ОБЛАСТЬ ТЕХНИКИ
[0001] В настоящем изобретении предложена подвижная деталь часового механизма, состоящая из прозрачной части, зубчатого обода и металлической муфты с радиальным допуском 0,01 мм. Изобретение также относится к способу изготовления данной подвижной детали часового механизма.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
[0002] Известно использование колес или подвижных деталей часового механизма с применением пластины из сапфира или из другого прозрачного материала в загадочных часах с тем, чтобы придать эффект прозрачности по крайней мере части часового механизма и создать иллюзию, что стрелки или другие подвижные детали не связаны с частями часового механизма. Подобное «загадочное» колесо может быть также использовано, например, в качестве прозрачного ротационного диска, несущего элементы регулирующих деталей часового механизма.
[0003] До настоящего времени подобные загадочные колеса в большинстве случаев состояли из металлического коронного колеса (убирающегося после завода часов) снабженного зубчатым ободом, изготовленным отдельно и затем жестко соединенным с диском из сапфира. Соединение зубчатого обода с диском из сапфира как правило производят путем склеивания или сварки. Подобные загадочные колеса также могут состоять из сапфирового диска с периферийным зубчатым ободом, вырезанным непосредственно в сапфире.
[0004] В первом случае, возникают осложнения из-за раздельного изготовления диска из сапфира и зубчатого обода. Соединение двух деталей не позволяет получить хороший размер допуска полученной таким образом подвижной детали часового механизма. Во втором случае, свойства сапфира и других стекол затрудняют операцию механической обработки зубчатого обода. Зубчатый обод, выполненный из подобного прозрачного материала, часто не приспособлен для использования в часовом деле, поскольку подобный зубчатый обод слишком быстро изнашивается, что сказывается на надежности подвижной детали часового механизма.
Сущность изобретения
[0005] Согласно настоящему изобретению подвижная деталь часового механизма, предназначенная для установки на поворотной оси, состоит из части, выполненной из прозрачного материала, металлического зубчатого обода, идущего по окружности прозрачной части и металлической муфты, плотно вставленной в отверстие прозрачной части и имеющей отверстие, предназначенное для крепления на поворотной оси. Зубчатый обод и муфту изготавливают аддитивным способом производства непосредственно на прозрачной части. Термин «аддитивное производство» используется здесь в широком смысле слова и, в частности, включает способы стереолитографии, гальванопластики или другие способы наращивания вещества, позволяющие изготовить зубчатый обод и муфту непосредственно на прозрачной части.
[0006] Согласно другому аспекту настоящего изобретения оно представляет способ аддитивного производства для изготовления подвижной детали часового механизма, заключающийся в следующем: изготавливают форму из фоторезиста, предназначенную для установки прозрачной части, устанавливают прозрачную часть в форму, способом гальванопластики в форму наносят металл, образующий зубчатый обод и муфту, из формы извлекают прозрачную часть, снабженную зубчатым ободом и муфтой, получая, таким образом, подвижную деталь часового механизма.
[0007] Настоящая подвижная деталь часового механизма и способ изготовления вышеназванной подвижной детали часового механизма позволяют получить радиальный допуск между отверстием и зубчатым ободом менее чем в 0,01 мм.
Краткое описание чертежей
[0008] Примеры применения изобретения представлены чертежами, на которых:
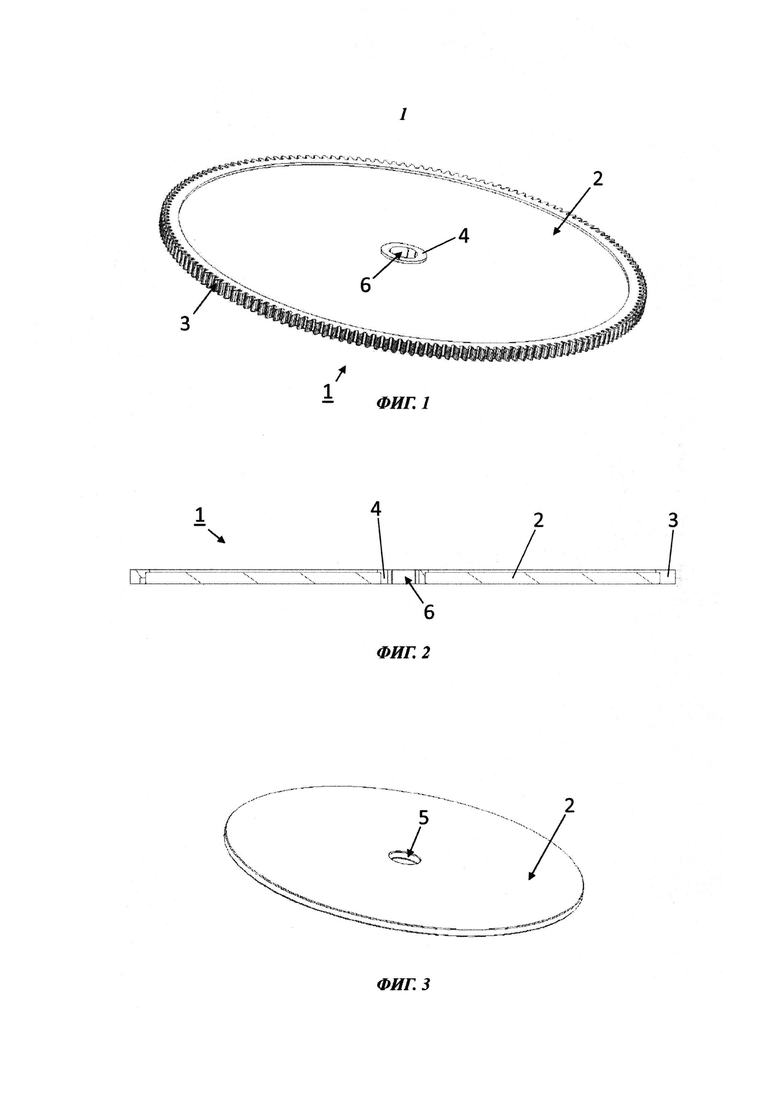
На фиг.1 представлено изображение в перспективе подвижной детали часового механизма, состоящей из прозрачной части, зубчатого обода и металлической муфты, согласно примеру осуществления изобретения;
На фиг.2 показан вид сбоку детали часового механизма, показанной на фиг.1;
На фиг.3 показано изображение в перспективе прозрачного диска при отсутствии зубчатого обода и муфты;
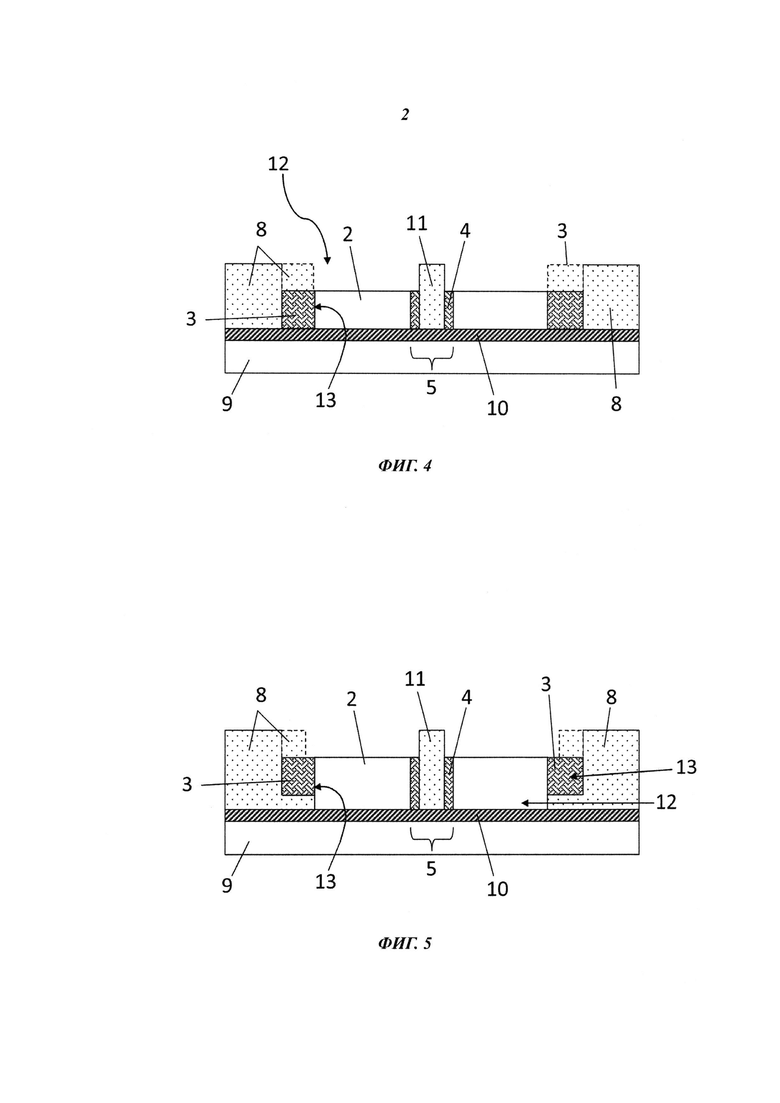
На фиг.4 показан поперечный разрез формы из фоторезиста, содержащей прозрачную часть, согласно примеру осуществления изобретения;
На фиг.5 показано поперечное сечение формы из фоторезиста, содержащей прозрачную часть, согласно другому примеру осуществления изобретения.
Пример(ы) осуществления изобретения
[0009] На фиг.1 представлено изображение в перспективе, а на фиг.2 показан вид сбоку подвижной детали 1 часового механизма согласно примеру осуществления изобретения. Подвижная деталь 1 часового механизма состоит из прозрачной части 2, выполненной здесь в форме прозрачного диска, имеющего металлический зубчатый обод 3, далее именуемый просто зубчатым ободом, идущий по окружности диска 2 и металлической муфты 4, установленной таким образом, чтобы обеспечить установку подвижной детали 1 на поворотную ось (не представлена) часового механизма (также не представлен).
[0010] На фиг.3 показано изображение в перспективе прозрачного диска 2 при отсутствии зубчатого обода 3 и муфты 4. Диск 2 имеет отверстие 5, предназначенное для размещения муфты 4. Диск 2, как правило, изготавливают из хрупкого материала, то есть материала, не имеющего достаточной степени пластичности при использовании в условиях нормальной температуры, как, например, стекло, кварц или сапфир. Пример на фиг.1 показывает отверстие 5 круглой формы. Отверстие 5 может, тем не менее, иметь любую другую форму по необходимости и/или в зависимости от свойств материала, и/или метода изготовления, применяемого при изготовлении диска 2. Например, отверстие 5 может иметь форму многоугольника, например квадрата, пятиугольника или шестиугольника, и т.д.
[0011] Муфта 4 имеет отверстие 6, позволяющее крепление оси, например, методом запрессовки. Поскольку металлическая муфта 4 может быть упруго деформирована, возможно крепление оси методом натяга. При деформировании муфта 6 перераспределяет часть давления оси, что позволяет избежать концентрации этого давления в отдельных точках диска 2, в частности, когда отверстие 5 имеет форму многоугольника, на его стороны. Таким образом, снижаются риски повреждения и разлома диска 2 при его монтаже и функционировании, в частности, когда диск 2 изготовлен из хрупкого материала.
[0012] Зубчатый обод 3 и муфта 4 могут быть изготовлены из любого металла или сплава, пригодного для аддитивного способа производства. При использовании способа гальванопластики, зубчатый обод 3 и муфту 4 предпочтительно изготавливают из никеля или сплавов с никелем. При необходимости зубчатый обод 3 и муфту 4 изготавливают из другого металла или сплава как, например, золота или сплавов с золотом, латуни или сплавов с латунью, или же из бронзы, меди или сплавов с медью. Хорошо подходит сплав меди с бериллием благодаря своим механическим и трибологичесим характеристикам. Согласно настоящему изобретению зубчатый обод 3 и муфту 4 изготавливают аддитивным способом производства.
[0013] Согласно предпочтительной форме изготовления аддитивный способ производства включает в себя способ гальванопластики в форме из фоторезиста, например, подобный ЛИГА (см. фиг.4). Такой метод включает в себя следующие этапы: изготавливают форму из светочувствительной смолы 8 (или фоторезиста), предназначенную для установки прозрачного диска 2; устанавливают прозрачный диск 2 в форму; способом гальванопластики в форму осаждают металл, образующий зубчатый обод 3 и муфту 5; и из формы извлекают прозрачный диск 2, снабженный зубчатым ободом 3 и муфтой 5, получая, таким образом, подвижную деталь часового механизма 1.
[0014] В частности, форма из фоторезиста 8 может быть образована путем нанесения слоя фоторезиста 8 на основу 9 с предварительно наложенной проводящей пленкой 10. Затем выборочно облучают фоторезист 8 через структурированную маску (не показанную). Выборочно удаляют часть облученного или не облученного фоторезиста в зависимости от его типа, с тем чтобы получить объемную форму из фоторезиста, чья конфигурация зависит от структурности маски. Части облученного или не облученного фоторезиста могут быть удалены путем растворения при помощи растворителя или любым другим подходящим способом.
[0015] Внешний вид формы, а также положение в ней диска 2 определяют форму зубчатого зацепления 3 и муфты 4, изготовленных способом гальванопластики. На фиг.4 показан поперечный разрез формы из фоторезиста 8 после этапа удаления части фоторезиста. В этом случае форма из фоторезиста содержит первую полость 12, предназначенную для приема диска 2, и ножку 11 из фоторезиста, изготовленную в процессе выборочного облучения и установленную таким образом, чтобы образовать отверстие 6 во время изготовления муфты 4.
[0016] В ходе процесса гальванопластики металл осаждают на металлизированную основу 9, между краями прозрачной части 2 и краями формы, образуя, таким образом, зубчатый обод 3. На фиг.4 чередование металлических зубьев зубчатого обода 3 и фоторезиста 8 обозначено штриховыми линиями. Металл также осаждают в отверстие 5, между краями отверстия 5 и ножкой 11, образуя, таким образом, муфту 4 одновременно с зубчатым ободом 3. Систему, состоящую из диска 2, зубчатого зацепления 3 и муфты 4, извлекают из формы путем удаления фоторезиста 8 с помощью соответствующего растворителя. Соединения между диском 2 и зубчатым ободом 3 и муфтой 4 называют внутренним, поскольку они образованы наращиванием металлических частей вдоль краев окружности диска 2 и отверстия 5.
[0017] Описанный здесь аддитивный способ производства позволяет получить гораздо лучший радиальный допуск по сравнению с допуском, получаемым, когда подобные зубчатый обод и муфта соединяются с диском 2 способом запрессовки, зачеканки, винтового соединения, склеивания, сварки и другими. В частности, радиальный допуск между отверстием 6 муфты 4 и зубчатым ободом 3 зависит от конфигурации формы из фоторезиста и точности установки диска 2 в форму. Литографические способы, использующие светочувствительную смолу, как правило, позволяют получить очень высокую точность. Например, при использовании фоторезиста типа SU-8 получают допуск порядка 0,25 мкм и форм-фактор порядка 20. Точную установку диска 2 обеспечивают направляющими и/или установочными отметками, на фоторезисте. Точную установку диска 2 в форме обеспечивают использованием двухуровневой формы.
[0018] На фиг.5 показано поперечное сечение такой двухуровневой формы из фоторезиста 8 после этапа растворения. Показанную на фиг.5 форму изготавливают, используя первую маску для образования первой полости 12, предназначенной для установки диска 2, и вторую маску для образования второй полости 13, предназначенную для формирования зубчатого зацепления 3, способом гальванопластики. В частности, первая полость 12 имеет диаметр, позволяющий поместить диск 2 без бокового зазора. Вторая полость 13 имеет внешний вид формы, показанной на фиг.4, с тем, чтобы позволить нанесение металла для образования зубчатого зацепления 3. Таким образом, радиальный допуск обеспечивают точностью формы, то есть точностью первой полости 12 в которую помещают диск 2 и точностью второй полости 13, которая определяет точную форму зубчатого зацепления 3. При таком техническом решении, муфту 4 всегда изготавливают между ножкой 11 из фоторезиста и краями отверстия 5. Как предложено на фиг.5, первая полость 12 может быть неглубокой по сравнению со второй полостью 13 с тем, чтобы зубчатый обод 3 образовывался почти по всей высоте края диска 2.
[0019] Радиальная толщина металлического зубчатого обода 3, как правило, составляет максимум 5% от диаметра диска 2. Согласно способу изготовления прозрачный диск 2 является диском из сапфира с диаметром не меньше 15 мм. Зубчатый обод 3 имеет радиальную толщину больше чем 0,4 мм, желательно около 0,55 мм. Муфта 4 имеет радиальную толщину не менее 0,1 мм, желательно около 0,25 мм. Высота подвижной детали часового механизма 1, включающего диск из сапфира 2, зубчатый обод 3 и муфту 4, как правило, составляет 0,5 мм. Радиальный допуск между центральным отверстием 6 зубчатым ободом 3 составляет менее 0,01 мм несмотря на то, что сам диск из сапфира имеет больший допуск, приблизительно 0,1 мм.
[0020] Очевидно, что настоящее изобретение не ограничено вышеописанным примером осуществления изобретения и что различные видоизменения и незначительные модификации могут рассматриваться специалистами, не выходя при этом за рамки настоящего изобретения. Например, способ аддитивного изготовления зубчатого обода 3 и муфты 4 может также включать в себя способ стереолитографии, включающий в себя: способ прямого лазерного спекания металлов (ПЛСМ), включающий в себя этап спекания металлических порошков, которые коаксиально вбрасываются на лазерный луч с тем, чтобы произвести последовательное нанесение металлических слоев; селективное лазерное спекание, включающее в себя послойное спекание порошков металлических материалов (Selective Laser Sintering); селективная лазерная плавка (Selective Laser Melting); или любой другой способ стереолитографии и/или быстрого изготовления.
[0021] Способ изготовления может, кроме того, включать в себя фазу создания модели, представляющую форму изготовляемых зубчатого обода 3 и муфты 4; модель может быть получена с помощью компьютерной системы автоматизированного проектирования САПР (САО) или путем оцифровывания существующего объекта, который необходимо воспроизвести.
[0022] Подвижную деталь часового механизма используют, например, в загадочных часах. Индикаторы, как например стрелки, устанавливают на прозрачном диске и приводят в движение кольцевым зубчатым ободом посредством подвижных деталей часового механизма, скрытых в остове корпуса часов. Сами эти подвижные детали часового механизма приводят в движение подающим механизмом или двигателем, также скрытыми в корпусе часов. Отсутствие видимого часового механизма и стрелки, свободно перемещающиеся в корпусном кольце, придают загадочный вид часам, содержащим одну или несколько подобных деталей. Такая деталь часового механизма также используется в качестве вращающегося диска, несущего регулирующие детали часового механизма, например механизм турбийона. В этом случае прозрачная часть не обязательно выполнена в форме диска.
Цифровая позиция, используемая на рисунках
1. подвижная деталь часового механизма
2. прозрачная часть
3. зубчатый обод
4. муфта
5. отверстие
6. отверстие в муфте
8. фоторезист
9. основа
10. проводящая пленка
11. ножка из фоторезиста
12. первая полость
13. вторая полость
Подвижная деталь (1) часового механизма предназначенная для установки на поворотной оси, состоящая из прозрачной части (2), имеющей отверстие (5); металлического зубчатого обода (3), идущего по окружности прозрачной части (2); металлической муфты (4), с натягом вставленной в отверстие (5) и имеющей отверстие (6), предназначенное для крепления на поворотной оси; зубчатый обод (3) и муфту (4), изготовливают аддитивным способом непосредственно на прозрачной части с тем, чтобы радиальный допуск между отверстием муфты 6 и зубчатым ободом (3) был менее 0,01 мм. 3 н. и 13 з.п. ф-лы, 5 ил.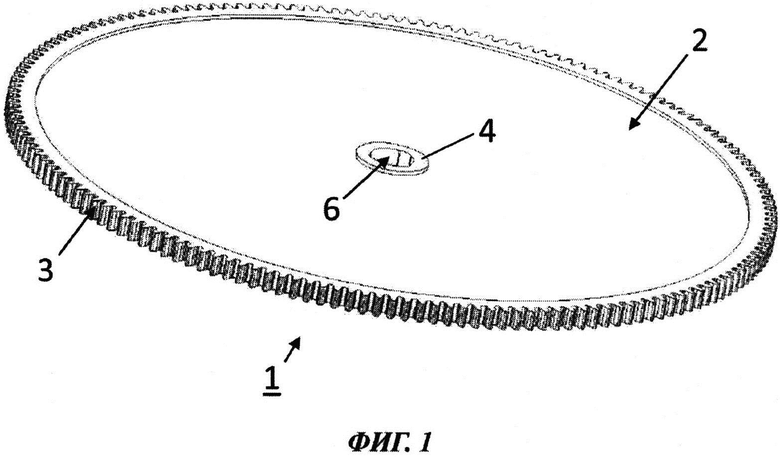
1. Подвижная деталь часового механизма, предназначенная для установки на поворотной оси, содержащая: прозрачную часть, имеющую отверстие; металлический зубчатый обод, идущий по окружности прозрачной части; металлическую муфту, с натягом вставленную в отверстие и имеющую отверстие, предназначенное для крепления на поворотной оси; причем зубчатый обод и муфта изготовлены аддитивным способом непосредственно на прозрачной части так, что радиальный допуск между отверстием и зубчатым ободом составляет менее 0,01 мм.
2. Подвижная деталь часового механизма по п.1, в которой, муфта и зубчатый обод изготовлены одновременно.
3. Подвижная деталь часового механизма по п.1, в которой муфта и зубчатый обод изготовлены из металла, содержащего никель, медь, или золото, или сплав с одним из этих металлов.
4. Подвижная деталь часового механизма по п.1, в которой способ аддитивного производства является способом стереолитографии.
5. Подвижная деталь часового механизма по п.1, в которой способ аддитивного производства включает в себя способ гальванопластики в форму из фоторезиста.
6. Подвижная деталь часового механизма по п.1, в которой радиальная толщина зубчатого обода составляет максимум приблизительно 5% от самого большого размера прозрачной части.
7. Подвижная деталь часового механизма по п.1, в которой прозрачная часть представляет собой диск из сапфира.
8. Подвижная деталь часового механизма по п.1, в которой прозрачная часть является диском с диаметром, равным по меньше мере 15 мм, зубчатый обод имеет радиальную толщину больше чем 0,4 мм, а муфта имеет радиальную толщину не менее 0,1 мм.
9. Подвижная деталь часового механизма по п.1, в которой высота подвижной детали равна примерно 0,5 мм.
10. Подвижная деталь часового механизма по п.1, используемая в качестве индикаторного диска или в качестве диска, несущего регулирующую деталь часового механизма.
11. Часовое изделие, содержащее подвижную деталь, предназначенную для установки на поворотной оси, содержащую: прозрачную часть, имеющую отверстие; металлический зубчатый обод, идущий по окружности прозрачной части; металлическую муфту, с натягом вставленную в отверстие прозрачной части и имеющую отверстие, предназначенное для крепления на поворотной оси; причем зубчатый обод и муфта изготовлены аддитивным способом непосредственно на прозрачной части так, что радиальный допуск между отверстием и зубчатым ободом составляет менее 0,01 мм.
12. Способ аддитивного производства для изготовления подвижной детали часового механизма, предназначенной для установки на поворотной оси, содержащей: прозрачную часть, имеющую отверстие; металлический зубчатый обод, идущий по окружности прозрачной части; металлическую муфту, с натягом вставленную в отверстие прозрачной части и имеющую отверстие, предназначенное для крепления на поворотной оси; причем зубчатый обод и муфту изготавливают аддитивным способом непосредственно на прозрачной части так, что радиальный допуск между отверстием и зубчатым ободом составляет 0,01 мм; способ содержит шаги:
изготавливают форму из фоторезиста, предназначенную для установки прозрачной части;
устанавливают прозрачную часть в форму;
способом гальванопластики в форму осаждают металл, формируя зубчатый обод и муфту;
из формы извлекают прозрачную часть, снабженную зубчатым ободом и муфтой, получая, таким образом, подвижную деталь часового механизма.
13. Способ по п.12, в котором изготовление формы включает шаги: наносят слой фоторезиста на основу с предварительно наложенной проводящей пленкой;
выборочно облучают фоторезист 8 через структурированную маску; выборочно удаляют часть фоторезиста в зависимости от облучения, чтобы получить объемную форму из фоторезиста.
14. Способ по п.12, в котором форма из фоторезиста содержит первую полость, предназначенную для размещения прозрачной части, и ножку, расположенную таким образом, чтобы образовать отверстие муфты.
15. Способ по п.12, в котором прозрачную часть устанавливают в форму с помощью направляющих и/или установочных отметок на фоторезисте.
16. Способ по п.12, в котором форма из фоторезиста включает в себя первый уровень, содержащий первую полость, предназначенную для установки прозрачной части, и второй уровень, содержащий вторую полость, предназначенную для создания зубчатого зацепления способом гальванопластики.
| ТАИНСТВЕННЫЕ ЧАСЫ (ВАРИАНТЫ) | 2011 |
|
RU2446426C1 |
| Прибор для определения коэффициентов тепло- и температуропроводности | 1949 |
|
SU85004A1 |
| JP 2004184389 A, 02.07.2004 | |||
| WO 2002023284 A1, 21.03.2002 | |||
| CN 2874564 Y, 28.02.2007. | |||

