Область техники
Настоящее изобретение в общем относится к бритвенным приборам и компонентам бритвенных приборов, в частности к новым покрытиям на таких компонентах.
Уровень техники
Современные бритвенные приборы, как правило, включают бритвенный картридж и рукоятку бритвенного прибора, включающие в свою очередь компоненты, изготовленные из различных основ. Компоненты бритвенного картриджа, как правило, включают некоторые из следующих элементов: бритвенное лезвие, имеющее кромку для срезания волос, смазывающий элемент (или смазывающую полоску, или смазывающее кольцо), крышку, корпус, раму, зажим, защитный элемент, структурный компонент для присоединения картриджа к рукоятке, причем перечисленные элементы могут присутствовать в любых количествах и в любых комбинациях. Данные компоненты картриджа, как правило, выполнены из твердых полимерных материалов, эластомерных материалов и/или металлов. Бритвенное лезвие или компоненты лезвия картриджа, как правило, включают заостренную основу, например, выполненную из нержавеющей стали, одно или более твердых покрытий, усиливающих прочность кромки, придающих оптимальную форму острию и нанесенных слоями на нержавеющую сталь, и одно или более мягких покрытий, как правило, из полимерного материала, например, теломерных, нанесенных поверх одного или более твердых покрытий и улучшающих скольжение лезвия по коже. Лезвия, как правило, поддерживаются в требуемом положении в бритвенном картридже опорными элементами лезвий. Что касается рукоятки бритвенного прибора, то она может содержать кнопку, захватную часть рукоятки, структурный компонент для присоединения картриджа или любую комбинацию таких элементов, и как правило, выполнена из комбинации эластомерных и твердых пластических материалов, или, в некоторых случаях, только из твердых пластических материалов или только из эластомерных материалов, и в некоторых случаях может включать какой-либо металлический компонент.
Компоненты бритвенного картриджа имеют внешние или наружные поверхности, из которых многие вступают в контакт с кожей пользователя. Такие поверхности, контактирующие с кожей, могут оказывать значительное влияние на эффективность действия бритвенного прибора. В отношении поверхностей бритвенных лезвий известно, что общую эффективность работы режущего элемента лезвия (в частности, эффективность срезания волос) определяет сочетание профиля его заостренной кромки и наличие на ней покрытий (твердых и/или способствующих скольжению). Известно также, что в дополнение к лезвиям, прочие компоненты бритвенного картриджа (например, рама, корпус, защитный элемент, крышка и другие) также имеют контактирующие с кожей поверхности, которые играют определенную роль в общей эффективности бритвенного прибора. Так, например, защитный элемент, как правило, служит для растяжения кожи перед одним или более лезвиями, срезающими волосы, а крышка, обычно расположенная в задней части бритвенного картриджа, способствует плавному движению картриджа по коже, с которой срезаны волосы.
Рукоятка бритвенного прибора также имеет множество поверхностей, которых касается кожа пользователя (в частности, пользователь держит пальцы руки на захватной части), и рукоятки многих бритвенных приборов имеют наружные поверхности, содержащие материалы типа резины или эластомеров, улучшающие захват и препятствующие скольжению.
Такие свойства, как плавность движения прибора по коже, комфорт бритья, тщательность бритья, чистота компонентов бритвенного прибора и их внешний вид, как правило, очень желательны с точки зрения повышения эффективности бритвенного прибора.
Хотя в целом считается, что покрытия, улучшающие скольжение, обеспечивают некоторые из перечисленных преимуществ, известные типы покрытий, в частности, покрытия, основанные на ковалентных связях маслянистых веществ с основой (например, самоорганизующиеся монослои фосфатов) являются высокоспецифичными химическими веществами и имеют ограниченную применяемость по отношению ко многим основам и материалам, используемым в бритвенных приборах, и как правило, применимы только к небольшому диапазону материалов. Кроме того, такие покрытия и им подобные, как правило, не устойчивы к абразивному истиранию, в результате чего по мере использования прибора покрытие истирается, и его функциональные свойства ухудшаются.
Поэтому существует потребность в дальнейшей оптимизации одной или более (которые могут быть разного типа) поверхностей компонентов бритвенного прибора и/или этапов изготовления бритвенного прибора при сохранении или улучшении общей эффективности бритвенного прибора. Такие меры могут включать, но не ограничиваются ими, оптимизацию плавности движения картриджа по коже, оптимизацию самого лезвия и/или поддержание чистоты рукоятки бритвенного прибора, в частности, отсутствия на ней отложений, которые могут приводить к росту бактерий.
Сущность изобретения
В настоящем изобретении предлагается бритвенный прибор, который включает основу, имеющую контактирующую с кожей поверхность, при этом контактирующая с кожей поверхность имеет по меньшей мере одну часть, на которой расположен материал со структурированной поверхностью, наполненной жидкостью.
В соответствии с настоящим изобретением, бритвенный прибор содержит по меньшей мере одну часть по меньшей мере одной поверхности компонента бритвенного прибора, на которой расположен по меньшей мере один слой материала с наполненной жидкостью поверхностью (LISM). Компонент бритвенного прибора содержит один или более из следующих элементов: бритвенное лезвие, при этом каждое лезвие имеет кромку лезвия и тело лезвия, опорный элемент лезвия, корпус, раму, защитный элемент, крышку, структурный элемент для присоединения картриджа или любые их комбинации, рукоятку, при этом рукоятка дополнительно содержит кнопку, захватную часть рукоятки или любые их комбинации.
Упомянутая часть поверхности компонента бритвенного прибора содержит наружную поверхность, контактирующую с кожей, внутреннюю поверхность, заостренную основу или любая их комбинация, и упомянутая по меньшей мере одна поверхность содержит полимерный материал, эластомерный материал, твердый пластический материал, металл, алюминий, стекло, керамику или любое количество или любая комбинация таких материалов.
В одном из воплощений изобретения по меньшей мере один слой материала с наполненной жидкостью поверхностью расположен непосредственно по меньшей мере на одной части поверхности по меньшей мере одного компонента бритвенного прибора.
В соответствии с еще одним воплощением изобретения, упомянутый по меньшей мере один компонент бритвенного прибора является рамой из твердого пластического материала, и упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью расположен на наружной поверхности рамы. В соответствии с еще одним воплощением изобретения, упомянутый компонент бритвенного прибора является телом лезвия, при этом упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью расположен непосредственно на основе тела лезвия, на одном или более промежуточных слоях, расположенных между слоем материала с наполненной жидкостью поверхностью и основой, между одним или более наружными слоями и основой, или в любом сочетании перечисленных расположений. В соответствии с еще одним воплощением изобретения, наружная поверхность опорного элемента лезвия содержит расположенный на ней по меньшей мере один слой материала с наполненной жидкостью поверхностью. Кроме того, наружная поверхность защитного элемента содержит по меньшей мере один расположенный на ней слой материала с наполненной жидкостью поверхностью.
Еще в одном воплощении настоящего изобретения упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью содержит структурный элемент или графическое изображение.
Еще в одном воплощении настоящего изобретения упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью сформирован по меньшей мере на одной поверхности упомянутого по меньшей мере одного компонента бритвенного прибора путем инфильтрации текучей среды в твердую структурную матрицу способом погружения, распыления, нанесения кистью, формования, спекания, печати, травления, нанесения тампоном, печати струйным принтером, маскирования или любой комбинацией таких способов.
Еще в одном воплощении настоящего изобретения упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью является в сущности не размываемым. Коэффициент трения, который имеет упомянутый по меньшей мере один компонент бритвенного прибора, имеющий упомянутый слой материала с наполненной жидкостью поверхностью примерно на 50% меньше, чем коэффициент трения идентичного компонента бритвенного прибора, не имеющего слоя материала с наполненной жидкостью поверхностью.
Еще в одном воплощении слой материала с наполненной жидкостью поверхностью обеспечивает анитимикробные свойства.
Еще в одном воплощении все поверхности упомянутого картриджа, контактирующие с кожей, включают по меньшей мере один слой материала с наполненной жидкостью поверхностью. Кроме того, каждый из одного или более слоев материала с наполненной жидкостью поверхностью изменяет коэффициент соответствующей по меньшей мере одной поверхности компонента бритвенного прибора.
Еще в одном воплощении настоящего изобретения бритвенный прибор содержит по меньшей мере одну основу, и при этом упомянутая по меньшей мере одна основа содержит слой материала с наполненной жидкостью поверхностью.
Еще в одном воплощении предлагается способ изготовления компонента бритвенного прибора, содержащий этапы обеспечения основы и нанесения по меньшей мере одного слоя материала с наполненной жидкостью поверхностью по меньшей мере на часть поверхности упомянутой основы, и при этом этап нанесения содержит инфильтрацию текучей среды в твердую структурную матрицу способом погружения, распыления, нанесения кистью, формования, спекания, печати, травления, нанесения тампоном, печати струйным принтером, маскирования или любой комбинацией таких способов. Упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью является в сущности не размываемым или износостойким.
В альтернативном воплощении настоящего изобретения предлагается бритвенный прибор, включающий компонент, имеющий по меньшей мере один расположенный на нем слой материала с наполненной жидкостью поверхностью. Данный компонент может быть не режущим элементом или режущим элементом. Не режущие элементы, охватываемые настоящим изобретением, включают компоненты картриджа или рукоятки, такие, как, например, зажим прибора для влажного бритья или внутренняя поверхность сетчатого элемента электрического прибора для сухого бритья. Режущий элемент может быть режущим элементом электрического прибора для сухого бритья или кромкой лезвия прибора для влажного бритья.
Еще в одном воплощении способ изготовления компонента бритвенного прибора включает этапы обеспечения пористой твердой структурной матрицы по меньшей мере на одной поверхности по меньшей мере одной основы компонента бритвенного прибора и внедрения по меньшей мере одной жидкости в упомянутую пористую твердую структурную матрицу, в результате чего формируется по меньшей мере один слой материала с наполненной жидкостью поверхностью. Этап внедрения может включать инфильтрацию текучей среды/жидкости в твердую структуру способами погружения, распыления, нанесения кистью, формования, спекания, печати, травления, нанесения тампоном, окрашиванием, через сопло струйного принтера, маскирования или любой комбинацией таких способов. Способ дополнительно включает этап активирования пористой твердой структурной матрицы, выполняемый до этапа внедрения жидкости. Сформированный по меньшей мере один слой материала с наполненной жидкостью поверхностью является в сущности неразмываемым.
Если не указано иное, все технические и научные термины, используемые в настоящем описании, имеют значение, которое является общепринятым среди сведущих в области техники, к которой относится настоящее изобретение. И хотя при реализации или испытании настоящего изобретения могут использоваться методы и материалы, аналогичные или эквивалентные описанным в настоящей заявке, ниже описаны наиболее подходящие методы и материалы. Все публикации, патентные заявки, патенты и прочие документы, упоминаемые в настоящем описании, включены в него целиком посредством ссылки. В случае противоречия между цитируемыми документами и содержанием настоящей заявки следует руководствоваться содержанием настоящей заявки, включая используемые в ней определения. Кроме того, упоминаемые материалы, методы и примеры приводятся только в иллюстративных целях, и не подразумевается ограничить ими настоящее изобретение.
Прочие отличительные особенности и преимущества настоящего изобретения будут очевидны из нижеследующего подробного описания, а также из формулы изобретения.
Краткое описание чертежей
И хотя настоящая заявка заканчивается формулой изобретения, в которой четко формулируется предмет настоящего изобретения, предполагается, что настоящее изобретение будет более понятным из нижеследующего подробного описания, сопровождаемого прилагаемыми чертежами, на которых аналогичными номерами позиций обозначены в сущности идентичные элементы.
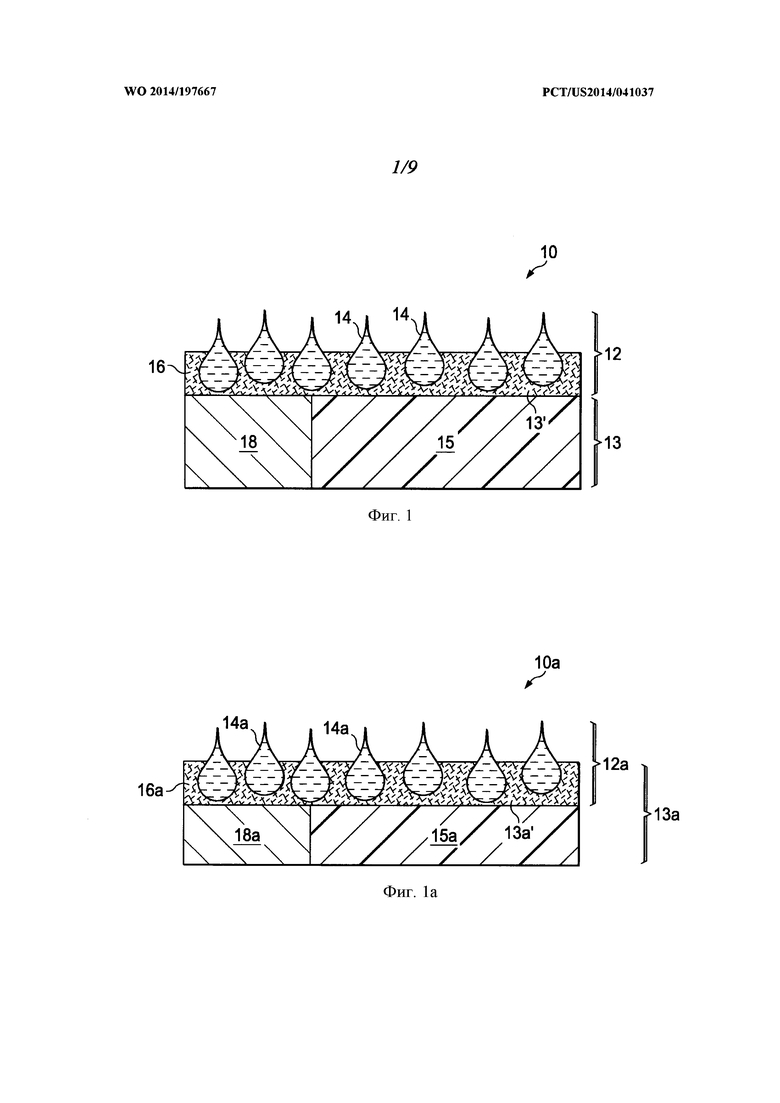
Фиг. 1 и 1а. Схематичные виды материала с наполненной жидкостью поверхностью, сформированного двумя различными способами на основе компонента в соответствии с настоящим изобретением.
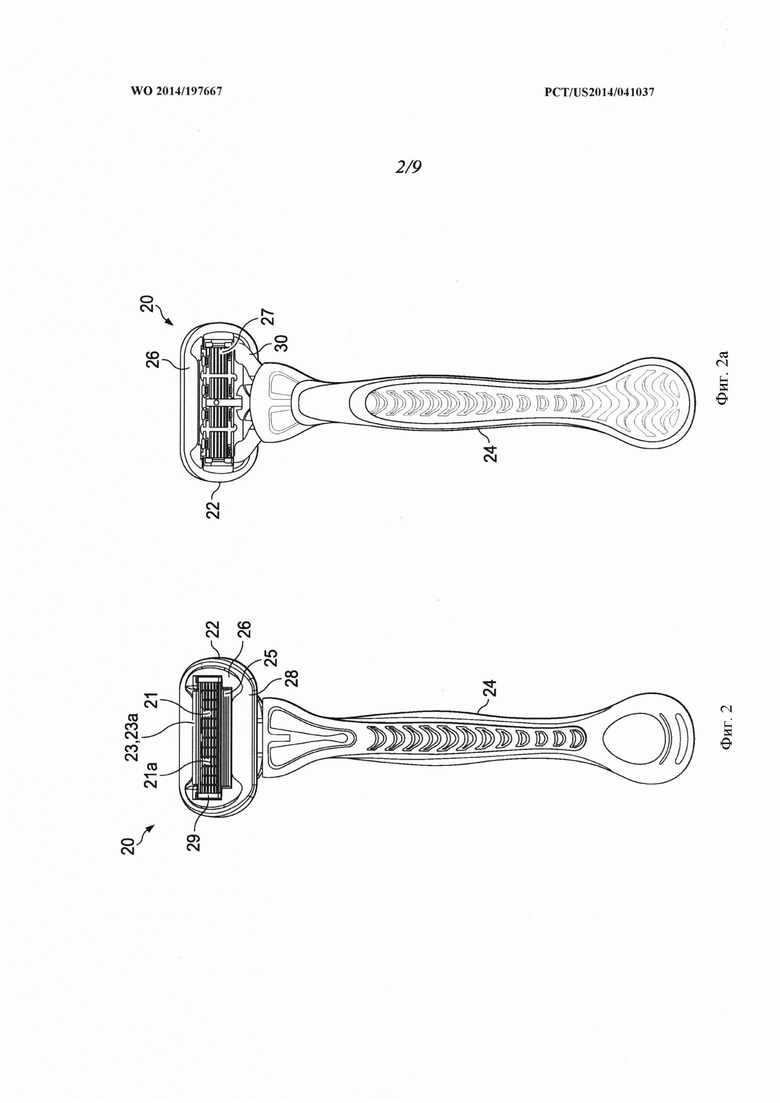
Фиг. 2. Вид спереди прибора для влажного бритья, имеющего блок картриджа и рукоятку, по меньшей мере на одном компоненте которого расположен материал с наполненной жидкостью поверхностью в соответствии с настоящим изобретением.
Фиг. 2а. Вид сзади прибора для влажного бритья, имеющего блок картриджа и рукоятку, по меньшей мере на одном компоненте которого расположен материал с наполненной жидкостью поверхностью в соответствии с настоящим изобретением.
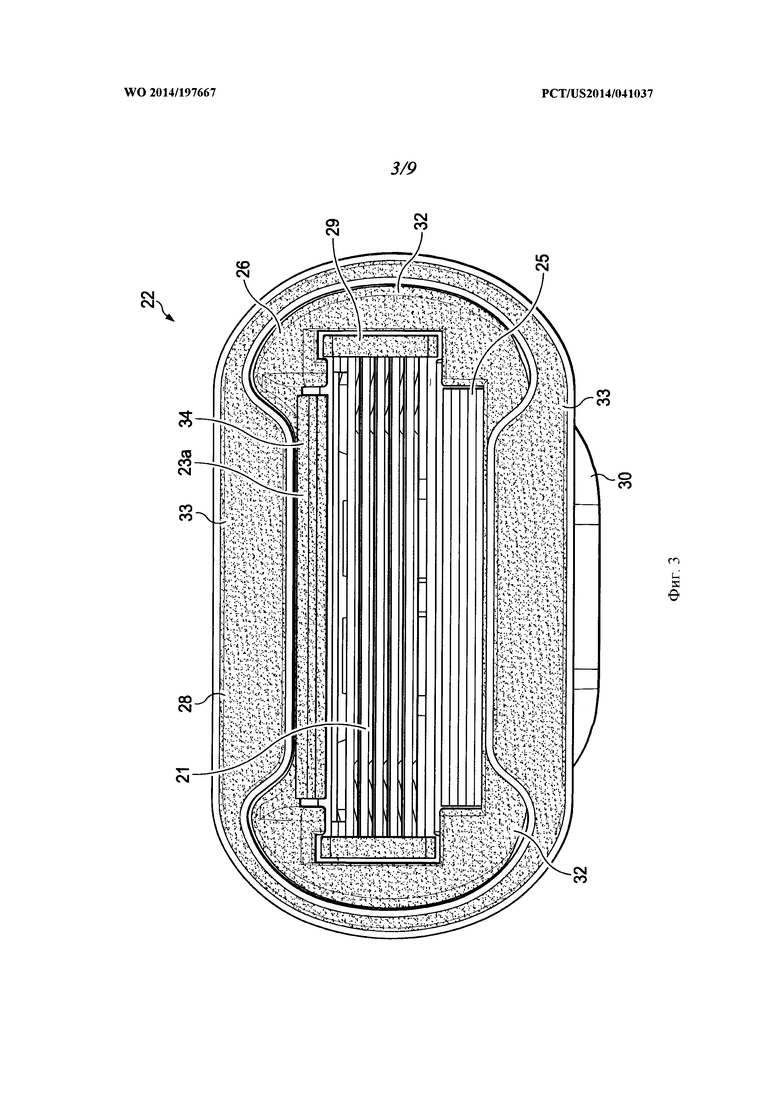
Фиг. 3. Схематичный вид блока картриджа.
Фиг. 4. Вид сбоку блока картриджа, изображенного на фиг. 3, на раме которого расположен материал с наполненной жидкостью поверхностью в соответствии с настоящим изобретением.
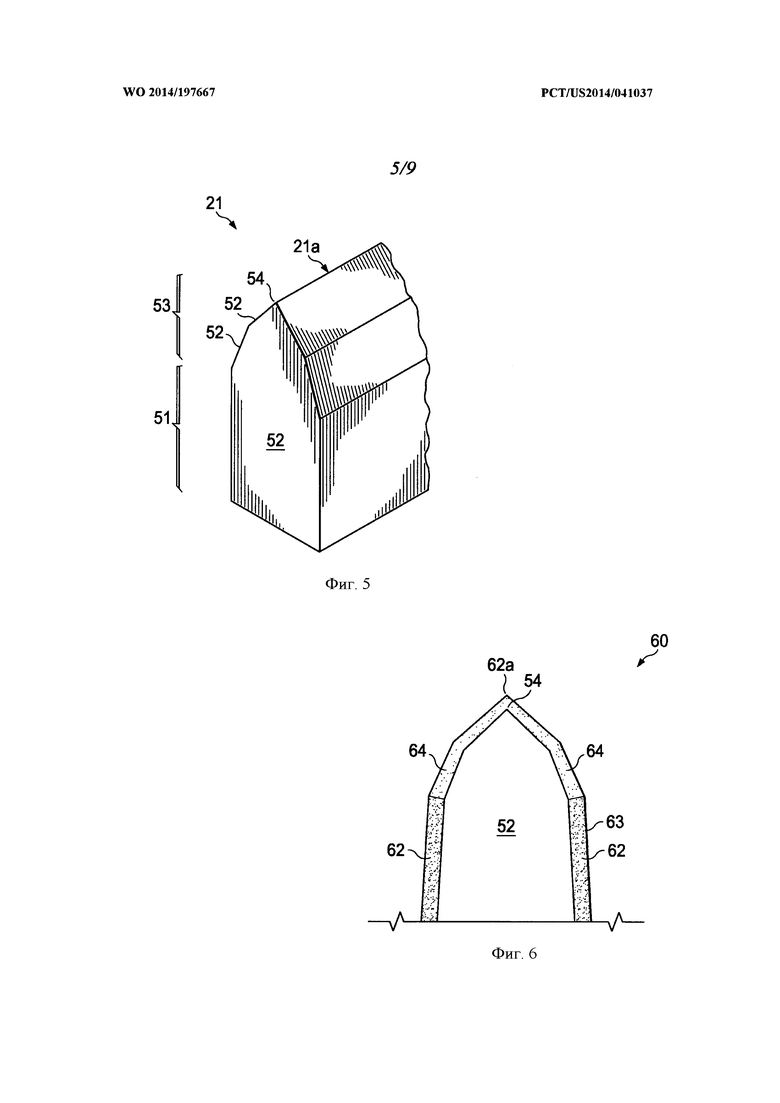
Фиг. 5. Увеличенный вид элементов кромки лезвия в соответствии с настоящим изобретением.
Фиг. 6. Увеличенный вид кромки лезвия, изображенной на фиг. 5, на части которой расположен материал с наполненной жидкостью поверхностью.
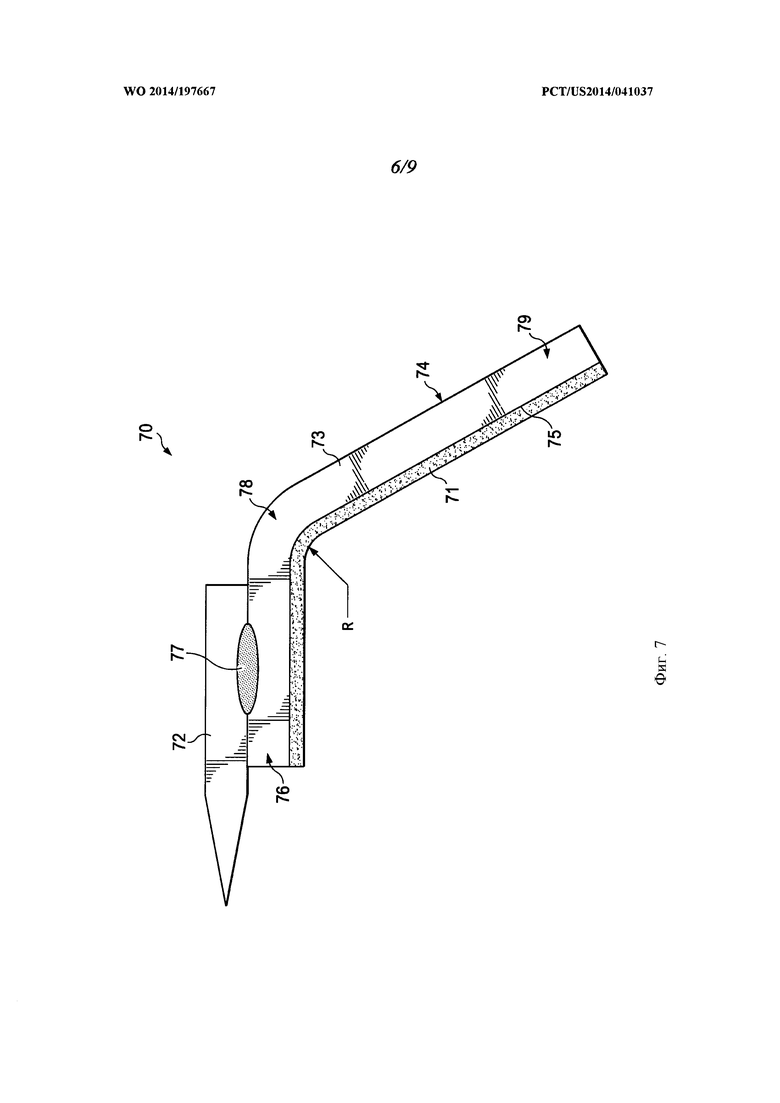
Фиг. 7. Увеличенный вид опорного элемента лезвия, на котором расположен материал с наполненной жидкостью поверхностью.
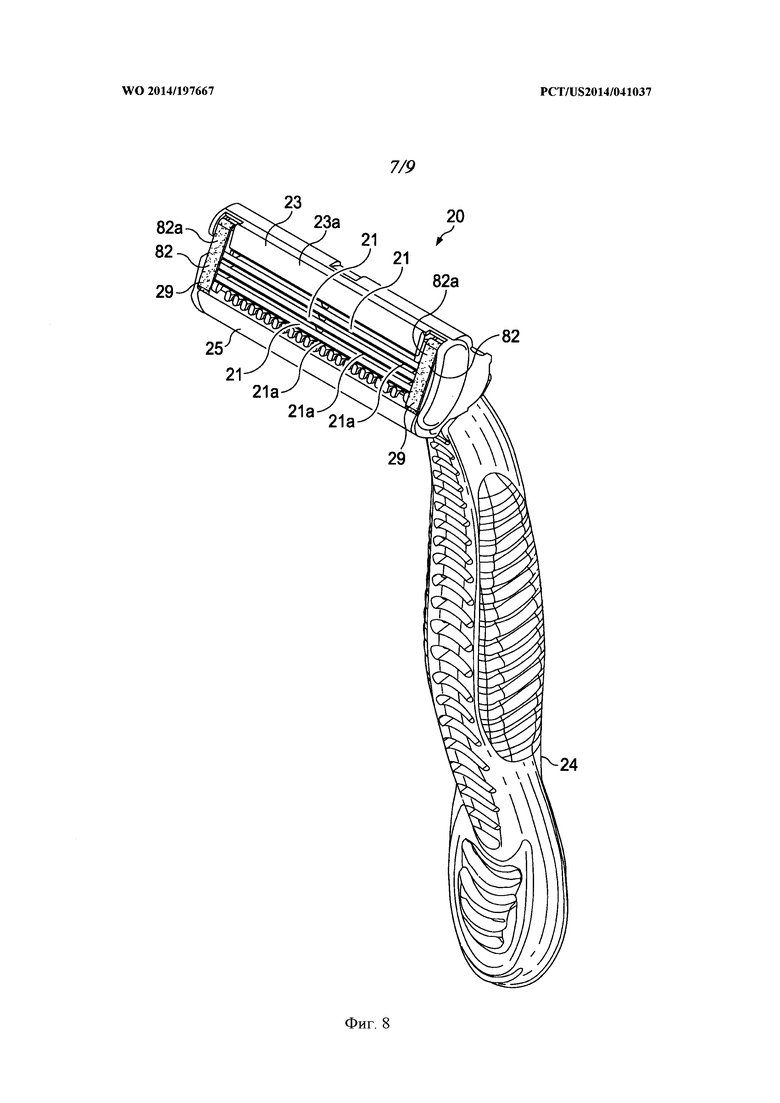
Фиг. 8. Аксонометрический вид зажимов, на которых расположен материал с наполненной жидкостью поверхностью в соответствии с настоящим изобретением.
Фиг. 9. Аксонометрический вид рукоятки, на которой расположен материал с наполненной жидкостью поверхностью в соответствии с настоящим изобретением.
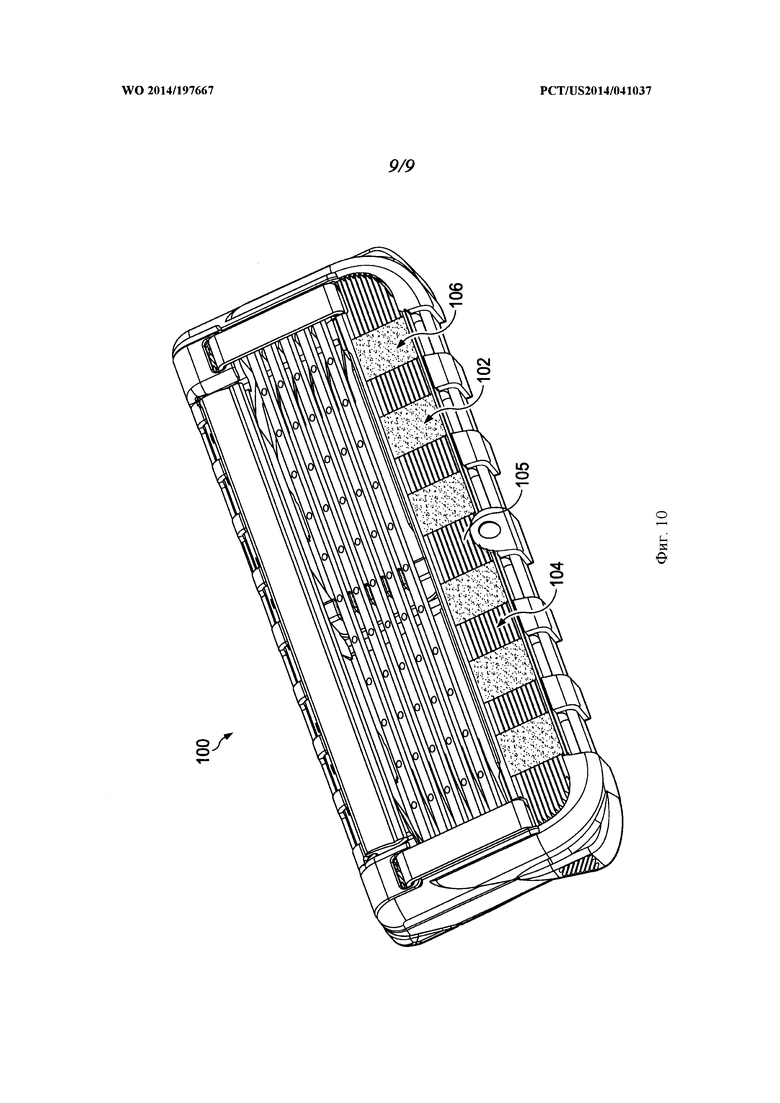
Фиг. 10. Увеличенный вид бритвенного картриджа, на защитном элементе которого расположен материал с наполненной жидкостью поверхностью в виде структуры.
Подробное описание изобретения
Настоящее изобретение относится к новому типу покрытия в виде слоя материала с наполненной жидкостью поверхностью на поверхности компонентов бритвенного прибора, которые могут быть режущими или не режущими компонентами.
Получаемая нового типа поверхность компонента бритвенного прибора может быть поверхностью гибридного типа, одновременно обладающей свойствами пористой и твердой поверхности. Получаемая нового типа поверхность компонента бритвенного прибора может быть гладкой и, в некоторой степени, более скользкой и/или влажной. Получаемая нового типа поверхность может быть микроскопического масштаба покрытием на поверхностях компонентов бритвенного прибора.
Низкий коэффициент трения, которым обладает материал с поверхностью нового типа, формируемый на компонентах бритвенного прибора (такие, как рама картриджа, крышка, тела лезвий и/или кромки лезвий), может обеспечивать значительные преимущества, поскольку предлагаемое покрытие может улучшать такие свойства бритвенного прибора, связанные с общей эффективностью его работы, как комфорт бритья и плавность движения по коже.
В соответствии с настоящим изобретением дополнительно предусматривается, что компонент бритвенного прибора может содержать предлагаемый нового типа материал с наполненной жидкостью поверхностью, или может быть частично выполненным из такого материала, в виде множества слоев, расположенных друг поверх друга, или может быть даже полностью сформирован из материала с наполненной жидкостью поверхностью. Это может упрощать процесс изготовления данных компонентов бритвенного прибора за счет исключения тех или иных этапов или материалов.
Поверхности, в которые внедрена жидкость в соответствии с настоящим изобретением, могут быть сформированы практически на любом материале компонента бритвенного прибора, включая, но не ограничиваясь ими, полимеры, металлы, керамику и стекло.
Пример поверхности с внедренной в нее жидкостью описан в выпуске журнала «Nature» за 22 сентября 2011 года. Описанная в данной публикации поверхность именуется SLIPS (от английского "slippery liquid-infused porous surface - скользкая наполненная жидкостью пористая поверхность) и отличается способностью отталкивать воду и жидкости на масляной основе, а также предотвращает рост бактерий на основах, на которых она расположена. Все данные свойства являются полезными для поверхностей или структур компонентов бритвенных приборов.
Материал SLIPS можно рассматривать, как содержащий твердую структурную составляющую и жидкую структурную составляющую. Так, например, он может содержать функциональную пористую твердую структурную матрицу, например, нано- или микроструктурированную основу, наполненную жидкостью, имеющей низкую поверхностную энергию и химически инертной, в результате чего на поверхности данной основы формируется физически гладкая и химически гомогенная смазывающая пленка. То есть, в таком материале текучая среда, обладающая смазывающими свойствами, внедрена в более твердую структурную матрицу и в целом зафиксирована в ней. В процессе использования прибора для бритья смазывающая текучая среда может полностью оставаться в твердой структурной матрице или не полностью оставаться в ней, то есть, некоторое количество текучей среды может сочиться или вытекать. Поскольку пленки жидкостей, как правило, являются гладкими, самозалечивающимися и устойчивыми к давлению, то может быть выбрана жидкость, пленка из которой будет оптимально отвечать условиям, возникающим в процессе бритья. Смазывающие текучие среды для компонентов бритвенного прибора в соответствии с настоящим изобретением могут быть перфторированными текучими средами, примерами которых являются жидкости Krytox 100 и 103 производства DuPont и Fluorinert™ производства 3М. В качестве твердой структурной составляющей могут использоваться тефлоновые нановолокнистые мембраны произвольной структуры и/или нитевидные кристаллы упорядоченной структуры (образующие так называемые периодически упорядоченные наноструктурные поверхности на основе эпоксидных смол). Термины «текучая среда» и «жидкость» могут использоваться в настоящем описании, как взаимно заменяющие друг друга.
Термины «наполненная жидкостью поверхность» (LIS), «материал с наполненной жидкостью поверхностью» (LISM), «скользкая наполненная жидкостью пористая поверхность» (SLIPS), «SLIPS-слой» или «слой с наполненной жидкостью поверхностью», «основанный на SLIPS», «подобный SLIPS», или «подобные LIS» и «подобные LISM» в контексте настоящего описания могут использоваться, как взаимно заменяющие друг друга, и в целом означают сам по себе исходный материал такого типа или любые его производные, в частности, поверхности, подвергнутые химическому или оптическому травлению. Термин «материал без добавок и с наполненной жидкостью поверхностью», или сокращенно «базовый материал», может использоваться для отличия такого материала от материалов с добавками и с наполненной жидкостью поверхностью, в частности, содержащих вторую фазу, добавки, образующие твердые растворы, или прочие элементы. Добавки могут включать, не ограничиваясь ими, такие компоненты, как силикон, растительные и прочие природные масла, а также полиэтилен оксид.
Поверхности с внедренной в них жидкостью могут быть синтетическими (химически синтезированными), но известны также и прочие типы поверхностей, в которые могут быть внедрены жидкости для придания им аналогичных функциональных свойств, и такие поверхности, как правило, имеют растительное происхождение. Оба два данных типа поверхностей являются подходящими для использования в настоящем изобретении.
В дополнение к обеспечению скользкости, материал с наполненной жидкостью поверхностью, сформированный на компонентах бритвенного прибора, может препятствовать росту бактерий на поверхностях таких компонентов бритвенного прибора, тем самым обеспечивая защиту кожи пользователя от переноса на нее таких бактерий и/или инфицирования такими бактериями, часто присутствующими на компонентах бритвенного прибора, особенно после многократного его использования. Рукоятки бритвенных приборов могут использоваться в течение многих лет во влажных условиях, а картриджи могут содержать фрагменты крови, кожи и волос, создающие питательную среду для бактерий, и подобные условия могут также иметь место в футлярах, в которых хранятся бритвенные приборы, и в диспенсерах картриджей. Кроме того, материал с наполненной жидкостью поверхностью, может препятствовать формированию отложений карбонатов кальция.
Можно ожидать, что картриджи, на компонентах которых (такие, как, например, корпус или рама) сформированы покрытия из материалов с наполненной жидкостью поверхностью, будут иметь улучшенные характеристики по сравнению с картриджами существующих бритвенных приборов, не содержащими таких покрытий, так как они обеспечивают более плавное движение картриджа по коже и повышенную износостойкость. Покрытия из материалов с наполненной жидкостью поверхностью могут быть также сформированы на областях картриджа, влияющих на его взаимодействие с кожей, в частности, на защитном элементе или крышке, что может еще более повышать эффективность работы картриджа, в частности, может дополнительно повышать плавность движения по коже или усиливать растяжение кожи в процессе бритья. Компоненты бритвенного прибора, наружные поверхности которых содержат материалы с наполненной жидкостью поверхностью, могут иметь поразительно лучшие характеристики по сравнению с характеристиками компонентов или материалов существующих бритвенных приборов, а именно, компоненты с выполненным на них покрытием из материалов с наполненной жидкостью поверхностью могут иметь более длительный срок службы, значительно более высокую устойчивость к истиранию, размыванию и прочим видам износа, и тем самым они могут обеспечивать пользователю комфортное и более тщательное бритье в течение более длительного периода времени.
Покрытия из материалов с наполненной жидкостью поверхностью имеют уникальное преимущество, состоящее в том, что они имеют хорошую адгезию к широкому разнообразию полимеров, эластомеров и металлов. Это позволяет наносить покрытие из материала с наполненной жидкостью поверхностью на полностью собранное изделие за один этап, например, может быть нанесено покрытие, обеспечивающее низкий коэффициент трения, на бритвенные приборы, содержащие множество компонентов и множество материалов.
Процесс нанесения покрытия из синтетического материала с наполненной жидкостью поверхностью на наружную поверхность компонента бритвенного прибора может включать, не ограничиваясь им, этап внедрения в пористую твердую структурную матрицу жидкости, химически инертной и имеющей низкую поверхностную энергию, в результате чего на поверхности матрицы может быть получена физически гладкая смазывающая пленка. Пленка может сформирована на всей матрице за счет капиллярного распространения жидкости, а требуемую толщину пленки можно обеспечить путем изменения объема жидкости, инфильтруемой в матрицу, поскольку площадь поверхности, на которую наносится покрытие, как правило, известна. При этом взаимодействие твердой матрицы и жидкости можно рассматривать, как взаимодействие ключа и замка, то есть, состав материала с наполненной жидкостью поверхностью должен быть тщательно подобран.
И хотя желательно, чтобы наружная поверхность компонента, на которую наносится покрытие из материала с наполненной жидкостью поверхностью, была полимерной, поскольку полимеры являются самыми распространенными основами для изготовления компонентов бритвенных картриджей, таких, как, например, корпус или рама, нанесение покрытий из материалов с наполненной жидкостью поверхностью на такие материалы бритвенных картриджей, как нержавеющая сталь, прочие металлы, керамика, композиты, пластмассы, стекло, или на любые комбинации таких материалов, также в полной мере предусматривается в настоящем изобретении. В устройстве для изготовления бритвенных лезвий, содержащих материал с наполненной жидкостью поверхностью, предпочтительно используются технологические процессы, применяемые в настоящее время, в частности, распыление и спекание, традиционно используемые сегодня для формирования слоя из политетрафторэтилена.
В настоящем изобретении предусматривается, что многие не режущие компоненты бритвенного прибора, такие, как, например, корпус или защитный элемент, изготавливаются способами формования, в частности, инжекционного формования или двухцветного инжекционного формования.
На фиг. 1 показана часть компонента 10 бритвенного прибора, содержащего по меньшей мере один слой 12 материала с наполненной жидкостью поверхностью. Слой 12 материала с наполненной жидкостью поверхностью предпочтительно сформирован путем внедрения в пористую твердую матрицу 16, нанесенную на поверхность 13' подложки 13, совместимой с ней жидкости 14. Подложка может включать два различных материала, как это показано на фиг. 1, и в данном примере металл 18 и полимер 15 совместно формируют поверхность подложки 13 на данном компоненте бритвенного прибора, на которую наносится слой материала с наполненной жидкостью поверхностью.
Еще в одном воплощении изобретения, показанном на фиг. 1а, часть компонента 10а бритвенного прибора сначала включает соответствующим образом модифицированные одну или более поверхностей 13а' основы 13а, в результате чего формируется пористая модифицированная поверхность 16а, из которой впоследствии формируется слой 12а материала с наполненной жидкостью поверхностью путем внедрения в пористую модифицированную поверхность 16а жидкости 14а. В данном случае, как и в воплощении на фиг. 1, основа 13а компонента 10а может одновременно содержать металл 18а и полимер 15а.
В воплощении, альтернативном по отношению к воплощениям на фиг. 1 или 1а, до этапа внедрения в нее жидкости пористая твердая матрица 16 или 16а может быть активирована. Активация может быть осуществлена химическим, тепловым, оптическим или любым другим подходящим способом. В некоторых случаях активация пористой твердой матрицы 16 или 16а может обеспечивать улучшенное поглощение жидкости пористой твердой матрицей или улучшенную адгезию жидкости к данной пористой твердой матрице.
Предусматривается также, что природа и тип жидкости, которая внедряется в пористую твердую матрицу, в каком-то одном воплощении могут отличаться от природы и типа жидкости в любых других воплощениях настоящего изобретения, и что один тип жидкости может обеспечивать более значительные преимущества (например, повышенную износостойкость и меньшую размываемость) по сравнению с другими типами жидкостей при внедрении их в одну и ту же твердую матрицу.
Формирование по меньшей мере одного слоя материала с наполненной жидкостью поверхностью в соответствии с настоящим изобретением может осуществляться с использованием одного или более способов и устройств, описанных в патентной публикации США 2013/0032316 «Наполненные жидкостью поверхности, способы их изготовления и устройства, содержащие такие поверхности», опубликованной 7 февраля 2013 года, и/или в патентной публикации США 2013/0032646 «Изделия для работы с внедряемыми жидкостями и способы их изготовления», опубликованной 7 февраля 2013, включаемых в настоящее описание посредством ссылки. Как описано в уровне техники, наполненные жидкостями поверхности обеспечивают ряд преимуществ по сравнению с наполненными газами поверхностями. Одно из таких преимуществ заключается в том, что наполненные жидкостями поверхности обладают значительно более высоким сопротивлением разрывам и проколам, в частности, материал с наполненной жидкостью поверхностью может выдерживать более высокие давления (произведения давления на скорость) при столкновении с другим объектом. В некоторых воплощениях наполненная жидкостью поверхность имеет более высокую устойчивость к разрывам и проколам за счет микро-размерного текстурирования, а не нано-размерного текстурирования, используемого в технологиях наполнения газом. Кроме того, микро-размерное текстурирование дешевле и проще в изготовлении, чем нано-размерное текстурирование.
Путем правильного подбора внедряемой жидкости слои материалов с наполненной жидкостью поверхностью в соответствии с настоящим изобретением могут быть легко оптимизированы для использования в широком разнообразии приложений. Так, например, уменьшение гидродинамического сопротивления при движении твердой поверхности по коже может быть достигнуто за счет использовании масла в качестве внедряемой жидкости, так как вода будет быстро скатываться с масла. Использование масел целесообразно также для предотвращения образования инея и льда на вершинах текстуры поверхности, и тем самым значительно уменьшается скорость образования льда и повышается сила адгезии. Важным аспектом формирования слоев материалов с наполненной жидкостью поверхностью является обеспечение матрицы из элементов, достаточно близко расположенных друг к другу, так, чтобы они могли устойчиво удерживать инфильтрованную в матрицу жидкость. Используемая жидкость имеет вязкость при комнатной температуре, составляющую не более чем примерно 1000 сПз (или сСт (сантистокс)), не более чем примерно 100 сПз (или сСт), или не более чем примерно 50 сПз (или сСт). Давление насыщенного пара жидкости при комнатной температуре, как правило, составляет не более чем примерно 20 мм ртутного столба, не более чем примерно 1 мм ртутного столба или не более чем примерно 0,1 мм ртутного столба. Элементы слоя материала с наполненной жидкостью поверхностью могут иметь в сущности одинаковую высоту, и жидкость может заполнять пространства между данными элементами и покрывать их слоем толщиной по меньшей мере примерно 5 нм, протяженным поверх всех элементов. Расстояния между элементами могут составлять от примерно 1 мкм до примерно 100 мкм, или от примерно 5 нм до примерно 1 мкм. Слой материала с наполненной жидкостью поверхностью может содержать иерархические структуры из элементов микромасштаба, наномасштаба или комбинаций элементов таких масштабов, например, из элементов микромасштаба, между которыми расположены элементы наномасштаба.
На фиг. 2 показан вид сбоку прибора 20 для влажного бритья, который, как правило, включает бритвенный блок (бритвенный картридж) 22, прикрепленный к рукоятке 24 и имеющий одно или более лезвий 21 (для примера показано 5 лезвий), каждое из которых имеет заостренную кромку 21а в соответствии с настоящим изобретением. В бритвенный блок 22 могут быть также включены крышка 23 и защитный элемент 25, при этом крышка 23 предпочтительно включает прикрепленную к ней смазывающую полоску или иное композитное вспомогательное средство 23а для бритья. Смазывающая полоска или композитное вспомогательное средство 23а для бритья, как правило, содержит растворимые и нерастворимые в воде полимеры. Бритвенный блок 22 включает также раму или корпус 26, предпочтительно изготовленные из твердой пластмассы. В данном воплощении бритвенного блока 22 имеется также смазывающее кольцо 28, расположенное по периферии бритвенного блока 22. Смазывающее кольцо 28, как правило, также содержит растворимые и нерастворимые в воде полимеры. Бритвенный блок (картридж) 22 может быть выполнен с возможностью его присоединения к рукоятке 24 бритвенного прибора и отсоединения от нее, благодаря чему при затуплении лезвий к рукоятке может быть присоединен новый картридж 22; или бритвенный блок 22 может быть выполнен за единое целое с рукояткой 24, и в таком случае при затуплении лезвий весь прибор выбрасывается, как отходы.
На фиг. 2а показана противоположная (тыльная) сторона бритвенного прибора 20, в частности, показана тыльная сторона рамы 26 с опорным элементом 27 для лезвий, который представляет собой предпочтительно металлическую или пластмассовую деталь, поддерживающую отдельные лезвия. Опорный элемент 27 лезвий предпочтительно устанавливается в проем рамы 26, после чего устанавливаются лезвия 21 и фиксируются парой зажимов 29 по обоим концам опорного элемента 27. На фиг. 2а показан также структурный элемент 30, соединяющий друг с другом картридж 22 и рукоятку 24. Структурный элемент 30 может быть частью рукоятки 24 или частью бритвенного блока (картриджа) 22.
Несмотря на то, что на фиг. 2 и 2а показано определенное воплощение бритвенного прибора, настоящее изобретение предусматривает любые типы конструкций бритвенного прибора.
Отметим, что одна или более частей поверхностей компонентов бритвенного прибора 20, показанного на фиг. 2 и 2а, имеют по меньшей мере один расположенный на них слой материала с наполненной жидкостью поверхностью в соответствии с настоящим изобретением. В предпочтительном воплощении настоящего изобретения материал с наполненной жидкостью поверхностью может быть расположен по меньшей мере на всей раме 16 или на отдельных ее частях, хотя такой материал может быть также расположен на любых из перечисленных выше и показанных на чертежах компонентах, как будет более подробно описано ниже.
Рама 26 может быть выполнена из твердого пластического материала, такого, как, например, Noryl или полипропилен. Подобные твердые пластические материалы могут использоваться для изготовления и прочих компонентов бритвенного прибора, таких, как, например, опорный компонент 27 лезвий, части рукоятки 24 и соединительный структурный элемент 30 для присоединения картриджа.
На фиг. 3 показан увеличенный вид бритвенного блока 22 бритвенного прибора, изображенного на фиг. 2. Его рама 26 покрыта материалом 32 с наполненной жидкостью поверхностью, как это показано также на виде сбоку данного бритвенного блока 22 на фиг. 4. Покрытие из материала с наполненной жидкостью поверхностью может иметь толщину 42 (фиг. 4), которая может составлять от примерно 10 нм до примерно 1 мкм.
На смазывающем кольце 28 и смазывающей полоске 23а (оба данных компонента имеют полимерный состав, упомянутый выше) также могут быть расположены соответственно слои 33 и 34 материала с наполненной жидкостью поверхностью. Толщина материала 33, 34 с наполненной жидкостью поверхностью на данных компонентах может отличаться, или может быть в сущности равной толщине покрытия из материала с наполненной жидкостью поверхностью на других компонентах бритвенного прибора. В качестве альтернативы, покрытия из материалов с наполненной жидкостью поверхностью могут быть нанесены только на определенные части каждого из компонентов. Так, например, защитный элемент может быть только частично покрыт материалом с наполненной жидкостью поверхностью, чтобы получить требуемое сочетание плавности движения и сопротивления. Так, например, если корпус является компонентом, покрытым материалом с наполненной жидкостью поверхностью, то сила трения корпуса по коже может быть снижена 50% или более по сравнению с корпусом без покрытия из материала с наполненной жидкостью поверхностью, и тем самым повышается плавность движения картриджа по коже во время бритья.
Как можно видеть, любое количество компонентов бритвенного картриджа, например, один, два, три или все компоненты - могут быть покрыты материалом с наполненной жидкостью поверхностью. За счет этого характеристики трения картриджа могут быть индивидуально подобраны для каждого из его компонентов. То есть, настоящее изобретение позволяет модулировать силу трения, или, иными словами, обеспечить индивидуальные характеристики трения для каждого из компонентов картриджа, что, в свою очередь, позволяет адаптировать характеристики трения каждого из компонентов под характеристики трения прочих компонентов и под различные требования пользователей, благодаря чему бритвенные приборы в соответствии с настоящим изобретением по обеспечиваемым характеристикам бритья превосходят существующие бритвенные приборы.
Высокий коэффициент трения может требоваться там, где желательны надежный захват или хорошая управляемость бритвенного прибора, например, в условиях повышенной влажности. Компоненты, в отношении которых могут требоваться надежный захват или хорошая управляемость в условиях повышенной влажности, могут включать компоненты рукоятки и защитного элемента, как это показано для примера на фиг. 9 и 10. Низкий коэффициент трения может требоваться там, где желательны максимальная плавность движения элемента по коже (лучшее скольжение по коже). Компонентами, в отношении которых может требоваться максимально возможная плавность движения, могут быть корпус, область крышки, смазывающий элемент или зажимы, как показано для примера на фиг. 4 и 8. Благодаря тому, что он обеспечивает должный уровень трения, и к тому же является в сущности не размываемым, устойчивым к истиранию (износостойким) и гидрофобным, слой материала с наполненной жидкостью поверхностью придает бритвенному картриджу множество преимуществ.
Как упоминалось выше, бритвенные лезвия обеспечивают режущую функцию бритвенного картриджа. Термин «бритвенное лезвие» в соответствии с настоящим изобретением означает «основу» из нержавеющей стали, которая включает тело лезвия и по меньшей мере одну боковую грань. «Основа» означает субстанцию или материал, с которым проводят дополнительные операции в соответствии с настоящим изобретением. Бритвенное лезвие предпочтительно содержит две боковые грани, формирующие кромку лезвия, и тело лезвия. Две боковые грани пересекаются друг с другом по линии, которая обычно именуется острием или самой кромкой лезвия. Каждая из боковых граней имеет одну, две или более фасок. Телом лезвия, как правило, считается его остальная часть, расположенная за боковыми гранями или их фасками.
Основа 52 из нержавеющей стали, как правило, имеет заостренную кромку, формируемую последовательными операциями хонингования, в результате чего образуется острие 54, как правило, имеющее в сечении радиус менее, чем 500 Å, и боковые грани кромки, которые могут включать одну или более фасок 52, как показано на фиг. 5.
Как показано на фиг. 5, лезвие 21 бритвенного прибора, изображенного на фиг. 2, как правило, включает тело 51 и по две фаски 52 на каждой из боковых граней 53, которые в сечении пересекаются в точке 54, в результате чего формируется кромка 21а лезвия.
На фиг. 6 показан фрагмент 60 лезвия, включающий часть тела 51 лезвия и боковые грани 53, образующие кромку 21а лезвия 21, изображенного на фиг. 5.
На тело 51 основы 52 нанесен по меньшей мере один слой материала 62 с наполненной жидкостью поверхностью в соответствии с одним из предпочтительных воплощений настоящего изобретения. Материал 62 с наполненной жидкостью поверхностью может быть нанесен непосредственно поверх основы 22, как показано на данном чертеже, или он может быть нанесен на один или более слоев, уже нанесенных на основу 22, например, на один или более промежуточных слоев, один или более слоев адгезива, способствующего адгезии покрытия из материала 62 с наполненной жидкостью поверхностью к основе 52, и/или на один или более слоев наружных покрытий основы (не показаны). И хотя любая часть лезвия, даже его кромка, может быть покрыта материалом с наполненной жидкостью поверхностью в соответствии с настоящим изобретением, острие 54 и боковые грани 53 кромки предпочтительно не содержат слоя материала с наполненной жидкостью поверхностью, нанесенного на них в виде покрытия, а скорее имеют одно или более иных твердых и/или мягких покрытий 64, традиционно используемых в качестве покрытий кромки лезвия.
Так, например, если на основу лезвия в области кромки нанесено покрытие из материала с наполненной жидкостью поверхностью в дополнение или в качестве альтернативы к покрытию из политетрафторэтилена, в большинстве случаев являющегося наружным покрытием бритвенных лезвий, улучшающим скольжение (не показано), то слой материала с наполненной жидкостью поверхностью теоретически может дать поразительные улучшения характеристик лезвия по сравнению с характеристиками известных теломеров, а именно, слой материала с наполненной жидкостью поверхностью является более износостойким, в сущности не подверженным истиранию, размыванию и другим видам износа, и тем самым будет обеспечивать пользователю комфортное и более тщательное бритье в течение более длительного периода времени. Так, например, при наличии в сущности не размываемого слоя материала с наполненной жидкостью поверхностью пользователь может заменять лезвийный картридж после 20 или более сеансов бритья по сравнению с 14 сеансами для существующих бритвенных приборов, что с точки зрения пользователя является огромным преимуществом. Однако недостатком такого покрытия в данной области может быть увеличенный радиус острия или сильно измененная форма кромки лезвия, что в свою очередь может не обеспечивать тщательного и/или комфортного бритья.
Толщина материала 62 с наполненной жидкостью поверхностью предпочтительно составляет от примерно 10 нм до 1 мкм, и он может быть равномерно или неравномерно нанесен по острию и боковым граням. Следует отметить, что материал с наполненной жидкостью поверхностью может быть нанесен несмотря на какие-либо отклонения длины боковых граней, углов и размерных пропорций покрытия (например, отношения расстояния между острием лезвия и вершиной 62а материала с наполненной жидкостью поверхностью к ширине покрытия из материала 62 с наполненной жидкостью поверхностью в окрестности острия 54 лезвия).
Покрытие из материала 62 с наполненной жидкостью поверхностью может быть протяженным по всей длине тела 51 лезвия, или может резко заканчиваться или постепенно сужаться в нижней части тела лезвия.
Как упоминалось выше, в устройстве для формирования такого типа покрытий могут использоваться следующие способы: распыление, нанесение кистью (например, воздушной кистью), погружение, спекание, формование, печать, нанесение тампоном, окрашивание, нанесение через сопло струйного принтера, травление, а также любые способы маскирования, обеспечивающие селективное нанесение покрытия, известные в данной области техники.
Благодаря тому, что слой материала 62 с наполненной жидкостью поверхностью по своей природе является скользким и не клеящимся (не адгезивным), наружная поверхность 63 слоя материала 62 с наполненной жидкостью поверхностью обеспечивает плавность движения тела бритвенного прибора, что может также способствовать хорошей ополаскиваемости лезвия и удалению обрезков волос и прочих загрязнений. В дополнение к этому, антимикробные свойства покрытия из материала 62 с наполненной жидкостью поверхностью могут служить надежным барьером росту бактерий, грибков и прочих организмов на телах лезвий, что в свою очередь обеспечивает подачу чистого лезвия к коже пользователя.
Дополнительным преимуществом слоя или покрытия из материала с наполненной жидкостью поверхностью, сформированного на поверхности любой части лезвия, его опорного элемента или любых других компонентов лезвия в соответствии с настоящим изобретением, может быть его способность замедлять коррозию и иные процессы разрушения лезвия, опорных элементов, сварных швов или других покрытий на лезвии.
На фиг. 7 показано лезвие 70 в сборе с опорным элементом в соответствии с настоящим изобретением, которое включает лезвие 72 и опорный элемент 74 лезвия. Опорный элемент 74 лезвия обеспечивает опору для лезвия 72, аналогичного лезвию 21 на фиг. 5. Лезвие 72 обычно приварено к верхней части 76 опорного элемента лезвия. Опорный элемент 74 лезвия включает также изогнутую часть 78, имеющую радиус кривизны R от примерно 0,05 мм до примерно 0,15 мм, и нижнюю часть 79. В некоторых воплощениях опорный элемент лезвия может иметь толщину от примерно 0,0 мм до примерно 0,40 мм, например, от примерно 0,15 мм до примерно 0,30 мм.
Как обсуждалось выше, лезвие 72 выполнено из стали, например, из нержавеющей стали. Опорный элемент лезвия может быть выполнен из любого подходящего металла, но как правило, его также выполняют из стали, например, из высокоуглеродистой стали или нержавеющей стали. На нижней наружной поверхности 75 опорного элемента лезвия в соответствии с настоящим изобретением имеется покрытие 71 из материала с наполненной жидкостью поверхностью. Нижняя наружная поверхность 75 в целом не является поверхностью, контактирующей с кожей, и может рассматриваться, как внутренняя поверхность бритвенного картриджа. В целом покрытие 71 может быть сформировано на всей нижней поверхности опорного элемента лезвия, как показано на данном чертеже. В настоящем изобретении предусматривается также, что весь опорный элемент 74 лезвия может быть иметь покрытие 71 из материала с наполненной жидкостью поверхностью а именно, верхняя поверхность 73 опорного элемента лезвия также может быть покрыта таким материалом, в дополнение к покрытию на нижней наружной поверхности 75, или вместо покрытия на нижней наружной поверхности, однако предпочтительно оставить поверхность 73 непокрытой, как это показано на данном чертеже, потому что выполнение покрытия в данной области может ухудшать формирование сварного шва 77 (при использовании обычных способов сварки), и может также приводить к нежелательному увеличению себестоимости изделия.
Покрытие 71 из материала с наполненной жидкостью поверхностью может иметь любую требуемую толщину в любом месте опорного элемента лезвия. Однако можно ожидать, что достаточно тонкое покрытие, например, имеющее толщину менее 5 мм, и предпочтительно примерно от 2 до 3 мкм, позволяет выдержать допуски на размеры деталей, предусмотренные конструкцией изделия, и такое покрытие будет относительно недорогим. При этом покрытие должно иметь достаточную толщину, чтобы оно могло прослужить в течение планируемого срока службы лезвия, например, по меньшей мере примерно в течение 14 сеансов бритья. В некоторых воплощениях предпочтительно, чтобы покрытие имело толщину по меньшей мере 1 мкм.
Покрытие 71 из материала с наполненной жидкостью поверхностью может быть нанесено любым способом, обеспечивающим адекватную адгезию к лежащей под ним стали. Если покрытие выполняется на ровном листе металла, то есть, до гибки опорного элемента лезвия до требуемой формы, то адгезия должна быть достаточной, чтобы на металле можно было выполнить требуемые операции формования (например, штамповки), и при этом не наступило отслоение покрытия. Подходящие способы формирования покрытия могут включать распыление, нанесения кистью, погружение, спекание, печать, нанесение тампоном, окрашиванием, через сопло струйного принтера, возможно также, в сочетании с любым способом маскирования, обеспечивающим выборочное размещение покрытия. Возможны и прочие подходящие способы формирования покрытия. Покрытие предпочтительно наносится равномерно, и может быть выполнено из материала, который в своем составе содержит в сущности только материал с наполненной жидкостью поверхностью, или является композитом из материала с наполненной жидкостью поверхностью и одного или более прочих материалов.
Как упоминалось выше, покрытие 71 из материала с наполненной жидкостью поверхностью расположенное, как показано на фиг. 7, как правило, не выполняется на поверхности, контактирующей с кожей, однако оно может в целом способствовать уменьшению скопления волос, вспомогательного средства для бритья и прочих загрязнений, которые могут оставаться в зазорах между лезвиями бритвенного картриджа даже после его ополаскивания. Данное свойство становится все более важным, поскольку в последнее время в большинстве бритвенных картриджей производители оставляют все меньшие и меньшие зазоры между лезвиями. И хотя в некоторых бритвенных картриджах не используются лезвия с опорными элементами, а вместо этого используются согнутые лезвия (то есть лезвия, не требующие опорных элементов и представляющие собой однокомпонентные лезвия из согнутого металлического листа), к воплощениям с согнутыми лезвиями в равной мере применима концепция нанесения покрытия из материала с наполненной жидкостью поверхностью аналогичного покрытию 71, на нижнюю наружную часть лезвия, как было описано выше.
Настоящее изобретение дополнительно предусматривает нанесение материала с наполненной жидкостью поверхностью не только на кромки лезвий, но также на любые другие компоненты бритвенного прибора, в частности, на компоненты, обозначенные на фиг. 2, 2а. Будучи нанесены на прочие компоненты бритвенного картриджа, покрытия из материала с наполненной жидкостью поверхностью могут повышать износостойкость соответствующих частей, и/или улучшать плавность их движения по коже в процессе бритья, особенно если покрытие выполнено на зажимах или прочих компонентах, взаимодействующих с волосами и/или кожей.
На фиг. 8 показан пример расположения материала 82 с наполненной жидкостью поверхностью на различных компонентах картриджа, в частности, на двух зажимах 29, фиксирующих лезвия (см. фиг. 2), в соответствии с еще одним воплощением настоящего изобретения. Зажимы 29, как правило, выполняют из металла. Металл может содержать алюминий. Такие преимущества, как плавность движения по коже и комфорт бритья, могут быть дополнительно усилены путем формирования материала с наполненной жидкостью поверхностью, например, материала, улучшающего скольжение, на верхней поверхности 82а зажимов 29, которые, как правило, расположены по правую и левую стороны картриджа. Материал 82 с наполненной жидкостью поверхностью может быть сформирован способами погружения или распыления, прочими способами, описанными в настоящей заявке, или иными подходящим способами.
На фиг. 9 показан бритвенный прибор 90, содержащий по меньшей мере один материал 92 с наполненной жидкостью поверхностью, расположенный на значительной часть рукоятки 24, например, на наружных и/или внутренних канавках захватных частей, в соответствии с еще одним воплощением настоящего изобретения. Наличие покрытия из материала с наполненной жидкостью поверхностью на любой из наружных поверхностей рукоятки, например, на захватной части, кнопке включения питания или на нижнем торце, может улучшать антимикробные свойства данной поверхности и будет барьером, препятствующим росту бактерий, грибков и прочих организмов на самой рукоятке бритвенного прибора, что в свою очередь, благодаря чистоте рукоятки, будет способствовать меньшему их попаданию на руки и кожу пользователя. Такое преимущество может быть особо желательным для пользователей, которые заменяют картриджи, но оставляют рукоятку бритвенного прибора (то есть, пользователей не одноразовых бритвенных приборов).
На фиг. 10 показан бритвенный картридж 100, содержащий по меньшей мере один материал 102 с наполненной жидкостью поверхностью, расположенный на наружной поверхности 105 защитного элемента 104 бритвенного картриджа таким образом, что он образует структурный элемент 106 или графическое изображение, в соответствии с еще одним воплощением настоящего изобретения. В данном воплощении структурный элемент 106 является волнообразной или синусоидальной структурой из материала 102 с наполненной жидкостью поверхностью, расположенного на защитном элементе. Защитный элемент, на котором расположен слой материала с наполненной жидкостью поверхностью, предпочтительно выполнен из гибкого эластомерного материала, хотя возможны и воплощения, в которых данный слой расположен на защитном элементе, выполненном из жесткой, негибкой пластмассы. Материал 102 с наполненной жидкостью поверхностью в соответствии с настоящим изобретением может быть расположен во «впадинах» между ребрами (не показаны). Наличие слоя 102 из материала с наполненной жидкостью поверхностью на ребрах обеспечивает преимущества в виде лучшей смазки и более плавного движения по коже, в то время как сами ребра обеспечивают растяжение кожи перед тем, как лезвия срезают с нее волосы.
Как можно видеть из широкого разнообразия его воплощений, настоящее изобретение, благодаря применимости к самым различным типам поверхностей, внутренне присущей материалам с наполненной жидкостью поверхностью, дает возможность эффективно модулировать характеристики трения и прочие свойства многих компонентов бритвенного прибора в соответствии с потребностями приложения, например, адаптировать различные компоненты друг к другу или адаптировать их к различным потребностям пользователей.
Требуемая балансировка характеристик трения между различными поверхностями бритвенного картриджа и рукоятки может быть различной для различных групп пользователей или различных условий использования бритвенного прибора.
Поэтому возможность адаптировать, или, в сущности, тонко настраивать характеристики трения в том или ином месте бритвенного прибора за счет использования слоя в соответствии с настоящим изобретением является очень привлекательным преимуществом.
Кроме того, путем введения подкрашенной жидкости или ароматизаторов в материал с наполненной жидкостью поверхностью можно получить и прочие свойства поверхностей бритвенного прибора, например, улучшенные эстетические или осязательные характеристики, что и предусматривается настоящим изобретением.
Полезные свойства, которые позволяют придать компонентам бритвенных приборов материалы с наполненной жидкостью поверхностью в соответствии с настоящим изобретением, могут сохраняться или усиливаться в присутствии различных химических веществ, таких, как, например, вспомогательные средства для бритья или прочие композиции, используемые для удаления волос или бритья (например, масла, воски, кондиционеры для кожи).
Значения размеров и прочих величин, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение размера, обозначенное как 40 мм, следует рассматривать, как «примерно 40 мм».
Все документы, на которые приводятся ссылки в настоящем описании, включая ссылки на иные патенты и заявки, включены в настоящую заявку целиком посредством ссылки, если явно не оговорено, что они включены частично или с ограничениями. Цитирование какого-либо документа не означает признание того, что цитируемый документ должен быть включен в уровень техники по отношению к изобретению, изложенному в настоящей заявке, или что цитируемое изобретение само по себе или в сочетании с другим документом, или другими документами, объясняет, предлагает или описывает идею настоящего изобретения. Кроме того, если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРИТВА С УПРАВЛЯЕМЫМ ВРУЧНУЮ ВЫПУСКОМ ЖИДКОСТИ И РАСХОДУЕМЫМ СРЕДСТВОМ ДЛЯ БРИТЬЯ | 2009 |
|
RU2450915C2 |
| ДОЗИРУЮЩЕЕ ЖИДКОСТЬ УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ВОЛОС С АППЛИКАТОРОМ | 2011 |
|
RU2545862C2 |
| БРИТВА С ДОЗИРОВАНИЕМ ЖИДКОСТИ | 2011 |
|
RU2544226C2 |
| ДОЗИРУЮЩЕЕ ЖИДКОСТЬ УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ВОЛОС С ДОЗАТОРОМ | 2011 |
|
RU2545866C2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ВОЛОС, СОДЕРЖАЩЕЕ АППЛИКАТОР СО ЩИТКОМ | 2011 |
|
RU2533306C1 |
| БРИТВЕННЫЙ ПРИБОР С АКТИВИРУЕМЫМ ВРУЧНУЮ ВЫПУСКОМ ЖИДКОСТИ | 2010 |
|
RU2498897C2 |
| БРИТВЕННЫЙ ПРИБОР С АКТИВИРУЕМЫМ ВРУЧНУЮ ВЫПУСКОМ ЖИДКОСТИ | 2010 |
|
RU2508982C2 |
| Бритвенные приборы с подогревом | 2015 |
|
RU2657256C2 |
| БРИТВЕННЫЙ КАРТРИДЖ С НЕРЕЖУЩИМ ЭЛЕМЕНТОМ | 2010 |
|
RU2523198C2 |
| КАРТРИДЖ БРИТВЕННОГО ПРИБОРА, СОДЕРЖАЩИЙ СМАЗЫВАЮЩИЕ И УВЛАЖНЯЮЩИЕ ПОЛОСКИ | 2012 |
|
RU2588975C2 |


Изобретение относится к области средств индивидуального ухода, в частности к бритвенным приборам и новым покрытиям на их компонентах. Бритвенный прибор включает контактирующий с кожей компонент. Часть контактирующего с кожей компонента содержит поверхностный слой материала с наполненной жидкостью поверхностью «LISM». Изобретение также включает способ изготовления контактирующего с кожей компонента бритвенного прибора. Формируют пористую твердую матрицу на поверхности основы компонента бритвенного прибора. Внедряют в пористую твердую матрицу жидкость с образованием слоя материала с наполненной жидкостью поверхностью. Техническим результатом изобретения является уменьшение возможности бактериального обсеменения поверхности материала, контактирующего с кожей пользователя бритвенного прибора. 2 н. и 18 з.п. ф-лы, 10 ил. 
1. Бритвенный прибор, содержащий контактирующий с кожей компонент, по меньшей мере одна часть по меньшей мере одной поверхности которого имеет по меньшей мере один поверхностный слой материала с наполненной жидкостью поверхностью «LISM».
2. Бритвенный прибор по п. 1, в котором по меньшей мере одним из упомянутых контактирующих с кожей компонентов являются в любом сочетании: по меньшей мере одно бритвенное лезвие, имеющее кромку лезвия и тело лезвия, опорный элемент лезвия, корпус, рама, защитный элемент, крышка, смазывающая полоска, смазывающее кольцо конструктивные элементы для присоединения бритвенного картриджа и рукоятка, при этом рукоятка дополнительно содержит кнопку и/или захватную часть рукоятки.
3. Бритвенный прибор по п. 2, одним из упомянутых компонентов которого является рама из твердого пластического материала, а упомянутый по меньшей мере один слой упомянутого материала с наполненной жидкостью поверхностью расположен непосредственно на наружной поверхности рамы.
4. Бритвенный прибор по п. 2, одним из упомянутых компонентов которого является тело лезвия, а упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью расположен непосредственно на поверхности тела лезвия, поверх одного или более промежуточных слоев, нанесенных на упомянутую поверхность тела лезвия, между одним или более наружными слоями и упомянутой поверхностью тела лезвия, или в любой комбинации таких расположений.
5. Бритвенный прибор по п. 2, одним из упомянутых компонентов которого является опорный элемент лезвия, а упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью расположен на наружной поверхности опорного элемента лезвия.
6. Бритвенный прибор по п. 2, одним из упомянутых компонентов которого является защитный элемент, а упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью расположен на наружной поверхности защитного элемента.
7. Бритвенный прибор по п. 1, в котором упомянутая по меньшей мере одна часть поверхности контактирующего с кожей компонента является наружной поверхностью, внутренней поверхностью, заостренной основой контактирующего с кожей компонента бритвенного прибора или любой их комбинацией.
8. Бритвенный прибор по п. 7, в котором упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью расположен непосредственно на упомянутой по меньшей мере одной части упомянутой по меньшей мере одной поверхности контактирующего с кожей компонента бритвенного прибора.
9. Бритвенный прибор по п. 1, в котором упомянутая по меньшей мере одна поверхность контактирующего с кожей компонента бритвенного прибора содержит полимерный материал, эластомерный материал, твердый пластический материал, металл, алюминий, стекло, керамику или комбинацию любого числа таких материалов.
10. Бритвенный прибор по п. 1, в котором упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью выполнен в виде структурного элемента или графического изображения.
11. Бритвенный прибор по п. 1, в котором упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью сформирован по меньшей мере на одной поверхности упомянутого по меньшей мере одного контактирующего с кожей компонента бритвенного прибора в результате внедрения жидкости в твердую структурную матрицу, достигнутого путем погружения, распыления, нанесения кистью, формования, спекания, печати, травления, нанесения тампоном или окрашиванием, струйной печати, литографии или любых комбинаций таких способов.
12. Бритвенный прибор по п. 1, в котором упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью является эрозионно стойким.
13. Бритвенный прибор по п. 1, в котором коэффициент трения упомянутого по меньшей мере одного контактирующего с кожей компонента бритвенного прибора, имеющего упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью, примерно на 50% меньше коэффициента трения идентичного контактирующего с кожей компонента бритвенного прибора, не имеющего слоя материала с наполненной жидкостью поверхностью.
14. Бритвенный прибор по п. 1, в котором часть текучей среды упомянутого по меньшей мере одного слоя материала с наполненной жидкостью поверхностью имеет способность вымывания.
15. Бритвенный прибор по п. 1, в котором все контактирующие с кожей поверхности блока бритвенного картриджа содержат упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью.
16. Бритвенный прибор по п. 1, в котором каждый из упомянутых по меньшей мере одного слоев материала с наполненной жидкостью поверхностью обеспечивает измененный коэффициент трения упомянутой по меньшей мере одной поверхности контактирующего с кожей компонента бритвенного прибора.
17. Способ изготовления контактирующего с кожей компонента бритвенного прибора, включающий этапы
формирования пористой твердой матрицы по меньшей мере на одной поверхности по меньшей мере одной основы упомянутого компонента бритвенного прибора и
внедрения в упомянутую пористую твердую матрицу по меньшей мере одной жидкости с образованием по меньшей мере одного слоя материала с наполненной жидкостью поверхностью.
18. Способ по п. 17, характеризующийся тем, что упомянутый этап внедрения в упомянутую пористую твердую матрицу по меньшей мере одной жидкости с образованием по меньшей мере одного слоя материала с наполненной жидкостью поверхностью включает инфильтрацию текучей среды в пористую твердую матрицу, осуществляемую путем погружения, распыления, нанесения кистью, формования, спекания, печати, травления, нанесения тампоном или окрашиванием, струйной печати, литографии или любых комбинаций таких операций.
19. Способ по п. 17, характеризующийся тем, что дополнительно активируют упомянутую пористую твердую матрицу до упомянутого этапа внедрения в нее по меньшей мере одной жидкости с образованием по меньшей мере одного слоя материала с наполненной жидкостью поверхностью.
20. Способ по п. 17, характеризующийся тем, что упомянутый по меньшей мере один слой материала с наполненной жидкостью поверхностью является эрозионно стойким.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| КОНТАКТИРУЮЩИЙ С КОЖЕЙ КОМПОНЕНТ КАРТРИДЖА БРИТВЕННОГО ПРИБОРА | 2009 |
|
RU2462346C1 |
| WO 2012100099 A2, 26.07.2012 | |||
| GB 1050243 A, 07.12.1966. | |||

