Изобретение касается картриджа, содержащего по меньшей мере одну проходящую в продольном направлении приемную камеру для предназначенной для выпускания среды, способа его изготовления, а также многокомпонентного картриджа согласно ограничительной части соответствующего независимого пункта формулы изобретения.
В промышленном секторе, в строительстве, например зданий, а также в стоматологической области часто применяются картриджи, чтобы хранить и при необходимости выпускать для соответствующего применения жидкие или текучие субстанции, часто пастообразные или от вязких до высоковязких. Примерами таких субстанций являются массы для уплотнения швов, массы для химических дюбелей или химических анкеров, клеи, пасты или слепочные массы в стоматологической области. Обычно эти картриджи изготовлены из полимерного материала и производятся методом литья под давлением.
Различают однокомпонентную систему, у которой предназначенный для выпуска материал состоит только из одного компонента, и двух- или многокомпонентные системы, у которых по меньшей мере два разных компонента хранятся в отдельных камерах одного и того же картриджа или в отдельных картриджах, причем эти компоненты, например, при выпуске посредством динамического или статического смесительного устройства тщательно перемешиваются. Примерами этого являются двухкомпонентные клеи или химические дюбели, которые затвердевают только после перемешивания этих двух компонентов. В частности, в промышленном секторе двухкомпонентные системы применяются также для красок, которые часто используются для создания функциональных защитных слоев, например для защиты от коррозии.
Чаще всего картриджи содержат один или несколько перемещаемых в осевом направлении нагнетательных поршней, при движении которых материал выпускается из камеры или камер. Разумеется, для этого камеры должны иметься достаточно толстые стенки, чтобы иметь возможность выдерживать возникающее при выпуске давление. К тому же, картриджи должны иметь достаточно толстые стенки, чтобы обладать достаточной диффузионной плотностью. Это, в частности, важно с точки зрения хранения, чтобы как можно более эффективно предотвращать диффузию химических субстанций внутрь или наружу и, вместе с тем, деструкцию содержимого картриджа. Так как такие полимерные картриджи, как правило, рассчитаны только на одноразовое употребление, в результате образуется значительное как по объему, так и по массе количество отходов, что, в частности, также непредпочтительно в аспектах защиты окружающей среды.
Наряду с аспектом защиты окружающей среды все больше приобретает значение тема экологической устойчивости. Применение возобновляемых исходных материалов, сокращение до минимума расхода сырьевого материала, а также как можно более сильное сокращение отходов как в отношении самого картриджа, так и в отношении остающегося в картридже объема остаточной массы приобретают все большее значение.
Поэтому задачей изобретения является предложить картридж, который представляет собой усовершенствование с точки зрения экологической устойчивости и защиты окружающей среды, в частности также в отношении объема его отходов и количества (массы) его отходов. При этом должны быть обеспечены высокая функциональная надежность и хорошая пригодность картриджа к хранению. Кроме того, изобретением должен быть предоставлен способ изготовления такого картриджа. Также изобретением должна обеспечиваться возможность получения соответствующего многокомпонентного картриджа.
Решающие эту задачу предметы изобретения отличаются признаками независимого пункта формулы изобретения соответствующей категории.
В соответствии с изобретением, таким образом, предлагается картридж, содержащий по меньшей мере одну проходящую в продольном направлении приемную камеру для предназначенной для выпускания среды, торцевую сторону и стенку картриджа, которые ограничивают приемную камеру и являются цельно отлитыми под давлением, при этом торцевая сторона имеет выпуск для среды и при этом стенка картриджа на своей ограничивающей приемную камеру внутренней стороне имеет первую пленку, которая проходит по всей стенке картриджа и неразъемно соединена со стенкой картриджа.
Посредством предусмотренной на стенке картриджа пленки, которая неразъемно соединена со стенкой картриджа, реализуется очень эффективный диффузионный барьер, так что толщина стенки картриджа по сравнению с известными сегодня системами картриджей может значительно уменьшаться, без необходимости для этого уступок в отношении пригодности к хранению или, соответственно, максимального времени хранения. Даже при длительных сроках хранения содержимое картриджа эффективно защищается от диффузии субстанций наружу и внутрь или соответственно «выгазовывания». Но значительно уменьшенная толщина стенки означает существенно более низкую потребность в сырье, а также ощутимое сокращение количества отходов. Другим положительным аспектом является, что стенка картриджа может защищаться пленкой, например, когда материал стенки картриджа чувствителен по отношению к среде в приемной камере. Кроме того, возможно применение для картриджа оптимального по стоимости или экологичного материала, потому что стенка картриджа защищена от среды пленкой и не должна быть обязательно нечувствительной по отношению к этой среде. В частности, для изготовления картриджа могут также применяться биополимеры. Предпочтительно картридж при выпуске его содержимого закладывается в повторно используемый опорный картридж, чтобы стенка картриджа выдерживала механические нагрузки при выпуске.
Предпочтительно торцевая сторона на своей обращенной к приемной камере поверхности имеет вторую пленку, которая проходит по всей торцевой стороне и неразъемно соединена с торцевой стороной. Благодаря этой мере содержимое картриджа защищено также от диффузионных процессов торцевой стороной.
В одном из предпочтительных вариантов осуществления предусмотрен также поршень, который на обращенном к торцевой стороне конце может вводиться в приемную камеру и с уплотнением перемещаться вдоль стенки картриджа в продольном направлении. Применение поршня в приемной камере для выпуска среды имеет то преимущество, что, как правило, в картридже остаются меньшие объемы остаточной массы, благодаря чему количество отходов сокращается. Кроме того, у химических сред в приемной камере сокращаются до минимума обусловленные химией риски.
Одна из предпочтительных мер заключается в том, что поршень на своей обращенной к приемной камере поверхности имеет третью пленку. Тогда, в комбинации с пленкой на торцевой поверхности, среда в картридже полностью окружена пленкой, т.е. полностью упакована в пленку.
По одному из предпочтительных вариантов осуществления стенка картриджа имеет толщину, равную не более 2 мм, предпочтительно не более 1,5 мм и, в частности, не более 0,8 мм. Чем тоньше выполнена стенка картриджа, тем меньше потребность в сырье для изготовления картриджа и количество отходов после опорожнения картриджа.
На практике оказалось предпочтительным, если первая, или вторая, или третья пленка имеет толщину не более 0,2 мм, предпочтительно примерно 0,1 мм.
В одном из предпочтительных вариантов осуществления у картриджа предусмотрены соединительные средства, посредством которых картридж может соединяться со вторым картриджем. Эти соединительные средства могут быть, в частности, выполнены в виде стопорного фиксатора или в виде щелчкового или защелкивающегося соединения. Соединительные средства предпочтительно расположены так, чтобы два картриджа могли соединяться рядом друг с другом сторона к стороне, так чтобы их продольные направления или, соответственно, продольные оси проходили параллельно друг другу. Возможность соединения друг с другом нескольких картриджей с помощью соединительных средств значительно повышает гибкость в отношении областей применения, потому что, в частности, эти картриджи очень легко могут применяться для многокомпонентных систем.
В частности, предпочтительно, если первая, или вторая, или третья пленка выполнена в виде многослойной системы. Благодаря этому, в частности, можно оптимально подбирать пленки к каждому случаю применения. Свойства пленок, служащих барьером, могут точно устанавливаться, чтобы сделать их как можно более эффективными в отношении среды в приемной камере. Предпочтительно такая многослойная система выполнена в виде композитной пленки. Многослойная система может также включать в себя металлические слои.
Изобретением предлагается также способ изготовления предлагаемого изобретением картриджа, при котором в инструменте устройства для литья под давлением предусмотрен стержень, который является формообразующим для приемной камеры картриджа, при этом на боковую поверхность стержня наносится пленка, которая затем заливается жидким полимерным материалом. Благодаря этой заливке можно слегка оплавлять или, соответственно, пластифицировать пленку, так что она затем при остывании и затвердевании полимерного материала вступала в плотное, неразъемное соединение со стенкой картриджа.
Один из предпочтительных вариантов осуществления способа заключается в том, чтобы на торцевую сторону стержня наносилась вторая пленка, прежде чем жидкий полимерный материал будет введен в инструмент. Тогда с помощью этой пленки в картридже может реализовываться вторая пленка, которая расположена на торцевой стороне картриджа. При изготовлении картриджа для этой пленки предпочтительно выбираются такие размеры, чтобы она имела избыточный размер относительно торцевой стороны стержня, на которую она накладывается, то есть выступала за край торцевой стороны. Тогда при литье под давлением выступающая за край часть пленки обводится жидким полимерным материалом так, что она соединяется с уплотнением с пленкой, расположенной на боковой поверхности стержня.
Изобретением предлагается также многокомпонентный картридж, содержащий по меньшей мере два предлагаемых изобретением картриджа, причем оба картриджа в продольном направлении расположены рядом друг с другом или причем оба картриджа расположены друг в друге, предпочтительно коаксиально друг в друге, так что один картридж окружает другой картридж. В первом варианте речь идет о так называемых картриджах side-by-side («стороне к стороне»), у которых две приемные камеры расположены рядом друг с другом. Во втором варианте два картриджа расположены друг в друге, так что стенка наружного картриджа полностью окружает стенку внутреннего картриджа. Предпочтительно при этом внутренний картридж центрирован в наружном картридже, так что их продольные оси A совпадают. Тогда речь идет о коаксиальных картриджах. С помощью этого многокомпонентного картриджа область применения предлагаемого изобретением картриджа может расширяться до двух- или, соответственно, многокомпонентных систем.
Предпочтительно два картриджа при этом прочно связаны друг с другом с помощью соединительных средств, так что многокомпонентный картридж образует блок, пригодный для хранения и выпуска содержимого.
Одной из особенно предпочтительных мер является, когда выпуски картриджей образуют один общий соединительный элемент, который выполнен для взаимодействия с частью дополнительной оснастки, в частности с пробкой или смесителем. Таким образом, возможно, например, применение собственно известных частей дополнительной оснастки в сочетании с многокомпонентным картриджем. Эта совместимость является предпочтительной из практических и экономических соображений.
Для защиты содержимого выпускных камер во время хранения предпочтительно, если многокомпонентный картридж имеет пробку, которая выполнена для взаимодействия с соединительным элементом и имеет две заглушки, каждая из которых может вставляться в выпускное отверстие, чтобы закрывать его.
Для повышения гибкости многокомпонентного картриджа в отношении областей применения и случаев применения приемные камеры двух картриджей могут иметь разные объемы, так что, в частности, реализуемы соотношения компонентов смеси двух содержащихся в приемных камерах картриджей сред, отличающиеся от отношения 1:1.
Другие предпочтительные признаки и варианты осуществления изобретения с аппаратной, а также технологической точки зрения содержатся в зависимых пунктах формулы изобретения.
Ниже изобретение поясняется подробнее с помощью примеров осуществления и с помощью чертежа. На схематичном чертеже показано, частично в сечении:
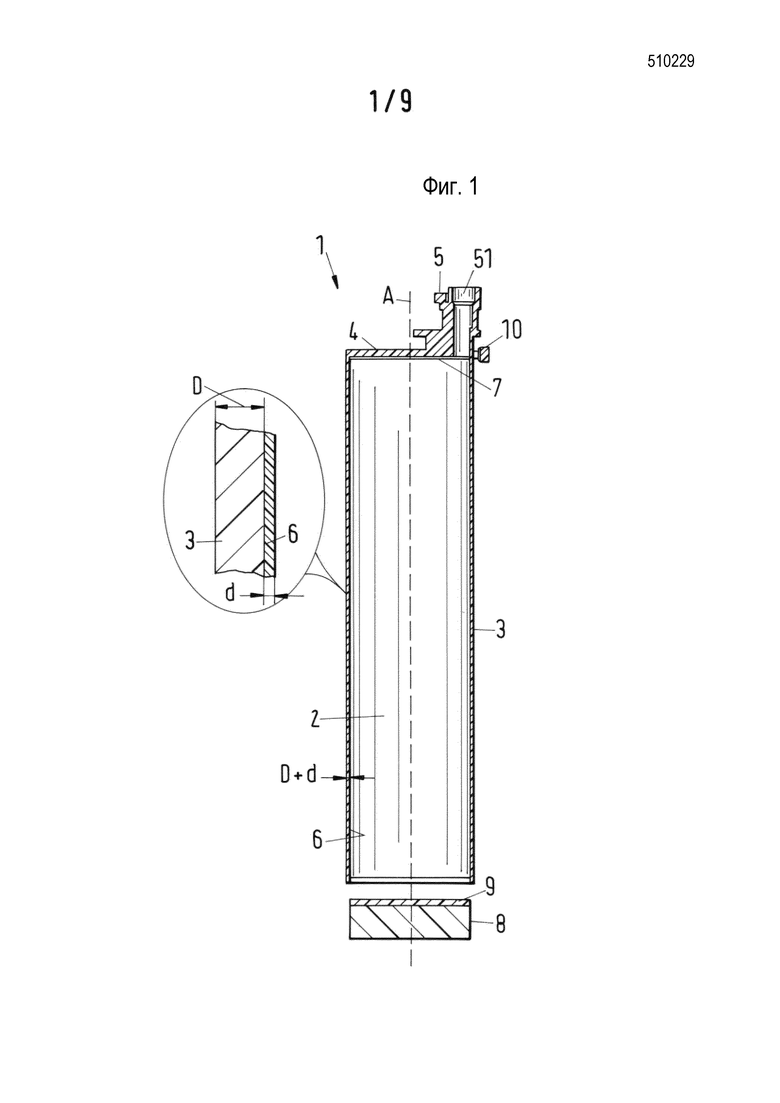
фиг. 1: один из примеров осуществления предлагаемого изобретением картриджа в продольном сечении, а также увеличенный фрагмент стенки картриджа;
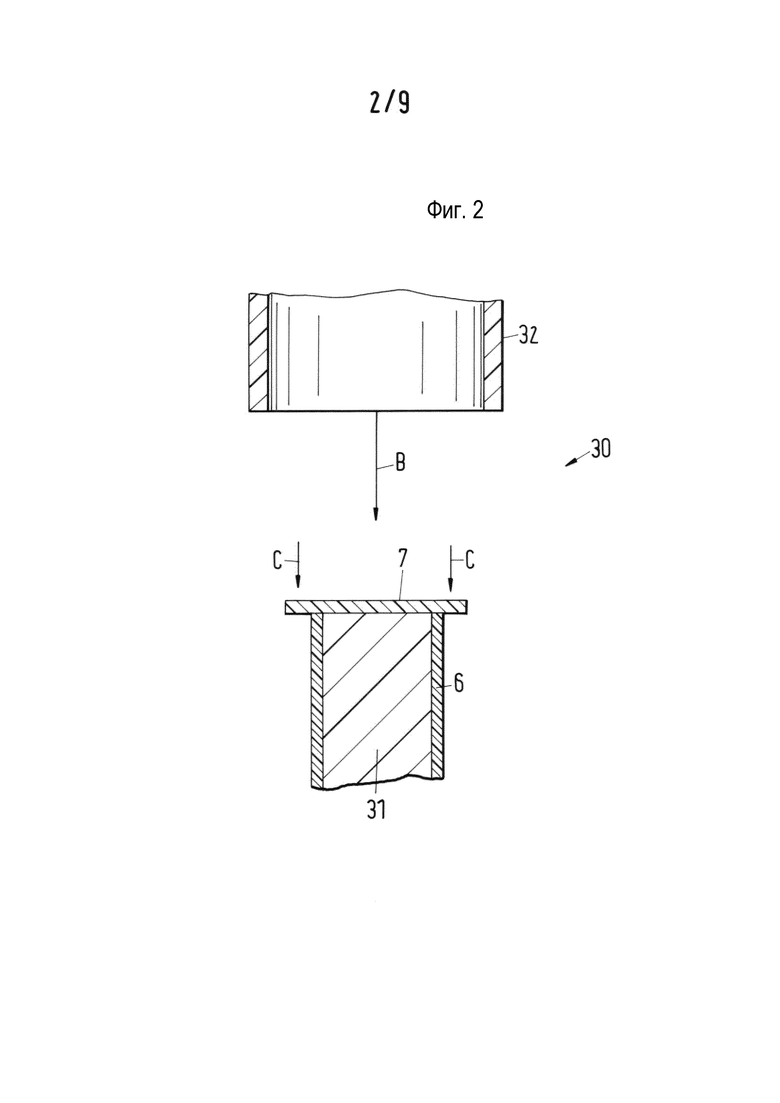
фиг. 2: схематичное изображение для пояснения одного из примеров осуществления предлагаемого изобретением способа;
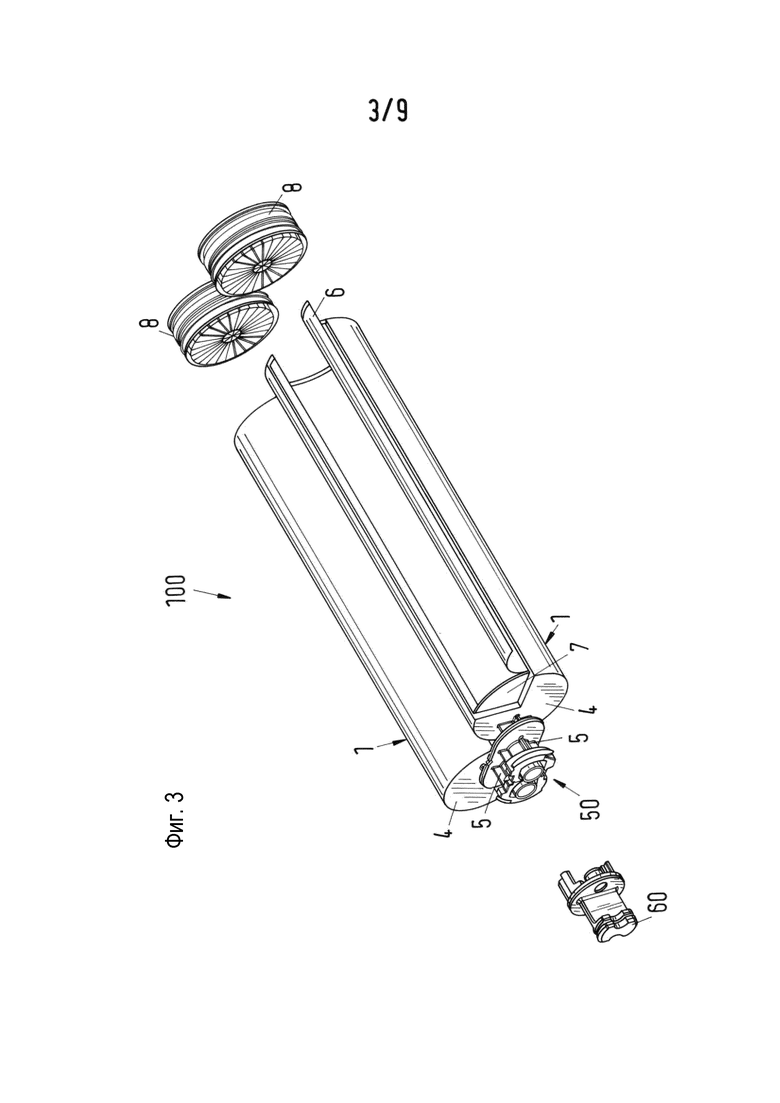
фиг. 3: изображение в перспективе первого примера осуществления предлагаемого изобретением многокомпонентного картриджа;
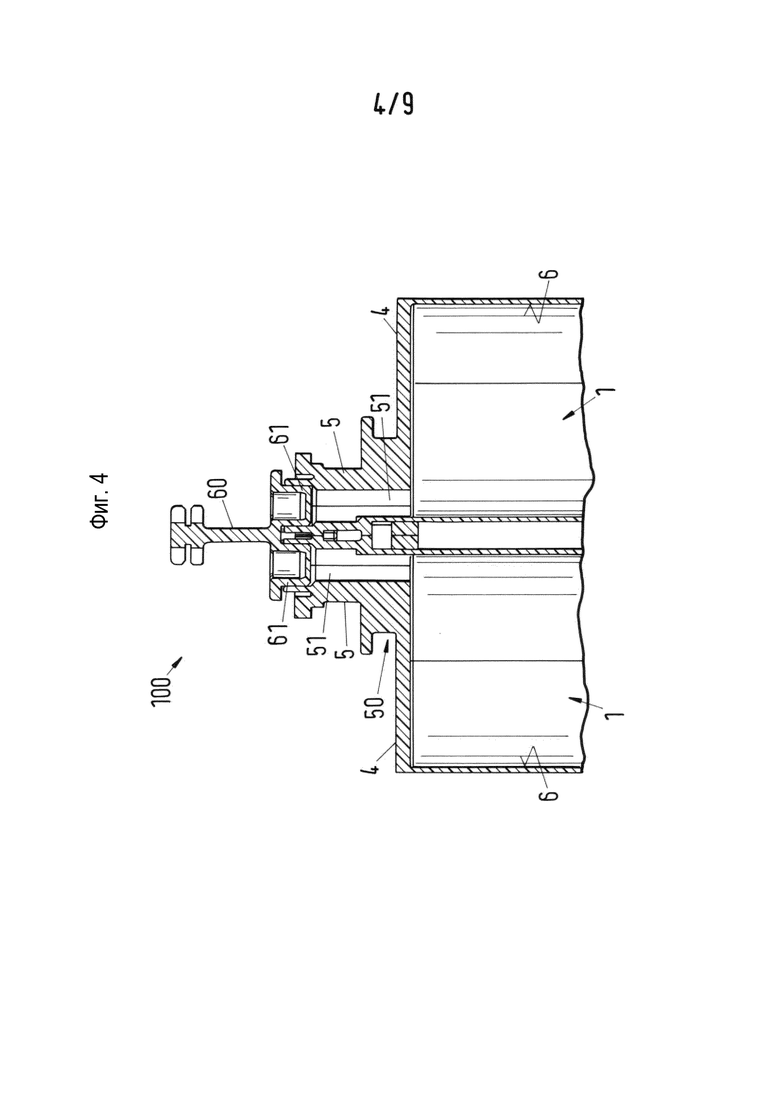
фиг. 4: изображение выпускных отверстий со вставленной пробкой;
фиг. 5: изображение выпускных отверстий с насаженным смесителем (изображен только частично);
фиг. 6: вид второго примера осуществления предлагаемого изобретением многокомпонентного картриджа;
фиг. 7: вид третьего примера осуществления предлагаемого изобретением многокомпонентного картриджа; и
фиг. 8, 9: изображения выпускного устройства, которое пригодно для предлагаемого изобретением картриджа или, соответственно, предлагаемого изобретением многокомпонентного картриджа.
На фиг. 1 показано продольное сечение предлагаемого изобретением картриджа, который в совокупности обозначен ссылочным обозначением 1. Картридж 1 содержит проходящую в продольном направлении приемную камеру 2 для предназначенной для выпуска среды. Продольное направление задано обозначенной A продольной осью картриджа 1. Приемная камера 2 ограничена стенкой 3 картриджа, а также торцевой стороной 4. Приемная камера 2 картриджа 1 выполнена цилиндрической, то есть стенка 3 картриджа является боковой поверхностью цилиндра. Дополнительно на фиг. 1 показан увеличенный фрагмент стенки 3 картриджа.
Торцевая сторона 4 картриджа 1 имеет выпускное отверстие 5, снабженное выпускным каналом 51 для среды, через который среда может выпускаться из приемной камеры 2. Стенка 3 картриджа и торцевая сторона 4 с выпускным отверстием 5 отлиты под давлением цельно, то есть они в совокупности изготавливаются в одном единственном, обычно одноступенчатом процессе литья под давлением. То есть речь идет здесь не о таких картриджах, которые, например, состоят из двух полуцилиндров, которые затем свариваются друг с другом.
В соответствии с изобретением стенка 3 картриджа на своей ограничивающей приемную камеру 2 внутренней стенке имеет первую пленку 6, как это, в частности, показано на детальном изображении на фиг. 1. Первая пленка 6 проходит по всей стенке 3 картриджа, то есть по всей внутренней стороне боковой поверхности цилиндра, которая ограничивает приемную камеру 2. Пленка 6 неразъемно соединена со стенкой 3 картриджа и предпочтительно соединяется в процессе литья под давлением со стенкой 3 картриджа, так как это еще будет поясняться ниже.
В описанном здесь примере осуществления торцевая поверхность 4 на своей обращенной к приемной камере 2 поверхности имеет вторую пленку 7, которая проходит по всей торцевой стороне 4 и неразъемно соединена с торцевой стороной 4, предпочтительно по смыслу так же, как и первая пленка 6. Вторая пленка 7 имеет форму круглого диска и проходит также за место впадения выпускного канала 51 в приемную камеру 2. Следовательно, выпускной канал 51 у места своего впадения в приемную камеру 2 закрыт второй пленкой 7.
Картридж 1 имеет также соединительные средства 10, посредством которых картридж 1 может соединяться со вторым картриджем 1. В описанном здесь примере осуществления соединительные средства 10 предусмотрены рядом с выпускным отверстием 5 на торцевой стороне 4 картриджа 1. Соединительные средства 10 предпочтительно и собственно известным образом выполнены в виде щелчкового, или в виде защелкивающегося, или в виде стопорного соединения и расположены так, что два картриджа 1 расположены рядом друг с другом сторона к стороне, то есть с параллельными продольными осями A (см., например, фиг. 3). Альтернативно или дополнительно соединительные средства могут быть, конечно, также расположены вдоль стенки 3 картриджа.
На повернутом от торцевой стороны 4 конце картридж 1 или, соответственно, приемная камера 2 открыта. Предусмотрен поршень 8, который предпочтительно выполнен в виде золотника или в виде поршня с автоматическим выпуском воздуха и который на повернутом от торцевой стороны 4 конце картриджа 1 может вводиться в приемную камеру 2. Поршень 8 выполнен так и с такими размерами, что он с уплотнением может перемещаться в продольном направлении вдоль стенки 3 картриджа. Для этого поршень 8 может быть собственно известным образом выполнен с не изображенными уплотнительными кромками или уплотнительными краями, которые прилегают к стенке 3 картриджа, когда поршень 8 введен в приемную камеру 2.
Поршень 8 изготавливается отдельно от картриджа 1, например методом литья под давлением, и обычно вставляется только после наполнения приемной камеры 2.
Одна из предпочтительных мер заключается в том, чтобы поршень на своей обращенной к приемной камере поверхности, то есть той поверхности, которая после вставления поршня 8 ограничивает приемную камеру 2, имел третью пленку 9.
Предусмотренная в соответствии с изобретением первая пленка 6, а также опционально предусмотренные вторая и третья пленка 7 или, соответственно, 9 служат барьером или соответственно диффузионным затвором, который препятствует диффузии веществ внутрь или наружу. Эти вещества могут быть, например, химическими компонентами содержащейся в приемной камере 2 среды, или влагой воздуха, или кислородом. Пленка 6 и опционально пленки 7 и 9 способствуют, таким образом, пригодности наполненного средой картриджа 1 к особенно долгому хранению. Благодаря тому, что первая пленка 6 действует в качестве барьерного слоя или, соответственно, диффузионного затвора, можно выполнять стенку 3 картриджа с толщиной D, которая значительно меньше, чем у известных картриджей, потому что у картриджей, известных из уровня техники, должна предусматриваться большая толщина стенки, чтобы картридж обладал достаточной диффузионной плотностью или, соответственно, был защищен от выгазовывания. Благодаря первой пленке 6 можно изготавливать стенку 3 картриджа с толщиной D, равной не более 2 мм, предпочтительно не более 1,5 мм и, в частности, не более 0,8 мм. При этом нижний предел, равный 0,8 мм, в первую очередь обусловлен реализуемым с помощью известных сегодня методов литья под давлением соотношением длины или, соответственно, пути впрыска для полимерного материала и толщины слоя полимерного материала. Сильно уменьшенная по сравнению с известными картриджами толщина D стенки 2 картриджа обладает тем предпочтительным эффектом, что для изготовления картриджа 1 требуется значительно меньше сырья и что количество отходов картриджа 1, рассчитанного обычно на одноразовое употребление, значительно сокращается как в отношении объема, так и веса.
Вторым предпочтительным эффектом первой пленки 6 является то, что она уменьшает трение между поршнем 8 и стенкой 3 картриджа. Во время применения для выпуска среды из приемной камеры 2 поршень 8 движется в направлении продольной оси A, чтобы нагнетать среду через выпускной канал 51. При этом первая пленка 6 обеспечивает возможность более легкого скольжения поршня 8 вдоль стенки 3 картриджа.
Вторая и третья пленки 7 или соответственно 9 обладают тем преимуществом, что благодаря им вся приемная камера 2 картриджа 1 окружена барьерным слоем или, соответственно, диффузионным затвором, то есть среда в приемной камере 2 полностью окружена пленками 6, 7, 9 или, соответственно, заключена внутри них, что предпочтительно в отношении особенно хорошей пригодности к хранению. Три пленки 6, 7, 9 могут, но не должны, быть выполнены одинаковыми по своей толщине d и своему химическому составу. Из практических соображений предпочтительно, если пленки 6, 7, 9 имеют, каждая, толщину d не более 0,2 мм и предпочтительно примерно 0,1 мм.
Каждая из пленок 6, 7, 9 может оптимально подбираться к соответствующему случаю применения. В зависимости от химического состава и вида среды в приемной камере 2 пленки 6, 7, 9 могут быть выполнены так, чтобы они обеспечивали оптимальную пригодность к хранению и оптимальную защиту стенки 3 картриджа или, соответственно, торцевой стороны 4. Благодаря этому можно также применять для картриджа 1 полимерный материал, который сам чувствителен по отношению к среде в приемной камере 2 или, соответственно, разъедался бы этой средой. Благодаря пленкам 6, 7, в частности, среда в приемной камере 2 совсем не приходит в соприкосновение со стенкой 3 картриджа или, соответственно, торцевой стороной 4. Благодаря этому можно применять для изготовления картриджа особенно оптимальный по цене или особенно экологичный материал. В частности, поэтому биополимеры также подходят для изготовления картриджа 1.
Одной из особенно предпочтительных мер является, если первая, или вторая, или третья пленка 6, 7, 9 выполнена в виде многослойной системы, то есть, например, сформирована из нескольких наложенных друг на друга пленок или слоев. Эти разные слои пленки 6, 7, 9 могут иметь разные функции. На обращенной к приемной камере 2 стороне может быть, например, защитный слой, который состоит из нечувствительного по отношению к предназначенной для выпуска среды полимерного материала, например полиамида (ПА) или полибутилентерефталата (ПБТ). К нему может опционально примыкать барьерный слой, который препятствует выходу или, соответственно, входу субстанций, таких как вода, кислород или ЛОВ (летучие органические вещества). Затем может следовать, например, слой наполнителя, который, например, состоит из рециклата. Также могут быть предусмотрены слои из полиолефина, такого как ПЭ (полиэтилен) или ПП (полипропилен), или металлические слои.
Дополнительно или альтернативно в качестве слоя могут быть также предусмотрены вспененные пленки.
Предлагаемый изобретением картридж изготавливается методом литья под давлением. С помощью фиг. 2 теперь поясняется один из примеров осуществления способа, который пригоден для изготовления картриджа 1. Как общепринято, при литье под давлением применяется инструмент 30, который содержит стержни и полости, в которые впрыскивается жидкий полимерный материал. На фиг. 2 изображен только один такой стержень 31, а именно тот, который является формообразующим для приемной камеры 2 картриджа 1. При смыкании инструмента 30 стержень 31 движется в соответственно сформированную ответную часть 32, как это символически обозначено стрелкой B на фиг. 2. Для этого могут двигаться либо стержень 31, либо ответная часть 32, либо оба. Затем после смыкания инструмента 30 между стержнем 31 и ответной частью 32 существует полость, которая является негативным отображением стенки 3 картриджа и торцевой поверхности 4. В эту полость впрыскивается жидкий полимерный материал, как это обозначено двумя стрелками со ссылочным обозначением C, и там затвердевает. Затем инструмент 30 открывается и картридж 1 извлекается из формы и выталкивается.
В соответствии с изобретением перед литьем под давлением картриджа 1 на боковую поверхность стержня 31 наносится пленка, которая у готового картриджа 1 образует первую пленку 6.
После смыкания инструмента 30 пленка 6 заливается жидким полимерным материалом. При этом пленка 6 слегка оплавляется вследствие контакта с жидким полимерным материалом или пластифицируется. Благодаря этому осуществляется особенно плотное и неразъемное соединение между стенкой 3 картриджа и пленкой 6.
В описанном здесь примере осуществления предлагаемого изобретением способа изготавливается предпочтительный вариант осуществления картриджа 1, при котором торцевая сторона 4 картриджа снабжена второй пленкой 7. Для этого перед литьем под давлением на торцевую сторону стержня 31 накладывается пленка, имеющая форму круглого диска, которая затем в готовом картридже образует вторую пленку 7. Пленка, имеющая форму круглого диска, имеет при этом предпочтительно такие размеры, что она, как изображено на фиг. 2, выступает за край торцевой стороны стержня 31. Когда затем после смыкания инструмента 30 впрыскивается жидкий полимерный материал (стрелки C), то эта часть пленки, имеющей форму круглого диска, которая выступает за край торцевой поверхности стержня 31, загибается в соответствии с изображением вниз. Благодаря этому пленка 7, имеющая форму круглого диска, плотно соединяется с пленкой 6 или прочно прижимается к ней, так что в готовом картридже 1 имеется плотное и опционально прочное соединение между первой и второй пленкой 6 или соответственно 7.
Конечно, важно, чтобы пленки 6 и 7 прилипали к стержню 31 до тех пор, когда они будут залиты полимерным материалом. Это прилипание реализуемо разными способами, например электростатическим или путем создания разрежения посредством соответствующих всасывающих отверстий в стержне 31.
Для изготовления картриджа подходят все, собственно известные, применяемые для картриджей полимерные материалы, например полиамиды (ПА), полипропилен (ПП), полиэтилен (ПЭ), полибутилентерефталат (ПБТ) или полиолефины в целом. В частности благодаря применению пленок 6 и 7 также биополимеры пригодны для предлагаемого изобретением картриджа.
Картридж 1 сначала изготавливается методом литья под давлением без поршня 8, а затем закрывается на своем выпускном отверстии 5. Затем приемная камера 2 с еще открытого в соответствии с изображением конца приемной камеры 2 заполняется средой. Затем поршень 8, который опционально снабжен третьей пленкой 9, вставляется в приемную камеру 2 и образует тогда дно камеры, которое с уплотнением закрывает приемную камеру 2. Часто поршень 8 выполнен в виде золотника, так что при вставлении поршня 8 при известных условиях, имеющийся между средой и поршнем, воздух может отводиться простым образом.
На фиг. 3 показано изображение в перспективе первого примера осуществления предлагаемого изобретением многокомпонентного картриджа, который в совокупности обозначен ссылочным обозначением 100. Многокомпонентный картридж содержит по меньшей мере два картриджа 1, каждый из который выполнен в соответствии с изобретением.
Ниже делается ссылка наглядного характера на особенно важный на практике случай, когда многокомпонентный картридж 100 является двухкомпонентным картриджем, который содержит всего два картриджа 1. Однако разумеется, что изобретение не ограничено такими случаями, а многокомпонентный картридж может также содержать три или больше картриджей.
Два картриджа 1 многокомпонентного картриджа 100 расположены сторона к стороне рядом друг с другом, так что их продольные оси A (см. фиг. 1) проходят параллельно друг другу. На фиг. 3 для лучшего понимания один из двух картриджей 1 изображен так, что четверть торцевой стороны и четверть стенки 3 картриджа удалена.
Два картриджа 1 предпочтительно с помощью соединительных средств 10 прочно соединены друг с другом. Но возможно также, чтобы два картриджа 1 были изготовлены в одном общем процессе литья под давлением и тогда были прочно соединены друг с другом с помощью неразъемных без разрушения элементов, так чтобы двухкомпонентный картридж был цельным в отношении стенок картриджа и торцевых сторон. Например, вдоль стенок картриджа или между торцевыми сторонами могут быть предусмотрены перемычки, которые соединяют друг с другом два картриджа 1. Возможно также, чтобы два картриджа 1 были соединены друг с другом посредством одного общего основания на повернутом от торцевой стороны 4 конце приемной камеры 2.
Для каждого из двух картриджей 1 предусмотрено по одному поршню 8, который после наполнения соответствующей приемной камеры 2 вводится в нее. Оба выпуска 5 картриджей 1 расположены и выполнены так, что они образуют один общий соединительный элемент 50, который включает в себя два отдельных выпуска 5 и который выполнен для взаимодействия с частью дополнительной оснастки. На фиг. 3 в качестве части дополнительной оснастки предусмотрена пробка 60, которая выполнена для взаимодействия с соединительным элементом 50 и которая может закрывать два выпуска 5.
На фиг. 4 показан соединительный элемент 50, содержащий два выпускных отверстия 5, в более крупном изображении. На фиг. 4 пробка 60 находится в активном соединении с соединительным элементом 50. Можно видеть, что пробка 60 имеет две заглушки 61, каждая из которых вставляется в выпускной канал 51 выпускных отверстий 5, чтобы закрывать его с уплотнением. Пробка 60 может быть выполнена так, чтобы она была соединена с соединительным элементом 50 только при введении заглушек 61 в выпускные каналы 51. Могут быть предусмотрены средства фиксации (не изображены) во избежание непреднамеренного удаления пробки 60, например места предполагаемого разрушения, которые разламываются или проламываются перед удалением пробки путем перегиба, вращения или аналогичных мер. Средства фиксации могут быть также выполнены в виде стопорных или защелкивающихся соединений. Возможно также, чтобы пробка 60 посредством резьбового или байонетного соединения могла соединяться с соединительным элементом 50.
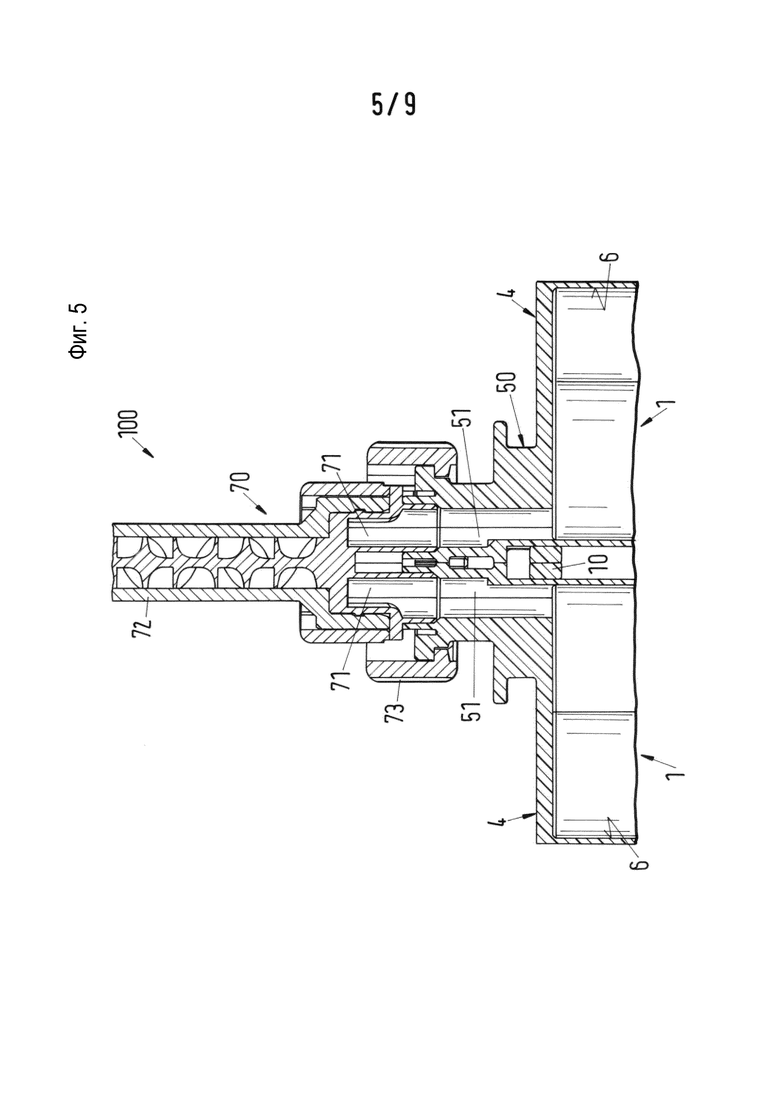
На фиг. 5 показан соединительный элемент 50 или, соответственно, выпускные отверстия 5 с другой частью дополнительной оснастки, а именно со смесителем 70. При этом речь идет о статическом смесителе 70 для перемешивания двух сред, которые имеются в каждой из приемных камер 2 двух картриджей 1. Статический смеситель 70 включает в себя собственно известным образом только обозначенную на фиг. 5 смесительную трубу 72 с установленными в ней смесительными элементами (не изображены). Смеситель 70 включает в себя также два выпускных отверстия 71, а также сопрягающий элемент 73. Когда смеситель 70 насаживается на многокомпонентный картридж 100, то каждый из отдельных выпускных отверстий 71 вставляется или надевается на один из выпускных каналов 51, так что выпускные отверстия 71 образуют, каждый, гидравлическое соединение с одним из выпускных отверстий 5 и соответствующая среда из каждой приемной камеры 2 через соответствующее выпускное отверстие 5 попадает в смеситель 70. Здесь две среды встречаются и при прохождении через смеситель 70 тщательно смешиваются друг с другом.
Для соединения смесителя 70 с соединительным элементом 50 посредством сопрягающего элемента 73 подходят все собственно известные виды соединений, в частности винтовые и байонетные соединения.
Если картриджи 1 на своей торцевой стороне 4 снабжены второй пленкой 7, то перед выпуском сред она должна протыкаться или прокалываться. Для этого специалисту известны многие возможности. Один из вариантов заключается в том, чтобы впуски 71 смесителя или соответствующие части другой части дополнительной оснастки на своих взаимодействующих с выпускными отверстиями 5 концах были выполнены таким образом, например со скошенной кромкой или штырем, чтобы выпускные отверстия 71 при насаживании смесителя 70 протыкали или иным образом открывали пленку 7.
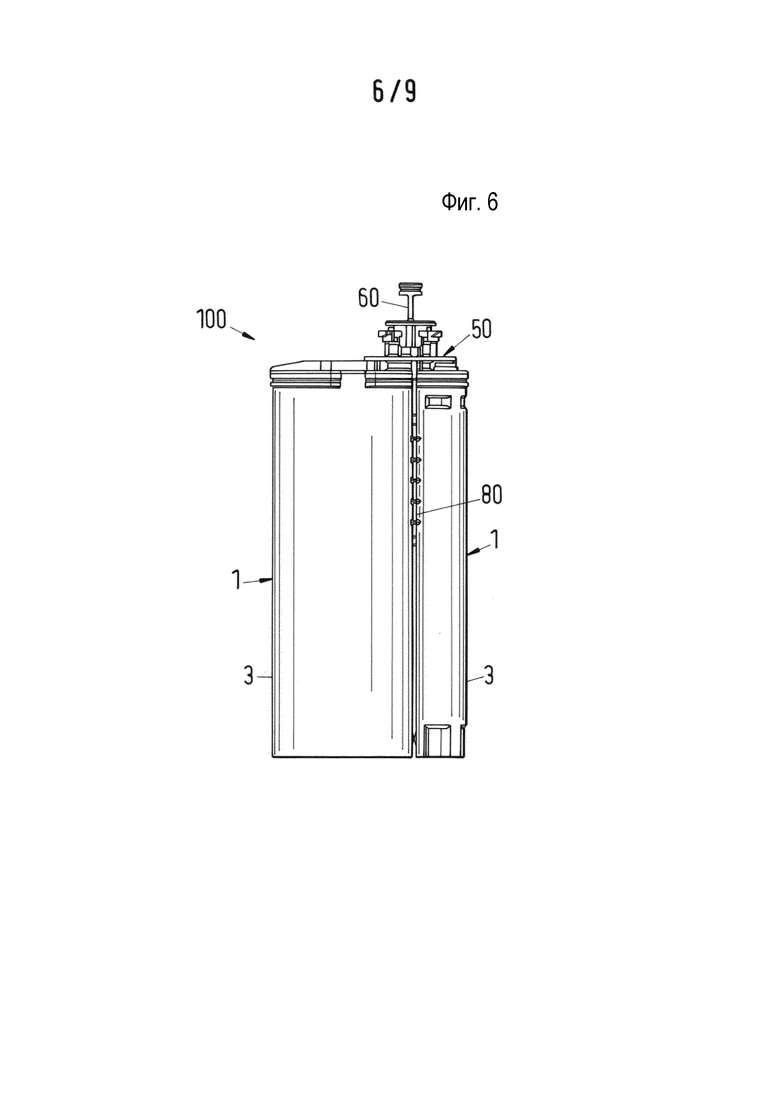
На фиг. 6 показан вид второго примера осуществления предлагаемого изобретением многокомпонентного картриджа 100. Ниже подробнее остановимся только на отличиях от первого примера осуществления. Пояснения, которые были сделаны относительно первого примера осуществления, по смыслу равным образом относятся также ко второму примеру осуществления.
Во втором примере осуществления многокомпонентный картридж включает в себя два картриджа 1, при этом приемные камеры 2 двух картриджей 1 имеют разные объемы. Такого рода многокомпонентные картриджи 100 предназначены для таких двухкомпонентных систем, у которых два компонента должны смешиваться друг с другом в объемном соотношении, отличающемся от 1:1. У изображенного на фиг. 6 многокомпонентного картриджа 100 левый в соответствии с изображением картридж 1 имеет объем, равный десятикратному объему правого в соответствии с изображением картриджа 1. Конечно, реализуемы также другие соотношения, например, 2:1 или 4:1.
У изображенного на фиг. 6 многокомпонентного картриджа 100 предусмотрены также другие соединительные средства 80 между двумя картриджами 1, которые здесь выполнены в виде множества перемычек, каждая из которых распространяется между соседними стенками 3 картриджей 1.
Как уже упомянуто, двух- или соответственно многокомпонентный картридж 100 составляется из двух отдельных картриджей 1 или изготавливается в одноступенчатом процессе литья под давлением, при котором два картриджа отливаются под давлением вместе и тогда предпочтительно в виде блока. Перед наполнением картриджей 1 выпускные отверстия 5 закрываются пробкой 60. Затем с еще открытых, повернутых от торцевых сторон 4 концов приемных камер соответствующие среды или, соответственно, компоненты вводятся в приемные камеры 2. Затем по одному поршню 8, опционально снабженному в каждом случае третьей пленкой 9, вставляется в приемные камеры 2 и затем образует дно камеры и закрывает приемные камеры 2 с уплотнением. Часто поршни 8 выполнены в виде золотников, так что при введении поршня может отводиться воздух, имеющийся между поршнем 8 и средой. После того как многокомпонентный картридж 100 наполнен, он может храниться, при этом первая пленка 6 и опционально предусмотренная вторая и третья пленки 7, 9 защищают содержимое картриджа от выгазовывания или прочих обусловленных диффузией влияний.
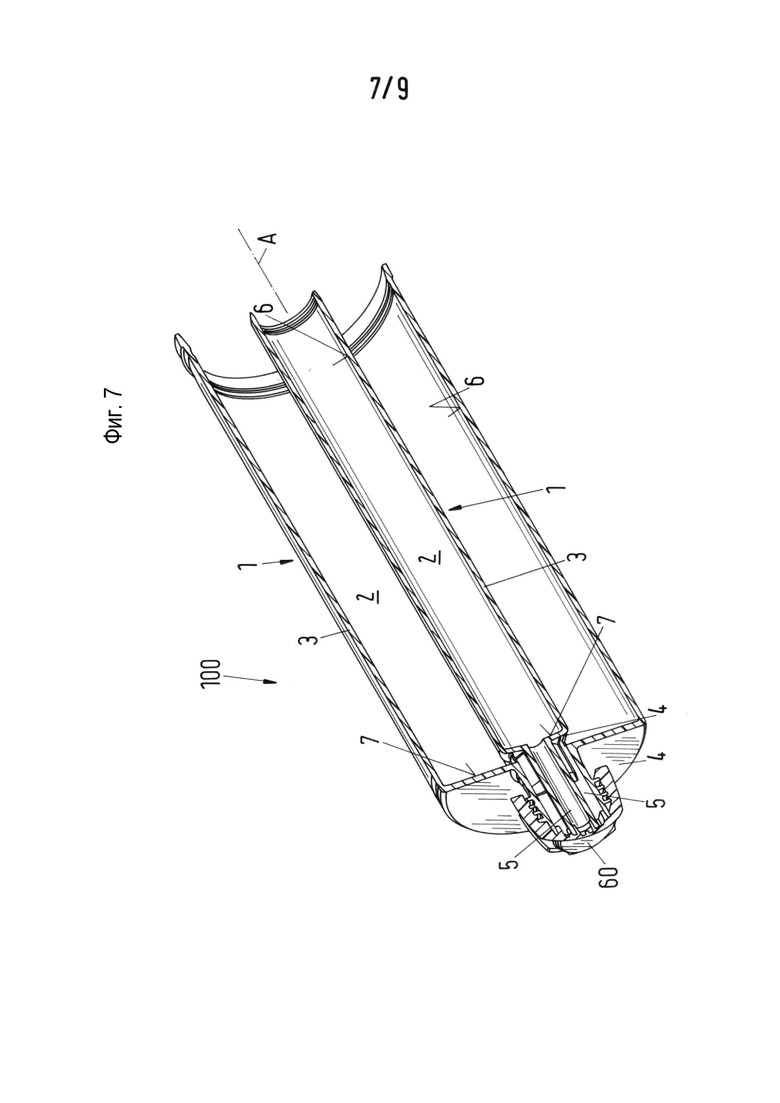
На фиг. 7 показано изображение продольного сечения третьего примера осуществления предлагаемого изобретением многокомпонентного картриджа 100. Ниже подробнее остановимся только на отличиях от первого или, соответственно, второго примера осуществления. Пояснения, которые были сделаны относительно первого и второго примера осуществления, равным образом относятся также к третьему примеру осуществления. В третьем примере осуществления два картриджа 1 расположены друг в друге, так что стенка 3 наружного в соответствии с изображением картриджа 1 полностью окружает стенку 3 внутреннего в соответствии с изображением картриджа 1. Предпочтительно при этом внутренний картридж центрирован в наружном картридже, так что их продольные оси A совпадают. Это значит, в перпендикулярном к общей продольной оси A сечении двух приемных камер 2 две стенки 3 внутреннего и наружного картриджа 1 образуют концентрические окружности вокруг продольной оси A. Такие многокомпонентные картриджи 100 обычно называются коаксиальными картриджами и собственно достаточно известны специалисту, так что они не требуют более подробного пояснения. В соответствии с изобретением каждый из двух картриджей 1, а именно как внутренний, так и наружный картридж 1, имеет в каждом случае стенку 3 картриджа, которая на своей ограничивающей соответствующую приемную камеру 2 внутренней стороне имеет первую пленку 6, распространяющуюся по всей стенке 3 картриджа. Опционально здесь может быть также на каждой торцевой поверхности 4 предусмотрена в каждом случае вторая пленка 7. Не изображены на фиг. 7 два поршня 8, которые могут быть снабжены, каждый, опционально третьей пленкой 9. Принадлежащий наружному в соответствии с изображением картриджу 1 поршень 8 выполнен при этом собственно известным образом в виде кольцевого поршня. Выполненный в виде коаксиального картриджа многокомпонентный картридж 100 может изготавливаться либо в одном единственном процессе литья под давлением, либо два картриджа 1 сначала изготавливаются отдельно в процессе литья под давлением, а затем соединяются.
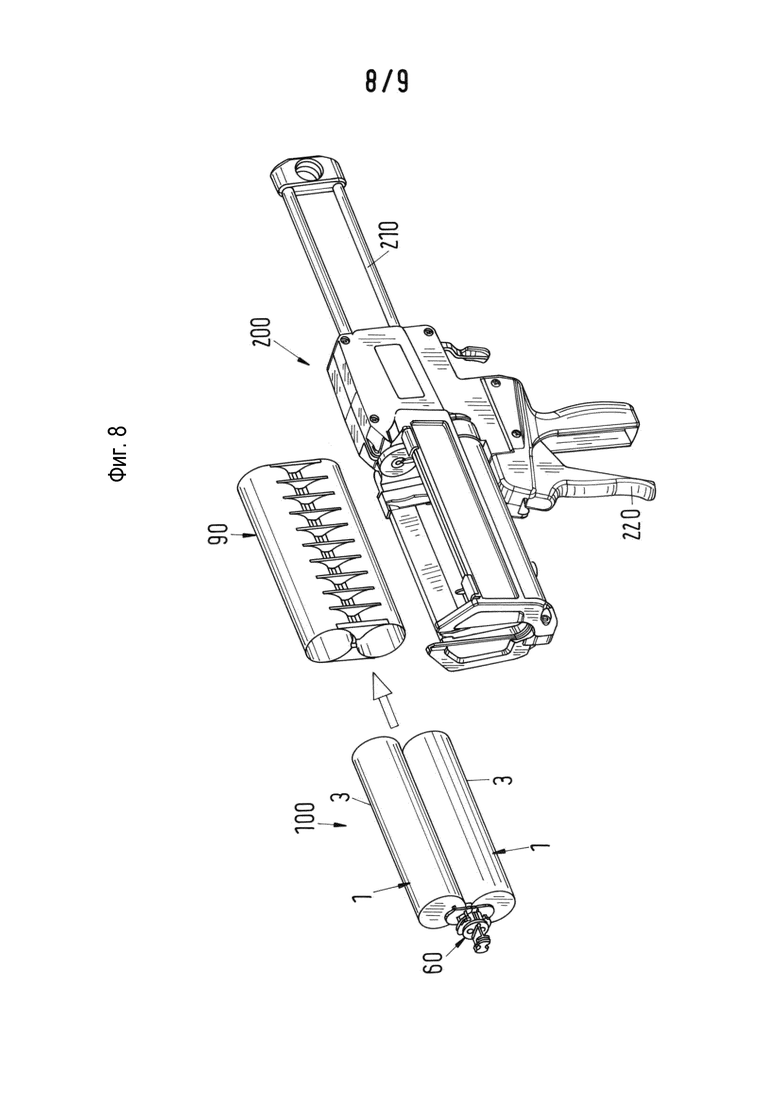
Со ссылкой на фиг. 8 и 9 теперь поясняется применение двух- или соответственно многокомпонентного картриджа 100. Для применения многокомпонентного картриджа 100 он обычно укладывается в держатель выпускного устройства (диспенсера) 200. Так как многокомпонентный картридж 100 благодаря первой пленке 6 обычно выполнен с тонкими стенками 3, для выпуска предпочтительно применяется опорный картридж 90, чтобы многокомпонентный картридж мог выдерживать механическую нагрузку, в частности нагрузку давлением при выпуске. Опорный картридж 90 рассчитан на многоразовое употребление, он может применяться повторно как угодно часто. Альтернативно можно, конечно, реализовать опорную конструкцию не посредством отдельного опорного картриджа, а реализовать опорную конструкцию в держателе выпускного устройства.
Как обозначено стрелкой без ссылочного обозначения на фиг. 8, многокомпонентный картридж 100 сначала вводится в опорный картридж 90, а затем вместе с ним укладывается в держатель выпускного устройства 200. Пробка 200 удаляется, а на ее месте смеситель 70 крепится посредством своего сопрягающего элемента 73 к соединительному элементу 50 (фиг. 9), здесь с помощью байонетного соединения. Выпускное устройство 200 содержит двойной толкатель 210, который может перемещаться вперед посредством активатора 220. Затем двойной толкатель 210 оказывает усилие на два поршня 8 в приемных камерах 2, благодаря чему они смещаются вдоль продольных осей A картриджей 1 и нагнетают каждую среду через каждый выпуск 5 в статический смеситель 70. Здесь две среды (компонента) встречаются и при прохождении через смеситель тщательно смешиваются друг с другом.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ МНОГОКОМПОНЕНТНЫХ КАРТРИДЖЕЙ | 2012 |
|
RU2585552C2 |
| ПРИЕМНОЕ УСТРОЙСТВО КАРТРИДЖА ДЛЯ КАРТРИДЖА НАПИТКА ИЛИ ПИЩЕВОГО ПРОДУКТА | 2017 |
|
RU2720570C2 |
| КАРТРИДЖ ДЛЯ СУБСТРАТА НАПИТКА ИЛИ ПИЩЕВОГО ПРОДУКТА | 2017 |
|
RU2719693C2 |
| РАЗЛИВОЧНЫЙ АППАРАТ С ДЕРЖАТЕЛЕМ КАРТРИДЖА | 2017 |
|
RU2751585C1 |
| РАЗЛИВОЧНЫЙ АППАРАТ С ДЕРЖАТЕЛЕМ КАРТРИДЖА | 2017 |
|
RU2742642C2 |
| КАРТРИДЖ И ДОИЛЬНЫЙ СТАКАН | 2012 |
|
RU2622335C2 |
| РАЗЛИВОЧНЫЙ АППАРАТ С ДЕРЖАТЕЛЕМ КАРТРИДЖА, СИСТЕМА И СПОСОБ ПРИГОТОВЛЕНИЯ НАПИТКА | 2017 |
|
RU2755088C1 |
| РАЗЛИВОЧНЫЙ АППАРАТ С ДЕРЖАТЕЛЕМ КАРТРИДЖА, СИСТЕМА И СПОСОБ ПРИГОТОВЛЕНИЯ НАПИТКА | 2017 |
|
RU2746240C1 |
| КАРТРИДЖ И ДОИЛЬНЫЙ СТАКАН | 2014 |
|
RU2654747C2 |
| СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА, КАРТРИДЖ И БЛОК ПРИГОТОВЛЕНИЯ НАПИТКОВ | 2017 |
|
RU2739371C1 |
Изобретение относится к картриджу и может быть использовано в промышленном секторе, в строительстве, например зданий, в стоматологической области. Картридж содержит по меньшей мере одну проходящую в продольном направлении приемную камеру (2) для предназначенной для выпускания среды, торцевую сторону (4) и стенку (3) картриджа. Торцевая сторона (4) и стенка (3) ограничивают приемную камеру (2) и являются цельно отлитыми под давлением. Торцевая сторона (4) имеет выпуск для среды. Стенка (3) картриджа на своей ограничивающей приемную камеру (2) внутренней стороне имеет первую пленку (6), которая проходит по всей стенке (3) картриджа и неразъемно соединена со стенкой (3) картриджа. В способе изготовления картриджа в инструменте устройства для литья под давлением предусмотрен стержень, который является формообразующим для приемной камеры (2) картриджа. На боковую поверхность стержня наносят пленку (6), которую затем заливают жидким полимерным материалом. Многокомпонентный картридж содержит по меньшей мере два картриджа. Оба картриджа в продольном направлении расположены друг в друге, предпочтительно коаксиально друг в друге так, что один картридж окружает другой картридж. Техническим результатом группы изобретений является улучшение экологической устойчивости и защиты окружающей среды, а также обеспечение высокой функциональной надежности и хорошей пригодности картриджа к хранению. 3 н. и 12 з.п. ф-лы, 9 ил.
1. Картридж, содержащий по меньшей мере одну проходящую в продольном направлении приемную камеру (2) для предназначенной для выпускания среды, торцевую сторону (4) и стенку (3) картриджа, которые ограничивают приемную камеру (2) и являются цельно отлитыми под давлением, при этом торцевая сторона (4) имеет выпуск для среды, отличающийся тем, что стенка (3) картриджа на своей ограничивающей приемную камеру (2) внутренней стороне имеет первую пленку (6), которая проходит по всей стенке (3) картриджа и неразъемно соединена со стенкой (3) картриджа.
2. Картридж по п. 1, у которого торцевая сторона (4) на своей обращенной к приемной камере (2) поверхности имеет вторую пленку (7), проходящую по всей торцевой стороне (4) и неразъемно соединенную с торцевой стороной (4).
3. Картридж по п. 1 или 2, причем предусмотрен также поршень (8), который на обращенном к торцевой стороне (4) конце может вводиться в приемную камеру (2) и с уплотнением перемещаться вдоль стенки (3) картриджа в продольном направлении.
4. Картридж по п. 3, у которого поршень (8) на своей обращенной к приемной камере (2) поверхности имеет третью пленку (9).
5. Картридж по п. 1, у которого стенка (3) картриджа имеет толщину (D), равную не более 2 мм, предпочтительно не более 1,5 мм и, в частности, не более 0,8 мм.
6. Картридж по п. 1, причем первая, или вторая, или третья пленка (6; 7; 9) имеют толщину не более 0,2 мм, предпочтительно примерно 0,1 мм.
7. Картридж по п. 1, у которого предусмотрены соединительные средства (10), посредством которых картридж может соединяться со вторым картриджем.
8. Картридж по п. 1, причем первая, или вторая, или третья пленка (6; 7; 9) выполнены в виде многослойной системы.
9. Способ изготовления картриджа по одному из пп. 1-8, в котором в инструменте (30) устройства для литья под давлением предусмотрен стержень (31), который является формообразующим для приемной камеры (2) картриджа, отличающийся тем, что на боковую поверхность стержня (31) наносят пленку (6), которую затем заливают жидким полимерным материалом.
10. Способ по п. 9, в котором на торцевую сторону стержня (31) наносят вторую пленку (7), прежде чем жидкий полимерный материал будет введен в инструмент (30).
11. Многокомпонентный картридж, содержащий по меньшей мере два картриджа, отличающийся тем, что каждый картридж (1) выполнен по одному из пп. 1-8, причем оба картриджа (1) в продольном направлении расположены рядом друг с другом или оба картриджа (1) расположены друг в друге, предпочтительно коаксиально друг в друге, так что один картридж окружает другой картридж.
12. Многокомпонентный картридж по п. 11, у которого два картриджа (1) прочно связаны друг с другом соединительными средствами (10).
13. Многокомпонентный картридж по п. 11 или 12, у которого выпускные отверстия (5) картриджей (1) образуют один общий соединительный элемент (50), выполненный для взаимодействия с частью дополнительной оснастки, в частности с пробкой (60) или смесителем (70).
14. Многокомпонентный картридж по п. 13, содержащий пробку (60), которая выполнена для взаимодействия с соединительным элементом (50) и имеет две заглушки (61), каждая из которых может вставляться в выпускное отверстие (50), чтобы закрывать его.
15. Многокомпонентный картридж по п. 11, причем приемные камеры (2) обоих картриджей (1) имеют разные объемы.
| Устройство для регулирования температуры | 1978 |
|
SU721805A1 |
| RU 2010105089 A, 20.08.2011 | |||
| JPH 7256178 A, 09.10.1995 | |||
| EP 1762507 A2, 14.03.2007 | |||
| US 5566860 A1, 22.10.1996 | |||
| Устройство для выпрямления трехфазного тока | 1928 |
|
SU12817A1 |

