Изобретение относится к области оптического приборостроения и может найти применение для изготовления волоконных брэгговских решеток, представляющих собой периодическую структуру показателя преломления, сформированную в сердцевине волоконного световода.
Волоконные брэгговские решетки показателя преломления широко применяются в различных областях науки и техники от элементов волоконных лазеров до чувствительных элементов волоконных сенсорных систем.
Известно техническое решение, представленное в способе изготовления волоконных брэгговских решеток с помощью фазовой маски (US №5367588. "Method of fabricating Bragg gratings using a silica glass phase grating mask and mask used by same". МПК G02B 5/18; G02B 6/00; G02B 6/02; G02B 6/14; G02F 1/01; G03F 7/00; G03F 7/20, опубл. 22.11.1994). Способ изготовления волоконных брэгговских решеток основан на использовании фоточувствительных волоконных световодов, а также требует удаления перед изготовлением волоконных брэгговских решеток защитного покрытия, которое непрозрачно для УФ записывающего излучения. Фазовая маска используется для формирования периодической модуляции интенсивности внутри сердцевины фоточувствительного волоконного световода. Требуется замена фазовой маски при изменении резонансной длины волны волоконной брэгговской решетки и, соответственно, при каждой смене фазовой маски требуется настройка оптической схемы.
Недостатками известного технического решения являются необходимость использования фоточувствительных волоконных световодов, использование фазовых масок под определенную длину волны, что существенно снижает производительность, поскольку при каждой смене маски требуется настройка оптической схемы. Кроме того, перед процессом создания волоконной брэгговской решетки требуется удаление защитного покрытия фоточувствительного волоконного световода, которое непрозрачно для УФ записывающего излучения.
Известно техническое решение, представленное в способе изготовления волоконных брэгговских решеток с помощью фазовой маски (US №20040184731. "Bragg grating and method of producing a bragg grating using an ultrafast laser". МПК G02B 5/18; G02B 6/02; G02B 6/124, опубл. 23.09.2004). Способ основан на использовании фемтосекундного лазерного излучения и нефоточувствительных волоконных световодов. Фазовая маска используется для формирования периодической модуляции интенсивности внутри сердцевины фоточувствительного волоконного световода. Требуется замена фазовой маски при изменении длины волны лазерного излучения и, соответственно, при каждой смене фазовой маски требуется настройка оптической схемы.
Недостатком известного технического решения является необходимость смены фазовых масок при изготовлении волоконных брэгговских решеток под различные длины волн отражения, что существенно снижает производительность, поскольку при каждой смене маски требуется настройка оптической схемы.
Известно техническое решение, реализующее нанесение фемтосекундным лазерным излучением структур (WO №2005111677 А2. "Laser inscribed structures". МПК G01L 1/24; G02B 6/02, опубл. 24.11.2005) и используемое при изготовлении волоконных брэгговских решеток в нефоточувствительных волоконных световодах при поточечной схеме изготовления этих структур. Фокусировка лазерного излучения осуществляется в сердцевину нефоточувствительного волоконного световода. При этом нефоточувствительный волоконный световод закрепляется между двух фиксирующих элементов, которые перемещают нефоточувствительный волоконный световод с постоянной скоростью, и каждый штрих волоконной брэгговской решетки создается одним лазерным импульсом. Из-за провисания нефоточувствительного волоконного световода и отклонения положения средних участков нефоточувствительного волоконного световода от прямолинейного необходимо осуществлять перемещение нефоточувствительного волоконного световода по сложной траектории для компенсации провисания.
Недостатком известного технического решения является сложная и длительная настройка системы перед изготовлением, которая приводит к увеличению времени изготовления, а также требует использования высокоточного 3D позиционера.
Известно техническое решение, представленное в статье (G.D. Marshall, R.J. Williams, N. Jovanovic, M.J. Steel, M.J. Withford. "Point-by-point written fiber-Bragg gratings and their application in complex grating designs". Opt. Express. 18 (2010) 19844-59), где предлагается поточечный метод изготовления волоконных брэгговских решеток фемтосекундным лазерным излучением с протяжкой нефоточувствительного волоконного световода через прозрачную феррулу со шлифованной боковой гранью для эффективной фокусировки в сердцевину нефоточувствительного волоконного световода. От традиционной схемы поточечного изготовления волоконной брэгговской решетки данная схема отличается тем, что нефоточувствительный волоконный световод протягивается с помощью высокоточного 1D позиционера через феррулу, которая представляет собой стеклянную трубку с внутренним диаметром, немного превышающим диаметр волоконного световода, и с плоской боковой поверхностью, через которую осуществляется фокусировка записывающего излучения. С помощью 3D позиционера производится настройка фокусировки внутри сердцевины нефоточувствительного волоконного световода перед процессом изготовления. Пространство между нефоточувствительным волоконным световодом и внутренними стенками феррулы заполняется иммерсионной жидкостью для компенсации кривизны боковой поверхности волоконного световода. Положение феррулы относительно фокусирующего объектива в процессе изготовления не изменяется, поэтому, если в начальной точке изготовления волоконной брэгговской решетки излучение сфокусировано в сердцевину нефоточувствительного волоконного световода, данные условия фокусировки должны сохраняться на полной длине изготавливаемой волоконной брэгговской решетки. Однако авторы статьи использовали стандартную феррулу с внутренним диаметром 126 мкм для работы со стандартным волоконным световодом диаметром 125 мкм без защитного покрытия, таким образом, теряется преимущество прямого изготовления волоконных брэгговских решеток через оболочку, что является недостатком данной схемы.
Недостатком известного технического решения является невозможность изготовления волоконных брэгговских решеток без удаления защитного покрытия, так как известное техническое решение требует удаления защитного покрытия нефоточувствительного волоконного световода, чтобы осуществить протяжку волоконного световода через стандартную феррулу с внутренним диаметром 126 мкм.
Перед авторами ставилась задача разработать способ изготовления волоконной брэгговской решетки в нефоточувствительных волоконных световодах без удаления защитного покрытия.
Поставленная задача решается тем, что в способе изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах, включающем использование устройства позиционирования сфокусированного пучка лазерного излучения, нефоточувствительного волоконного световода, феррулы, прозрачной для излучения фемтосекундного лазера, выполненной со сквозным внутренним каналом, испускание излучения фемтосекундного лазера с постоянной частотой следования и энергией импульсов, фокусировку пучка лазерного излучения внутри сердцевины нефоточувствительного волоконного световода с помощью микрообъектива с числовой апертурой NA>0.5, заполнение сквозного внутреннего канала феррулы иммерсионной жидкостью с показателем преломления, равным показателю преломления самой феррулы, позиционирование точки фокуса внутри сердцевины нефоточувствительного волоконного световода в центре феррулы, протягивание нефоточувствительного волоконного световода через феррулу с помощью высокоточного линейного позиционера с постоянной скоростью в процессе изготовления, дополнительно оснащают устройство позиционирования сфокусированного пучка лазерного излучения регистратором изображения и фокусирующей линзой, оптически связанными между собой и регистрирующими положение фокуса пучка лазерного излучения внутри сердцевины нефоточувствительного волоконного световода, сквозной внутренний канал феррулы выполняют с внутренним диаметром в диапазоне 5-10 мкм больше диаметра нефоточувствительного волоконного световода, при этом входное и выходное отверстия сквозного внутреннего канала феррулы выполняют конусообразно и увеличивающимися к краям феррулы, а феррулу выполняют закрепленной на 3-координатном пьезокерамическом позиционере, дополнительно осуществляют покадровую обработку положения фокуса пучка лазерного излучения внутри сердцевины нефоточувствительного волоконного световода, формируют управляющие сигналы, осуществляющие подстройку феррулы, осуществляют коррекцию положения фокуса пучка лазерного излучения внутри сердцевины нефоточувствительного волоконного световода по формуле компенсационного сдвига:

где X0i - координата X отдельной точки из диапазона, соответствующего левой границе реперного положения сердцевины нефоточувствительного волоконного световода, X0j - координата X отдельной точки из диапазона, соответствующего правой границе реперного положения сердцевины нефоточувствительного волоконного световода, Xp (Т) - координата X отдельной точки из диапазона, соответствующего левой границе положения сердцевины нефоточувствительного волоконного световода в момент времени T, Xq (Т) - координата X отдельной точки из диапазона, соответствующего правой границе положения сердцевины нефоточувствительного волоконного световода в момент времени Т; n, m, k, l - количество точек из соответствующих диапазонов, при этом регистратор изображения выполняют с возможностью использования ПЗС-матрицы либо регистратор изображения выполняют с возможностью использования КМОП-матрицы, далее феррулу выполняют из плавленого оптического кварца либо феррулу выполняют из боросиликатного стекла, далее нефоточувствительный волоконный световод выполняют в виде многомодового волоконного световода.
Техническим эффектом заявляемого способа изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах является увеличение точности изготовления волоконных брэгговских решеток, в увеличении прочностных характеристик и скорости изготовления волоконных брэгговских решеток, а также в расширении области применения.
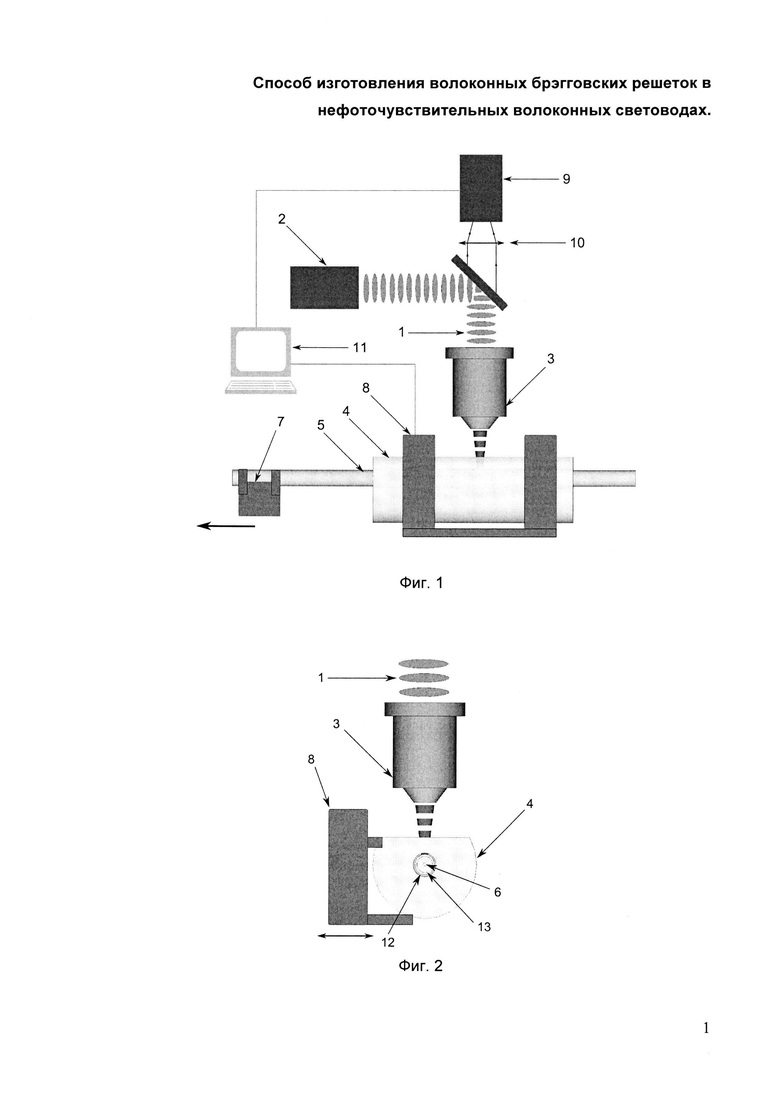
На фиг. 1 представлена схема заявляемого способа изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах, где 1 - лазерное излучение, 2 - фемтосекундный лазер, 3 - микрообъектив, 4 - феррула, 5 - нефоточувствительный волоконный световод, 6 - сердцевина, 7 - высокоточный линейный позиционер, 8 - 3-координатный пьезокерамический позиционер, 9 - регистратор изображения, 10 - фокусирующая линза, 11 - ПК.
На фиг. 2 представлен вид спереди схемы заявляемого способа изготовления волоконных брэгговских решеток излучением фемтосекундного лазера без удаления защитного покрытия с протяжкой нефоточувствительного волоконного световода через феррулу, где 1 - импульсное излучение, 3 - микрообъектив, 4 - феррула, 6 - сердцевина, 8 - 3-координатный пьезокерамический позиционер, 12 - сквозной внутренний канал, 13 - защитное покрытие.
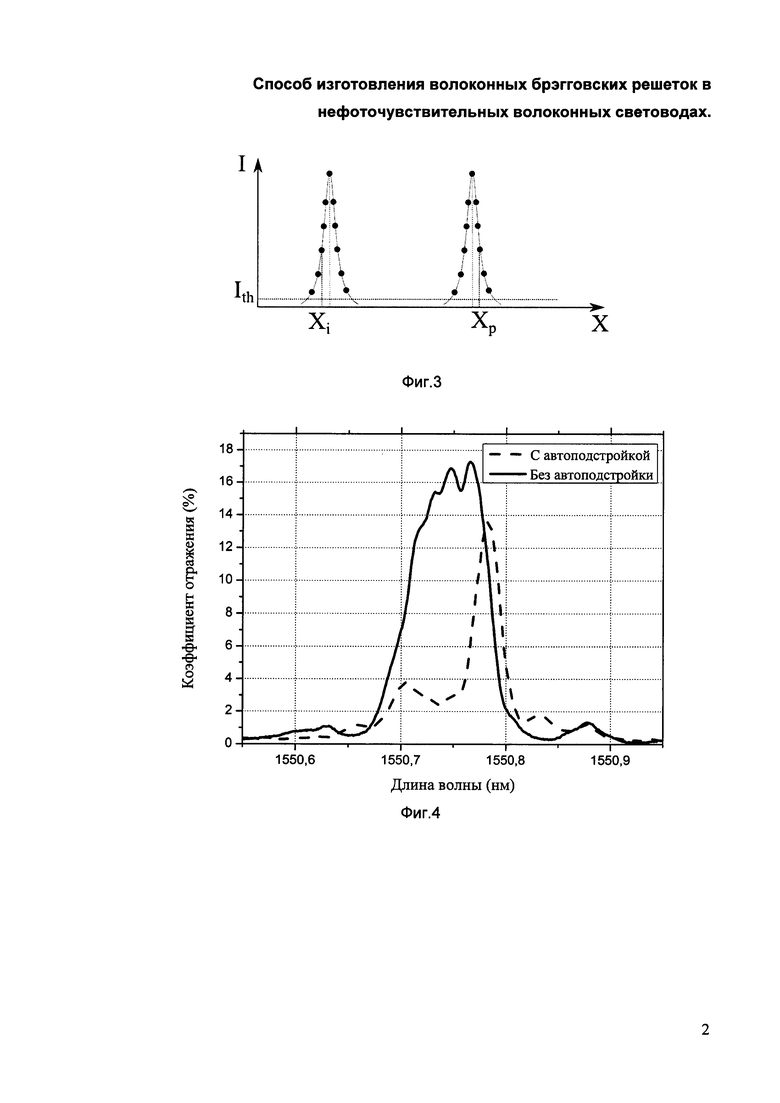
На фиг. 3 представлен профиль интенсивности изображения нефоточувствительного волоконного световода.
На фиг. 4 представлены спектры волоконных брэгговских решеток в нефоточувствительных волоконных световодах, изготовленных без применения автоподстройки (сплошная линия) и с автоподстройкой (пунктирная линия).
Заявляемый способ изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах осуществляют с помощью использования устройства позиционирования сфокусированного пучка лазерного излучения следующим образом.
Лазерное излучение 1 фемтосекундного лазера 2 с постоянной частотой следования и энергией импульсов с помощью микрообъектива 3 с числовой апертурой NA>0.5 фокусируется через шлифованную боковую грань феррулы 4, прозрачной для излучения фемтосекундного лазера, в сердцевину 6 нефоточувствительного волоконного световода 5. Нефоточувствительный волоконный световод 5 изготавливают как одномодовым (т.е. в сердцевине нефоточувствительного волоконного световода может распространяться только одна мода на рабочей длине волны), так и многомодовым (т.е. в сердцевине нефоточувствительного волоконного световода может распространяться несколько мод на рабочей длине волны). Нефоточувствительный волоконный световод 5 перемещается с помощью высокоточного линейного позиционера 7 с постоянной скоростью V в процессе изготовления волоконных брэгговских решеток. Период волоконной брэгговской решетки определяется следующим выражением: ΛFBG=V/f. Феррулу 4, выполненную со сквозным внутренним каналом 12, изготавливают, например, из плавленого оптического кварца или боросиликатного стекла и шлифуются до степени плоскостности λ/10. Сквозной внутренний канал 12 феррулы 4 выполняют с внутренним диаметром в диапазоне 5-10 мкм больше диаметра нефоточувствительного волоконного световода 5, при этом входное и выходное отверстия сквозного внутреннего канала 12 феррулы 4 выполняют конусообразно и увеличивающимися к краям феррулы. Сквозной внутренний канал 12 феррулы 4, между нефоточувствительным волоконным световодом 5 и внутренними стенками феррулы 4, заполняется иммерсионной жидкостью для компенсации кривизны боковой поверхности световода. Показатель преломления иммерсионной жидкости подбирается равным показателю преломления феррулы 4. Данный запас по внутреннему диаметру феррулы 4 необходим для протяжки нефоточувствительного волоконного световода 5 с защитным покрытием 13 (так как нефоточувствительный волоконный световод 5 имеет флуктуацию диаметра до 5 мкм, возникающими при заводском изготовлении нефоточувствительного волоконного световода) без заклинивания нефоточувствительного волоконного световода 5 вследствие превышения диаметра нефоточувствительного волоконного световода 5 внутреннего диаметра феррулы 4. Кроме того, такой зазор между нефоточувствительным волоконным световодом 5 с защитным покрытием 13 и внутренней стенкой феррулы 4 обеспечивает большую стабильность протяжки (т.е. отсутствие заклинивания нефоточувствительного волоконного световода 5) по сравнению с использованием феррулы 4 с меньшим внутренним диаметром. Поскольку из-за данного зазора нефоточувствительный волоконный световод 5 может в процессе изготовления перемещаться от одной стенки к другой, для обеспечения фокусировки строго по центру сердцевины 6 нефоточувствительного волоконного световода 5 применяется автоподстройка, которая перемещает феррулу 4 на величину смещения нефоточувствительного волоконного световода 5, тем самым компенсируя относительное смещение центра сердцевины 6 нефоточувствительного волоконного световода 5 и точки фокусировки.
С помощью 3-координатного пьезокерамического позиционера 8, на котором закреплена феррула 4, осуществляется настройка положения фокуса перед изготовлением волоконных брэгговских решеток. Также 3-координатный пьезокерамический позиционер 8 используется для автоподстройки положения точки фокусировки внутри сердцевины 6 нефоточувствительного волоконного световода 5 во время изготовления волоконной брэгговской решетки, поскольку внутренний диаметр феррулы 4 заметно отличается от диаметра нефоточувствительного волоконного световода 5, как было сказано выше.
Устройство позиционирования сфокусированного пучка лазерного излучения дополнительно оснащают регистратором изображения 9 и фокусирующей линзой 10, оптически связанными между собой и регистрирующими положение фокуса пучка лазерного излучения 1 внутри сердцевины 6 нефоточувствительного волоконного световода 5. Регистратор изображения 9 выполняют с возможностью использования ПЗС-матрицы или с возможностью использования КМОП-матрицы. Регистратор изображения 9, с помощью фокусирующей линзы 10, настроен так, что получает изображение обоих границ сердцевины 6 нефоточувствительного волоконного световода 5 и прилегающей к сердцевине 6 нефоточувствительного волоконного световода 5 части защитного покрытия 13 нефоточувствительного волоконного световода 5 и передает изображение для последующей обработки на ПК (персональном компьютере) 11, который осуществляет покадровую обработку положения фокуса пучка лазерного излучения 1 внутри сердцевины 6 нефоточувствительного волоконного световода 5, и формирует управляющие сигналы, осуществляющие подстройку феррулы 4, осуществляет коррекцию положения фокуса пучка лазерного излучения внутри сердцевины 6 нефоточувствительного волоконного световода 5. Именно изображение обоих границ сердцевины 6 и их смещений и служит параметром для принятия решения о компенсационном сдвиге 3-координатного пьезокерамического позиционера 8. Полученный кадр с регистратора изображения 9 преобразуется в градации серого (глубиной цвета 8 бит), изображение проходит свертку с гауссовым ядром 3×3 (что позволяет подавить большинство шумов на изображении), последним шагом является пороговое преобразование изображения (используется для окончательного отделения границ сердцевины 6 нефоточувствительного волоконного световода 5 от фона). Далее, строится поперечный к оси нефоточувствительного волоконного световода 5 профиль интенсивности изображения (фиг. 3) перед процессом изготовления волоконной брэгговской решетки. Полученный профиль имеет два пика, соответствующих положению границ сердцевины 6 нефоточувствительного волоконного световода 5. Усреднение координат X точек, расположенных выше Ith в окрестности каждого пика, дает две координаты: Х0Л - координата левой границы реперного положения сердцевины 6 нефоточувствительного волоконного световода 5, и Х0П - координата правой границы реперного положения сердцевины 6 нефоточувствительного волоконного световода 5:
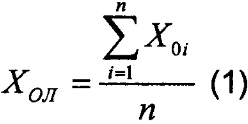
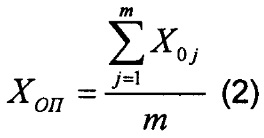
где X0i - координата X отдельной точки из диапазона, соответствующего левой границе реперного положения сердцевины нефоточувствительного волоконного световода, Х0j - координата X отдельной точки из диапазона, соответствующего правой границе сердцевины нефоточувствительного волоконного световода, n, m - количество точек из соответствующих диапазонов. По этим координатам вычисляется координата реперного положения центра сердцевины световода:

Координата Х0Ц запоминается и при изготовлении является опорным значением положения центра сердцевины 6 нефоточувствительного волоконного световода 5, которое не должно изменяться при протяжке нефоточувствительного волоконного световода 5 при изготовлении. Соответственно, если измеренное в процессе изготовления в момент времени Т значение координаты (ХЦ(Т)=(ХП(Т)+ХЛ(Т))/2 отличается от опорного, посылается сигнал на смещение феррулы 4 в поперченном к оси нефоточувствительного волоконного световода 5 направлении на величину:

где X0i - координата X отдельной точки из диапазона, соответствующего левой границе реперного положения сердцевины нефоточувствительного волоконного световода, X0j, - координата X отдельной точки из диапазона, соответствующего правой границе реперного положения сердцевины нефоточувствительного волоконного световода, Хp (Т) - координата X отдельной точки из диапазона, соответствующего левой границе положения сердцевины нефоточувствительного волоконного световода в момент времени T, Xq (Т) - координата X отдельной точки из диапазона, соответствующего правой границе положения сердцевины нефоточувствительного волоконного световода в момент времени Т; n, m, k, l - количество точек из соответствующих диапазонов.
Для демонстрации работоспособности предложенного способа были изготовлены волоконные брэгговские решетки с общей длиной 90 мм в нефоточувствительном волоконном световоде с полиимидным защитным покрытием SM1500(9/125)Р (Fibercore Ltd.) с помощью поточечной схемы изготовления без автоподстройки и с автоподстройкой. На фиг. 4 (сплошная линия) представлен спектр волоконной брэгговской решетки, изготовленной без автоподстройки протяжкой нефоточувствительного волоконного световода через феррулу, вследствие чего величина смещения точки фокусировки лазерного излучения 1 относительно центра сердцевины нефоточувствительного волоконного световода 5 в процессе изготовления составила 2,5 мкм. Видно, что в данном случае спектр волоконной брэгговской решетки состоит из набора пиков, что соответствует неоднородной структуре волоконной брэгговской решетки, и, соответственно, спектральная ширина волоконной брэгговской решетки в данном случае достаточно большая. На фиг. 4 (пунктирная линия) представлен спектр волоконной брэгговской решетки, изготовленной с применением автоподстройки, вследствие чего величина смещения точки фокусировки лазерного излучения относительно центра сердцевины нефоточувствительного волоконного световода в процессе изготовления волоконных брэгговских решеток составила 0,66 мкм, т.е. уменьшилась в 4 раза. Видно, что в данном случае спектральная ширина волоконной брэгговской решетки заметно уменьшилась и побочные пики стали заметно слабее.
Таким образом, заявленный способ позволяет изготавливать волоконные брэгговские решетки показателя преломления без удаления защитного покрытия методом протяжки нефоточувствительного волоконного световода через прозрачную феррулу, что существенно увеличивает прочностные характеристики и скорость изготовления волоконных брэгговских решеток по сравнению с имеющимися близкими аналогами. Также происходит уменьшение погрешности в изготовлении волоконных брэгговских решеток за счет применения автоподстройки положения точки фокусировки внутри сердцевины нефоточувствительного волоконного световода во время изготовления волоконных брэгговских решеток.
Преимуществом заявляемого технического решения является возможность изготовления сверхдлинных волоконных брэгговских решеток, длина которых ограничивается только рабочим диапазоном перемещения высокоточного одномерного позиционера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для создания периодических структур показателя преломления внутри прозрачных материалов | 2018 |
|
RU2695286C1 |
| Способ создания структур показателя преломления внутри образца из прозрачного материала и устройство для его реализации | 2019 |
|
RU2726738C1 |
| СПОСОБ ПОТОЧЕЧНОЙ ЗАПИСИ ВОЛОКОННЫХ БРЭГГОВСКИХ РЕШЕТОК ИЗЛУЧЕНИЕМ ФЕМТОСЕКУНДНОГО ЛАЗЕРА | 2021 |
|
RU2778978C1 |
| Способ селекции поперечных мод многомодового волоконного лазера | 2017 |
|
RU2654987C1 |
| СПОСОБ ПЕРИОДИЧЕСКОЙ МОДУЛЯЦИИ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ В ВОЛОКОННОМ СВЕТОВОДЕ | 1996 |
|
RU2104568C1 |
| Способ формирования массива волоконных решеток Брэгга с различными длинами волн отражения | 2018 |
|
RU2690230C1 |
| Способ записи брэгговской решётки лазерным излучением в двулучепреломляющее оптическое волокно | 2017 |
|
RU2658111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРНЫХ ФОТОИНДУЦИРОВАННЫХ РЕШЕТОК ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ С ПОМОЩЬЮ ОДНОЙ ФАЗОВОЙ МАСКИ | 2024 |
|
RU2835379C1 |
| Компактный одночастотный линейно-поляризованный волоконный источник излучения (варианты) | 2023 |
|
RU2816557C1 |
| РАМАНОВСКИЙ ВОЛОКОННЫЙ ЛАЗЕР | 2000 |
|
RU2158458C1 |
Изобретение относится к области оптического приборостроения и может найти применение для изготовления волоконных брэгговских решеток показателя преломления. Способ состоит в использовании импульсного излучения фемтосекундного лазера, которое с помощью микрообъектива фокусируется через шлифованную боковую грань прозрачной феррулы в сердцевину нефоточувствительного волоконного световода с защитным покрытием. Нефоточувствительный волоконный световод перемещается с помощью высокоточного линейного позиционера с постоянной скоростью V. Пространство между нефоточувствительным волоконным световодом и внутренними стенками феррулы заполняется иммерсионной жидкостью для компенсации кривизны боковой поверхности нефоточувствительного волоконного световода. Показатель преломления иммерсионной жидкости подбирается равным показателю преломления феррулы. С помощью пьезокерамического позиционера, на котором закреплена феррула, осуществляется настройка положения фокуса перед изготовлением. Также пьезокерамический позиционер используется для подстройки положения точки фокусировки внутри сердцевины нефоточувствительного волоконного световода в процессе изготовления. Технический результат - увеличение точности изготовления волоконных брэгговских решеток, в увеличении прочностных характеристик и скорости изготовления волоконных брэгговских решеток. 5 з.п. ф-лы, 4 ил.
1. Способ изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах, включающий использование устройства позиционирования сфокусированного пучка лазерного излучения, нефоточувствительного волоконного световода, феррулы, прозрачной для излучения фемтосекундного лазера, выполненной со сквозным внутренним каналом, испускание излучения фемтосекундного лазера с постоянной частотой следования и энергией импульсов, фокусировку пучка лазерного излучения внутри сердцевины нефоточувствительного волоконного световода с помощью микрообъектива с числовой апертурой NA>0.5, заполнение сквозного внутреннего канала феррулы иммерсионной жидкостью с показателем преломления, равным показателю преломления самой феррулы, позиционирование точки фокуса внутри сердцевины нефоточувствительного волоконного световода в центре феррулы, протягивание нефоточувствительного волоконного световода через феррулу с помощью высокоточного линейного позиционера с постоянной скоростью в процессе изготовления, отличающийся тем, что устройство позиционирования сфокусированного пучка лазерного излучения дополнительно оснащают регистратором изображения и фокусирующей линзой, оптически связанными между собой и регистрирующими положение фокуса пучка лазерного излучения внутри сердцевины нефоточувствительного волоконного световода, сквозной внутренний канал феррулы выполняют с внутренним диаметром в диапазоне 5-10 мкм больше среднего диаметра нефоточувствительного волоконного световода, при этом входное и выходное отверстия сквозного внутреннего канала феррулы выполняют конусообразно и увеличивающимися к краям феррулы, а феррулу выполняют закрепленной на 3-координатном пьезокерамическом позиционере, дополнительно осуществляют покадровую обработку положения фокуса пучка лазерного излучения внутри сердцевины нефоточувствительного волоконного световода, формируют управляющие сигналы, осуществляющие подстройку феррулы, осуществляют коррекцию положения фокуса пучка лазерного излучения внутри сердцевины нефоточувствительного волоконного световода по формуле компенсационного сдвига:
где X0i - координата X отдельной точки из диапазона, соответствующего левой границе реперного положения сердцевины нефоточувствительного волоконного световода, X0j - координата X отдельной точки из диапазона, соответствующего правой границе реперного положения сердцевины нефоточувствительного волоконного световода, Xp(Т) - координата X отдельной точки из диапазона, соответствующего левой границе положения сердцевины нефоточувствительного волоконного световода в момент времени Т, Xq(Т) - координата X отдельной точки из диапазона, соответствующего правой границе положения сердцевины нефоточувствительного волоконного световода в момент времени Т; n, m, k, l - количество точек из соответствующих диапазонов.
2. Способ изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах по п. 1, отличающийся тем, что регистратор изображения выполняют с возможностью использования ПЗС-матрицы.
3. Способ изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах по п. 1, отличающийся тем, что регистратор изображения выполняют с возможностью использования КМОП-матрицы.
4. Способ изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах по п. 1, отличающийся тем, что феррулу выполняют из плавленого оптического кварца.
5. Способ изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах по п. 1, отличающийся тем, что феррулу выполняют из боросиликатного стекла.
6. Способ изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах по п. 1, отличающийся тем, что нефоточувствительный волоконный световод выполняют в виде многомодового волоконного световода.
| US 7574075 B2, 11.08.2009 | |||
| Ручная граната | 1927 |
|
SU15661A1 |
| US 5384884 A1, 24.01.1995 | |||
| US 6597711, 22.07.2003. | |||

