Настоящее изобретение относится к шине и способу изготовления шины. В частности, настоящее изобретение относится к усовершенствованию шины, которая содержит кольцевой усиливающий слой, образованный посредством спирального наматывания резиновых полос, состоящих из кордов с резиновым покрытием, при этом корды расположены, по существу, в окружном направлении шины; и к усовершенствованию способа изготовления шины.
К примеру, для предотвращения раздувания шины под действием центробежной силы, возникающей при вращении во время движения, широко используется технология, в которой полоса брекера, образованная посредством параллельного расположения некоторого количества усиливающих кордов с надлежащим интервалом и заглубления кордов в резину, наматывается по спирали для образования кольцевого усиливающего слоя на участке короны шины, при этом вышеуказанный кольцевой усиливающий слой кордов расположен, по существу, в окружном направлении шины. В этом кольцевом усиливающем слое с точки зрения уменьшения веса полоса брекера может наматываться с зазорами в направлении ширины шины (см., например, Патентный документ 1).
Патентный документ 1: публикация японской патентной заявки №H10-193917 (формула изобретения и т.д.).
Полоса брекера является материалом, который наматывается по спирали в окружном направлении шины для образования кольцевого усиливающего слоя; следовательно, полоса брекера всегда имеет концевые участки в тех местах, где начинается и заканчивается ее наматывание. Полоса брекера структурно имеет свободные концы вблизи концевых участков и, таким образом, не может иметь достаточную жесткость при растяжении, в результате чего полоса брекера в основном имеет локальные искривления.
С точки зрения производительности существуют примеры использования способа, в котором средства для разматывания полосы брекера расположены в двух местах для одновременного наматывания двух отдельных полос брекера в разных местах шины и, таким образом, размещения полос брекера по всей рассматриваемой области. Этот способ позволяет изготавливать шину более эффективно по сравнению со случаем, когда полоса брекера наматывается в одном месте и, таким образом, уменьшается время изготовления и снижаются производственные расходы; однако, поскольку концевые участки двух отдельных полос брекера расположены вблизи экваториальной плоскости готовой шины, при перекрытии этих концевых участков с центральной основной канавкой вышеописанное возникновение локального искривления вблизи концевых участков вызывает ускоренное образование трещин в канавках. При возникновении трещин в канавках заметно ухудшаются внешний вид и эстетичность конструкции шины. Кроме того, если такое образование трещин в канавках продолжается в существующем виде, то по причине распространения трещин, например, вода может проникать в шину через трещины, образованные на дне канавки, и это может стать причиной коррозии усиливающих материалов, таких как брекер. Кроме того, в случаях, когда кольцевой усиливающий слой образован посредством наматывания лент брекера с зазорами в направлении по ширине шины, то поскольку общая величина наматывания уменьшается, растяжение, действующее на полосы брекера в соответствующих местах наматывания, увеличивается по сравнению со случаем, когда полосы брекера наматываются без зазоров, и имеет место уменьшение жесткости на концевых участках полос брекера, и образование локальных искривлений становится еще более заметным. Следовательно, в случаях, когда используются две отдельные полосы брекера, и эти полосы брекера расположены с соответствующими интервалами в направлении ширины шины в зависимости от того, как расположены концевые участки полос брекера, увеличивается вероятность образования трещин в канавках.
Задача настоящего изобретения состоит в том, чтобы создать технологию для уменьшения частоты возникновения трещин в канавках во всех шинах, которые содержат такой намотанный по спирали кольцевой усиливающий слой, описанный выше.
Шина согласно настоящему изобретению является шиной, содержащей участок протектора, снабженный тремя или более кольцевыми канавками и блоками протектора в форме ребра, которые образованы кольцевыми канавками; и кольцевой усиливающий слой, образованный двумя независимыми резиновыми полосами, навитыми по спирали в одном направлении из разных мест, расположенных в направлении по ширине шины, и эти резиновые полосы состоят из некоторого количества параллельных кордов, покрытых резиной. Вышеописанные резиновые полосы расположены с зазорами на части шины или по всей шине в направлении по ширине. Наряду с концевыми участками, расположенными в местах, где начинается или заканчивается наматывание вышеописанных двух резиновых полос, по меньшей мере, средние концевые участки, находящиеся на стороне экваториальной плоскости шины, расположены в местах, где средние концевые участки полностью перекрываются с вышеописанными блоками протектора в форме ребра в направлении по ширине шины. Если в направлении по ширине шины ширина вышеуказанных блоков протектора в форме ребра, перекрывающихся с вышеописанными средними концевыми участками, определяется как W (мм), и ширина вышеописанных резиновых полос определяется как G (мм), удовлетворяется соотношение G<W.
Способ изготовления шины согласно настоящему изобретению является способом изготовления шины, содержащей участок протектора, снабженный тремя или более кольцевыми канавками и блоками протектора в форме ребра, которые образованы кольцевыми канавками; при этом способ содержит этап образования кольцевого усиливающего слоя посредством разматывания двух отдельных резиновых полос с двух размоточных средств, расположенных в разных местах в направлении по ширине шины, при этом вышеуказанные резиновые полосы состоят из некоторого количества параллельных кордов, покрытых резиной, и последующего наматывания по спирали двух отдельных резиновых полос на периферийной поверхности формующего барабана в одинаковом направлении, при этом вышеописанные резиновые полосы наматываются с зазорами частично или по всей шине в направлении ширины; наряду с концевыми участками, расположенными в местах, где начинается или заканчивается наматывание вышеописанных двух резиновых полос, по меньшей мере, средние концевые участки, находящиеся на стороне экваториальной плоскости шины, расположены в местах, где средние концевые участки полностью перекрываются с вышеописанными блоками протектора в форме ребра в направлении по ширине шины; и если в направлении по ширине шины ширина вышеуказанных блоков протектора в форме ребра, перекрывающихся с вышеописанными средними концевыми участками, определяется как W (мм), и ширина вышеописанных резиновых полос определяется как G (мм), значения W и G задаются таким образом, чтобы удовлетворялось соотношение G<W.
Согласно настоящему изобретению благодаря усовершенствованию конструкции значительно уменьшается частота возникновения трещин в канавках в шине, содержащей кольцевой усиливающий слой.
Изобретение поясняется чертежами, на которых представлено следующее:
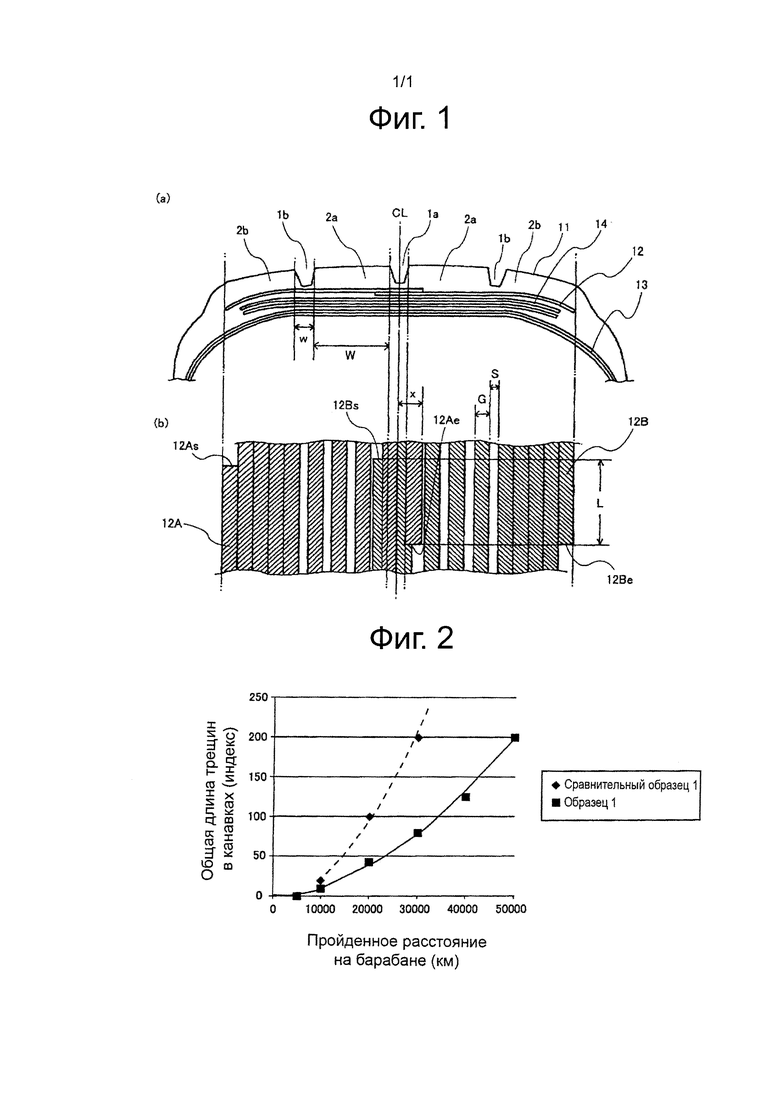
Фиг. 1(a) - частичный разрез образца шины согласно настоящему изобретению в направлении ширины, и Фиг. 1(b) - конструкция усиливающего слоя шины, показанной на Фиг. 1(a);
Фиг. 2 - график, показывающий условия образования трещин в канавках, которые определяются при испытании на барабане опытных шин с ухудшенным качеством применительно к образцу 1 и сравнительному образцу 1.
Ниже приводится подробное описание настоящего изобретения со ссылкой на чертежи.
На Фиг. 1(a) показан вид в разрезе образца шины по настоящему изобретению в направлении ширины. Как показано на Фиг. 1(a), на участке 11 протектора шина по настоящему изобретению содержит три кольцевые канавки 1а и 1b и блоки 2а и 2b протектора в форме ребер. В настоящем изобретении термин «кольцевая канавка» означает непрерывную канавку, продолжающуюся в окружном направлении шины, которая имеет ширину примерно 4-18 мм и глубину примерно 6-10 мм, хотя эти значения могут варьироваться в зависимости от общей ширины шины. В общем, в зависимости от ширины протектора шины на шине предусматриваются не меньше трех, обычно порядка 2-4 таких кольцевых канавок. Благодаря наличию таких окружных канавок предотвращается явление аквапланирования. В частности, в таких шинах для малолитражных легковых автомобилей три кольцевые канавки часто располагаются симметрично относительно экваториальной линии шины, и в таких случаях средняя кольцевая канавка (центральная основная канавка) обычно располагается на экваториальной линии шины. В общем, известно, что наибольшая усадка вышеописанных канавок в результате деформации истирания наблюдается в экваториальной плоскости шины; следовательно, можно сказать, что такая средняя кольцевая канавка является потенциальной причиной, которая с большой вероятностью может вызывать образование трещин в канавке. Кроме того, в настоящем изобретении термин «блок протектора в форме ребра» означает блок протектора, расположенный между вышеописанными кольцевыми канавками. В этом блоке протектора в форме ребра во многих случаях для оптимизации потока воды при аквапланировании и наращивания оборотов на песке или льду и снегу предусмотрено множество боковых канавок, продолжающихся на части шины или на всей шине в направлении по ширине.
В настоящем изобретении предусмотрен окружной усиливающий слой 12, образованный посредством разматывания двух отдельных резиновых полос 12А и 12 В, которые состоят из множества параллельных кордов и покрыты резиной, с двух размоточных средств, расположенных в различных положениях в направлении по ширине шины, и последующего спирального наматывания этих резиновых полос на периферийную поверхность формующего барабана в одном направлении. В настоящем изобретении резиновые полосы 12А и 12 В намотаны с зазорами на части шины или на всей шине в направлении по ширине. Другими словами, в настоящем изобретении, по меньшей мере, часть шины в направлении по ширине имеет зазоры, где отсутствует намотанная резиновая полоса. Кроме того, на тех частях, где такие зазоры отсутствуют, резиновые полосы намотаны вплотную без перекрытия. Например, в примере, показанном на чертеже, резиновые полосы 12А и 12 В намотаны без зазоров в местах перекрытия блоков 2b протектора в форме ребер со стороны плечевой зоны шины, но с зазорами с равными интервалами в других местах. Следует отметить, что в настоящем изобретении «периферийная поверхность формующего барабана», на которой образуется окружной усиливающий слой 12, относится к периферийным поверхностям каркасного слоя 13 и стального брекера 14, которые последовательно наслаиваются на формующем барабане в качестве элементов, составляющих шину. Кроме того, на Фиг.1(a) для упрощения окружной усиливающий слой 12 показан как продолжающийся непрерывно в направлении по ширине шины, и направление наматывание продолжается слева направо.
В настоящем изобретении помимо концевых участков 12As, 12Ае, 12Bs и 12 Ве, которые расположены в местах, где начинается или заканчивается наматывание резиновых полос 12А и 12В, по меньшей мере, два средних концевых участка 12Ае и 12Bs, расположенных на стороне экваториальной плоскости шины, находятся в местах, где соответствующие концевые участки полностью перекрываются с блоком 2а протектора в форме ребра в направлении по ширине шины. В настоящем изобретении расположение конца резиновой ленты в том месте, где она полностью перекрывается с блоком протектора в форме ребра, означает, что на всей шине в направлении по ширине отсутствуют какие-либо концы в области перекрытия с самой широкой частью выемки кольцевой канавки. Кроме того, если в настоящем изобретении в направлении по ширине шины ширина блока 2а протектора в форме ребра, перекрывающегося с вышеописанным средним концом 12Ае или 12Bs, определяется как W (мм), и ширина резиновых полос 12А и 12В определяется как G (мм), значения G и W задаются таким образом, что удовлетворяется соотношение G<W. Кроме того, ожидаемые эффекты настоящего изобретения могут быть достигнуты в силу причин, описанных ниже.
В случаях, когда предусмотрены два положения наматывания резиновой полосы, намотанные концевые участки соответствующих резиновых полос расположены посередине относительно, по меньшей мере, кольцевой канавки 1b со стороны плечевой зоны шины, и часто существует вероятность, что они будут расположены на экваториальной плоскости CL шины. Автор настоящего изобретения выполнил тщательные исследования и установил, что если такие концевые участки расположены под кольцевой канавкой, на этих концевых участках уменьшается жесткость в окружном направлении, в результате чего увеличивается деформация в окружном направлении, и по причине этой увеличенной деформации более вероятным становится возникновение и рост трещин в канавках. Это в особенности заметно в центральной области шины в направлении по ширине, где деформация, по всей вероятности, происходит во время движения в результате истирания, особенно когда кольцевая канавка и намотанный концевой участок расположены на экваториальной линии шины. Кроме того, как описано выше, эта тенденция является особенно сильной в окружном усиливающем слое, в котором резиновые полосы намотаны с зазорами, поскольку растяжение, действующее на резиновые полосы, будет больше, чем в случае, когда резиновые полосы намотаны без зазоров. В настоящем изобретении, по меньшей мере, средние концевые участки 12Ае и 12Bs резиновых полос, которые расположены в центральной области шины в направлении по ширине, находятся в областях, перекрывающихся с блоком 2а протектора в форме ребра, и центральная область шины в направлении по ширине, таким образом, не имеет концевого участка резиновой полосы под кольцевой канавкой; следовательно, эффекты чрезмерной деформации, вызванные уменьшением жесткости концевых участков резиновых полос, могут быть исключены, и могут быть предотвращены случаи образования трещин в канавке, вызванные окружным усиливающим слоем, образованным резиновыми полосами. В настоящем изобретении все концевые участки резиновых полос могут быть расположены в областях, перекрывающих блок протектора в форме ребра.
Кроме того, даже когда средние концевые участки расположены под блоком протектора в форме ребра, если зазор S между намотанными резиновыми полосами или ширина G резиновых полос больше ширины W блока протектора в форме ребра, то поскольку уменьшается жесткость блока протектора в форме ребра в окружном направлении, под которым расположены средние концевые участки, деформация канавок рядом с блоком протектора в форме ребра во время движения увеличивается, и это вызывает образование трещин в канавке. Следовательно, в настоящем изобретении посредством позиционирования средних концевых участков под блоками протекторов в форме ребер, так чтобы значения G и W удовлетворяли соотношению G<W, можно исключить деформацию, и также можно обеспечить уменьшение веса без уменьшения сопротивления образованию трещин в канавках.
Кроме того, средние концевые участки 12Bs и 12Ае двух резиновых полос 12А и 12В расположены рядом друг с другом вблизи экваториальной плоскости шины; однако, если эти концевые участки расположены слишком близко друг к другу, то поскольку один концевой участок воздействует на другой концевой участок, образование трещин в канавках может в значительной степени усилиться. В отличие от этого в настоящем изобретении благодаря позиционированию средних концевых участков двух резиновых полос таким образом, что они смещены друг от друга в окружном направлении шины, эффекты от воздействия соответствующих концевых участков могут быть уменьшены, и может быть исключено усиление образования трещин в канавках. В частности, в настоящем изобретении предпочтительно, чтобы расстояние L между средними концевыми участками 12Bs и 12Ае двух резиновых полос в окружном направлении составляло 100-400 мм. Когда расстояние L между средними концевыми участками 12Bs и 12Ае двух резиновых полос составляет менее 100 мм, концевые участки располагаются слишком близко друг к другу, что ускоряет рост трещин в канавках, поэтому маловероятно, что можно будет обнаружить заметный эффект замедления образования трещин в канавках. Вместе с тем, когда расстояние L между средними концевыми участками двух резиновых полос превышает 400 мм, то поскольку относительно увеличивается жесткость областей, имеющих увеличенное количество наматываний соответствующих двух резиновых полос в окружном направлении шины, контактное давление на грунт блоков протектора в форме ребер рядом со средней кольцевой канавкой 1а становится неравномерным, и это вызывает преждевременный неравномерный износ шины, что не является предпочтительным. Расстояние L между средними концевыми участками двух резиновых полос в окружном направлении шины означает расстояние, которое измеряется между средними концевыми участками в окружном направлении шины независимо от положений средних концевых участков резиновых полос в направлении по ширине шины.
В настоящем изобретении, как показано на чертеже, предпочтительно, чтобы средние концевые участки 12Ае и 12Bs двух резиновых полос 12А и 12 В были расположены таким образом, чтобы они перекрывали друг друга также и в радиальном направлении шины. Благодаря такому расположению, поскольку концевые участки резиновых полос, где, по всей вероятности, происходит деформация, удерживаются в прижатом состоянии другими резиновыми полосами, не имеющими концов в этом месте, может быть повышен эффект предотвращения образования трещин в канавках. Выражение «средние концевые участки резиновых полос расположены таким образом, что они перекрывают друг друга в радиальном направлении шины» означает, что концевые участки резиновых полос в положениях сбоку от экваториальной плоскости шины, где заканчивается наматывание соответствующих резиновых полос, имеют перекрывающуюся часть в радиальном направлении шины.
Кроме того, в настоящем изобретении предпочтительно, чтобы применительно к кольцевым канавкам 1а и 1b, по меньшей мере, в положении на экваториальной плоскости шины или в положении перекрытия со средней кольцевой канавкой 1а, которая наиболее близко расположена к экваториальной плоскости шины, две резиновые полосы 12А и 12В, перекрывающиеся в радиальном направлении шины, были намотаны в направлении по ширине шины в области, которая перекрывается со средней кольцевой канавкой 1а, таким образом, чтобы, по существу, отсутствовали зазоры между намотанными резиновыми полосами 12А и 12В в области перекрытия со средней кольцевой канавкой 1а. Другими словами, посредством наматывания соседних резиновых полос таким образом, чтобы они были смещены друг от друга в направлении по ширине шины, по меньшей мере, в положении перекрытия со средней кольцевой канавкой 1а, которая предусмотрена вблизи экваториальной плоскости шины, как показано на Фиг. 1, окружной усиливающий слой будет расположен, по существу, без каких-либо зазоров. Благодаря такой компоновке может быть дополнительно повышен эффект предотвращения трещин в канавках. Когда в положении перекрытия с кольцевым усиливающим слоем остается зазор из-за деформации протектора, например истирания и т.п., дно каждой канавки, вероятно, также будет деформироваться. В случаях, когда кольцевая канавка расположена на экваториальной плоскости шины, как показано на чертеже, то поскольку деформация, вызываемая истиранием, является особенно значительной, можно сказать, что эффекты настоящего изобретения будут весьма заметны.
Кроме того, в настоящем изобретении в случае, когда зазор между резиновыми полосами, которые намотаны в направлении по ширине шины, определяется как S (мм), предпочтительно, чтобы ширина G резиновой полосы и зазор S между резиновыми полосами удовлетворял соотношению G>S. Когда зазор S между резиновыми полосами больше ширины резиновой полосы G, на этом участке возможна деформация, вызывающая образование трещин в канавках и т.п. Посредством регулирования зазора S между резиновыми полосами, который должен быть меньше ширины резиновой полосы G, может быть обеспечена надлежащая жесткость.
В настоящем изобретении в качестве специального режима наматывания резиновых полос в добавление к режиму, в котором, как показано на Фиг. 1, соответствующие концевые участки двух резиновых полос располагаются с перекрытием блока 2а протектора в форме ребра рядом со средней кольцевой канавкой 1а таким образом, что концевые участки двух резиновых полос не находятся в средней кольцевой канавке 1а, и обе из двух независимых резиновых полос наматываются в положениях с перекрытием со средней кольцевой канавкой 1а, может использоваться режим, в котором концевые участки двух резиновых полос расположены на блоке 2а протектора в форме ребра рядом со средней кольцевой канавкой 1а таким образом, что концевые участки двух резиновых полос не находятся в средней кольцевой канавке 1а, и никакие резиновые полосы не намотаны в положениях с перекрытием со средней кольцевой канавкой 1а. Здесь эффект уменьшения жесткости концевых участков резиновых полос может быть исключен одинаковым образом в обоих вышеописанных режимах, и можно предполагать, что эти режимы будут обеспечивать, по существу, одинаковый эффект для предотвращения образования трещин в канавках; однако, поскольку первый упомянутый режим значительно превосходит второй упомянутый режим с точки зрения защиты средней кольцевой канавки 1а от проникновения гвоздей и т.п., первый упомянутый режим является более преимущественным на рынке шин, которые могут быть проколоты в процессе эксплуатации. Кроме того, к примеру, в варианте выполнения, показанном на Фиг. 1, две резиновые полосы могут быть отогнуты назад в сторону плечевой зоны шины и могут перекрываться вблизи блока 2b протектора в форме ребра со стороны плечевой зоны шины, и благодаря такой компоновке может быть дополнительно повышена долговечность шины при эксплуатации на высоких скоростях. В этом случае, а также благодаря расположению концевых участков сложенных резиновых полос в блоке 2b протектора в форме ребра, а не в средней кольцевой канавке 1а и не в кольцевой канавке 1b со стороны плечевой зоны шины, обеспечивается структура, которая оказывает значительное противодействие образованию трещин в канавках. В настоящем изобретении не существует никаких особых ограничений применительно к диапазону в направлении по ширине шины, в котором наматываются резиновые полосы; однако, как показано на чертеже, резиновые полосы предпочтительно наматываются в более широком диапазоне по сравнению с шириной стального брекера 14, так чтобы резиновые полосы закрывали всю ширину стального брекера 14.
Согласно способу изготовления по настоящему изобретению удовлетворение вышеописанных условий является важным моментом, и при необходимости могут быть удовлетворены условия, касающиеся других важных моментов, согласно стандартному способу без особых ограничений. Например, в отношении концевых участков 12As и 12 Ве резиновой полосы, которые находятся в положении перекрытия с блоком 2b протектора в форме ребра со стороны плечевой зоны шины для уменьшения эффектов от воздействия концевых участков резиновых полос, часто используется способ дополнительного однократного наматывания резиновой полосы. Кроме того, также предусматриваются случаи, когда резиновые полосы сначала наматываются без зазоров по всей области, где должен быть расположен кольцевой усиливающий слой, и затем резиновая полоса последовательно наматывается частично с зазорами, как показано на Фиг. 1. В настоящем варианте выполнения любой их этих способов наматывания также может выполняться без какого-либо ограничения. Ширина G резиновых полос, используемых в настоящем изобретении, особо не ограничивается и может задаваться по необходимости согласно размеру шины, а также количеству и т.п. резиновых полос, используемых при изготовлении шины. Например, в случаях, где используются два разматывающих средства в двух местах, с точки зрения баланса между техническими характеристиками и производительностью предпочтительно, чтобы ширина G резиновых лент составляла 4-7 мм. Кроме того, с точки зрения обеспечения уменьшения веса, обеспечения эксплуатационных параметров и препятствования попадания воздуха в зазоры полезно задать зазор S между наматываемыми резиновыми полосами в диапазоне 30-70% по отношению к ширине соответствующих резиновых полос.
До настоящего момента изобретение описывалось применительно к случаю, когда шина изготавливается с использованием двух размоточных средств, расположенных в различных местах, и наматыванием двух независимых резиновых полос, что является наиболее предпочтительным с точки зрения производительности существующего производственного оборудования. Однако в настоящем изобретении, даже когда количество размоточных средств увеличивается, и используются несколько (например, от 2 до 4) независимых резиновых полос, может быть достигнут такой же эффект. Другими словами в настоящем изобретении посредством усовершенствования конструкции, не имеющей концевых участков кольцевого усиливающего слоя под кольцевой канавкой, и регулирования размера концевых участков резиновых полос, перекрывающихся в окружном направлении, который должен соответствовать вышеуказанному диапазону, готовая шина может обеспечивать требуемый эффект предотвращения образования трещин в канавках. В этом отношении отсутствуют какие-либо ограничения. Например, даже когда основные материалы резиновых полос отличаются друг от друга, может быть получен достаточный эффект предотвращения образования трещин в канавках.
Кроме того, согласно способу изготовления по настоящему изобретению производительность может быть повышена за счет одновременного наматывания двух независимых резиновых полос с помощью двух размоточных средств; однако, даже когда некоторое количество отдельных резиновых полос наматывается последовательно с помощью одного намоточного средства, посредством усовершенствования конструкции, не имеющей концевых участков кольцевого усиливающего слоя под кольцевой канавкой, и регулирования размера концевых участков резиновых полос, перекрывающихся в окружном направлении, который должен соответствовать вышеуказанному диапазону, готовая шина может обеспечивать требуемый эффект предотвращения образования трещин в канавках. В этом отношении отсутствуют какие-либо ограничения. Как описано выше, например, даже когда основные материалы резиновых полос отличаются друг от друга, может быть получен достаточный эффект предотвращения образования трещин в канавках.
Шина по настоящему изобретению может изготавливаться с помощью вышеописанного способа изготовления по настоящему изобретению. Поскольку шина по настоящему изобретению имеет конструкцию, в которой по сравнению с обычными шинами, под кольцевой канавкой отсутствуют какие-либо кольцевые усиливающие слои, уменьшается вероятность возникновения трещин в канавках. Специфическая конструкция шины по настоящему изобретению особо не ограничивается за исключением того, что шина содержит на участке протектора три и более кольцевых канавки и кольцевой усиливающий слой, образованный резиновыми полосами, имеющими спиральную навивку. В частности, к примеру, шина имеет остов, каркасный слой, содержащий один или несколько каркасных слоев 13, которые образованы посредством заглубления некоторого количества параллельно расположенных усиливающих кордов в резиновое покрытие. Такой каркасный слой обычно продолжается тороидально между парой бортовых участков, правым и левым, и загибается и крепится вокруг сердечников бортов шины, заделанных в каждый бортовой участок.
С наружной стороны каркасного слоя 13 последовательно в радиальном направлении от внутренней стороны расположены, по меньшей мере, один слой стального брекера 14, который предпочтительно имеет два слоя, и один кольцевой усиливающий слой 12. Благодаря размещению кольцевого усиливающего слоя 12 снаружи стального брекера 1 могут быть повышены эффект скрепления во время вращения и различные эксплуатационные характеристики, такие как долговечность шины при эксплуатации на высоких скоростях, устойчивость транспортного средства во время движения и шумовые и вибрационные характеристики. В настоящем изобретении область в направлении по ширине шины, где расположен кольцевой усиливающий слой 12, особо не ограничивается; однако, как показано на чертеже, кольцевой усиливающий слой 12 предпочтительно превышает по ширине стальной брекер 14, так чтобы кольцевой усиливающий слой 12 закрывал всю ширину стального брекера 14. В качестве кордов, образующих кольцевой усиливающий слой, может использоваться органическое волокно общего применения, такое как нейлон. Однако в случае использовании материала, имеющего высокую жесткость, такого как полиэтилен-нафталат (PEN), полиэтилентерефталат (PET), арамидный или гибридный корд, содержащий эти материалы, поскольку жесткость концевых участков резиновых полос увеличивается по сравнению со случаем, когда используется материал с низкой жесткостью, усиливается эффект в результате отсутствия концевых участков резиновых полос под кольцевыми канавками, что увеличивает преимущество использования применения настоящего изобретения. Кроме того, благодаря использованию вышеуказанных волокон, имеющих высокую жесткость, достигаются эффект уменьшения величины пятен контакта и повышение жесткости, связанное с уменьшением размера кордов, что позволяет изготавливать шины очень высокого качества.
Образцы
Ниже приводится подробное описание настоящего изобретения со ссылкой на образцы.
Образец 1
Изготовленная шина легкового автомобиля, размер шины 205/55R16, содержит, как показано на Фиг. 1, три кольцевые канавки (ширина канавки w=6 мм) и блоки протектора в форме ребра, образованные кольцевыми канавками в участке протектора. Благодаря использованию производственного оборудования, содержащего две намоточные головки, расположенные в различных местах в направлении по ширине шины, две резиновые полосы, каждая из которых состояла из шести параллельных нейлоновых кордов и была покрыта резиной (ширина G=6 мм), были одновременно размотаны с двух головок и затем намотаны по спирали в одинаковом направлении на периферийной поверхности формующего барабана, тем самым образуя кольцевой усиливающий слой. Наматывание резиновых полос выполнялось с зазорами S, равными 4 мм, в центральной области в направлении ширины шины. В наружной области шириной 30 мм резиновые полосы наматывались без зазоров. В этом образце 1 наряду с концевыми участками двух резиновых полос в соответствующих местах начала или окончания процесса наматывания, как показано на Фиг. 1, средние концевые участки 12Bs и 12Ае были расположены в соответствующих областях, полностью перекрываясь с различными блоками 2а протектора в форме ребер (ширина W=24 мм) в направлении ширины, при этом их наружные края в направлении по ширине шины расположены, по существу, симметрично относительно экваториальной плоскости шины на расстоянии х, равном 9 мм, от экваториальной плоскости шины в направлении по ширине шины. Кроме того, средние концевые участки двух резиновых полос перекрывались в радиальном направлении шины, и в области перекрытия со средней кольцевой канавкой (центральной основной канавкой) 1а зазор S наматывания соответствующих резиновых полос, по существу, был равен 0. Кроме того, расстояние L между средними концевыми участками 12Bs и 12Ае двух резиновых полос в окружном направлении шины составляло 250 мм.
Сравнительный образец 1
Кольцевой усиливающий слой был образован, и опытная шина в качестве сравнительного образца 1 была изготовлена таким же образом, как и в случае образца 1, за тем исключением, что наряду с концевыми участками двух резиновых полос в соответствующих местах начала или окончания процесса наматывания средние концевые участки 12Bs и 12Ае были расположены в соответствующих областях, полностью перекрываясь с центральной основной канавкой 1а в направлении ширины шины, при этом их наружные края в направлении по ширине шины расположены, по существу, симметрично относительно экваториальной плоскости шины на расстоянии х, равном 3 мм, от экваториальной плоскости шины в направлении по ширине шины. Испытание на барабане опытных шин ухудшенного качества
Опытные шины, изготовленные в качестве образца 1 и сравнительного образца 1, были подвергнуты ухудшению качества и затем подвергнуты испытанию на барабане согласно описанной ниже процедуре, после чего была выполнена оценка образования трещин в канавках применительно к измененным положениям концевых участков резиновых полос. Результаты оценки представлены на графике на Фиг. 2. Прежде всего, опытные шины были подвергнуты ухудшению качества, и с этой целью они на 8 недель были помещены в термостатную камеру при 80°С в условиях наполнения О2. Затем все опытные шины были установлены на обод размером 6,5 J и последовательно подвергнуты испытанию на барабане при внутреннем давлении 230 кПа, нагрузке 615 кг⋅с, скорости 60 км/ч и пройденном расстоянии 50000 км. Была выполнена оценка опытных шин посредством измерения длин трещин, образованных внутри центральной основной канавки для одной окружности каждой опытной шины при соответствующих пройденных расстояниях, и была подсчитана сумма измеренных длин. Оценка каждой опытной шины была обозначена в виде индекса, при этом общая длина всех трещин, измеренная на опытной шине в качестве сравнительного образца 1 для пройденного расстояния 20000 км, была принята равной 100. Меньшему значению соответствует большее препятствование образованию трещин в канавках.
Результаты, представленные на графике на Фиг. 2, показывают, что в опытной шине в качестве сравнительного образца 1, в котором концевые участки резиновых полос располагались под центральной основной канавкой, по сравнению с опытной шиной в качестве образца 1, в котором концевые участки резиновых полос располагались под блоками протектора в форме ребер в стороне центральной основной канавки, образование трещин в непосредственной близости от концевых участков резиновых полос имело место на значительно более раннем этапе. После образования трещины эта трещина быстро распространяется от этой точки в окружном направлении шины; следовательно, в сравнительном образце 1 образование трещин имеет место на относительно более раннем этапе. Как предполагается, это связано с тем, что в добавление к искривлению поперечного сечения, вызванного деформацией при истирании, что описано выше, также имело место искривление в окружном направлении шины по причине разной жесткости резиновых полос, поэтому начальная трещина в канавке образовывалась и распространялась на раннем этапе из-за циклической деформации в результате вращения шины. В отличие от этого в опытной шине в качестве образца 1, поскольку искривление имеет место в первую очередь из-за деформации истирания в поперечном сечении, возникает конкретная начальная трещина, и вся резина дна канавки равномерно и медленно повреждается; следовательно, видно, что это ведет практически к двукратному различию в длине трещин на одинаковом пройденном расстоянии.
Вышеописанные результаты показывают, что не только искривление поперечного сечения, вызванное деформацией при истирании, что было описано выше, но также и деформация в окружном направлении шины, которая показывает максимальное значение, в первую очередь, у краев, контактирующих с грунтом (передний край и задний край), способствуют деформации, которая вызывает образование трещин в канавках; и что, в частности, в случае шины, имеющей структуру, в которой концевые участки резиновых полос расположены в центральной основной канавке, оба этих фактора деформации комбинируются, вызывая начальное образование трещин за относительно короткий период, и на раннем этапе это служит в качестве центра развития трещин по всей средней канавке в окружном направлении. С другой стороны, благодаря наматыванию резиновых полос таким образом, чтобы их концевые участки не находились в центральной основной канавке, исключаются эффекты чрезмерного искривления, обусловленные уменьшением жесткости концевых участков резиновых полос, и в значительной степени может быть уменьшено образование трещин в канавках.
Образцы 2-4, сравнительные образцы 2 и 3
Кольцевой усиливающий слой был образован, и опытные шины в качестве образцов 2-4 и сравнительных образцов 2 и 3 были изготовлены таким же образом, как и в случае образца 1, за тем исключением, что были изменены расстояние между средними концевыми участками в окружном направлении L шины и расстояние x в направлении по ширине шины между наружными краями средних концевых участков двух резиновых полос и экваториальной плоскостью шины.
Полученные опытные шины были подвергнуты ухудшению качества и затем подвергнуты испытанию на барабане согласно описанной выше процедуре, и развитие образующихся трещин в канавках было проконтролировано для каждой опытной шины с учетом пройденного расстояния 20000 км. Была выполнена оценка опытных шин посредством измерения длин трещин, образованных внутри средних кольцевых канавок для одной окружности каждой опытной шины, и оценка каждой опытной шины была обозначена в виде индекса, при этом общая длина всех трещин, измеренная на опытной шине в качестве сравнительного образца 1, была принята равной 100. Меньшему значению соответствует большее препятствование образованию трещин в канавках.
Кроме того, одновременно была выполнена оценка степени неравномерного износа блоков протектора в форме ребер рядом со средней кольцевой канавкой. При выполнении этой оценки глубина средней кольцевой канавки была измерена в 16 точках по окружности с целью определения Р-Р-значения, и оценка каждой опытной шины была обозначена в виде индекса, при этом Р-Р-значение опытной шины в качестве сравнительного образца 1 было принято равной 100. Меньшему Р-Р-значению соответствует меньшая тенденция к неравномерному износу. Результаты этих оценок представлены ниже в таблице.
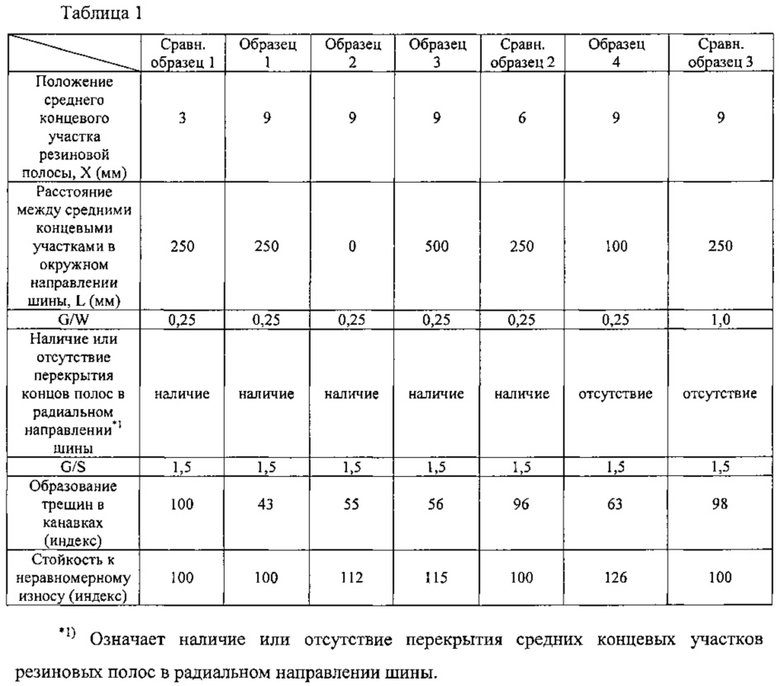
Как показано выше в таблице, применительно к опытным шинам в качестве образцов, в которых концевые участки резиновых полос были расположены в области перекрытия с блоком протектора в форме ребра в стороне от кольцевой канавки, и ширина W блоков протектора в форме ребра и ширина G резиновых полос удовлетворяли соотношению G<W, было подтверждено поддержание надлежащей стойкости к неравномерному износу при одновременном эффективном препятствовании образованию трещин в канавках.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2009 |
|
RU2456168C1 |
| ШИНА РАНФЛЕТ | 2019 |
|
RU2745256C1 |
| БРЕКЕРНАЯ КОНСТРУКЦИЯ ДЛЯ ШИНЫ | 2020 |
|
RU2749204C1 |
| ШИПОВАННАЯ ШИНА | 2010 |
|
RU2441766C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2014 |
|
RU2566514C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2019 |
|
RU2766932C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2017 |
|
RU2714798C1 |
| ШИНА С УБИРАЮЩИМСЯ ШИПОМ | 2008 |
|
RU2403151C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2019 |
|
RU2758158C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2019 |
|
RU2752045C1 |
Изобретение относится к автомобильной промышленности. Шина выполнена с кольцевым усиливающим слоем, образованным резиновыми полосами, навитыми по спирали в одном направлении из разных мест, расположенных в направлении по ширине шины. Резиновые полосы (12А и 12 В) расположены с зазорами на части шины или по всей шине в направлении по ширине. Наряду с концевыми участками резиновых полос, по меньшей мере, средние концевые участки (12Bs и 12Ае), находящиеся на стороне экваториальной плоскости шины, расположены в местах, где средние концевые участки полностью перекрываются с блоками (2а) протектора в форме ребра в направлении по ширине шины, и ширина блоков протектора в форме ребра, перекрывающихся со средними концевыми участками, определяется как W, и ширина резиновых полос определяется как G (мм), при этом удовлетворяется соотношение G<W. Технический результат - уменьшение частоты возникновения трещин в канавках во всех шинах, которые содержат намотанный по спирали кольцевой усиливающий слой. 2 н. и 5 з.п. ф-лы, 2 ил., 1 табл.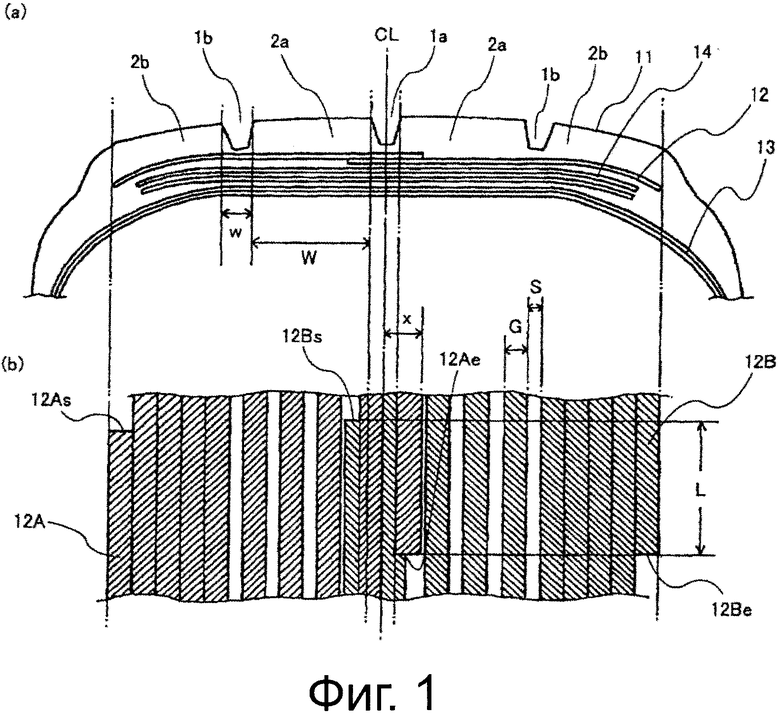
1. Шина, содержащая:
участок протектора, снабженный тремя или более кольцевыми канавками и блоками протектора в форме ребра, которые образованы кольцевыми канавками;
и кольцевой усиливающий слой, образованный двумя независимыми резиновыми полосами, навитыми по спирали в одном направлении из разных мест, расположенных в направлении по ширине шины, при этом резиновые полосы состоят из нескольких параллельных кордов, покрытых резиной,
причем указанные резиновые полосы расположены с зазорами на части шины или по всей шине в направлении по ширине;
когда наряду с концевыми участками, расположенными в местах, где начинается или заканчивается наматывание двух резиновых полос, по меньшей мере, средние концевые участки, находящиеся на стороне экваториальной плоскости шины, расположены в местах, где средние концевые участки полностью перекрываются с указанными блоками протектора в форме ребра в направлении по ширине шины, и
если в направлении по ширине шины ширина указанных блоков протектора в форме ребра, перекрывающихся со средними концевыми участками, определяется как W (мм), и ширина резиновых полос определяется как G (мм), удовлетворяется соотношение G<W.
2. Шина по п.1, в которой средние концевые участки резиновых полос перекрываются друг с другом в радиальном направлении шины.
3. Шина по п.1, в которой средние концевые участки резиновых полос расположены таким образом, что каждый из них перекрывается с другим блоком протектора в форме ребра.
4. Шина по п.2 или 3, в которой, по меньшей мере, в месте перекрытия средней кольцевой канавки, которая находится на экваториальной плоскости вышеуказанной шины или вблизи экваториальной плоскости шины, при этом указанные резиновые полосы, перекрывающиеся в радиальном направлении шины, намотаны в направлении по ширине шины через область перекрытия со средней кольцевой канавкой таким образом, что между резиновыми полосами, которые намотаны в указанной области, по существу отсутствуют зазоры.
5. Шина по любому из пп.1-3, в которой удовлетворяется соотношение G>S, когда зазор при наматывании резиновых полос в направлении по ширине шины определяется как S (мм).
6. Шина по любому из пп.1-3, в которой расстояние L в окружном направлении шины между средними концами двух резиновых полос составляет 100-400 мм.
7. Способ изготовления шины, содержащей участок протектора, снабженный тремя или более кольцевыми канавками и блоками протектора в форме ребра, которые образованы кольцевыми канавками, при котором выполняют следующие этапы:
формируют кольцевой усиливающий слой посредством разматывания двух отдельных резиновых полос с двух размоточных средств, расположенных в разных местах в направлении по ширине шины, при этом резиновые полосы состоят из нескольких параллельных кордов, покрытых резиной, и затем наматывают по спирали две отдельные резиновые полосы на периферийной поверхности формующего барабана в одинаковом направлении, при этом
резиновые полосы наматывают с зазорами на части шины или по всей шине в направлении по ширине;
наряду с концевыми участками, расположенными в местах, где начинают или заканчивают наматывание двух резиновых полос, по меньшей мере, средние концевые участки, находящиеся на стороне экваториальной плоскости шины, расположены в местах, где средние концевые участки полностью перекрываются с блоками протектора в форме ребра в направлении по ширине шины;
и если в направлении по ширине шины ширину блоков протектора в форме ребра, перекрывающихся со средними концевыми участками, определяют как W (мм), а ширину резиновых полос определяют как G (мм), значения W и G задают таким образом, чтобы удовлетворялось соотношение G<W.
| JP 201328070 A, 07.02.2013 | |||
| JP 200887608 A, 17.04.2008 | |||
| JP 200769408 A, 22.03.2007. |

