность закрепления.
57. Блок по п. 55, в котором глубина упомянутой углубленной части от упомянутой поверхности закрепления меньше, чем высота упомянутой второй контактной части от упомянутой поверхности закрепления относительно направления, перпендикулярного по отношению к упомянутой поверхности закрепления.
58. Блок по п. 47, в котором упомянутый вращающийся элемент представляет собой элемент переноса проявляющего вещества, предназначенный для переноса проявляющего вещества, и
в котором упомянутый ножевой элемент представляет собой элемент регулирования толщины слоя проявляющего вещества, предназначенный для регулирования толщины слоя проявляющего вещества, переносимого на поверхности упомянутого элемента переноса проявляющего вещества.
59. Картридж по п. 47, в котором упомянутый уплотняющий элемент предусмотрен на упомянутом корпусе на каждой из стороны одного конца и стороны другого конца упомянутого ножевого элемента относительно осевого направления.
60. Картридж по п. 47, в котором упомянутая резиновая часть сформирована из резины.
61. Картридж по п. 47, в котором упомянутый уплотняющий элемент имеет упругость.
62. Картридж по п. 47, в котором упомянутый уплотняющий элемент сформирован из эластомерного полимерного материала.
| US 5485249 A 16.01.1996 | |||
| US 2009245851 A1 01.10.2009 | |||
| US 6721520 B2 13.04.2004. |

