Изобретение относится к смазочному материалу для цепей или смазочному материалу для конвейерных лент, способу смазки конвейерных лент для бутылок, консервных банок, других контейнеров и коробок со сниженным использованием воды и к применению смазочного материала для цепей или конвейерных лент для смазки таких конвейерных лент со сниженным использованием воды.
Смазочные материалы для конвейерных лент, которые также известны как смазочные материалы для цепей, служат для транспортировки стеклянных бутылок или консервных банок, включая банки для напитков, другие контейнеры и упаковки, по конвейерным лентам. В последнее время бутылки, изготовленные из пластика, в данной заявке предпочтительно изготовленные из полиэтилентерефталата, известные как так называемые РЕТ-бутылки, также во все возрастающей степени транспортируются на конвейерных лентах.
Смазочные материалы для конвейерных лент или смазочные материалы для цепей должны, как правило, обладать эмульгирующими, очищающими и ингибирующими коррозию свойствами. В области производства напитков существуют особенно высокие стандарты относительно их гигиены.
В данной области плавный ход транспортировки бутылок имеет большое значение на заводе по розливу в бутылки. Если здесь возникают неполадки, то это может приводить к остановке всей разливочной линии и, таким образом, приводить к высоким издержкам из-за простоя. Таким образом, смазка конвейерных лент имеет большое значение для предотвращения таких неполадок. Смазка конвейерных лент должна обеспечивать плавное функционирование установки и в то же время поддерживать на минимальном уровне износ как транспортировочной (транспортировочных) системы (систем), так и бутылок. И в то же время она не должна вызывать чрезмерного увеличения затрат на эксплуатацию, наоборот, их следует поддерживать на низком уровне.
В настоящее время обычной практикой является использование смазочных материалов для конвейерных лент, сильно разбавленных водой. В этом случае получение раствора смазочного материала для конвейерных лент осуществляют путем дозирования в объемном соотношении смазочного материала для конвейерных лент в поток воды в центральном дозирующем устройстве. Затем раствор подают в форсунки и оттуда распыляют насколько возможно равномерно.
Сами конвейерные ленты могут быть изготовлены из стали или пластика (синтетического материала). Обычно по конвейеру можно транспортировать бутылки, изготовленные из стекла или пластика, консервные банки, упаковочные ящики, бочки и картонные коробки.
Основная проблема транспортировочных установок состоит в отложениях, образующихся в трубопроводных системах, соединительных элементах форсунок, форсунках и ситах. Кроме того, можно наблюдать нежелательное ценообразование и полосы при использовании смазочного материала для конвейерных лент, сильно разбавленного водой.
Также существует особая проблема, вызванная затратами на потребление значительных количеств свежей воды и утилизацию сточных вод, которая неизбежно возникает из-за высокой степени разбавления этого смазочного материала для конвейерных лент, который обычно используют для мокрой смазки конвейерных лент.
Поэтому в предшествующем уровне техники также известны попытки, нацеленные на замену концепции мокрой смазки конвейерных лент сухой смазкой конвейерных лент.
Сухие смазочные материалы для конвейерных лент в основном не требуют воды и поэтому могут быть использованы без проблем, связанных с пенообразованием, и, кроме того, также не зависят от жесткости воды.
Так, в ЕР-В-1204730 описана композиция смазочного материала, предназначенная для применения в качестве "сухого" смазочного материала. Эта композиция отличается тем, что содержит масло, которое выбрано из силиконовых масел, масел растительного происхождения и/или минеральных масел, которые диспергированы в водной фазе.
Она может быть использована для смазки поверхности конвейерной ленты, которую используют для транспортировки стеклянных, пластиковых или картонных контейнеров. В данной заявке конвейерные ленты могут быть изготовлены из синтетического материала, такого как полиацеталь или полиамид. Кроме того, указано, что смазочное вещество также может быть использовано с некоторыми типами контейнеров на стальных, то есть металлических, направляющих.
Хотя тип контейнера не описан в деталях, специалистам в данной области известно, что сухая смазка лент для транспортировки стеклянных бутылок по металлическим направляющим до этого момента не могла быть осуществлена удовлетворительным образом.
Относительно используемых силиконовых масел сообщают, что подходящим является применение полидиметилсилоксанов, вязкости которых варьируются в диапазоне от 1000 до 30000 мПа·с (сСт). В типичных примерах используют силиконовое масло с вязкостью 2000 сСт.
В WO-A-2008/121720 очень подробно рассмотрена проблема смазки конвейерных лент на основе масляных эмульсий в водной фазе. В данной заявке масляную эмульсию получают в виде макроэмульсии. Она может представлять собой либо эмульсию в форме масло-в-воде, либо эмульсию в форме вода-в-масле. Авторы данного документа считают, что все без исключения природные и/или синтетические масла являются подходящими для такой эмульсии. В данной заявке природные масла представляют собой, например, животные масла, растительные масла, минеральные масла, хотя отдельно упомянуты неочищенная нефть и масла, которые получают из угля или сланцевого масла. Согласно предшествующему уровню техники, синтетические масла могут представлять собой масла, синтезированные из исходных веществ, которые образуют блоки больших и/или меньших молекул, когда их подвергают взаимодействию друг с другом, и затем образуют жидкости в температурном диапазоне примерно от 0 до 50°С. Перечислен широкий спектр возможных масел, подпадающий под это определение, из самых различных областей органической химии. Среди прочих названа также группа силиконов с широким диапазоном вязкостей от 1 сСт до 10000 сСт при 25°С, и диметилсилоксаны упомянуты в качестве одного такого возможного смазочного материала.
К этой масляной эмульсии могут быть добавлены добавки. Они включают диспергирующие агенты, эмульгирующие агенты, поверхностно-активные вещества, агенты, предотвращающие или ограничивающие загрязнение системы смазки конвейерной ленты микробами, и агенты для уменьшения биопленок, агенты для предотвращения коррозии вследствие трещин от напряжения, растворители для разбавления и гидротропные агенты в качестве солюбилизаторов. Амины и аминные соединения очень широко применяются в химической технологии. Таким образом, в основном использование широкого спектра аминов или аминных соединений известно во всех упомянутых группах добавок. Они также перечислены вместе с наименованиями целой серии возможных соединений, согласно предшествующему уровню техники. Таким образом, например, в области агентов для уменьшения биопленок на заводе смазок для конвейерных лент упоминаются хелатообразующие агенты, такие как ЭДТА и ЭГТА. Обычно ЭДТА встречается в данной заявке в виде динатриевой соли этилендиаминтетрауксусной кислоты. Анион этилендиаминтетрауксусной кислоты имеет молекулярную массу примерно 292.
Кроме того, из WO-A-2007/149175 известен способ смазки между контейнерами и конвейерной лентой, который относится, в частности, к транспортировке термопластичных контейнеров в форме РЕТ-контейнеров или бутылок, и в котором, в частности, предложено применение силиконового масла с вязкостью менее 50 сСт, более предпочтительно менее 5 сСт, для решения проблемы трещин от напряжения.
Таким образом, с учетом предшествующего уровня техники, настоящее изобретение направлено на получение смазочного материала, который является также, и в частности, подходящим для транспортировки стеклянных бутылок по металлическим направляющим, и в котором устранено огромное потребление воды, которое используют в случае мокрой смазки конвейерных лент, без необходимости дорогостоящего переоборудования установки для этой цели.
Эта задача решена согласно изобретению посредством смазочного материала для цепей или конвейерных лент, содержащего силиконовое масло, полифункциональное соединение азота в форме амина и по меньшей мере одну добавку, выбранную из группы, состоящей из анионных, неионных, катионных и/или амфотерных поверхностно-активных веществ, в виде эмульсии в водной фазе, где амин выбран из аминных солей, в которых катион включает первичные, вторичные, третичные и/или четвертичные амины, и анион в виде органической группы имеет молекулярную массу более 350, предпочтительно более 400.
Под полифункциональным соединением азота в контексте настоящего изобретения подразумевают соединение азота, в котором присутствуют более чем две функциональные группы в молекуле. Данное полифункциональное соединение азота образует катион или содержится в катионе смазочного материала для конвейерных лент по изобретению.
Полифункциональный амин в качестве катиона данной соли обычно может представлять собой первичный, вторичный, третичный и/или четвертичный амин. В связи с настоящим изобретением можно назвать, в частности, но не ограничиваясь этим, аминные соли на основе жирных кислот, такие как кислоты с лаурильными, миристильными, цетильными и стеарильными группами. Также можно упомянуть жирные амины, такие как алкилпропилендиамин, алкилпропилентриамин и другие алкилпропиленполиамины.
В качестве аниона данной аминной соли, который сам по себе не содержит какого-либо амина или аминного соединения, выступает органическая группа с молекулярной массой более 350, предпочтительно более 400, и особенно предпочтительно более 500. Результаты тестов показали, что анион с высокой молекулярной массой оказывает положительное влияние на смазывающий эффект. Также было показано, что специфический смазывающий эффект смазочного материала для цепей или конвейерных лент по изобретению является следствием синергического взаимодействия полифункционального соединения азота в форме аминной соли и силиконового масла.
В случае поверхностно-активного вещества, которое включено в качестве по меньшей мере одной добавки, возможными кандидатами для анионных поверхностно-активных веществ являются обычно алкилбензолсульфонат (ABS) и сульфат жирного спирта, а также вторичный алкансульфонат (SAS). Что касается ABS и SAS, то следует упомянуть их свойство, что они могут быть использованы без каких-либо проблем даже с жесткой водой. Кроме этого, данные поверхностно-активные вещества характеризуются хорошими смачивающими свойствами.
Согласно одному из вариантов осуществления смазочного материала для конвейерных лент по изобретению по меньшей мере одно из поверхностно-активных веществ, содержащихся в смазочном материале для конвейерных лент, может представлять собой органическую группу в качестве аниона аминной соли.
Однако, помимо указанных преимуществ ABS и SAS, более предпочтительными являются неионные поверхностно-активные вещества, из которых в качестве примеров следует назвать полиалкиленгликолевый простой эфир или этоксилат жирного спирта, пропоксилат жирного спирта и алкилфенолэтоксилат.
Другими возможными добавками являются слабая кислота в небольших количествах в качестве солюбилизатора, отдушка и/или возможно также красители и консерванты.
Смазочный материал для цепей или конвейерных лент по изобретению имеет очень хорошую совместимость с материалами, включая совместимость с обычными красителями для печати на картонных упаковках; он мало пенится и не зависит от жесткости местной воды. Он обладает, в частности, замечательными свойствами в отношении транспортировки стеклянных бутылок по металлическим направляющим.
Согласно предпочтительному примеру воплощения, силиконовое масло может быть выбрано из полиалкил-, полиарил- и/или полиалкил/полиарилсилоксанов, а также их смесей.
Что касается полисилоксанов, то рассматривая полиалкилсилоксан, можно упомянуть полидиметилсилоксан как наиболее известный и наиболее подходящий полисилоксан в качестве линейного полисилоксана. Из полиарилсилоксанов можно упомянуть дифенилсилоксан и затем, в частности, в качестве подходящего следует упомянуть фенилметилсилоксан как один из полиалкил/полиарилсилоксанов. Также можно упомянуть аминофункционализированные силиконовые масла.
Среди смазочных материалов по изобретению, согласно другому примеру воплощения, силиконовое масло имеет вязкость 200-70 сСт, предпочтительно 180-80 сСт, еще более предпочтительно 120-90 сСт, в каждом случае при комнатной температуре.
Неожиданным является то, что, как было обнаружено, силиконовые масла с низкой вязкостью являются наиболее подходящими для применения в смазке конвейерных лент, поскольку известно, что силоксаны тем более летучи, чем меньше их вязкость.
Так, тесты, проведенные авторами изобретения, показали, что силиконовые масла с вязкостью 50 сСт или менее вызывают трудности при обработке. На практике, в частности, силиконовое масло с вязкостью в диапазоне примерно 100 сСт, как было доказано, является особенно подходящим в данной заявке.
Смазочный материал для цепей или конвейерных лент по изобретению предпочтительно имеет значение рН от 6 до 8,5, предпочтительно от 6,5 до 8,0.
Согласно особенно предпочтительному примеру воплощения, композиция по изобретению содержит 5-95 масс.% водной фазы, 0,01-30 масс.% силиконового масла, 0,01-40 масс.% полифункционального аминного соединения в форме первичного, вторичного, третичного и/или четвертичного амина и 0,01-25 масс.% поверхностно-активного вещества. В данной заявке массовый процент поверхностно-активного вещества также может совпадать с массовым процентом аминного соединения, если органическая группа в качестве аниона аминной соли представляет собой поверхностно-активное вещество.
Изобретение также относится к способу смазки конвейерных лент для бутылок, консервных банок, других контейнеров и коробок со сниженным использованием воды, в котором используются преимущества смазочного материала для цепей или конвейерных лент, которые были описаны выше в связи с различными вариантами осуществления изобретения.
Согласно способу по изобретению, смазочный материал для цепей или смазочный материал для конвейерных лент наносят с интервалами на поверхность конвейерной ленты в виде эмульсии в водной фазе вместе с добавлением воды в количестве менее 30 об.%, предпочтительно менее 20 об.%.
В данной заявке следует строго отличать друг от друга водную фазу, упомянутую в связи с эмульсией, и водную фазу, необходимую для добавления к смазке, также называемую дополнительным содержанием воды.
Особое преимущество смазочного материала для цепей или конвейерных лент по изобретению при использовании способа по изобретению состоит именно в способности экономить значительное количество воды, которое обычно используется и требуется в традиционной мокрой смазке конвейерных лент. Так, в контексте настоящего изобретения, количество воды, используемое и необходимое для мокрой смазки конвейерных лент, служит в качестве эталонного значения 100%. Поэтому дополнительная порция воды, которая теперь необходима и используется в смазке со сниженным использованием воды по изобретению, соответственно представлена в виде части количества воды, которое используют для мокрой смазки конвейерных лент. Таким образом, добавление воды менее 30 об.%, предпочтительно менее 20 об.%, соответствует экономии воды более 70 об.%, предпочтительно более 80 об.%. В данной заявке способ по изобретению требует, чтобы всегда добавляли некоторое количество воды, так чтобы оно не могло быть уменьшено до 0 об.%.
Идеальной является экономия воды 70-85 об.%, хотя 85-95 об.% была бы еще более предпочтительной. В зависимости от типа установки, при экономии воды примерно 85 об.% или несколько больше, возможна ситуация, при которой дозирующее оборудование, такое как оборудование, используемое в области мокрой смазки конвейерных лент, не может использоваться в том виде, как оно есть, и становится необходимым переоборудование установки. Это происходит частично из-за высокого давления, при котором смазочный материал для конвейерных лент следует наносить на конвейерную установку в области сухой смазки конвейерных лент с целью обеспечения достаточного количества смазочного материала для конвейерных лент или цепей на конвейерной ленте. И, кроме того, объемы, которые следует наносить, являются гораздо меньшими, поскольку требуются лишь небольшие или крайне маленькие количества смазочного материала для конвейерных лент. Вследствие этих небольших, подаваемых насосом количеств, требуются гораздо меньшие насосы, и это влечет за собой необходимость переоборудования установки.
В различных тестах даже при снижении использования воды на 70-40 об.% и даже на 40-30 об.% можно было достичь хорошей смазки конвейерных лент вместе со снижением использования воды, которой все же достаточно с экономической точки зрения. Таким образом, установка может действительно продолжать работать без переоборудования, поскольку оказалось, что производительность насосов для дозировки смазочного материала для конвейерных лент является достаточной в случае такого сниженного использования воды.
Необходимо различать концентрацию самой эмульсии по изобретению в ее водной фазе и воду, добавленную при использовании смазочного материала для конвейерных лент на конвейерной ленте. В данной заявке предпочтительно иметь концентрацию эмульсии в водной фазе 2,5-15 масс.%, предпочтительно 2,5-7 масс.%, еще более предпочтительно 3-5 масс.%.
Действительно, указанные диапазоны концентраций являются более высокими, чем диапазоны, используемые в области мокрой смазки конвейерных лент. Однако этот факт может быть с лихвой компенсирован значительной экономией в потреблении воды.
При осуществлении способа по изобретению также было обнаружено, что особенно экономичным является нанесение смазочного материала для цепей или конвейерных лент с интервалами в несколько секунд, с паузами между интервалами нанесения в несколько минут. Таким способом снижают требуемое количество смазочного материала для цепей или конвейерных лент.
Изобретение также относится к применению смазочного материала для цепей или конвейерных лент, который был описан в различных примерах воплощений, для смазки конвейерных лент для бутылок, консервных банок, других контейнеров и коробок со сниженным использованием воды в области производства напитков и продуктов питания и в косметической и фармацевтической промышленности.
В данной заявке бутылки, консервные банки, другие контейнеры или упаковки могут быть изготовлены из любого желаемого материала, выбранного из стекла, пластика, картона или металла. В данной заявке, в частности, возможно и поэтому должно быть упомянуто, что конвейерная лента может быть изготовлена из металла, и контакт с материалом контейнера - стеклом - осуществляется мягко, в частности, без какого-либо заметного износа абразивного материала конвейерной ленты.
В основном способ по изобретению может быть использован, при желании, для смазки конвейерных лент, изготовленных из металла или пластика.
Далее изобретение будет описано более подробно с использованием примеров осуществления.
Пример 1:
Смазочный материал (смесь) готовят в виде эмульсии с количественными данными, выраженными в масс.%, если не указано иное.
В качестве компонентов вещества используют продукты WEICO® COR и STERONAL-GR, которые имеются в продаже от компании Tensid-Chemie GmbH в Muggensturm, Германия.
Продукт WEICO® COR содержит:
- аминное соединение, структура которого соответствует формуле
NHxC21H40(-x-y)NHy, где х=0-2, y=0-2;
- анион в виде органической группы с молекулярной массой 724:
C35H73O6(СООН)n, где n=3.
Продукт STERONAL-GR содержит:
- силиконовое масло: поли[окси(диметилсилилен)], формула [(CH3)2Si-O]x), и
- вспомогательное поверхностно-активное вещество: α-изотридецил-ω-гидрокси-поли(окси-1,2-этандиил), формула C31Η64O10, - которое представляет собой С13-спирт с 9 моль окиси этилена и молекулярной массой 596, для получения силиконовой эмульсии.
Вместе с ними используют силиконовое масло в форме полидиметилсилоксана, соединение азота на основе алкиламинных солей, которые используют в качестве ингибиторов коррозии, и поверхностно-активное вещество в качестве эмульгатора. Наконец, включают небольшое содержание органических кислот для корректировки значения pH. При необходимости, для корректировки значения pH также может быть добавлена, например, уксусная кислота. Значение pH полученной таким образом эмульсии устанавливали на уровне примерно 7,6. Вязкость лежит в диапазоне примерно 100 сСт.
Эмульсию получали и использовали с STERONAL-GR и WEICO® COR, смешанными в соотношениях 80-20, каждый в водной фазе.
Смазочный материал согласно изобретению получали в виде композиций А, В, С, D, Е, F, G, Η, I и J, количественный состав ингредиентов которых представлен в Таблице 1А.
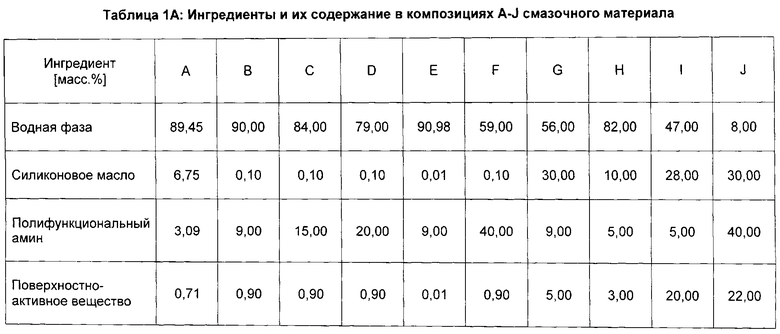
Определяли коэффициент трения при транспортировке РЕТ-бутылок и стеклянных бутылок на конвейерных лентах из пластика и из металла при нанесении композиций A-J смазочного материала. Результаты тестов для полученных композиций A-J, а также имеющиеся аналогичные данные, приведенные в US 2006/211583 А1 (D1), представлены в Таблице 2А.
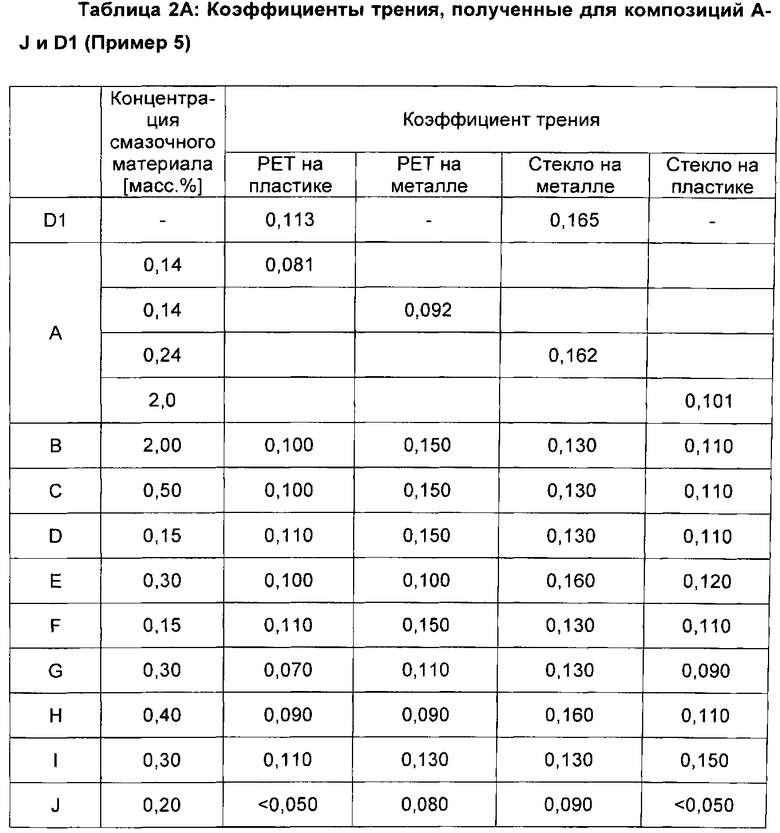
Данные, приведенные в Таблице 2А, свидетельствуют о том, что изобретение может быть осуществлено при использовании композиций смазочного материала с разными концентрациями ингредиентов и что эксплуатационные характеристики смазочного материала согласно изобретению лучше, чем у композиций, раскрытых в US 2006/211583 А1.
1-е применение
Эмульсию, полученную способом, описанным в Примере 1, использовали в данном тесте в виде 3%-ного раствора, разбавленного водой для смазки металлических лент, предназначенных для применения в конвейерной транспортировке стеклянных бутылок, со сниженным использованием воды. Эмульсию наносили на металлические конвейерные ленты, в данном случае изготовленные из нержавеющей стали, путем распыления в комбинации с дополнительным водным компонентом 15 об. %. В данной заявке и далее в качестве эталонного числа (100%) для дополнительного водного компонента, используемого в этом способе, служит количество воды, которое обычно используется в контексте традиционной мокрой смазки конвейерных лент.
Кроме нанесения распылением также подходит любой другой хорошо известный способ нанесения, например, нанесение кистью. Как правило, конвейерные установки оборудованы автоматическим оборудованием для нанесения.
Для каждой смазки конвейерных или транспортировочных лент установки, которая настроена на прохождение примерно 20-30000 бутылок в час, использовали приблизительно 5-12 мл смазочного материала для конвейерных лент типа, описанного в Примере 1, продемонстрировав, что возможно очень экономичное использование, требующее лишь небольших количеств.
Нанесение смазочного материала для конвейерных лент по изобретению осуществляли с интервалами, при которых в данном тесте нанесение длилось примерно 3 секунды с последующей паузой примерно 20 мин. Только после этого осуществляли каждое новое нанесение. Это контрастирует с мокрой смазкой конвейерных лент, которая также может осуществляться непрерывно.
2-е применение
В данном тесте эмульсию, полученную способом, описанным в Примере 1, наносили в виде 7%-ного раствора, разбавленного водой, для металлических лент для конвейерной транспортировки стеклянных бутылок. Эмульсию снова наносили посредством распыления, вместе с дополнительным водным компонентом 20 об. %. Конвейерную установку настраивали на прохождение примерно 80000 бутылок в час. В каждом случае для смазки конвейерных лент использовали от 8 до 15 мл полученной эмульсии.
Нанесение смазочного материала для конвейерных лент по изобретению осуществляли с интервалами в 10 с, делая паузу примерно на 20 мин после каждого нанесения. Только потом осуществляли новое нанесение.
3-е применение
В данном тесте эмульсию, полученную, как описано в Примере 1, наносили в виде 5%-ного раствора, разбавленного водой, для смазки со сниженным использованием воды конвейерных пластиковых лент, которые предназначены для транспортировки 0,5 л РЕТ-бутылок. Эмульсию наносили на конвейерные ленты посредством распыления в комбинации с дополнительным водным компонентом 15 об. %.
В данной заявке работу также осуществляли на установке, настроенной на прохождение примерно 20-30000 бутылок. В каждом случае для смазки конвейерных лент использовали приблизительно от 5 до 12 мл полученной эмульсии, что показывает, что применение для этой цели также может быть осуществлено очень экономично.
Нанесение снова проводили через период времени примерно 20 мин каждый раз. Одно нанесение длилось примерно 3 с.
Коррозию вследствие трещин от напряжения определяли, ссылаясь на рабочую инструкцию СС (так называемый стандарт Coca-Cola): Additives-Line Simulation; Version 1.0, от 15.10.98. В Таблице 1 показано, что обычно никакой коррозии вследствие трещин от напряжения невозможно было обнаружить:
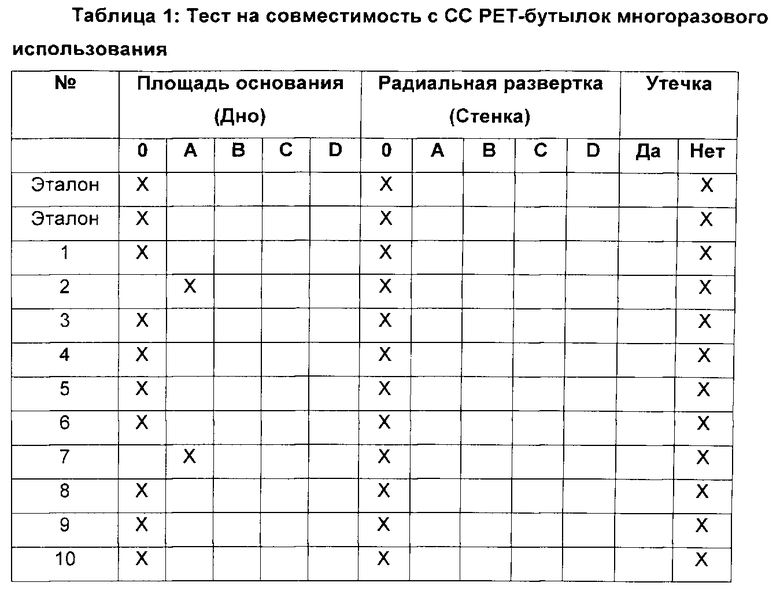
0 - Вообще нет коррозии вследствие трещин от напряжения
А - Незначительные, крайне поверхностные трещины
В - Небольшие поверхностные трещины
С - Значительные трещины средней глубины
D - Значительные глубокие трещины
4-е применение
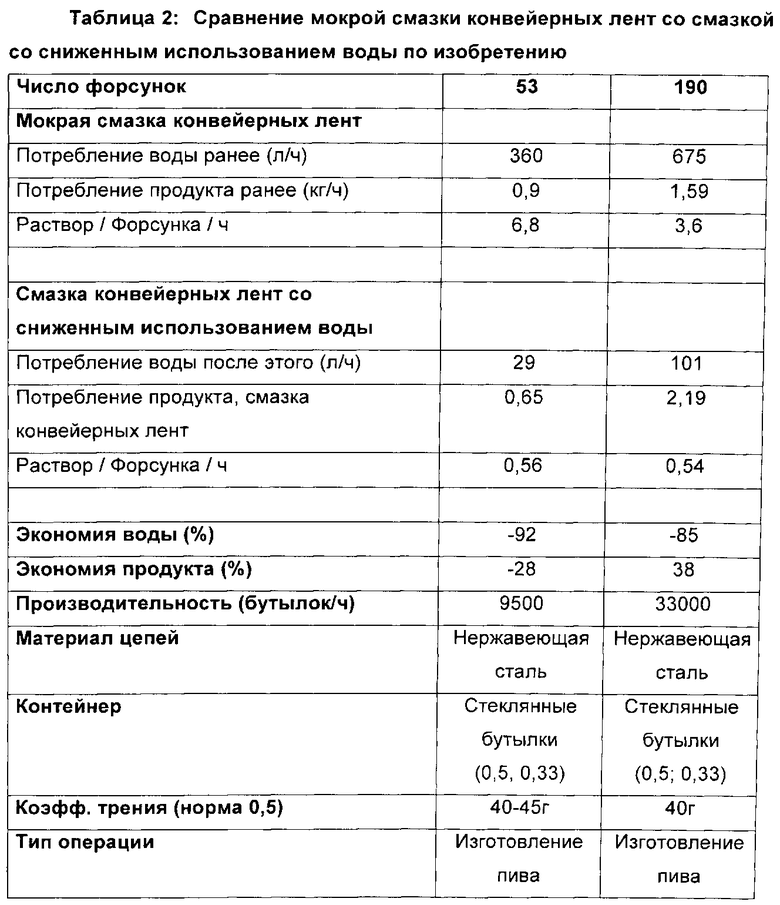
При осуществлении данного теста можно было сравнить традиционную мокрую смазку конвейерных лент со смазкой конвейерных лент со сниженным использованием воды по изобретению.
В данном тесте эмульсию, полученную, как описано в Примере 1, наносили в виде 2,5%-ного раствора, разбавленного водой. Его тестировали на металлических лентах для транспортировки стеклянных бутылок на пивоваренном заводе. Установка была оборудована 53 и 190 форсунками, с пропускной способностью 9500 и 30000 бутылок в час, соответственно. Эмульсию снова наносили посредством распыления.
Нанесение снова осуществляли через периоды времени примерно 20 мин каждый раз. Время нанесения составляло 5 с. В Таблице 2 представлено краткое изложение результатов тестов.
5-е применение
Все тесты с нанесениями с 1-го по 3-е повторяли в их соответствующих формах, описанных выше, но установку оставляли стоять в течение целой недели неиспользованной и неочищенной после каждого из тестовых прогонов нанесений с 1-го по 3-е, которые были проведены. Установка все равно работала плавно без каких-либо неполадок.
При 3-м нанесении снова определяли коррозию вследствие трещин от напряжения с использованием требований стандарта Кока-Колы, который известен в данной промышленности и служит основой для оценки. Даже в этом случае не обнаружили коррозии вследствие трещин от напряжения.
Во всех проведенных тестах экономия воды составила от 70 до 85%.
Пример 2
Сравнение с сухим смазочным материалом для конвейерных лент, известным из предшествующего уровня техники
Сухой смазочный материал для конвейерных лент, имеющийся в продаже под торговым наименованием ″DryExx″ фирмы Ecolab Deutschland GmbH, который также содержит силиконовое масло, но не содержит полифункционального соединения азота, тестировали на пилотной установке. Для этой цели несколько стеклянных бутылок транспортировали на ленте из нержавеющей стали. Использовали концентрации 2,0% и 10% указанного концентрата смазочного материала для конвейерных лент.
При различных прохождениях не обнаружили хорошего смазывающего эффекта и, кроме того, не обнаружили фактической разницы между двумя использованными различными концентрациями. И конвейерная лента, и бутылки на ней двигались с большим затруднением. Бутылки двигались большими рывками и часто опрокидывались.
Этот эксперимент показал, что сухие смазочные материалы для конвейерных лент, обычно имеющиеся на рынке, не подходят для транспортировки стеклянных бутылок по металлическим направляющим в условиях смазки конвейерных лент со сниженным использованием воды или смазки конвейерных лент без добавления воды.
Однако в самой смазке конвейерных лент со сниженным использованием воды по изобретению экономится значительное количество ценного ресурса - воды - без снижения оптимального смазывающего эффекта и, таким образом, плавной транспортировки контейнеров.
Было продемонстрировано, что в случае нанесений в Примере 1, можно было даже частично улучшить плавность транспортировки путем снижения коэффициента трения.
Пример 3
Смазочный материал получали в виде композиции, количественный состав ингредиентов которой представлен ниже:
- 78,25 масс. % водной фазы,
- 10,00 масс. % силиконового масла,
- 1,00 масс. % уксусной кислоты,
- 4,75 масс. % полифункционального амина,
- 5,00 масс. % поверхностно-активного вещества
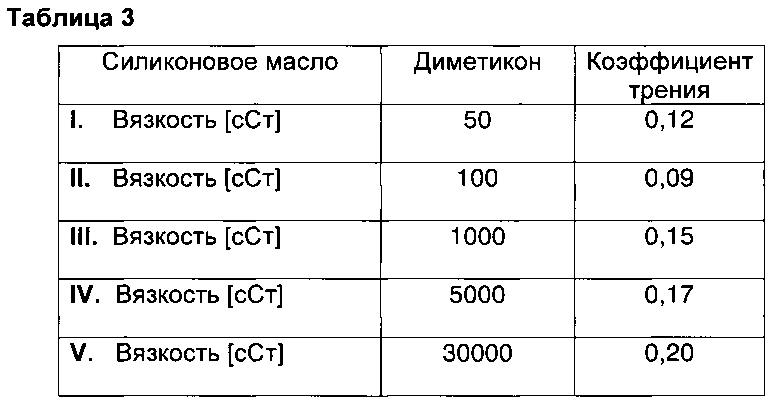
В качестве силиконового масла использовали диметикон, который представляет собой бесцветную прозрачную полидиметилсилоксановую жидкость.
Определяли коэффициенты трения при разных значениях вязкости силиконового масла. Результаты тестов представлены в Таблице 3.
Коэффициент трения определяли как силу, которая необходима, чтобы удержать бутылки в равновесии во время транспортировки на конвейерной
ленте. Бутылки не должны падать.
Данные, представленные в Таблице 3, демонстрируют преимущества настоящего изобретения перед решениями предшествующего уровня техники.
Все значения коэффициента трения для силиконового масла, имеющего вязкость в диапазоне 70-200 сСт, не превышают 0,11. При значении вязкости ниже 70 сСт коэффициент трения возрастает: при вязкости 50 сСт коэффициент трения равен 0,12. При значении вязкости выше 200 сСт коэффициент трения также возрастает: при вязкости 1000 сСт коэффициент трения равен 0,15, при вязкости 5000 сСт - 0,17, при вязкости 30000 сСт - 0,20.
| название | год | авторы | номер документа |
|---|---|---|---|
| СУХАЯ СМАЗКА ДЛЯ ПОВЕРХНОСТЕЙ ИЗ ПЛАСТМАССЫ И НЕРЖАВЕЮЩЕЙ СТАЛИ | 2016 |
|
RU2696861C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2007 |
|
RU2437922C2 |
| СМАЗЫВАЮЩАЯ КОМПОЗИЦИЯ НА ВОДНОЙ ОСНОВЕ | 2017 |
|
RU2727812C2 |
| ВОДОРАСТВОРИМЫЙ СМАЗОЧНЫЙ СОСТАВ ДЛЯ ОБРАБОТКИ КОНВЕЙЕРНЫХ ЛЕНТ | 2013 |
|
RU2537294C1 |
| КОМПОЗИЦИИ ШАМПУНЕЙ-КОНДИЦИОНЕРОВ | 2007 |
|
RU2466710C2 |
| БЫСТРОСОХНУЩАЯ, СТОЙКАЯ В ХРАНЕНИИ ВОДНАЯ КОМПОЗИЦИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ, ВКЛЮЧАЮЩАЯ ФОСФОРНОКИСЛОТНЫЙ ПОЛИМЕР | 2008 |
|
RU2497853C2 |
| ЧАСТИЦЫ ДЛЯ ДОСТАВКИ | 2010 |
|
RU2616638C2 |
| ЧАСТИЦЫ ДЛЯ ДОСТАВКИ | 2010 |
|
RU2566753C2 |
| КОМПОЗИЦИИ ШАМПУНЕЙ-КОНДИЦИОНЕРОВ | 2007 |
|
RU2466711C2 |
| ЧАСТИЦЫ ДЛЯ ДОСТАВКИ | 2010 |
|
RU2572882C2 |
Настоящее изобретение относится к смазочному материалу для цепей или конвейерных лент, содержащему силиконовое масло, имеющее вязкость 70-200 сСт при комнатной температуре, полифункциональный амин и по меньшей мере одну добавку, выбранную из группы, состоящей из анионных, неионных, катионных и/или амфотерных поверхностно-активных веществ, в виде эмульсии в водной фазе, где амин выбран из аминных солей, в которых катион содержит первичные, вторичные, третичные и/или четвертичные амины, и анион представляет собой органическую группу с молекулярной массой более 350, и где смазочный материал для цепей или конвейерных лент содержит: - 10-95 масс.% водной фазы, - 0,01-30 масс.% силиконового масла, - 3,00-40 масс.% полифункционального амина, и - 0,01-25 масс.% поверхностно-активного вещества. Также настоящее изобретение относится к способу смазки конвейерных лент для бутылок, консервных банок, других контейнеров и коробок со сниженным использованием воды, к применению смазочного материала для цепей или конвейерных лент (варианты). Техническим результатом настоящего изобретения является получение смазочного материала, который является подходящим для транспортировки стеклянных бутылок по металлическим направляющим и в котором устранено огромное потребление воды, которое используют в случае мокрой смазки конвейерных лент, без необходимости дорогостоящего переоборудования установки. 5 н. и 12 з.п. ф-лы, 5 табл., 3 пр.
1. Смазочный материал для цепей или конвейерных лент, содержащий силиконовое масло, имеющее вязкость 70-200 сСт при комнатной температуре, полифункциональный амин и по меньшей мере одну добавку, выбранную из группы, состоящей из анионных, неионных, катионных и/или амфотерных поверхностно-активных веществ в виде эмульсии в водной фазе, где амин выбран из аминных солей, в которых катион содержит первичные, вторичные, третичные и/или четвертичные амины, и анион представляет собой органическую группу с молекулярной массой более 350, и где смазочный материал для цепей или конвейерных лент содержит:
- 10-95 масс.% водной фазы,
- 0,01-30 масс.% силиконового масла,
- 3,00-40 масс.% полифункционального амина, и
- 0,01-25 масс.% поверхностно-активного вещества.
2. Смазочный материал по п. 1, отличающийся тем, что органическая группа, являющаяся анионом аминной соли, представляет собой поверхностно-активное вещество.
3. Смазочный материал по п. 1 или 2, отличающийся тем, что силиконовое масло имеет вязкость 120-90 сСт при комнатной температуре.
4. Смазочный материал по п. 1 или 2, отличающийся тем, что анион полифункционального амина в виде органической группы имеет молекулярную массу более 400.
5. Смазочный материал по п. 1, отличающийся тем, что силиконовое масло выбрано из полиалкил-, полиарил- ,и/или, полиалкил/полиарилсилоксанов, или их смесей.
6. Смазочный материал по п. 5, отличающийся тем, что силиконовое масло выбрано из полидиметилсилоксанов.
7. Способ смазки конвейерных лент для бутылок, консервных банок, других контейнеров и коробок со сниженным использованием воды, при котором смазочный материал для цепей или конвейерных лент по любому из пп. 1-6 наносят с интервалами на поверхность конвейерной ленты в виде эмульсии в водной фазе вместе с добавлением воды в количестве менее 30 об.%.
8. Способ по п. 7, при котором смазочный материал для цепей или конвейерных лент наносят на поверхность конвейерной ленты в виде эмульсии в водной фазе вместе с добавлением воды в количестве менее 20 об.%.
9. Способ по п. 7 или 8, при котором эмульсия присутствует в водной фазе в концентрации 2,5-15 масс.%.
10. Способ по п. 7 или 8, при котором эмульсия присутствует в водной фазе в концентрации 2,5-7 масс.%.
11. Способ по п. 7 или 8, при котором эмульсия присутствует в водной фазе в концентрации 3-5 масс.%.
12. Способ по п. 7 или 8, отличающийся тем, что нанесение смазочного материала для цепей или конвейерных лент осуществляют с интервалами порядка нескольких секунд с паузами между интервалами нанесения порядка нескольких минут.
13. Применение смазочного материала для цепей или конвейерных лент по любому из пп. 1-6 для смазки со сниженным использованием воды конвейерных лент для бутылок, консервных банок, других контейнеров и коробок при производстве напитков и продуктов питания.
14. Применение смазочного материала для цепей или конвейерных лент по любому из пп. 1-6 для смазки со сниженным использованием воды конвейерных лент для бутылок, консервных банок, других контейнеров и коробок в косметической промышленности.
15. Применение смазочного материала для цепей или конвейерных лент по любому из пп. 1-6 для смазки со сниженным использованием воды конвейерных лент для бутылок, консервных банок, других контейнеров и коробок в фармацевтической промышленности.
16. Применение по любому из пп. 13-15, при котором бутылки, консервные банки, другие контейнеры и коробки изготовлены из стекла, пластика, картона или металла.
17. Применение по любому из пп. 13-15, при котором конвейерные ленты изготовлены из металла или пластика.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Экономайзер | 0 |
|
SU94A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

