Изобретение относится к способам нанесения износостойких покрытий на режущий инструмент и может быть использовано в металлообработке.
Известен способ повышения стойкости режущего инструмента (РИ), при котором на его поверхность вакуумно-плазменным методом наносят износостойкое покрытие (ИП) из нитрида титана (TiN) (Табаков В.П. Работоспособность режущего инструмента с износостойкими покрытиями на основе сложных нитридов и карбонитридов титана. - Ульяновск: УлГТУ, 1998. 123 с.). К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе покрытия имеют относительно низкую твердость. В результате этого покрытие в большей мере подвергается износу, в нем быстро зарождаются и распространяются трещины, приводящие к разрушению покрытия, что снижает стойкость РИ с покрытием.
Наиболее близким способом того же назначения к изобретению по совокупности признаков является способ нанесения многослойного покрытия, состоящего из нижнего слоя нитрида титана TiN и верхнего слоя нитрида титана и циркония TiZrN (Табаков В.П., Чихранов А.В. Износостойкие покрытия режущего инструмента, работающего в условиях непрерывного резания. - Ульяновск: УлГТУ, 2007. - 255 с.), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного режущего инструмента с покрытием, принятого за прототип, относится то, что в известном способе многослойное покрытие обладает недостаточной твердостью, а, следовательно, трещиностойкостью. В результате покрытие плохо сопротивляется процессам износа и разрушения и быстро разрушается при резании.
Повышение в последнее время стоимости металлорежущего инструмента и ужесточение требований к точности обрабатываемых деталей сделало еще более актуальной проблему повышения стойкости РИ. Одним из путей повышения стойкости и, как следствие, работоспособности РИ с покрытием является нанесение покрытий многослойного типа со слоями с различными физико-механическими свойствами. Наличие в покрытии верхнего слоя, обладающего высокой твердостью, способствует снижению интенсивности износа РИ с многослойным покрытием. Для повышения прочности сцепления покрытия с инструментальной основой оно должно иметь в своем составе нижний слой с повышенными адгезионными свойствами. Кроме того, создание микрослоистости в верхнем слое покрытия приводит к увеличению его твердости и трещиностойкости и, как следствие, работоспособности РИ с покрытием.
Технический результат - повышение работоспособности РИ.
Указанный технический результат при осуществлении изобретения достигается тем, что наносят нижний слой из нитрида ниобия и верхний - из нитрида соединения титана, хрома и молибдена при их соотношении, мас. %: титан 83,5-87,0, хром 9,0-11,0, молибден 4,0-5,5, а нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый из которых выполняют составным из титана и хрома, второй - из ниобия и располагают противоположно первому, а третий изготавливают составным из титана и молибдена и располагают между ними, причем нижний слой наносят с использованием второго катода, а верхний слой - с использованием первого и третьего катодов.
Такая структура покрытия позволяет получить высокую прочность сцепления с основой из-за наличия в покрытии нижнего слоя нитрида ниобия, обладающего высокой адгезией с инструментальной основой. При этом верхний слой обладает высокой твердостью из-за дополнительного легирования материала слоя и наличию в их структуре микрослоистости, получаемой при нанесении покрытий по предлагаемой схеме расположения катодов.
Сущность изобретения заключается в следующем. В покрытии при резании происходят процессы трещинообразования, приводящие к его разрушению. В этих условиях покрытие должно иметь слоистую структуру для торможения трещин. Нижний слой покрытия должен обладать высокой адгезией с инструментальным материалом. Слои покрытия должны обладать высокой твердостью для повышения износо- и трещиностойкости. При этом слои многослойного покрытия должны иметь высокую прочность связи между собой, что обеспечивается их высоким сродством друг с другом из-за наличия общих элементов.
Пластины с покрытиями, полученные с отклонениями от указанной технологии получения, показали более низкие результаты.
Для экспериментальной проверки заявленного способа было нанесено покрытие-прототип, а также двухслойное покрытие по предлагаемому способу.
Нанесение предлагаемого покрытия осуществляется следующим образом. Твердосплавные пластины МК8 (размером 4,7×12×12 мм) промывают в ультразвуковой ванне, протирают ацетоном, спиртом и устанавливают на поворотном устройстве в вакуумной камере установки «Булат-6», снабженной тремя катодами, расположенными горизонтально в одной плоскости. При нанесении покрытия используют первый катод, изготовленный составным из титана и хрома, второй - из ниобия, и располагают противоположно первому, а третий изготавливают составным из титана и молибдена и располагают между ними.
Камеру откачивают до давления 6,65⋅10-3 Па, включают поворотное устройство, подают на него отрицательное напряжение 1,1 кВ, включают второй катод и при токе дуги 100 А производят ионную очистку и нагрев пластин до температуры 560-580°С. Ток фокусирующей катушки 0,4 А. Затем при отрицательном напряжении 160 В, токе катушек 0,3 А и подаче реакционного газа - азота включают второй катод и осаждают нижний слой покрытия NbN толщиной 3,0 мкм. Верхний слой покрытия TiCrMoN толщиной 3,0 мкм наносят при отрицательном напряжении 160 В, токе катушек 0,3 А, включенных первом и третьим катодах и подаче реакционного газа - азота. Затем отключают испарители, подачу реакционного газа, напряжение и вращение приспособления. Через 15-20 мин камеру открывают и извлекают инструмент с покрытием.
Микротвердость покрытий определяли на микротвердомере «ПМТ-3» под нагрузкой 100 г.
Стойкостные испытания режущего инструмента проводили при продольном точении заготовок из стали 30ХГСА на токарном станке 16К20. Режимы резания: скорость резания V=160 м/мин, подача S=0,3 мм/об, глубина резания t=1,0 мм, обработка производилась без применения СОЖ. Испытывали твердосплавные пластины марки МК8, обработанные по известному и предлагаемому способам. Критерием износа служила фаска износа по задней поверхности шириной 0,4 мм.
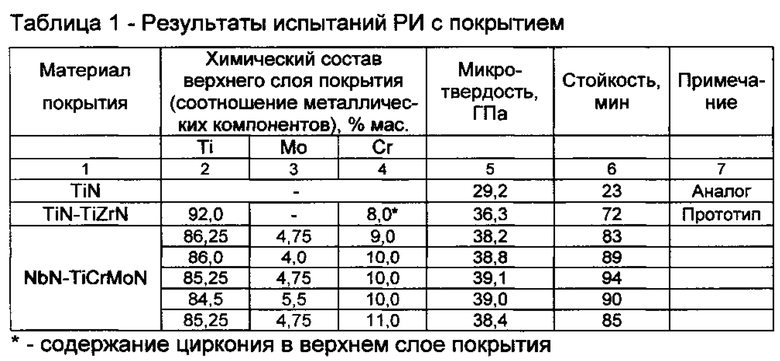
В таблице 1 приведены результаты испытаний РИ с полученными покрытиями.
Как видно из приведенных в таблице 1 данных, стойкость пластин с покрытиями, нанесенными по предлагаемому способу, выше стойкости пластин с покрытием, нанесенным по способу-прототипу, в 1,15-1,30 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2016 |
|
RU2630735C1 |
| Способ получения многослойного покрытия для режущего инструмента | 2017 |
|
RU2638874C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2012 |
|
RU2495152C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2464353C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2015 |
|
RU2620531C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2424372C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2015 |
|
RU2622537C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2014 |
|
RU2566217C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2538059C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2014 |
|
RU2566219C1 |
Изобретение относится к способу нанесения износостойкого покрытия на режущий инструмент и может быть использовано в металлообработке. Проводят вакуумно-плазменное нанесение многослойного покрытия. Сначала наносят нижний слой из нитрида ниобия. Затем наносят верхний слой из нитрида соединения титана, хрома и молибдена при их соотношении, мас.%: титан 83,5-87,0, хром 9,0-11,0, молибден 4,0-5,5. Нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами. Первый катод выполняют составным из титана и хрома, второй - из ниобия и располагают противоположно первому, а третий изготавливают составным из титана и молибдена и располагают между ними. Нижний слой наносят с использованием второго катода, а верхний слой - с использованием первого и третьего катодов. Повышается работоспособность режущего инструмента. 1 табл.
Способ получения многослойного покрытия для режущего инструмента, включающий вакуумно-плазменное нанесение многослойного покрытия, отличающийся тем, что наносят нижний слой из нитрида ниобия и верхний - из нитрида соединения титана, хрома и молибдена при их соотношении, мас.%: титан 83,5-87,0, хром 9,0-11,0, молибден 4,0-5,5, а нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый из которых выполняют составным из титана и хрома, второй - из ниобия и располагают противоположно первому, а третий изготавливают составным из титана и молибдена и располагают между ними, причем нижний слой наносят с использованием второго катода, а верхний слой - с использованием первого и третьего катодов.
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2461646C1 |
| US 6054185 A1, 25.04.2000 | |||
| Устройство для рентгенологического исследования тазобедренных суставов | 1985 |
|
SU1400609A1 |
| Способ очистки растворов | 1989 |
|
SU1736565A1 |

