ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области маркировки боеприпасов. В частности изобретение относится к способу нанесения метки на гильзу патрона боеприпаса, при этом метка содержит по меньшей мере один элемент метки и подходит для идентификации или для отслеживания патрона. Изобретение также относится к устройству для нанесения такой метки на патрон боеприпаса.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Маркировка боеприпасов является важным средством для отслеживания боеприпасов, а также для контроля их использования. Она также может быть использована для контроля качества и для гарантирования правильного использования боеприпасов посредством четкой идентификации класса боеприпасов, в частности их типа и калибра. В связи с использованием боеприпасов военнослужащими и силами правопорядка маркировка боеприпасов необходима для управления резервом, транспортировки и ведения записей. В частности, в гражданском секторе маркировка боеприпасов потенциально способствует расследованию преступлений, в которых фигурирует огнестрельное оружие.
Обычно метки в виде штампа наносятся на дно патрона, также называемого зарядом, боеприпаса. Однако вследствие ограниченного пространства, доступного на дне патрона, количество информации, которая может быть нанесена на патрон посредством такого маркирования, является также очень ограниченной. Существуют методы нанесения метки также на боковую наружную поверхность гильзы патрона. Маркировку боковой наружной поверхности гильзы патрона в настоящее время выполняют с использованием методов печати. Обычный метод штамповки, выполняемой на дне гильзы патрона, является намного менее подходящим для выполнения на гильзе в ее боковом или радиальном направлении. Таким образом, прессовая штамповка не используется для маркировки боковой поверхности гильзы.
Из документа US 7823495 B2 известно использование методов лазерной гравировки для гравировки поверхности патрона, в частности кольцевой выточки, которая, как правило, расположена в области рядом с дном гильзы. Конкретным недостатком данного способа является то, что оборудование, необходимое для лазерной гравировки, является очень сложным и, следовательно, дорогостоящим, что является очевидной проблемой для любого изготовителя, который захочет использовать способ лазерной гравировки для маркировки патронов боеприпасов.
Другие известные методы, а именно прессовая штамповка и трафаретная печать или подобные методы печати, имеют другие недостатки. Что касается прессовой штамповки, то помимо того, что данный способ не может быть применен к боковой поверхности гильзы патрона, стоимость производства штампов для прессовой штамповки также является значительной, подобно оборудованию для лазерной гравировки. Что касается методов печати, метки, нанесенные в результате данных методов, как правило, утрачивают читабельность после выстрела патрона и могут быть легко подделаны.
Соответственно необходим менее дорогостоящий способ маркировки боеприпасов, который может обеспечить нанесение метки на боковую поверхность гильзы патрона боеприпаса для увеличения максимального количества информации, предоставленной меткой.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является предоставление способа и устройства, которые обеспечивают возможность эффективной маркировки боеприпасов посредством долговечной и надежной метки, которая не может быть легко удалена.
Данная задача решается с помощью способа по пункту 1 и устройства по пункту 10 соответственно формулы изобретения. Дополнительные предпочтительные признаки способа или устройства изложены в зависимых пунктах формулы изобретения и подробно описаны далее.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На протяжении данного текста патрон боеприпаса также называется зарядом боеприпаса. Согласно настоящему изобретению способ включает нанесение метки на гильзу патрона боеприпаса или на заряд боеприпаса, при этом метка содержит по меньшей мере один элемент метки и подходит для идентификации или для отслеживания патрона, с помощью по меньшей мере одного средства прессования, которое выборочно выполняет углубление в окружной поверхности дна гильзы в радиальном направлении, таким образом, c образованием по меньшей мере одного элемента метки. Средство предпочтительно выполнено в виде наконечника, но форма варианта осуществления для средства прессования может быть выбрана в зависимости от пространства, доступного рядом с патроном или зарядом боеприпаса.
Патрон или заряд боеприпаса обычно содержит гильзу, капсюль-воспламенитель, метательное взрывчатое вещество и факультативно один или более снарядов. Метательное взрывчатое вещество обычно представляет собой химический состав, который должен быть воспламенен капсюлем-воспламенителем, который затем взрывается и генерирует высокое давление, которые может быть использовано для приведения в движение снаряда. Обычными названиями метательных взрывчатых веществ являются «порох», «дымный порох», «бездымный порох» и «черный порох». Для воспламенения метательного взрывчатого вещества патрон обычно содержит капсюль-воспламенитель, который при ударе ударником воспламеняет метательное взрывчатое вещество. Капсюль-воспламенитель может быть оснащен отдельной оболочкой, в которую заключена воспламеняющая смесь. Кроме того, по меньшей мере метательное взрывчатое вещество, обычно также капсюль-воспламенитель, а также факультативно снаряд по меньшей мере частично заключены в гильзе, по меньшей мере часть которой образует по меньшей мере часть наружной поверхности патрона или заряда. Если предоставлен снаряд, снаряд обычно по меньшей мере частично заключен в гильзе на стороне метательного взрывчатого вещества напротив капсюля-воспламенителя. Однако снаряды не являются обязательными или необходимыми.
Гильза обычно имеет цилиндрическую, коническую или бутылкообразную форму и имеет ось симметрии, определяющую продольное, радиальное и окружное направления. В продольном направлении, которое параллельно оси симметрии, метательное взрывчатое вещество обычно расположено между капсюлем-воспламенителем и снарядом или несколькими снарядами. В радиальном направлении, т. е. перпендикулярно оси симметрии, гильза обычно образует наружную поверхность патрона.
Гильза большинства патронов дополнительно содержит кольцевую выточку. Она обычно наносится на гильзу вблизи дна гильзы. В настоящей заявке элементы метки могут быть нанесены как на дно гильзы, так и на кольцевую выточку. Другими словами, в данном контексте кольцевая выточка считается частью дна гильзы.
Метка, которая должна быть нанесена на гильзу, предназначена для идентификации патрона. Метка может быть использована, например, для отдельной идентификации конкретной части боеприпаса или для более общей идентификации его типа, такого как его калибр. Например, метка может представлять собой возможно закодированный номер партии или серийный номер патрона. Следовательно, метка в настоящем контексте не является лишь случайной или произвольной меткой на поверхности гильзы, а является намеренно нанесенной меткой, которая может иметь вид углублений, которые имеют определенный размер и/или отделены друг от друга распознаваемым образом для образования штрихкода или тому подобного.
По меньшей мере одно средство прессования используется для выборочного выполнения углубления в окружной поверхности дна гильзы в радиальном направлении для образования таким образом по меньшей мере одного элемента метки. Выполнение углубления в поверхности означает, что средство прессования вдавливается в поверхность гильзы вблизи ее дна, следовательно, деформируя гильзу для образования выточки в гильзе. Вдавливание средства прессования в поверхность приводит к локальной нагрузке на поверхность гильзы сверх ее предела упругости, вследствие чего достигается неупругая деформация.
Дно гильзы в соответствии с настоящим изобретением выполнено с возможностью вмещения части гильзы, которая проходит от кольцевой выточки в направлении конца гильзы напротив любого снаряда. Предпочтительно, дно гильзы дополнительно означает кольцевую выточку.
В отличие от аналогов из уровня техники в соответствии с документом US 7823495 B2, в настоящем изобретении использование дорогостоящего лазерного оборудования для гравировки поверхности гильзы патрона не является обязательным.
Соответственно способ согласно настоящему изобретению обеспечивает нанесение меток на окружную поверхность дна гильзы патрона боеприпаса с невысокими затратами. Метки, нанесенные таким образом, не характеризуются более простым удалением или меньшей долговечностью по сравнению с метками, полученными в результате прессовой штамповки, лазерной гравировки или печати.
Предпочтительно, метка содержит множество элементов метки. С использованием множества элементов метки можно закодировать относительно сложную информацию на поверхности гильзы. Примером метки, имеющей множество элементов метки, является штрихкод, состоящий из нескольких углублений различной ширины вдоль окружного направления гильзы.
В предпочтительном варианте осуществления элемент метки представляет собой по меньшей мере одно из смещения материала, деформации, насечки и отверстия. Элемент метки предпочтительно имеет минимальную радиальную глубину для эффективной защиты элемента метки от износа или его намеренного удаления посторонним лицом. Предпочтительная минимальная глубина элемента метки составляет приблизительно 10% от толщины гильзы. В данном случае толщина гильзы означает толщину материала, как правило, металла, который радиально и по окружности окружает, например, метательное взрывчатое вещество.
Предпочтительно метка предоставляет информацию на основе по меньшей мере одного абсолютного положения по меньшей мере одного элемента метки на гильзе, относительного положения по меньшей мере одного элемента метки относительно по меньшей мере еще одного элемента метки, наличия или отсутствия по меньшей мере одного элемента метки в предопределенном положении, глубины по меньшей мере одного элемента метки на гильзе, ширины по меньшей мере одного элемента метки и изменения глубины или ширины по меньшей мере одного элемента метки.
Все вышеупомянутые параметры элемента метки могут быть использованы для кодирования или декодирования информации, нанесенной на гильзу посредством элементов метки. Абсолютное положение элемента метки должно означать положение элемента метки относительно гильзы в отличие от относительного положения в отношении других элементов метки на гильзе. Глубина и ширина элемента метки могут быть определены соответствующим детектором, как и изменение глубины или ширины по меньшей мере одного элемента метки.
В предпочтительном варианте осуществления по меньшей мере одно средство прессования содержит материал, который тверже материала гильзы. Предпочтительно средство прессования тверже материала гильзы для обеспечения надежного вдавливания элементов метки в поверхность гильзы. Следовательно, возможным материалом для средства прессования может являться алмаз, алмазоподобный углерод или подобные материалы. Альтернативно средство прессования может быть изготовлено из металла или сплава, который предпочтительно тверже материала гильзы.
В предпочтительном варианте осуществления по меньшей мере одно средство прессования перемещается под действием исполнительного элемента из нерабочего положения в рабочее положение для выполнения углубления в окружной поверхности дна гильзы в радиальном направлении. Использование такого исполнительного элемента обеспечивает очень точную маркировку гильзы.
Также предпочтительно, рабочее положение средства прессования является регулируемым и глубина по меньшей мере одного элемента метки на гильзе может быть изменена посредством регулировки рабочего положения средства прессования. Регулировка глубины элемента метки увеличивает число степеней свободы для кодирования информации посредством метки на гильзе.
Регулируемое рабочее положение средства прессования может означать множество рабочих положений или рабочее положение с плавной регулировкой, управление которым может быть осуществлено посредством исполнительного элемента. В любому случае, количество и плотность информации, которая может быть нанесена на патрон, могут быть значительно увеличены.
В предпочтительном варианте осуществления множество средств прессования выборочно выполняют углубления в окружной поверхности дна гильзы в радиальном направлении. При использовании множества средств прессования способ маркировки гильзы может быть выполнен намного более эффективно, поскольку одновременно может быть нанесено несколько меток на гильзу.
Также предпочтительно компьютерная система управляет по меньшей мере одним средством прессования, предпочтительно множеством средств прессования, и положением патрона для создания предопределенной метки на патроне в соответствии с вышеупомянутыми способами.
Устройство в соответствии с настоящим изобретением для нанесения метки на гильзу патрона боеприпаса, при этом метка содержит по меньшей мере один элемент метки и подходит для идентификации или для отслеживания патрона, содержит по меньшей мере одно средство прессования. Средство прессования выполнено с возможностью выборочного выполнения углубления в окружной поверхности дна гильзы в радиальном направлении для образования таким образом по меньшей мере одного элемента метки, при этом устройство предпочтительно выполнено с возможностью выполнения по меньшей мере одного из вышеизложенных способов.
Предпочтительно устройство содержит исполнительный элемент, который выполнен с возможностью перемещения по меньшей мере одного средства прессования между нерабочим положением, в котором средство прессования не взаимодействует с гильзой, и рабочим положением, в котором средство прессования взаимодействует с гильзой, вследствие чего образуется по меньшей мере один элемент метки. Рабочее положение средства прессования является положением, в котором средство прессования выполняет углубление в окружной поверхности дна гильзы в радиальном направлении для образования элемента метки.
В предпочтительном варианте осуществления рабочее положение средства прессования является регулируемым. Оно может представлять собой множество рабочих положений, которые означают множество положений, в которые средство прессования может быть перемещено посредством исполнительного элемента, и в данных положениях средство прессования взаимодействует с гильзой, вследствие чего может быть образован элемент метки. Альтернативно рабочее положение средства прессования, которое является регулируемым, может быть также представлено в качестве плавной регулировки рабочего положения для вдавливания в гильзу множества элементов метки различной глубины.
В предпочтительном варианте осуществления устройство содержит множество средств прессования, которые выполнены с возможностью выборочного выполнения углубления в окружной поверхности дна гильзы в радиальном направлении для образования таким образом множества элементов метки. Использование множества средств прессования обеспечивает более высокую эффективность устройства и предоставляет возможность маркировки гильзы за меньшее время, поскольку одновременно может быть нанесено множество элементов метки на гильзу.
В дополнительном предпочтительном варианте осуществления устройство содержит компьютерную систему, которая выполнена с возможностью управления по меньшей мере одним средством прессования, предпочтительно множеством средств прессования, и с возможностью установки положения патрона для обеспечения создания предопределенной метки на патроне.
Способ и устройство согласно настоящему изобретению и их предпочтительные варианты осуществления, как изложено выше, позволяют решить вышеуказанную задачу. В частности возможна маркировка гильзы патрона боеприпаса очень эффективным образом, при этом возможно нанесение метки на боковую поверхность гильзы с высокой плотностью информации. Метка не может быть легко удалена с патрона и является износостойкой.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
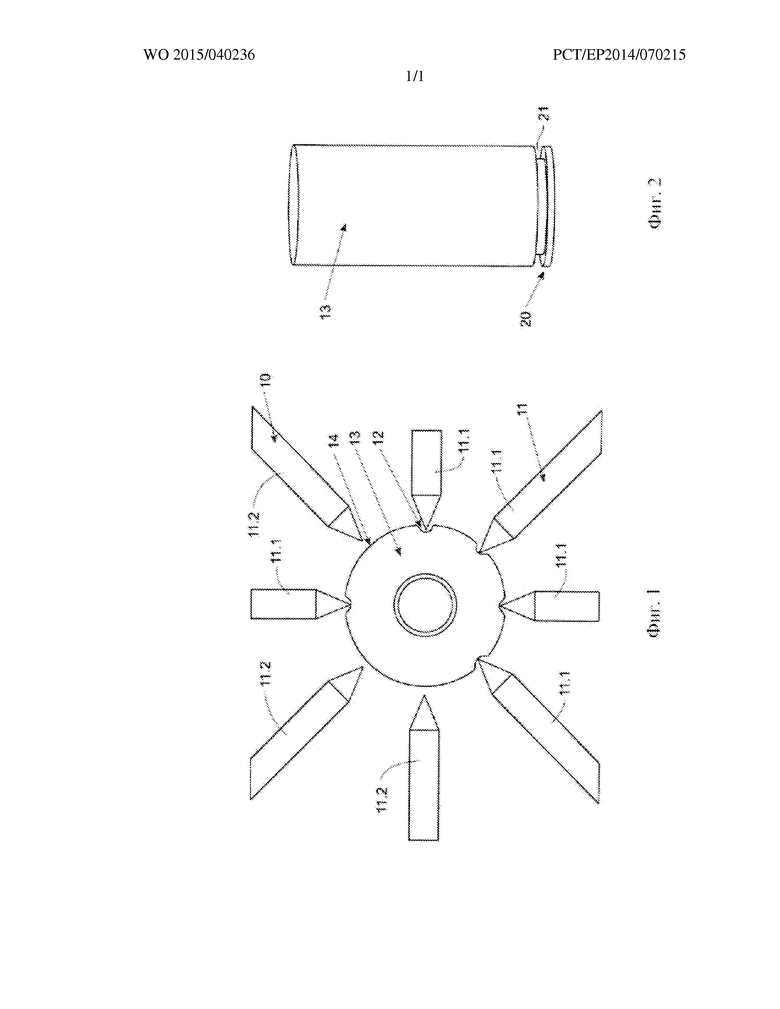
На фиг. 1 показан вид снизу гильзы патрона боеприпаса, на котором проиллюстрирован предпочтительный способ.
На фиг. 2 показан вид сбоку гильзы патрона, показанного на фиг. 1, на котором проиллюстрирована часть гильзы.
ПОДРОБНОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 проиллюстрирован предпочтительный способ нанесения метки на гильзу 13 патрона боеприпаса. Метка содержит множество элементов 12 метки, которые в проиллюстрированном варианте осуществления наносятся на гильзу 13 посредством множества прессовочных наконечников 10, которые выборочно выполняют углубления в окружной поверхности дна 20 гильзы 13 в радиальном направлении.
На виде снизу гильзы 13, показанной на фиг. 1, показана нижняя поверхность гильзы 13, посредством которой ударник огнестрельного оружия активирует капсюль-воспламенитель в гильзе 13 для воспламенения метательного взрывчатого вещества и факультативно выстрела снаряда. Дно гильзы 13 расположено на конце патрона напротив любого снаряда. В дополнительном варианте осуществления настоящего изобретения данная нижняя поверхность гильзы 13 может быть маркирована посредством маркировки на гильзе патрона обычным образом, как известно из уровня техники. Однако данная маркировка на гильзе патрона не проиллюстрирована на фиг. 1.
На фиг. 1 проиллюстрировано, что окружность дна 20 образует круг, если углубление не выполнено. В некоторых положениях вдоль окружности проиллюстрированы прессовочные наконечники 10, выполняющие углубления в окружной поверхности дна 20, поверхность которого не показана на фиг. 1, для образования таким образом элементов 12 метки. На фиг. 1 проиллюстрированы восемь расположенных по окружности на одинаковом расстоянии прессовочных наконечников 10. Однако способ может быть выполнен с использованием одного прессовочного наконечника 10 или практически любого большего количества прессовочных наконечников 10, расположенных на равномерном или неравномерном, постоянном или регулируемом окружном расстоянии друг от друга.
Как показано на фиг. 1, в выбранных положениях вдоль окружности элементы метки наносятся или не наносятся посредством прессовочных наконечников 10. В примере, показанном на фиг. 1, предусмотрено восемь предопределенных положений для образования или не образования элемента метки, а именно угловые положения прессовочных наконечников 10. Независимо от того, нанесен элемент метки в данных соответствующих предопределенных положениях или нет, он используется для кодирования информации на гильзе 13 посредством метки для идентификации и/или отслеживания патрона. В угловом положении 14 на окружной поверхности дна 20 расположен прессовочный наконечник 10 и он может выполнять углубление в поверхности для образования элемента метки. Однако в ситуации, проиллюстрированной на фиг. 1, элемент 12 метки не образован в данном положении 14, так что отсутствие элемента метки в данном положении может быть обнаружено соответствующим детектором.
При использовании предопределенных положений для элементов метки можно кодировать информацию, например, на основе двоичной системы, а также на основе отсутствующих углублений в одном или более из данных положений.
Однако в дополнение к обычному обнаружению присутствия или отсутствия элемента метки в некотором предопределенном положении на поверхности гильзы 13, также можно изменить форму элемента 12 метки, в частности глубину углубления для добавления таким образом дополнительных степеней свободы для увеличения плотности информации метки.
На фиг. 1 проиллюстрировано несколько прессовочных наконечников 11.1 в рабочем положении, а также несколько прессовочных наконечников 11.2 в нерабочем положении. Тогда как прессовочные наконечники 11.1 в рабочем положении проиллюстрированы, как выполняющие углубление и образующие соответствующий элемент 12 метки, прессовочные наконечники 11.2 в нерабочем положении не соприкасаются с гильзой 13.
Предпочтительное устройство для выполнения способа, проиллюстрированного на фиг. 1, содержит множество прессовочных наконечников 10, которые посредством исполнительных элементов могут быть перемещены между нерабочим положением и по меньшей мере одним рабочим положением. Для увеличения количества степеней свободы и, следовательно, плотности информации метки, также предпочтительно исполнительные элементы выполнены с возможностью перемещения прессовочных наконечников 10 между нерабочим положением и регулируемым рабочим положением. Регулируемое рабочее положение может представлять собой множество постепенно отличающихся рабочих положений или рабочим положением с плавной регулировкой.
Предпочтительно исполнительные элементы прессовочных наконечников 10, в частности, если задействовано больше одного прессовочного наконечника 10, управляются компьютерной системой, которая выполнена с возможностью согласования работы прессовочных наконечников и положения и ориентации патрона и его гильзы 13. Следовательно, предпочтительный способ может быть реализован очень эффективным образом, при этом одновременно может быть нанесено множество элементов 12 метки на гильзу 13.
На фиг. 2 показан вид сбоку гильзы 13 и на нем проиллюстрировано дно 20 гильзы 13 в виде части гильзы 13 и кольцевой выточки 21.
Данная часть гильзы 13 обычно содержит части капсюля-воспламенителя. Однако в контексте настоящего документа данная часть патрона, т. е. дно 20, а также предпочтительно кольцевая выточка 21, считаются дном 20 гильзы 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ МАРКИРОВКИ БОЕПРИПАСОВ ДЛЯ ИДЕНТИФИКАЦИИ ИЛИ ОТСЛЕЖИВАНИЯ | 2014 |
|
RU2671011C2 |
| ПУЛЕМЕТ С ЛЕНТОЧНЫМ ПИТАНИЕМ | 2002 |
|
RU2300725C2 |
| БОЕПРИПАС СВЯЗИ | 2001 |
|
RU2213932C2 |
| ПАТРОН С РЕАКТИВНОЙ ПУЛЕЙ | 2008 |
|
RU2372581C1 |
| БОЕПРИПАС | 2002 |
|
RU2222763C1 |
| БОЕПРИПАС | 2002 |
|
RU2222765C1 |
| ПРИВОД ДЛЯ МЕХАНИЗИРОВАННЫХ ИНСТРУМЕНТОВ | 2000 |
|
RU2248870C2 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2001 |
|
RU2207493C1 |
| КУМУЛЯТИВНЫЙ БОЕПРИПАС | 1996 |
|
RU2110753C1 |
| ПАТРОН ДЛЯ СТРЕЛКОВЫХ И АРТИЛЛЕРИЙСКИХ ГЛАДКОСТВОЛЬНЫХ СИСТЕМ | 2011 |
|
RU2482431C1 |
Изобретение относится к области маркировки боеприпасов. Способ нанесения метки на гильзу (13) патрона боеприпаса: метка содержит по меньшей мере один элемент (12) метки и подходит для идентификации или для отслеживания патрона, в котором по меньшей мере одно средство (10) прессования выборочно выполняет углубление в окружной поверхности дна (20) гильзы (13) в радиальном направлении, с образованием по меньшей мере одного элемента (12) метки. Метка содержит множество элементов (12) метки. Метка предоставляет информацию на основе по меньшей мере одного абсолютного положения по меньшей мере одного элемента (12) метки на гильзе (13), относительного положения по меньшей мере одного элемента (12) метки относительно по меньшей мере еще одного элемента (12) метки, наличия или отсутствия по меньшей мере одного элемента (12) метки в предопределенном положении, глубины по меньшей мере одного элемента (12) метки на гильзе (13), ширины по меньшей мере одного элемента (12) метки и изменения глубины или ширины по меньшей мере одного элемента (12) метки. Устройство для нанесения метки на гильзу (13) патрона боеприпаса содержит по меньшей мере одно средство (10) прессования, выполненное с возможностью выборочного выполнения углубления в окружной поверхности дна (20) гильзы (13) в радиальном направлении для образования по меньшей мере одного элемента (12) метки, при этом устройство выполнено с возможностью выполнения способа. Изобретение обеспечивает возможность эффективной маркировки боеприпасов посредством долговечной и надёжной метки. 2 н. и 12 з.п. ф-лы, 2 ил.
1. Способ нанесения метки на гильзу (13) патрона боеприпаса, при этом метка содержит по меньшей мере один элемент (12) метки и подходит для идентификации или для отслеживания патрона, в котором по меньшей мере одно средство (10) прессования выборочно выполняет углубление в окружной поверхности дна (20) гильзы (13) в радиальном направлении, таким образом, с образованием по меньшей мере одного элемента (12) метки.
2. Способ по п. 1, отличающийся тем, что метка содержит множество элементов (12) метки.
3. Способ по п. 1, отличающийся тем, что элемент (12) метки представляет собой по меньшей мере одно из смещения материала, деформации, насечки и отверстия.
4. Способ по п. 1, отличающийся тем, что метка предоставляет информацию на основе по меньшей мере одного абсолютного положения по меньшей мере одного элемента (12) метки на гильзе (13), относительного положения по меньшей мере одного элемента (12) метки относительно по меньшей мере еще одного элемента (12) метки, наличия или отсутствия по меньшей мере одного элемента (12) метки в предопределенном положении, глубины по меньшей мере одного элемента (12) метки на гильзе (13), ширины по меньшей мере одного элемента (12) метки и изменения глубины или ширины по меньшей мере одного элемента (12) метки.
5. Способ по п. 1, отличающийся тем, что по меньшей мере одно средство (10) прессования содержит материал, который тверже материала гильзы (13).
6. Способ по п. 1, отличающийся тем, что по меньшей мере одно средство (10) прессования перемещают посредством исполнительного элемента из нерабочего положения в рабочее положение для образования по меньшей мере одного элемента (12) метки в дне (20).
7. Способ по п. 6, отличающийся тем, что рабочее положение средства (10) прессования является регулируемым и глубина по меньшей мере одного элемента (12) метки на гильзе (13) может быть изменена посредством регулировки рабочего положения средства (10) прессования.
8. Способ по п. 1, отличающийся тем, что множество средств (10) прессования выборочно выполняет углубление в окружной поверхности дна (20) в радиальном направлении.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что компьютерная система управляет по меньшей мере одним средством (10) прессования и положением патрона для создания предопределенной метки на патроне.
10. Устройство для нанесения метки на гильзу (13) патрона боеприпаса, при этом метка содержит по меньшей мере один элемент (13) метки и подходит для идентификации или для отслеживания патрона,
при этом устройство содержит по меньшей мере одно средство (10) прессования, выполненное с возможностью выборочного выполнения углубления в окружной поверхности дна (20) гильзы (13) в радиальном направлении для образования таким образом по меньшей мере одного элемента (12) метки, при этом устройство предпочтительно выполнено с возможностью выполнения способа по любому из пп. 1–9.
11. Устройство по п. 10, отличающееся тем, что содержит исполнительный элемент, выполненный с возможностью перемещения по меньшей мере одного средства (10) прессования между нерабочим положением, в котором средство (10) прессования не взаимодействует с гильзой (13), и рабочим положением, в котором средство (10) прессования взаимодействует с гильзой (13), вследствие чего образуется по меньшей мере один элемент (12) метки.
12. Устройство по п. 11, отличающееся тем, что рабочее положение средства (10) прессования является регулируемым.
13. Устройство по любому из пп. 10–12, отличающееся тем, что содержит множество средств (10) прессования, выполненных с возможностью выборочного выполнения углублений в окружной поверхности дна (20) гильзы (13) в радиальном направлении для образования таким образом множества элементов (12) метки.
14. Устройство по любому из пп. 10–12, отличающееся тем, что дополнительно содержит компьютерную систему, которая выполнена с возможностью управления по меньшей мере одним средством (10) прессования и с возможностью установки положения патрона для обеспечения создания предопределенной метки на патроне.
| US 1632156 A1, 14.06.1927 | |||
| US 20080184873 A1, 07.08.2008 | |||
| US 7143697 B2, 05.12.2006 | |||
| DE 4137819 A1, 19.05.1993 | |||
| БОЕПРИПАС СВЯЗИ | 2001 |
|
RU2213932C2 |

