Изобретение относится к контрольно-измерительной технике и может быть использовано для измерения линейного (поперечного) размера различных объектов и изделий, например микропроволоки или волокна, зазоров или щелей с микронными размерами, микроотверстий и экранов круглой формы, а также взвесей микрочастиц или биологических взвесей.
Результаты измерения линейного размера объекта известными дифракционными способами измерения зависят от неравномерности распределения амплитуды лазерного излучения в плоскости измеряемого объекта, что приводит к погрешности измерений.
В лазерной дифрактометрии в качестве информативного параметра используют, как правило, интервал между экстремальными точками, соответствующими минимумам интенсивности максимумов (лепестков)дифракционной картины. Однако из-за неравномерности распределения амплитуды облучающего поля в плоскости измеряемого объекта происходит смещение экстремальных точек на разные величины, в результате чего изменяется интервал между ними, что приводит к увеличению погрешности измерения.
В частности известен дифракционный способ измерения линейного размера изделия, основанный на регистрации интенсивности дифракционного распределения в фиксированных точках. О размере измеряемого изделия судят по разности интенсивностей в данных точках дифракционной картины (Крылов К.И., Прокопенко В.Т., Митрофанов А.С. Применение лазеров в машиностроении и приборостроении. Машиностроение. Лен. Отд., 1978, с. 250-253).
Недостатком данного дифракционного способа измерения является погрешность измерения, возникающая из-за неравномерности распределения амплитуды лазерного излучения в плоскости измеряемого объекта.
Известен дифракционный способ измерения линейного размера изделия, заключающийся в том, что облучают измеряемый объект когерентным излучением, получают дифракционную картину Фраунгофера, интенсивность максимумов которой сглаживают, осуществляют растровую модуляцию полученного пространственного сигнала последовательно изменяющейся частотой, изменение амплитуды которой после взаимодействия с периодическим пространственным сигналом описывает частотный спектр амплитуд пространственного сигнала, фиксируют значение частоты модуляции в момент максимума амплитуды, соответствующее основной гармонике пространственного сигнала, о размере контролируемого изделия судят по значению зафиксированной частоты модуляции (Евсеенко Н.И., Козачок А.Г., Солодкин Ю.Н., Анализ дифракционных способов измерения линейных размеров. Метрология, 1984, №2, с. 17-23).
Недостатком данного дифракционного способа измерения также является зависимость результата измерения от неравномерности распределения интенсивности лазерного излучения в плоскости измеряемого объекта.
Известен дифракционный способ измерения линейного размера изделия, заключающийся в том, что облучают измеряемый объект когерентным излучением, получают дифракционную картину Фраунгофера, о линейном размере объекта судят по координатам точек перегиба главного максимума дифракционной картины (Иванов А.Н., Михайлов В.М., Цифровая обработка дифракционных картин Фраунгофера при контроле геометрических параметров объектов. Научно-технический вестник Санкт-Петербургского государственного университета информационных технологий, механики и оптики, 2010, №5 (69), с. 14-16).
Недостатком данного способа является зависимость положения точек перегиба главного максимума дифракционной картины и интервала между ними от неравномерности распределения амплитуды облучающего поля в плоскости измеряемого объекта. Из всей совокупности максимумов дифракционной картины положение особых точек и характеристический размер между ними в главном максимуме более всего зависят от неравномерности распределения амплитуды облучающего поля в плоскости измеряемого объекта. Также положение точек перегиба главного максимума дифракционной картины и характеристический размер главного максимума дифракционной картины зависят от формы измеряемого объекта. Размер главного максимума дифракционной картины объектов прямоугольной и круглой формы одинакового размера отличается более чем на 20%, что делает нецелесообразным применение данной методики для измерения объектов, форма которых априорно неизвестна, например биологических взвесей или взвесей микрочастиц.
В качестве прототипа предлагаемого изобретения рассматривается дифракционный способ измерения линейного размера изделия, заключающийся в том, что направляют на изделие монохроматический когерентный пучок света, формируют от изделия дифракционную картину, которую сканируют с одновременным преобразованием во временной осциллирующий электрический измерительный сигнал, выравнивая амплитуду переменной составляющей в нем. О размере измеряемого изделия судят по периоду электрического сигнала, который прямо пропорционален размеру дифракционного максимума (лепестка) и обратно пропорционален линейному размеру измеряемого объекта (Фефилов Г.Д. Дифракционный способ измерения линейного размера изделия и устройство для его осуществления. АС №1357701. БИ 1987. №45).
Недостатком данного дифракционного способа измерения является погрешность измерения, возникающая из-за изменения интервала между экстремальными точками дифракционной картины, связанного с неравномерностью распределения амплитуды лазерного излучения в плоскости измеряемого объекта.
Осциллирующий электрический сигнал с выравненной амплитудой, получаемый при регистрации дифракционной картины, может быть периодическим только при идеальных условиях. В первую очередь должно быть равномерным распределение амплитуды в плоскости измеряемого объекта.
На практике, в лазерной дифрактометрии, источником когерентного монохроматического излучения служат лазеры, работающие на основном типе колебания ТЕМ00, с практически гауссовым законом распределения амплитуды в поперечном сечении пучка. При работе лазерного дифрактометра в диапазоне изменения размера объекта (с кратностью до 100, от 5 до 500 мкм) происходит изменение отношения размера гауссова пучка к размеру объекта (если размер гауссова пучка постоянен). И, как следствие, изменение неравномерности распределения амплитуды облучающего поля в плоскости контролируемого объекта. Чем больше размер объекта, тем больше неравномерность распределения амплитуды облучающего поля в его плоскости.
Из-за неравномерности распределения амплитуды облучающего поля в плоскости измеряемого объекта дифракционная картина нелинейно деформируется. Вследствие чего происходит смещение на разные величины экстремальных точек в регистрируемом осциллирующем сигнале и изменение интервалов между ними. Возникающая из-за этого погрешность измерения размера объекта может составлять более 1% (Митрофанов А.С., Фефилов Г.Д. Оценка влияния расходимости лазерного излучения и положения измеряемого отверстия в гауссовом пучке на погрешность дифракционного метода измерения // Известия вузов. Приборостроение, 1989. Т. 32. №7. С. 58-62), что при достижимой погрешности измерения лазерными дифрактометрами 1% оказывается существенным.
Данную погрешность измерения можно уменьшить, если с помощью телескопической системы увеличить поперечный размер лазерного пучка настолько, чтобы размер контролируемого объекта во всем диапазоне его изменения был много меньше размера гауссова пучка (полагая, что распределение амплитуды лазерного излучения в плоскости измеряемого объекта квазиравномерно). Но такой подход оказывает существенное влияние на энерго-габаритные параметры измерительного устройства и увеличивает его стоимость. В первую очередь приходится использовать более мощный лазер, подавляющая доля энергии излучения которого вынужденно рассеивается, и не будет преобразована в полезный измерительный сигнал. К тому же рассеянное излучение лазера необходимо утилизировать (поглотить), так как в противном случае оно будет являться мощной когерентной фоновой помехой, оказывающей негативное влияние на формирование полезного оптического сигнала.
Задачей, на решение которой направлено данное изобретение, является обеспечение максимальной точности измерения размера объекта без увеличения поперечного размера лазерного пучка.
Поставленная задача решается за счет достижения технического результата, заключающегося в уменьшении влияния апериодичности осциллирующего электрического сигнала.
Данный технический результат достигается тем, что дифракционный способ измерения линейного размера объекта, заключающийся в том, что направляют на измеряемый объект монохроматический когерентный пучок света, формируют от объекта дифракционную картину, которую сканируют с одновременным преобразованием распределения интенсивности в ней во временной осциллирующий электрический сигнал, амплитуду переменной составляющей которого поддерживают постоянной, изменяя мощность пучка света, направленного на изделие, синхронно со сканированием дифракционной картины, отличается тем, что в полученном осциллирующем электрическом сигнале фиксируют точки перегиба, а о линейном размере объекта судят по интервалу времени между четными точками перегиба.
На практике заявленный дифракционный способ измерения линейного размера объекта реализуется с помощью устройства, блок-схема которого показана на Фиг. 1. Устройство состоит из лазера 1, измеряемого объекта 2, Фурье-объектива 3, совмещенных фотоприемника и сканирующего устройства 4, датчика положения 5, блока формирования сигнала управления мощностью излучения лазера 6, первого дифференциатора сигнала 7, второго дифференциатора сигнала 8, компаратора 9, блока 10 выделения измерительной информации.
Устройство работает следующим образом: направляют пучок монохроматического когерентного излучения, генерируемого лазером 1 на измеряемый объект 2 (обычно используется HE-NE лазер, работающий на основной моде ТЕМ00). С помощью Фурье-объектива 3 формируют дифракционную картину Фраунгофера, фрагмент которой с помощью совмещенных фотоприемника и сканирующего устройства 4 преобразуют во временной осциллирующий электрический сигнал. Амплитуду осциллирующего электрического сигнала поддерживают постоянной, применяя методику амплитудной пространственно-временной фильтрации. Данная методика реализуется с помощью лазера 1, связанного с системой сканирования 4 датчика положения 5, блока 6 формирования сигнала управления мощностью излучения лазера. Синхроимпульс, формируемый в момент начала сканирования дифракционной картины блоком 5, поступает на вход блока 6, который формирует сигнал, управляющий мощностью излучения лазера 1, изменяя ее от порога генерации до максимальной величины с момента начала и до момента окончания сканирования дифракционной картины, после чего мощность излучения лазера 1 уменьшается до порога генерации. Лазер 1, фотоприемник и сканирующее устройство 4, датчик положения 5 и блок 6, работающие синхронно, образуют оптимальный пространственно-временной фильтр измерительного сигнала. Осциллирующий электрический сигнал, поступающий с выхода фотоприемника, дважды дифференцируют с помощью последовательно включенных дифференциаторов сигнала 7 и 8. Точки перегиба фиксируются по переходу через ноль второй производной осциллирующего сигнала. Для этого сигнал с выхода второго дифференциатора 8 поступает на вход компаратора 9. На выходе компаратора 9 формируется последовательность импульсов, передний и задний фронты которых возникают в момент перехода второй производной осциллирующего сигнала через ноль, которые соответствуют точкам перегиба сигнала. Далее последовательность импульсов поступает на вход блока 10 выделения измерительной информации, состоящего, например, из десятичного счетчика и триггера, на выходе блока 10 формируется одиночный импульс, передний и задний фронты которого соответствуют четным точкам перегиба осциллирующего сигнала. Длительность этого импульса обратно пропорциональна размеру контролируемого объекта и слабо зависит от неравномерности распределения амплитуды облучающего поля в плоскости измеряемого объекта.
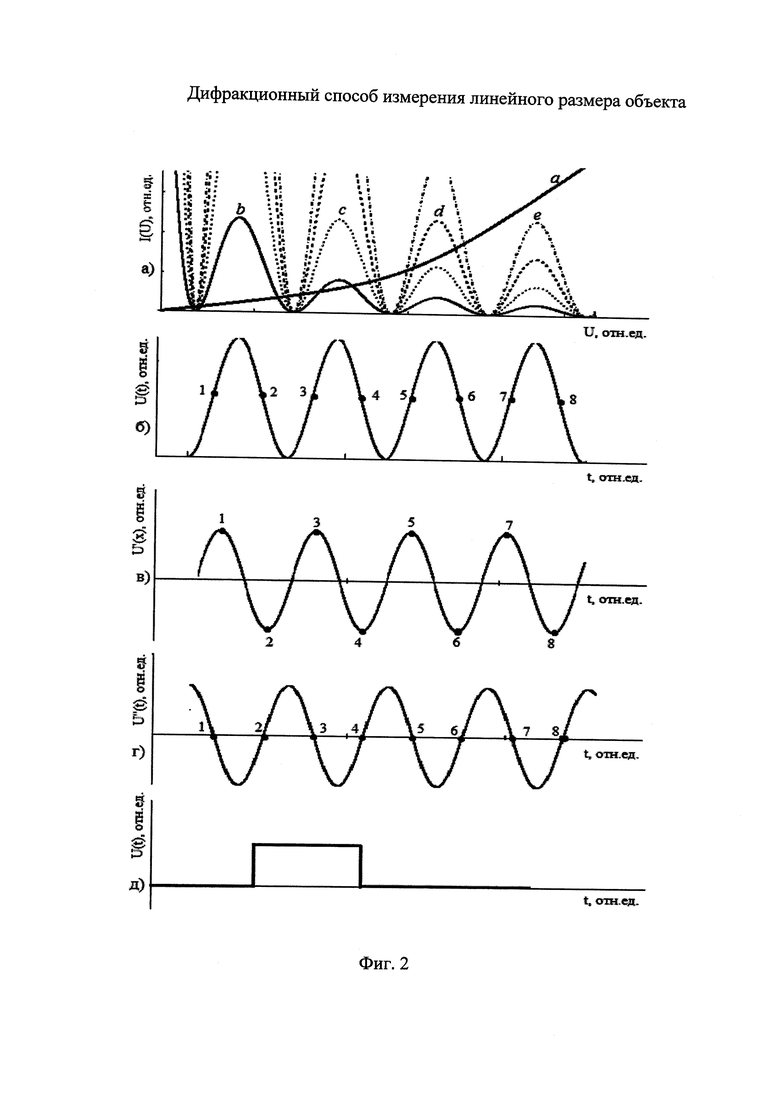
На Фиг. 2 показаны формы сигнала на выходе блоков измерительного устройства. На фиг. 2а показаны: а - сигнал управления мощностью излучения лазера 1; на b, с, d, e - показано распределение интенсивности в дифракционной картине при увеличении мощности излучения лазера в моменты сканирования первого (b), второго (с), третьего (d) и четвертого (e) максимумов дифракционной картины. На фиг. 2б показан осциллирующий сигнал после оптимальной фильтрации и пронумерованные точки перегиба в нем. На фиг. 2в показана первая производная осциллирующего сигнала. На фиг. 2г показана вторая производная осциллирующего сигнала. На фиг. 2д показан импульс, передний и задний фронты которого соответствуют четным точкам перегиба осциллирующего сигнала. Данный импульс является выделенной измерительной информацией о размере контролируемого объекта.
Анализ результатов, полученных при математическом моделировании работы лазерного дифрактометра, в котором используется лазер, работающий на основном типе колебаний ТЕМ00, показывает, что интервалы между четными точками перегиба сигнала менее всего зависят от параметра α=a/we - отношение полуширины объекта к полуширине гауссова пучка (где а - полуширина объекта, we - полуширина гауссова пучка). Незначительно больше зависят интервалы между нечетными точками перегиба сигнала.
Возникающая при этом максимальная погрешность измерения размера объекта не превышает 0.2% при α=0.5 (размер объекта в два раза меньше размера гауссова пучка). В случае измерения размера объекта по интервалу между экстремальными точками электрического сигнала при α=0.5 погрешность измерения возрастает более чем в пять раз.
При математическом моделировании работы лазерного дифрактометра варьировался безразмерный параметр α=а/we в диапазоне от 0 до 0.5 с шагом 0.1, при этом рассчитывались:
- текущие значения интенсивности излучения в моделируемом сигнале, возникающем после оптимальной фильтрации, в диапазоне от 0 до 6π;
- координаты первых пяти минимумов, максимумов, нечетных и четных точек перегиба в моделируемом осциллирующем сигнале с погрешностью 0.05% и интервалы между ними.
Таким образом, достигаемое уменьшение влияния апериодичности электрического сигнала обеспечивает по сравнению с прототипом более высокую точность измерения размера микрообъектов при оптимальном использовании энергии лазерного излучения, преобразуемой в измерительный сигнал.

Дифракционный способ измерения линейного размера объекта включает в себя получение дифракционной картины от объекта, её сканирование, преобразование распределения интенсивности в электрический сигнал. Поставленная задача решается на этапе выделения измерительной информации, за счет использования точек перегиба в осциллирующем сигнале, возникающем при регистрации дифракционной картины, положение которых постоянно к изменению неравномерности распределения амплитуды облучающего поля в плоскости измеряемого объекта. Технический результат заключается в уменьшение влияния на результат измерения размера объекта неравномерности распределения амплитуды облучающего поля в плоскости измеряемого объекта. 2 ил.
Дифракционный способ измерения линейного размера объекта, заключающийся в том, что направляют на объект монохроматический когерентный пучок света, формируют от объекта дифракционную картину, сканируют дифракционную картину с одновременным преобразованием распределения интенсивности в ней во временной осциллирующий электрический сигнал, амплитуду переменной составляющей которого поддерживают постоянной, изменяя мощность пучка излучения лазера синхронно со сканированием дифракционной картины, отличающийся тем, что фиксируют точки перегиба в осциллирующем электрическом сигнале, а о линейном размере объекта судят по интервалу времени между четными точками перегиба.
| Дифракционный способ измерения линейного размера изделия и устройство для его осуществления | 1985 |
|
SU1357701A1 |
| Фотоэлектрический способ измерения линейных размеров изделия и устройство для реализации способа | 1974 |
|
SU521456A1 |
| EP 0383832 B1 29.04.1992 | |||
| JP 2000304507 A 02.11.2000. | |||

