ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к устройствам для обеспечения безопасности гидравлического фитинга, в частности, для использования в самолетах или других летательных аппаратах.
[0002] В современных коммерческих самолетах топливо обычно хранится в крыльях. В топливном баке могут проходить множество трубопроводов гидравлической системы для подачи питания элементам с гидравлическим приводом и управления элементами с гидравлическим приводом, такими как закрылки. Эти трубопроводы гидравлической системы требуют, чтобы множество фитингов соединяли различные отрезки системы гидравлических трубопроводов друг с другом, с другими фитингами и с панелями перегородок, а также направляли рабочую жидкость. Во время работы самолета между трубопроводом гидравлической системы и фитингом может возникнуть электрическая искра, которая может распространиться к топливному баку и таким образом создать потенциальный источник воспламенения. Эта опасность может быть подавлена или предотвращена различными способами, причем в настоящем изобретении описаны альтернативный усовершенствованный способ и устройство для предотвращения распространения искры от фитинга к топливному баку.
[0003] Федеральное управление гражданской авиации (FAA) выразило беспокойство относительно указанных потенциальных источников воспламенения в топливном баке самолета. Федеральные авиационные правила (FAR) 25.981(a)(3) (14 CFR 25.981 (а)(3)) требуют, чтобы любой потенциальный источник воспламенения в достаточной степени подавлялся дублирующими мерами, направленными на предотвращение воспламенения. Согласно конкретной формулировке "источник воспламенения не должен возникать ни из какой одиночной неисправности, ни из какой одиночной неисправности ни в комбинации ни с каждым каким условием неисправности, не являющимся чрезвычайно уделенным, и из всех комбинаций неисправностей, не являющихся чрезвычайно невероятными". Это правило обычно требует, чтобы система имела тройную избыточность, или три устройства безопасности, которые должны иметь независимые неисправности, чтобы вызвать распространение источника воспламенения к авиационному топливному баку. Для стационарных установок, в которых меры по предотвращению воспламенения имеют высокую надежность, может быть достаточной двойная избыточность.
[0004] Известные способы удовлетворения вышеуказанного требования сосредоточены на снижении вероятности возникновения искрения между трубопроводом гидравлической системы и фитингом. Одним потенциальным источником искрения является электрический ток, протекающий по трубопроводам гидравлической системы. Электрический ток может перетекать с трубопровода гидравлической системы на фитинг и таким образом вызвать искрение. Одним известным способом является рассеивание или отвод электрического тока от трубопроводов гидравлической системы, так чтобы электрический ток не протекал через топливный бак. Например, для предотвращения электрического тока могут быть использованы линейные статические рассеиватели. Для указанных способов снижения опасности искрения может потребоваться большое количество частей, в результате чего увеличивается стоимость, сложность и время сборки.
[0005] Некоторые известные фитинговые конструкции содержат внутри полимерную облицовку для защиты труб и фитингов от износа поверхностей. Без использования электрического рассеяния указанная облицовка может усугубить проблему искрения в случаях, когда диэлектрический пробой происходит рядом с штуцером фитинга, если по фитингу протекает большой электрический ток, например, вызванный разрядом молнии. По гидравлическим трубам, проложенным в пластиковых, армированных углеродным волокном (CFRP) крыльях, протекают потенциально более сильные токи, чем токи, протекающие в подобных фитингах, проложенных в крыле металлических самолетов. Таким образом, могут потребоваться дополнительные меры для обеспечения безопасности в соответствии с Федеральными правилами.
[0006] Для предотвращения электрического тока по трубопроводам гидравлической системы могут быть использованы линейные электрические изоляторы, которые разрывают цепь тока и таким образом предотвращают искрение, вызванное электрическим током. Указанные линейные статические рассеиватели обычно представляют собой электрически непроводящие трубы, вставленные в трубопровод гидравлической системы. Указанные непроводящие трубы препятствуют протеканию электрического тока, в результате чего ток протекает по другим конструкциям, но не по трубопроводу гидравлической системы. Такой подход не может быть предпочтительным, поскольку он добавляет дополнительный вес к системе и препятствует использованию трубопроводов гидравлической системы в качестве токопроводящего средства.
[0007] Другим источником воспламенения может быть горячий материал, который выжимается из фитинга под давлением. Этот горячий материал может быть смазкой, используемой для защиты фитингов, расплавленным металлом из-за внутренней электрической дуги, или любым другим материалом, который может стать горячим из-за давления или электрической дуги и может быть выдавлен из гидравлического фитинга.
[0008] С учетом растущей тенденции к снижению веса композитных или других непроводящих (или имеющих низкую проводимость) материалов для топливного бака и других авиационных конструкций передача электрического тока от трубопроводов гидравлической системы к топливному баку не является допустимой или возможной для устранения опасности искрения. Кроме того, композитный или непроводящий топливный бак может накапливать электростатический заряд во время перемещения самолета в воздухе. Указанный электростатический заряд должен быть рассеян на удалении от топливного бака для предотвращения возгорания или повреждения топливного бака. Проводящие трубопроводы гидравлической системы могут быть использованы для передачи электрического тока или рассеяния статического электричества, накопленного на топливном баке.
[0009] Таким образом, в уровне техники имеется потребность в способе и устройстве для увеличения безопасности гидравлических муфт путем препятствования распространению искрения от гидравлической муфты в окружающую среду с одновременным поддерживанием проводящих свойств гидравлической линии.
[00010] Кроме того, в уровне техники имеется потребность в безопасных материалах, которые являются пригодными для рассеивания накопленного статического электричества с композитной поверхности топливного бака с одновременным предотвращением распространения искрения от трубопровода гидравлической системы в окружающую среду.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[00011] В настоящем изобретении предложено устройство для предотвращения распространения искрения, возникшего между фитингом и трубой, в окружающую среду, содержащее:
трубу;
гидравлический фитинг, скрепленный с указанной трубой, причем указанный гидравлический фитинг имеет первый открытый конец для приема указанной трубы; и
концевое уплотнение, расположенное на указанном гидравлическом фитинге рядом с указанным открытым концом, причем указанное концевое уплотнение формирует механический барьер между указанным фитингом и указанной трубой.
Указанный механический барьер решает задачу предотвращения распространения искрения в окружающую среду.
[00012] Также в настоящем изобретении предложен способ предотвращения распространения искрения в окружающую среду, включающий этапы, согласно которым:
берут гидравлическую муфту, содержащую фитинг, и трубу, причем указанный фитинг содержит первый конец, имеющий отверстие для приема трубы, и
формируют барьер между указанной гидравлической муфтой и указанной окружающей средой, причем указанный барьер предотвращает распространение искрения, возникающего между фитингом и указанной трубой в указанную окружающую среду.
[00013] Указанным барьером может быть концевое уплотнение, около внутренней или наружной поверхности фитинга или втулки, которое выполнено путем обматывания или другим способом нанесено на гидравлическую муфту. Указанный барьер образует механическую преграду, препятствующую нежелательному распространению искры.
[00014] Наконец, в настоящем изобретении предложен новый способ предотвращения распространения искрения в окружающую среду, включающий этапы, согласно которым:
наносят концевое уплотнение на указанный гидравлический фитинг, причем указанный гидравлический фитинг имеет первый конец с отверстием для приема указанной трубы,
соединяют указанный гидравлический фитинг с указанной трубой для формирования гидравлической муфты, причем указанная гидравлическая труба имеет первый конец с отверстием для приема указанной гидравлической трубы,
наносят термоусадочную оболочку вокруг указанной гидравлической муфты и
нагревают указанную термоусадочную оболочку для формирования указанной термоусадочной оболочки вокруг указанной гидравлической муфты.
Получившееся устройство образует механический барьер, препятствующий распространению искры.
[00015] Согласно другим вариантам реализации вышеописанный способ дополнительно включает этап, согласно которому обматывают ленту вокруг гидравлической муфты перед применением термоусадочной оболочки. Указанная лента обеспечивает дополнительный слой защиты, а термоусадочная оболочка препятствует разматыванию ленты, которое может возникнуть из-за контакта с окружающей средой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00016] На фиг. 1 показан вид самолета в перспективе.
[00017] На фиг. 2 показан местный разрез части авиационного крыла.
[00018] На фиг. 3 показан местный разрез устройства согласно одному из вариантов реализации.
[00019] На фиг. 4А показан местный разрез устройства согласно другому варианту реализации.
[00020] На фиг. 4В показан местный разрез устройства согласно еще одному варианту реализации.
[00021] На фиг. 4С показан местный разрез устройства согласно еще одному варианту реализации.
[00022] На фиг. 4D показан местный разрез устройства согласно еще одному варианту реализации.
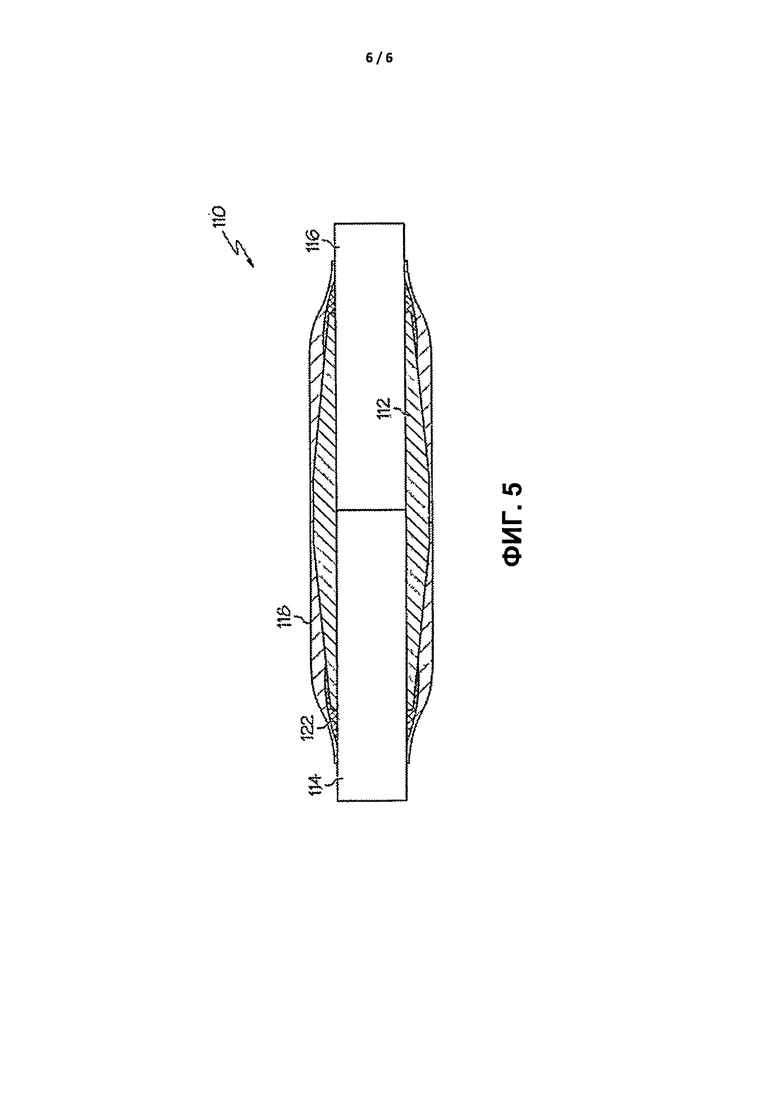
[00023] На фиг. 5 показан местный разрез устройства согласно еще одному варианту реализации.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00024] Как показано на фиг. 1, коммерческий самолет 100 в целом состоит из фюзеляжа 102, крыльев 104, включая трубопроводы 106 гидравлической системы и закрылки 108. Закрылки 108 расположены на крыльях 104 для обеспечения управления самолетом в полете. Как показано на фиг. 2, трубопроводы 106 могут проходить в крыле 104 самолета и могут включать одну или большее количество гидравлических муфт 110. Указанные трубопроводы 106 могут управлять закрылками 108 или другой управляющей структурой самолета.
[00025] На фиг. 3 показан местный разрез усовершенствованного устройства согласно одному из вариантов реализации. Как показано на чертеже, гидравлическая муфта 110 в целом состоит из гидравлического штуцера 112, обычно расположенного вокруг гидравлических труб 114, 116. Согласно показанному на чертеже варианту реализации гидравлический штуцер 112 является соединителем для соединения первой секции 114 со второй секцией 116 трубопровода 106 гидравлической системы. Первая секция 114 и вторая 116 секция трубопровода 106 могут быть соединены путем обжимки или любым другим известным способом. На чертеже дополнительно показано, что гидравлический штуцер 112 может содержать внутренние уплотнения или фитинги (не показаны), препятствующие просачиванию рабочей жидкости из фитинга 112.
[00026] Кроме того, на фиг. 3 показано устройство одного типа для снижения риска появления источников воспламенения внутри авиационного топливного бака. В целом гидравлические трубы 114, 116 и фитинг 112 охвачены втулкой 118, которая может представлять собой оболочку из намотанной ленты или цилиндрическую термоусадочную оболочку, сжимающую гидравлические трубы 114, 116 и фитинг 112. Указанная втулка 118 может создавать механический барьер, предотвращающий распространение искры из внутренней части фитинга 112 в направлении к топливному баку.
[00027] Втулка 118 может быть сформирована из ленты, обернутой вокруг фитинга 112 и трубы 114, 116, или может представлять собой термоусадочный материал, нанесенный на линию во время сборки. Обернутая лента предпочтительно устанавливается во время сборки фитинга 112 и труб 114, 116, в то время как термоусадочная втулка может быть креплена с фитингом 112 или размещена вокруг фитинга 112 до сборки фитинга 112 с трубами 114, 116. Согласно другому варианту реализации втулка 118 может содержать как обернутую ленту, так и термоусадочный материал, нанесенный вокруг обернутой ленты, для предотвращения разматывания ленты. Такая конструкция препятствует потере адгезии слоем ленты из-за контакта с топливом, размещенным в топливном баке, поскольку в этом случае может быть поставлена под угрозу безопасность защитной функции.
[00028] Физические характеристики втулки 118 могут быть изменены в зависимости от предпочтительной функции втулки 118. Размер втулки 118 регулируется в соответствии с интенсивностью ожидаемого искрения, и, таким образом, толщина и объем покрытия могут быть изменены. Обычно толщина втулки 118 может составлять примерно 0,12-0,5 мм и проходить примерно на 6,35-38,1 мм за пределы концов фитингов. Такое расположение обеспечивает достаточное сопротивление распространению искры для устранения опасности воспламенения топлива.
[00029] Для втулки 118 обычно выбирают материал, отличающийся коррозионной стойкостью, поскольку он подвергается воздействию топлива и рабочей жидкости, и имеющий электрическую проводимость в пределах примерно от умеренной до нулевой. Уровень проводимости в пределах от низкого до умеренного обеспечивает возможность стекания электростатического заряда с поверхности втулки. Согласно другому варианту реализации проводимость диэлектрической втулки 118 в пределах от очень низкой до нулевой может быть выбрана в соответствии с предпочтительными характеристиками втулки 118.
[00030] Например, материалом для втулки 118 может быть фторированный этилен-пропилен (FEP). Этот материал может служить в качестве диэлектрика и не позволяет электростатическому заряду стекать на трубопровод гидравлической системы. Согласно другому варианту реализации втулка 118 может быть выполнена из пропитанного углеродом пластика (или другого проводящего материала), который является электрически проводящим и топливостойким. Такая проводящая втулка 118 может быть использована для стекания накопленного статического электричества с втулки.
[00031] Другим примером термоусадочного материала для втулки 118 является политетрафторэтилен (PTFE). Этот материал имеет высокую температуру плавления, высокую прочность и является химически инертным. Другими примерами являются полиэфирэфиркетон (PEEK) и полиэфиркетонкетон (РЕКК), по существу которые имеют свойства, подобные свойствам политетрафторэтилена. Эти материалы могут улавливать любые искры, которые в противном случае могут выбрасываться из соединения. В результате стекания искр по термоусадочному обмоточному материалу значительно уменьшается возможность воспламенения. В устройстве также могут быть использованы другие материалы с подобной химической прочностью и диапазоном рабочих температур.
[00032] В настоящем изобретении также рассмотрены другие способы установки термоусадочной оплетки. Например, в конкретных областях соединений, в которых металлические трубы соединены фитингами, могут быть использованы многочисленные части пустотелой трубки. Эти отдельные части могут независимо покрывать часть фитинга и металлической трубы и, таким образом, способствовать уменьшению количества необходимого термоусадочного материала. Многочисленные отдельные части термоусадочной оплетки также могут быть использованы для фитингов, соединяющих больше двух трубок, например для тройников или крестовых фитингов, когда три или четыре трубки соединены с одним фитингом. Поскольку искрение может быть устранено только в удельных областях соединений, в которых металлические трубы и фитинг сходятся вместе, использование отдельных, уменьшенных частей термоусадочной оплетки может быть использовано для обеспечения эффективного подавления искрения с одновременным уменьшением использованного количества термоусадочного материала, необходимого для оплетки.
[00033] Расположение механического уплотнения гидравлического фитинга 112 и труб 114, 116 согласно еще одному варианту реализации в целом показано на фиг. 4А-4В. На показанных местных разрезах концевые уплотнения 122 или уплотняющий материал 124 расположены на фитинге 112 для механической изоляции искры от взаимодействия с топливом.
[00034] На фиг. 4А показано использование концевого уплотнения 122 для покрытия краев фитинга 112. При таком расположении диэлектрический или непроводящий материал размещен вокруг наружного периметра фитинга 112 и соединен с трубами 114, 116. Указанное концевое уплотнение 122 может покрывать открытый край фитинга 112 и прилипать к трубам 114, 116. Указанное расположение обеспечивает механическое уплотнение, препятствующее распространению искр из внутренней части фитинга 112 к топливному баку.
[00035] В этом случае концевое уплотнение 122 должно быть применено после сборки фитинга 112 с трубами 114, 116, так чтобы между фитингом 112 и трубами 114, 116 могло быть сформировано жесткое уплотнение.
[00036] Согласно еще одному варианту реализации, как показано на фиг. 4B-4D, уплотняющий материал 124 может быть расположен на внутренней части фитинга 112, вместо расположения концевого уплотнения 122 вокруг периметра края фитинга 112 или в дополнение к нему. Уплотняющий материал 124 может быть применен в форме одного или большего количества неполных колец (как показано на фиг. 4В), спирали (как показано на фиг.4С) или полных кругов (как показано на фиг. 4D). Неполные кольца или спирали могут быть использованы для обеспечения возможности обнаружения протечки в гидравлическом уплотнении при просачивании рабочей жидкости сквозь отверстия в уплотнении. Такая конструкция дополнительно препятствует просачиванию рабочей жидкости путем создания давления позади концевого уплотнения, которое может вызвать его смещение. Использование полных колец, как показано на фиг. 4D, может быть достаточным для защиты против распространения искрения из внутренней части фитинга 112 к топливному баку.
[00037] В отличие от традиционных уплотнений или гидравлических кольцевых уплотнителей (таких как уплотнительные кольца), концевое уплотнение 122 или уплотняющий материал 124 не препятствуют выходу сжатого воздуха из фитинга 112, а вместо этого просто образуют механический барьер между местом, в котором имеется потенциальная возможность искрения, и топливным баком.
[00038] Внутреннее концевое уплотнение дополнительно имеет характеристики, которые дополняют или заменяют известные коррозионно-стойкие покрытия. Указанные покрытия уменьшают износ в области контакта между фитингом и металлической трубкой, вызванный незначительным относительным перемещением, например, вызванным вибрацией. Концевое уплотнение предпочтительно имеет достаточную толщину для предотвращения диэлектрического пробоя и достаточную прочность для сопротивления повреждению во время сборки. Оно может быть изготовлено из материала, совместимого с топливом и рабочими жидкостями, а также с температурными допусками, принятыми в авиастроении. Примерами материалов, которые могут быть подходящими для внутренних концевых уплотнений, являются фторированный этилен-пропилен, политетрафторэтилен, полиэфирэфиркетон и силиконовые эластомеры.
[00039] Другой аспект устройства показан на фиг. 5 и включает многочисленные электромагнитные защитные особенности для снижения распространения искрения. На чертеже показана гидравлическая муфта 110, которая содержит фитинг 112, соединяющий трубы 114 и 116. Концевые уплотнения 122 применены между фитингом 112 и трубами 114, 116 и обеспечивают барьер, препятствующий распространению искр. Втулка 118 расположена вокруг фитинга 112 и части труб 114, 116, как описано выше, для обеспечения второго дополнительного барьера, препятствующего распространению искр. Указанные многочисленные средства электромагнитной защиты предотвращают независимые отказы и таким образом препятствуют распространению искр от области искрения к топливному баку вследствие одиночного повреждения. Следует иметь в виду, что уплотняющий материал 124, показанный на фиг. 4B-4D и описанный выше, может быть использован в дополнение к концевым уплотнениям 122 или вместо них. Подходящими термоусадочными обмоточными материалами для изготовления втулок являются фторированный этилен-пропилен, политетрафторэтилен, полиэфирэфиркетон или другие материалы, имеющие подходящие химические и термические свойства и способность формировать термоусадочную трубку, образованную путем обматывания.
[00040] Первый способ предотвращения распространения искры состоит в сквозном соединении типа металл-металл между фитингом 112 и трубами 114, 116. Второй способ состоит в использовании внешних концевых уплотнений 122 или внутреннего уплотняющего материала 124. Концевые уплотнения 122 или уплотняющий материал 124 обеспечивают физический барьер между искрением и топливным баком. Третий способ предотвращения распространения искры состоит в использовании втулки 118 или оболочки, которые формируют механический барьер между гидравлической муфтой 110 и окружающей средой. Каждый из указанных способов предотвращения распространения искры требует наличия условий индивидуального повреждения, и, таким образом, комбинация указанных способов удовлетворяет требованиям FAR 25.981 (Федеральных авиационных правил).
[00041] Таким образом, предложенная усовершенствованная система по меньшей мере решает указанные выше задачи обеспечением дополнительной защиты, включающей уникальные типы отказов.
[00042] В настоящей заявке в качестве примеров представлены цельные радиально обжатые или криогенные фитинги. Для специалиста очевидно, что принципы герметизации с использованием концевых уплотнений и покрытий на основе оболочки или трубчатой оплетки в форме как одиночных, так и многочисленных частей также могут быть применены к составным аксиально обжатым фитингам или другим гидравлическим фитингам.
[00043] Показанное на фиг. 1-5 и описанное выше устройство для предотвращения распространения искрения, возникшего между фитингом 112 и трубой 114, 116, в окружающую среду содержит: трубу 114, 116; гидравлический фитинг 112, скрепленный с трубой 114, 116 и имеющий первый открытый конец для приема трубы 114, 116; концевое уплотнение 122, расположенное на гидравлическом фитинге 112 рядом с открытым концом и формирующее механический барьер между фитингом 112 и трубой 114, 116.
Согласно одному варианту реализации концевое уплотнение 122 расположено на наружной поверхности гидравлического фитинга 112, причем концевое уплотнение 122 адгезивным способом соединено с трубой 114, 116. Согласно еще одному варианту реализации концевое уплотнение 122 применено по окружности к внутренней поверхности указанного гидравлического фитинга 112. Согласно еще одному варианту реализации концевое уплотнение 122 имеет форму одного или большего количества неполных колец; согласно еще одному варианту реализации концевое уплотнение 122 имеет форму спирали. Концевое уплотнение 122 имеет форму одного или большего количества полных колец.
[00044] Согласно одному аспекту настоящего изобретения предложен способ предотвращения распространения искрения в окружающую среду. Способ включает этапы, согласно которым:
берут гидравлическую муфту 110, содержащую фитинг 112, и трубу 114, 116, причем указанный фитинг содержит первый конец, имеющий отверстие для приема трубы 114, 116, и
формируют барьер между гидравлической муфтой 110 и окружающей средой, который предотвращает распространение искрения, возникающего между фитингом 112 и трубой 114, 116, в окружающую среду.
Согласно одному варианту реализации барьером является концевое уплотнение 122, наложенное на фитинг 112 рядом с его первым концом. Согласно одному варианту реализации барьер содержит термоусадочную оболочку, расположенную вокруг гидравлической муфты 110 и покрывающую фитинг 112 и часть трубы 114, 116. Согласно одному варианту реализации термоусадочная намотка содержит диэлектрический материал. Согласно еще одному варианту реализации термоусадочная оболочка имеет достаточную электропроводность для рассеяния электростатических зарядов. Согласно еще одному варианту реализации барьер дополнительно содержит намотанную ленту. Согласно одному варианту реализации способ включает этапы, согласно которым наматывают ленту вокруг гидравлической муфты 110, размещают термоусадочную оболочку вокруг гидравлической муфты 110 и нагревают термоусадочную оболочку для адгезивного прилипания указанной термоусадочной оболочки к ленте.
[00045] Согласно другому аспекту настоящего изобретения предложен способ предотвращения распространения искрения, возникшего между гидравлическим фитингом 112 и трубой 114, 116, в окружающую среду, включающий этапы, согласно которым:
наносят концевое уплотнение 122 на гидравлический фитинг 112, имеющий первый конец с отверстием для приема трубы 114, 116,
соединяют гидравлический фитинг 112 с трубой 114, 116 для формирования гидравлической муфты, причем гидравлическая труба 114, 116 имеет первый конец с отверстием для приема трубы 114, 116,
наносят термоусадочную оболочку вокруг гидравлической муфты 110 и
нагревают термоусадочную оболочку для формирования термоусадочной оболочки вокруг гидравлической муфты 110.
Согласно одному варианту реализации термоусадочная оболочка имеет достаточную электропроводность для рассеивания статического заряда. Согласно одному варианту реализации концевое уплотнение 122 наносят на внутреннюю поверхность гидравлического фитинга 112. Согласно еще одному варианту реализации концевое уплотнение 122 наносят в форме одного или большего количества неполных колец к внутренней поверхности гидравлического фитинга 112. Согласно еще одному варианту реализации концевое уплотнение 122 наносят в форме спирали к внутренней поверхности гидравлического фитинга 112. Согласно одному варианту реализации способ может включать этап, согласно которому обматывают ленту вокруг гидравлической муфты 110. Согласно еще одному варианту реализации наматывают ленту непосредственно на гидравлическую муфту 110, а термоусадочную оболочку наносят непосредственно к части ленты.
[00046] Различные варианты реализации, описанные выше, представлены только с иллюстративными целями и не ограничивают объем защиты настоящего изобретения. Все ограничения объема защиты настоящего изобретению представлены в пунктах приложенной формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ФИТИНГА ДЛЯ ПЕРЕГОРОДКИ, СПОСОБ ИЗГОТОВЛЕНИЯ ДЛЯ СОЗДАНИЯ ФИТИНГА И УСТРОЙСТВО ДЛЯ ЕГО СОЗДАНИЯ | 2012 |
|
RU2597723C2 |
| Способ уплотнения изолированных токопроводящих жил в концевых кабельных муфтах электрического погружного насоса | 2013 |
|
RU2659648C2 |
| ТЕРМОРЕГУЛИРОВАНИЕ ЗАПОЛНЯЮЩЕЙ ЖИДКОСТИ | 2015 |
|
RU2668354C1 |
| КОМПОЗИТНЫЕ ТРУБЫ ДЛЯ СИСТЕМЫ ТРАНСПОРТИРОВКИ ТЕКУЧЕЙ СРЕДЫ | 2013 |
|
RU2632041C2 |
| СИСТЕМА ТРАНСПОРТИРОВКИ ТЕКУЧЕЙ СРЕДЫ ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭЛЕКТРИЧЕСКОГО РАЗРЯДА | 2013 |
|
RU2683004C2 |
| ПРОВОДЯЩИЙ СОЕДИНИТЕЛЬ В СБОРЕ | 2013 |
|
RU2556837C2 |
| СИСТЕМА ТРАНСПОРТИРОВКИ ТЕКУЧЕЙ СРЕДЫ ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭЛЕКТРИЧЕСКОГО РАЗРЯДА | 2013 |
|
RU2644428C2 |
| ГИБКИЙ СЛИВНОЙ СИФОН | 2009 |
|
RU2515721C2 |
| ПОДПРУЖИНЕННОЕ УПЛОТНЕНИЕ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОГО УПЛОТНЕНИЯ СИЛОВОГО КАБЕЛЯ В СОЕДИНИТЕЛЬНОМ УСТРОЙСТВЕ | 2014 |
|
RU2672552C2 |
| ЖЕЛЕЗОБЕТОННАЯ КОНСТРУКЦИЯ, КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА | 2015 |
|
RU2678147C2 |




Изобретение относится к устройствам для обеспечения безопасности гидравлического фитинга для использования в летательных аппаратах. Гидравлическая муфта (110) содержит фитинг (112) и трубу (114, 116). Концевое уплотнение (122) может быть размещено вокруг края гидравлического фитинга (112), или втулка (118) может быть размещена вокруг муфты (110), в результате каждого из вариантов создается независимый механический барьер между соединением (110) и окружающей средой, который, таким образом, предотвращает распространение искры в окружающую среду. Достигается увеличение безопасности устройства. 2 н. и 13 з.п. ф-лы, 8 ил.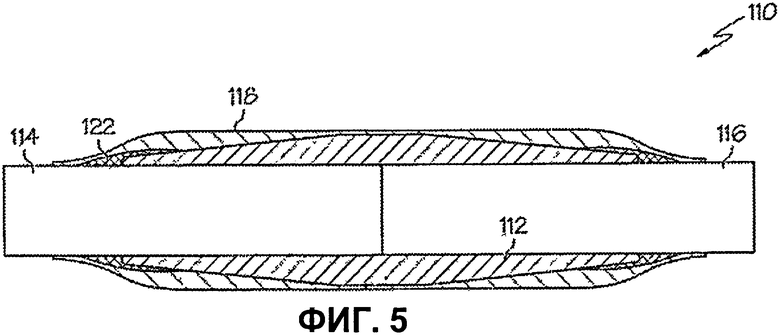
1. Устройство для предотвращения распространения искрения между фитингом (112) и трубой (114, 116) в окружающую среду, содержащее:
трубу (114, 116),
гидравлический фитинг (112), скрепленный с трубой (114, 116) и имеющий первый открытый конец для приема трубы (114, 116), и
концевое уплотнение (122), расположенное на гидравлическом фитинге (112) рядом с указанным открытым концом, причем концевое уплотнение (122) формирует механический барьер между фитингом (112) и трубой (114, 116).
2. Устройство по п.1, в котором концевое уплотнение (122) нанесено вокруг наружной поверхности гидравлического фитинга (112), причем концевое уплотнение (122) адгезивным способом соединено с трубой (114, 116).
3. Устройство по п.1 или 2, в котором концевое уплотнение (122) нанесено вокруг внутренней поверхности гидравлического фитинга (112).
4. Устройство по п.1 или 2, в котором концевое уплотнение (122) нанесено в форме одного или большего количества неполных колец.
5. Устройство по п.1 или 2, в котором концевое уплотнение (122) нанесено в форме спирали.
6. Устройство по п.1 или 2, в котором концевое уплотнение (122) нанесено в форме одного или большего количества полных колец.
7. Способ предотвращения распространения искрения в окружающую среду, согласно которому:
используют гидравлическую муфту (110), содержащую фитинг (112) и трубу (114, 116), причем фитинг содержит первый конец, имеющий отверстие для приема трубы (114, 116), и
формируют барьер между гидравлической муфтой (110) и окружающей средой, который предотвращает распространение искрения между фитингом (112) и трубой (114, 116) в окружающую среду.
8. Способ по п.7, согласно которому барьер представляет собой концевое уплотнение (122), нанесенное рядом с первым концом фитинга (112).
9. Способ по п.7 или 8, согласно которому барьер содержит термоусадочную оболочку, которая нанесена вокруг гидравлической муфты (110) и покрывает фитинг (112) и часть трубы (114, 116).
10. Способ по п.7 или 8, согласно которому термоусадочная оболочка содержит диэлектрический материал.
11. Способ по п.7 или 8, согласно которому термоусадочная оболочка имеет достаточную электропроводность для рассеивания электростатических зарядов.
12. Способ по п.7 или 8, согласно которому барьер дополнительно содержит намотанную ленту.
13. Способ по п.7 или 8, дополнительно включающий этапы, согласно которым наматывают ленту вокруг гидравлической муфты (110), размещают термоусадочную оболочку вокруг гидравлической муфты (110) и нагревают термоусадочную оболочку для соединения адгезивным способом термоусадочной оболочки с лентой.
14. Способ по п.7 или 8, также включающий этапы, согласно которым:
наносят концевое уплотнение (122) на гидравлический фитинг (112), который имеет первый конец с отверстием для приема указанной трубы (114, 116),
соединяют гидравлический фитинг (112) с указанной трубой (114, 116) для формирования гидравлической муфты (110), причем гидравлическая труба (114, 116) имеет первый конец с отверстием для приема гидравлической трубы (114, 116),
наносят термоусадочную оболочку вокруг гидравлической муфты (110) и
нагревают термоусадочную оболочку для формирования термоусадочной оболочки вокруг гидравлической муфты (110).
15. Способ по п.7 или 8, согласно которому указанную ленту наносят непосредственно на гидравлическую муфту (110), а термоусадочную оболочку наносят непосредственно на часть ленты.
| DE 10225960 C1, 02.10.2003 | |||
| FR 1009262 A, 27.05.1952 | |||
| СПОСОБ ЗАПРАВКИ ТОПЛИВОМ КОСМИЧЕСКОГО АППАРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2155705C2 |

