ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Устройства для ухода за полостью рта, особенно зубные щетки, ежедневно используются многими людьми. Типичные устройства для ухода за полостью рта содержат удлиненную ручку и головку, соединенную с одним концом ручки. Ручка обеспечивает конструкцию, посредством которой пользователь захватывает устройство для ухода за полостью рта и манипулирует им при использовании. Головка обычно содержит один или более элементов, предназначенных для выполнения возложенной на них функции, например чистящих зубы элементов, элементов для очистки мягких тканей и/или веществ для ухода за полостью рта.
Зубные щетки представляют собой устройства для ухода за полостью рта, имеющие один или более чистящих зубы элементов, которые используются для очистки зубов посредством удаления бляшки и органических остатков с поверхностей зубов. Очистители мягких тканей, например скребки для языка, представляют собой устройства для ухода за полостью рта, имеющие один или более элементов для очистки мягких тканей, например, ребер или поверхностей, имеющих многочисленные отходящие от них выступы, которые используются для очистки мягких тканей во рту пользователя посредством проникновения в щели и складки в мягких тканях, например сосочков языка на языке пользователя, где скапливаются бактерии и органические микроостатки.
Традиционные устройства для ухода за полостью рта ограничены в своей способности соответствовать поверхностям полости рта во время сеанса ухода за полостью рта. Например, во время сеанса ухода за полостью рта чистящие зубы элементы обычных зубных щеток обладают способностью контактировать только с некоторой частью всей площади поверхности зубов пользователя. Они могут быть не в состоянии вообще проникнуть в межзубные промежутки. В результате некоторые участки всей площади поверхности зубов пользователя не очищаются, что означает, что эффективность процесса очистки снижена. Это же справедливо для традиционных устройств для ухода за полостью рта, отличных от зубных щеток. Например, обычные скребки для языка выполнены с возможностью контакта и очистки только участка щелей и складок в мягких тканях полости рта пользователя. Кроме того, некоторые пользователи находят, что традиционные устройства для ухода за полостью рта неудобны в использовании.
В течение многих лет предпринимались попытки усовершенствовать конструкцию устройств для ухода за полостью рта для того, чтобы они могли обеспечивать улучшенную очистку полости рта пользователя во время сеанса ухода за полостью рта и были бы более удобными в использовании. Такие попытки включали в себя разработку головок зубной щетки, имеющих гибкие чистящие элементы, которые лучше приспособлены для проникновения в межзубные промежутки и соответствия неровностям поверхности зубов, и разработку скребков для языка, имеющих ребра или другие выступы, изготовленные из мягкого эластомерного материала.
Несмотря на эти попытки все еще существует необходимость в устройстве для ухода за полостью рта, имеющем конструкцию, обеспечивающую улучшенную очистку полости рта пользователя при использовании. Например, существует необходимость в устройстве для ухода за полостью рта, которое обеспечивает лучшее соответствие чистящего элемента(ов) на головке устройства поверхностям полости рта и имеющимся в ней сложным углублениям и неровностям, для обеспечения лучшей очистки поверхностей полости рта. Также существует необходимость в устройстве для ухода за полостью рта, которое более удобно для пользователя при использовании.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
По первому аспекту настоящего изобретения обеспечивается устройство для ухода за полостью рта, содержащее: корпус, имеющий головной участок, имеющий переднюю сторону и заднюю сторону, по меньшей мере один чистящий элемент, расположенный на передней стороне головного участка корпуса, и ободок, отходящий от задней стороны головного участка корпуса, при этом ободок включает в себя один или более разупрочненных участков и проходит вдоль периметрической области головного участка корпуса; и упругий материал, расположенный на задней стороне головного участка корпуса, при этом ободок расположен вокруг по меньшей мере участка упругого материала.
В варианте осуществления ободок и задняя сторона головного участка корпуса совместно образуют углубление. В варианте осуществления по меньшей мере участок упругого материала, например весь упругий материал, расположен в углублении.
В варианте осуществления по меньшей мере участок ободка заключен в упругий материал.
В варианте осуществления головной участок имеет продольную ось, а разупрочненные участки ободка расположены на боковой стороне головного участка.
В варианте осуществления головной участок корпуса имеет одну или более выполненных в нем канавок. В варианте осуществления указанная канавка или каждая канавка совмещена с разупрочненными участками ободка, расположенными на противоположных сторонах головного участка.
В варианте осуществления указанный чистящий элемент или каждый чистящий элемент проходит через головной участок корпуса, имеет дистальный конец на передней стороне головного участка корпуса и имеет проксимальный конец на задней стороне головного участка корпуса. В варианте осуществления множество чистящих элементов расположено на передней стороне головного участка корпуса, и каждый из множества чистящих элементов имеет дистальный конец на передней стороне головного участка корпуса и проксимальный конец на задней стороне головного участка корпуса. В варианте осуществления соответствующие проксимальные концы множества чистящих элементов сплавлены вместе на задней стороне головного участка корпуса. Соответствующие проксимальные концы множества чистящих элементов могут быть прикреплены к задней стороне головного участка корпуса.
В варианте осуществления упругий материал контактирует с проксимальным концом указанного чистящего элемента или каждого чистящего элемента. Упругий материал может прикрепляться к проксимальному концу указанного чистящего элемента или каждого чистящего элемента.
В варианте осуществления упругий материал прикреплен к головному участку корпуса.
В варианте осуществления упругий материал образует часть наружной поверхности устройства.
В варианте осуществления толщина головного участка корпуса, измеренная в направлении, проходящем между передней и задней сторонами головного участка корпуса, меньше или равна толщине упругого материала, измеренной в том же направлении.
По второму аспекту настоящего изобретения обеспечивается способ изготовления устройства для ухода за полостью рта, способ содержит этапы, на которых: (a) обеспечивают корпус, имеющий головной участок, имеющий переднюю сторону и заднюю сторону; (b) обеспечивают ободок, отходящий от задней стороны головного участка корпуса, при этом ободок включает в себя один или более разупрочненных участков и проходит вдоль периметрической области головного участка корпуса; (c) располагают по меньшей мере один чистящий элемент на передней стороне головного участка корпуса; и (d) располагают упругий материал на задней стороне головного участка корпуса так, чтобы ободок располагался вокруг по меньшей мере участка упругого материала.
Предпочтительно, этап (c) выполняется перед этапом (d).
В варианте осуществления ободок и задняя сторона головного участка корпуса совместно образуют углубление. Этап (d) может содержать подэтап, на котором располагают по меньшей мере участок упругого материала в углублении.
В варианте осуществления способ содержит этап, на котором заключают по меньшей мере участок ободка в упругий материал.
В варианте осуществления головной участок корпуса имеет одну или более выполненных в нем канавок. Этап (b) может содержать подэтап, на котором обеспечивают ободок так, что указанная канавка или каждая канавка совмещена с разупрочненными участками ободка, расположенными на противоположных сторонах головного участка.
В варианте осуществления этап (c) содержит подэтап, на котором располагают указанный чистящий элемент или каждый чистящий элемент так, чтобы он проходил через головной участок корпуса, при этом дистальный конец указанного чистящего элемента или каждого чистящего элемента расположен на передней стороне головного участка корпуса, а проксимальный конец указанного чистящего элемента или каждого чистящего элемента расположен на задней стороне головного участка корпуса. В варианте осуществления этап (c) содержит подэтап, на котором располагают множество чистящих элементов так, чтобы они проходили через головной участок корпуса, при этом соответствующие дистальные концы множества чистящих элементов расположены на передней стороне головного участка корпуса, а соответствующие проксимальные концы множества чистящих элементов расположены на задней стороне головного участка корпуса.
В варианте осуществления способ содержит этап, на котором сплавляют вместе соответствующие проксимальные концы множества чистящих элементов на задней стороне головного участка корпуса.
В варианте осуществления способ содержит этап, на котором прикрепляют соответствующие проксимальные концы множества чистящих элементов к задней стороне головного участка корпуса.
В варианте осуществления этап (d) содержит подэтап, на котором обеспечивают контакт проксимального конца указанного чистящего элемента или каждого чистящего элемента с упругим материалом. В варианте осуществления этап (d) содержит подэтап, на котором прикрепляют упругий материал к проксимальному концу указанного чистящего элемента или каждого чистящего элемента.
В варианте осуществления способ содержит этап, на котором прикрепляют упругий материал к головному участку корпуса.
В варианте осуществления способ содержит этап, на котором образуют часть наружной поверхности устройства из упругого материала.
В варианте осуществления в устройстве для ухода за полостью рта по первому аспекту или способу по второму аспекту ободок является непрерывным.
В варианте осуществления в устройстве для ухода за полостью рта по первому аспекту или способе по второму аспекту указанный разупрочненный участок или каждый разупрочненный участок имеет площадь поперечного сечения меньшую, чем площадь поперечного сечения каждого из двух соседних участков ободка, между которыми расположен разупрочненный участок.
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту указанный разупрочненный участок или каждый разупрочненный участок имеет форму поперечного сечения, отличную от формы поперечного сечения каждого из двух соседних участков ободка, между которыми расположен разупрочненный участок.
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту ободок имеет переменную высоту в направлении, в котором ободок отходит от задней стороны головного участка корпуса. Указанный разупрочненный участок или каждый разупрочненный участок может содержать участок ободка, у которого высота меньше высоты двух соседних участков ободка, между которыми расположен разупрочненный участок. Указанный разупрочненный участок или каждый разупрочненный участок может содержать U-образную, V- образную или имеющую параллельные стороны выемку, образованную в ободке, при этом выемка занимает только часть высоты ободка.
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту ободок является прерывающимся. Ободок может содержать множество стенок, а указанный разупрочненный участок или каждый разупрочненный участок может содержать промежуток между двумя соседними стенками ободка, между которыми расположен разупрочненный участок. Стенки могут быть выровнены друг с другом или не выровнены друг с другом. Предпочтительно стенки составляют по меньшей мере 80% ободка. Более предпочтительно стенки составляют по меньшей мере 90% ободка. Еще более предпочтительно стенки составляют по меньшей мере 95% ободка.
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту ободок проходит по периметру головного участка корпуса.
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту ободок расположен со смещением от периметра головного участка корпуса.
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту корпус представляет собой единый корпус.
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту ободок представляет собой единое целое с головным участком корпуса.
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту головной участок корпуса является гибким.
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту головной участок корпуса выполнен из одного или более материалов, выбранных из группы, состоящей из: полиэтилена, полипропилена, полиамида, полиэфира, целлюлозы, стиролакрилонитрила (SAN), акрила, акрилонитрилбутадиенстирола (ABS) и термопластика.
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту упругий материал содержит один или более материалов, выбранных из группы, состоящей из: термопластического эластомера (TPE) и стиролэтилен/бутиленстирола (SEBS).
В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту указанный по меньшей мере один чистящий элемент содержит по меньшей мере один чистящий зубы элемент. В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту указанный по меньшей мере один чистящий элемент содержит по меньшей мере один пучок щетинок. В варианте осуществления устройства для ухода за полостью рта по первому аспекту или способа по второму аспекту указанный по меньшей мере один чистящий элемент содержит по меньшей мере один эластомерный элемент.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Более полное понимание настоящего изобретения и его преимуществ может быть достигнуто посредством ссылки на нижеприведенное описание совместно с сопроводительными чертежами, на которых подобные номера ссылочных позиций указывают подобные элементы и на которых:
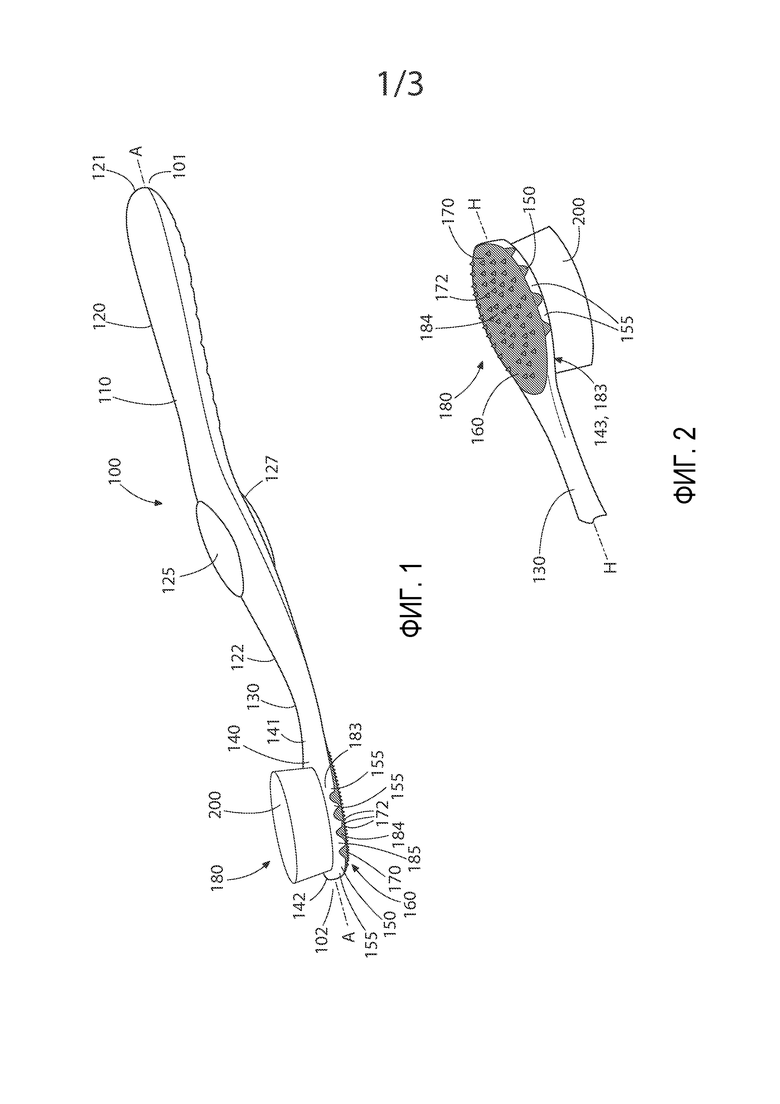
Фиг.1 - вид в перспективе устройства для ухода за полостью рта согласно первому варианту осуществления настоящего изобретения.
Фиг.2 - увеличенный вид в перспективе головки устройства для ухода за полостью рта, представленного на Фиг.1.
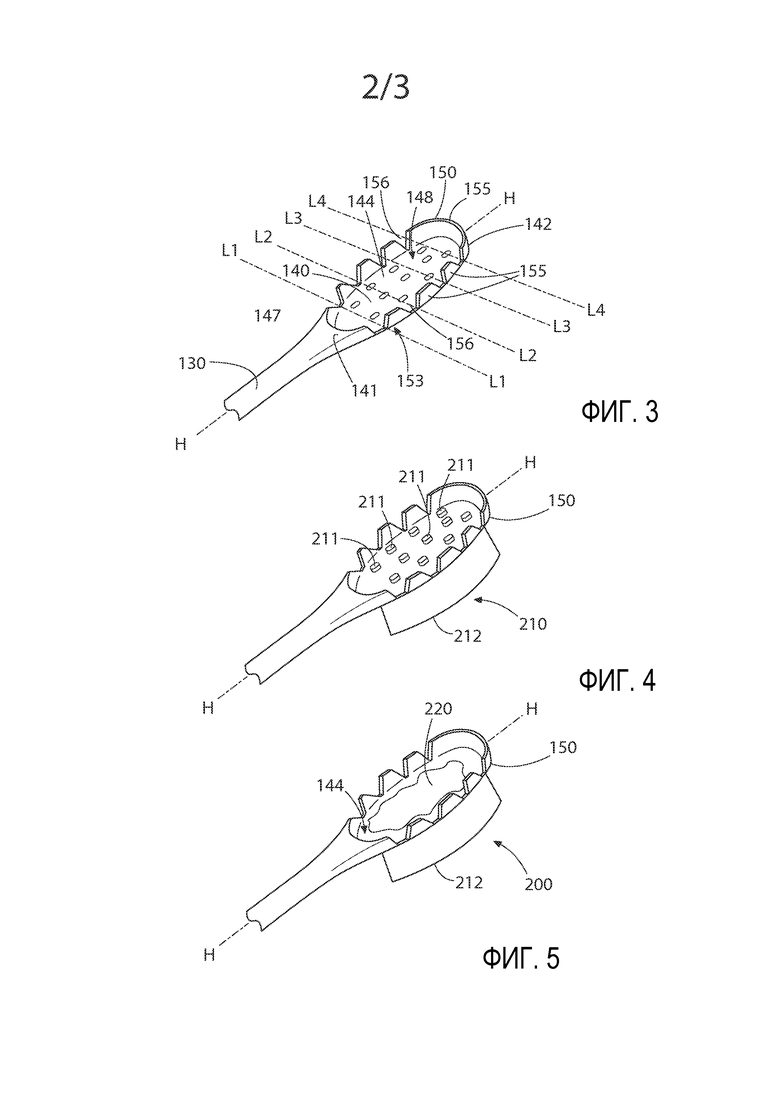
Фиг.3 - увеличенный вид в перспективе задней стороны головного участка головки, изображенной на Фиг.2, перед вставкой чистящих элементов при изготовлении устройства.
Фиг.4 - увеличенный вид в перспективе задней стороны головного участка головки, изображенной на Фиг.3, после вставки множества чистящих элементов при изготовлении устройства.
Фиг.5 - увеличенный вид в перспективе задней стороны головного участка головки, изображенной на Фиг.4, после сплавления вместе проксимальных концов множества чистящих элементов при изготовлении устройства.
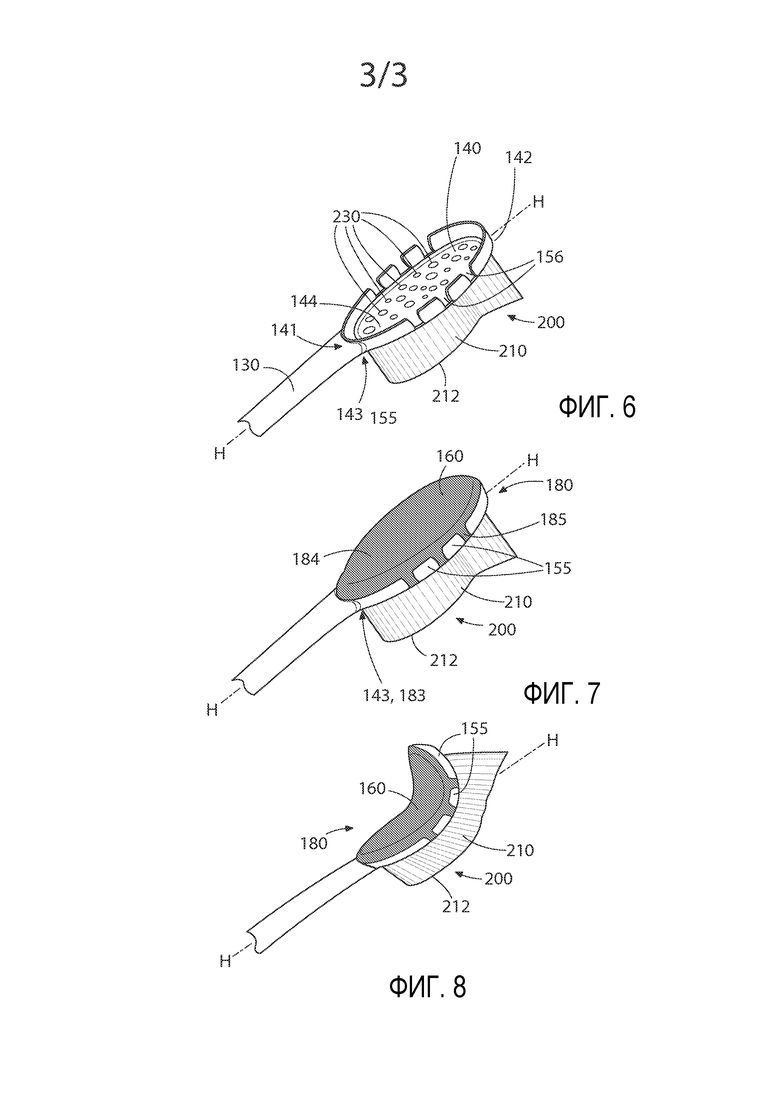
Фиг.6 - увеличенный вид в перспективе задней стороны головного участка головки устройства для ухода за полостью рта согласно второму варианту осуществления настоящего изобретения после сплавления вместе проксимальных концов множества чистящих элементов при изготовлении устройства.
Фиг.7 - увеличенный вид в перспективе головки, изображенной на Фиг.6, в собранном и неизогнутом состоянии.
Фиг.8 - увеличенный вид в перспективе головки, изображенной на Фиг.7, представляющей головку в изогнутом состоянии.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Нижеследующее описание предпочтительного варианта(ов) осуществления является по сути просто примером и никоим образом не ограничивает изобретение, его применение или использование.
Описание иллюстративных вариантов осуществления согласно принципам настоящего изобретения предназначено для прочтения совместно с сопроводительными чертежами, которые рассматриваются как часть всего описания. В описании примерных вариантов осуществления изобретения, раскрытых в настоящем документе, любая ссылка на направление или ориентацию просто предназначена для удобства описания и не предназначена каким-либо образом ограничивать объем настоящего изобретения. Относительные термины, например "нижний", "верхний", "горизонтальный", "вертикальный", "над", "под", "вверх", "вниз", "верх", "низ", а также их производные (например, "горизонтально", "вниз", "вверх" и т.д.) следует истолковывать в отношении ориентации так, как описано в дальнейшем или как показано на рассматриваемом чертеже. Эти относительные термины предназначены исключительно для удобства и не требуют, чтобы устройство было сконструировано или функционировало в определенной ориентации, если иное не указано явным образом. Такие термины, как "прикрепленный", "присоединенный", "соединенный", "связанный", "взаимосвязанный" и подобные относятся к взаимоотношению, в котором структурные элементы зафиксированы друг с другом или прикреплены друг к другу либо непосредственно, либо опосредованно через промежуточные структурные элементы, а также к подвижным или жестким соединениям или взаимоотношениям, если иное не описано явным образом. Кроме того, признаки и преимущества изобретения описаны со ссылкой на предпочтительные варианты осуществления. Соответственно, изобретение явным образом не должно ограничиваться такими предпочтительными вариантами осуществления, иллюстрирующими некоторые возможные неограничивающие сочетания признаков, которые могут быть реализованы отдельно или вместе с другими сочетаниями признаков.
В нижеследующем описании изобретение воплощено в ручном устройстве для ухода за полостью рта, в частности в ручной зубной щетке. Однако в других вариантах осуществления изобретение воплощено в электрической зубной щетке, в которой один или более чистящих элементов, обеспеченных на головке устройства, выполнены с возможностью приведения в действие так, чтобы они перемещались относительно ручки устройства. В дополнительных вариантах осуществления изобретение может быть воплощено в других видах устройств для ухода за полостью рта, например устройстве для очистки мягких тканей или другом устройстве, разработанном для ухода за полостью рта. Должно быть понятно, что могут использоваться другие варианты осуществления и могут быть изготовлены конструкционные и функциональные модификации без отступления от объема настоящего изобретения.
На Фиг.1 и 2 проиллюстрировано устройство для ухода за полостью рта, в приведенном случае зубная щетка, согласно первому варианту осуществления настоящего изобретения, в целом обозначенная ссылочной позицией 100. Зубная щетка 100 имеет корпус 110, содержащий ручку 120, головной участок 140 и переходный участок 130, соединяющий ручку 120 с головным участком 140. Головной участок 140 представляет собой концевой участок корпуса 110 и снабжен набором 200 чистящих элементов. Для ясности на Фиг.1 и 2 чистящие элементы проиллюстрированы в виде простого блока. Однако следует принимать во внимание, что на самом деле набор 200 чистящих элементов содержит множество распознаваемых по отдельности чистящих элементов.
В этом варианте осуществления чистящие элементы содержат множество чистящих зубы элементов, предпочтительно множество гибких нейлоновых щетинок, расположенных в пучках. Однако в разновидностях этого варианта осуществления чистящие зубы элементы могут дополнительно или альтернативно содержать по меньшей мере одно из любого одного или более из нижеследующего, без ограничения: щетинок, жестких щетинок, гибких щетинок, волокнистых щетинок, волоконных щетинок, нейлоновых щетинок, спиральных щетинок, каучуковых щетинок, эластомерных выступов, эластомерных элементов, гибких полимерных выступов, соэкструдированных волокон, щетинок с уплощенным кончиком, витых щетинок, антибактериальных щетинок и их сочетаний и/или конструкций, содержащих такие материалы или сочетания.
Головной участок 140 имеет первый, проксимальный, конец 141, и второй, дистальный, конец 142. Ручка 120 имеет первый, проксимальный, конец 121, и второй, дистальный, конец 122. Переходный участок 130 соединяет дистальный конец 122 ручки 120 с проксимальным концом 141 головного участка 140. Переходный участок 130 имеет в целом более узкую площадь поперечного сечения, чем по меньшей мере дистальный конец 122 ручки 120, и в некоторых вариантах осуществления переходный участок 130 имеет в целом более узкую площадь поперечного сечения, чем все участки ручки 120.
Ручка 120 корпуса 110 обеспечивает пользователю механизм, посредством которого он может захватывать зубную щетку 100 и манипулировать ею, который включает в себя эргономические элементы, обеспечивающие высокую степень управления для пользователя при сохранении комфорта, и может быть образована во многих различных формах и множестве конструкций.
В целом зубная щетка 100 проходит от проксимального конца 101 (который является также проксимальным концом 121 ручки 120) к дистальному концу 102 (который является также дистальным концом 142 головного участка 140) вдоль продольной оси A-A. Хотя в проиллюстрированном варианте осуществления ручка 120 представляет собой нелинейную конструкцию, продольная ось A-A устройства 100 в проиллюстрированном варианте осуществления является прямолинейной. Однако изобретение этим не ограничивается и в некоторых вариантах осуществления устройство 100 может иметь простую прямолинейную ручку 120, которая выровнена продольно вдоль линейной продольной оси A-A устройства 100.
Головной участок 140 соединен с ручкой 120 посредством переходного участка 130. В этом варианте осуществления головной участок 140, переходный участок 130 и ручка 120 выполнены как единая конструкция с использованием процесса литьевого формования. Головной участок 140, ручка 120 и переходный участок 130 вместе представляют собой единую, целостную конструкцию. То есть корпус 110 представляет собой целостный корпус. Однако в других вариантах осуществления головной участок 140 и переходный участок 130 совместно могут быть выполнены как компонент, отдельный от ручки 120, причем отдельные компоненты функционально соединяются на более позднем этапе процесса изготовления посредством подходящего способа, известного из уровня техники, включающего в себя, без ограничения, термосварку, ультразвуковую сварку, посадку с натягом, соединительную втулку, адгезию, фиксаторы и защелкивающееся соединение. То, выполнены ли головка и переходный участок 140, 130 и ручка 120 в виде единой или многокомпонентной конструкции (включающей способы соединения), не ограничивает настоящего изобретения во всех вариантах осуществления. Кроме того, для создания ручки 120 и/или головного участка 140 (или его компонентов) и/или переходного участка 130 могут быть использованы другие способы изготовления вместо и/или в дополнение к литьевому формованию, например фрезерование и/или механическая обработка.
В этом варианте осуществления корпус 110, содержащий каждое из головного участка 140, переходного участка 130 и ручки 120, сконструирован из полипропилена (PP). Однако в разновидностях этого варианта осуществления головной участок 140 может вместо или дополнительно быть сконструирован из одного или более из нижеприведенных материалов: полиэтилена, полиамида, полиэфира, целлюлозы, стиролакрилонитрила (SAN), акрила, акрилонитрилбутадиенстирола (ABS) и термопластика. В разновидностях этого варианта осуществления ручка 120 и/или переходный участок 130 может вместо или дополнительно быть сконструирован из одного или более из этих материалов. Захват 125 для большого пальца обеспечивается на передней стороне ручки 120, а задний захват 127 обеспечивается на задней стороне ручки 120, противоположной передней стороне ручки 120. Захват 125 для большого пальца и задний захват 127 не являются единым целым с корпусом 110 и могут быть выполнены из одного из материалов, рассмотренных ниже для упругого материала 160.
Головной участок 140 в целом содержит переднюю поверхность на передней стороне 143 головного участка 140, и заднюю поверхность на задней стороне 144 головного участка 140, противоположной передней стороне 143. Передняя поверхность и задняя поверхность головного участка 140 может принимать широкое разнообразие форм и контуров, никакие из которых не ограничивают настоящего изобретения. Например, передняя и задняя поверхности могут быть плоскими, рельефными или сочетанием этих вариантов. Чистящие элементы обеспечиваются на передней стороне 143 головного участка 140 и отходят от передней стороны 143 головного участка 140 для очищающего контакта с поверхностью полости рта, предпочтительно зубами. Ободок 150 отходит от задней стороны 144 головного участка 140, а упругий материал 160 расположен на задней стороне 144 головного участка 140, как более подробно описано ниже. Вместе головной участок 140, ободок 150, упругий материал 160 и набор 200 чистящих элементов образуют головку 180 устройства 100. Чистящие элементы обеспечиваются на передней стороне 183 головки 180 и отходят наружу от передней стороны 183 головки 180, образованной передней стороной 143 головного участка 140.
Хотя набор 200 из множества чистящих элементов особенно подходит для очистки зубов, чистящие элементы могут использоваться для очистки мягких тканей полости рта, например, языка, десен или щек, вместо или в дополнение к зубам. При использовании в настоящем документе термин "чистящий элемент" используется в общем смысле в отношении любой конструкции, которая может использоваться для очистки, массажа или полировки поверхности полости рта, например зубов или мягких тканей, посредством относительного контакта поверхностей.
Фактически, в разновидностях варианта осуществления, представленного на Фиг.1 и 2, вместо набора 200 чистящих зубы элементов обеспечивается по меньшей мере один элемент для чистки мягких тканей, например скребок для языка, содержащий по меньшей мере одно ребро. Предпочтительно, указанное ребро или каждое ребро имеет продольную длину, проходящую в боковом направлении через переднюю сторону 183 головки 180. Указанный по меньшей мере один элемент для очистки мягких тканей может иметь один или более проксимальных концов, соединенных с остальной головкой по существу таким же способом, как и проксимальные концы множества чистящих зубы элементов, рассмотренных ниже для первого варианта осуществления.
На задней стороне 184 головки 180 расположен очиститель 170 мягких тканей, выполненный из упругого материала 160. Очиститель 170 мягких тканей содержит множество гибких выступов 172. Предпочтительно, выступы 172 и оставшаяся часть очистителя 170 мягких тканей представляют собой единый компонент. Предпочтительно, очиститель 170 мягких тканей и выступы 172 изготовлены из эластомера, например термопластического эластомера (TPE) или стиролэтилен/бутиленстирола (SEBS). Передняя сторона 183 и задняя сторона 184 головки 180 соединяются посредством периферической или боковой стороны 185 головки 180.
Изготовление устройства 100 для ухода за полостью рта, представленного на Фиг.1 и 2, и, в частности, головки 180 устройства 100 для ухода за полостью рта, описано с дополнительной ссылкой на Фиг.3-5.
Сначала обеспечивают единый корпус 110, имеющий головной участок 140, имеющий переднюю сторону 143 и заднюю сторону 144. Ободок 150 отходит от задней стороны 144 головного участка 140 корпуса 110. Ободок 150 является единым с головным участком 140 корпуса 110. Головной участок 140 и ободок 150 выполнены вместе посредством формования (например, литьевого формования) полипропилена (PP) в литейной форме подходящей формы. Как рассмотрено выше, в этом варианте осуществления головной участок 140 является единым с переходным участком 130 и ручкой 120 устройства 100. Соответственно, ободок 150 является единым с головным участком 140, переходным участком 130 и ручкой 120 корпуса 110 устройства 100. То есть, все - ободок 150, головка 140, переходный участок 130 и ручка 120 - сформованы из PP в литейной форме. Проксимальный конец 141 головного участка 140 соединяет головной участок 140 с переходным участком 130, а дистальный конец 142 головного участка 140 расположен дистально от переходного участка 130.
Следует отметить, что хотя в этом варианте осуществления используется PP, в разновидностях этого варианта осуществления корпус 110 может вместо или дополнительно быть выполнен (например, сформован) из одного или более следующих материалов: полиэтилена, полиамида, полиэфира, целлюлозы, стиролакрилонитрила (SAN), акрила, акрилонитрилбутадиенстирола (ABS) и термопластика. Предпочтительно головной участок 140 корпуса 110 образован из гибкого материала или, по меньшей мере, материала, который является гибким при образовании достаточно тонкого компонента, например головного участка 140 корпуса 110.
Как можно заметить на Фиг.3, головной участок 140 корпуса 110 является плоским и снабжен множеством отверстий 147, проходящих между его передней и задней сторонами 143, 144. В этом варианте осуществления головной участок 140 корпуса 110 (и, в конечном итоге, готовая головка 180) имеет продольную ось H-H, проходящую между его проксимальным и дистальным концами 141, 142, при этом ось H-H может быть параллельна или совпадать с продольной осью A-A устройства 100. В этом варианте осуществления ось H-H лежит в той же плоскости, что и ось A-A.
Ободок 150 проходит вдоль периметрической области головного участка 140 корпуса 110 и включает в себя множество разупрочненных участков 156. Разупрочненные участки 156 представляют собой участки ободка 150, являющиеся более слабыми, чем более прочные участки ободка 150 вблизи разупрочненных участков 156, между которыми расположены разупрочненные участки 156. Таким образом, разупрочненные участки 156 обеспечивают изгибание ободка 150 и головного участка 140. Хотя в этом варианте осуществления ободок 150 проходит вдоль периметра головного участка 140, в разновидности этого варианта осуществления ободок 150 проходит вдоль периметрической области головного участка 140, но расположен со смещением от периметра головного участка 140.
В этом варианте осуществления ободок 150 содержит множество стенок 155, и каждый из разупрочненных участков представляет собой промежуток V-образной формы или пространство 156 между двумя соседними стенками 155 ободка 150, между которыми расположен разупрочненный участок 156. Соответственно, ободок 150 является прерывающимся. Стенки 155 расположены на одной эллиптической кривой. В разновидности этого варианта осуществления стенки 155 могут лежать не на одной кривой, или могут быть расположены ступенчато, так что одна или более из стенок 155 не лежит на одной и той же, например эллиптической, кривой, что и одна или более из других стенок 155.
Каждый промежуток 156 имеет верхушечный проксимальный головной участок 140 и открыт конец, расположенный дистально от головного участка 140. В этом варианте осуществления промежутки 156 ободка 150 расположены на боковых сторонах головного участка 140 относительно оси H-H. Промежутки 156 ободка 150 не обеспечиваются на проксимальных или дистальных концах 141, 142 головного участка 140 корпуса 110, хотя в разновидностях этого варианта осуществления ободок 150 может содержать промежутки 156 на проксимальном конце 141 и/или на дистальном конце 142 головного участка 140 корпуса 110. Каждый из промежутков 156 на одной боковой стороне головного участка 140 выровнен с промежутком 156 на другой боковой стороне головного участка 140, так чтобы верхушки двух находящихся друг напротив друга промежутков 156 лежали на боковой оси L1-L1, L2-L2, L3-L3, L4-L4 головного участка 140 корпуса 110. Благодаря отчасти небольшой толщине головного участка 140, и отчасти обеспечению выравнивания промежутков 156 на одной боковой стороне головного участка 140 с промежутками 156 на другой боковой стороне головного участка 140, головной участок 140 выполнен с возможностью изгибаться вокруг любой из боковых осей L1 -L1, L2-L2, L3-L3, L4-L4 головного участка 140. Вместе ободок 150 и задняя сторона 144 головного участка 140 образуют углубление 148, хотя и с прерывающимися сторонами.
Затем, и со ссылкой на Фиг.4, располагают множество чистящих зубы элементов 210 на передней стороне 143 головного участка 140 корпуса 110. В готовом устройстве 100 чистящие зубы элементы 210 вместе содержат набор 200 чистящих элементов. Каждый чистящий зубы элемент 210 представляет собой щетинку, при этом проксимальный конец 211 и дистальный конец 212 и, в частности, каждый чистящий зубы элемент 210 расположен так, чтобы проходить через одно из отверстий 147 в головном участке 140 корпуса 110, так чтобы его дистальный конец 212 был расположен на передней стороне 143 головного участка 140, а его проксимальный конец 211 был расположен на задней стороне 144 головного участка 140. Множество чистящих зубы элементов 210 проходят через каждое из отверстий 147 и вместе образуют пучок щетинок.
Предпочтительно щетинки выполнены из нейлона. Однако они могут дополнительно или вместо этого быть выполнены из одного или более из: акрила, PP, полиэфира, полиэтилентерефталата (PET) и полибутилентерефталата (PBT).
В разновидностях этого варианта осуществления один или несколько чистящих зубы элементов 210 содержат эластомерный чистящий зубы элемент. В таких разновидностях эластомерный чистящий зубы элемент(ы) может быть выполнен на передней стороне 143 головного участка 140, или может проходить через отверстия 147 в головном участке 140 способом, аналогичным вышеописанным щетинкам.
Чистящие зубы элементы 210 могут проходить через отверстия 147 любым способом. Предпочтительно, головной участок 140 корпуса 110 (наряду с переходным участком 130 и ручкой 120) удерживается в тисках, и пучки (то есть, группы) чистящих элементов 210 проталкиваются в отверстия в держателе (не показан) посредством толкателя. Чистящие элементы 210 затем перемещаются от держателя к отверстиям 147 в головном участке 140 корпуса 110 посредством проталкивания чистящих элементов 210 посредством того же или другого толкателя. Чистящие элементы 210 предпочтительно вставляются через отверстия 147 с задней стороны 144 головного участка 140, так что дистальные концы 212 чистящих элементов 210 проходят через отверстия 147 и затем приходят в контакт с формирователем (не показан), имеющим профиль, соответствующий требуемому конечному профилю чистящей поверхности чистящих элементов 210 в готовом устройстве 100. Например, если требуется, чтобы дистальные концы 212 всех чистящих элементов 210 лежали по существу в одной и той же плоскости, тогда профиль формирователя должен быть плоским или по существу плоским. Другие возможные профили станут очевидны специалистам в данной области техники.
Предпочтительно, чистящие элементы 210 в каждом из пучков заранее срезаны до требуемой окончательной длины и/или выполняется какое-либо формование дистальных концов 212 чистящих элементов 210, например, им придается сужающаяся форма, перед вставкой чистящих элементов 210 в отверстия 157.
Как только дистальные концы 212 чистящих элементов 210 приходят в контакт с формирователем, чистящие элементы 210 удерживаются на месте относительно головного участка 140 за проксимальные концы 211 чистящих элементов 210, выступающих с задней стороны 144 головного участка 140. Затем соответствующие проксимальные концы 211 сплавляются вместе (например, посредством расплавления проксимальных концов 211) на задней стороне 144 головного участка 140. В частности, проксимальные концы 211 чистящих элементов 210, проходящие через одно и то же отверстие 147, сплавляются вместе, а также проксимальные концы 211 всех чистящих элементов 210 сплавляются вместе на задней стороне 144 головного участка 140 с образованием массы 220 материала, или сплавленной подложки, как представлено на Фиг.5. Растекание материала сплавленной подложки 220 ограничивается стенками 155 во избежание или для минимизации контакта материала с тисками, в которых удерживается головной участок 140. Это образование сплавленной подложки 220 работает на ограничение или недопущение возможности чистящих элементов 210 быть выдернутыми из отверстий 147.
В этом варианте осуществления стенки 155 составляют приблизительно 90% ободка 150, при этом промежутки 156 образуют оставшуюся часть ободка 150. В других вариантах осуществления стенки могут составлять больше, например 95%, или меньше, например, 80 или 85% ободка 150. Чем большая доля ободка 150 образована стенками 155, тем лучше растекание материала сплавленной подложки 220 ограничивается ободком 150.
Предпочтительно проксимальные концы 211 чистящих элементов 210, то есть сплавленной подложки 220, прикреплены к задней стороне 144 головного участка 140 так, что чистящие элементы 210 прикреплены к корпусу 110. Это прикрепление дополнительно действует на ограничение или недопущение возможности выдергивания чистящих элементов 210 из отверстий 147. В зависимости от материалов, из которых выполнены головной участок 140 и чистящие элементы 210, это прикрепление может происходить автоматически, когда проксимальные концы 211 чистящих элементов 210 сплавляются друг с другом. Однако в некоторых случаях проксимальные концы 211 чистящих элементов 210 могут прикрепляться к задней стороне 144 головного участка 140 посредством других средств, например, посредством адгезии с использованием адгезива.
Затем располагают упругий материал 160 на задней стороне 144 головного участка 140 корпуса 110. В частности, упругий материал 160 расположен на задней стороне 144 головного участка 140 так, что ободок 150 остается расположенным вокруг участка упругого материала 160. В этом варианте осуществления упругий материал 160 содержит термопластический эластомер (TPE). В разновидности этого варианта осуществления упругий материал 160 может вместо этого или дополнительно содержать стиролэтилен/бутиленстирол (SEBS).
Предпочтительно упругий материал 160 вводится в расплавленном состоянии в углубление 148, наиболее предпочтительно для заполнения углубления 148, и затем обеспечивается возможность его охлаждения для образования гибкого покрытия. В этом варианте осуществления упругий материал 160 также заполняет промежутки 156 между стенками 155, но оставляет непокрытой наружные стороны стенок 155 с образованием боковой стороны 185 головки 180. Однако в разновидности этого варианта осуществления упругий материал 160 не заполняет промежутки 156 между стенками 155, и ободок 150 располагается вокруг всего упругого материала 160. В дополнительных разновидностях описанных вариантов осуществления упругий материал 160 заключен в по меньшей мере участок ободка 150, например, по меньшей мере, участок стенки 155. Размер растекания упругого материала 160 регулируется стенками 155 и расположением сочетания головного участка 140 и чистящих элементов 210 (представленных на Фиг.5) в литейной форме подходящей формы.
Предпочтительно упругий материал 160 прикреплен к проксимальным концам 211 чистящих элементов 210, то есть сплавленной подложке 220. В зависимости от материалов чистящих элементов 210 и упругого материала 160 такое прикрепление может происходить автоматически, когда упругий материал 160 вводится в углубление 148 и в дальнейшем обеспечивается возможность его охлаждения при контакте с проксимальными концами 211 чистящих элементов 210. Однако в некоторых случаях на проксимальных концах 211 чистящих элементов 210 может обеспечиваться адгезив для обеспечения фиксации впоследствии впрыскиваемого упругого материала 160 к проксимальным концам 211 чистящих элементов 210 посредством адгезии.
Альтернативно или дополнительно, упругий материал 160 может прикрепляться к головному участку 140, предпочтительно, к задней стороне 144 головного участка 140, и/или к обращенным к углублению сторонам стенок 155. В зависимости от материалов головного участка 140 и/или стенок 155 и упругого материала 160, это прикрепление может происходить автоматически, когда упругий материал 160 вводится в углубление 148 и впоследствии обеспечивается возможность его охлаждения при контакте с головным участком 140 и/или стенками 155. Однако в некоторых случаях на участках головного участка 140 и/или стенках 155 может обеспечиваться адгезив для обеспечения фиксации впоследствии впрыскиваемого упругого материала 160 к головному участку 140 и/или стенкам 155 посредством адгезии.
В дополнительных разновидностях к каждому из описанных вариантов осуществления упругий материал 160 не вводится в расплавленном состоянии в углубление 148, а вместо этого представляет собой заранее сформованное гибкое покрытие. Покрытие может прикрепляться к любому одному, двум или всему из головного участка 140, стенок 155 и проксимальных концов 211 чистящих элементов 210, например, посредством адгезии с использованием подходящего адгезива.
Этап размещения упругого материала 160 на задней стороне 144 головного участка 140 содержит подэтап, на котором обеспечивают контакт и покрывают все проксимальные концы 211 чистящих элементов 210, то есть сплавленную подложку 220, упругим материалом 160. Кроме того, этап размещения упругого материала 160 на задней стороне 144 головного участка 140 содержит подэтап, на котором покрывают заднюю сторону 144 головного участка 140 упругим материалом 160.
Упругий материал 160 после охлаждения и затвердевания (хотя все еще упругий) образует очиститель 170 мягких тканей, содержащий множество гибких выступов 172 на задней стороне 184 головки 180. Однако в некоторых вариантах осуществления, например втором варианте осуществления, рассмотренном ниже, не обеспечивается выступов 172 на задней стороне 184 головки 180. То есть, не обеспечивается очиститель 170 мягких тканей. В таких вариантах осуществления упругий материал 160 предпочтительно имеет гладкую или по существу гладкую поверхность. В любом случае предпочтительно упругий материал 160 образует часть наружной поверхности головки 180 устройства 100.
Задняя сторона 144 головного участка 140 скрыта в готовой головке 180 упругим материалом 160, при этом передняя сторона 143 головного участка 140 доступна и образует переднюю сторону 183 головки 180 устройства 100, от которой отходят чистящие элементы 210.
В разновидностях вышеописанных вариантов осуществления головной участок 140 имеет одну или более образованных в нем предпочтительно поперечных или проходящих в боковом направлении канавок (не показаны). Канавка(и) может быть выполнена в передней стороне 143 и/или задней стороне 144 головного участка 140. Наиболее предпочтительно, указанная канавка или каждая канавка совмещена с разупрочненными участками, в этом варианте осуществления промежутками 156, расположенными на противоположных сторонах головного участка 140. Предпочтительно указанная канавка или каждая канавка совмещена с парой расположенных напротив друг друга разупрочненных участков, например промежутков 156. Эта канавка(и) образует участок(и) головного участка 140, которые имеют уменьшенную толщину между передней и задней сторонами 143, 144 головного участка 140 и, таким образом, образуют пленочные шарниры в головном участке 140. Соответственно, головной участок 140 выполнен с возможностью лучшего сгибания вокруг одной или более, предпочтительно поперечных осей головного участка 140. Кроме того, при обеспечении этих канавок головной участок 140 может быть выполнен из по существу жесткого материала на участках головного участка 140 вне канавки(ок) и, в то же время гибким на участке(ах) головного участка 140, которые имеют уменьшенную толщину между передней и задней сторонами 143, 144 головного участка 140.
В вышеописанном варианте осуществления упругий материал 160 занимает по меньшей мере 70% общего объема упругого материала 160 и головного участка 140 корпуса 110. В разновидностях этого варианта осуществления упругий материал 160 занимает по меньшей мере 60% или по меньшей мере 50% общего объема упругого материала 160 и головного участка 140. В некоторых вариантах осуществления упругий материал 160 занимает менее 50% общего объема упругого материала 160 и головного участка 140.
Кроме того, в вышеописанном варианте осуществления толщина головного участка 140, измеренная по кратчайшему расстоянию между передней и задней сторонами 143, 144 головного участка 140 и внутри ободка 150, меньше толщины упругого материала 160, измеренной в том же направлении. В этом варианте осуществления указанная толщина головного участка 140 составляет приблизительно 20% толщины упругого материала 160, измеренной в том же направлении. В разновидностях этого варианта осуществления это значение может составлять менее 50%, менее 40%, менее 30% или менее 10%. Предпочтительно, толщина головки 180, измеренная в этом направлении, образована только упругим материалом 160 и головным участком 140.
Однако следует принимать во внимание, что, предпочтительно, большая часть общего объема головного участка 140 и упругого материала 160, и большая часть толщины головки 180, измеренной описанным выше способом, выполнена из упругого материала 160. Это обеспечивает головку 180, имеющую высокую степень гибкости, особенно, когда головной участок 140 выполнен из гибкого материала.
Кроме того, чем большая доля ободка 150 образована стенками 155, тем большей является жесткость готовой головки 180. Чем меньшая доля ободка 150 образована стенками 155, тем более гибкой является готовая головка 180.
Второй вариант осуществления настоящего изобретения описан со ссылкой на Фиг.6-8. Элементы, подобные представленным на Фиг.1-5, указаны на Фиг.6-8 теми же номерами ссылочных позиций. Для краткости элементы, общие для двух вариантов осуществления, не описаны подробно снова со ссылкой на Фиг.6-8. Все вышеописанные возможные разновидности первого варианта осуществления в равной степени применимы ко второму варианту осуществления.
Хотя в первом варианте осуществления упругий материал 160 образует очиститель 170 мягких тканей, содержащий множество гибких выступов 172 на задней стороне 184 головки 180 устройства 100, во втором варианте осуществления не обеспечивается выступов 172 на задней стороне 184 головки 180. То есть, не обеспечивается очиститель 170 мягких тканей. Скорее упругий материал 160 имеет гладкую, или по существу гладкую, поверхность, образующую заднюю сторону 184 головки 180.
Хотя в первом варианте осуществления стенки 155 отделены друг от друга промежутками или пространствами 156 V-образной формы, во втором варианте осуществления стенки отделены друг от друга промежутками или пространствами 156, имеющими квадратную или прямоугольную форму. В разновидностях каждого варианта осуществления промежутки или пространства 156 могут иметь различные формы. Кроме того, в некоторых вариантах осуществления некоторые из промежутков или пространств 156 могут иметь форму, отличную от других промежутки или пространств 156.
Хотя в первом варианте осуществления все дистальные концы 212 чистящих элементов 210 лежат по существу в одной и той же плоскости, во втором варианте осуществления дистальные концы 212 чистящих элементов 210 на дистальном конце 142 головного участка 140 расположены дальше от передней стороны 143 головного участка 140, чем дистальные концы 212 чистящих элементов 210 на проксимальном конце 141 головного участка 140. Чистящие элементы 210 на дистальном конце 142 головного участка 140 являются более подходящими для достижения межзубных промежутков пользователя.
Также, хотя в первом варианте осуществления проксимальные концы 211 всех чистящих элементов 210 сплавлены вместе на задней стороне 144 головного участка 140 с образованием расплавленной подложки 220, во втором варианте осуществления только проксимальные концы 211 чистящих элементов 210, проходящие через одно и тоже отверстие 147, сплавляются вместе с образованием отдельных расположенных на расстоянии друг от друга масс 230 материала чистящих элементов 210. То есть после сплавления проксимальные концы 211 чистящих элементов 210, проходящие через одно из отверстий 147, не сплавляются с проксимальными концами 211 чистящих элементов 210, проходящими через другое из отверстий 147. По сравнению с первым вариантом осуществления в этом случае остается доступной для контакта и фиксации к ней упругого материала 160 большая область задней поверхности 144 головного участка 140.
На Фиг.7 представлен головной участок 140 и, фактически, готовая головка 180 по второму варианту осуществления в неизогнутом состоянии, а на Фиг.8 представлен головной участок 140 и головка 180 по второму варианту осуществления в изогнутом состоянии. Упругий материал 160 на задней стороне 144 головного участка 140 и в промежутках 156 является сжимаемым для обеспечения возможности уменьшения промежутков 156 в размере и приближения друг к другу стенок 155 при изгибании головки 180. Похожая степень изгибания обеспечивается головным участком 140 и головкой 180 по первому варианту осуществления. Следует принимать во внимание, что эта гибкость головного участка 140 и головки 180 лучше обеспечивает соответствие элементов 210 на головке 180 устройства 100 поверхностям полости рта и имеющимся в них сложным углублениям и неровностям для выполнения улучшенной очистки поверхностей полости рта. Гибкость также делает устройство для ухода за полостью рта более удобным для пользователя при использовании.
Хотя в вышеописанных вариантах осуществления головной участок 140 и головка 180 выполнены с возможностью изгибания вокруг оси или осей, которая/которые перпендикулярны продольной оси H-H головного участка 140 и продольной оси A-A устройства 100, в других вариантах осуществления промежутки 156 между стенками 155 и/или канавкой(ами) расположены для обеспечения изгибания головного участка 140 и головки 180 дополнительно или альтернативно вокруг другой оси или осей, например оси или осей, параллельной(ых) продольной оси H-H головного участка 140 и продольной оси A-A устройства 100.
В каждом из вышеописанных вариантов осуществления ободок 150 содержит стенку(и) 155 и промежуток(и) 156 и, таким образом, является прерывающимся. В разновидностях вышеописанных вариантов осуществления промежутки 156 по всей высоте ободка 150 могут быть исключены, так чтобы ободок был непрерывным. Указанный разупрочненный участок или каждый разупрочненный участок 156 ободка 150 может иметь форму и/или площадь поперечного сечения, отличные от формы и/или площади поперечного сечения каждого из двух соседних участков ободка 150, между которыми расположен разупрочненный участок 156. Ободок 150 может иметь переменную высоту в направлении, в котором ободок 150 отходит от задней стороны 144 головного участка 140. Например, указанный разупрочненный участок или каждый разупрочненный участок 156 может содержать участок ободка 150, высота которого меньше высоты двух соседних участков ободка 150, между которыми расположен разупрочненный участок 156. Указанный разупрочненный участок или каждый разупрочненный участок 156 может содержать выемку, например выемку U-образной формы, V-образной формы или выемку, имеющую параллельные стороны, выполненную в ободке 150, при этом выемка проходит только частично через высоту ободка 150. Таким образом, такая выемка(и) может быть аналогична промежуткам 156, представленным на Фиг.3-5, но проходящей только частично через высоту ободка 150, так чтобы между выемкой(ами) и головным участком 140 имелся материал ободка 150. Альтернативно или дополнительно, указанный разупрочненный участок или каждый разупрочненный участок 156 может содержать участок ободка 150, у которого толщина ободка 150 (перпендикулярная направлению, в котором ободок 150 отходит от задней стороны 144 головного участка 140) меньше толщины двух соседних участков ободка 150, между которыми расположен разупрочненный участок 156. Предпочтительно, ободок 150 включает в себя материал по всей протяженности ободка 150.
В каждом из вышеописанных вариантов осуществления головной участок 140 является единым целым с переходным участком 130 и ручкой 120 устройства 100. В разновидностях вышеописанных вариантов осуществления головной участок 140 может не быть единым целым с переходным участком 130 и/или ручкой 120 устройства 100. В таких вариантах осуществления предпочтительно передняя сторона 143 головного участка 140 все еще образует переднюю сторону 183 головки 180, но головка 180 выполнена с возможностью соединения, например, съемного соединения, с ручкой 120 посредством переходного участка 130. Переходный участок 130 может быть единым целым с ручкой 120 или с головным участком 140.
Хотя изобретение было описано в отношении конкретных примеров, включающих имеющиеся в настоящее время способы выполнения изобретения, специалистам в данной области техники понятно, что существует множество разновидностей и изменений описанных выше систем и способов. Следует понимать, что могут использоваться другие варианты осуществления и могут быть изготовлены конструкционные функциональные модификации без отступления от объема настоящего изобретения. Таким образом, объем изобретения должен восприниматься в самом широком смысле, как изложено в приложенной формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2606710C1 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2603561C1 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2610109C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2589672C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2617372C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2586057C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2575447C1 |
| СИСТЕМА ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2597542C1 |
| СИСТЕМА ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2010 |
|
RU2520062C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2599362C1 |
Предложено устройство для ухода за полостью рта, содержащее: корпус с головным участком, имеющим переднюю и заднюю стороны, по меньшей мере один чистящий элемент, расположенный на передней стороне головного участка корпуса, и ободок, отходящий от задней стороны головного участка корпуса. Ободок выполнен с одним или более разупрочненными участками и проходит вдоль периметрической области головного участка корпуса. Устройство содержит упругий материал, расположенный на задней стороне головного участка корпуса, при этом ободок расположен вокруг по меньшей мере участка упругого материала. 2 н. и 49 з.п. ф-лы, 8 ил.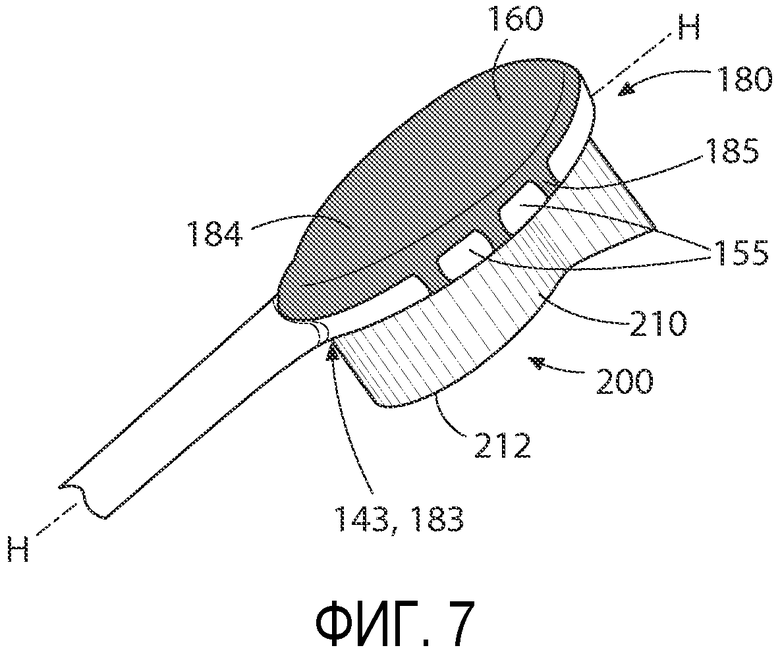
1. Устройство для ухода за полостью рта, содержащее:
корпус, имеющий головной участок, имеющий переднюю сторону и заднюю сторону, по меньшей мере один чистящий элемент, расположенный на передней стороне головного участка корпуса, и ободок, отходящий от задней стороны головного участка корпуса, при этом ободок включает в себя один или более разупрочненных участков и проходит вдоль периметрической области головного участка корпуса; и
упругий материал, расположенный на задней стороне головного участка корпуса, при этом ободок расположен вокруг по меньшей мере участка упругого материала.
2. Устройство по п. 1, в котором ободок и задняя сторона головного участка корпуса вместе образуют углубление.
3. Устройство по п. 2, в котором по меньшей мере участок упругого материала расположен в углублении.
4. Устройство по п. 1, в котором по меньшей мере участок ободка заключен в упругий материал.
5. Устройство по п. 1, в котором головной участок имеет продольную ось, и при этом разупрочненные участки ободка расположены на боковых сторонах головного участка.
6. Устройство по п. 1, в котором головной участок корпуса имеет одну или более выполненных в нем канавок.
7. Устройство по п. 6, в котором указанная канавка или каждая из канавок совмещена с разупрочненными участками ободка, расположенными на противоположных сторонах головного участка.
8. Устройство по п. 1, в котором указанный чистящий элемент или каждый чистящий элемент проходит через головной участок корпуса, имеет дистальный конец на передней стороне головного участка корпуса и имеет проксимальный конец на задней стороне головного участка корпуса.
9. Устройство по п. 8, в котором множество чистящих элементов расположены на передней стороне головного участка корпуса, при этом каждый из множества чистящих элементов имеет дистальный конец на передней стороне головного участка корпуса и проксимальный конец на задней стороне головного участка корпуса.
10. Устройство по п. 9, в котором соответствующие проксимальные концы множества чистящих элементов сплавлены вместе на задней стороне головного участка корпуса.
11. Устройство по п. 9 или 10, в котором соответствующие проксимальные концы множества чистящих элементов прикреплены к задней стороне головного участка корпуса.
12. Устройство по п. 8, в котором упругий материал контактирует с проксимальным концом указанного чистящего элемента или каждого чистящего элемента.
13. Устройство по п. 12, в котором упругий материал прикреплен к проксимальному концу указанного чистящего элемента или каждого чистящего элемента.
14. Устройство по п. 1, в котором упругий материал прикреплен к головному участку корпуса.
15. Устройство по п. 1, в котором упругий материал образует часть наружной поверхности устройства.
16. Устройство по п. 1, в котором толщина головного участка корпуса, измеренная в направлении, проходящем между передней и задней сторонами головного участка корпуса, меньше или равна толщине упругого материала, измеренной в том же направлении.
17. Устройство по п. 1, в котором ободок является непрерывным.
18. Устройство по п. 1, в котором разупрочненный участок или каждый разупрочненный участок имеет площадь поперечного сечения меньшую, чем площадь поперечного сечения каждого из двух соседних участков ободка, между которыми расположен разупрочненный участок.
19. Устройство по п. 1, в котором разупрочненный участок или каждый разупрочненный участок имеет форму поперечного сечения, отличную от формы поперечного сечения каждого из двух соседних участков ободка, между которыми расположен разупрочненный участок.
20. Устройство по п. 1, в котором ободок имеет переменную высоту в направлении, в котором ободок отходит от задней стороны головного участка корпуса.
21. Устройство по п. 20, в котором разупрочненный участок или каждый разупрочненный участок содержит участок ободка, у которого высота меньше высоты двух соседних участков ободка, между которыми расположен разупрочненный участок.
22. Устройство по п. 1, в котором разупрочненный участок или каждый разупрочненный участок содержит U-образную, V-образную или имеющую параллельные стороны выемку, образованную в ободке, при этом выемка только частично проходит через высоту ободка.
23. Устройство по п. 1, в котором ободок является прерывающимся.
24. Устройство по п. 1, в котором ободок содержит множество стенок, при этом разупрочненный участок или каждый разупрочненный участок содержит промежуток между двумя соседними стенками ободка, между которыми расположен разупрочненный участок.
25. Устройство по п. 24, в котором стенки выровнены друг с другом.
26. Устройство по п. 24, в котором стенки не выровнены друг с другом.
27. Устройство по п. 24, в котором стенки составляют по меньшей мере 80% ободка.
28. Устройство по п. 27, в котором стенки составляют по меньшей мере 90% ободка.
29. Устройство по п. 28, в котором стенки составляют по меньшей мере 95% ободка.
30. Устройство по п. 1, в котором ободок проходит вдоль периметра головного участка корпуса.
31. Устройство по п. 1, в котором ободок располагается со смещением от периметра головного участка корпуса.
32. Устройство по п. 1, в котором корпус представляет собой целостный корпус.
33. Устройство по п. 1, в котором ободок составляет единое целое с головным участком корпуса.
34. Устройство по п. 1, в котором головной участок корпуса является гибким.
35. Устройство по п. 1, в котором головной участок корпуса выполнен из одного или более материалов, выбранных из группы, состоящей из: полиэтилена, полипропилена, полиамида, полиэфира, целлюлозы, стиролакрилонитрила (SAN), акрила, акрилонитрилбутадиенстирола (ABS) и термопластика.
36. Устройство по п. 1, в котором упругий материал содержит один или более материалов, выбранных из группы, состоящей из: термопластического эластомера (TPE) и стиролэтилен/бутиленстирола (SEBS).
37. Устройство по п. 1, в котором по меньшей мере один чистящий элемент содержит по меньшей мере один чистящий зубы элемент, и/или по меньшей мере один пучок щетинок, и/или по меньшей мере один эластомерный элемент.
38. Способ изготовления устройства для ухода за полостью рта по пп. 1-37, содержащий этапы, на которых:
(a) обеспечивают корпус, имеющий головной участок, имеющий переднюю сторону и заднюю сторону;
(b) обеспечивают ободок, отходящий от задней стороны головного участка корпуса, при этом указанный ободок включает в себя один или более разупрочненных участков и проходит вдоль периметрической области головного участка корпуса;
(c) располагают по меньшей мере один чистящий элемент на передней стороне головного участка корпуса; и
(d) располагают упругий материал на задней стороне головного участка корпуса так, что ободок располагается вокруг по меньшей мере участка упругого материала.
39. Способ по п. 38, в котором этап (c) выполняется перед этапом (d).
40. Способ по п. 38, в котором ободок и задняя сторона головного участка корпуса совместно образуют углубление, при этом этап (d) содержит подэтап, на котором располагают по меньшей мере участок упругого материала в углублении.
41. Способ по п. 38, в котором заключают по меньшей мере участок ободка в упругий материал.
42. Способ по п. 38, в котором головной участок корпуса имеет одну или более выполненных в нем канавок.
43. Способ по п. 42, в котором этап (b) содержит подэтап, на котором обеспечивают ободок так, чтобы указанная канавка или каждая из канавок была совмещена с разупрочненными участками ободка, расположенными на противоположных сторонах головного участка.
44. Способ по п. 38, в котором этап (c) содержит подэтап, на котором располагают указанный чистящий элемент или каждый чистящий элемент так, чтобы он проходил через головной участок корпуса, при этом дистальный конец чистящего элемента или каждого чистящего элемента расположен на передней стороне головного участка корпуса, а проксимальный конец чистящего элемента или каждого чистящего элемента расположен на задней стороне головного участка корпуса.
45. Способ по п. 38, в котором этап (c) содержит подэтап, на котором располагают множество чистящих элементов так, чтобы они проходили через головной участок корпуса, при этом соответствующие дистальные концы множества чистящих элементов расположены на передней стороне головного участка корпуса, а соответствующие проксимальные концы множества чистящих элементов расположены на задней стороне головного участка корпуса.
46. Способ по п. 45, в котором сплавляют вместе соответствующие проксимальные концы множества чистящих элементов на задней стороне головного участка корпуса.
47. Способ по п. 45 или 46, в котором прикрепляют соответствующие проксимальные концы множества чистящих элементов к задней стороне головного участка корпуса.
48. Способ по п. 38, в котором этап (d) содержит подэтап, на котором обеспечивают контакт проксимального конца указанного чистящего элемента или каждого чистящего элемента с упругим материалом.
49. Способ по п. 48, в котором этап (d) содержит подэтап, на котором прикрепляют упругий материал к проксимальному концу указанного чистящего элемента или каждого чистящего элемента.
50. Способ по п. 38, в котором прикрепляют упругий материал к головному участку корпуса.
51. Способ по п. 38, в котором из упругого материала выполняют часть наружной поверхности устройства.
| WO 00/03619 A1, 27.01.2000 | |||
| DE 10221786 A1, 27.11.2003 | |||
| US 2010263148 A1, 21.10.2010 | |||
| US2011152909 A1, 23.06.2011 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |

