Область изобретения
Настоящее изобретение, в целом, относится к вычислительным устройствам. Более конкретно, настоящее изобретения относится к корпусам портативных вычислительных устройств и способам сборки портативных вычислительных устройств.
Описание связанного с изобретением уровня техники
Внешний вид портативного электронного устройства, включая его дизайн и вес, является важным для пользователя портативного электронного устройства, так как внешний вид вносит вклад в общее впечатление, получаемое пользователем от портативного вычислительного устройства. В тоже время как конструкция портативного вычислительного устройства также имеет важное значение для пользователя, так как прочная конструкция продлевает общий срок службы портативного электронного устройства и увеличивает его ценность для пользователя.
Одной из конструктивных задач, связанных с портативным электронным устройством, является дизайн корпусов, используемых для размещения различных внутренних компонентов. Эти конструктивные задачи обычно возникают из-за ряда конфликтующих конструктивных целей, включающих желание сделать корпус легче и тоньше, желание сделать корпус крепче и желание сделать корпус более приятным в эстетическом отношении. Более легкие корпуса, в которых обычно используется более тонкие пластиковые конструкции и меньшее количество крепежных деталей, при использовании обладают тенденцией быть гибкими, и поэтому имеют предрасположенность к короблению и изгибу, в то время как более крепкие и твердые корпуса, в которых обычно используются более толстые пластиковые конструкции, имеют тенденцию быть толще и тяжелее. К несчастью, увеличение веса может привести к неудовольствию пользователя, а изгиб может повредить внутренние детали.
Более того, у большей части портативных электронных устройств, корпуса представляют собой механические узлы, имеющие множество деталей, которые свинчиваются, скрепляются болтами, заклепками или по-иному соединяются вместе в определенных точках. Например, корпуса обычно включают верхнюю оболочку и нижнюю оболочку, которые расположены друг на друге и скреплены винтами. Такой метод сборки усложняет конструирование корпуса и создает эстетические трудности из-за возникновения нежелательных щелей, швов, зазоров и разрывов сопрягающихся поверхностей и крепежных деталей, расположенных вдоль поверхностей корпуса. Например, при использовании верхней и нижней оболочки образуется сопрягающая линия, окружающая весь корпус. Помимо этого, сама сборка часто становится продолжительным и затруднительным процессом. Например, сборщик должен потратить некоторое количество времени на позиционирование двух деталей и присоединение каждой из крепежных деталей. Более того, для сборки часто требуется, чтобы у сборщика были специальные инструменты и определенные технические навыки.
Другим задачей является методика монтажа деталей внутри портативных вычислительных устройств. Обычно, устройство размещалось на одной (верхней или нижней) части корпуса и прикреплялось к нему крепежными деталями, такими как винты, болты, заклепки и т.д. То есть элементы устройства располагались на корпусе слоями наподобие бутерброда, а затем прикреплялись к нему. Такая методика страдает приведенными выше недостатками, то есть требует времени и усилий.
Следовательно, было бы полезно создать портативное вычислительного устройства, которое было бы эстетически приятным и легким, и в тоже время прочным. Также было бы полезно разработать технологию сборки портативного электронного устройства.
КРАТКОЕ СОДЕРЖАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится к портативным электронным устройствам. Портативное электронное устройство включает один бесшовный корпус, имеющий верхнее отверстие и, покрытие, размещенное в верхнем отверстии и присоединенное к бесшовному корпусу без ободка.
Другой пример осуществления изобретения относится к бесшовному корпусу, сформированному из отдельного листа металла. Бесшовный корпус включает верхнее отверстие, цельные нижние и боковые стенки, которые совместно с верхним отверстием образуют полость, при этом нижняя стенка имеет изогнутую поверхность дна, а боковые стенки скруглены таким образом, что они образуют изогнутую боковую поверхность и вогнуты с внутренней стороны полости, при этом внутренний край боковых стенок окружает и определяет верхнее отверстие и внешний край, а на нижней стенке установлен монтажный кронштейн, необходимый для крепления электронного блока к нижней стенке корпуса, а отверстие в по крайней мере одной боковой стенке имеет глубину отделки большую, чем по крайней мере та, которая обеспечивается лишь одним корпусом.
Другой пример осуществления изобретения относится к небольшому по размеру электронному устройству, которое включает, по крайней мере, бесшовный корпус, имеющий целостную нижнюю и боковую стенки, совместно образующие полость в сочетании с верхним отверстием, имеющим плоскую верхнюю поверхность, при этом нижняя стенка имеет изогнутую нижнюю поверхность, боковые стенки скруглены таким образом, что они образуют изогнутую боковую поверхность и вогнуты с внутренней стороны полости, при этом край боковых стенок окружает и устанавливает границу верхнего отверстия и множества электронных блоков, вставленных в бесшовный корпус через верхнее отверстие и прикрепленных к нижней поверхности корпуса, где допуск высоты Z множества электронных блоков минимизируется таким образом, что верхняя поверхность самого верхнего электронного блока находится практически в одной плоскости с плоской верхней поверхностью корпуса.
Также раскрывается способ самоцентровки самого верхнего стеклянного блока в небольшом по размеру электронном устройстве. Небольшое по размеру электронное устройство состоит из бесшовного корпуса, имеющего верхнее отверстие, имеющего плоскую верхнюю поверхность и боковые стенки, в которых край боковых стенок окружает и определяет верхнее отверстие, где стеклянный блок включает экологический уплотнитель, имеющий скошенный участок, где, по крайней мере, часть скошенного участка экологического уплотнителя простирается за пределы внутреннего края верхнего отверстия. Способ может быть осуществлен путем установки стеклянного блока в верхнее отверстие и производя самоцентровку стеклянного блока во время установки путем взаимодействия внутреннего края верхнего отверстия с той частью экологической уплотнителя, которая простирается за пределы внутреннего края отверстия и одновременно с взаимодействием внутреннего края с простирающейся частью экологического уплотнителя, при этом крепежные детали стеклянного блока взаимодействуют с направляющими устройства.
В другом примере осуществления изобретения описывается интегрированный блок громкоговорителя, пригодный для использования в небольшом по размеру портативном карманном устройстве. Интегрированный блок громкоговорителя включает, по крайней мере, пьезоэлектрический громкоговоритель, устроенный для получения слышимых звуков, акустическое уплотнение, имеющее несколько промежутков акустического уплотнителя, действующего совместно с пьезоэлектрическим громкоговорителем для направления звука, производимого громкоговорителем, в желаемое место в небольшом по размеру переносном карманном электронном устройстве, и устанавливающего акустический барьер для предотвращения утечки слышимых звуков в нежелательное место в небольшом по размеру электронном устройстве.
Другой пример осуществления изобретения относится к минимальной высоте Z системы монтажного кронштейна для крепления операционного компонента в карманном портативном вычислительном устройстве, имеющем бесшовный корпус. Монтажный кронштейн включает множество удаляемых столбиков регулировки Z, имеющих удаляемую часть, скомпонованную вдоль длины монтажного кронштейна, отличающуюся тем, что после присоединения монтажного кронштейна к бесшовному корпусу, верхняя часть бесшовного корпуса и удаляемая часть удаляемых столбиков для регулировки Z обрабатывается одновременно со сверлением отверстий для центровки по XY, при этом обработка и сверление выполняются в одном машинном цикле, тем самым сводя к минимуму допуск совмещения по направлению XY и направлению Z.
Другой пример осуществления изобретения относится к способу центровки рейстрека (верхняя огибающая корпус поверхность) между формовочной кромкой и внутренней кромкой бесшовного корпуса, используемого для опоры портативного вычислительного устройства. Способ осуществляется путем оптического определения множества эталонных точек на формовочной кромке бесшовного корпуса и прорезывания внутренней кромки, используя множество оптических эталонных точек.
Другой пример осуществления изобретения относится к способу центровки рейстрека между формовочной кромкой и внутренней кромкой бесшовного корпуса, имеющего отдельный открытый конец, при этом бесшовный корпус поддерживает портативное вычислительное устройство с дисплеем, расположенным в единственном отверстии. Способ осуществляется путем определения центральной точки участка дисплея, определения угла наклона участка дисплея и прорезывания внутренней кромки основываясь на центральной точке и угле наклона.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение можно легко понять с помощью следующего детального описания совместно с сопроводительными чертежами, при этом подобные справочные цифры обозначают подобные структурные элементы, в которых:
Фиг.1А-1В представляют собой изображение в перспективе портативного вычислительного устройства в собранном виде.
Фиг.1C является видом в разрезе корпуса, подчеркивающим форму вогнутой геометрии.
Фиг.2А-2Е представляют собой детальный вид электронного устройства в его несобранном виде.
Фиг.3А-3В - это изображение корпуса, демонстрирующее рейстрек.
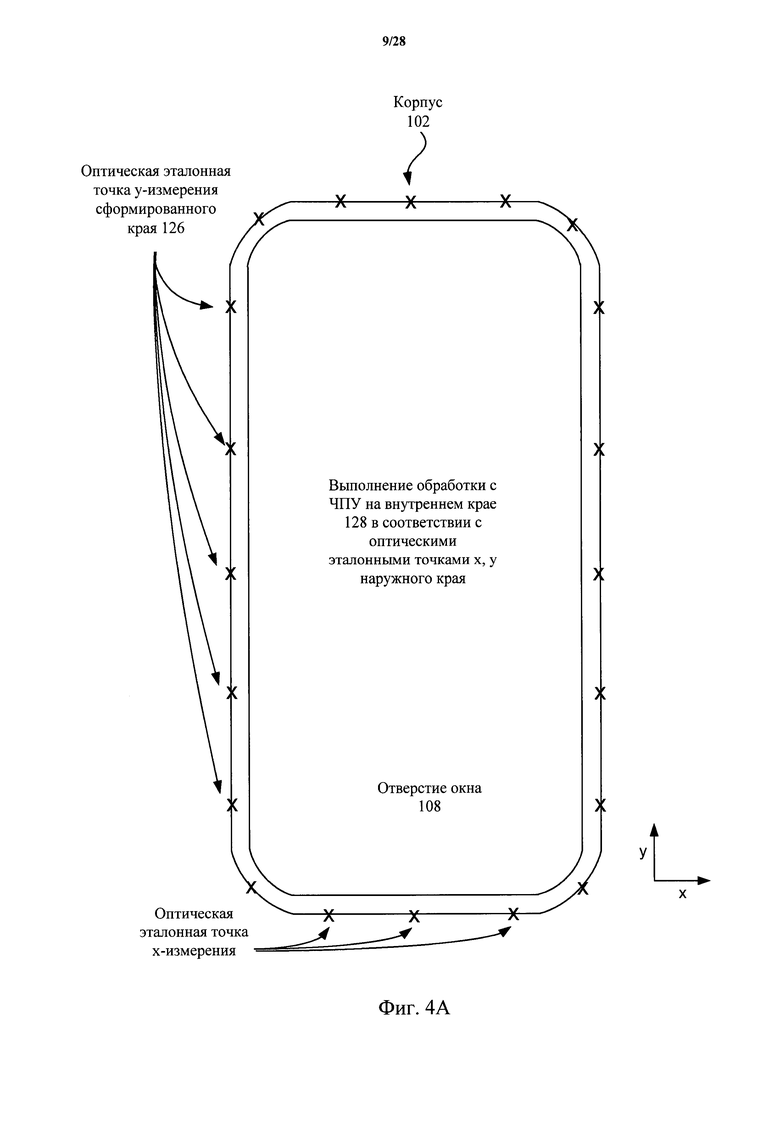
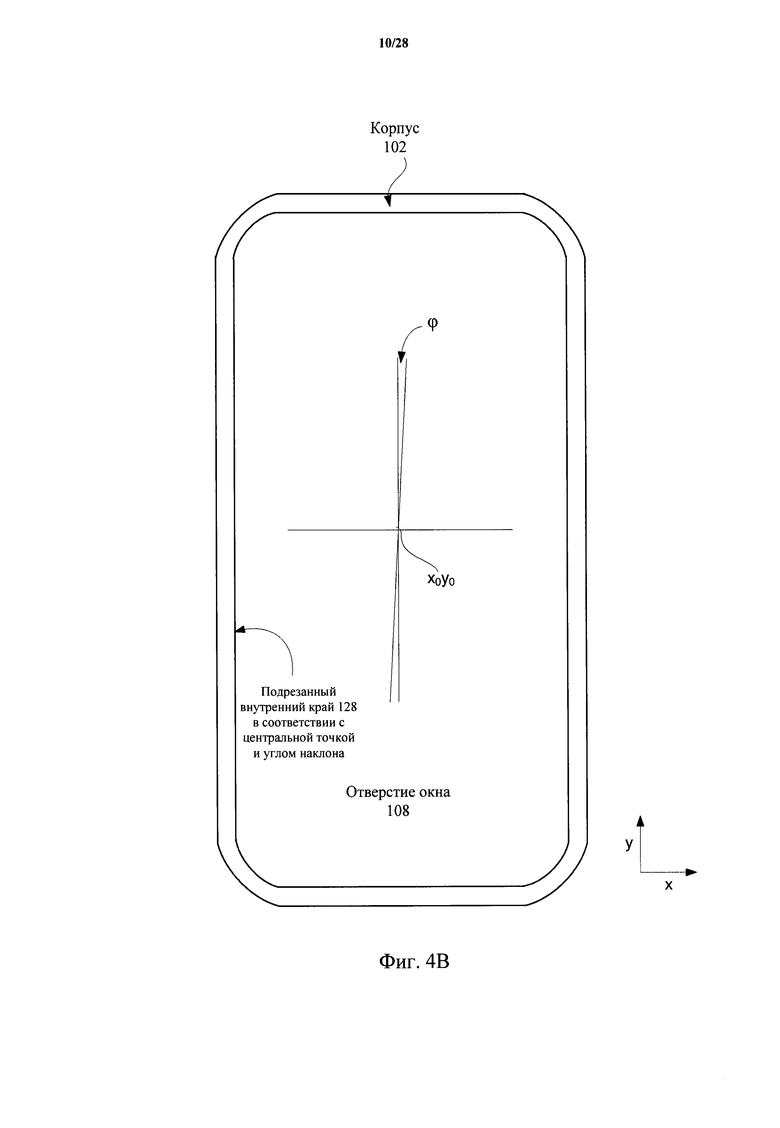
Фиг.4А-4В графически иллюстрируют центровку рейстрека в соответствии с примером осуществления изобретения.
Фиг.5А-5С показывают интегрированную систему громкоговорителя с низкой высотой Z, пригодную для использования в небольшом по размеру электронном устройстве.
Фиг.6А-6В показывают отверстие аудио разъема в соответствии с примером осуществления изобретения.
Фиг.7А-7С показывают сборку блока G в соответствии с примером осуществления изобретения.
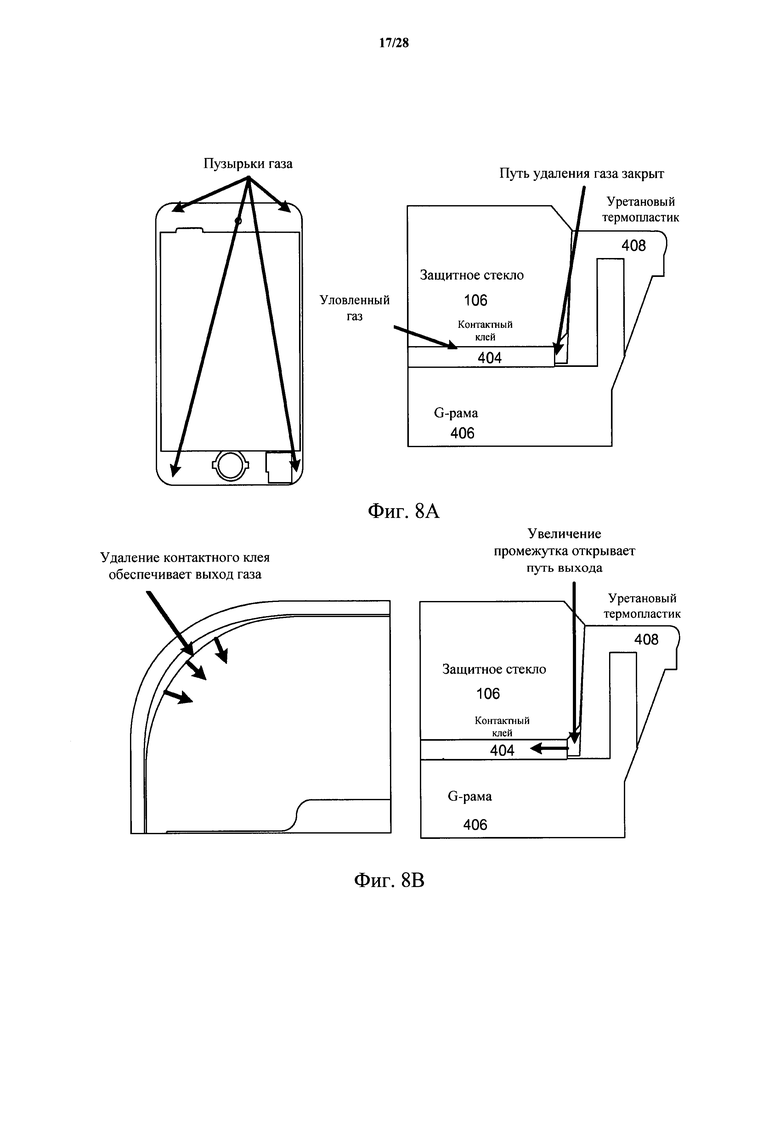
Фиг.8А-8В показывают структуры газоотвода в соответствии с примером осуществления изобретения.
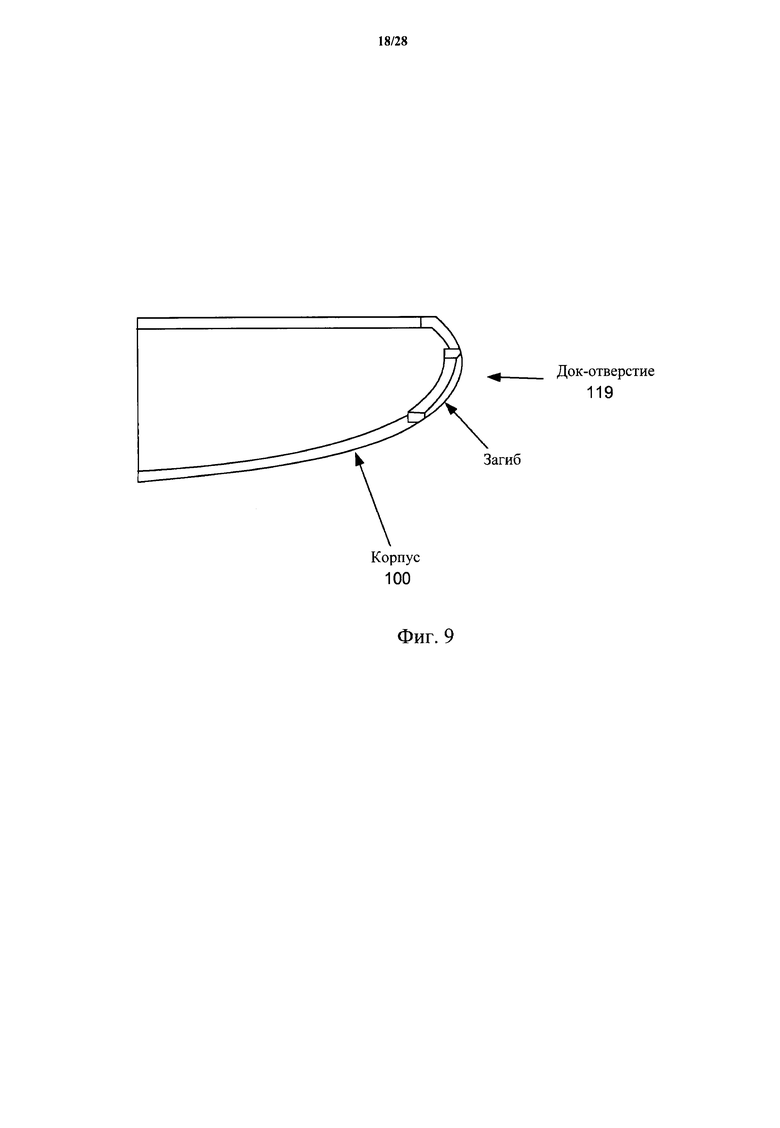
Фиг.9 показывает изображение разреза корпуса, где формируется отверстие докразъема, образованное загибом части корпуса в соответствии с примером осуществления изобретения.
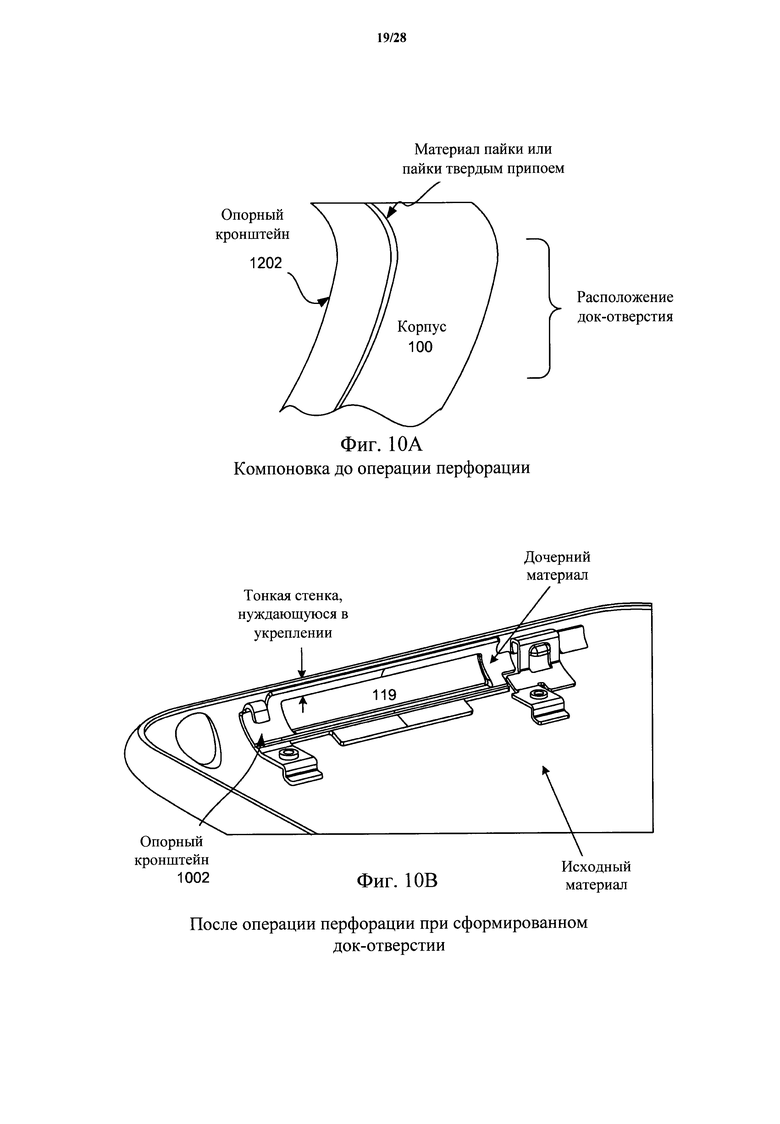
Фиг.10А-10В показывают вид в разрезе корпуса с док отверстием, образованным путем процесса перфорирования/формования/механической обработки.
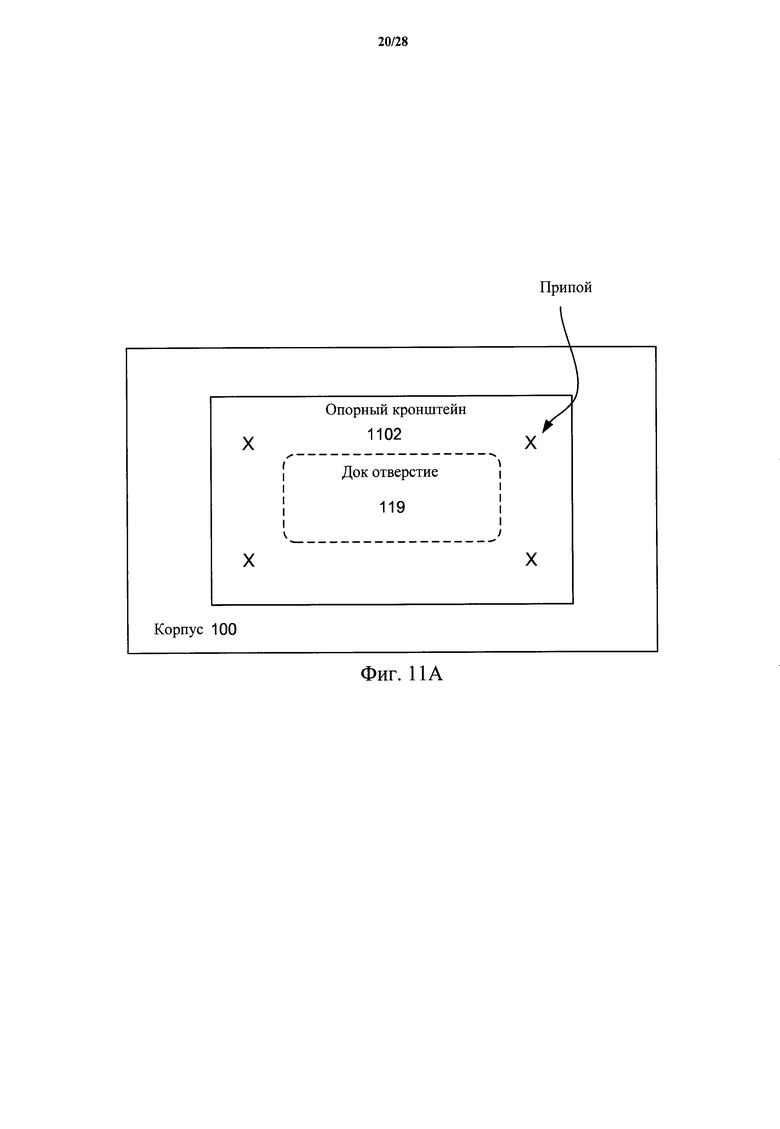
Фиг.11А-11С графически иллюстрируют процесс формирования малого отверстия в корпусе.
Фиг.12А-12С графически иллюстрируют процесс формирования длинного отверстия в корпусе
Фиг.13 показывает угловой упрочнитель в соответствии с примером осуществления изобретения.
Фиг.14 показывает удаляемые столбики регулировки Z до и после обработки.
Фиг.15 показывает блок схему с детализацией процесса установки монтажного кронштейна в корпус в соответствии с примером осуществления изобретения.
Фиг.16 показывает блок-схему с детализацией процесса сборки устройства в соответствии с примером осуществления изобретения.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ Теперь будет дана детальная ссылка на предпочтительные примеры осуществления изобретения. Пример предпочтительного осуществления изобретения иллюстрируется на сопроводительных чертежах. В то время как изобретение будет описано в отношении предпочтительного примера осуществления, понимается, что не предполагается ограничить изобретение одним предпочтительным примером осуществления. Наоборот, предполагается охватить альтернативы, модификации и эквиваленты, которые могут быть включены в сущность и объем изобретения, определенного прилагаемой формулой.
Описанные примеры осуществления относятся к приятному в эстетическом отношении портативному электронному устройству. Портативное электронное устройство образовано из изогнутого бесшовного корпуса и эстетически приятного полированного плоского верхнего стеклянного слоя. Целостность внешнего вида портативного электронного устройства усиливается, так как в отличие от обычных портативных электронных устройств, полированный верхний стеклянный слой установлен в бесшовный корпус без использования ободка. Бесшовный характер корпуса и отсутствие ободка обеспечивают несколько преимуществ помимо однородного и привлекательного внешнего вида. Подобные преимущества заключаются в том, что для сборки требуется меньшее количество компонентов, что портативное электронное устройство может более легко выдержать воздействие падения и тем, что обеспечивается лучшая защита верхнего слоя полированного стекла и любых чувствительных операционных компонентов внутри устройства.
Бесшовный корпус образован из отдельного листа металла (к примеру, нержавеющей стали). Корпус имеет изогнутую форму, в которой линейные размеры отверстия, в которое во время сборки вставляются операционные компоненты меньше, чем линейные размеры самого основания корпуса. Более того, кривизна корпуса является ассиметричной в том, что верхняя часть корпуса сформирована таким образом, чтобы иметь увеличенную кривизну (т.е. высшую кривизну), при этом нижняя часть корпуса сформирована таким образом, чтобы иметь более плавную кривизну. Эта асимметрия улучшает тактильные ощущения пользователя, поскольку она обеспечивает лучшую подгонку к руке пользователя. Более того, металлическая природа корпуса обеспечивает хорошее заземление для встроенной радиочастотной антенны, а также смягчает воздействие электромагнитных помех и электростатического разряда.
В отличие от сборки обычных портативных электронных устройств, где компоненты собираются сверху вниз (т.е. компоненты вставляются в корпус до установки ободка), выгнутая форма корпуса требует, чтобы все компоненты устанавливались в отверстие более малых размеров окна в корпусе. Более того, сборка портативного электронного устройства осуществляется снизу вверх, используя так называемую слепую сборку. Для того, чтобы облегчить слепую сборку снизу вверх карманного электронного устройства и свести к минимуму смещение полированной верхней стеклянной поверхности и самой верхней части корпуса (называемой рейстреком), представлены различные методики, инструменты и системы, минимизирующие допуск на размер компонентов (т.е. направление Z). Например, части кронштейнов, используемых для монтажа под-узлов, привариваются к корпусу и впоследствии обрабатываются одновременно в один прием, как и самая верхняя часть корпуса. Таким образом, обеспечиваются точные для монтажа различных компонентов размеры по Z. Следует отметить, что предпочтительна механическая обработка, так как при ней можно получить точности порядка 0,05 мм, в то время как при обычной сварке допуски позициционирования обычно составляют порядка 0,2 мм.
Другие аспекты изобретения относятся к специфическим подходам к минимизации высоты Z собираемых компонентов. Другими словами, в соответствии как с эстетическим внешним видом, так и тактильными ощущениями, высота, Z, переносного электронного устройства должна находиться в пределах, соответствующих обеспечению благоприятного ощущения для пользователя. Это можно осуществить рядом способов в дополнение к уже обсуждавшимся в отношении, например, монтажных кронштейнов. Можно изготовить блок громкоговорителя с минимальной высотой Z, используя пьезоэлектрический громкоговоритель в сочетании с горизонтальным акустическим барьером. Промежутки в горизонтальном акустическом барьере имеют эффект направления звука, получаемого пьезоэлектрическим громкоговорителем в желаемое место в корпусе. Например, звук может быть направлен в конкретные отверстия в корпусе, не относящиеся к передаче звука. Такие отверстия могут включать, например, док-отверстие и/или отверстие аудио разъема. Усиление полученного звука путем создания заднего объема (т.е. используя заднюю поверхность корпуса в качестве резонатора) может быть получено используя существующие компоненты и соответствующим образом размещенную акустическую изоляцию заднего объема. Чтобы надежно обеспечить целостность изоляции заднего объема при различной величине допуска Z между экраном и корпусом от одного устройства к другом, в непосредственной близости от акустической изоляции заднего объема помещаются адаптеры.
Другие аспекты изобретения, которые обеспечивают необходимую высоту Z, относятся к организации схем, связанных с аккумулятором и экраном дисплея. В частности, как описано ниже, схемы аккумулятора и экрана дисплея совместно существуют в одном и том же месте по оси Y, тем самым уменьшая общий размер схем по (оси) Y. В описанных примерах осуществления изобретения, принципиальная схема аккумулятора может включать схему безопасности аккумулятора, а экран дисплея может включать контроллер дисплея (в определенных примерах осуществления дисплей является жидкокристаллическим дисплеем, LCD, и контроллер является контроллером LCD). Обычные конструкции требуют, чтобы схема безопасности аккумулятора была бы размещена в центральной части аккумулятора, и чтобы контроллер LCD был бы совмещен с дальним краем дисплея (это скорее всего увеличило бы линейную ширину и паразитную емкость, снижая имеющуюся энергию контроллера LCD). Более того, для того, чтобы соответствовать пазу корпуса и снизить полный размер по Z изделия, гибкий кабель контроллера CD огибает аккумулятор.
Более того, наличие газоотводных каналов в пластиковой раме, используемой для установки защитного стеклянного слоя, способствует фиксации стеклянного слоя к пластиковой раме. Подобные каналы могут быть образованы, например, путем пробития методом перфорации отверстий определенного размера в заданных местах. Таким образом, любые захваченные газы, такие как воздух, могут удаляться, обеспечивая более однородное распределение клеящего вещества, что приводит к более крепкому и более надежному соединению между стеклянным слоем и пластиковой рамой.
Эти и другие примеры осуществления изобретения обсуждаются ниже со ссылкой на фигуры 1-16. Однако специалисту в данной области легко понять, что детальное описание, приведенное здесь со ссылкой на эти рисунки, предназначено для целей разъяснения, так как изобретение распространяется за пределы этих ограниченных примеров осуществления.
В последующем рассмотрении используется термин «ЧПУ». Сокращение ЧПУ означает числовое программное управление и конкретно относится к контроллеру компьютера, который считывает инструкции компьютера и приводит в действие станочную систему (автоматизированное механическое устройство, которое обычно используется для изготовления компонентов путем селективного удаления материала). Однако следует отметить, что для выполнения желаемых примеров осуществления может использоваться любая операция механической обработки, и они не строго ограничены практикой, связанной с числовым программным управлением (ЧПУ).
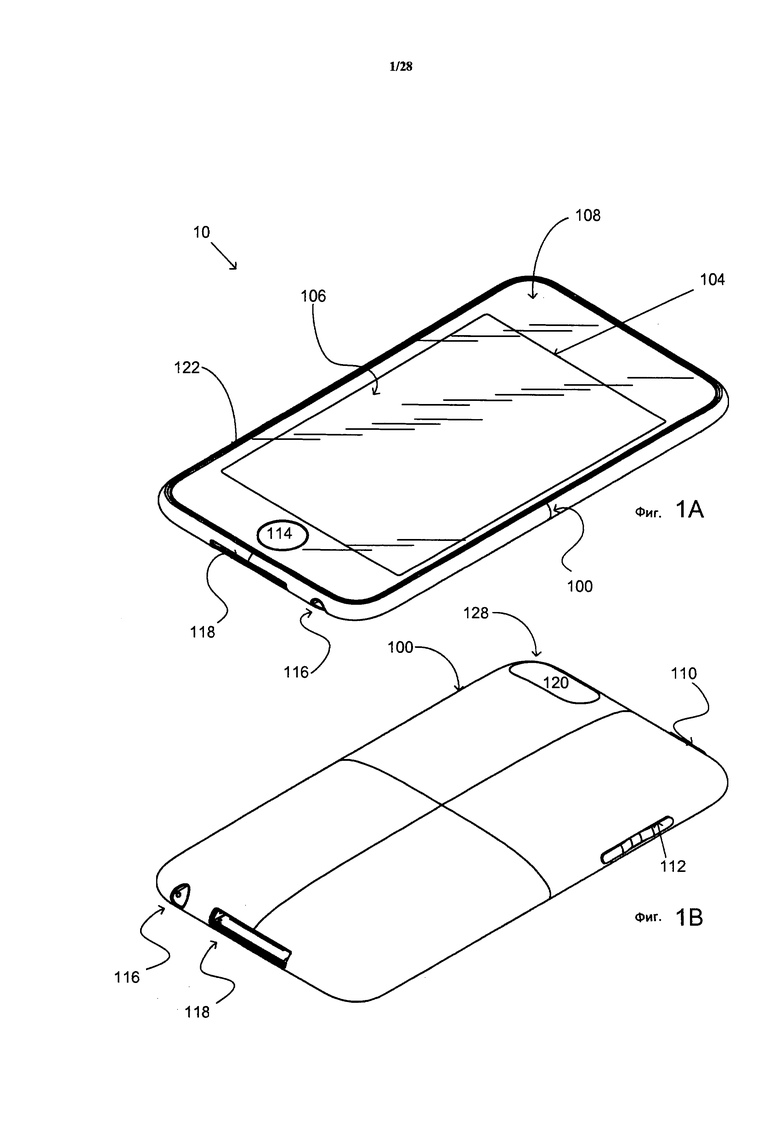
Фиг.1А -1В являются изображениями в перспективе, показывающими различные виды полностью собранного портативного электронного устройства, 10, в соответствии с примером осуществления изобретения. Портативное электронное устройств, 10, может иметь размер удобный для работы одной рукой и размещаться в небольшом пространстве, таком как карман, т.е. портативное электронное устройство 10 может быть портативным карманным электронным устройством. В виде примера, портативное электронное устройство 10 может быть компьютером, медийным устройством, телекоммуникационным устройством и/или тому подобным. Портативное электронное устройство 10 способно обрабатывать данные и, более конкретно, информационные носители, такие как аудио, видео, изображения, и т.д. Портативное электронное устройство 10 может в принципе соответствовать музыкальному плееру, игровому плееру, видео плееру, персональному цифровому помощнику (КПК) и/или тому подобному. Что касается карманного размера, портативное электронное устройство может приводиться в действие исключительно рукой (-ами) пользователя, т.е. не требует «рабочего стола», как это имеет место в случае настольного компьютера. В некоторых случаях, карманное устройство имеет размер, позволяющий его размещение в кармане пользователя. Ввиду своего карманного размера, устройство не требует специальной транспортировки и, следовательно, его можно взять в любое место, куда поедет пользователь (Т.е пользователь не ограничен необходимостью носить большое, объемное и тяжелое устройство).
Портативное электронное устройство 10 может быть очень разнообразным. В некоторых примерах осуществления, портативное электронное устройство 10 может выполнять отдельную функцию (например, устройство, предназначенное для воспроизведения и хранения носителей информации), и в других случаях, электронное устройство может выполнять множество функций (например, устройство, которое воспроизводит/хранит носители информации, получает/передает телефонные звонки/текстовые сообщения/Интернет, и/или выполняет просмотр веб-страниц). В некоторых примерах осуществления, портативное электронное устройство 10 способно осуществлять беспроводную связь (с или без системы обеспечивающей беспроводную связь). В некоторых примерах осуществления, портативное электронное устройство 10 может быть чрезвычайно портативным (например, небольшим по размерам, тонким, низкопрофильным, легким). В некоторых случаях портативное электронное устройство 10 может иметь размер помещающийся в руку. Портативное электронное устройство 10 может иметь размер для работы одной рукой и размещения в небольших местах, таких как карман, т.е. портативное электронное устройство 10 может быть карманным наладонным электронным устройством.
В виде примера, портативное электронное устройство 10 может соответствовать потребительской электронной продукции, такой как компьютеры, медийные плейеры, персональные цифровые помощники (КПК), телекоммуникационные устройства (телефон), персональные устройства электронной почты или отправки сообщений и/или тому подобное. В одном примере электронное устройство может соответствовать любому из электронных устройств iPod™, iPod Nano™, iPod Shuffle™, iPod™ Touch или iPhone™, производимому корпорацией Эппл Инк из Купертино, Калифорния.
Портативное электронное устройство 10 включает корпус 100, имеющий конфигурацию, позволяющую, по крайней мере, частично включать любое число компонентов, относящихся к портативному электронному устройству 10. Например, корпус может включать и внутренне поддерживать различные электронные компоненты (включая чипы электронных схем и другие схемы), чтобы обеспечивать вычислительные операции устройства. Чипы интегральных схем и прочие микросхемы могут включать микропроцессор, память, аккумулятор, печатную плату, различные схемы поддержки ввода/вывода (I/O) и тому подобное. Хотя это и не показано на рисунке, корпус 100 может определять полость, внутри которой могут быть расположены компоненты, и корпус 100 может также физически поддерживать любое приемлемое число механизмов внутри корпуса 100 или внутри отверстий на поверхности корпуса 100.
В дополнении к вышеупомянутому, корпус может также определять, по крайней мере, частично внешний вид портативного электронного устройства 10. То есть, вид и форма корпуса 100 могут помочь определить общий вид и форму портативного электронного устройства 10 или же контур корпуса 100 может включать физический внешний вид портативного электронного устройства 10. Может быть использована любая приемлемая форма. В некоторых примерах осуществления изобретения размер и форма корпуса 100 могут быть подогнаны, для удобства размещения на руке пользователя. В некоторых примерах осуществления изобретения форма включает слегка изогнутую заднюю поверхность и чрезвычайно изогнутую боковую поверхность. Форма будет более детально описана ниже.
В одном примере осуществления изобретения корпус 100 целостно сформирован таким образом, чтобы представить единый укомплектованный блок. Будучи сформированным целостно, корпус 100 имеет бесшовный вид в отличие от обычных корпусов, включающих две части, которые скреплены вместе тем самым образуя расстояние, шов между ними. То есть, в отличие от обычных корпусов, корпус 100 не включает никаких разрывов, что делает его крепче и более привлекательным с эстетической точки зрения.
Корпус 100 может быть образован из любого числа материалов, включая, например, пластики, металлы, керамику и тому подобное. В одном примере осуществления изобретения корпус 100 может быть образован из нержавеющей стали, чтобы обеспечить эстетический и привлекательный вид и тактильные качества, а также обеспечить прочность конструкции и опору для суб-блоков установленных в нем. В случае если корпус 100 изготавливается из металла он может быть получен, используя хорошо известный специалистам в данной области метод обработки металлов давлением путем формовки на разъемном дорне.
Портативное электронное устройство 10 также включает покрытие 106, которое включает плоскую наружную поверхность. Наружная поверхность может, например, быть заподлицо с краем стенки корпуса, которая окружает край покрытия. Покрытие 106 совместно с корпусом 100 заключает в себя портативное электронное устройство 10. Хотя покрытие и может быть по-разному расположено относительно корпуса, в проиллюстрированном примере осуществления изобретения покрытие 106 расположено непосредственно внутри отверстия полости корпуса 100. Таким образом, покрытие 106 помещается в отверстие 108. В альтернативном примере осуществления изобретения покрытие 106 может быть непрозрачным и может включать сенсорный механизм, который образует сенсорную панель. Рейстрек 122 определяется как самая верхняя часть корпуса 100, которая окаймляет отполированный верхний стеклянный слой 106. Для того чтобы сохранить желаемый эстетический вид и тактильные ощущения портативного электронного устройства 10, необходимо чтобы любые смещения между корпусом 100 и полированным верхним стеклянным слоем 106 были бы минимизированы и рейстрек 122 сцентрован.
Покрытие 106 может иметь конфигурацию определяющую/поддерживающую интерфейс пользователя электронного устройства 10. Покрытие 106, например, может обеспечивать просмотр области экрана дисплея 104, используемого для отображения графического интерфейса пользователя, а также другой информации пользователю (например, текст, объекты, графика). Экран 104 дисплея может быть частью блока дисплея (не показан), собранного и установленного внутри корпуса 100. Блок дисплея, например, может быть прикреплен внутри к металлической раме (например, 302). На покрытие может быть также установлена кнопка (исходная кнопка) 114 ввода команды, выбираемой с помощью графического интерфейса, которая может использоваться для ввода команд пользователя в портативное электронное устройство 10. Команды пользователя могут быть самыми разнообразными, такими как сброс портативного электронного устройства, выбор между экранами дисплея, представленными на экране 104 дисплея и так далее. В одном примере осуществления изобретения покрытие 106 представляет собой защитный верхний слой пропускающего или полупропускающего свет материала (прозрачного), через который виден экран 104 дисплея. То есть, покрытие 106 служит в качестве окна для экрана 104 дисплея (т.е. прозрачное покрытие наложено на экран дисплея). В одном конкретном примере осуществления покрытие сделано из стекла (например, защитное стекло) и в частности это может быть стекло отполированное до блеска. Однако следует понимать, что может использоваться другой прозрачный материал, такой как прозрачный пластик.
В одном примере осуществления изобретения, область просмотра может быть чувствительна к прикосновению для приема одного или более сенсорных вводов, которые позволяют контролировать различные аспекты того, что отображается на экране дисплея. В некоторых случаях могут быть одновременно принят один или более вводов (например, мульти-сенсорных). В этих примерах осуществления изобретения слой, чувствительный к прикосновению (не показан) может быть размещен под защитным покрытием 106. Слой, чувствительный к прикосновению, например, может быть расположен между защитным покрытием 106 и экраном дисплея 104. В некоторых случаях слой, чувствительный к прикосновению, наносится на экран 104 дисплея, в то время как в других случаях слой, чувствительный к прикосновению, наносится на защитное стекло 106. Слой, чувствительный к прикосновению, может быть нанесен на внутреннюю поверхность защитного стекла 106 (напечатан, осажден, ламинирован или по- иному прикреплен к ней). Слой, чувствительный к прикосновению обычно включает множество сенсоров, которые активируются, когда палец прикасается к верхней поверхности защитного стекла 106. В простейшем случае электрический сигнал вырабатывается каждый раз, когда палец проходит по сенсору. Число сигналов в данный отрезок времени может зависеть от положения, направления, скорости и ускорения пальца на участке, чувствительном к прикосновению, т.е. чем больше пользователь передвигал свой палец, тем больше сигналов. В большинстве случаев сигналы контролируются электронным интерфейсом, который преобразует число, комбинацию и частоту сигналов в информацию о положении, направлении, скорости или ускорении. Эта информация затем может быть использована портативным электронным устройством 10 для осуществления желаемой функции управления в отношении экрана дисплея 104.
Портативное электронное устройство 10 может включать один или более переключателей, включая переключатель питания, переключатели громкости, внешних устройств пользователя и тому подобное. Переключатель питания 110 может иметь конфигурацию для включения и выключения портативного электронного устройства, в то время как переключатель громкости 112 имеет конфигурацию для модификации уровня громкости, производимого портативным электронным устройством 10. Портативное электронное устройство 10 может также включать один или более разъемов для передачи данных и/или питания на и с портативного электронного устройства 10. Портативное электронное устройство 10 может также включать аудио разъем 116 и разъем передачи данных и питания 118. Аудио разъем 116 позволяет выводить аудио информацию с портативного электронного устройства 10 по порисоединенному к штекеру проводу. Разъем 118 позволяет передавать и принимать данные с и от головного устройства, такого как ЭВМ общего назначения (к примеру настольный компьютер, переносной компьютер). Разъем 118 может использоваться для ввода и вывода аудио, видео или иных данных в виде изображения, а также операционных систем, прикладных программ и тому подобного в и из портативного электронного устройства 10. Например, разъем 118 может использоваться для загрузки песен и списков воспроизведения, аудио книг, фото и тому подобной информации в запоминающий механизм (память) переносного электронного устройства 10. Разъем 118 также позволяет осуществить подвод питания к переносному электронному устройству 10.
Для подключения внешнего устройства (и/или источника питания) и обеспечения коммуникации (например, передачу данных/питания) между переносным электронным устройством и головным устройством соответствующий внешний разъем (не показан) может быть вставлен в разъем 118. Тип разъема может быть очень разнообразным. В одном примере осуществления, разъем является периферийным разъемом шины, таким как шина USB или разъемом FIREWIRE. Разъемы этого типа включают как питание, так и передачу данных, тем самым позволяя как осуществление питания, так и обмен данными между переносным электронным устройством 10 и внешним устройством, когда переносное электронное устройство 10 подсоединено к внешнему устройству. В некоторых случаях внешнее устройство может обеспечивать питание медийному переносному электронному устройству 10, которое может использоваться для приведения в действие переносного электронного устройства 10 и/или для зарядки аккумулятора, осуществляемой одновременно с включением устройства. В одном конкретном примере осуществления разъем является 30-штыревым контактным разъемом, подобному используемым во многих продуктах корпорации Apple Inc из Купертино, Калифорния. Аудио разъем 116 может вмещать аудио выход (не показан), который может обеспечивать аудио сигналы на внешние аудио устройства, такие как наушники, громкоговорители и т.п.
Хотя устройство и может подключаться через различные проводные соединения, необходимо понимать, что это не является ограничением. В одном примере осуществления, портативное электронное устройство 10 также включает механизм для беспроводной связи. Например, как показано, переносное электронное устройство 10 может включать антенну (т.е. антенну 222). Антенна может быть расположена внутри по отношению к корпусу 100. Беспроводная связь может основываться на множестве различных беспроводных протоколов, включая например, Bluetooth, RF, 802.11, и тому подобное. Для того чтобы свести к минимуму любые неблагоприятные воздействия в примерах осуществления изобретения, в которых корпус является металлическим и, следовательно, проводящим, в переносном электронном устройстве 10 часть корпуса 100 может быть заменена на проницаемый для радиосигналов колпачок 120, сделанный из непроводящего материала, такого как пластик.
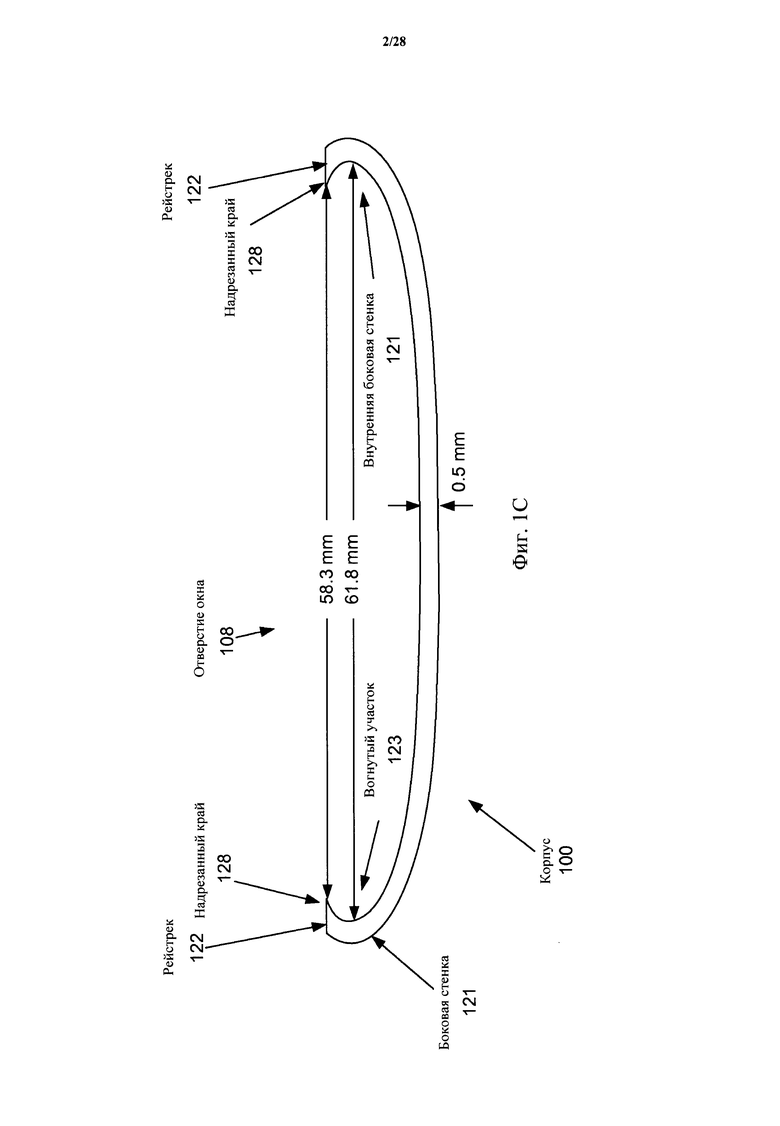
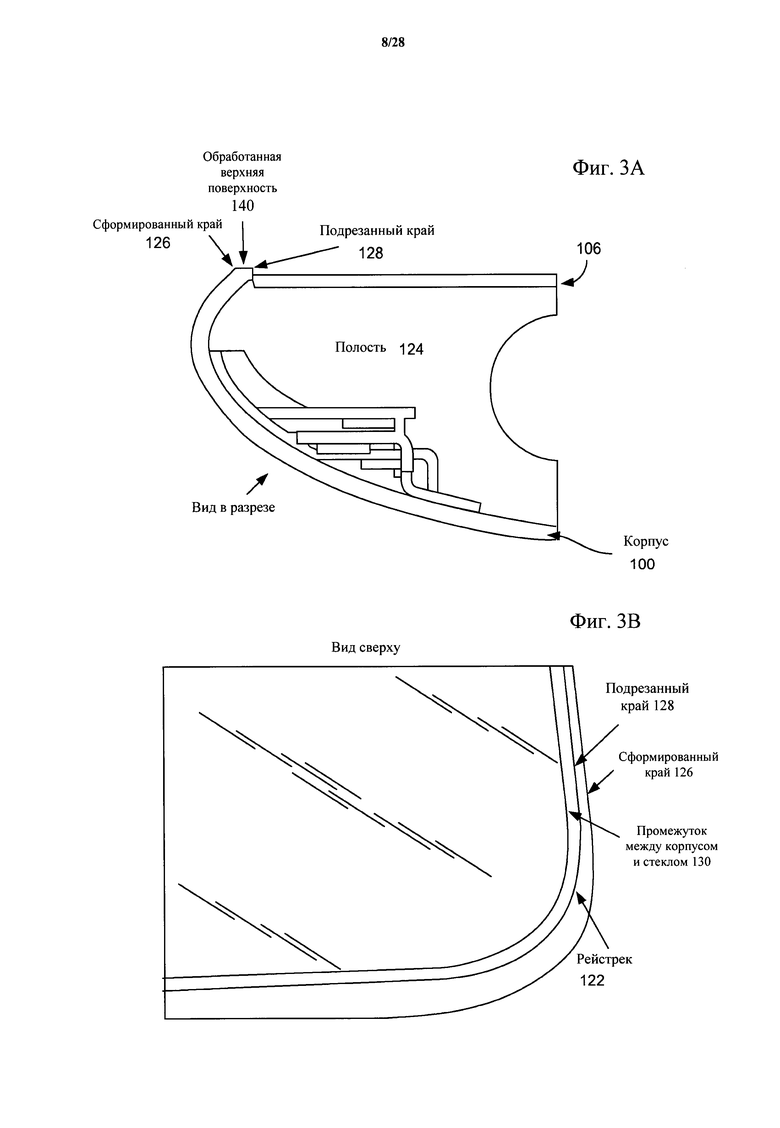
На фиг.1C показан вид в разрезе корпуса 100, показывающий характер вогнутой геометрии. Хотя в общем внутренняя форма разреза корпуса 100 может быть такой же или отличаться от его внешней формы, внутренняя форма корпуса 100 практически совпадает с наружной формой корпуса 100. Нижняя часть корпуса 100 может иметь кривизну, соответствующую форме руки пользователя. Существенно, что внутренняя стенка корпуса 100 практически соответствует форме наружной стенки корпуса 100. Более конкретно, боковая стенка 121 (как внутренняя, так и наружная) закруглена и загнута внутрь для образования вогнутого участка 123, образованного у верхней части боковой стенки 121 вблизи от обрезанного края 128. Под вогнутой формой понимается, что боковая стенка 121 искривлена назад вовнутрь по направлению к внутренней части корпуса 100. Полученное таким образом отверстие окошка 108 имеет, в любом случае, меньший размер Х и размер Y, чем основание корпуса 100. В одном примере корпус 100 имеет размер приблизительно (x, y)корпус = (61,8 мм, 111 мм), в то время как отверстие 108 может иметь размеры приблизительно (x, y)корпус = (58,3 мм, 107,5 мм).
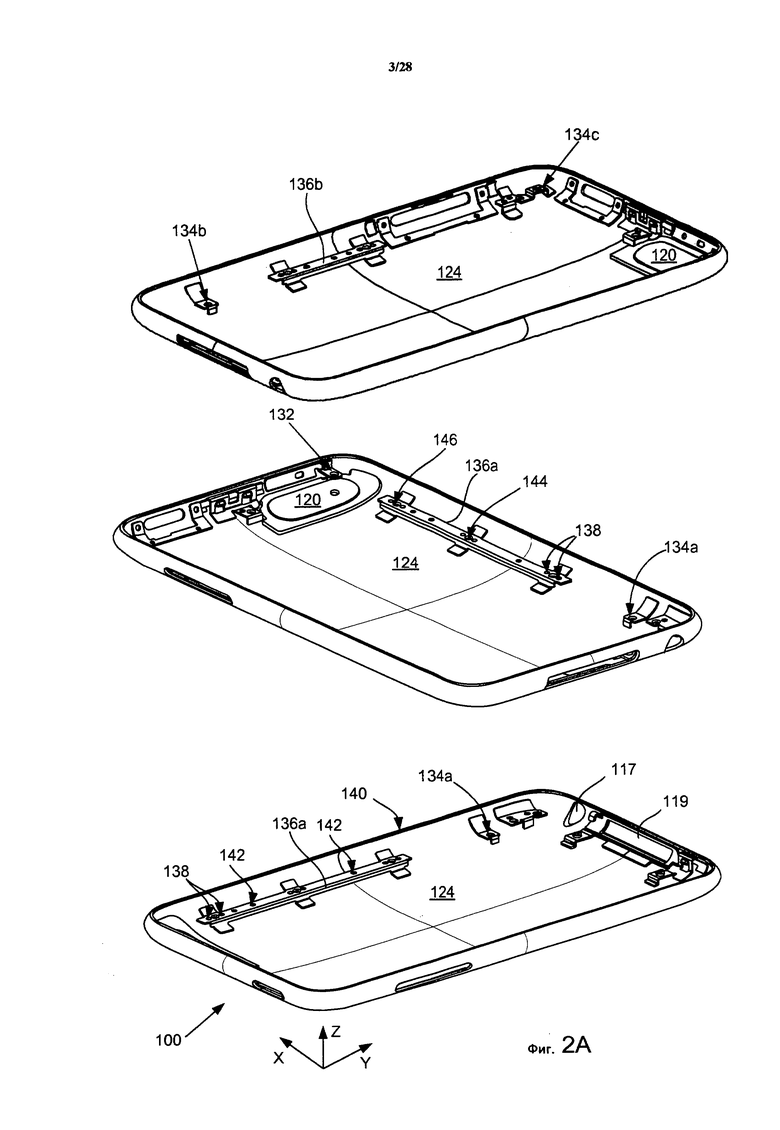
Фиг.2А-2Е показывают различные детальные изображения в перспективе портативного электронного устройства 10 в несобранной форме. Переносное электронное устройство 10 включает корпус 100 показанный на фиг.2А, в который присоединяется ряд функциональных и/или структурных компонентов. Корпус 100 может принимать форму бесшовной оболочки. Бесшовный характер корпуса 100 придает портативному электронному устройству 10 эстетический вид и приятное тактильное восприятие, а также обеспечивает дополнительное сопротивление деформации и возможному повреждению внутренних компонентов, в случае падения устройства. В описанных здесь примерах осуществления, корпус 100 сформирован из нержавеющей стали и имеет толщину приблизительно 0,5 мм. Однако следует отметить, что данная конфигурация по характеру репрезентативна и не накладывает ограничений на конечную область изобретения.
Корпус 100 расположен вдоль вертикальной (Y) оси и горизонтальной (X) оси и имеет высоту Z. Корпус 100 может быть различного размера. Например, корпус 100 может иметь высоту (Z) приблизительно 8,5 мм, размер Х приблизительно 61,8 мм и размер Y приблизительно 111 мм. Корпус 100 включает полость 124, которая имеет размер и подогнана для размещения внутренних компонентов портативного электронного устройства 10. Внутренние компоненты собираются через отверстие 108 окна. Из-за того, что корпус 100 имеет изогнутую форму линейные размеры отверстия 108 окна, в которые вставляются операционные компоненты во время сборки меньше, чем линейные размеры основания корпуса 100. Например, отверстие 108 окна может иметь размер Х приблизительно 58,3 мм и размер Y приблизительно 107, 5 мм.
Один из аспектов получения желаемого визуального и тактильного восприятия является симметрия дизайна и конформный вид портативного электронного устройства 10. Один из аспектов симметрии портативного электронного устройства 10 относится к рейстреку 122. Рейстрек 122 является полоской металла вокруг покрытия 106 на верхней поверхности устройства. Ширина рейстрека 122 определяется наружным профилем рейстрека и внутренним профилем рейстрека. Так как корпус 100 сделан из листового металлического материала, наружный профиль рейстрека достигается формовкой листового металла, в то время как внутренний профиль рейстрека достигается машинной обработкой, при этом допуск при формовке значительно больше, чем допуск механической обработки. В описываемом примере осуществления, наружный профиль рейстрека совпадает с краем 126 полученном при формовке, в то время как внутренний профиль рейстрека совпадает с обрезанным краем 128 корпуса 100, как показано на фиг.3, где показан детальный разрез и вид сверху портативного электронного устройства 10, и подчеркнуто где расположен рейстрек 122 по отношению к краю 126, полученного формовкой, и к краю 128, полученному машинной обработкой.
Для того чтобы сохранить желаемый внешний вид портативного электронного устройства 10 может быть желательным должным образом сцентровать рейстрек 122. Данная центровка, однако, может быть осуществлена различными способами, в зависимости от того, что считается важным фактором в общей эстетике дизайна портативного электронного устройства 10. В любом случае, производится ряд оптических измерений с использованием, например, камеры на приборах с зарядовой связью (камера на ПЗС) для измерения наружного профиля рейстрека после грубой обрезки его самого. Как только произведены измерения камерой на ПЗС, для центровки рейстрека 122 может быть использован любой из ряда подходов. Однако, в зависимости от того, какой подход выбран, можно получить несколько отличающиеся результаты. Например, как показано на фиг.4А, центровка рейстрека 122 с использованием наружного профиля рейстрека (т.е. отформованого края 126) позволит получить стабильную ширину рейстрека, однако промежуток 130 от корпуса до стекла будет менее стабильным. С другой стороны, рейстрек 122 может также быть сцентрирован формированием формы внутреннего профиля рейстрека путем обрезания надрезанного края 128 с помощью системы автоматического проектирования и используя измерения ПЗС для нахождения центра (хо, уо) и угол вращения (р для обрезания внутреннего профиля как показано на фиг.4 В. Данный конкретный подход к центровке будет давать менее соответствующую требованиям ширину рейстрека, но более однородный промежуток 130 от корпуса до стекла.
Фиг.2В-2Е иллюстрируют рабочие компоненты портативного электронного устройства 10. В описываемом примере осуществления изобретения компоненты портативного электронного устройства 10 собраны в слои. Связь и организация компонентов внутри каждого слоя и связь между слоями могут использоваться для облегчения как сборки, так и оптимизации допусков по высоте, Z, портативного электронного устройства 10. Путем минимизации допусков по высоте Z портативное электронное устройство становится чрезвычайно компактным, прочным, приятным в эстетическом отношении и эргономичным при относительно низкой стоимости. Например, тот факт, что переносное электронное устройство 10 собирается без ободка снижает стоимость производства и сборки. Слои могут включать первый (основной электронный) слой 200, второй (металлическая рама или М-рама) слой 300 и третий (стеклянный блок или G блок) слой 400, каждый из которых более детально описан ниже.
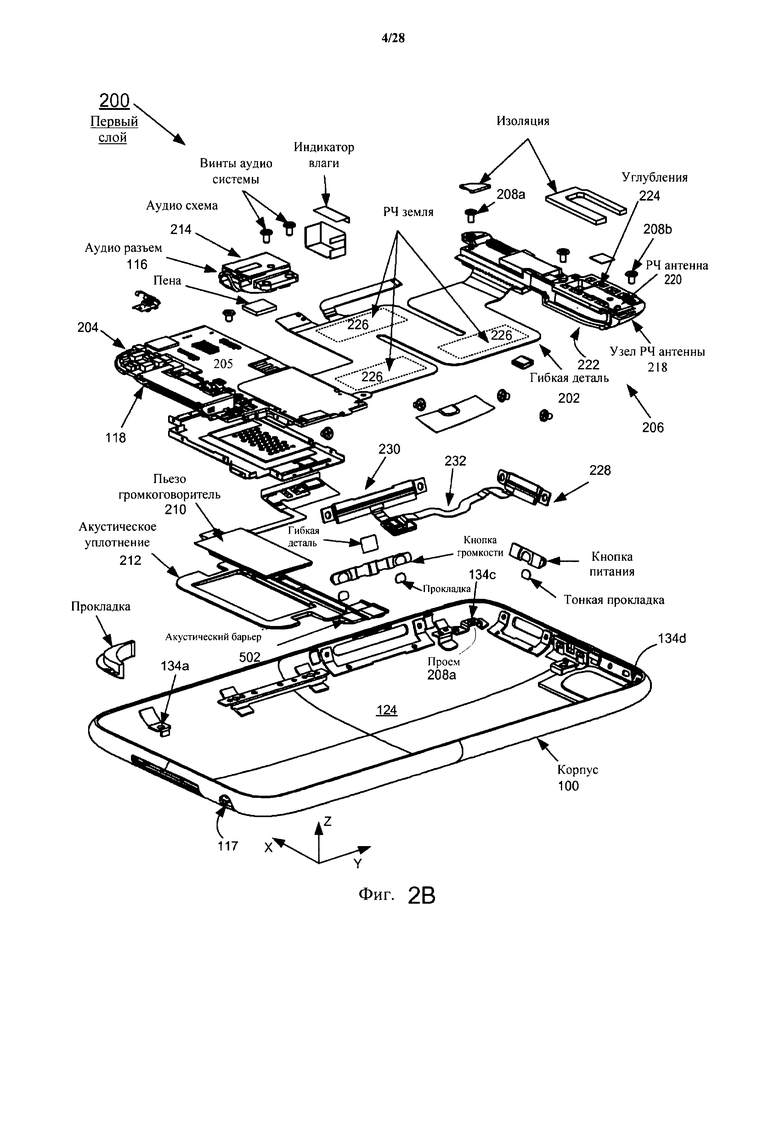
На фиг.2В показан детальный вид первого слоя 200, называемого блоком печатной платы, в соответствии с примером осуществления изобретения.
Первый слой 200 включает первый узел 204 и второй узел 206, которые физически и операционно соединены гибкой линией связи 202. Первый узел 204 включает печатную плату 205, к которой присоединяется гибкая линия связи 202. Печатная плата 205 имеет конфигурацию для размещения множества компонентов, включая, например, процессор, память и тому подобное. Печатная плата 205 также имеет конфигурацию для установки радиочастотного экрана 207, который размещается поверх различных компонентов. Радиочастотный экран 207 отформован из металла и имеет форму, покрывающую и окружающую компоненты. Первый узел также включает систему громкоговорителя 209, которая не является отдельной дискретной системой, а скорее интегрирована с другими компонентами для того, чтобы правильно выводить звук. По своей сути, система громкоговорителя включает пьезогромкоговоритель 210, акустическое уплотнение 212 и акустический барьер. Пьезогромкоговоритель 210 присоединен к радиочастотному экрану 207, акустическое уплотнение 212 закрывает промежутки для образования акустического объема между радиочастотным экраном и корпусом. Данный пример осуществления изобретения будет более детально описан на фиг.5А-5С.Печатная плата 205 также имеет конфигурацию для размещения разъема 118 и узла аудио разъема 116. В описанном примере осуществления изобретения аудио разъем 116 помещается в отверстие 117 аудио разъема и действует как интерфейс с внешней схемой (типа шлемофона или наушника) с помощью провода или коннектора другого типа. Чтобы правильно разместить аудио разъем 116 в отверстии 117 аудио разъема, отверстие 117 аудио разъема должно иметь форму, которая соответствует как пазу корпуса 100, так и форме аудио разъема 116, описанной более детально на фиг.6А-6В.
Первый слой 200 может быть размещен в полости 124 корпуса 100 и прикреплен к внутренней стенке корпуса 100, используя такие крепежные детали как винты 208а и 208b, которые присоединяют непосредственно к корпусу 100 (следует отметить, что винт 208b также облегчает заземление радиочастотной антенны, рассмотренное более детально ниже). Следует отметить, что перед сборкой, кнопка питания 110 присоединяется к корпусу, используя пластину 228 кнопки питания, а кнопка громкости 112 прикрепляется к корпусу 110, используя пластину 230 кнопки громкости, каждая из которых электрически соединена друг с другом, используя гибкий плоский кабель 232.
Одной из проблем наличия активного радиочастотного антенного узла в непосредственной близости от ряда активных схем является генерация электромагнитных помех, которые могут расстроить или по-иному неблагоприятно повлиять на работу радиочастотной антенны 222. Например, относительно длинные проводники, присутствующие в гибкой линии связи 202, могут быть источником электромагнитных помех, которые отрицательно влияют на работу радиочастотной антенны 222. Для того чтобы значительно снизить или даже устранить данный источник электромагнитных помех желательно иметь радиочастотное заземление для первого слоя 200. Следовательно, для того, чтобы обеспечить хорошее радиочастотное заземление, части 226 изолирующего слоя гибкой линии связи 202, обращенные к внутренней поверхности корпуса 100 удаляются, чтобы обнажить находящийся в нем проводящий слой. Части 226 гибкой линии связи 202, которые удаляются, обычно представляют собой те участки, которые являются смежными и довольно широкими, поэтому они наиболее подходят для обеспечения хорошего радиочастотного заземления при контакте с металлом корпуса 100. В описываемом примере осуществления изобретения, после того, как части 226 гибкой линии связи 202 удалены, обнаженный проводящий материал прижимается к корпусу 100. Присутствие чувствительного к давлению проводящего клейкого вещества, помещенного между гибкой линией связи 202 и корпусом 100 обеспечивает требуемую механическую и электропроводную связь. В дополнении к обеспечению хорошего радиочастотного заземления, плотное прилегание гибкой линии связи 202 к внутренней поверхности корпуса 100 снижает общий Z профиль первого слоя 200.
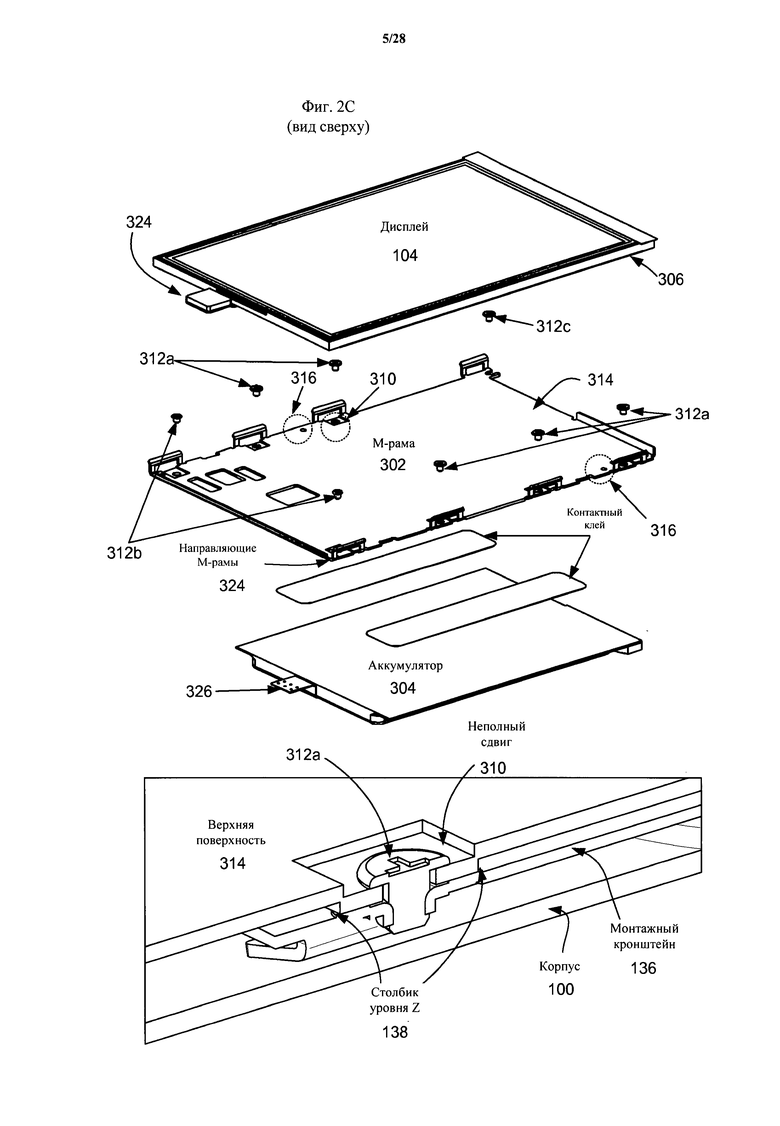
Фиг.2С и 2D показывают соответственно покомпонентный вид сверху и вид снизу в сборе третьего слоя 300, далее называемого узлом металлической рамы (М-рамы) 300, в соответствии с примером осуществления изобретения. Сначала обратимся к фиг.2С.Сборка М-рама 300 может включать М-раму 302, аккумулятор 304, присоединенный к М-раме 302 с помощью контактного клея и схемы дисплея 306, которая включает дисплей 104. В описываемом примере осуществления, требования к высоте Z могут быть снижены путем использования так называемого неполного сдвига 310. Неполный сдвиг 310 может быть образован путем смещения частей М-рамы в тех местах, вокруг отверстий под винты в М-раме 300, которые используются для размещения винтов 312а и 312b, прикрепляющих М-раму 302 к корпусу 100. В описываемом примере осуществления, нужное количество материала смещается из М-рамы 302, таким образом, что верхняя часть винтов 312а и 312b находится практически заподлицо с верхней поверхностью 314 М-рамы 302. Как описывается более детально ниже, каждый неполный сдвиг юстируется по высоте Z по опорным выступам, более детально описанным ниже, тем самым сводя к минимуму требования к высоте Z портативного электронного устройства 10. Более того, отверстия для юстировки блока дисплея 316 соответствуют центровочным штырькам (не показано) на блоке дисплея 306, которые обеспечивают юстировку по X, Y корпуса 100 с использованием котировочных отверстий 140 в монтажных кронштейнах 136а и 136b.
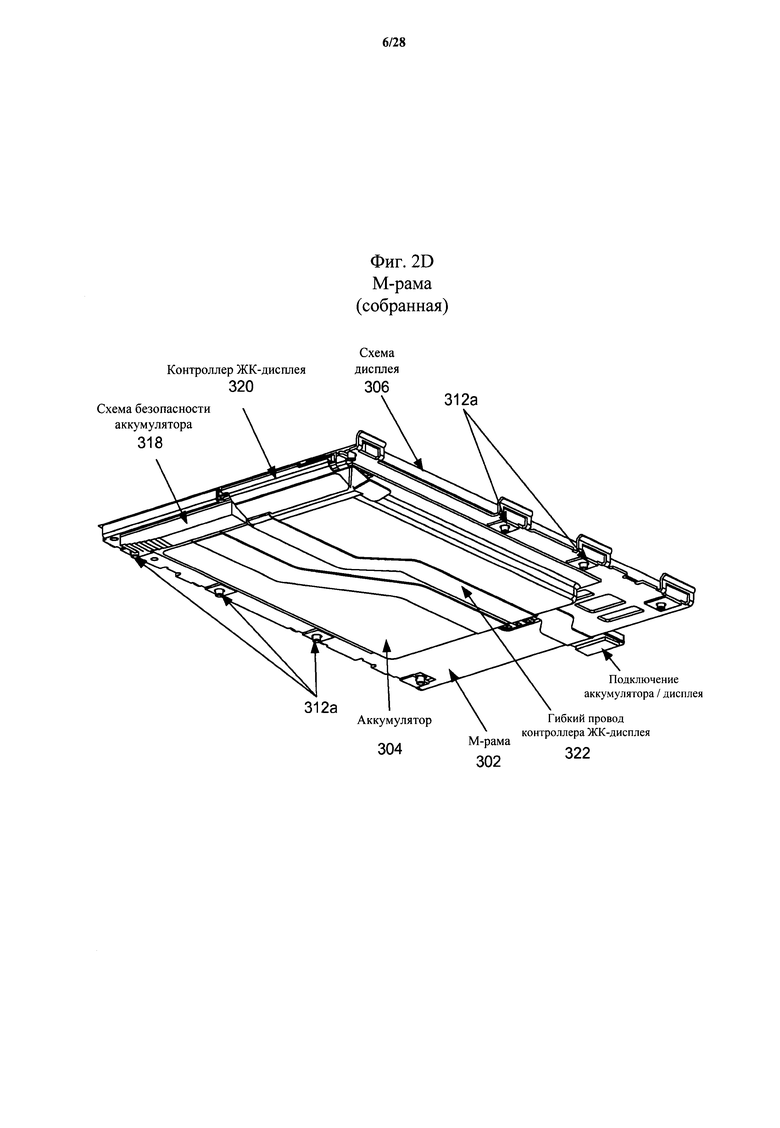
В дополнении к требованию минимизации высоты Z, можно уменьшить общий компонент Y схем аккумулятора и схем дисплея, как показано на фиг.2D, которая графически иллюстрирует организацию схем, связанных с аккумулятором 304 и с дисплеем 306. В частности, схемы аккумулятора 318 и схемы дисплея 320 сосуществуют в одном и том же расположении Y, тем самым снижая общий компонент Y схем. В описанном примере осуществления изобретения, схема подключения аккумулятора 318 может иметь форму схемы безопасного подключения аккумулятора 318, а схема подключения дисплея может включать контроллер жидкокристаллического дисплея 320. Обычный дизайн требует, чтобы схема обеспечения безопасности аккумулятора 318 была помещена в центральную часть аккумулятора 304 и чтобы контроллер ЖК дисплея 320 не был бы сцентрован с дальним краем схемы дисплея 306 (так как это скорее всего привело бы к увеличению ширины полоски и паразитной емкости, тем самым снижая силу воздействия контроллера на ЖК дисплей). Однако, путем модификации дизайна как схемы обеспечения безопасности аккумулятора 318 так и контроллера ЖК дисплея 320, две схемы могут быть помещены в одно и то же положение по Y. Таким образом, общая составляющая Y для двух схем может быть уменьшена. Кроме того, для того, чтобы соответствовать пазу корпуса 100 и уменьшить общий размер Z портативного электронного устройства 10, гибкий кабель 322 контроллера ЖК дисплея обернут вокруг и помещен под аккумулятор 304 для того, чтобы разъем дисплея и разъем аккумулятора сопрягались так как это показано на фиг.2D.
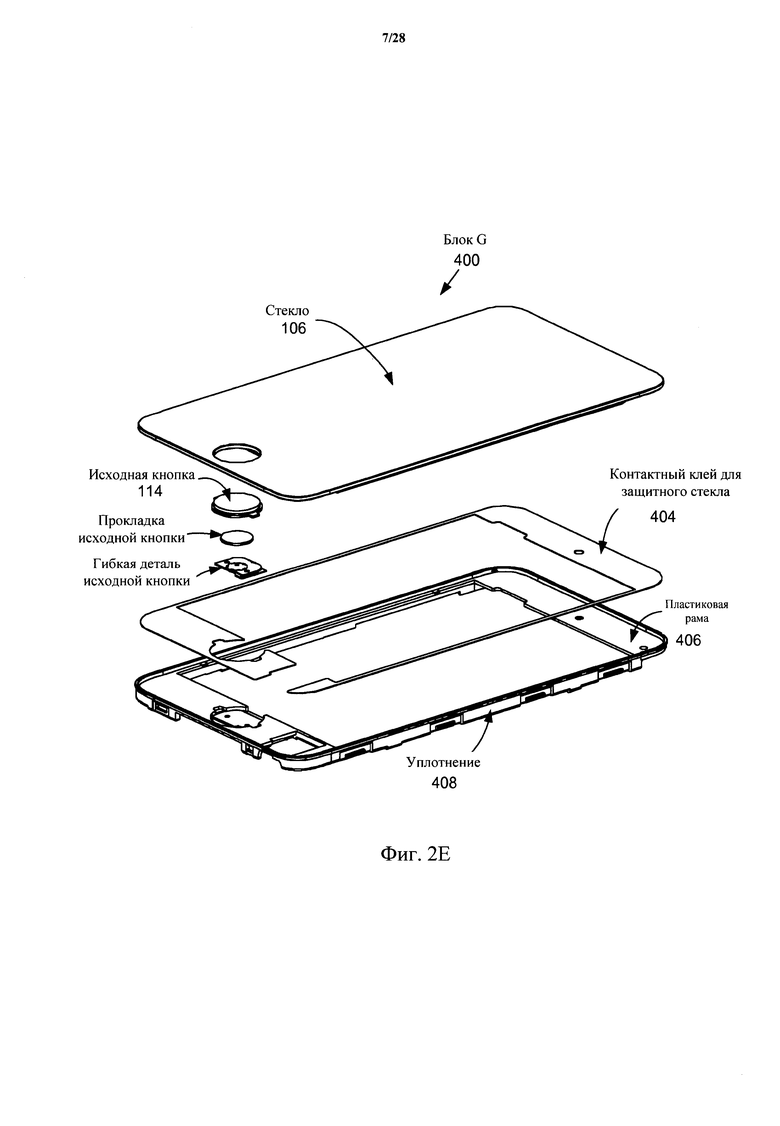
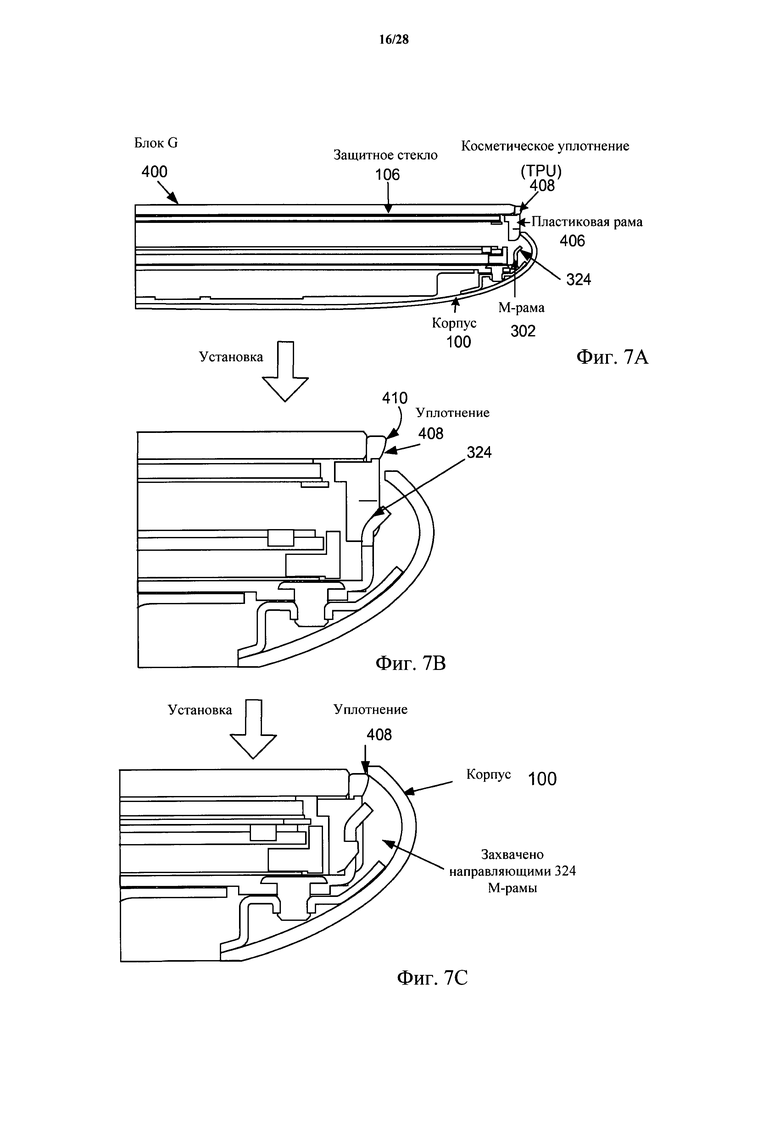
В портативное электронное устройство входит стеклянный блок или G блок 400, показанный на фиг.2Е. G блок 400 включает в себя защитное стекло 106. G блок 400 также включает контактный клей для защитного стекла 404, используемый для сопряжения защитного стекла 106 и пластиковой рамы 406. Экологическое уплотнение 408 может использоваться для предотвращения попадания пыли или других нежелательных экологических загрязнений в портативное электронное устройство 10 после сборки. Во время сборки G блок 400 может быть помещен внутри окна 108 корпуса 100 поверх узла М-рамы 300, как показано на фиг.7А-7С. G блок 400 осуществляет самоцентровку во время процесса вставки и прикрепляется к М-раме 302 с использованием направляющих 324 М-рамы. G блок 400 состоит из пластиковой рамы 406 и экологического или косметического уплотнения 408, изготовленного из термопластического уретана (TPU), резины или другого материала способного защитить портативное электронное устройство 10 от пыли или влаги. Как описано ниже, форма экологического уплотнения 408 по отношению к корпусу 100 помогает самоцентровке G блока 400 с отверстием окна 108 во время сборки. Во время процесса сборки показанного на фиг.7А, G блок 400 вставляется в отверстие окна 108 путем приведения пластиковой рамы 406 в контакт с направляющими 324 М-рамы. В описываемом примере осуществления изобретения, как экологическое уплотнение 408, так и направляющие 324 М-рамы имеют соответствующую скошенную форму, которая обеспечивает самоцентровку G блока 400. Например, на фиг.7В, в то время как G блок 400 вставляется в отверстие окна 108, пластиковая рама 406 входит в контакт с имеющим скошенную форму направляющими 324 М-рамы. направляющие 324 М-рамы осуществляют как центровку, так и закрепление G блока 400 до того времени, как показано на фиг.7С, пока скошенный край экологического уплотнения 408 не встретит внутренний, или обрезанный край, 128 корпуса 100. Часть 410 экологического уплотнения 408 выступает за пределы срезанного края 128. В описываемом примере осуществления изобретения часть 410 имеет скошенный край, который вызывает самоцентровку G блока 400 по отверстию окна 108 как показано на фиг.7С до тех пор, пока G блок 400 не будет захвачен направляющими 324 М-рамы.
Во время сборки, когда к G блоку 400 прилагается давление, захваченные газы соединяются в пузырьки газа, в результате зоны контакта между контактным клеем и стеклом 106 уменьшаются. Газ захватывается частично благодаря тому факту, что из-за допусков при сборке контактный клей входит в контакт с прокладкой 402, которая закрывает путь для выхода газа (см. фиг.8А). Следовательно, было бы полезно иметь структуру для выхода газа или разработать приемы сборки пластиковой рамы 406, которые бы увеличивали бы сцепление стеклянного слоя 106 с пластиковой рамой 406. Способы удаления газа могут включать удаление заданных секций пластиковой рамы 404 в соответствующих местах, например, путем перфорирования отверстий заданного размера и месторасположения или путем удаления небольшого количестве контактного клея из уголков портативного электронного устройства 10, давая газу выходить более легко, как показано на фиг.8 В. Таким образом, можно достичь более равномерного распределения клея, что приводит к более крепкой и более надежной связи между стеклянным слоем 106 и пластиковой рамой 404.
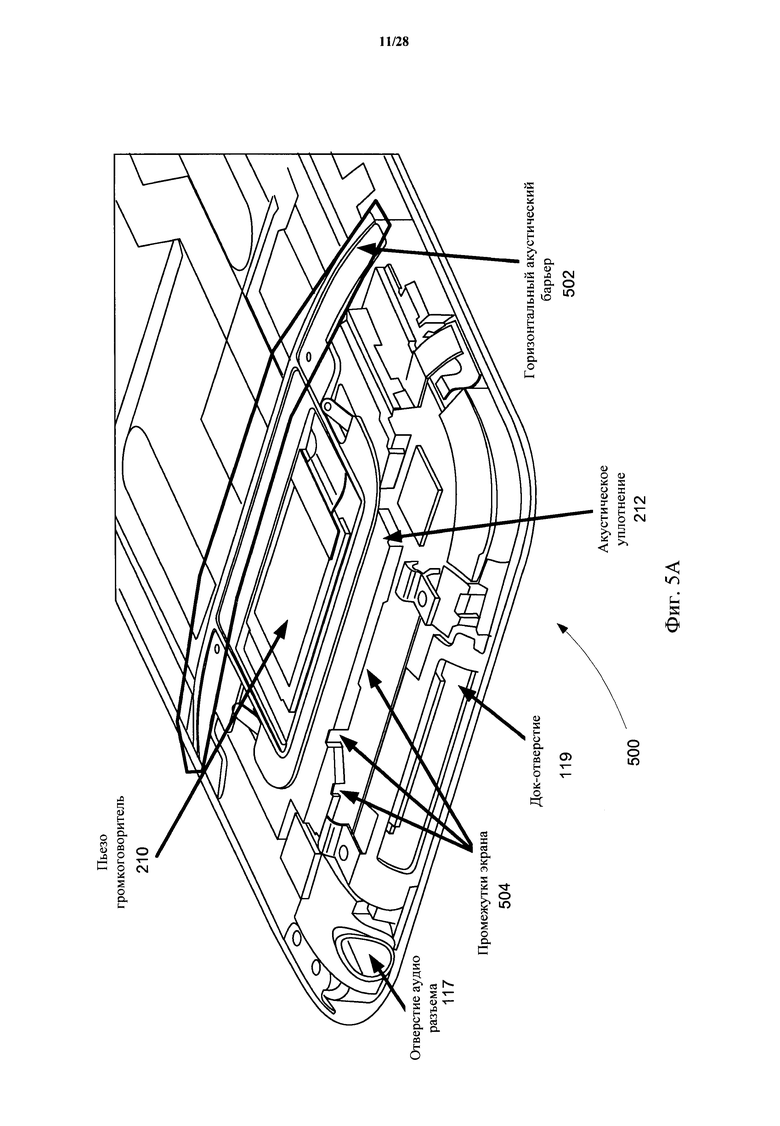
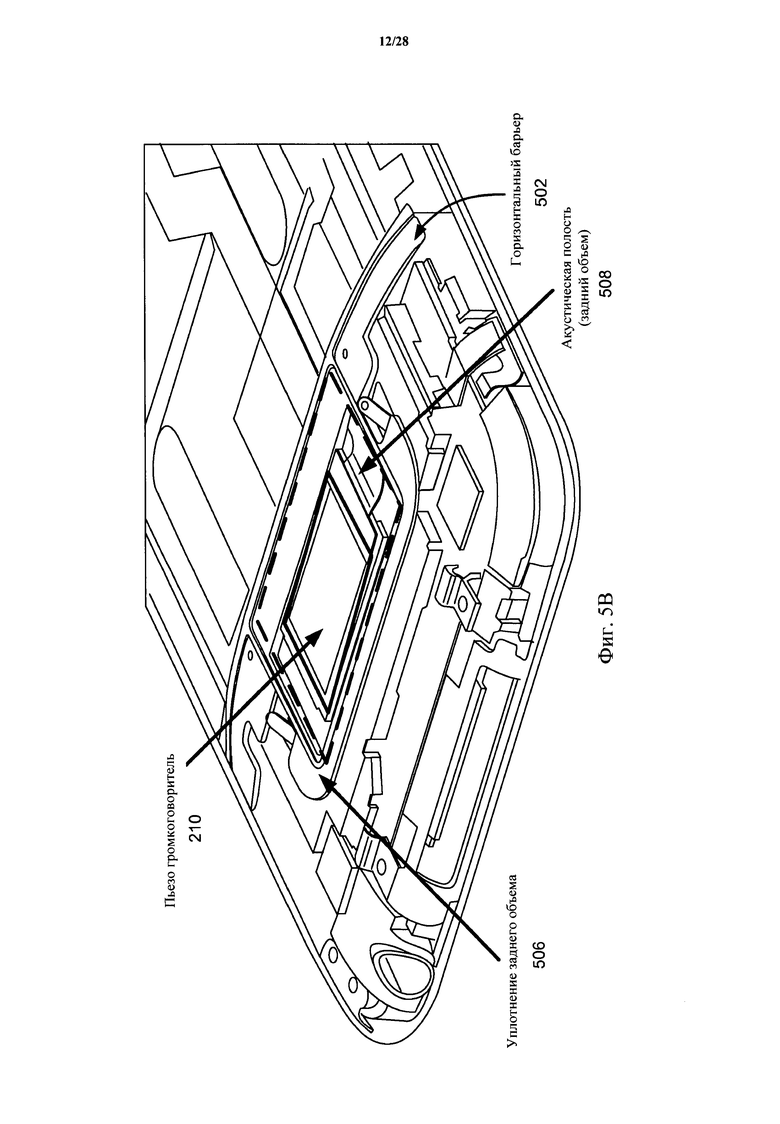
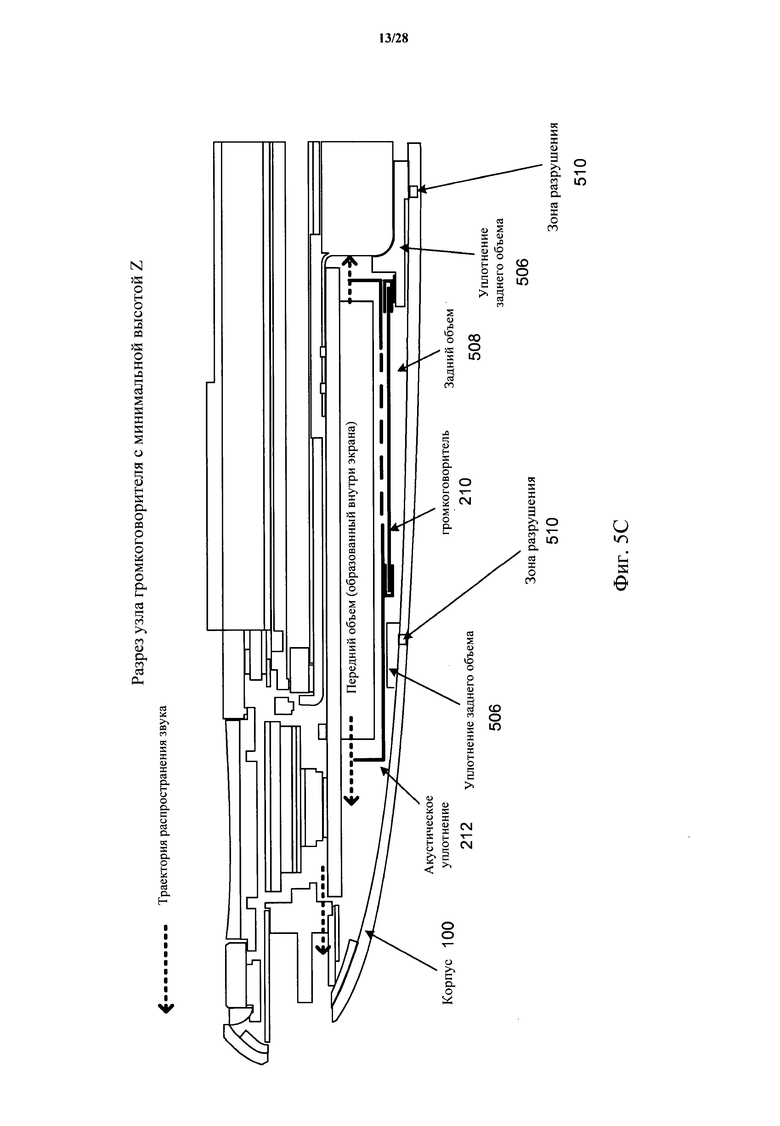
Фиг.5А показывает интегрированный или еще так называемый узел громкоговорителя 500 с минимальной высотой Z, который является конкретным воплощением интегрированного узла громкоговорителя, показанного на фиг.2В. Узел громкоговорителя 500 с минимальной высотой Z, включает, по крайней мере, пьезоэлектрический громкоговоритель 210 в комбинации с акустическим уплотнением 212 и горизонтальным (Y) акустическим барьером 502. Промежутки 504 в акустическом уплотнении имеют эффект направления звука, созданного пьезоэлектрическим громкоговорителем 210 в любое желаемое место в корпусе 100. Например, звук может быть направлен в специфические отверстия в корпусе 100, в других случаях не связанных с трансляцией звука. Такие отверстия могут включать, например, док отверстие 119 и/или отверстие 117 аудио разъема. Горизонтальный акустический барьер 502 обеспечивает, что практически никакой звук не проходит в нежелательные части корпуса 100, подобно промежуткам, связанным с кнопкой громкости 112, кнопкой питания 110 или обтекателем антенны 120. Более того, как показано на фиг.5В, уплотнение заднего объема 506 может образовывать акустическую полость 508, также называемую задним объемом, вместе с корпусом 100. Таким образом, используя существующие компоненты, требования к высоте Z для создания заднего объема 508 снижаются, и задняя часть корпуса 100 может действовать в качестве резонатора, предназначенного для усиления аудио ощущения пользователя. Так как задний объем 508 создан, используя существующие компоненты (т.е. корпус 100 и акустический барьер 502), нет неблагоприятного воздействия на общую высоту Z портативного электронного устройства 10.
На фиг.5С показаны выборочные зоны деформации 510, предусмотренные для регулировок изменений допусков Z и обеспечения целостности заднего объема 508. Во время сборки портативного электронного устройства 10, на первый слой 200 может оказываться давление, которое имеет эффект сжатия, или деформирования зон деформации 510. Таким образом могут быть компенсированы любые отклонения высоты Z различных компонентов первого слоя 200 без ущерба для целостности заднего объема 508. Следует отметить, что зоны деформации 510 могут принимать любой число форм и размеров и они могут быть образованы из любых упругих материалов, способных создать уплотнение между корпусом 100 и уплотнением заднего объема 506.
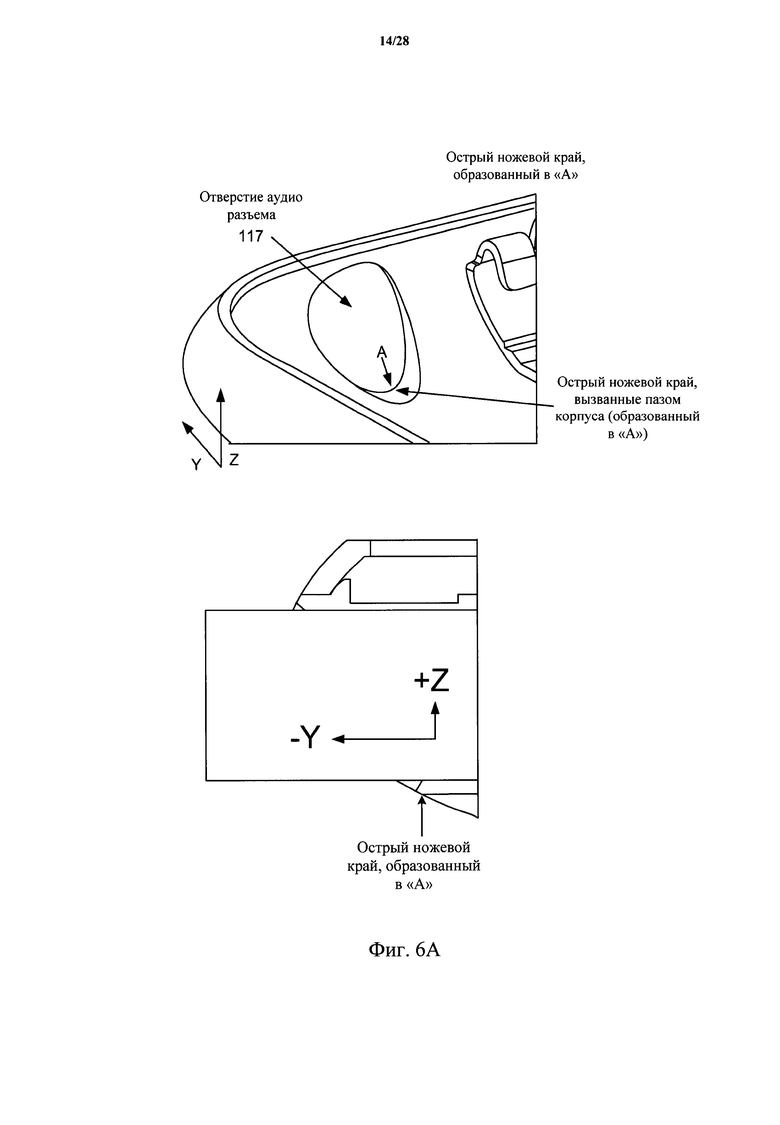
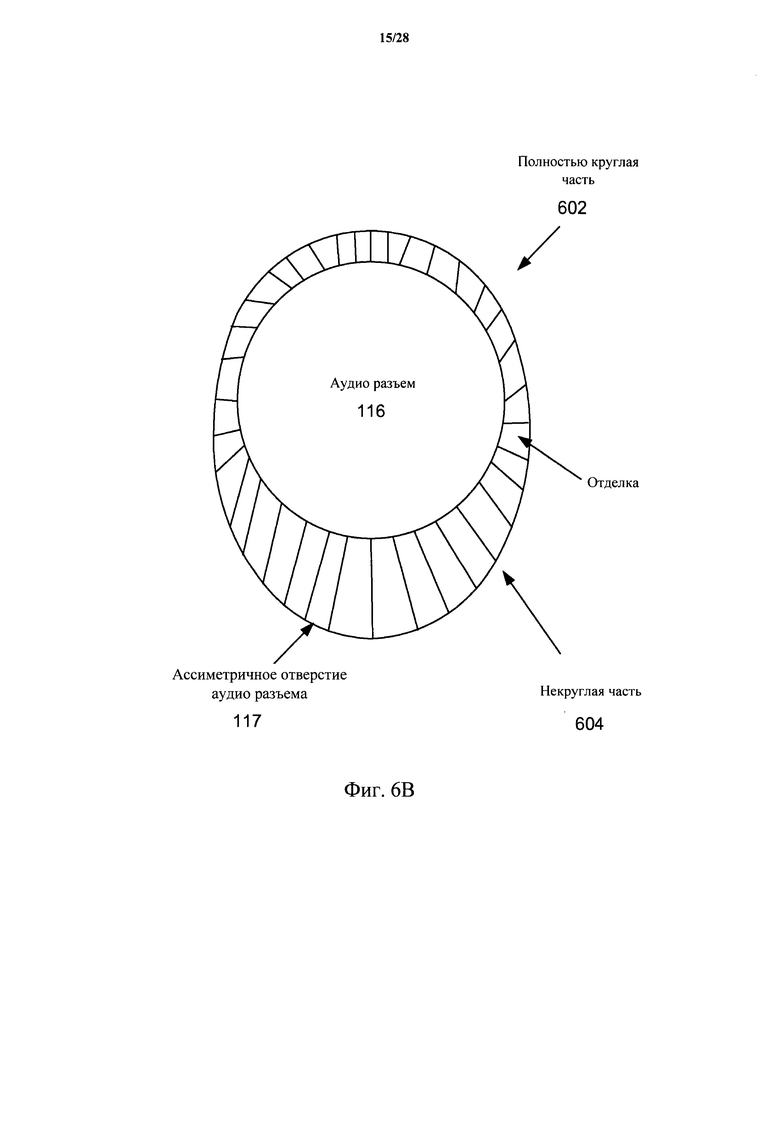
Как показано на фиг.6А, одной из проблем ассиметричной геометрии корпуса 100 является то, что по мере того, как нижняя обрезанная поверхность (точка «А») отверстия аудио разъема 117 передвигается вверх в положительном направлении Z, край надреза передвигается в отрицательном направлении Y в связи с чрезвычайной кривизной корпуса 100. Другими словами, небольшое изменение в положительном направлении Z приводит к значительному изменению в отрицательном направлении Y. Так как аудио разъем 116 зафиксирован в направлении Z, размер отверстия 117 аудио разъема не должен приближаться к верхней части корпуса 100, для предотвращения опасности для защитного стекла 106, как было бы в случае, если бы отверстие 117 аудио разъема было бы образовано слишком далеко в более мелкой части корпуса 100. В любом случае, наличие полностью круглой части в более мелкой геометрии корпуса 100 может привести к очень острому краю (как показано на фиг.6А), который должен быть снят механической обработкой. Однако, обычные процессы механической обработки привели бы к тому, чтобы корпус 100 в этом участке стал бы слишком тонким, представляя риск повреждения в случае воздействия. Следовательно, чтобы вместить круглую форму аудио разъема 116, паз корпуса 100, а также уменьшить отделку аудио разъема (материала вокруг структуры аудио разъема) насколько это возможно, формируется несимметричное отверстие 117 аудио разъема, как показано на фиг.6В, имеющее круглую часть 602 и некруглую часть 604, обеспечивая несимметричную форму отверстия 177 аудио разъема. Таким образом, отверстие аудио разъема 117 обеспечивает, что аудио разъем 116 и отверстие аудио разъема сохраняют сцентрованный и круглый вид, особенно при рассмотрении сверху. Следует отметить, что было обнаружено, что вслед за таким формированием отверстия 117 аудио разъема, можно провести процесс зачистки для подправки, используя материалы, считающиеся необычными в области зачистки. Такие материалы могут включать, например, деревянную бамбуковую палочку, деревянные палочки для еды и тому подобное.
Для того, чтобы разместить различные стыковочные поверхности (например, док-разъема, аудио разъема, разъема питания), в корпусе 100 должны быть созданы отверстия различных типов. Существует ряд подходов, которые могут быть использованы для создания этих отверстий и обеспечения того, чтобы отделка отверстия бы толще, чем толщина (0,5 мм) листового металла используемого для создания корпуса 100. Один подход основан на вытягивании или складывании листового металла, образующего корпус 100, как показано на фиг.9. В любом случае, создание этих отверстий в корпусе 100 может привести к длинным и тонким полоскам металла, которые могут деформироваться, например, под воздействием падения. Для того чтобы усилить эти участки можно использовать любой из различных приемов для добавления дополнительного слоя материала (называемого дочерним материалом) к основному материалу, который в данном случае является нержавеющей сталью, имеющей приблизительную толщину 0,5 мм. В некоторых примерах осуществления изобретения дочерний материал может быть присоединен к основному материалу путем сварки, пайки, сваркопайки или приклеивания. Как только дочерний материал присоединяется к основному материалу, осуществляется одно ступенчатое надрезание (прорезается инструментом или лазером или перфорируется, например), чтобы создать фактическую геометрию отверстия.
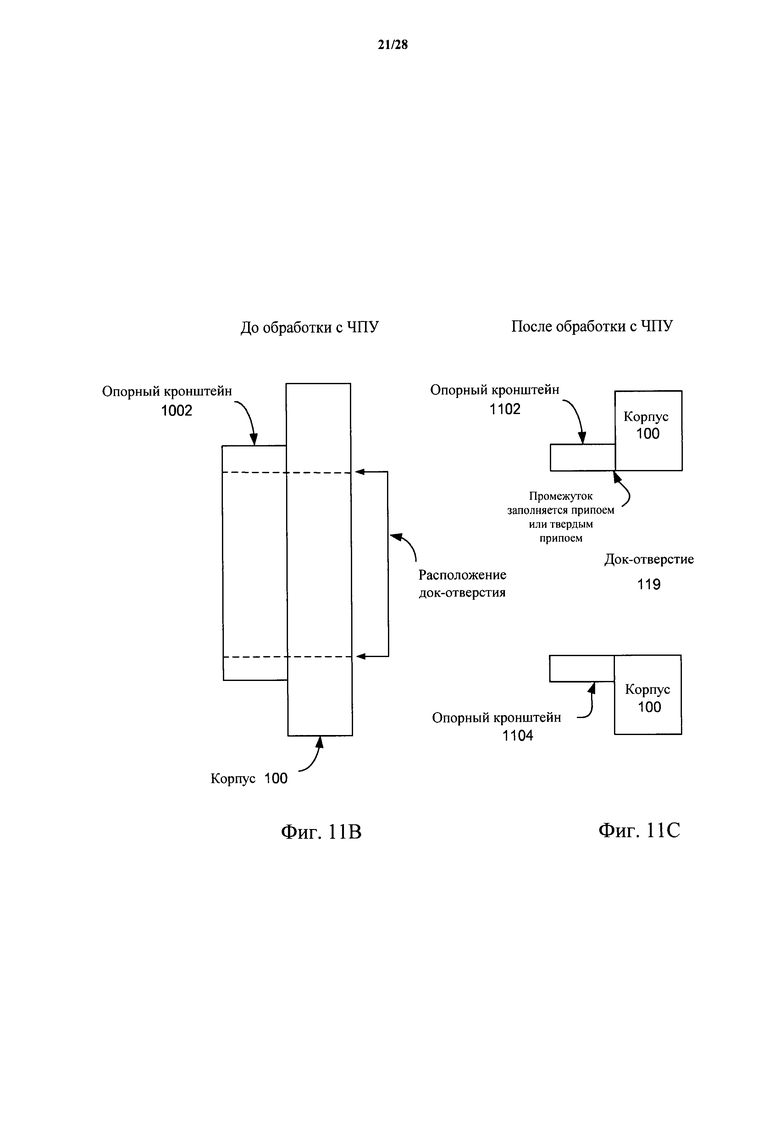
На фиг.10А-10В показан вид в разрезе корпуса 100 в области док-отверстия 119. Однако из-за толщины (приблизительно 0,5 мм) материала (нержавеющая сталь), из которого сформирован описываемый корпус, и геометрии (т.е. глубокий паз) корпуса 100 трудно получить желаемый глубокий надрез в крупномасштабном производстве. В частности, посмотрев на фиг.10А, из-за геометрии корпуса 100 при использовании обычной операции перфорирования для создания отверстия док-разъема 119 получился бы неприемлемо ассиметричный надрез между глубоким пазом верхней части и более мелким пазом более низкой части корпуса 100. Следовательно, как показано на фиг.10А, металлический опорный кронштейн 1002, имеющий толщину приблизительно равную толщине корпуса 100 (которая в данном примере осуществления изобретения составляет приблизительно 0,5 мм) может быть присоединен к внутренней стенке корпуса 100, используя припой, или твердый припой или приклеен. Путем использования обычного или твердого припоя или клея, опорный кронштейн 1002 может быть крепко присоединен к корпусу 100, также обеспечивая хороший косметический результат, так как припой или твердый припой заполняет промежуток между корпусом 100 и опорным кронштейном 1002. На фиг.10В показан результат операции перфорации для образования отверстия док-разъема 119. Путем использования опорного кронштейна 1002 в районе корпуса 100 образуется двойная стенка, в которой образовано отверстие док-разъема 119 (или любое отверстие в корпусе 100 для данной цели). В описываемом примере осуществления, так как любые промежутки между опорным кронштейном 1002 и корпусом 100 заполняются припоем или твердым припоем, может поддерживаться как желаемый косметический вид, так и структуральная целостность и крепость. Следует отметить, что для того, чтобы обеспечить оптимальную крепость отверстий с большой протяженностью (отверстие кнопки громкости), соответствующий опорный кронштейн располагается таким образом, чтобы предполагаемое отверстие располагалось бы приблизительно посередине опорного кронштейна.
На фиг.11А-11С графически проиллюстрирован процесс формирования отверстия док-разъема. Фиг.11А показывает размещение опорного кронштейна 1002 на корпусе 100 относительно предполагаемого отверстия 119 док-разъема. Опорный кронштейн 1002 может быть приварен к корпусу 100. На фиг.11В показан профильный вид размещения рядом опорного кронштейна 1002 и предполагаемого отверстия док-разъема. В данном случае опорный кронштейн 1002 покрывает всю область предполагаемого док-отверстия для того, чтобы обеспечить максимальную опору при обработке с ЧПУ. Соответственно, на фиг.11С показана в профиль операция перфорации и обработка с ЧПУ док-отверстия 119, при этом опорный кронштейн 1002 имеет верхнюю часть 1102 и нижнюю часть 1104. Следует отметить, что для того, чтобы косметически скрыть промежуток между опорным кронштейном и корпусом 100 может использоваться припой или твердый припой для заполнения любых промежутков после обработки с ЧПУ.
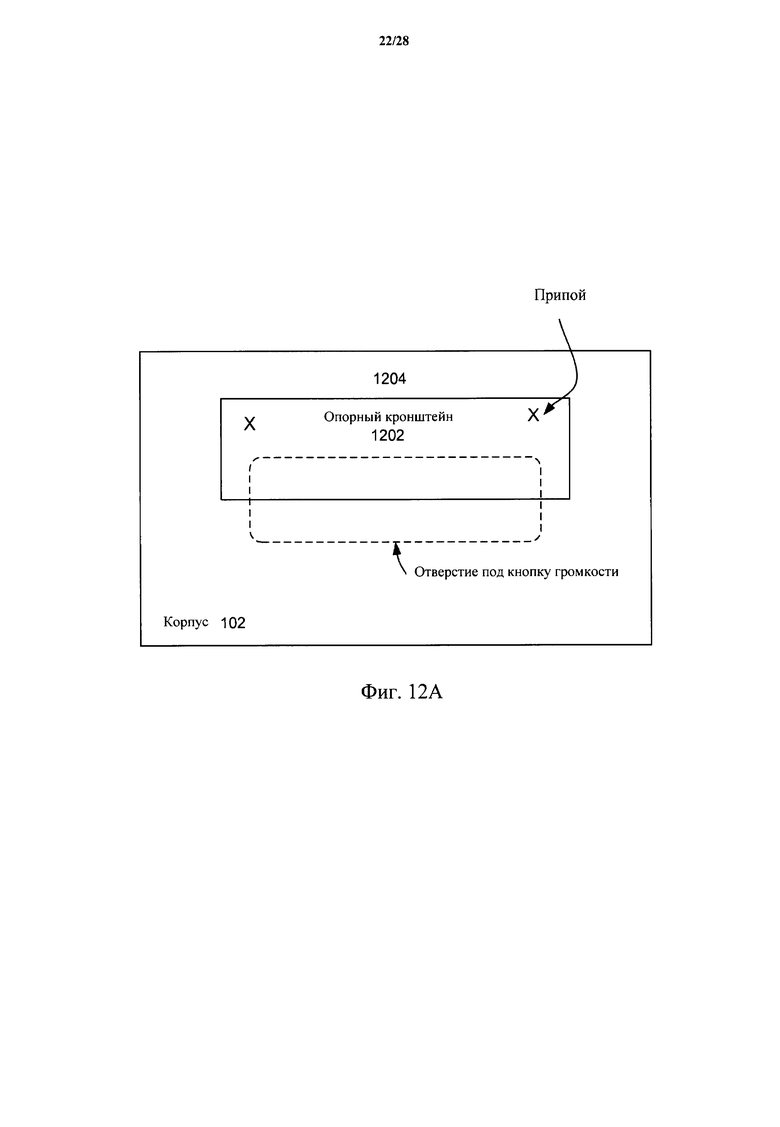
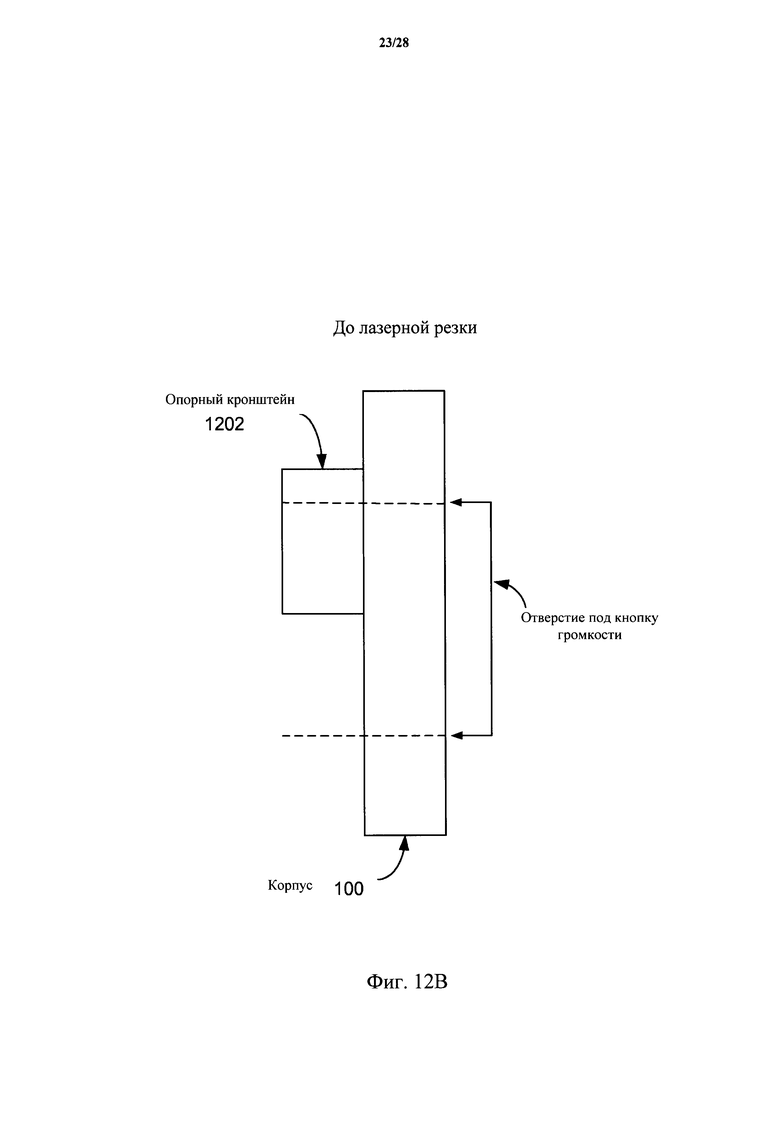
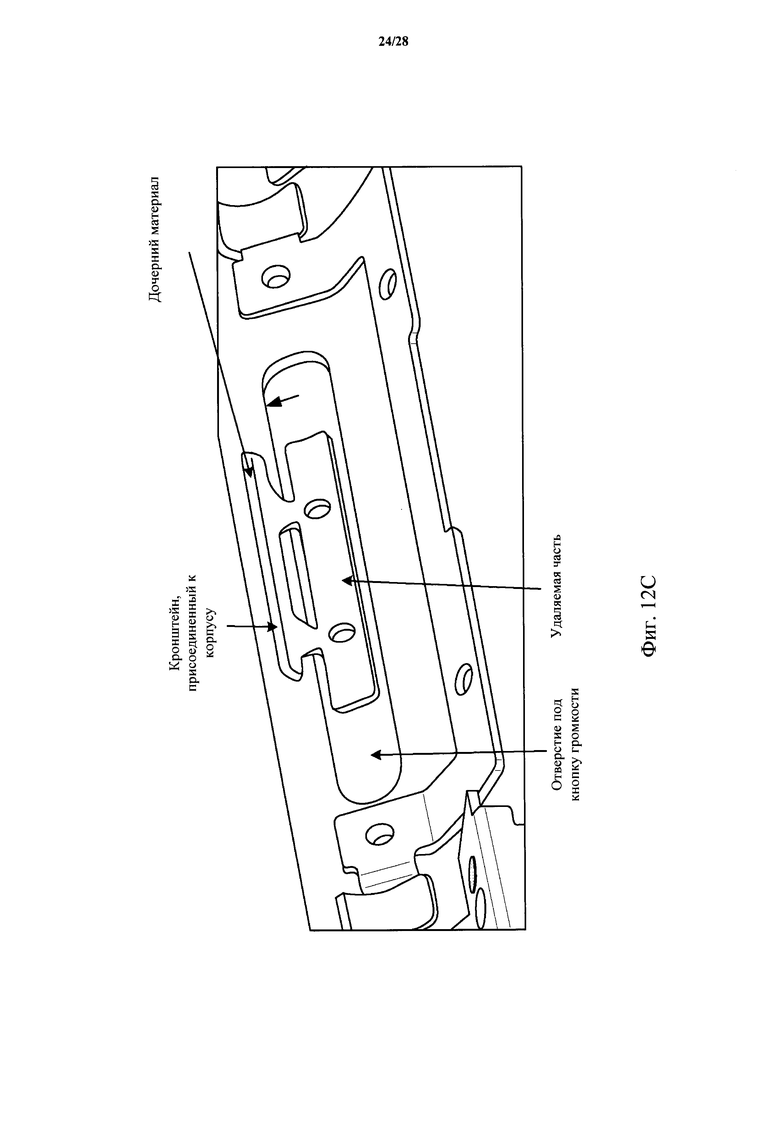
В случае отверстий, имеющих большую протяженность, таких как кнопка регулировки громкости, фиг.12А-12С графически иллюстрирует процесс для формирования отверстия с большой протяженностью, таких как кнопка регулировки громкости. На фиг.12А проиллюстрировано размещение опорного кронштейна 1202 на корпусе 100 относительно предполагаемого отверстия для кнопки регулировки громкости. В данном случае следует отметить, что опорный кронштейн 1202 простирается только на пол пути в направлении у, так как первичная область, требующая опоры - это тонкая полоска 1204 над предполагаемой кнопкой регулировки громкости. Тонкая полоска 1204 подвержена деформации в случае воздействия. На фиг.12 В показан профильный вид совместного размещения опорного кронштейна 1202, корпуса 100 и предполагаемое размещение кнопки регулировки громкости. На Фиг.12С представлен последующий лазерный разрез кнопки регулировки громкости, иллюстрирующий верхний опорный кронштейн, обеспечивающий требующуюся опору для любого большого протяженного отверстия в корпусе 100, подобного кнопке громкости.
Однако следует отметить, что приведенные выше процедуры обусловлены материалами, таким как нержавеющая сталь и геометрией (т.е. наличием крутых пазов), которые не способствуют обеспечению симметричных надрезов или соответствующей глубины надрезов в операциях типа перфорирования. Однако, подразумевается, что при использовании материалов, отличных от нержавеющей стали, таких как алюминий, можно обеспечить требуемую симметрию. В этих случаях, можно использовать цельный перфоратор или обработку с ЧПУ. Далее следует отметить, что толщина опорных кронштейнов может быть разной, но было обнаружено, что хороший результат дает толщина приблизительно равная толщине корпуса 100.
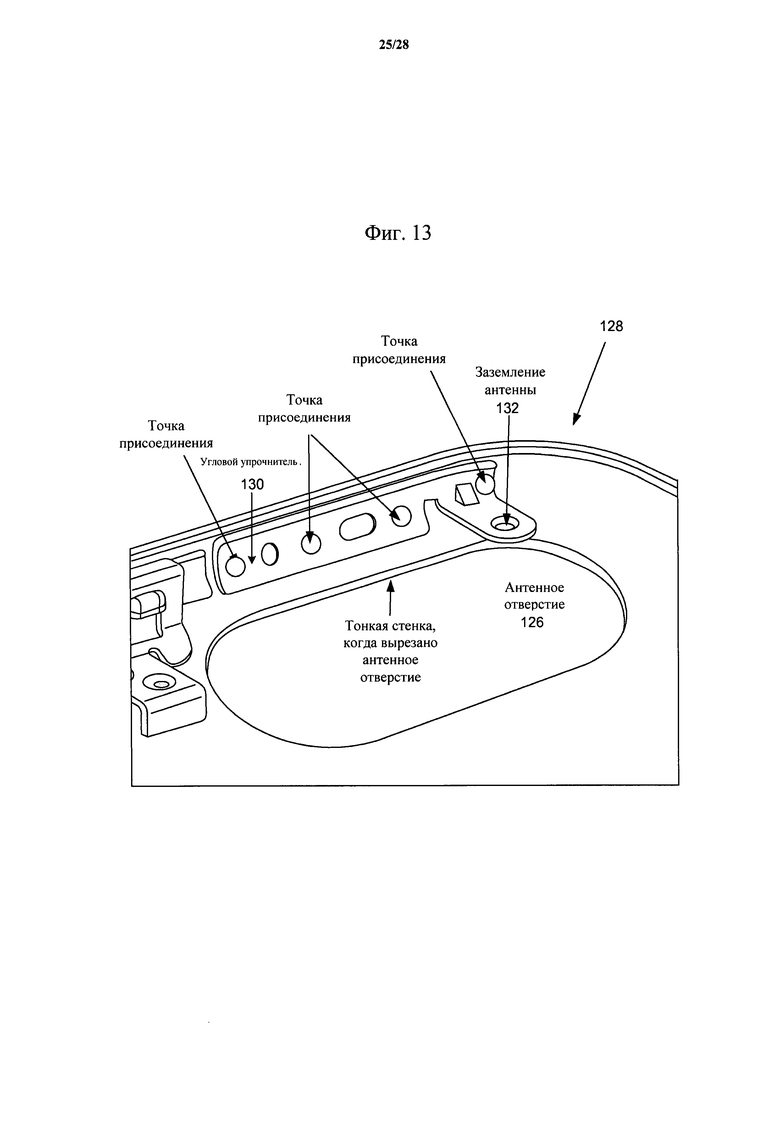
Для того, чтобы предотвратить помехи с радиочастотной антенной 222, материал корпуса удаляется из корпуса 100 для образования отверстия 126 антенны. Отверстие 126 антенны, созданное путем удаления проводящего материала корпуса с использованием лазера, и замена его на непроводящий материал подобный пластмассе образует обтекатель антенны 120. Таким образом, помехи, вызванные присутствием проводящего материала подобного металлу в непосредственной близости от радиочастотной антенны 222, устраняются. Однако, подобное отрезание угловой части 128 корпуса 100 может вызвать ослабление, способствующее подверженности деформации или повреждению в связи с воздействием. Следовательно, можно использовать упрочнитель 130 угла для обеспечения опоры конструкции для угловой части 128 корпуса 100 путем усиления боковой стенки корпуса 100 угловой части 128 как показано на фиг.13. Угловой упрочнитель 130 приваривается или по-иному прикрепляется к корпусу 100. Однако в отличие от других опорных кронштейнов, таких как для кнопки регулирования громкости или док-разъема, угловой упрочнитель 130 служит двум целям: обеспечить дополнительную прочность углу 128 корпуса 100, где материал должен быть удален и являться основанием для радиочастотной антенны 222. В описываемом примере осуществления изобретения основание 132 антенны подсоединено к радиочастотной антенне 222 с помощью антенного винта 208b. Для того, чтобы обеспечить хорошее электрическое соединение между радиочастотной антенной 22 и угловым упрочнителем 130, основание антенны 132 должно оставаться практически нетронутым, как для того, чтобы вместить винт 208b, так и для того, чтобы обеспечить хороший электрический контакт с угловьм упрочнителем 130 (и корпусом 100).
Благодаря размеру и местоположению антенного отверстия 126, используется лазер для удаления необходимого количества материала с корпуса 100 для формирования антенного отверстия 126. Однако заземление 132 антенны распространяется в область вблизи материала, который необходимо снять лазером. Так как заземление 132 антенны должно остаться относительно нетронутым, заземление 132 антенны защищено от любых остатков, генерируемых лазером, удаляющим материал для образования антенного отверстия 126, экраном, образованным из, например, пены, или любого другого защитного материала, который может быть легко удален после формирования антенного отверстия 126.
Возвратимся к фиг.2А, показывающей детальный вид корпуса 100. Как показано, корпус 100 включает ряд присоединяющих приспособлений, используемых для присоединения под-узлов к корпусу 100. Подобные присоединяющие приспособления могут включать, например, средства крепления 134а, 134b и 134с для крепления печатной платы, которые могут присоединять блок печатной платы 200 к корпусу 100, используя такие крепежные детали как винты 310b и винт 208а, соответственно. Следует отметить, что винты 310b прикрепляют М-раму 300 и блок печатной платы 200 к корпусу 100 используя приспособления 134 и 134b, в отличие от винтов 310, присоединяющих блок М-рамы 300 непосредственно к монтажным кронштейнам 136а и 136b. Как рассматривалось ранее, радиочастотное заземление 132 используется как для прикрепления блока печатаной платы 200 к корпусу 100, так и для обеспечения заземления для радиочастотной антенны 222.
Монтажные кронштейны 136а и 136b используются для прикрепления М-рамы 300 к корпусу 100. Однако обычные подходы к прикреплению монтажных кронштейнов к корпусу 100 используют высокотемпературные процессы присоединения, такие как лазерная сварка, которые могут и обычно приводят к косметическим повреждениям внешней поверхности корпуса 100. Это косметическое повреждение может потребовать дорогостоящего и занимающего много времени исправления, такого как полирование, что может увеличить стоимость и время, необходимые для сборки портативного электронного устройства 10. Следовательно, чтобы избежать создания косметического повреждения, используются только низкотемпературные процессы присоединения для присоединения монтажных кронштейнов 136а и 136b к корпусу 100. Чтобы устранить косметическое повреждение, вызванное высокотемпературными процессами присоединения (такими как лазерная сварка), монтажные кронштейны 136а и 136b помещаются в соответствующие места на внутренней поверхности корпуса 100, используя низкотемпературный процесс сварки. Как только они размещаются, монтажные кронштейны 136а и 136b накрепко присоединяются к внутренней поверхности корпуса 100, используя процесс низкотемпературной пайки. Путем использования низкотемпературных процессов сварки и пайки исключаются любые повреждения, косметические или иные, внешней поверхности корпуса 100, которые могли бы быть вызваны путем присоединения монтажных кронштейнов 136а и 136b к корпусу 100 путем использования обычных методов, подобных высокотемпературным процессам. Таким образом, в отличие от обычного подхода использования высокотемпературных процессов присоединения, использование низкотемпературных процессов присоединения устраняет необходимость выполнения полировки после присоединения или другого ремонта внешней поверхности корпуса 100. Таким образом, сохраняется внешний вид и тактильные характеристики портативного электронного устройства 10. Таким путем монтажные кронштейны 136а и 136b обеспечивают эталонные поверхности для приема и поддержки некоторой части внутренних компонентов. Далее, монтажные кронштейны 136а и 136b обеспечивают значения Z столбиков 138, которые минимизируют допуски на высоту Z собранных внутренних компонентов, которые более детально раскрываются ниже.
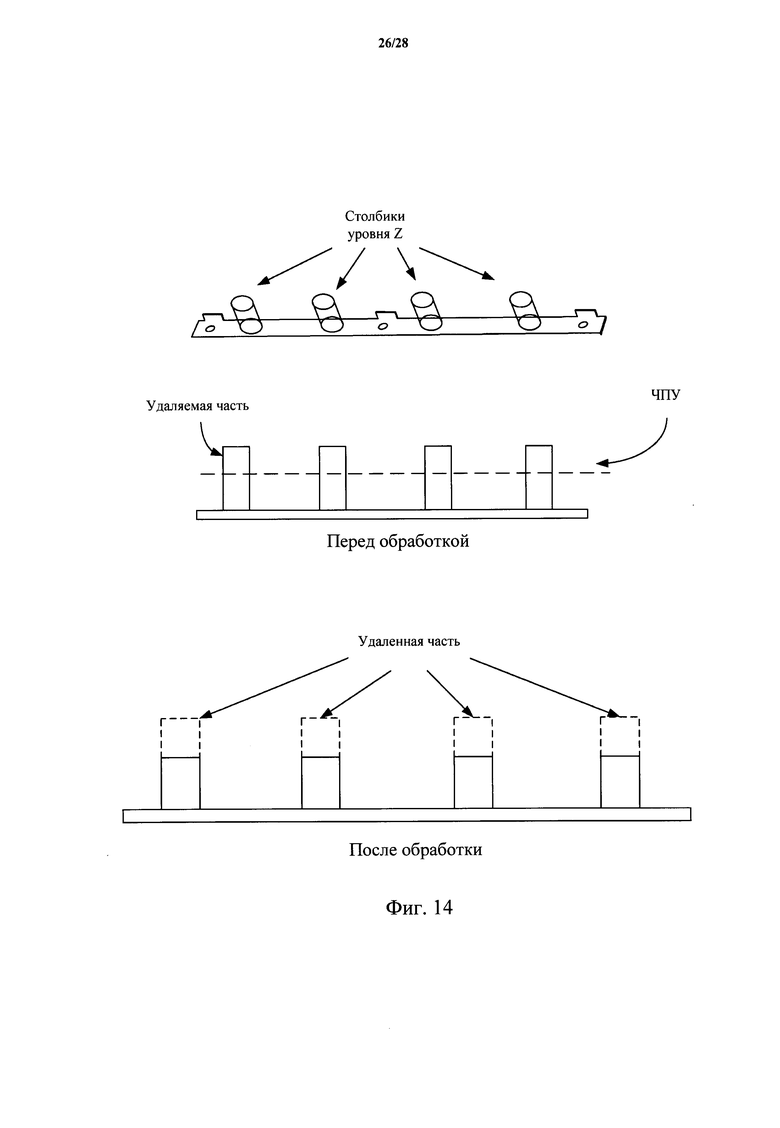
Во время сборки портативного электронного устройства 10, блок печатной платы 200, узел М-рамы 300 и блок G 400 помещаются поверх друг друга во время так называемой операции слепой сборки, в которой каждый слой должен центроваться с каждым другим слоем с минимальными допусками по высоте Z. Как это хорошо известно, в данной области, когда бы операция производства не требовала различных уставок, каждой отдельной уставке соответствуют соответствующие допуски, каждый из которых добавляется ко всем другим допускам. Путем минимизации количества уставок в производственной операции можно свести к минимуму допуск по высоте Z для операции. Следовательно, для того, чтобы свести к минимуму допуски по высоте Z при сборке портативного электронного устройства 10 необходимо разработать ряд новых подходов. Например, для того, чтобы минимизировать допуск высоты Z при присоединении узла М-рамы 300 к корпусу 100, монтажные кронштейны 136а и 136b включают упомянутые ранее столбики 138 уровня Z (где два столбика 138 уровня Z расположены с каждой стороны винтового отверстия 146 М-рамы). Следует отметить, что столбики 138 уровня Z, обработанная верхняя поверхность 140 корпуса 100 и отверстия центровки 142 блока дисплея обработаны одновременно используя единую уставку (как показано на фиг.14). Таким образом, можно получить допуск высоты Z относительно верхней поверхности 140 корпуса 100, составляющий приблизительно 0,05 мм (по сравнению с допуском высоты Z, составляющим приблизительно 0,2 мм с использованием стандартного подхода пайки с множественным монтажом).
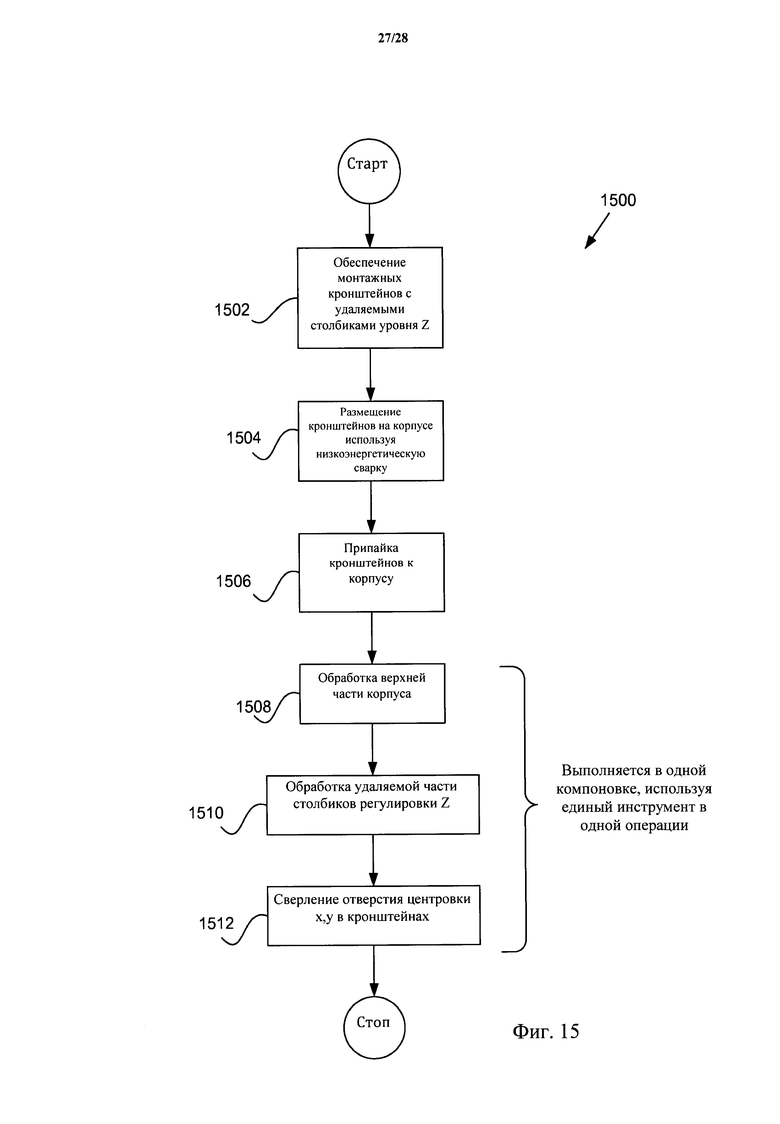
На фиг.15 показана блок-схема описывающая процесс 1500 для установки монтажных кронштейнов в корпус в соответствии с примером осуществления изобретения. Процесс 1500 начинается с 1502, путем обеспечения монтажных кронштейнов, имеющих расположенные на них удаляемые выступы регулировки Z. В описываемом примере осуществления изобретения, выступы регулировки z расположены таким образом, чтобы могла быть удалена часть, которая может быть удалена во время последующего процесса механической обработки, когда верхняя часть корпуса также удаляется. При 1504 монтажные кронштейны присоединяются внутри корпуса посредством процесса присоединения с малой энергией, таком как низкоэнергетическая сварка. Далее в 1506 присоединенные кронштейны припаиваются на место. Следующие операции выполняются во время отдельной уставки, где в 1508 верхняя часть корпуса удаляется, удаляется убираемая часть выступов регулировки z в 1510 и отверстия центровки х, у блока дисплея просверливаются в скобе в 1512.
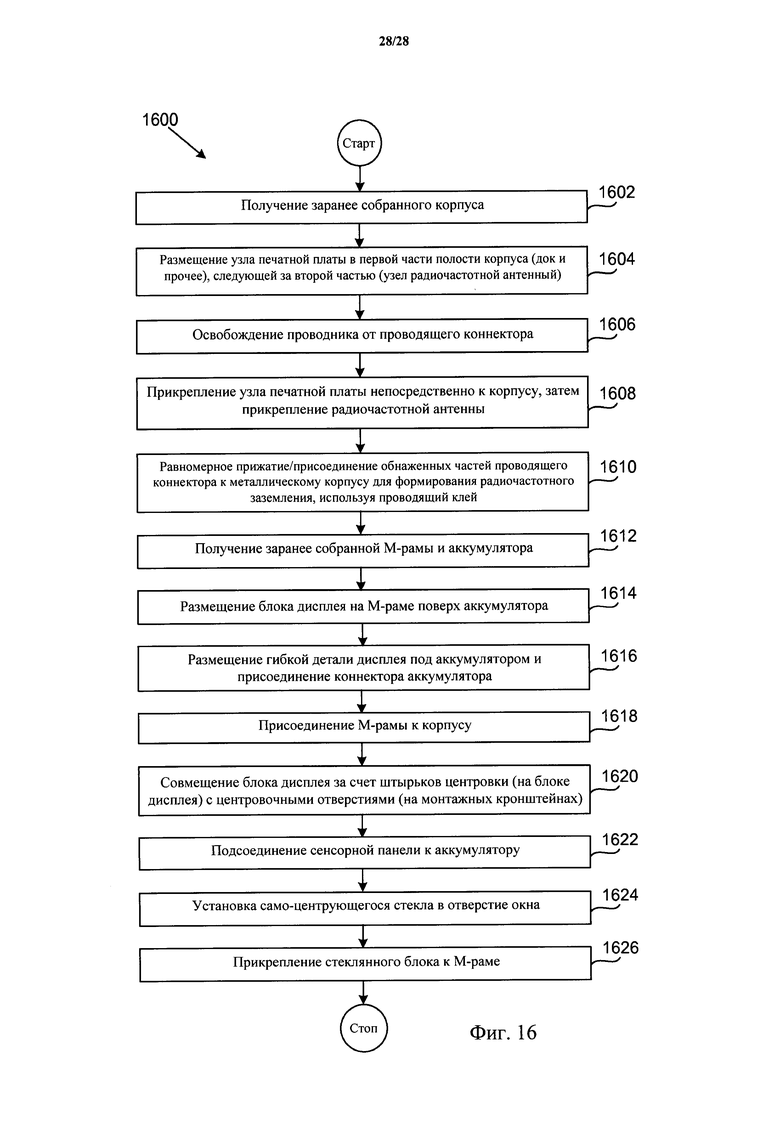
На фиг.16 показана блок-схема с детализацией процесса 1600 для сборки портативного электронного устройства 10 в соответствие с примером осуществления изобретения. Во первых, в 1602 получается предварительно собранный корпус. В описываемом примере осуществления в корпусе были сформированы все соответствующие отверстии, присоединены опорные кронштейн и присоединяющие приспособления. В 1604 блок печатной платы помещается внутри полости корпуса. Так как отверстие окна меньше, чем основание корпуса, установка блока печатной платы производится путем вставления сначала либо первой, либо второй части, за которым следует оставшаяся часть. Например, при вставлении блока печатной платы, если первая часть блока печатной платы вставляется сначала, затем в соответствующие отверстия в корпусе вставляются док-разъем и аудио разъем. Как только док-разъем и аудио разъем соответственно установлены, затем вставляется вторая часть блока печатной платы, которая в данном случае включает узел радиочастотной антенны. Как только узел блока печатной платы установлен на месте, затем часть проводящего слоя гибкой линии связи блока печатной платы обнажается в 1606. Следует отметить, что данный шаг может быть выполнен в любое время до вставления блока печатной платы в корпус. Путем обнажения части проводящего слоя гибкой линии связи может быть установлена радиочастотная плоскость заземления корпусом. Как только проводящий слой части гибкой линии связи был обнажен, блок печатной платы крепится к корпусу в 1608. В описываемом примере осуществления, блок печатной платы может быть прикреплен, используя винты для присоединения первой части блока печатной платы включая док-разъем и аудио-разъем к корпусу непосредственно, используя приспособления для присоединения блока печатной платы. Как только блок печатной платы был прикреплен к корпусу, обнаженный проводящий слой гибкой линии связи прижимается к внутренней поверхности корпуса в 1610. В описываемом примере осуществления изобретения можно использовать контактный проводящий клей для прикрепления обнаженной части к корпусу. В дополнении к обеспечению хорошего электрического контакта тем самым обеспечивая хорошее радиочастотное заземление, путем прижатия гибкой линии связи к внутренней поверхности корпуса, гибкая линия связи механически прикрепляется к корпусу и также значительно снижается количество места, занимаемого гибкой линией связи.
Как только блок печатной платы будет установлен на месте и закреплен, предварительно собранная М-рама и аккумулятор принимаются в 1612. Предварительно собранная означает, что аккумулятор был прикреплен к М-раме с помощью контактного клея. В 1614 блок дисплея помещается на сторону М-рамы, противоположную стороне аккумулятора. Следует отметить, что в данный момент блок дисплея не присоединен к М-раме, так как блок дисплея должен быть наклонен для того, чтобы получить доступ к гибкому кабелю дисплея. Гибкий кабель дисплея затем помещается под аккумулятор и электрически соединяется с электрическим коннектором аккумулятора в 1616. Как только аккумулятор и блок дисплея были электрически соединены друг с другом, узел М-рамы, включающий аккумулятор и блок дисплея прикрепляются к корпусу, используя ряд имеющихся винтов в 1618. Вновь, так как блок дисплея не подсоединен напрямую к М-раме, блок дисплея поднимается, чтобы получить доступ к винтовым отверстиям в М-раме.
Следует отметить, что в описываемом примере осуществления изобретения для ряда имеющихся винтов, используемых для присоединения узла М-рамы к корпусу, используются монтажные кронштейны, присоединяемые напрямую к корпусу. Эти монтажные кронштейны включают ряд столбиков уровня высоты Z, которые обеспечивают эталон по Z для сборки М-рамы. В дополнении некоторые из оставшихся имеющихся винтов используются для присоединения М-рамы, а также блока печатной платы к корпусу. Как только М-рама была прикреплена к корпусу, производится центровка блока дисплея, используя ряд центрирующих штифтов, расположенных по диагонали друг к другу на каждой стороне блока дисплея в 1620. Центрирующие штифты могут использоваться для подгонки к центровочным отверстиям в монтажных кронштейнах. В 1622 сенсорная панель электрически подсоединяется к аккумулятору, и в 1624 стеклянный блок вставляется в отверстие окна и прикрепляется к М-раме в 1626.
В то время как изобретение было описано с точки зрения нескольких предпочтительных примеров осуществления, имеются варианты, комбинации и эквиваленты, которые попадают в объем данного изобретения. Следует отметить, что имеется много альтернативных способов выполнения способов и аппаратуры настоящего изобретения. Например, хотя процесс литья под давлением является предпочтительным способом производства бесшовного корпуса, следует отметить, что это не является ограничением и что можно использовать другие способы производства. Следовательно предполагается, что последующая формула включает все подобные варианты, комбинации и эквиваленты, которые попадают в рамки сущности и объема настоящего изобретения.
Электронное устройство также включает множество электронных узлов, установленных в бесшовный корпус через верхнее отверстие и прикрепленных к нижней поверхности корпуса, при этом допуск по высоте Z множества электронных узлов минимизирован таким образом, что верхняя поверхность самого верхнего электронного узла практически лежит в одной плоскости с верхней поверхностью корпуса, где расположено множество электронных узлов. Первый под-узел включает первый электронный под-узел, второй электронный под-узел и практически плоскую гибкую линию связи, которая операционно и физически соединяет первый и второй электронный под-узлы, при этом гибкая линия связи включает вырезки, позволяющие гибкой линии связи перекручиваться таким образом, чтобы гибкая линия связи соответствовала искривленной форме по множеству размеров. Второй электронный под-узел включает радиочастотную антенну, где угловая часть корпуса в непосредственной близости к радиочастотной антенне удалена для того, чтобы практически устранить электромагнитные помехи, вызванные корпусом, и заменена на антенный обтекатель, образованный из материала не вызывающего РЧ помехи. Антенный обтекатель включает упрочнитель угловой части, устроенный таким образом, чтобы укреплять угловую часть корпуса с антенным обтекателем, при этом упрочнитель действует как плоскость заземления для радиочастотной антенны, где упрочнитель включает контакт, устроенный таким образом, чтобы электрически соединять радиочастотную антенну с плоскостью заземления, образованной упрочнителем.
Способ может быть осуществлен путем обеспечения единого бесшовного корпуса, при этом единый бесшовный корпус имеет верхнее отверстие, цельные нижние и боковые стенки, где цельные нижние и боковые стенки совместно образуют полость вместе с верхним отверстием, размещая блок покрытия внутри верхнего отверстия, при этом блок покрытия имеет плоскую верхнюю поверхность и фактически заполняет верхнее отверстие, и присоединяя блок покрытия к бесшовному корпусу без ободка. Интегрированная нижняя стенка имеет искривленную нижнюю поверхность, при этом боковые стенки скруглены таким образом, что они образуют изогнутую боковую поверхность и вогнуты с внутренней стороны полости, при этом внутренний край боковых стенок окружает и определяет верхнее отверстие, а плоская верхняя поверхность находится фактически заподлицо с верхней поверхностью внутреннего края боковой стенки, при этом блок покрытия присоединен к раме. Присоединение блока покрытия к бесшовному корпусу без ободка может быть выполнено путем присоединения рамы к корпусу внутри полости. В описываемом примере осуществления изобретения блок покрытия включает блок дисплея, имеющий по крайней мере экран дисплея, защитное стекло, через которое виден экран дисплея и практически прозрачный сенсорный слой, расположенный между защитным стеклом и экраном дисплея, а корпус образован из полированной нержавеющей стали и блок покрытия включает отверстие приемлемое для приема механизма ввода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРТАТИВНОЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО | 2009 |
|
RU2473952C2 |
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ ПЕРЕДАЧЕЙ ДАННЫХ НА ПОРТАТИВНОМ ВЫЧИСЛИТЕЛЬНОМ УСТРОЙСТВЕ И СТЫКОВОЧНОЙ СТАНЦИИ ПОРТАТИВНОГО ВЫЧИСЛИТЕЛЬНОГО УСТРОЙСТВА | 2010 |
|
RU2503986C2 |
| СИСТЕМА И СПОСОБ ОБЕСПЕЧЕНИЯ МАСШТАБИРУЕМЫХ ВЫЧИСЛЕНИЙ МЕЖДУ ПОРТАТИВНЫМ ВЫЧИСЛИТЕЛЬНЫМ УСТРОЙСТВОМ И СТЫКОВОЧНОЙ СТАНЦИЕЙ ПОРТАТИВНОГО ВЫЧИСЛИТЕЛЬНОГО УСТРОЙСТВА | 2010 |
|
RU2504827C2 |
| АНТЕННОЕ УСТРОЙСТВО ДЛЯ ПОРТАТИВНОГО ТЕРМИНАЛА | 2014 |
|
RU2654345C2 |
| АНТЕННА И ЭЛЕКТРОННОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ ЕЕ | 2020 |
|
RU2789661C1 |
| КАБЕЛЬ БЕСПРОВОДНОГО УЛЬТРАЗВУКОВОГО ЗОНДА | 2008 |
|
RU2474386C2 |
| АНТЕННОЕ УСТРОЙСТВО ДЛЯ ПОРТАТИВНОГО БЕСПРОВОДНОГО ТЕРМИНАЛА | 2009 |
|
RU2523443C2 |
| УСТРОЙСТВА ДЛЯ ЧТЕНИЯ ЭЛЕКТРОННЫХ ДОКУМЕНТОВ | 2016 |
|
RU2708950C2 |
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ БЕЗОПАСНОСТЬЮ МЕЖДУ ПОРТАТИВНЫМ ВЫЧИСЛИТЕЛЬНЫМ УСТРОЙСТВОМ И УСТАНОВОЧНОЙ СТАНЦИЕЙ ПОРТАТИВНОГО ВЫЧИСЛИТЕЛЬНОГО УСТРОЙСТВА | 2010 |
|
RU2497174C2 |
| УСТРОЙСТВА ДЛЯ ЧТЕНИЯ ЭЛЕКТРОННЫХ ДОКУМЕНТОВ | 2010 |
|
RU2586865C2 |
Изобретение относится к корпусам портативных электронных устройств. Технический результат заключается в создании легкого и прочного корпуса портативного электронного устройства. Такой результат достигается за счет того, что портативное электронное устройство включает единый бесшовный корпус, имеющий верхнее отверстие и покрытие, расположенное внутри верхнего отверстия и присоединенное к бесшовному корпусу без ободка. 4 н. и 20 з.п. ф-лы, 35 ил.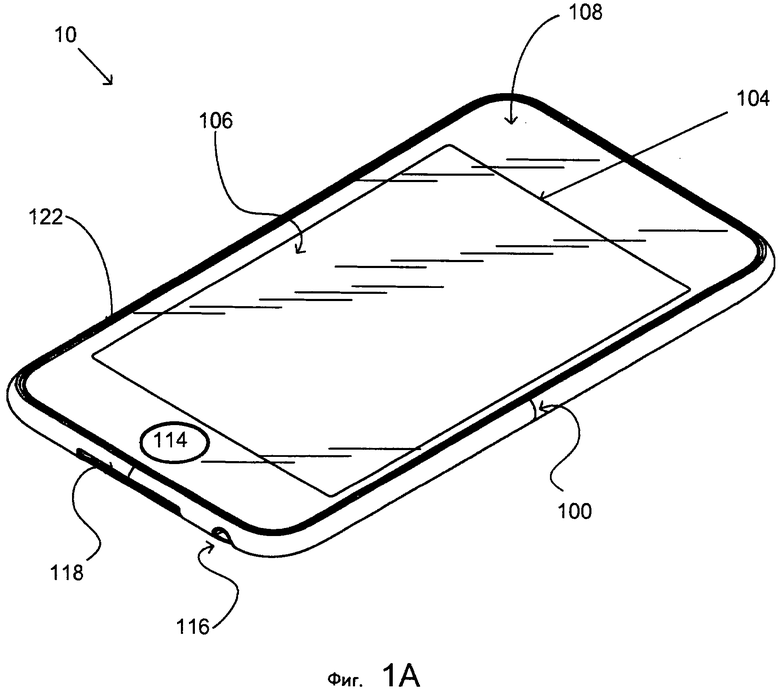
1. Портативное электронное устройство, содержащее единый бесшовный металлический корпус, имеющий верхнее отверстие, стеклянное покрытие, расположенное внутри верхнего отверстия и напрямую присоединенное к бесшовному корпусу, блок дисплея, расположенный внутри полости металлического корпуса, экран блока дисплея, видимый через стекло покрытия, и практически прозрачный сенсорный слой, расположенный между стеклянным покрытием и экраном дисплея блока дисплея.
2. Устройство по п.1, отличающееся тем, что цельный бесшовный корпус имеет нижнюю стенку, образованную как единое целое с боковыми стенками, которые образуют полость вместе с верхним отверстием, при этом нижняя стенка имеет изогнутую нижнюю поверхность, а боковые стенки скруглены таким образом, что они образуют изогнутую боковую поверхность и вогнуты с внутренней стороны полости, а внутренний край боковых стенок окружает и определяет верхнее отверстие.
3. Устройство по п.2, отличающееся тем, что покрытие имеет плоскую верхнюю поверхность и расположено внутри полости у верхнего отверстия, где покрытие практически заполняет верхнее отверстие между боковыми стенками, при этом плоская верхняя поверхность расположена практически заподлицо с верхней поверхностью края боковых стенок, а покрытие присоединено к раме, установленной в внутри полости корпуса таким образом, что она не видима с внешней стороны электронного устройства.
4. Устройство по п.2, отличающееся тем, что бесшовный корпус содержит внешний край, монтажный кронштейн, присоединенный к нижней стенке и предназначенный для крепления электронного блока к нижней стенке, и отверстие в, по крайней мере, одной боковой стенке, имеющее глубину отделки, по крайней мере, большую, чем обеспечиваемая одним корпусом, при этом монтажный кронштейн включает, по крайней мере, один опорный выступ монтажного кронштейна, обеспечивающий уменьшение допуска по высоте Z между прикрепленным электронным устройством и стеклянным покрытием.
5. Устройство по п.4, отличающееся тем, что допуск по высоте Z между прикрепленным электронным блоком и стеклянным покрытием минимизирован путем формирования по крайней мере одного опорного выступа монтажного кронштейна и верхней огибающей корпус поверхности за одну монтажную операцию, используя единый машинный цикл.
6. Устройство по п.5, отличающееся тем, что на внутренней части, по крайней мере, одной боковой стенки корпуса в месте отверстия содержится дополнительный слой, прикрепляемый перед обработкой отверстия и предназначенный для увеличения глубины отделки обработанного отверстия на глубину большую той, которая обеспечивается только одним корпусом, при этом длинные и тонкие полоски корпуса в месте отверстия укрепляются кронштейном.
7. Устройство по пункту 6, отличающееся тем, что отверстие в боковой стенке образовано металлообработкой, при этом металлообработка увеличивает глубину отделки отверстия на глубину большую той, которая обеспечивается одним только корпусом.
8. Устройство по п.5, отличающееся тем, что монтажный кронштейн включает множество столбиков регулировки высоты Z, имеющих удаляемую часть, размешенную вдоль длины монтажного кронштейна, при этом после присоединения монтажного кронштейна к бесшовному корпусу, верхняя часть бесшовного корпуса и удаляемая часть столбиков регулировки высоты Z обрабатывается одновременно со сверлением отверстий для центровки по осям X, Y, при этом обработка и сверление выполняются в одном машинном цикле.
9. Портативное электронное устройство, содержащее единый бесшовный корпус, имеющий верхнее отверстие и цельные нижние и боковые стенки, которые совместно с верхним отверстием образуют полость, при этом нижняя стенка имеет изогнутую поверхность дна, а боковые стенки скруглены таким образом, что они образуют изогнутую боковую поверхность и вогнуты с внутренней стороны полости, при этом внутренний край боковых стенок окружает и определяет верхнее отверстие, и покрытие расположенное внутри верхнего отверстия и присоединенное к бесшовному корпусу без ободка.
10. Устройство по п.9, отличающееся тем, что единый бесшовный корпус включает наружный край, монтажный кронштейн, присоединенный к нижней стенки и предназначенный для крепления электронного блока к нижней стенке корпуса и отверстие в, по крайней мере, одной боковой стенки, имеющее глубину отделки большую, чем, по крайней мере та, которая обеспечивается лишь одним корпусом.
11. Устройство по п.10, отличающееся тем, что монтажный кронштейн включает, по крайней мере, один опорный выступ монтажного кронштейна, предназначенный для снижения допуска по высоте Z между прикрепленным электронным блоком и верхней огибающей корпус поверхностью.
12. Устройство по п.11, отличающееся тем, что уменьшение допуска по высоте Z между прикрепленным электронным блоком и верхней огибающей корпус поверхностью осуществляется путем формирования, по крайней мере, одного опорного выступа монтажного кронштейна и верхней огибающей корпус поверхности в одной операции по обработке используя единый машинный цикл.
13. Устройство по п.9, отличающееся тем, что на внутренней части, по крайней мере, одной боковой стенки корпуса в месте отверстия содержится дополнительный слой, прикрепляемый перед обработкой отверстия и предназначенный для увеличения глубины отделки обработанного отверстия на глубину большую той, которая обеспечивается только одним корпусом, при этом длинные и тонкие полоски корпуса в месте отверстия укрепляются кронштейном.
14. Устройство по п.13, отличающееся тем, что отверстие в боковой стенке образовано металлообработкой, при этом металлообработка увеличивает глубину отделки отверстия на глубину большую той, которая обеспечивается одним только корпусом.
15. Устройство по п.9, отличающееся тем, монтажный кронштейн включает множество столбиков регулировки высоты Z, имеющих удаляемую часть, размешенную вдоль длины монтажного кронштейна, при этом после присоединения монтажного кронштейна к бесшовному корпусу, верхняя часть бесшовного корпуса и удаляемая часть столбиков регулировки высоты Z обрабатывается одновременно со сверлением отверстий для центровки по осям X, Y, при этом обработка и сверление выполняются в одном машинном цикле.
16. Портативное электронное устройство, содержащее единый бесшовный металлический корпус, имеющий верхнее отверстие, и стеклянное покрытие, расположенное внутри верхнего отверстия и напрямую присоединенное к бесшовному корпусу без ободка, и верхнюю огибающую корпус поверхность, при этом верхняя огибающая корпус поверхность расположена между сформованным краем и внутренним краем бесшовного корпуса, при этом верхняя огибающая корпус поверхность сцентрирована по отношению к сформированному краю путем определения центральной точки участка дисплея, определения угла наклона участка дисплея, и обрезанием внутреннего края, основываясь на центральной точке и угле наклона.
17. Устройство по п.16, отличающееся тем, что верхняя огибающая корпус поверхность характеризуется наружным и внутренним профилем верхней огибающей корпус поверхности, при этом металлический корпус формуется из листового металла.
18. Устройство по п.17, отличающееся тем, что наружный профиль верхней огибающей корпус поверхности создается формованием листового металла, а внутренняя верхняя огибающая корпус поверхность формируется машинной обработкой, при этом допуск формования листового металла больше, чем при машинной обработке.
19. Портативное электронное устройство, содержащее единый бесшовный металлический корпус, имеющий верхнее отверстие, и стеклянное покрытие, расположенное внутри верхнего отверстия и напрямую присоединенное к бесшовному корпусу без ободка и верхнюю огибающую корпус поверхность, при этом верхняя огибающая корпус поверхность является участком между сформированным краем и внутренним краем бесшовного корпуса, где верхняя огибающая корпус поверхность центрируется по отношению к сформированному краю путем оптического определения множества эталонных точек на сформированном крае бесшовного корпуса и обрезанием внутреннего края, используя множество оптических эталонных точек.
20. Устройство по п.19, отличающееся тем, что верхняя огибающая корпус поверхность характеризуется наружным и внутренним профилем верхней огибающей корпус поверхности.
21. Устройство по п.20, отличающееся тем, что металлический корпус сформирован из листового металла
22. Устройство по п.21, отличающееся тем, что наружный профиль верхней огибающей корпус поверхности создан путем формования листового металла, а внутренний профиль верхней огибающей корпус поверхности формирован машинной обработкой, при этом допуск при формовании листового металла больше, чем при машинной обработке.
23. Устройство по п.22, отличающееся тем, что оптическое определение множества эталонных точек на сформированном крае бесшовного корпуса включает проведение ряда оптических измерений использую камеру для измерения наружного профиля верхней огибающей корпус поверхности после того, как завершится грубое отрезание наружного профиля верхней огибающей корпус поверхности.
24. Устройство по п.23, отличающееся тем, что верхняя огибающая корпус поверхность центрируется путем формирования формы внутреннего профиля верхней огибающей корпус поверхности путем использования оптических измерений для нахождения центра и угла вращения для обрезания внутреннего профиля.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 5796575 A1, 18.08.1998 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| МОБИЛЬНЫЙ ТЕЛЕФОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2298291C2 |
| Приспособление к токарному станку для обточки сферических поверхностей | 1947 |
|
SU74752A1 |

