Предлагаемое изобретение относится к области строительства и может быть использовано для изготовления решетчатых конструкций из трубчатых (гнутосварных) профилей различных зданий и сооружений.
Основная масса современных решетчатых конструкций из трубчатых (гнутосварных) профилей, включающая стропильные и подстропильные фермы (фермы покрытий), перекрестно-стержневые и рамные каркасы, опорные стойки и решетчатые прогоны, мачты и вышки, структуры, оболочки и другие несущие системы, в конструктивно-компоновочном отношении решена и оформлена при помощи сварных бесфасоночных узлов. Такие узлы обеспечивают надежные соединения стержневых элементов решеток и поясов несущих конструкций, примыкающих друг к другу непосредственно (без фасонок), что уменьшает расход конструкционного материала. Способы изготовления решетчатых конструкций из трубчатых профилей с бесфасоночными узлами достаточно проработаны, в том числе с учетом прямоугольной (квадратной) формы сечений. Чтобы избежать двойных резов раскосных элементов решетки допустима расцентровка в бесфасоночных узлах не более 0,25 высоты поясного элемента. При подборе сечений стержневых элементов поясов и решеток необходимо, чтобы в пределах всей партии конструкций профили одного типоразмера имели одинаковую марку (класс) стали и отличались друг от друга не менее чем на 2 мм [Проектирование металлических конструкций / В.В. Бирюлев, И.И. Кошин, И.И. Крылов, А.В. Сильвестров. - Л.: Стройиздат, 1990. - С. 100-117]. Диагональный разворот квадратных профилей увеличивает эффективность бесфасоночных узлов по несущей способности и материалоемкости. При этом в их изготовление дополнительную специфику вносит V-образная разделка торцевых кромок стержневых элементов. Уточнена геометрия прямых резов трубчатых профилей, соединяемых в бесфасоночных узлах при помощи индивидуальных сборочных кондукторов. Такой кондуктор состоит из строганой плиты толщиной 100 мм, горизонтальное положение которой тщательно выверено. На базе не менее тщательной разметки собираемой конструкции в определенных местах плиты приваривают подкладки, фиксаторы, упоры и другие сборочные приспособления. После сборки на этом кондукторе всей партии конструкций плиту зачищают для устройства других кондукторов [Кузнецов А.Ф., Кузнецов В.А. Фермы из квадратных труб на ребро без фасонок, устойчивые против коррозии. - Вестник ЮУрГУ. Серия «Строительство и архитектура». - 2011, вып. 12, №16. - С. 7-10].
Недостаток приведенного способа изготовления решетчатых конструкций из трубчатых профилей обусловлен тем, что стержневые элементы не обладают компенсационной способностью и на их производство можно устанавливать только минусовые допуски. Это усложняет сборку и увеличивает ее трудоемкость из-за необходимости подгонки каждого из стержневых элементов решетки (несмотря на все уточнения геометрии их резов) к поясным элементам во всех узлах на протяжении всей конструкции или ее отправочной марки.
Наиболее близким техническим решением (принятым за прототип) к предлагаемому способу изготовления решетчатых конструкций из трубчатых (гнутосварных) профилей является способ изготовления фермы из трубчатых стержней, по которому раскосную решетку до ее примыкания к поясам фиксируют в пространственном положении, после чего обрезают элементы этой решетки в зоне их соединений по линиям сопряжения с поясом [Бобровников А.П., Волков В.В., Каплун Я.А. Способ изготовления фермы из трубчатых стержней. - Авторское свидетельство №455189, 30.12.1974, бюл. №48]. При наложении сварных швов для формирования раскосной решетки до примыкания к поясам линии сопряжений по торцам всех ее стержневых элементов между собой должны полностью совпадать. Выполнение этого требования вызывает необходимость соблюдать повышенную точность сборочно-сварочных операций и унифицировать все элементы решетки, приняв для них один типоразмер поперечного сечения, определяемый по самым нагруженным (чаще опорным) раскосам. Такая унификация решеток несущих конструкций существенно увеличивает их материалоемкость, а повышенная точность технологических операций сопровождается дополнительными трудозатратами.
Технический результат предлагаемого решения заключается в уменьшении расхода конструкционного материала, снижении трудоемкости изготовления, а также расширении компоновочных и унификационных возможностей решетчатых конструкций.
Указанный технический результат достигается тем, что для формирования решетки конструкции до примыкания к поясам и фиксации в пространственном положении с последующей разделкой элементов решетки в зоне их соединения по линиям сопряжения с поясами торцы одних элементов решетки перекрыты боковыми гранями других элементов той же решетки. При этом более предпочтительно, чтобы торцы сжатых элементов решетки были перекрыты боковыми гранями растянутых элементов той же решетки.
Предлагаемый способ изготовления решетчатых конструкций из трубчатых (гнутосварных) профилей имеет достаточно универсальное техническое решение. Его реализация допускает применять для стержневых элементов решеток несколько типоразмеров поперечных сечений, которые могут иметь два отличительных признака. Один из них проявляется в габаритах, другой - в форме. Такая реализация способствует уменьшению расхода конструкционного материала, а также расширению компоновочных и унификационных возможностей решетчатых конструкций. В случае необходимости допустимо применение одного типоразмера поперечного сечения. В прототипе стержневые элементы решеток сопряжены по торцам друг с другом встык, а в предлагаемом техническом решении однотипные стержневые элементы решеток сопряжены по торцам между собой внахлестку. Нахлестки требуют соблюдать определенную точность сборочно-сварочных операций, однако не столь повышенную, как стыки, что сокращает дополнительные трудозатраты. При использовании разнотипных поперечных сечений разницы их размеров обеспечивают определенную компенсационную способность стержневых элементов решеток, что способствует еще большему сокращению дополнительных трудозатрат.
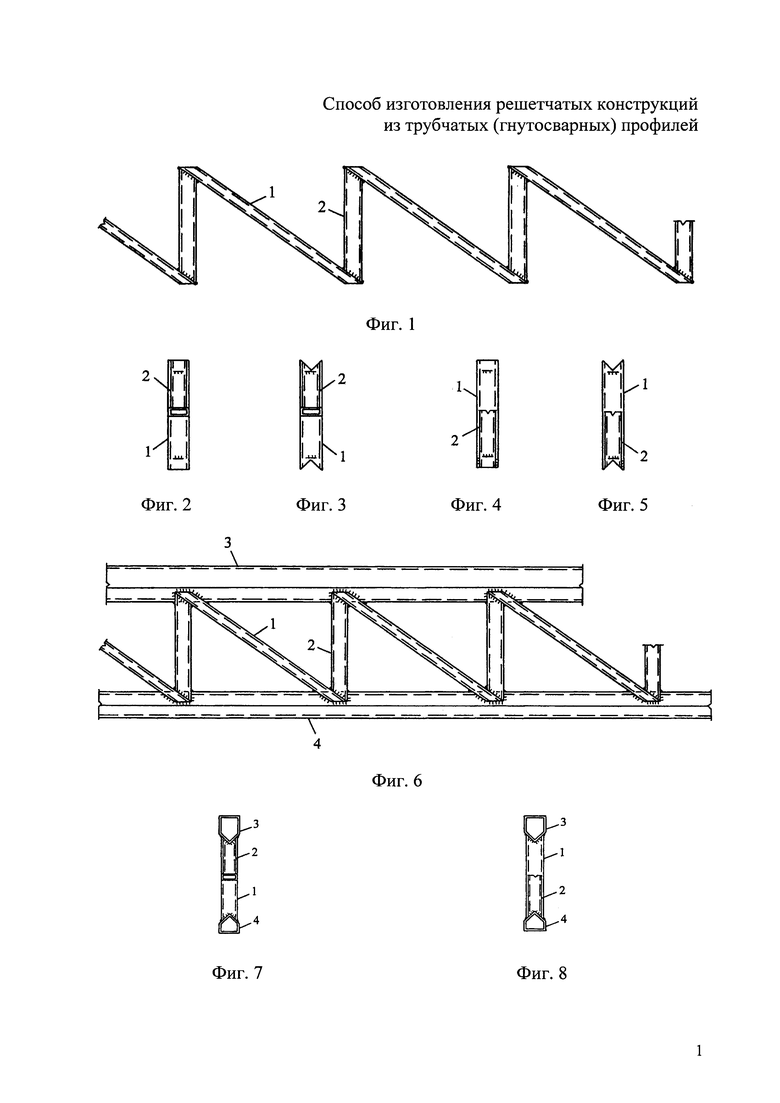
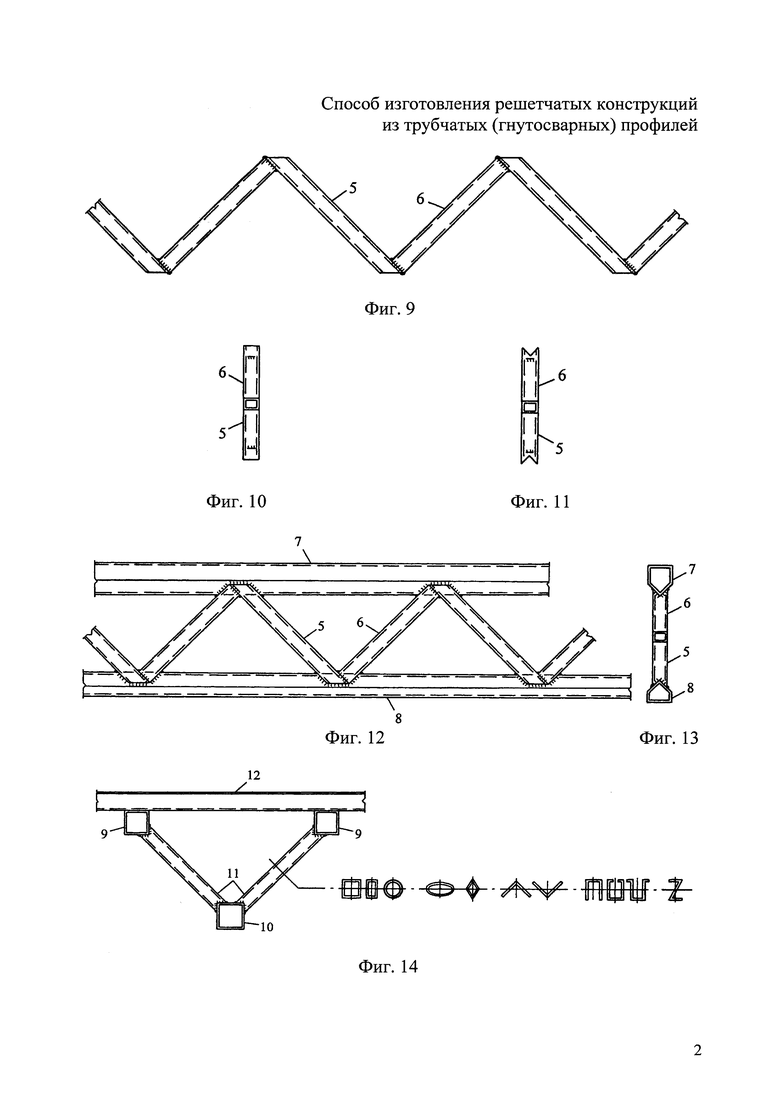
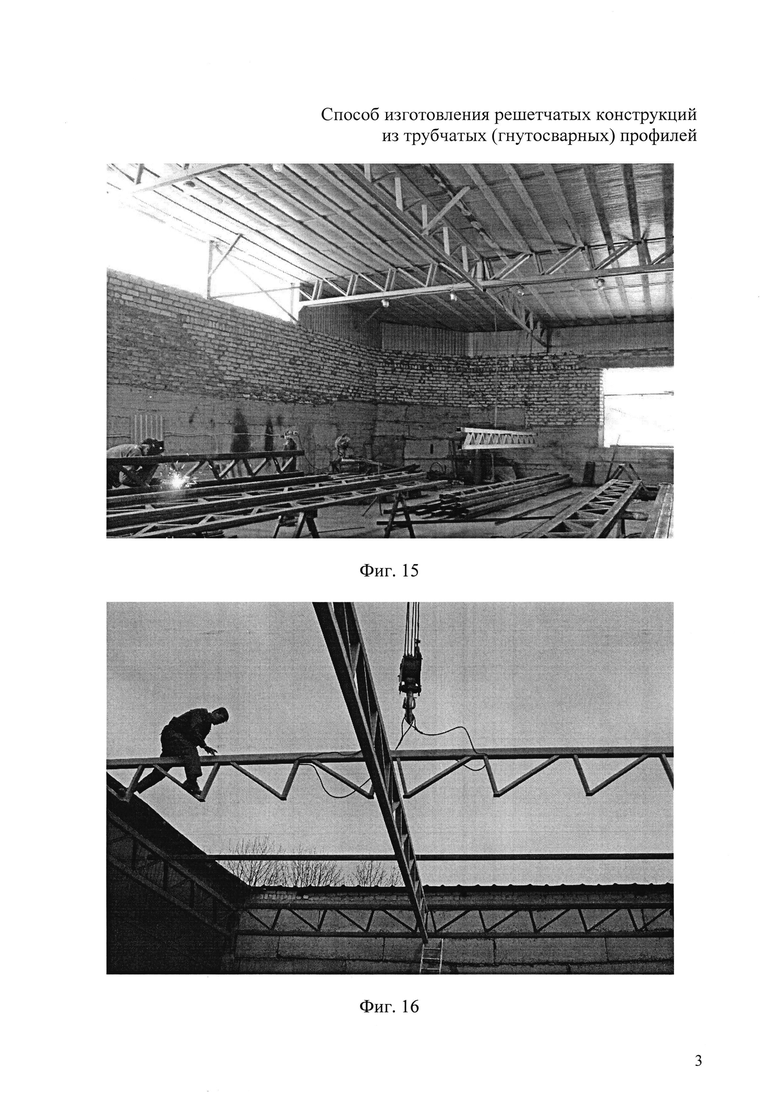
Предлагаемое техническое решение поясняется графическими материалами, где на фиг. 1 показан фрагмент решетки раскосной системы из растянутых раскосов и сжатых стоек; на фиг. 2 - боковой вид решетки со стороны раскоса до разделки торцевых кромок стержневых элементов; на фиг. 3 - боковой вид решетки со стороны раскоса после разделки торцевых кромок стержневых элементов; на фиг. 4 - боковой вид решетки со стороны стойки до разделки торцевых кромок стержневых элементов; на фиг. 5 - боковой вид решетки со стороны стойки после разделки торцевых кромок стержневых элементов; на фиг. 6 представлен фрагмент собранной конструкции; на фиг. 7 - боковой вид собранной конструкции со стороны раскоса; на фиг. 8 - боковой вид собранной конструкции со стороны стойки; на фиг. 9 приведен фрагмент решетки треугольной системы из растянутых и сжатых раскосов; на фиг. 10 - боковой вид треугольной решетки до разделки торцевых кромок стержневых элементов; на фиг. 11 - боковой вид треугольной решетки после разделки торцевых кромок стержневых элементов; на фиг. 12 изображен фрагмент собранной конструкции с треугольной решеткой; на фиг. 13 - боковой вид собранной конструкции с треугольной решеткой; на фиг. 14 - боковой вид пространственной конструкции с настилом по верхним поясам и рядом профилей для компоновки решеток; на фиг. 15 приведен снимок изготовления пространственной конструкции со съемными нижними поясами; на фиг. 16 - снимок монтажа пространственной конструкции со съемными нижними поясами.
Предлагаемый способ изготовления решетчатых конструкций из трубчатых (гнутосварных) профилей нагляднее можно представить для решеток раскосной системы, где раскосы 1 и стойки 2 решетки, чередуясь между собой, соединяют верхний пояс 3 конструкции с ее нижним поясом 4. Раскосы 1 и стойки 2 после прямых резов под определенными углами наклона к поясам, заданными по проекту, собирают в решетку раскосной системы и жестко закрепляют на сборочном стенде таким образом, чтобы в местах образования бесфасоночных узлов торцы стоек были перекрыты боковыми гранями раскосов. Затем производят разделку торцевых кромок раскосов 1 и стоек 2 в зонах их соединений с образованием фигурных вырезов. Форма этих вырезов, одинаковая во всех узлах конструкции, полностью соответствует профилю верхнего пояса 3 и профилю нижнего пояса 4. Подобные совпадения примыкающих друг к другу частей решеток и поясов обеспечивают необходимое и достаточное качество соединений без дополнительных (подгоночных) работ.
В решетках раскосных систем раскосы 1, как правило, растянуты и чередуются стойками 2, для равноустойчивости которых в плоскости и из плоскости решетки целесообразны симметричные профили с равными радиусами инерции сечения, например квадратные. Тогда для раскосов 1 из целого ряда можно подобрать такие профили, например прямоугольные, которые обладают необходимым запасом прочности и перекрывают своими боковыми гранями торцы стоек 2 с обеспечением компенсационной способности, вполне достаточной для сборочно-сварочных операций без дополнительных затрат. При такой компоновке растянутые раскосы 1 оказываются зажатыми между стойками решетки 2 и поясами конструкции - верхними 3 и нижними 4, что уменьшает действия выдергивающих сил и обеспечивает более равномерное распределение напряжений в бесфасоночных узлах, а это позитивно влияет на расход конструкционного материала. Здесь следует отметить, что, если в прототипе верхние и нижние пояса унифицированы и приняты одинаковыми, то в предлагаемом техническом решении при одинаковых разделках торцевых кромок стержневых элементов решетки верхние пояса 3 и нижние пояса 4 имеют разные профили и тем самым способствуют снижению материалоемкости решетчатых конструкций.
В решетках треугольных систем растянутые раскосы 5, как правило, чередуются сжатыми раскосами 6, для равноустойчивости которых в плоскости и из плоскости решетки целесообразны симметричные профили с равными радиусами инерции сечения, например квадратные. Тогда для раскосов 5 и 6 в общем случае, очевидно, вполне применима компоновка, уже приведенная для решетки раскосной системы. Поэтому интересно рассмотреть частный случай, когда и растянутые раскосы 5, и сжатые раскосы 6 выполнены из одинаковых трубчатых профилей, например квадратных. В прототипе стержневые элементы из одинаковых профилей требуют предварительной обработки концевых частей с такой тщательностью, чтобы их торцы при формировании решетки взаимно перекрывали друг друга встык достаточно плотно для качественного наложения валиков сварных швов. Предварительная обработка концевых частей раскосов 5 и 6 из одинаковых профилей по предлагаемому техническому решению ограничивается прямыми резами под заданными из проекта углами наклона. Для формирования решетки в местах образования бесфасоночных узлов торцы сжатых раскосов 6 перекрыты боковыми гранями растянутых раскосов 5 внахлестку, что способствует наложению валиков сварных швов не менее качественно, чем в прототипе. При этом конструкция с решеткой треугольной системы может иметь верхний пояс 7 и нижний пояс 8 из разных профилей или, как в прототипе, из одинаковых профилей. Очевидно, что такая возможность охватывает конструкции с решетками и других систем, например с решеткой раскосной системы (уже приведенной с верхним поясом 3 и нижним поясом 4).
Предлагаемый способ изготовления решетчатых конструкций из трубчатых (гнутосварных) профилей с одинаковым успехом можно использовать как в плоских, так и пространственных их модификациях, например в трехгранных фермах покрытий (перекрытий). Каждая из таких ферм включает в свой состав два верхних пояса 9, один нижний пояс 10, две наклонные решетки 11. Одну из трех граней решетчатой конструкции формирует настил 12 из профилированных листов, уложенных по верхним поясам 9. При соответствующем креплении с верхними поясами 9 настил 12 образует жесткий диск, пригодный для устройства легкого покрытия или монолитного перекрытия с несъемной опалубкой и внешним армированием. Для компоновки наклонных решеток 11 применим ряд из трубчатых (замкнутых) и открытых (незамкнутых) профилей, а также их сочетаний. Очевидно, что подобный ряд обеспечивает существенное расширение компоновочных и унификационных возможностей решетчатых конструкций, в том числе монтаж их плоских и пространственных модификаций из одинаковых (унифицированных) отправочных марок.
Еще один положительный эффект проявляется в том, что предлагаемый способ изготовления решетчатых конструкций из трубчатых (гнутосварных) профилей можно частично перенести из цеха на строительную площадку и применять на монтаже непосредственно в проектном положении, например в пространственных конструкциях со съемными нижними поясами. Такой подход обеспечивает существенное снижение материальных и трудовых затрат за счет того, что его реализация в значительной мере основана на современном компактном оборудовании (в первую очередь сварочном) и соответствующей квалификации тех, кто на нем работает как в цеховых, так и построечных условиях. В качестве подтверждения здесь можно привести решетчатые конструкции из трубчатых (гнутосварных) профилей прямоугольных (квадратных) сечений в виде модулей (блоков) покрытий и перекрытий из перекрестных ферм типа «Пятигорск» [Проектирование легких металлоконструкций из перекрестных систем, включая модули типа «Пятигорск»: Справочное пособие / А.С. Марутян. - Пятигорск: СКФУ, 2013. - 436 с.]. Продолжающаяся модернизация таких решетчатых конструкций и способа их изготовления обеспечивает им определенный спрос в нестабильных условиях современной конъюнктуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХГРАННАЯ РЕШЕТЧАТАЯ ОПОРА С ПОЯСАМИ ИЗ D-ОБРАЗНЫХ ТРУБ | 2023 |
|
RU2806391C1 |
| ПРОСТРАНСТВЕННАЯ РЕШЕТЧАТАЯ НЕСУЩАЯ КОНСТРУКЦИЯ | 2011 |
|
RU2485257C1 |
| ТРЕХГРАННАЯ РЕШЕТЧАТАЯ ОПОРА С ПОЯСАМИ ИЗ ПЛОСКООВАЛЬНЫХ ТРУБ | 2017 |
|
RU2664092C1 |
| НЕСУЩАЯ КОНСТРУКЦИЯ С РЕШЕТКОЙ ИЗ ЧЕЧЕВИДНЫХ ТРУБ | 2016 |
|
RU2618771C1 |
| ФЕРМА ИЗ РОМБИЧЕСКИХ ТРУБ (ГНУТОСВАРНЫХ ПРОФИЛЕЙ) | 2013 |
|
RU2548301C1 |
| ФЕРМА ИЗ ГНУТОСВАРНЫХ ПРОФИЛЕЙ С ПОЯСАМИ РЕГУЛЯРНО-ПЕРЕМЕННЫХ СЕЧЕНИЙ | 2018 |
|
RU2702492C1 |
| ТРУБЧАТЫЕ (ГНУТОСВАРНЫЕ) ПРОФИЛИ СОСТАВНЫХ СЕЧЕНИЙ (ВАРИАНТЫ) | 2015 |
|
RU2597594C1 |
| НЕСУЩАЯ КОНСТРУКЦИЯ С РЕШЕТКОЙ ИЗ ПЛОСКООВАЛЬНЫХ ТРУБ | 2015 |
|
RU2601351C1 |
| РАСКОСНАЯ РЕШЕТКА СТЕРЖНЕВЫХ КОНСТРУКЦИЙ С ДОПОЛНИТЕЛЬНЫМИ РАСКОСАМИ Y-ОБРАЗНОЙ ИЛИ Ψ-ОБРАЗНОЙ ФОРМЫ | 2016 |
|
RU2633024C1 |
| НЕСУЩАЯ КОНСТРУКЦИЯ С РЕШЕТКОЙ ИЗ ОВАЛЬНОЙ ТРУБЫ | 2014 |
|
RU2554643C1 |
Изобретение относится к области строительства и может быть использовано для изготовления решетчатых конструкций из трубчатых (гнутосварных) профилей различных зданий и сооружений. Способ изготовления решетчатых конструкций из трубчатых (гнутосварных) профилей включает формирование решетки конструкции до примыкания к поясам и ее фиксацию в пространственном положении с последующей разделкой торцевых кромок элементов решетки в зоне их соединения по линиям сопряжения с поясами. При этом торцы сжатых элементов решетки перекрыты боковыми гранями растянутых элементов той же решетки. Технический результат состоит в уменьшении расхода конструкционного материала, снижении трудоемкости изготовления, а также расширении компоновочных и унификационных возможностей решетчатых конструкций. 16 ил.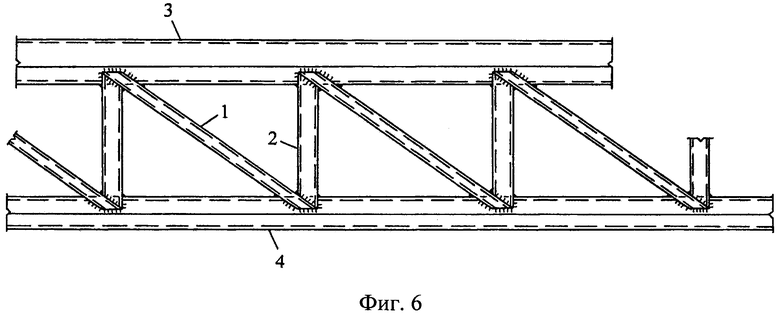
Способ изготовления решетчатых конструкций из трубчатых (гнутосварных) профилей, включающий формирование решетки конструкции до примыкания к поясам и ее фиксацию в пространственном положении с последующей разделкой торцевых кромок элементов решетки в зоне их соединения по линиям сопряжения с поясами, отличающийся тем, что торцы сжатых элементов решетки перекрыты боковыми гранями растянутых элементов той же решетки.
| СТЕРЖНЕВАЯ ФЕРМА | 2000 |
|
RU2189423C2 |
| Инструмент для шабровки плоских поверхностей | 1958 |
|
SU116526A2 |
| Способ получения препарата стимулин | 1958 |
|
SU116877A1 |
| 0 |
|
SU154158A1 | |
| US 2003226330 A1, 11.12.2003.. | |||

