Изобретение относится к способу ремонта магистральных трубопроводов надземной прокладки методом вырезки/врезки катушки.
Из уровня техники известен способ замены дефектного участка магистрального трубопровода согласно патенту RU 2425273 (опубликован: 27.03.2005; МПК: F16L 1/028).
Изобретение относится к ремонту трубопроводов, в частности к ремонту трубопровода с подъемом в траншее и укладкой на лежки. При подъеме трубопровода для очистки от старой изоляции и для нанесения новой изоляции определение высоты подъема, выбор количества и расстановку трубоукладчиков осуществляют исходя из условия ограничения деформации металла трубопровода в местах с минимальным радиусом кривизны значением, вызывающим достижение критической температуры хрупкости металла до значений температуры окружающей среды.
Изобретение позволяет выбрать схему подъема (высоту подъема трубопровода, количество и расстановку трубоукладчиков), ограничивая значение допустимого изгибающего момента с учетом температуры окружающей среды, предотвратить переход деформированного трубопровода в хрупкое состояние при снижении температуры окружающей среды, его разрушение при производстве изоляционно-укладочных работ, следовательно, повысить безопасность производства ремонтных работ.
Известен также способ вырезки участка трубопровода (патент RU 2529972, опубликован: 10.10.2014; МПК: F16L 1/024). Перед началом резания согласно изобретению вырезаемый участок трубопровода фиксируют с помощью грузоподъемного механизма и поддерживают до окончания вырезки. Резку труб осуществляют одновременно с двух (или трех, в случае вырезания тройника) концов трубопровода. Достигается упрощение реализации способа, повышение его эффективности и повышение качества резания.
Однако в известных способах не исключено смещение трубопровода и изменение планово-высотного положения за счет увеличения напряжений в трубопроводе в процессе остывания ремонтируемого участка трубопровода, что влечет за собой снижение безопасности производства ремонтных работ.
Этот негативный фактор в наибольшей степени проявляется при ремонте нефтепроводов надземной прокладки в экстремальных климатических условиях. Такие трубопроводы устанавливаются на специально разработанных металлических конструкциях, воспринимающих и передающих вес трубопровода с перекачиваемым продуктом и обеспечивающих свободное перемещение трубопровода на опорной подушке при перепадах температур.
Задача изобретения - обеспечение возможности безопасного выполнения работ по замене дефектного участка трубопровода на участках надземной прокладки при низких температурах окружающей среды.
Технический результат заключается в предотвращении движения прилегающих к месту реза свободных концов трубы в процессе остывания металла трубы.
Указанная задача решается, а технический результат достигается тем, что способ ремонта дефектного участка трубопровода надземной прокладки согласно изобретению содержит этапы, на которых перед вырезкой дефектного участка трубопровода в местах реза осуществляют подъем корпуса-ложемента с трубопроводом посредством грузоподъемного механизма, установку антифрикционного прокладочного материала между опорной поверхностью корпуса-ложемента и верхней поверхностью стола-ростверка и опускают корпус-ложемент на стол-ростверк; осуществляют фиксацию трубопровода на опорах по обеим сторонам от мест реза с помощью прижимных приспособлений, выполняют вырезку дефектного участка трубопровода, после чего производят ослабление прижимных приспособлений, приведение концов трубопровода в соосность с применением прижимных приспособлений и грузоподъемного механизма, и затем производят монтаж ремонтного участка трубопровода при помощи сварного соединения с соосными концами трубопровода.
Кроме того, способ ремонта дефектного участка трубопровода надземной прокладки характеризуется следующими частными признаками:
- прижимное приспособление выполнено в виде сборного устройства, содержащего верхнюю и нижнюю части, состоящие из стальных профилей, жестко соединенных между собой в поперечном направлении, при этом верхнюю часть прижимного приспособления размещают в зазоре между основанием и опорной поверхностью корпуса-ложемента, установленной через антифрикционный прокладочный материал на верхней поверхности стола-ростверка, а нижнюю часть - под нижней поверхностью стола-ростверка, причем верхнюю и нижнюю части прижимного приспособления жестко соединяют между собой по обеим сторонам от опоры;
- антифрикционный прокладочный материал представляет собой лист армированной резины;
- осуществляют фиксацию трубопровода на трех соседних опорах по обеим сторонам от мест реза, причем прижимные приспособления устанавливают, начиная с опор, ближайших к дефектному участку трубопровода;
- стальные профили, из которых изготовлены верхняя и нижняя части прижимных устройств, представляют собой гнутые замкнутые сварные трубы квадратного сечения;
- перед установкой прижимного приспособления между его верхней частью и опорной поверхностью корпуса-ложемента размещают вставки из деревянного бруса;
- в качестве грузоподъемного механизма используют кран-трубоукладчик или автомобильный кран.
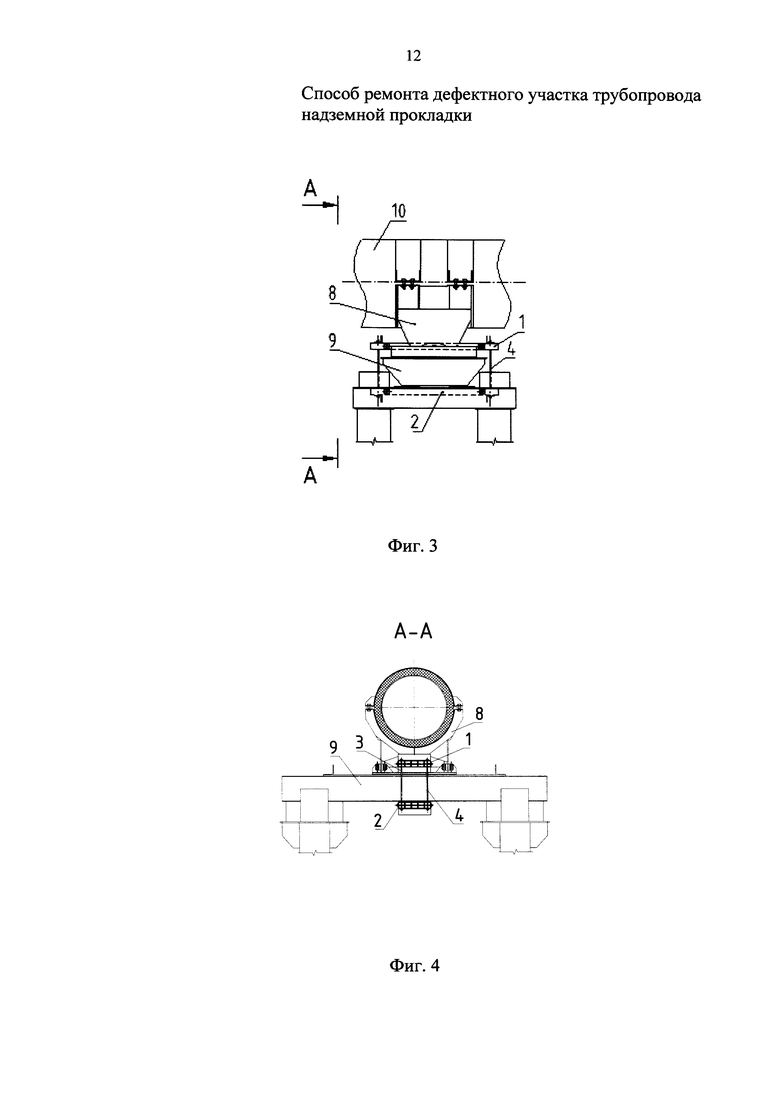
Изобретение иллюстрируется чертежами, где на фиг. 1 показано прижимное приспособление, вид спереди, на фиг. 2 - прижимное приспособление, вид сбоку, на фиг. 3 - установка прижимного приспособления на опору трубопровода, вид сбоку, на фиг. 4 - вид по сечению А-А. Под опорой трубопровода понимается корпус-ложемент, на котором закреплен трубопровод, и стол-ростверк, на котором свободно установлен корпус-ложемент.
На фиг. 1-4 обозначено:
1 - верхняя часть;
2 - нижняя часть;
3 - вставка;
4 - шпилька стяжная;
5 - гайка;
6 - шайба;
7 - ребро жесткости;
8 - корпус-ложемент;
9 - стол-ростверк;
10 - трубопровод.
Прижимное приспособление представляет собой сборное устройство. Оно состоит из верхней части 1 и нижней части 2, выполненных из гнутых замкнутых сварных труб квадратного сечения - стальных профилей квадратного сечения 100×100×5 мм по ГОСТ 30245-2003.
Верхняя часть 1 прижимного приспособления состоит из пяти стальных профилей, которые устанавливаются в зазор между основанием и опорной поверхностью корпуса-ложемента 8, и соединяется между собой при помощи двух шпилек стяжных 4, четырех шайб 6 и четырех гаек 5. Для уменьшения изгибающего момента между верхней частью 1 и опорной поверхностью стола-ростверка 9 предусматриваются вставки 3 из деревянного бруса.
Нижняя часть 2 прижимного приспособления также состоит из пяти стальных профилей, соединенных между собой при помощи двух шпилек стяжных 4, четырех шайб 6 и четырех гаек 5. Нижняя часть 2 заводится под опорную поверхность стола-ростверка 9 и с помощью четырех ребер жесткости 7, четырех шпилек стяжных 4, восьми шайб 6 и восьми гаек 5 стягивается с верхней частью 1, обеспечивая жесткое соединение по обеим сторонам от опоры корпуса-ложемента 8 и закрепленного на нем трубопровода 10 со столом-ростверком 9. Ребра жесткости 7, выполненные из стального уголка, обеспечивают равномерность прижатия верхней и нижней частей прижимного приспособления к столу-ростверку 9.
Плотность стяжки собранных стальных профилей проверяют щупом толщиной 0,3 мм, который в пределах зоны, ограниченной шайбой, не должен проходить между собранными деталями на глубину более 20 мм. Стержень болта должен выступать из гайки не менее чем на 3 мм.
Качество затяжки болтов проверяют отстукиванием их молотком массой 0,4 кг, при этом болты не должны смещаться.
Способ осуществляется следующим образом.
Проводят демонтаж теплоизоляционного и антикоррозионного покрытий в местах реза по всей окружности трубы на ширину не менее 600 мм. Поверхность трубопровода в местах резки должна быть очищена от остатков клея, праймера, мастики.
Перед вырезкой дефектного участка трубопровода с предварительно демонтированными теплоизоляционным и антифрикционным покрытиями в местах реза осуществляют подъем корпуса-ложемента с трубопроводом посредством грузоподъемного механизма, установку антифрикционного прокладочного материала между опорной поверхностью корпуса-ложемента и верхней поверхностью стола-ростверка и опускают корпус-ложемент на стол-ростверк.
Осуществляют фиксацию трубопровода на опорах по обе стороны от места реза посредством прижимных приспособлений. Верхнюю часть 1 прижимного приспособления размещают в зазоре между основанием и опорной поверхностью корпуса-ложемента 8, установленной через антифрикционный прокладочный материал (на фигурах не показан), на верхней поверхности стола-ростверка, а нижнюю часть - под нижней поверхностью стола-ростверка 9, причем верхнюю и нижнюю части прижимных приспособлений жестко соединяют между собой по обеим сторонам от опоры.
Прижимные приспособления предназначены для закрепления участка трубопровода на опорах с целью предотвращения возможного изменения планово-высотного положения в процессе вырезки дефектного участка трубопровода (катушки). Монтаж прижимных приспособлений производится непосредственно перед проведением работ по вырезке катушки.
Для исключения смещений трубопровода и изменения планово-высотного положения при проведении работ по вырезке катушки используют шесть прижимных приспособлений: на трех соседних опорах по обе стороны от мест реза, причем прижимные приспособления устанавливают, начиная с опор, ближайших к дефектному участку трубопровода. Необходимое количество прижимных приспособлений определено расчетным путем с последующим экспериментальным подтверждением.
Перед установкой прижимных приспособлений между опорной поверхностью корпуса-ложемента и верхней (скользящей) поверхностью стола-ростверка устанавливают прокладочный материал из армированной резины, при этом подъем трубопровода осуществляют грузоподъемным механизмом.
Выполняют вырезку дефектного участка (катушки). Вырезку катушки производят одновременно двумя машинами для резки труб типа «Волжанка-2» со специализированной монтажной площадки. После вырезки катушки производят ослабление верхней и нижней частей (при необходимости демонтаж) прижимных приспособлений на опорах для снятия продольного и поперечных напряжений.
Выполняют врезку новой катушки, производя монтаж ремонтного участка трубопровода при помощи сварного соединения с соосными концами трубопровода. Непосредственно перед проведением сварочных работ по врезке катушки производят приведение концов трубопровода в соосность с применением прижимных приспособлений и грузоподъемных механизмов.
В качестве грузоподъемного механизма используют кран-трубоукладчик или автомобильный кран. При получении соосности в плане, но и при наличии расхождения по вертикали применяют второй кран-трубоукладчик или автомобильный кран. После достижения соосности проводят сварочные работы по врезке катушки в трубопровод. При этом прижимные приспособления предотвращают движения прилегающих к месту реза свободных концов трубы в процессе остывания сварных швов. В условиях низких температур окружающего воздуха при отсутствии фиксации перемещения свободных концов трубы вызывают в сварном шве значительные напряжения, что угрожает безопасности выполнения работ по замене дефектного участка трубопровода на участках надземной прокладки.
По окончании сварочно-монтажных работ производят контроль сварных соединений методами неразрушающего контроля.
После положительных результатов контроля качества сварных стыков производят работы по восстановлению антикоррозионного и теплоизоляционного покрытий ремонтируемого участка трубопровода, при этом осуществляют контроль качества нанесения антикоррозионного покрытия (АКП) участков, свободных от теплоизоляции, ремонт участков АКП труб, деталей на концах труб (деталей), свободных от теплоизоляции, нанесение АКП сварного стыка, установку скорлуп из пенополиуретана и защитного кожуха.
По завершении работ осуществляют демонтаж прижимных приспособлений со столов-ростверков.
Апробация способа ремонта дефектного участка трубопровода надземной прокладки была проведена на строящемся участке надземной прокладки магистрального трубопровода диаметром 820 мм с заводской теплоизоляцией из пенополиуретана толщиной 100 мм на объекте трубопроводной системы «Заполярье - НПС «Пур-Пе» 3 очередь. 2 этап» (на фотографии фиг. 4 показана установка фиксирующего приспособления на опоре трубопровода этого участка). Тестовый участок длиной 448,51 м был расположен между неподвижными опорами. При проведении апробации технологии ремонта производился непрерывный хронометраж рабочего времени.
Было установлено, что предложенный способ проведения работ обеспечивает возможность ремонта трубопровода с надземной прокладкой методом вырезки/врезки катушки. Принятая технология обеспечивает возможность безопасного выполнения работ по ремонту (замене) нефтепровода на участках надземной прокладки. Для приведения торцов трубопровода надземного участка в соосность с дальнейшей врезкой катушки необходимо использовать не менее одного грузоподъемного механизма с прижимными приспособлениями. Общая продолжительность ремонтных работ, выполненных в соответствии данным способом, составила 30 часов 05 минут.
По результатам проведения апробации данный способ внесен в проект руководящего документа «Магистральный трубопроводный транспорт нефти и нефтепродуктов. Ремонт (замена) нефтепровода на участках надземной прокладки».
Предложенный способ ремонта трубопровода, предусматривающий применение прижимных приспособлений, предотвращает движения прилегающих к месту реза свободных концов трубы в процессе остывания металла трубы и обеспечивает безопасность выполнения работ по замене дефектного участка трубопровода на участках надземной прокладки при отрицательных температурах в северных климатических условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центрирующее устройство | 2016 |
|
RU2645837C1 |
| СЕЙСМОСТОЙКАЯ НЕПОДВИЖНАЯ ОПОРА ТРУБОПРОВОДА, УЗЕЛ СОЕДИНЕНИЯ КАТУШКИ ТРУБОПРОВОДА С РОСТВЕРКОМ ОПОРЫ ТРУБОПРОВОДА ДЛЯ СЕЙСМОСТОЙКОЙ НЕПОДВИЖНОЙ ОПОРЫ ТРУБОПРОВОДА И ПРОДОЛЬНОЕ ДЕМПФЕРНОЕ УСТРОЙСТВО ДЛЯ СЕЙСМОСТОЙКОЙ НЕПОДВИЖНОЙ ОПОРЫ ТРУБОПРОВОДА | 2015 |
|
RU2624681C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С ИСПОЛЬЗОВАНИЕМ ГЕРМЕТИЗИРУЮЩЕЙ КАМЕРЫ С ПОДГОННОЙ РАМОЙ | 2020 |
|
RU2750832C1 |
| СПОСОБ УСТАНОВКИ НЕПОДВИЖНОЙ ОПОРЫ В ПРОЕКТНОЕ ПОЛОЖЕНИЕ С ВОЗМОЖНОСТЬЮ РЕГУЛИРОВКИ ВЫСОТНОГО ПОЛОЖЕНИЯ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2572428C2 |
| СЕЙСМОСТОЙКАЯ ДВУХСВАЙНАЯ ПОДВИЖНАЯ ОПОРА ТРУБОПРОВОДА И ДЕМПФЕРНОЕ УСТРОЙСТВО ДЛЯ СЕЙСМОСТОЙКОЙ ДВУХСВАЙНОЙ ПОДВИЖНОЙ ОПОРЫ ТРУБОПРОВОДА | 2015 |
|
RU2601683C1 |
| ОПОРА ПОДВИЖНАЯ ТРУБОПРОВОДА И ЕЕ ОПОРНЫЙ УЗЕЛ | 2014 |
|
RU2572743C2 |
| СПОСОБ ЗАМЕНЫ ДЕФЕКТНОГО УЧАСТКА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2014 |
|
RU2580234C1 |
| ОПОРА ПОДВЕСНАЯ ДЛЯ УЧАСТКОВ ПОДЗЕМНОЙ ПРОКЛАДКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2601651C1 |
| СЕЙСМОСТОЙКАЯ ЧЕТЫРЕХСВАЙНАЯ ПОДВИЖНАЯ ОПОРА ТРУБОПРОВОДА И ДЕМПФЕРНОЕ УСТРОЙСТВО ДЛЯ СЕЙСМОСТОЙКОЙ ЧЕТЫРЕХСВАЙНОЙ ПОДВИЖНОЙ ОПОРЫ ТРУБОПРОВОДА | 2017 |
|
RU2648179C1 |
| Способ ремонта трубопроводов | 2015 |
|
RU2610798C2 |

Изобретение относится к способу ремонта магистральных трубопроводов надземной прокладки методом вырезки/врезки катушки. Перед вырезкой дефектного участка трубопровода осуществляют подъем корпуса-ложемента с трубопроводом посредством грузоподъемного механизма, установку антифрикционного прокладочного материала между опорной поверхностью корпуса-ложемента и верхней поверхностью стола-ростверка. Затем осуществляют фиксацию трубопровода на опорах по обеим сторонам от мест реза посредством прижимных приспособлений и выполняют вырезку дефектного участка трубопровода. После приведения концов трубопровода в соосность с применением прижимных приспособлений и грузоподъемного механизма производят монтаж ремонтного участка трубопровода при помощи сварного соединения с соосными концами трубопровода. Прижимные приспособления выполнены в виде сборных устройств, содержащих верхнюю и нижнюю части, состоящих из стальных профилей, жестко соединенных между собой в поперечном направлении. Технический результат заключается в предотвращения движения прилегающих к месту реза свободных концов трубы в процессе остывания металла трубы. 6 з.п. ф-лы, 4 ил.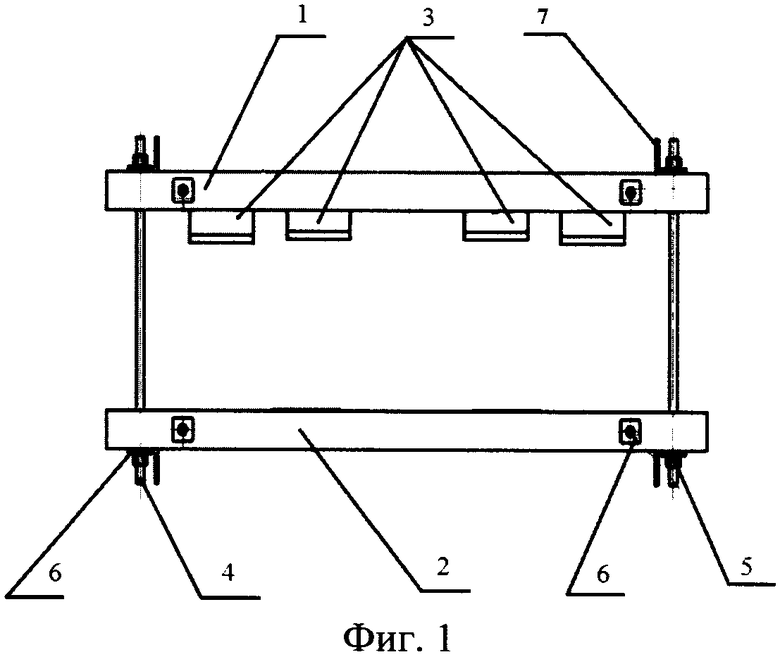
1. Способ ремонта дефектного участка трубопровода надземной прокладки, характеризующийся тем, что он содержит этапы, на которых перед вырезкой дефектного участка трубопровода в местах реза осуществляют подъем корпуса-ложемента с трубопроводом посредством грузоподъемного механизма, установку антифрикционного прокладочного материала между опорной поверхностью корпуса-ложемента и верхней поверхностью стола-ростверка и опускают корпус-ложемент на стол-ростверк; осуществляют фиксацию трубопровода на опорах по обеим сторонам от мест реза с помощью прижимных приспособлений, выполняют вырезку дефектного участка трубопровода, после чего производят ослабление прижимных приспособлений, приведение концов трубопровода в соосность с применением прижимных приспособлений и грузоподъемного механизма, и затем производят монтаж ремонтного участка трубопровода при помощи сварного соединения с соосными концами трубопровода.
2. Способ по п. 1, характеризующийся тем, что прижимное приспособление выполнено в виде сборного устройства, содержащего верхнюю и нижнюю части, состоящие из стальных профилей, жестко соединенных между собой в поперечном направлении, при этом верхнюю часть прижимного приспособления размещают в зазоре между основанием и опорной поверхностью корпуса-ложемента, установленной через антифрикционный прокладочный материал на верхней поверхности стола-ростверка, а нижнюю часть - под нижней поверхностью стола-ростверка, причем верхнюю и нижнюю части прижимного приспособления жестко соединяют между собой по обеим сторонам от опоры.
3. Способ по п. 1, характеризующийся тем, что антифрикционный прокладочный материал представляет собой лист армированной резины.
4. Способ по п. 1, характеризующийся тем, что осуществляют фиксацию трубопровода на трех соседних опорах по обеим сторонам от мест реза, причем прижимные приспособления устанавливают, начиная с опор, ближайших к дефектному участку трубопровода.
5. Способ по п. 1, характеризующийся тем, что стальные профили, из которых изготовлены верхняя и нижняя части прижимных устройств, представляют собой гнутые замкнутые сварные трубы квадратного сечения.
6. Способ по п. 1, характеризующийся тем, что перед установкой прижимного приспособления между его верхней частью и опорной поверхностью корпуса-ложемента размещают вставки из деревянного бруса.
7. Способ по п. 1, характеризующийся тем, что в качестве грузоподъемного механизма используют кран-трубоукладчик или автомобильный кран.
| KR 20140006180 U, 10.12.2014 | |||
| СПОСОБ ВЫРЕЗКИ УЧАСТКА ТРУБОПРОВОДА | 2012 |
|
RU2529972C2 |
| СПОСОБ ЗАМЕНЫ ДЕФЕКТНОГО УЧАСТКА ПРОДУКТОПРОВОДА И ПРИЖИМНОЕ УСТРОЙСТВО, ИСПОЛЬЗУЕМОЕ ПРИ ЕГО ЗАМЕНЕ | 2004 |
|
RU2272956C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2008 |
|
RU2425273C2 |

