Изобретение относится к строительству, в частности, к способам возведения свайных оснований и фундаментов, преимущественно, в слабых грунтах, и может быть использовано в промышленном и гражданском строительстве как при возведении новых зданий и сооружений, так и при усилении фундаментов старых, поврежденных или требующих реконструкции.
Способ изготовления инъекционной сваи включает предварительное продавливание скважины без извлечения грунта путем вдавливания наконечника и инъектирование твердеющего закрепляющего раствора через инъекторную трубу.
В настоящее время известно несколько способов доставки твердеющего закрепляющего раствора в продавленную скважину.
«Способ изготовления сваи в предварительно продавленной скважине» по патенту РФ на изобретение №2231596, публ. 27.06.2004 г., включает образование скважины продавливанием обсадной трубы с теряемым башмаком, заполнение ее на всю высоту бетоном, извлечение обсадной трубы и установку арматурного каркаса. При этом в грунт продавливают обсадную трубу с герметичным оголовком и клапаном в верхней части, через который заполняют обсадную трубу бетоном, для чего поднимают обсадную трубу на высоту 1,5-2,0 диаметра трубы с одновременной подачей бетона до полного ее заполнения. Путем вдавливания обсадной трубой бетона в грунт устраивают уширение. В результате получают набивную сваю с уширенной пятой в слабых глинистых грунтах вблизи существующих зданий, обладающей высокой несущей способностью и более экономичной по расходу цемента и металла по сравнению со сваей заводского изготовления.
Недостатком способа является сложность технологического процесса.
Известен способ устройства инъекционной сваи по патенту РФ на изобретение №2238366, публ. 20.10.2004 г. Способ включает образование скважины без извлечения грунта путем вдавливания наконечника и заполнение скважины закрепляющим раствором через инъекторную трубу. Для этого используют перфорированную по всей длине инъекторную трубу, на конце которой закреплен конусный наконечник, состоящий из диска, диаметр которого больше диаметра инъекторной трубы, и режущих пластин, края которых выступают за основание диска. В грунт вдавливают инъекционную трубу с наконечником с одновременным нарезанием на стенках скважины продольных пазов и образованием зазора между стенками образуемой скважины и инъекционной трубой. Зазор заполняют закрепляющим раствором через перфорационные отверстия в трубе. По окончании процесса инъектирования трубу с наконечником оставляют в скважине.
Изобретение позволяет снизить сроки возведения сваи, но выполнение трубы с перфорацией ведет к удорожанию, снижает ее надежность и уменьшает ее несущую способность, кроме этого плоский наконечник не обеспечивает калибровку ствола скважины, а подача раствора сверху не гарантирует образования пробок и перетяжек скважины по высоте.
Наиболее близким техническим решением к предлагаемому способу можно считать способ производства сваи вдавливанием по патенту РФ на изобретение №2554368, публ. 20.04.2015 г. Способ включает образование скважины без извлечения грунта путем вдавливания трубы с заостренным наконечником и калибровщиком, диаметр которого превышает диаметр ствола трубы, и заполнение трубы раствором. При этом калибровщик формирует зазор между стенкой скважины и стволом трубы. Зазор заполняют раствором с замедлителем твердения через гибкий шланг, соединенный со штуцером, который закреплен внутри калибровщика.
К недостаткам прототипа можно отнести сложность и длительность процесса изготовления сваи, который включает вдавливание в грунт металлической трубы с наконечником и калибровщиком, заполнение зазора между стенкой скважины и стволом трубы раствором с замедлителем твердения больше времени вдавливания, армирование трубы изнутри после окончания вдавливания и заполнение ее бетонной смесью. Такая последовательность операций увеличивает оттяжку во времени эксплуатационной готовности сваи.
Задачей предлагаемого способа является упрощение технологии изготовления сваи и сокращение сроков эксплуатационной готовности сваи.
Для решения поставленной задачи в предлагаемом способе производства сваи вдавливанием, включающем образование скважины без извлечения грунта путем вдавливания трубы с наголовником, заостренным наконечником и калибровщиком, диаметр которого превышает диаметр ствола трубы, с последующим заполнением раствором с замедлителем твердения зазора между стенкой скважины и трубой через гибкий шланг, соединенный со штуцером, изменена процедура формирования сваи и конструкция вдавливаемой трубы. Труба выполнена из сборных железобетонных элементов с металлической опалубкой на внутренней поверхности и с фланцевыми стыковыми сварными соединениями. В нижней части трубы выполнены радиальные каналы, выходящие в зазор между стенкой скважины и вдавливаемой трубой, а раствор в указанный зазор подают через штуцер, смонтированный в наголовнике трубы.
Кроме того, после окончания вдавливания внутрь вдавленной трубы соосно ей может быть установлена дополнительная армирующая труба на всю высоту сваи. Дополнительная армирующая труба может быть выполнена в виде металлического стержня.
Предлагаемый способ поясняется рисунками:
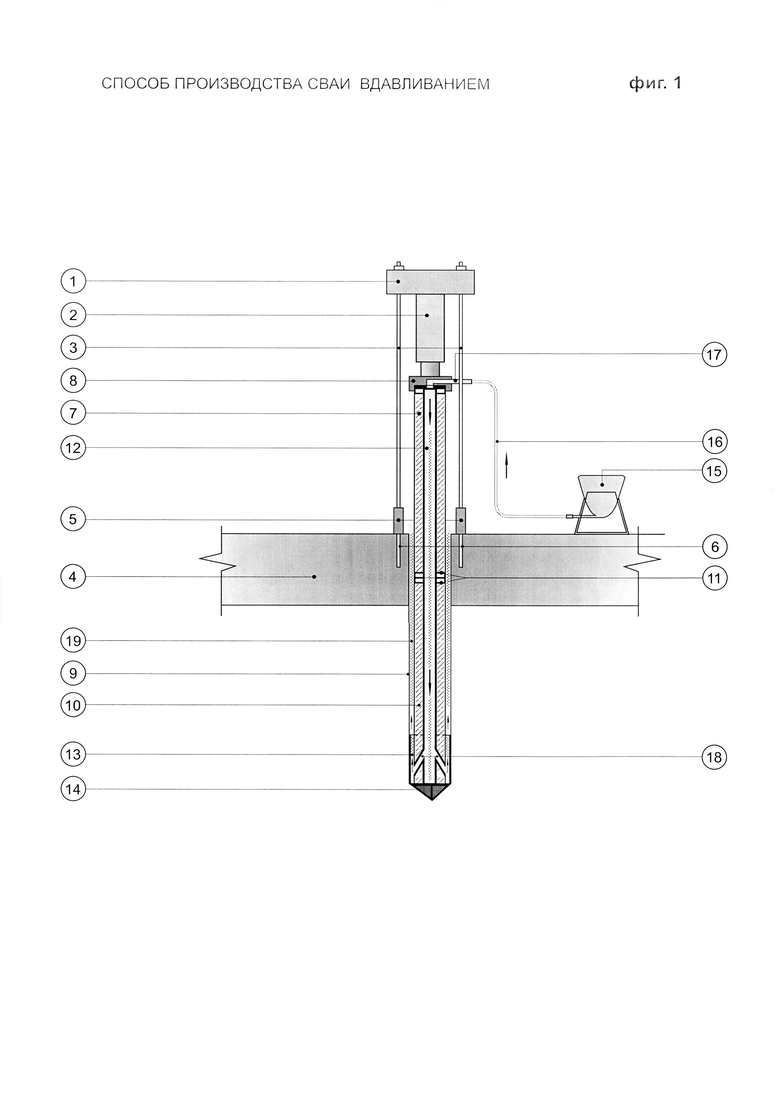
фиг. 1 - продольный разрез скважины и оборудование для изготовления сваи,
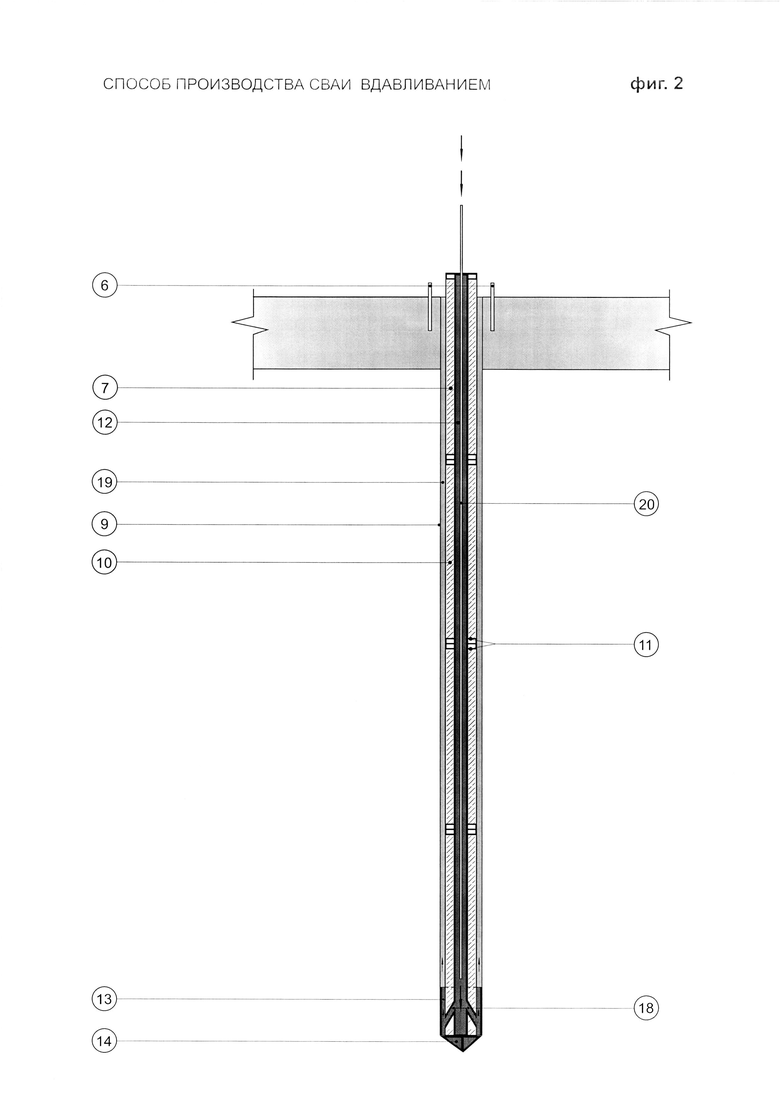
фиг. 2 - продольный разрез готовой сваи.
Для изготовления сваи используется вдавливающая установка, которую монтируют на поверхности ростверка. Установка содержит траверсу 1, смонтированный на траверсе гидроцилиндр 2, тяги 3, скрепленные с траверсой 1. Тяги жестко крепят к ростверку 4 при помощи резьбовых втулок 5, накрученных на анкера 6, заделанные в ростверк 4. При помощи резьбовых втулок 5 обеспечивают строго горизонтальное положение траверсы 1 и строго вертикальное движение гидроцилиндра 2, воздействующего на вдавливаемую трубу 7 через наголовник 8. Перед началом вдавливания для того, чтобы задать направление вдавливания и исключить искривление сваи, через отверстия в ростверке 4 бурят лидерную скважину 9 (глубиной около 1 м). Далее начинают вдавливание трубы 7.
Для этого на забой лидерной скважины 9 устанавливают вдавливаемую трубу 7, которая выполнена из сборных железобетонных элементов 10 с фланцевыми стыковыми сварными соединениями 11 и внутренней металлической опалубкой 12, являющейся армированием ствола. На конце вдавливаемой трубы 7 закреплен калибровщик 13 и заостренный наконечник 14. Калибровщик 13 смонтирован соосно трубе 7 и выполнен из трубы длиной не менее длины наконечника 14 с диаметром, превышающим диаметр трубы 7. Заостренный наконечник 14 может быть выполнен в форме пирамиды с углом при вершине от 30° до 90°. Таким образом, вдавливаемая труба 7 представляет собой железобетонную трубу высокой несущей способности, т.к. при вдавливании в грунт через нее передается вдавливающая нагрузка на наконечник. Диаметр трубы, в частности, может быть 194 мм, диаметр калибровщика 273 мм. За счет разницы в диаметрах трубы 7 и калибровщика 13 формируется зазор между стенкой скважины и стволом трубы. Калибровщик с наконечником при вдавливании в грунт обеспечивают формирование стенок скважины (калибровку).
Также на поверхности ростверка установлен растворонасос 15 с гибким шлангом 16. Гибкий шланг 16 от растворонасоса 15 соединен со штуцером 17, который закреплен на наголовнике 8.
В нижнем торце первого железобетонного элемента 10 вдавливаемой трубы 7 расположены радиальные каналы 18, выходящие в зазор между вдавливаемым элементом и стенкой скважины. Растворонасосом 15 через гибкий шланг 16 в процессе вдавливания трубы 7 в зазор между скважиной и трубой подают раствор 19 с замедлителем твердения. Время начала твердения раствора (схватывание) рассчитывают равным или чуть больше времени погружения сваи на расчетную глубину. Заполнение зазора цементным раствором предохраняет стенки формирующейся скважины от обрушения за счет гидростатического давления раствора на грунт, а сам раствор снимает силы трения трубы по грунту при вдавливании. Для достижения проектной отметки лидерный элемент 10 трубы 7 наращивают, приваривая к ее верхнему торцу следующие элементы трубы.
По окончанию вдавливания от трубы 7 отсоединяют наголовник со штуцером, а наконечник и калибровщик оставляют в скважине - они выполняют функцию арматурного каркаса в созданной предлагаемым способом свае, а это, в свою очередь, увеличивает ее несущую способность. В результате свая получается диаметром, равным диаметру калибровщика, а поданный по шлангу в сформированный калибровщиком зазор раствор после твердения повышает несущую способность сваи и гарантирует надежную защиту трубы от коррозии. После снятия наголовника со штуцером сформированная свая готова к эксплуатационной нагрузке.
Для дополнительного повышения прочности сформированной сваи в трубу 7 изнутри дополнительно армируют. Для этого в отверстие трубы 7 вставляют на всю высоты сваи металлический стержень 20 (фиг. 2).
Таким образом, предлагаемый способ проще известного и обеспечивает сокращение сроков эксплуатационной готовности вдавливаемой сваи, что очень важно при работе с аварийными объектами, когда сваю сразу после вдавливания необходимо включать в работу на расчетную нагрузку, т.е. иметь 100% готовность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СВАИ ВДАВЛИВАНИЕМ | 2013 |
|
RU2554368C2 |
| СВАЯ ВДАВЛИВАНИЯ | 2023 |
|
RU2813841C1 |
| СВАЯ | 2024 |
|
RU2828133C1 |
| СПОСОБ ВЫПРАВЛЕНИЯ КРЕНА ЗДАНИЯ, ВОЗВЕДЕННОГО НА СВАЙНОМ ФУНДАМЕНТЕ | 2008 |
|
RU2382146C1 |
| СПОСОБ УСТРОЙСТВА ИНЪЕКЦИОННОЙ СВАИ | 2014 |
|
RU2550620C1 |
| СПОСОБ УСТРОЙСТВА ИНЪЕКЦИОННОЙ СВАИ | 2016 |
|
RU2637002C1 |
| Инъекционная свая и способ ее устройства | 2021 |
|
RU2771363C1 |
| ТРУБОБЕТОННАЯ СВАЯ С УСИЛЕННЫМ ОСНОВАНИЕМ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2011 |
|
RU2492294C1 |
| СПОСОБ УСТРОЙСТВА ИНЪЕКЦИОННОЙ СВАИ | 2003 |
|
RU2238366C1 |
| СПОСОБ ВОЗВЕДЕНИЯ БУРОНАБИВНОЙ СВАИ-ИНЪЕКТОРА | 2003 |
|
RU2260093C2 |
Изобретение относится к строительству, в частности к способам возведения свайных оснований и фундаментов преимущественно в слабых грунтах, и может быть использовано в промышленном и гражданском строительстве как при возведении новых зданий и сооружений, так и при усилении фундаментов старых, поврежденных или требующих реконструкции. Способ производства сваи вдавливанием включает образование скважины без извлечения грунта путем вдавливания трубы с наголовником, заостренным наконечником и калибровщиком, диаметр которого превышает диаметр ствола трубы, с последующим заполнением раствором с замедлителем твердения зазора между стенкой скважины и трубой через гибкий шланг, соединенный со штуцером. Труба выполнена из сборных железобетонных элементов с металлической опалубкой на внутренней поверхности и с фланцевыми стыковыми сварными соединениями, которая в нижней части снабжена радиальными каналами, выходящими в зазор между стенкой скважины и вдавливаемой трубой, а раствор в указанный зазор подают через штуцер, смонтированный в наголовнике трубы. Технический результат состоит в обеспечении упрощения технологии изготовления сваи и сокращения сроков эксплуатационной готовности вдавливаемой сваи. 2 з.п. ф-лы, 2 ил.
1. Способ производства сваи вдавливанием, включающий образование скважины без извлечения грунта путем вдавливания трубы с наголовником, заостренным наконечником и калибровщиком, диаметр которого превышает диаметр ствола трубы, с последующим заполнением раствором с замедлителем твердения зазора между стенкой скважины и трубой через гибкий шланг, соединенный со штуцером, отличающийся тем, что труба выполнена из сборных железобетонных элементов с металлической опалубкой на внутренней поверхности и с фланцевыми стыковыми сварными соединениями, которая в нижней части снабжена радиальными каналами, выходящими в зазор между стенкой скважины и вдавливаемой трубой, а раствор в указанный зазор подают через штуцер, смонтированный в наголовнике трубы.
2. Способ по п. 1, отличающийся тем, что после окончания вдавливания внутрь вдавленной трубы соосно ей устанавливают дополнительную армирующую трубу на всю высоту сваи.
3. Способ по п. 2, отличающийся тем, что дополнительная армирующая труба выполнена в виде металлического стержня.
| СПОСОБ ПРОИЗВОДСТВА СВАИ ВДАВЛИВАНИЕМ | 2013 |
|
RU2554368C2 |
| СПОСОБ УСТРОЙСТВА ИНЪЕКЦИОННОЙ СВАИ | 2003 |
|
RU2238366C1 |
| Приспособление к питающему прибору для прекращения питания на крутильной машине мокрого кручения | 1959 |
|
SU129522A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАИ В ПРЕДВАРИТЕЛЬНО ПРОДАВЛЕННОЙ СКВАЖИНЕ | 2002 |
|
RU2231596C2 |
| Способ возведения буронабивной сваи-инъектора | 1982 |
|
SU1052625A1 |
| СОРТИРОВКА | 1932 |
|
SU30911A1 |

