ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к абсорбирующим конструктивным элементам и абсорбирующим сердцевинам, которые могут быть использованы в изделиях для личной гигиены, таких как, но не ограниченных ими, детские подгузники, трусики для приучения к горшку, прокладки для женской гигиены и продукты для взрослых, страдающих недержанием.
УРОВЕНЬ ТЕХНИКИ
Абсорбирующие изделия для личной гигиены, такие как детские подгузники, трусики для приучения к горшку для детей, начинающих ходить, прокладки для женской гигиены и нижнее белье для взрослых, страдающих недержанием, предназначены для абсорбирования и удерживания продуктов выделения тела, в частности, больших количеств мочи. Такие абсорбирующие изделия содержат несколько слоев с различными функциями, например, верхний лист, нижний лист и абсорбирующую сердцевину, расположенную между указанными верхним листом и нижним листом, наряду с другими слоями. Ключевыми функциями абсорбирующей сердцевины являются абсорбирование и удерживание продуктов выделения в течение длительного периода времени, например, в течение ночи для подгузников с целью минимизации повторного намокания для обеспечения сухого состояния кожи пользователя, а также для предотвращения загрязнения одежды или постельного белья.
Большинство продаваемых на данный момент абсорбирующих изделий содержат абсорбирующий материал, который представляет собой смесь измельченной древесной целлюлозы с суперабсорбирующими полимерами (SAP) в форме частиц, также именуемыми абсорбирующими гелеобразующими материалами (AGM), например, как раскрытые в US 5,151,092 (Buell). SAP обеспечивают большую часть абсорбирующей способности, в то время как целлюлозные волокна могут служить для иммобилизации SAP в сердцевине. Абсорбирующие сердцевины, состоящие в сущности из SAP, не содержащие целлюлозных волокон (а также не содержащие войлока воздушной укладки сердцевины) предлагались, например, в WO 2004/071539 (Busam), WO 2008/155699 (Hundorf), WO 95/11652 (Tanzer) или WO 2012/052172 (Van Malderen). Удаление целлюлозных волокон дает преимущество, заключающееся в обеспечении более тонких сердцевин, но при этом такое удаление влечет за собой новые проблемы в плане иммобилизации SAP в сухом и мокром состояниях. Эта проблема была решена в документах Busam и Hundorf с помощью распыления волокнистого термоплавкого термопластичного материала на прерывистый слой SAP. В этих документах также предполагается применение вспомогательного клея для улучшения адгезии термопластичного материала к слою основы. Затем, в WO 2010/027719 (Hundorf) был раскрыт улучшенный способ изготовления такой не содержащей целлюлозы абсорбирующей сердцевины с использованием множества поперечин.
Существует постоянная потребность в обеспечении улучшенных абсорбирующих сердцевин, в которых сбалансированы абсорбирующие характеристики и количество используемого материала. Настоящее изобретение обеспечивает улучшение предлагавшихся ранее сердцевин, содержащих небольшое количество целлюлозных волокон, или не содержащих их вообще. Абсорбирующие конструктивные элементы и сердцевины согласно настоящему изобретению характеризуются профилированным распределением абсорбирующего материала для обеспечения большего количества абсорбирующего материала в месте, где он наиболее необходим, как правило, в направлении к области промежности, и меньшего количества в передней части абсорбирующего конструктивного элемента или сердцевины, при этом исключая или по меньшей мере значительно сокращая количество используемого вспомогательного клея в зонах с низким содержанием абсорбирующего материала, как правило, в направлении к задней части абсорбирующего конструктивного элемента и/или в направлении к передней части указанного элемента. Такая комбинация свойств обеспечивает уменьшение количества используемого адгезива, в то же время поддерживая высокие абсорбирующие характеристики, а также характеристики иммобилизации SAP в сухом и мокром состояниях.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение в первом воплощении относится к абсорбирующему конструктивному элементу, как указано в формуле изобретения. Указанный конструктивный элемент содержит в сущности плоскую основу, протяженную поперечном направлении (х) и продольном направлении (y), вспомогательный клей, нанесенный непосредственно на основу на область нанесения вспомогательного клея, абсорбирующий материал, нанесенный на основу в виде комбинации, содержащей выступающие участки абсорбирующего материала, разделенные устьеобразными участками, не содержащими абсорбирующего материала, при этом периферия указанной комбинации определяет область нанесения абсорбирующего материала, и слой волокнистого термопластичного адгезива, покрывающий по меньшей мере некоторые из выступающих участков и устьеобразных участков, не содержащих абсорбирующего материала, с тем чтобы обеспечить иммобилизацию по меньшей мере некоторого количества абсорбирующего материала на основе. Абсорбирующий материал содержит суперабсорбирующие частицы в количестве от 80% до 100% по весу.
Область нанесения абсорбирующего материала может быть условно разделена на восемь зон одинаковой длины вдоль продольного направления конструктивного элемента. Абсорбирующий материал спрофилирован вдоль продольного направления конструктивного элемента таким образом, чтобы по меньшей мере одна из восьми зон нанесения представляла собой зону с меньшим содержанием абсорбирующего материала, настоящим определенную, как характеризующуюся количеством абсорбирующего материала, по меньшей мере на 20% по весу меньшим, чем среднее количество абсорбирующего материала в восьми зонах нанесения (которые вместе формируют область нанесения абсорбирующего материала). По меньшей мере в одной из этих зон нанесения с меньшим содержанием абсорбирующего материала вспомогательный клей отсутствует или присутствует в количестве, по меньшей мере на 50% меньшем, чем среднее количество вспомогательного клея в восьми зонах нанесения.
Во втором воплощении для формирования абсорбирующей сердцевины абсорбирующий конструктивный элемент может быть скомбинирован со второй основой, которая также может представлять собой часть второго абсорбирующего конструктивного элемента, как указано в формуле изобретения, при этом первая основа и вторая основа вместе формируют оболочку сердцевины, обхватывающую абсорбирующий материал. Абсорбирующая сердцевина может применяться в различных типах абсорбирующих изделий, в частности, в подгузниках и трусиках для приучения к горшку. В дополнительном воплощении настоящее изобретение относится к способу изготовления абсорбирующего конструктивного элемента и абсорбирующей сердцевины согласно изобретению.
Настоящее изобретение может быть описано в упрощенной форме, как абсорбирующий конструктивный элемент, характеризующийся продольно спрофилированным распределением суперабсорбирующих частиц, иммобилизированных слоем волокнистого термопластичного адгезива и вспомогательным клеем. Вспомогательный клей не нанесен или нанесен в меньшем количестве в зонах, содержащих относительно небольшое количество суперабсорбирующего материала. Изобретение позволяет ограничить использование вспомогательного клея зонами, в которых он наиболее необходим, в результате чего обеспечивается экономия средств на материале, а в некоторых случаях - улучшение характеристик обращения с жидкостью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - вид сверху абсорбирующего конструктивного элемента согласно настоящему изобретению, при этом слой волокнистого термопластичного адгезива частично удален;
фиг. 2 - покомпонентный вид в перспективе конструктивного элемента согласно фиг. 1;
фиг. 3 - вид в поперечном сечении в продольном направлении абсорбирующего конструктивного элемента согласно фиг. 1;
фиг. 4 - поперечное сечение в продольном направлении абсорбирующей сердцевины, содержащей абсорбирующий конструктивный элемент согласно фиг. 1-3 и вторую основу;
фиг. 5 - поперечное сечение в продольном направлении абсорбирующей сердцевины, содержащей абсорбирующий конструктивный элемент согласно фиг. 1-3 и второй абсорбирующий конструктивный элемент, содержащий второй вспомогательный клей;
фиг. 6 - поперечное сечение в продольном направлении абсорбирующей сердцевины, содержащей абсорбирующий конструктивный элемент согласно фиг. 1-3 и второй абсорбирующий конструктивный элемент, не содержащий вспомогательного клея;
фиг. 7 - поперечное сечение в поперечном направлении сердцевины согласно фиг. 6;
фиг. 8-11 - схематически показанные альтернативные контуры области нанесения вспомогательного клея и области нанесения абсорбирующего материала;
фиг. 12 - один из примеров абсорбирующего изделия в виде подгузника, содержащего абсорбирующую сердцевину согласно настоящему изобретению;
фиг. 13 - схематическое изображение устройства для изготовления абсорбирующего конструктивного элемента и сердцевины согласно настоящему изобретению.
Следует понимать, что виды в поперечном сечении были увеличены в вертикальном направлении для того, чтобы более наглядно показать расположение различных слоев, содержащихся в конструктивных элементах и сердцевинах. Поэтому указанные конструктивные элементы и сердцевины на данных фигурах кажутся намного толще, чем на самом деле.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Введение
В первом воплощении настоящее изобретение относится к абсорбирующему конструктивному элементу 70, как показано в качестве примера на фиг. 1-3. Абсорбирующий конструктивный элемент может использоваться при изготовлении абсорбирующей сердцевины 28, как показано в качестве примера на фиг. 4-7, которая может быть включена в абсорбирующее изделие, как показано в качестве примера на фиг. 12. Как заявлено, абсорбирующие сердцевины согласно настоящему изобретению содержат по меньшей мере один абсорбирующий конструктивный элемент и вторую основу для формирования оболочки сердцевины, обхватывающую абсорбирующий материал и, опционально, дополнительные компоненты. В частности, абсорбирующая сердцевина может быть сформирована посредством комбинирования двух абсорбирующих конструктивных элементов согласно настоящему изобретению, на которых соответствующие выступающие участки абсорбирующего материала и устьеобразные участки смещены относительно друг друга таким образом, что в абсорбирующей сердцевине формируется в сущности сплошной слой абсорбирующего материала.
Используемый в настоящем описании термин "абсорбирующее изделие", относится к одноразовым продуктам, таким как подгузники для младенцев (как показано в качестве примера на фиг. 12), прокладки для женской гигиены, трусики для приучения к горшку, продукты для взрослых, страдающих недержанием и подобные, располагаемым напротив или в непосредственной близости к телу пользователя с целью абсорбирования и удерживания различных продуктов выделения, выделяемых телом. Типичные абсорбирующие изделия содержат верхний лист, нижний лист, абсорбирующую сердцевину и, опционально, поглощающий слой и/или распределительный слой и другие компоненты, при этом абсорбирующая сердцевина обычно размещается между нижним листом и поглощающей системой или верхним листом. Абсорбирующая сердцевина, как правило, представляет собой компонент абсорбирующего изделия, который содержит весь или по меньшей мере большую часть суперабсорбирующего полимера (SAP) и характеризуется наибольшей абсорбирующей способностью из всех компонентов абсорбирующего изделия. Абсорбирующая сердцевина обычно содержит абсорбирующий материал, обхваченный оболочкой сердцевины, сформированной из двух основ.
Используемые в настоящем документе термины "содержать", "содержит" и "содержащий" являются открытыми терминами, при этом каждый из них указывает на наличие признака, который следует за указанным термином, например, некоторого компонента, но не исключает присутствия других признаков, например, элементов, этапов, компонентов, известных в данной области техники или раскрытых в настоящем документе. Эти термины, основанные на глаголе "содержит" должны восприниматься, как охватывающие более узкие термины, например, "состоит в сущности из", который исключает наличие некоторого не раскрытого элемента, этапа или ингредиента, оказывающего значительное влияние на то, как элемент выполняет свою функцию, а также термин "состоит из", который исключает любой не указанный элемент, этап или ингредиент. Любые предпочтительные примеры воплощений, описанные ниже, не являются ограничивающими объем формулы изобретения, за исключением случаев, когда конкретно указано иное. Слова "типично", "как правило", "предпочтительно", "преимущественно", "в частности" и подобные также обозначают элементы, которые не предназначены для ограничения объема формулы изобретения, за исключением случаев, когда конкретно указано иное.
Если не указано иное, настоящее изобретение относится к абсорбирующему конструктивному элементу, сердцевине и изделию до использования (т.е. в сухом и незаполненном текучим веществом состоянии) и находившемуся по меньшей мере 24 часа при температуре 21°С+/-2°С и относительной влажности (RH)+/-20%.
Абсорбирующие конструктивные элементы, сердцевины и изделия согласно настоящему изобретению будут в сущности описаны далее в качестве примеров с примерами воплощений, показанными на фигурах, которые не следует рассматривать, как ограничивающие объем охраны изобретения, за исключением случаев, когда указано противоположное.
Абсорбирующий конструктивный элемент 70
На фиг. 1 показан схематический вид сверху абсорбирующего конструктивного элемента 70 согласно настоящему изобретению, при этом слой 74 волокнистого термопластичного адгезива частично удален для того, чтобы лучше показать находящуюся под ним комбинацию расположения выступающих участков 75 абсорбирующего материала и устьеобразных участков 76, не содержащих абсорбирующего материала, вспомогательный клей 72 и основу 16. Эти отдельные компоненты и их взаимосвязь ниже рассмотрены более подробно. Абсорбирующий конструктивный элемент имеет переднюю кромку 700 и заднюю кромку 702. Передняя кромка представляет собой кромку конструктивного элемента, предназначенную для размещения в направлении к передней части изделия при встраивании абсорбирующего конструктивного элемента в абсорбирующее изделие. Задняя кромка представляет собой кромку конструктивного элемента, противоположную указанной передней кромке. В случае сомнения, передняя кромка может быть расположена в сущности в направлении к стороне конструктивного элемента, вблизи которой находится большая часть абсорбирующего материала. Длина L основы измеряется вдоль продольного направления между передней и задней кромками. Конструктивный элемент может быть условно разделен на три трети: переднюю треть 38, начинающуюся от передней кромки 700, заднюю треть 36, начинающуюся от задней кромки 702, и центральную треть, расположенную между ними, при этом каждая указанная треть характеризуется длиной, составляющей одну треть L (L/3), как показано на фиг. 1.
Основа 16
Основа 16 является в сущности плоской и протяженной в поперечном направлении (х) и продольном направлении (y). Под «в сущности плоская» следует понимать, что основа может быть уложена в плоском состоянии на поверхности. Однако, используемая основа может, как правило, представлять собой тонкое полотно из материала нетканого типа, являющегося податливым, и который также может быть уложен на неплоской поверхности, например, на барабане во время процесса изготовления абсорбирующего конструктивного элемента, или который может быть свернут и храниться в виде рулона заготовочного материала перед преобразованием в абсорбирующий конструктивный элемент. Основа также может быть согнута во время ее обработки, например, с образованием скрепления в виде С-образной оболочки на продольной стороне вокруг второй основы для обеспечения обхватывания абсорбирующего материала, что будет рассмотрено более подробно ниже. В целях простоты раскрытия, основа на фиг. 1 показана в плоском состоянии и протяженной в поперечном направлении (х) и продольном направлении (y). Основа, как правило, может быть в сущности прямоугольной с шириной W в поперечном направлении и длиной L в продольном направлении. Ширина и длина основы могут варьироваться в зависимости от предполагаемого применения. В случае детских подгузников и подгузников для младенцев ширина и длина сердцевины могут, например, находиться в диапазонах от 40 мм до 200 мм (ширина) и от 100 до 500 мм (длина).
Основа 16 может быть сформирована из любых материалов, подходящих для приема и удерживания абсорбирующего материала. Могут быть использованы стандартные материалы для основы, используемые для производства стандартных сердцевин, в частности, бумага, ткани, пленки, тканые или нетканые материалы, или ламинаты из любых этих материалов. Оболочка сердцевины, в частности, может быть образована нетканым полотном, таким как кардованный нетканый материал, нетканый материал, полученный по технологии спанбонд ("S") или нетканый материал, полученный по технологии мелтблаун ("М"), а также ламинаты из любых этих материалов. Например, подходящими являются нетканые полипропиленовые материалы, полученные по технологии спанмелт, в частности, материалы, имеющие структуру SMS или SMMS, или SSMMS ламината, а также характеризующиеся базовым весом в диапазоне приблизительно от 5 г/м2 до 15 г/м2. Подходящие материалы раскрыты, например, в US 7,744,576, US 2011/0268932 A1, US 2011/0319848 A1 и US 2011/0250413 A1. Могут быть использованы нетканые материалы, производимые из синтетических волокон, таких как, РЕ, PET и, в частности, РР волокна.
Используемые в настоящем документе термины "нетканый слой" или "нетканое полотно", означают готовый лист, полотно или войлок из направленно или хаотично ориентированных волокон, соединенных посредством трения и/или когезии, и/или адгезии, за исключением бумаги и изделий, являющихся ткаными, вязаными, прошитыми, вязально-прошивными с включением связующих нитей или волокон, или валяными посредством влажного валяния, в том числе дополнительно сшитые иглой. Волокна могут быть натурального или искусственного происхождения, а также могут быть штапельными или непрерывными волокнами, или могут быть сформированы на месте. Коммерчески доступные волокна имеют диаметры в пределах от менее приблизительно 0,001 мм до более приблизительно 0,2 мм, и они поставляются в нескольких различных формах, таких как короткие волокна (известные, как штапельные или рубленые волокна), непрерывные единичные волокна (нити или одиночные непрерывные волокна), некрученые пучки непрерывных единичных волокон (жгуты) и крученые пучки непрерывных единичных волокон (нити). Нетканые полотна могут быть сформированы многими способами, такими как: технология мелтблаун, технология спанбонд, прядение из раствора, электропрядение, кардование и суховоздушное формование. Базовый вес нетканых полотен обычно выражается в граммах на квадратный метр (г/м2 или г/кв. метр).
Основа, как правило, может поставляться в виде рулона полотна длиной несколько сотен метров. Рулон затем интегрируется в линию преобразования и разматывается на высокой скорости, в то время как вспомогательный клей, абсорбирующий материал и слой волокнистого термопластичного адгезива наносятся на основу или осаждаются поверх нее, и затем дополнительно преобразуется в абсорбирующую сердцевину посредством обхватывания абсорбирующего материала оболочкой сердцевины с помощью второй основы. Как правило направление обработки в машине (MD) линии преобразования может соответствовать продольному направлению (y) основы, а поперечное направление (CD) - поперечному направлению (х) основы. Абсорбирующие конструктивные элементы и/или сердцевины, таким образом, как правило, могут представлять собой стандартным способом сформированные непрерывные сердцевины и конструктивные элементы и/или сердцевины, отделенные друг от друга посредством разрезания их вдоль поперечных кромок 700, 702. Это будет рассмотрено более подробно далее в секции описания процесса.
Вспомогательный клей 72
Вспомогательный клей 72 наносится непосредственно на основу 16 на область 71 нанесения вспомогательного клея. Вспомогательный клей может улучшить адгезию первой основы 16 как с абсорбирующим материалом (на выступающих участках 75 абсорбирующего материала), так и с волокнистым термопластичным материалом 74 (на устьеобразных участках 76, не содержащих абсорбирующего материала). Вспомогательный клей может представлять собой, например, термопластичные термоплавкие адгезивы любого типа, используемые в области изготовления абсорбирующих сердцевин. Такой адгезив, как правило, включает один или более полимеров для обеспечения когезионной прочности (например, алифатические полиолефины, такие как сополимеры этилена и пропилена, полиэфирамиды, полиэфирэфиры и их комбинации; сополимеры этилена и винилацетата; стиролбутадиеновые или стиролизопреновые блок-сополимеры; и т.п.), смолу или аналогичный материал (иногда называемый агентом, придающим клейкость) для обеспечения адгезивной прочности (например, углеводороды, дистиллированные из нефтяных дистиллятов; канифоли и/или этерифицированные канифоли; терпены, полученные, например, из дерева или цитрусовых и т.п.); и, опционально, воски, пластификаторы или другие материалы для модификации вязкости (например, минеральное масло, полибутен, парафиновые масла, эфирные масла и подобные), и/или другие добавки, включая кроме прочих антиоксиданты или другие стабилизаторы. В частности, может быть использовано то же самое сырье, что и рассмотренное ниже более подробно применительно к слою 74 волокнистого термопластичного адгезива, при этом один из примеров промышленного адгезива доступен от компании Fuller, код 1286 или 1358.
Вспомогательный клей может быть нанесен на основу с помощью любого аппликатора для адгезива, известного в данной области, в частности, с помощью головок, обеспечивающих нанесение адгезива в виде капель, полос или обеспечивающих его распыление. Вспомогательный клей, в принципе, может быть нанесен в виде сплошной пленки на всю область 71 нанесения вспомогательного клея, однако, это может чрезмерно увеличить расход адгезивного материала. Таким образом, адгезив может быть преимущественно нанесен прерывистым образом для максимального увеличения области, покрываемой небольшим количеством адгезива. Таким образом, вспомогательный клей может быть нанесен в виде относительно широкой завесы адгезива с использованием распылительной головки. Вспомогательный клей также может наноситься прерывистым образом в виде комбинации с отдельными зонами нанесения в области 72 нанесения. Например, вспомогательный клей может быть нанесен с использованием способа нанесения с помощью устройства со щелевой головкой в виде комбинации, содержащей множество пространственно разнесенных полос, каждая их которых может быть протяжена в продольном направлении, как показано на фиг. 1-2 полосами 72. Полосы могут характеризоваться шириной, например, от 0,5 мм до 3 мм и/или поперечным пространственным разнесением от 0,5 мм до 4 мм. Все полосы могут быть одинаковой длины, как показано на фиг. 1, но при этом они также могут быть разной длины. Например, если абсорбирующий материал также был спрофилирован в поперечном направлении с расположением большего количества материала в направлении к поперечному центру основы, может быть предпочтительно, чтобы более длинные или широкие полосы располагались в направлении к этому центру основы. В примере согласно фиг. 1 абсорбирующий материал не является спрофилированным в поперечном направлении. Полосы 72 адгезивного материала в этом примере равномерно пространственно разнесены и все они имеют одинаковую длину и ширину. Каждая полоса может быть нанесена непрерывно в продольном направлении, как показано на фиг. 1, но при этом они также могут быть нанесены прерывистым образом. Все полосы могут иметь одинаковую длину или разные длины, в случае, если некоторых областях требуется более значительная иммобилизация. При нанесении в виде полос вспомогательный клей 72, входящий в полосы, может быть нанесен, например, с обеспечением базового веса от 1 г/м2 до 20 г/м2, в частности от 2 г/м2 до 10 г/м2, например, 3 или 4 г/м2. Говоря более простым языком, при рассмотрении области 71 нанесения вспомогательного клея в целом, со всеми областями, не содержащими клея, расположенными между указанными полосами, или любыми областями, не содержащими клея, например, находящимися в пределах линий при спиральной схеме нанесения клея, базовый вес по всей области нанесения может, например, составлять половину базового веса, указанного выше для полос 72. Базовый вес также может варьироваться локально в пределах области 71 нанесения вспомогательного клея.
Используемый в настоящем документе термин "область нанесения вспомогательного клея" означает наименьшую область 71 в плоскости основы, периферия которой охватывает вспомогательный клей, включая любые области, не содержащие адгезива, расположенные между любыми отдельными зонами нанесения вспомогательного клея, если таковые присутствуют. В примере согласно фиг. 1, она представляет собой прямоугольную область, охватывающую полосы 72, а также области, расположенные между полосами. Область 71 нанесения вспомогательного клея может иметь любую форму, приспособленную к предполагаемому использованию абсорбирующего изделия, а также характеризоваться любым распределением абсорбирующего материала. В частности, область нанесения вспомогательного клея может быть прямоугольной, выполненной в виде формы с сужением в центральной части основы, или с центральной удлиненной частью и более короткими боковыми частями. Также возможно, чтобы область нанесения вспомогательного клея содержала отдельные подобласти. Таким образом, подобласти представляют собой области нанесения адгезива, пространственно разнесенные друг с другом на расстоянии более 10 мм. В этом случае не содержащая адгезива область между указанными подобластями нанесения адгезива не рассматривается как часть области нанесения вспомогательного клея, например, при определении базового веса вспомогательного клея. Альтернативные формы и местоположения области 71 показаны на примерах на фиг. 8-11, рассмотренных более подробно ниже.
Абсорбирующий материал
Абсорбирующий материал содержит относительно высокое количество суперабсорбирующего полимера ("SAP") в виде частиц. Абсорбирующий материал содержит по меньшей мере 80%, в частности по меньшей мере 85%, 90%, 95% и до 100%) суперабсорбирующих полимерных частиц по весу абсорбирующего материала. Абсорбирующий материал может, в частности, не содержать или содержать лишь небольшое количество целлюлозных волокон, например, менее 20%, в частности менее 10%, 5% или даже 0% целлюлозных волокон по весу абсорбирующего материала. Таким образом, абсорбирующий материал может преимущественно состоять или состоять в сущности из суперабсорбирующих полимерных частиц.
Термин "суперабсорбирующие полимерные частицы" относится к абсорбирующим материалам в виде частиц, которые могут представлять собой сшитые полимерные материалы, как правило способные поглощать по меньшей мере в десять раз большее своего веса количество 0,9%-ного водного солевого раствора при измерении в соответствии с испытанием на удерживающую способность на центрифуге (CRC) (метод EDANA, WSP 241.2-05Е). SAP могут, в частности, характеризоваться значением CRC (удерживающая способность на центрифуге), составляющим более 20 г/г, или более 24 г/г, или от 20 до 50 г/г, или от 20 до 40 г/г, или от 24 до 30 г. SAP, применимые для настоящего изобретения, включают различные нерастворимые в воде, но набухающие в воде полимеры, способные поглощать большие количества текучих веществ.
Суперабсорбирующие полимеры находятся в форме частиц, таким образом они являются сыпучими в сухом состоянии и могут быть легко нанесены на основу. Типичные абсорбирующие полимерные материалы в форме частиц изготовлены из полимеров поли(мет)акриловой кислоты. Однако, также может быть использованы крахмальные полимерные абсорбирующие материалы в форме частиц, наряду с сополимером полиакриламида, сополимером этиленмалеинового ангидрида, сшитой карбоксиметилцеллюлозой, сополимерами поливинилового спирта, оксидом сшитого полиэтилена, привитым сополимером крахмала и полиакрилонитрила. Суперабсорбирующий полимер может представлять собой полиакрилаты и полимеры полиакриловой кислоты, которые были сшиты внутри и/или на поверхности. Подходящие материалы описаны в WO 07/047598, WO 07/046052, WO 2009/155265 и WO 2009/155264. В некоторых воплощениях подходящие суперабсорбирующие полимерные частицы могут быть получены с использованием производственных процессов, известных в данной области, таких, как более конкретно описанные в WO 2006/083584. Суперабсорбирующие полимеры предпочтительно сшиты внутри, т.е. полимеризация осуществляется в присутствии соединений, имеющих две или более полимеризуемые группы, которые могут быть свободнорадикально-сополимеризованы в полимерную сеть. В некоторых воплощениях SAP образован из полимеров полиакриловой кислоты/полиакрилатных полимеров, например, характеризующихся степенью нейтрализации от 60% до 90%, или приблизительно 75%, имеющих, например, противоионы натрия.
Частицы SAP могут быть относительно маленькими (до 1 мм в самом длинном месте) в сухом состоянии и могут характеризоваться в целом круглой формой, однако также возможны формы гранул волокон, хлопьев, сфер, порошков, пластинок, а также другие формы, известные специалистам в данной области. Как правило, SAP представлены в форме подобных сферическим частиц. В отличие от волокон, "подобные сферическим частицы" имеют размеры от максимального по длине до минимального с соотношением максимального по длине размера частицы к минимальному размеру частицы в диапазоне 1-5, где значение 1 соответствует идеально сферической частице, а 5 - предполагает некое отклонение от такой сферической формы частицы. Суперабсорбирующие полимерные частицы могут иметь размер частиц, составляющий менее 850 мкм, или от 50 до 850 мкм, предпочтительно от 100 до 710 мкм, предпочтительнее от 150 до 650 мкм, как было измерено согласно методу EDANA WSP 220.2-05. SAP, характеризующиеся относительно малым размером частиц, способствуют увеличению площади поверхности абсорбирующего материала, контактирующего с жидкими продуктами выделения, и, таким образом, обеспечивают быстрое абсорбирование жидких продуктов выделения.
Абсорбирующая сердцевина, как правило, содержит лишь один тип SAP, однако при этом не исключается, что может быть использована смесь из различных SAP.
Свойства проницаемости суперабсорбирующего полимера для текучего вещества могут быть выражены в количественном виде с использованием показателя проницаемости для мочи UPM), как было измерено в испытании, раскрытом в европейской патентной заявке ЕР 12174117.7. Показатель UPM для SAP может составлять, например, по меньшей мере 10×10-7 см3⋅сек/г, или по меньшей мере 30×10-7 см3⋅сек/г, или по меньшей мере 50×10-7 см3⋅сек/г, или более, например, по меньшей мере 80 или 100×10-7 см3⋅сек/г. Характеристики потока могут быть отрегулированы посредством изменения количества и распределения SAP, используемого во втором абсорбирующем слое.
Абсорбирующий материал наносится на основу 16 в виде комбинации, содержащей выступающие участки 75 абсорбирующего материала, разделенные устьеобразными участками 76, не содержащими абсорбирующего материала. Примеры такой комбинации нанесения были описаны более подробно, например, в WO 2008/155699. В примере, показанном на фиг. 1, выступающие участки 75 абсорбирующего материала имеют в сущности прямоугольную форму в плоскости основы, при этом самая длинная сторона ориентирована в поперечном направлении. Конструктивный элемент может содержать, например, от 5 до 30 таких в сущности прямоугольных выступающих участков 75. Эти выступающие участки могут иметь ширину в диапазоне, например, от 4 до 20 мм, в частности, составляющую 10 мм при измерении в продольном направлении (y). Выступающие участки 75 могут характеризоваться равномерной шириной, но они также могут иметь разную ширину, в частности в направлении к центру или к секции промежности абсорбирующего конструктивного элемента с формированием так называемой формы "жевательной кости" или "песочных часов", которая характеризуется сужением вдоль своей ширины по меньшей мере в зоне промежности конструктивного элемента. Устьеобразные участки 76 между выступающими участками 75 могут иметь ширину в диапазоне, например, от 0,5 до 10 мм, например, от 1 до 5 мм. Разумеется, возможны другие комбинации нанесения абсорбирующего материала, такие как, например, массив круглых или овальных выступающих участков или комбинация прямоугольных выступающих участков с круглыми или овальными выступающими участками.
При многих применениях выделение жидкости происходит преимущественно в одной области сердцевины. В случае подгузников жидкость может преимущественно выпускаться в направлении к центральной зоне 37 (также называемой областью промежности) сердцевины и в меньшей мере, в направлении к передней части 38 сердцевины. Относительно небольшое количество жидкости может выпускаться в направлении к задней части 36 сердцевины. Таким образом, может быть предпочтительно спрофилировать количество абсорбирующего материала вдоль продольного направления абсорбирующего конструктивного элемента так, чтобы большее количество абсорбирующего материала находилось в областях наиболее вероятного попадания жидкости в сердцевину.
В рамках настоящего документа область 73 нанесения абсорбирующего материала представляет собой наименьшую область в плоскости основы, периферия которой охватывает выступающие участки 75 и устьеобразные участки 76, расположенные между указанными выступающими участками. Для количественной оценки степени профилирования область 73 нанесения абсорбирующего материала может быть условно разделена на восемь зон нанесения (Z1-Z8) одинаковой длины, если измерять вдоль продольного направления конструктивного элемента. Указанные зоны могут быть одинаковой ширины и с одинаковой площадью, если область 73 нанесения абсорбирующего материала прямоугольная, однако не исключено, что указанные зоны могут характеризоваться переменной шириной, например, в случае фигурной области нанесения абсорбирующего материала, т.е. с сужением в направлении к области промежности сердцевины.
Абсорбирующие конструктивные элементы согласно настоящему изобретению спрофилированы вдоль продольного направления конструктивного элемента так, чтобы по меньшей мере одна из восьми зон (Z1, Z2, Z7, Z8) нанесения представляла собой зону с более низким содержанием абсорбирующего материала. Зона с более низким содержанием абсорбирующего материала в рамках настоящего документа представляет собой зону с количеством абсорбирующего материала, по меньшей мере на 20% по весу меньшим, чем среднее количество абсорбирующего материала по всей области 73 нанесения абсорбирующего материала (которая представляет собой все восемь зон вместе). Эти зоны с более низким содержанием абсорбирующего материала могут присутствовать в направлении к передней и/или задней части области 73 нанесения, как показано зонами Z1, Z2, Z7, Z8 на фиг. 1, однако не исключено, что одна или более зон с меньшим количеством абсорбирующего материала также могут присутствовать в направлении к центру области нанесения. Зона с более низким содержанием абсорбирующего материала может дополнительно характеризоваться количеством абсорбирующего материала, по меньшей мере на 40%, или 50%, или 60%, в частности на величину от 20% до 80% по весу меньшим, чем среднее количество абсорбирующего материала по всей области 73 нанесения абсорбирующего материала.
Зоны с более низким содержанием абсорбирующего материала требуют более слабой иммобилизации SAP, чем другие зоны, таким образом в этих зонах требуется меньшее количество вспомогательного клея. В частности, вспомогательный клей может отсутствовать по меньшей мере в одной, предпочтительно во всех зонах с более низким содержанием абсорбирующего материала. Вспомогательный клей также может присутствовать в количестве, по меньшей мере на 50% по весу меньшем, чем среднее количество вспомогательного клея в восьми зонах нанесения абсорбирующего материала. Таким образом, изобретение обеспечивает общее уменьшение количества используемого адгезивного материала посредством экономии вспомогательного клея в зонах, где он менее необходим. Слой 74 волокнистого термопластичного адгезива все еще может присутствовать в этих зонах, как показано на фиг. 1, для обеспечения требуемой иммобилизации SAP, однако не исключается, что даже волокнистый термопластичный слой может быть удален из этих зон.
С другой стороны, некоторые из зон нанесения абсорбирующего материала также могут содержать относительно большое количество нанесенного SAP. Таким образом, например, зоны Z4, Z5, Z6 нанесения в направлении к центру области 73 нанесения могут представлять собой зоны с более высоким содержанием абсорбирующего материала. В более общем смысле, абсорбирующий конструктивный элемент может иметь по меньшей мере одну зону нанесения, содержащую абсорбирующий материала в количестве, по меньшей мере на 20% большем, чем среднее количество абсорбирующего материала в области 73 нанесения абсорбирующего материала. Вспомогательный клей 72 может присутствовать преимущественно по меньшей мере в одной из этих зон с более высоким содержанием абсорбирующего материала, поскольку эти зоны преимущественно стабилизируются вспомогательным клеем.
Количество абсорбирующего материала в каждой зоне, как правило, может быть вычислено по карте состава рассматриваемой абсорбирующей сердцевины. Как правило, современные способы нанесения SAP обеспечивают надежное и повторяемое нанесение SAP. В случае, когда абсорбирующая сердцевина изготовлена сторонним производителем, и карта состава сердцевины недоступна, количество абсорбирующего материала в каждой зоне может быть измерено аналитическим путем с использованием известных методов. Например, после определения области нанесения абсорбирующего материала и ее восьми зон (визуальным способом или с помощью рентгена), каждая из этих восьми зон может быть вырезана из абсорбирующей сердцевины, и каждый отрез затем может быть отдельно проанализирован с определением количества SAP с помощью любого стандартного способа, например, с помощью титрирования или гравиметрического анализа. То же самое актуально при определении комбинации нанесения вспомогательного клея. При определении мест нанесения клея может быть полезно ультрафиолетовое излучение.
Абсорбирующий материал может быть нанесен в области 73 нанесения абсорбирующего материала с применением известных способов, которые могут обеспечить относительно точное нанесение частиц SAP на относительно высокой скорости. В частности, может быть использована технология нанесения SAP с помощью печати, как раскрыто в US 2006/24433 (Blessing), US 2008/0312617 (Hundorf et al.) и US 2010/0051166A1 (Hundorf et al.). При таком способе используется печатный цилиндр для нанесения частиц SAP на основу, расположенную на решетке опоры, которая может содержать множество поперечин, протяженных в сущности параллельно друг к другу и пространственно разнесенных друг с другом таким образом, чтобы формировать каналы, протяженные между поперечинами. В дополнение к профилированию в продольном направлении абсорбирующий материал также может быть нанесен с разным базовым весом в поперечном направлении, при этом большее количество абсорбирующего материала обеспечивается, например, в направлении к центральной продольной оси конструктивного элемента относительно его продольных сторон.
В сущности, область 71 нанесения вспомогательного клея может быть меньше, чем область 73 нанесения абсорбирующего материала. В частности, площадь области 71 нанесения вспомогательного клея может составлять не более 80%, опционально не более 70%, или не более 60%, или не более 50% площади области 73 нанесения абсорбирующего материала, при этом площадь измеряется в плоскости конструктивного элемента. Площадь области 71 нанесения вспомогательного клея, в частности, может находиться в диапазоне от 20% до 80% площади области 73 нанесения абсорбирующего материала.
Другие примеры формы области 71 нанесения клея и области 73 нанесения абсорбирующего материала
На фиг. 1 показан один из примеров, в котором область 71 нанесения вспомогательного клея и область 73 нанесения абсорбирующего материала являются прямоугольными, имеют примерно одинаковую ширину, и при этом область 71 нанесения клея в продольном направлении короче, чем область 73 нанесения абсорбирующего материала, и не протяжена до любого из переднего или заднего концов области нанесения абсорбирующего материала. На фиг. 8-11 показаны альтернативные примеры геометрий для этих областей, которые будут рассмотрены ниже. Вспомогательный клей и абсорбирующий материал могут быть нанесены в этих областях любыми способами, раскрытыми выше. Отдельные элементы таких примеров дополнительных геометрий могут быть скомбинированы с любыми другими элементами других примеров из общей части настоящего описания, если не указано иное.
На фиг. 8 показан один из примеров области 71 нанесения вспомогательного клея, протяженной от переднего конца области 73 нанесения абсорбирующего материала, и при этом обе области имеют примерно одинаковую ширину (границы области 71 показаны немного внутри относительно границ области 73 для лучшего понимания). Это может быть предпочтительно для конструктивных элементов, содержащих относительно большое количество AGM в направлении к передней части конструктивного элемента, где может требоваться применение большего количества вспомогательного клея. Например, на фиг. 1 вспомогательный клей может отсутствовать по меньшей мере на одной из зон Z7, Z8 в направлении к задней части области 73 нанесения абсорбирующего материала.
На фиг. 9 показан другой пример, в котором область нанесения 71 вспомогательного клея менее широкая, чем область 73 нанесения абсорбирующего материала. Это воплощение может быть представлять собой интерес, например, когда абсорбирующий материал наносят с профилированным распределением в поперечном направлении, с более высоким базовым весом в направлении к продольной центральной линии конструктивного элемента. Таким образом, вспомогательный клей присутствует там, где абсорбирующий материал находится в большом количестве.
На фиг. 10 показан другой пример, в котором области 73 нанесения абсорбирующего материала придана форма в плоскости конструктивного элемента, с тем чтобы показать сужение в центральной зоне конструктивного элемента. Это может быть предпочтительно для обеспечения фигурной сердцевины, которая может обеспечить лучшее прилегание абсорбирующего изделия в секции промежности, например, при использовании в абсорбирующем подгузнике.
На фиг. 11 показан другой пример, в котором область нанесения вспомогательного клея не является прямоугольной, но содержит центральную часть с двумя присоединенными боковыми крылышками. Такие боковые крылышки могут быть больше, чем центральная часть. Показанные крылышки не протяжены до поперечных кромок области 73 нанесения, однако при необходимости они могут быть выполнены протяженными до указанных кромок. Эти секции разной длины могут быть легко выполнены, например, нанесением из щелевых головок с настройкой щелевых сопел для нанесения клея-расплава на более короткие участки на поперечных сторонах области 71 нанесения относительно поперечного центра области 71 нанесения.
Слой 74 волокнистого термопластичного адгезива
Абсорбирующий конструктивный элемент содержит слой 74 волокнистого термопластичного адгезива, покрывающий по меньшей мере некоторые и, преимущественно, все выступающие участки 75 и устьеобразные участки 76, не содержащие абсорбирующего материала, расположенные между ними для обеспечения дополнительной иммобилизации по меньшей мере некоторой части, преимущественно всего абсорбирующего материала на основе и затем в абсорбирующей сердцевине. Волокнистый термопластичный адгезив может быть распылен на абсорбирующий материал, с тем чтобы покрывать выступающие участки абсорбирующего материала и устьеобразные участки. Это обеспечивает в сущности трехмерную конструкцию волокнистого слоя термопластичного адгезива 74, который сам по себе представляет в сущности двухмерную конструкцию относительно малой толщины, по сравнению с размерами в длину и в ширину. Таким образом, волокнистый термопластичный адгезив может обеспечивать полости для укрывания абсорбирующего материала в выступающих участках, и таким образом фиксирует абсорбирующий материал, который, как уже было указано, может состоять на 100% из частиц SAP.
Адгезивные полимеры, пригодные для формирования волокнистого слоя 74, описаны, например, в WO 2008/155699, начиная со страницы 19, последний абзац. Термопластичный адгезив может содержать в полном объеме один термопластичный полимер или смесь термопластичных полимеров, имеющих температуру размягчения, как было определено согласно методу ASTM (Американского общества по испытанию материалов) D-36-95, "Метод кольца и шара", в диапазоне от 50°С до 300°С, и/или термопластичный адгезивный материал может быть термоплавким адгезивом, содержащим по меньшей мере один термопластичный полимер в комбинации с другими термопластичными растворителями, таким как повышающая клейкость смола, пластификаторы и добавки, такие как антиоксиданты.
Термопластичный полимер, как правило, может иметь молекулярную массу (Mw), составляющую более 10000, и температуру стеклования (Tg), как правило, ниже комнатной температуры, или -6°С<Tg<16°С. Стандартные концентрации полимера в расплаве находятся в диапазоне от приблизительно 20 до приблизительно 40% по весу. Термопластичные полимеры могут быть невосприимчивы к воде. Примеры полимеров представляют собой (стирольные) блок-сополимеры, включающие А-В-А три-блок структуры, А-В ди-блок структуры и (А-В)n структуры радиальных блок-сополимеров, где блоки А представляют собой блоки неэластомерных полимеров, как правило содержащих полистирол, а блоки В представляют собой ненасыщенный диен с сопряженными двойными связями, или его (частично) гидрированные версии. Блок В, как правило, представляет собой изопрен, бутадиен, этилен/бутадиен (гидрированный бутадиен), этилен/пропилен (гидрированный изопрен) и их смеси. Другие подходящие темопластичные полимеры, которые могут применяться, представляют собой металлоценовые полиолефины, которые представляют собой полиэтилены, приготовленные с применением катализаторов с единым центром полимеризации на металле или металлоценовых катализаторов. В этом отношении по меньшей мере один сомономер может полимеризироваться с этиленом для образования сополимера, терполимера или полимера более высокого порядка. Также пригодными являются аморфные полиолефины или аморфные поли-альфа-олефины (АРАО), которые представляют собой гомополимеры, сополимеры или терполимеры С2-C8 альфа-олефинов.
Придающая клейкость смола может, например, иметь молекулярную массу (Mw) менее 5000 и температуру стеклования (Tg), как правило выше комнатной температуры, при этом типичные концентрации смолы в расплаве находятся в диапазоне от приблизительно 30 до приблизительно 60%, при этом пластификатор имеет низкую молекулярную массу (Mw), как правило менее 1000 и температуру стеклования (Tg) ниже комнатной температуры, при этом его стандартная концентрация составляет от приблизительно 0 до приблизительно 15%.
Термопластичный адгезив слоя 74, 74' термопластичного материала наносится в виде волокон. Волокна могут, например, характеризоваться средней толщиной от приблизительно 1 до приблизительно 50 микрометров, или от приблизительно 1 микрометра до приблизительно 35 микрометров, и средней длиной от приблизительно 5 мм до приблизительно 50 мм, или от приблизительно 5 мм до приблизительно 30 мм.
Термопластичный адгезив слоя 74, 74' термопластичного материала может быть нанесен с обеспечением базового веса от 2 г/м2 до 20 г/м2, опционально, от 2 г/м2 до 10 г/м2, например, 3 или 4 г/м2.
Термопластичный адгезив, используемый для слоя 74, 74' термопластичного материала, может обладать эластомерными свойствами, благодаря чему волокнистый слой, сформированный на слое SAP, может растягиваться по мере набухания SAP. Примеры эластомерных термоплавких адгезивов включают термопластичные эластомеры, такие как этиленвинилацетаты, полиуретаны, смеси полиолефинов из твердых компонентов (обычно, кристаллические полиолефины, такие как полипропилен или полиэтилен) и мягких компонентов (таких как этилен-пропиленовый каучук); сополиэфиры, такие как поли (этилентерефталат-коэтиленазелаинат); и термопластичные эластомерные блок-сополимеры, имеющие термопластичные концевые блоки и эластичные средние блоки, обозначаемые как А-В-А блок-сополимеры: смеси структурно отличающихся гомополимеров или сополимеров, например, смесь полиэтилена или полистирола с А-В-А блок-сополимером; смеси термопластичного эластомера и модификатора каучука с низкой молекулярной массой, например, смесь стирол-изопренстирольного блок-сополимера с полистиролом; и эластомерные термоплавкие, чувствительные к давлению адгезивы, описанные в настоящем документе. Эластомерные термоплавкие адгезивы таких типов описаны более подробно в патенте США №4,731,066 (Korpman). Коммерческим примером подходящего эластомерного термоплавкого адгезива является Fuller NW1151.
Термопластичный адгезив, применимый в качестве вспомогательного клея 72, может содержать или не содержать адгезивы любых типов, описанные выше применительно к слою 74 волокнистого термопластичного адгезива. Вспомогательный клей 72 может быть таким же или отличаться, как адгезив, от волокнистого термопластичного адгезива 74. Адгезивы, предпочтительно, выбирают исходя из их совместимости, благодаря чему вспомогательный клей также может служить для улучшения адгезии слоя 74 волокнистого адгезива к основе 16. Применение одинакового базового состава адгезива для обоих слоев может быть предпочтительно с точки зрения характеристик адгезии, однако также может быть предпочтительно использование более дешевого адгезива в качестве вспомогательного клея, поскольку эластомерные свойства могут не являться предпочтительными для слоя вспомогательного клея.
Абсорбирующая сердцевина 28
Хотя абсорбирующий конструктивный элемент 70 согласно настоящему изобретению может использоваться непосредственно в абсорбирующем изделии без дополнительных узлов, абсорбирующий конструктивный элемент может, как правило, быть собран с другими компонентами с формированием абсорбирующей сердцевины перед внедрением в абсорбирующее изделие. Такая абсорбирующая сердцевина 28 содержит вторую основу 16', расположенную соприкасающимся поверхностью к поверхности образом с первой основой 16, с формированием оболочки сердцевины, образующей внешние поверхности сердцевины. Две основы могут, таким образом, формировать оболочку сердцевины, обхватывающую абсорбирующий материал сердцевины.
Абсорбирующая сердцевина 28, как правило, может быть в сущности плоской в плоскости, совпадающей с плоскостью, образованной продольным направлением х и поперечным направлением у основы 16. Абсорбирующая сердцевина, как правило, является тонкой, поэтому следует понимать, что фиг. 3-7 схематические, и внутренний слой конструктивного элемента/сердцевины показан на них увеличенным в вертикальном направлении. В частности, максимальная толщина (до использования), измеренная в соответствии с испытанием на определение толщины сердцевины, раскрытым в настоящем документе, может составлять от 0,25 мм до 5,0 мм, в частности от 0,5 мм до 4,0 мм. Полная длина L' сердцевины может быть равна длине любой из или длине обеих основ и может быть измерена от передней кромки 280 сердцевины до ее задней кромки 282 вдоль ее центральной продольной оси. Она может составлять, например, по меньшей мере 320 мм, например от 320 мм до 600 мм при стандартных применениях в подгузниках, однако при этом она может быть меньше для более мелких изделий.
Основы могут содержать по меньшей мере один, как правило два поперечных концевых скрепления 280, 282, и по меньшей мере одно, как правило два продольных боковых скрепления 284, 286, причем скрепления могут быть непрерывными или прерывистыми вдоль своей длины. Как правило, абсорбирующий материал предпочтительно распределен в немного большем количестве в направлении к передней кромке 280, чем в направлении к задней кромке, поскольку в передней части сердцевины может требоваться большая абсорбирующая способность (принимая во внимание то, что передняя часть сердцевины располагается в направлении к передней части изделия). Как правило, передняя и задняя кромки сердцевины короче, чем протяженные в продольном направлении боковые кромки сердцевины. Абсорбирующая сердцевина 28 также может содержать верхнюю сторону и нижнюю сторону, которые в сущности соответствуют внешним поверхностям первой и второй основ или наоборот.
На фиг. 4 показано поперечное сечение абсорбирующей сердцевины 28, содержащей абсорбирующий конструктивный элемент 70, собранный непосредственно со второй основой 16'. Вторая основа может быть изготовлена из того же материала, что и основа 16. Как правило, сторона сердцевины, предназначенная для размещения в направлении к пользователю в готовом абсорбирующем изделии, будет гидрофильно обработана, а сторона сердцевины, размещаемая в направлении к нижнему листу, может быть гидрофобной по сути или гидрофобно обработана, при этом жидкость может легче проникать и оставаться внутри сердцевины.
Может быть предпочтительно, чтобы абсорбирующая сердцевина содержала второй абсорбирующий конструктивный элемент 70', содержащий второй абсорбирующий материал, как показано в качестве примера на фиг. 5 и 6. Второй абсорбирующий конструктивный элемент может являться или не являться конструктивным элементом согласно настоящему изобретению, в частности, он может содержать или не содержать второй вспомогательный клей 72'. Второй абсорбирующий материал также может наноситься на вторую основу 16' в виде комбинации из выступающих участков 75' абсорбирующего материала, разделенных устьеобразными участками 76', не содержащими абсорбирующего материала. При комбинировании первых и вторых абсорбирующих конструктивных элементов с формированием сердцевины, соответствующие комбинации расположения выступающих участков и устьеобразных участков абсорбирующих конструктивных элементов могут размещаться преимущественно смещенным образом относительно друг друга, при этом абсорбирующий материал размещенный между основами, формирует область слоя 8 из абсорбирующих полимерных частиц, который является в сущности сплошным. Такой двойной составной конструктивный элемент с совпадающими выступающими участками и устьеобразными участками раскрыт, например, в WO 2008/155699 (Hundorf).
Второй абсорбирующий конструктивный элемент 70' может, таким образом, содержать вторую основу 16', второй абсорбирующий материал, содержащий от 80% до 100% суперабсорбирующих частиц по весу и нанесенный на основу в виде комбинации из выступающих участков 75' абсорбирующего материала, разделенных устьеобразными участками 76', не содержащими абсорбирующего материала, второй слой 74' волокнистого термопластичного адгезива, расположенный так, чтобы покрывать по меньшей мере некоторые из выступающих участков 75' и устьеобразных участков 76', не содержащих абсорбирующего материала, чтобы таким образом обеспечивать иммобилизацию по меньшей мере некоторой части второго абсорбирующего материала на второй основе и, опционально, второй вспомогательный клей 72', нанесенный непосредственно на вторую основу. Однако, также возможны и другие комбинации нанесения, так называемые комбинации нанесения в виде островков, при этом островки образованы или содержащими абсорбирующий материал областями или не содержащими абсорбирующий материал областями, как описано, например, в US 2008/0312622 A1 (Hundorf). Альтернативно, второй абсорбирующий материал может находиться в других формах, например, в виде смешанного слоя из абсорбирующего материала на основе целлюлозы и суперабсорбирующего материала.
Если присутствует, второй вспомогательный клей 72' может быть нанесен по ограниченной длине второй основы, как показано на фиг. 5. Второй абсорбирующий конструктивный элемент также может представлять собой абсорбирующий конструктивный элемент согласно первому воплощению настоящего изобретения, в котором вторая область нанесения абсорбирующего материала может быть условно разделена на восемь зон нанесения одинаковой длины вдоль ее продольного направления; и имеющий по меньшей мере одну зону нанесения с меньшим количеством абсорбирующего материала, характеризующуюся количеством абсорбирующего материала, по меньшей мере 20% по весу меньшим, чем среднее количество абсорбирующего материала по всей второй области нанесения абсорбирующего материала, и в котором вспомогательный клей 72' отсутствует или присутствует в меньшем количестве по меньшей мере в одной из указанных зон нанесения с меньшим количеством абсорбирующего материала. Вторая область нанесения абсорбирующего материала определена подобным образом, что и первая область нанесения абсорбирующего материала, и представляет собой наименьшую область в плоскости второй основы 16', периферия которой охватывает выступающие участки 75' и устьеобразные участки 76', находящиеся между указанными выступающими участками.
Альтернативно, второй абсорбирующий конструктивный элемент также может не содержать вспомогательного клея 72', нанесенного непосредственно на вторую основу 16', как показано в качестве примера на фиг. 6. Это обеспечивает дополнительную экономию материала и может представлять собой подходящий компромисс в случае, если первый слой вспомогательного клея вместе с волокнистыми термопластичными слоями 74, 74' обеспечивают достаточную иммобилизацию SAP.
На фиг. 7 показано схематическое поперечное сечение сердцевины согласно фиг. 6. Следует понимать, что слой волокнистого адгезива на этом изображении показан в увеличенном виде, и что на самом деле вторая основа 16' контактирует с абсорбирующим материалом в выступающих участках 75. В сущности, оболочка сердцевины, образованная основами 16, 16', может быть скреплена вдоль ее передней кромки 280 и задней кромки 282. На фиг. 7 также показаны так называемые скрепления 284, 286 в виде С-образных оболочек вдоль каждой из продольных боковых кромок сердцевины, причем одна из основ образует протяженный в поперечном направлении клапан вдоль каждой боковой кромки сердцевины, при этом каждый клапан согнут вокруг кромки сердцевины и затем прикреплен к внешней поверхности другой основы на другой стороне сердцевины. Скрепление в виде С-образной оболочки, как правило, может быть образовано посредством выполнения одной из основ с большей шириной, чем у другой основы, нанесения адгезива вдоль каждой из поперечных кромок большей основы, и затем сгибания этих двух выступающих клапанов поверх продольных кромок сердцевины к внешней поверхности другой основы. Нанесенный адгезив обеспечивает надежное скрепление вдоль кромок сердцевины, которая была обхвачена С-образной оболочкой, как правило, вдоль продольных кромок. Скрепления в виде С-образных оболочек, как правило, могут быть склеены, однако не исключаются и другие средства соединения. Скрепление 280 передней кромки и скрепление 282 задней кромки сердцевины могут быть выполнены любыми известными способами, в частности, в виде конфигурации в виде многослойной оболочки, как показано на фиг. 5 и фиг. 6, где внутренние поверхности двух основ скреплены друг с другом поверхностью к поверхности. Переднее и заднее поперечные скрепления могут быть выполнены с помощью склеивания, т.е. с использованием группы продольно ориентированных клеевых линий, или с помощью горячего обжатия. Скрепления оболочки сердцевины также могут быть выполнены любыми другими стандартными способами, при этом они могут быть прерывистыми или непрерывными.
Абсорбирующие сердцевины и конструктивный элемент согласно настоящему изобретению могут содержать один или более каналов, ориентированных частично в продольном направлении, как раскрыто в качестве примеров в WO 2012/170778 (Rosati et al.), см. также WO 2012/170779, WO 2012/170781 и WO 2012/170808. Абсорбирующая сердцевина и конструктивные элементы согласно настоящему изобретению также могут не содержать таких каналов. Каналы могут быть сформированы различными способами. Например, каналы могут быть сформированы отверстиями в слое абсорбирующего материала внутри оболочки сердцевины. Каналы могут в сущности не содержать или быть полностью свободными от абсорбирующего материала, в частности, SAP. В дополнение к этом или альтернативно, каналы могут быть сформированы посредством непрерывного или прерывистого скрепления первой основы и второй основы через слой абсорбирующего материала в областях, в сущности не содержащих абсорбирующего материала. Основы в этих каналах могут быть непрерывно или прерывисто скреплены друг с другом. Другие слои между верхним листом 24 и абсорбирующей сердцевиной 28 также могут содержать или не содержать каналы, которые могут соответствовать или не соответствовать каналам абсорбирующей сердцевины 28. Абсорбирующая сердцевина также может не содержать любые из таких каналов.
Общее количество SAP, присутствующее в абсорбирующей сердцевине, может также варьироваться, в зависимости от предполагаемого использования. Подгузники для новорожденных могут требовать меньшего количества SAP, чем требуется для подгузников для младенцев или взрослых, страдающих недержанием. Количество SAP в абсорбирующей сердцевине, может составлять от приблизительно 5 до 60 г, в частности, от 10 до 25 г. Средний базовый вес SAP в пределах слоя 8 абсорбирующего материала в сердцевине может составлять, например, по меньшей мере 50, 100, 200, 300, 400, 500 или более г/м2. Абсорбирующая сердцевина может дополнительно также преимущественно характеризоваться потерей SAP не более приблизительно 70%, 60%, 50%), 40%, 30%, 20%), 10% согласно испытанию на иммобилизацию в мокром состоянии, описанному в WO 2010/0051166 А1.
Общее описание абсорбирующего изделия 20
Абсорбирующая сердцевина, содержащая абсорбирующий конструктивный элемент согласно настоящему изобретению или абсорбирующий конструктивный элемент сам по себе, как правило, используются в абсорбирующем изделии. Один из примеров абсорбирующего изделия в виде подгузника 20 для младенцев показан на фиг. 12. На фиг. 12 показан вид сверху приведенного в качестве примера подгузника 20 в распрямленном состоянии, при этом части конструкции удалены для более понятного представления конструкции подгузника 20. Данный подгузник 20 показан исключительно в качестве примера, поскольку настоящее изобретение может быть использовано при изготовлении различных типов подгузников или других абсорбирующих изделий.
Абсорбирующее изделие содержит проницаемый для жидкости верхний лист 24, непроницаемый для жидкости нижний лист 25 и абсорбирующую сердцевину 28, расположенную между указанными верхним листом 24 и нижним листом 25. Абсорбирующее изделие также может содержать дополнительные стандартные компоненты, такие как поглощающий слой 52 и/или распределительный слой 54 (вместе называемые поглотительно-распределительной системой "ADS") и эластичные уплотняющие манжеты 32, расположенные между верхним листом и нижним листом, а также стоячие барьерные ножные манжеты 34, которые будут более подробно описаны далее в описании. На фиг. 12 также показаны другие стандартные компоненты подгузника, такие как система крепления, содержащая адгезивные планки 42, прикрепляемые к задней кромке 12 изделия и взаимодействующие с зоной 44 крепления на передней кромке изделия. Абсорбирующее изделие может также содержать другие стандартные компоненты, которые не показаны на фигурах, такие как, например, задний эластичный элемент в области талии, передний эластичный элемент в области талии, поперечные барьерные манжеты, элемент с лосьоном и т.п.
Абсорбирующее изделие 20 содержит переднюю кромку 10, заднюю кромку 12 и две боковые кромки. Передняя кромка 10 представляет собой кромку изделия, предназначенную для размещения спереди пользователя при ношении, при этом задняя кромка 12 представляет собой противоположную кромку. Абсорбирующее изделие может быть условно разделено продольной осью 80, проходящей от передней кромки к задней кромке изделия и разделяющей изделие на две половины, в сущности симметричные относительно этой оси, при взгляде на изделие со стороны, обращенной к пользователю, когда изделие находится в плоском состоянии, как показано в качестве примера на фиг. 12. Некоторая часть изделия находится в натянутом состоянии вследствие наличия эластичных компонентов, при этом изделие может быть, как правило, распрямлено с использованием зажимов вдоль его периферии и/или липкой поверхности, при этом верхний лист и нижний лист могут быть натянуты для обеспечения их в сущности плоского состояния. Если не указано иное, размеры и площади, раскрытые в настоящем документе, приведены в отношении изделия в распрямленной конфигурации.
Абсорбирующее изделие 20 также может быть условно разделено поперечной осью 90 на переднюю область и заднюю область одинаковой длины, измеренной по продольной оси, когда изделие находится в таком плоском состоянии. Поперечная ось 90 изделия перпендикулярна продольной оси 80 и находится на половине длины изделия. Длина изделия может быть измерена вдоль продольной оси 80 от передней кромки 10 до задней кромки 12.
Верхний лист 24, нижний лист 25, абсорбирующая сердцевина 28 и другие компоненты изделия могут быть собраны в виде множества хорошо известных конфигураций, в частности, например, посредством склеивания и/или штампования горячим способом. Примеры сборок подгузников в сущности описаны, например, в US 3,860,003, US 5,221,274, US 5,554,145, US 5,569,234, US 5,580,411 и US 6,004,306. Абсорбирующее изделие предпочтительно является тонким. Изделие может быть преимущественно тонким в точке пересечения продольной и поперечной осей, например, с толщиной от 1,0 мм до 8,0 мм, в частности от 1,5 мм до 6,0 мм, при измерении в соответствии с испытанием на определение толщины абсорбирующего изделия, описанным ниже.
Верхний лист 24
Верхний лист 24 представляет собой часть абсорбирующего изделия 20, которая находится в непосредственном контакте с кожей пользователя. Верхний лист 24 может быть соединен с нижним листом 25, сердцевиной 28 и/или любыми другими слоями, как известно в данной области техники (используемый в настоящем документе термин "соединены" охватывает конфигурации, в которых элемент непосредственно прикреплен к другому элементу путем прикрепления элемента непосредственно к другому элементу, и конфигурации, в которых элемент скреплен с другим элементом опосредованно, путем прикрепления элемента к одному или нескольким промежуточным элементам, которые, в свою очередь, прикреплены к другому элементу). Как правило, верхний лист 24 и нижний лист 25 соединены непосредственно друг с другом в некоторых местах (например, на или вблизи периферии изделия) и опосредованно соединены друг с другом в других местах путем их непосредственного соединения с одним или более другими элементами изделия 20.
Верхний лист 24 предпочтительно является податливым, мягким на ощупь и не раздражающим кожу пользователя. Кроме того, по меньшей мере часть верхнего листа 24 является проницаемой для жидкости, обеспечивая быстрое проникновение жидкостей в ее толщину. Подходящий верхний лист может быть изготовлен из различных типов материалов, таких как пористые пеноматериалы, сетчатые пеноматериалы, перфорированные пластиковые пленки или тканые или нетканые материалы из натуральных волокон (например, деревянные или хлопковые волокна), синтетических волокон или нитей (например, полиэфирные или полипропиленовые или двухкомпонентные РЕ/РР волокна или их смеси), или комбинаций натуральных и синтетических волокон. Если верхний лист 24 включает волокна, волокна могут представлять собой волокна, полученные по технологии спанбонд, волокна, полученные кардованием, мокрой выкладкой, волокна, полученные по технологии мелтблаун, волокна, полученные гидросцеплением или полученные иным способом, известным в данной области, в частности, нетканый материал, полученный из РР по технологии спанбонд. Подходящий верхний лист, содержащий полотно из штапельных полипропиленовых волокон, производится компанией Veratec, Inc., отделение International Paper Company, Уолпол, Массачусетс, под наименованием Р-8.
Подходящие верхние листы из сформированной пленки также описаны в US 3,929,135, US 4,324,246, US 4,342,314, US 4,463,045 и US 5,006,394. Другие подходящие верхние листы могут быть изготовлены в соответствии с US 4,609,518 и US 4,629,643. Такие сформированные пленки доступны от компании The Procter & Gamble Company из Цинциннати, Огайо, под наименованием "DRI-WEAVE", а также от компании Tredegar Corporation, находящейся в Ричмонде, Виргиния, под наименованием "CLIFF-T".
Любая часть верхнего листа может быть покрыта лосьоном, известным в данной области. Примеры подходящих лосьонов включают описанные в US 5,607,760, US 5,609,587, US 5,643,588, US 5,968,025 и US 6,716,441. Верхний лист 24 может также включать, или он может быть обработан антибактериальными агентами, некоторые примеры которых раскрыты в WO 95/24173. Кроме того, верхний лист, нижний лист или любая часть верхнего листа или нижнего листа могут быть обработаны тиснением и/или матовой отделкой для обеспечения внешнего вида, более похожего на ткань.
Верхний лист 24 может содержать одно или более отверстий для облегчения проникновения через них продуктов выделения, таких как моча и/или экскременты (твердые, полутвердые или жидкие). Размер по меньшей мере первичного отверстия важен для достижения желаемых характеристик инкапсуляции отходов. Если первичное отверстие слишком маленькое, отходы могут не пройти через отверстие или вследствие плохого совмещения источника отходов и местоположения отверстия, или вследствие фекальных масс, характеризующихся диаметром, большим чем диаметр отверстия. Если отверстие слишком большое, то увеличивается площадь кожи, которая может быть испачкана вследствие "повторного намокания" от изделия. Обычно общая площадь отверстий на поверхности подгузника может составлять от приблизительно 10 см2 до приблизительно 50 см2, в частности от приблизительно 15 см2 до 35 см2. Примеры перфорированных верхних листов раскрыты в US 6,632,504. В WO 2011/163582 также раскрыт подходящий цветной верхний лист, характеризующийся базовым весом от 12 до 18 г/м2 и содержащий множество скрепленных точек. Каждая из скрепленных точек имеет площадь поверхности от приблизительно 2 мм2 до 5 мм2, и при этом совокупная площадь поверхности множества скрепленных точек составляет от 10 до 25% общей площади поверхности верхнего листа. Стандартные верхние листы подгузников характеризуются базовым весом от приблизительно 10 г/м2 до приблизительно 28 г/м2, в частности, от приблизительно 12 до приблизительно 18 г/м2, однако другие значения базового веса также возможны.
Нижний лист 25
Нижний лист 25 - это, как правило, часть абсорбирующего изделия 20, которая образует внешнюю поверхность изделия при его ношении пользователем. Нижний лист 25 расположен в направлении к нижней стороне абсорбирующей сердцевины 28 и предотвращает загрязнение изделий, таких как постельное и нижнее белье продуктами выделения, абсорбируемыми и удерживаемыми в сердцевине. Нижний лист 25, как правило, является непроницаемым для жидкостей (например, для мочи). Нижний лист 25 может, или же он, например, содержит тонкую пластиковую пленку, например, термопластичную пленку, имеющую толщину от приблизительно 0,012 мм до приблизительно 0,051 мм. Примеры пленок для нижнего листа включают пленки, изготавливаемые компанией Tredegar Corporation, расположенной в Ричмонде, Виргиния, и продаваемые под торговым названием СРС2 film. Другие подходящие материалы для нижнего листа могут включать «дышащие» материалы, которые обеспечивают выход испарений из изделия 20, но, в то же время, препятствуют прохождению продуктов выделения через нижний лист 25. Примеры "дышащих" материалов могут включать материалы, такие как тканые полотна, нетканые полотна, композитные материалы, такие как покрытые пленкой нетканые полотна и микропористые пленки, такие как производимые компанией Mitsui Toatsu Co., Япония, под торговым названием ESPOIR N0, а также компанией Tredegar Corporation из Ричмонда, Виргиния, и продаваемые под наименованием EXAIRE, и монолитные пленки, такие как производимые компанией Clopay Corporation, Цинциннати, Огайо, под названием HYTREL смесь Р18-3097. Некоторые "дышащие" композитные материалы описаны более подробно в WO 95/16746 (Е. I. DuPont), US 5,938,648 (LaVon et al.), US 4,681,793 (Linman et al.), US 5,865,823 (Curro), US 5,571,096 (Dobrin et al.) и US 6,946,585 (London Brown).
Нижний лист 25 может быть скреплен с верхним листом 24, абсорбирующей сердцевиной 28 или любым другим элементом подгузника 20 посредством любых скреплений, известных в данной области. Подходящие средства скрепления описаны выше применительно к средствам прикрепления верхнего листа 24 к другим элементам изделия 20. Например, средства прикрепления могут включать однородный сплошной слой адгезива, структурированный слой адгезива или массив отдельных линий, спиралей или точек из адгезива. Подходящие средства прикрепления содержат открытую структурированную сеть нитей из адгезива, как раскрыто в US 4,573,986. Другие подходящие средства прикрепления включают несколько линий из адгезивных нитей, скрученных в спиральную структуру, как показано применительно к устройству и способам, раскрытым в US 3,911,173, US 4,785,996; и US 4,842,666. Адгезивы, которые могут быть признаны подходящими, производятся компанией Н.В. Fuller Company из Сент-Пола, Миннесота и продаются под названиями HL-1620 и HL 1358-XZP. Альтернативно, средства прикрепления могут содержать термические соединения, соединения давлением, ультразвуковую сварку, динамико-механические соединения, или любые другие подходящие средства крепления или комбинации данных средств крепления, известные в данной области.
Поглотительно-распределительная система
Абсорбирующие изделия согласно настоящему изобретению могут содержать поглощающий слой 52, распределительный слой 54 или их комбинацию (в настоящем документе именуемую поглотительно-распределительной системой "ADS"). Работа ADS, как правило, заключается в быстром поглощении текучего вещества и распределения его по абсорбирующей сердцевине эффективным образом. ADS может содержать один, два или более слоев, которые могут формировать цельный слой или могут оставаться в виде отдельных слоев, которые могут быть соединены друг с другом. В примерах ниже ADS содержит два слоя: распределительный слой 54 и поглощающий слой 52, расположенные между абсорбирующей сердцевиной и верхним листом, однако настоящее изобретение не ограничивается данным примером.
Как правило, ADS не содержит SAP, поскольку это может замедлить поглощение и распределение текучего вещества. В уровне техники раскрыто много видов поглотительно-распределительных систем, см., например, WO 2000/59430 (Daley), WO 95/10996 (Richards), US 5,700,254 (McDowall), WO 02/067809 (Graef). ADS может содержать, хотя и не обязательно, два слоя: распределительный слой 54 и поглощающий слой 52, которые будут рассмотрены далее более подробно.
Распределительный слой 54
Функцией распределительного слоя 54 является распределение вытекающей текучей жидкости по большей поверхности в изделии, вследствие чего абсорбирующая способность сердцевины может использоваться более эффективно. Как правило, распределительный слой изготовлен из нетканого материала, изготовленного на базе синтетических или целлюлозных волокон, и характеризующегося относительно низкой плотностью. Плотность распределительного слоя может варьироваться в зависимости от сжатия изделия, однако она может находиться, как правило, в диапазоне от 0,03 до 0,25 г/см, в частности от 0,05 до 0,15 г/см, при силе сжатия 0,30 фунт./кв. дюйм (2,07 кПа). Распределительный слой также может представлять собой материал, характеризующийся водоудерживающей способностью в диапазоне от 25 до 60, предпочтительно от 30 до 45 единиц, при измерении в соответствии с процедурой, раскрытой в US 5,137,537. Распределительный слой 54 может, как правило, иметь средний базовый вес от 30 до 400 г/м2, в частности от 100 до 300 г/м2.
Распределительный слой 54 может содержать, например, сшитые целлюлозные волокна в количестве по меньшей мере 50% по весу. Сшитые целлюлозные волокна могут быть сжатыми, сплетенными или завитыми, или их комбинациями, включая сжатые, сплетенные и завитые. Материал такого типа применялся в прошлом в одноразовых подгузниках в виде части поглощающей системы, см, например, US 2008/0312622 Al (Hundorf). Сшитые целлюлозные волокна обеспечивают более высокую эластичность и, таким образом, более высокую сопротивляемость сжатию в упаковке для продукта или в условиях использования, например, под весом ребенка.
Примеры химически сшитых целлюлозных волокон, подходящих для распределительного слоя, раскрыты в US 5,549,791, US 5,137,537, WO 95/34329 или US 2007/118087. Примеры сшивающих агентов включают поликарбоновые кислоты, такие как лимонная кислота и/или полиакриловые кислоты, такие как сополимеры акриловой и малеиновой кислот. Например, сшитые целлюлозные волокна могут содержать сшивающий агент на основе С2-С9 поликарбоновой кислоты в количестве от приблизительно 0,5 мол. % до приблизительно 10,0 мол. %, исходя из молярной концентрации агдидроглюкозы в целлюлозе, прореагировавший с указанными волокнами в форме внутриволоконной сложноэфирной поперечной связи. Сшивающий агент на основе С2-С9 поликарбоновой кислоты может быть выбран из группы, состоящей из:
- алифатических и алициклических С2-С9 поликарбоновых кислот, содержащих по меньшей мере три карбоксильные группы на молекулу; и
- алифатических и алициклических С2-С9 поликарбоновых кислот, содержащих две карбоксильные группы на молекулу и углерод-углеродную двойную связь между атомами альфа и бета по отношению к одной или обеим карбоксильным группам, при этом одна карбоксильная группа в указанном сшивающем агенте на основе С2-С9 поликарбоновой кислоты отделена от второй карбоксильной группы или двумя или тремя атомами углерода. Волокна могут содержать сшивающий агент в количестве от приблизительно 1,5 мол. % до приблизительно 6,0 мол. %, исходя из молярной концентрации ангидроглюкозы в целлюлозе, прореагировавший с указанными волокнами в форме внутриволоконной сложноэфирной поперечной связи. Сшивающий агент может быть выбран из группы, состоящей из лимонной кислоты, 1, 2, 3, 4 бутан тетракарбоновой кислоты и 1, 2, 3 пропан трикарбоновой кислоты, в частности, лимонной кислоты.
Сшивающие агенты на основе полиакриловой кислоты также могут быть выбраны из гомополимеров полиакриловой кислоты, сополимеров акриловой кислоты и их смесей. Волокна могут содержать от 1,0 вес. % до 10,0 вес. %, предпочтительно от 3 вес. % до 7 вес. % таких сшивающих агентов, исходя из базового веса сухих волокон, прореагировавших с ними в форме внутриволоконных поперечных связей. Сшивающий агент может представлять собой полимер полиакриловой кислоты с молекулярной массой от 500 до 40000, предпочтительно от 1000 до 20000. Полимерный сшивающий агент на основе полиакриловой кислоты может представлять собой сополимер акриловой и малеиновой кислот, в частности, в котором весовое соотношение акриловой кислоты к малеиновой кислоте составляет от 10:1 до 1:1, предпочтительно от 5:1 до 1,5:1. Эффективное количество лимонной кислоты может быть дополнительно смешано с указанным полимерным сшивающим агентом на основе полиакриловой кислоты.
Распределительный слой 54, содержащий сшитые целлюлозные волокна, может содержать и другие волокна, однако этот слой может преимущественно содержать сшитые целлюлозные волокна (включая сшивающие агенты) в количестве по меньшей мере 50%, или 60%, или 70%, или 80%, или 90% или до 100% по весу этого слоя. Примеры такого смешанного слоя сшитых целлюлозных волокон могут содержать приблизительно 70% по весу химически сшитых целлюлозных волокон, приблизительно 10% по весу полиэфирных (PET) волокон и приблизительно 20% необработанных целлюлозных волокон. В другом примере слой сшитых целлюлозных волокон может содержать приблизительно 70% по весу химически сшитых целлюлозных волокон, приблизительно 20% по весу лиоцелл-волокон и приблизительно 10% по весу PET волокон. В другом примере слой может содержать приблизительно 68% по весу химически сшитых целлюлозных волокон, приблизительно 16%) по весу необработанных целлюлозных волокон и приблизительно 16% по весу PET волокон. В другом примере слой сшитых целлюлозных волокон может содержать от приблизительно 90-100% по весу химически сшитых целлюлозных волокон.
Поглощающий слой 52
Абсорбирующее изделие 20 может содержать поглощающий слой 52, функцией которого является быстрый захват текучего вещества от верхнего листа, с тем чтобы для пользователя обеспечивалась хорошая сухость. Поглощающий слой 52, как правило, размещают непосредственно под верхним листом. Если присутствует, распределительный слой 54 может быть расположен по меньшей мере частично под поглощающим слоем 52. Поглощающий слой, как правило, может представлять собой или может содержать нетканый материал, например материал SMS или SMMS, содержащий слой, полученный по технологии спанбонд, слой, полученный по технологии мелтблаун и дополнительный слой, полученный по технологии спанбонд, или, альтернативно, кардованный химически связанный нетканый материал. Нетканый материал может быть связан, в частности, с помощью латекса. Примеры верхних поглощающих слоев 52 раскрыты в US 7,786,341. Могут быть использованы кардованные, связанные каучуком нетканые материалы, в частности, в которых используемые волокна представляют собой жесткие круглые или круглые и полые штапельные PET волокна (50/50 или 40/60 смесь волокон толщиной 6 денье и 9 денье). Примером связующего может быть бутадиеновый/стирольный латекс. Нетканые материалы обладают преимуществом, которое заключается в том, что они могут быть изготовлены вне линии преобразования и храниться и использоваться в виде рулона материала.
Другие применимые нетканые материалы описаны в US 6,645,569 (Cramer et al.), US 6,863,933 (Cramer et al.), US 7,112,621 (Rohrbaugh et al.), US 2003/148684 (Cramer et al.) и US 2005/008839 (Cramer et al.).
Поглощающий слой 52 может быть стабилизирован посредством латексного связующего, например, стирол-бутадиенового латексного связующего (СБ-латекс). Способы получения таких латексов известны, например, из ЕР 149880 (Kwok) и US 2003/0105190 (Diehl et al.). В определенных воплощениях связующее может присутствовать в поглощающем слое 52 в количестве, превышающем приблизительно 12%, приблизительно 14% или приблизительно 16% по весу. СБ-латекс доступен под торговым названием GENFLO™ 3160 (OMNOVA Solutions Inc.; Акрон, Огайо).
Дополнительный поглощающий слой (не показан) может быть использован в дополнение к первому поглощающему слою 52, описанному выше. Например, слой ткани может быть расположен между первым поглощающим слоем 52 и распределительным слоем 54. Ткань может характеризоваться улучшенными капиллярными распределительными свойствами, по сравнению с поглощающим слоем 52, описанным выше. Ткань и первый поглощающий слой 52 могут быть одного размера, или они могут быть разного размера, например, слой ткани может быть протяжен дальше в заднюю часть абсорбирующего изделия, чем первый поглощающий слой 52. Один из примеров гидрофильной ткани представляет собой ткань с плотностью 13 - 15 г/м2, характеризующуюся высокой влагостойкостью, изготовленную из целлюлозных волокон от поставщика Havix.
Система крепления 42, 44
Абсорбирующее изделие может включать систему крепления. Система крепления может быть использована для обеспечения натяжений в поперечном направлении вокруг окружности абсорбирующего изделия для удерживания абсорбирующего изделия на пользователе. Такая система крепления не обязательна для изделий в виде трусиков для приучения к горшку, поскольку область талии таких изделий уже соединена. Система крепления обычно содержит крепежные элементы 42, такие как адгезивные планки, крепежные компоненты в виде крючков и петелек, взаимнозацепляющиеся крепежные элементы, такие как выступы и прорези, застежки, пуговицы, кнопки и/или гибридные крепежные компоненты, хотя в сущности также приемлемы любые другие известные крепежные механизмы. Зона 44 крепления обычно обеспечена на передней области талии изделия для разъемного крепления к ней крепежного элемента 42. Некоторые примеры систем поверхностного крепления раскрыты в US 3,848,594, US 4,662,875, US 4,846,815, US 4,894,060, US 4,946,527, US 5,151,092 и US 5,221,274 (Buell). Один из примеров системы крепления с взаимнозацепляющимися элементами раскрыт в US 6,432,098. Система крепления также может обеспечивать средства для удерживания изделия в конфигурации для утилизации, как раскрыто в US 4,963,140 (Robertson et al.).
Система крепления также может включать основную и вспомогательную системы крепления, как раскрыто в US 4,699,622, для уменьшения сдвига перекрывающихся частей или для улучшения прилегания, как раскрыто в US 5,242,436, US 5,499,978, US 5,507,736 и US 5,591,152.
Передние и задние язычки 46, 40
Как известно в данной области техники, абсорбирующее изделие может содержать передние язычки 46 и задние язычки 40. Язычки могут представлять собой неотъемлемую часть основания, например, они могут быть сформированы от верхнего листа и/или нижнего листа в виде боковой панели. Альтернативно, как показано на фиг. 12, они могут представлять собой отдельные элементы, прикрепленные посредством приклеивания и/или штампования горячим способом. Задние язычки 40 предпочтительно могут быть тянущимися для облегчения прикрепления ушек 42 к зоне 44 крепления и удерживания подгузников с ленточным креплением на месте вокруг талии пользователя. Передние язычки 46 также могут быть эластичными или тянущимися для обеспечения более комфортной и прилегающей посадки изделия посредством изначально соответствующей посадки абсорбирующего изделия на пользователя и успешного поддерживания такой посадки в течение определенного промежутка времени после заполнения абсорбирующего изделия продуктами выделения, поскольку эластичные язычки позволяют сторонам абсорбирующего изделия удлиняться и укорачиваться.
Барьерные ножные манжеты 34 и уплотняющие манжеты 32
Абсорбирующие изделия, такие как подгузники или трусики для приучения к горшку могут, как правило, дополнительно содержать компоненты, улучшающие прилегание изделия вокруг ног пользователя, в частности, барьерные ножные манжеты 34 и уплотняющие манжеты 32. Барьерные ножные манжеты 32 могут быть сформированы из куска материала, как правило нетканого, который частично скреплен с остальной частью изделия и может быть частично приподнят и, таким образом, стоять по отношению к плоскости, определенной верхним листом, когда пользователь носит изделие. Барьерные ножные манжеты 34 могут обеспечивать улучшенное удерживание жидкостей и других продуктов выделения тела приблизительно в точке соединения туловища и ног пользователя. Барьерные ножные манжеты 34 протяжены по меньшей мере частично между передней кромкой и задней кромкой абсорбирующего изделия на противоположных сторонах продольной оси и могут по меньшей мере частично присутствовать вблизи точки (С) промежности.
Барьерные ножные манжеты 34 могут быть ограничены проксимальной кромкой, соединенной с остальной частью изделия, как правило, с верхним листом и/или нижним листом, а также свободной концевой кромкой, предназначенной для контактирования и формирования уплотнения с кожей пользователя. Барьерные ножные манжеты 34 могут быть соединены на проксимальной кромке с основанием изделия посредством скрепления, которое может быть выполнено, например, посредством адгезивного скрепления, скрепления оплавлением или с помощью комбинирования известных способов скрепления. Скрепление на проксимальной кромке может быть непрерывным или прерывистым.
Барьерные ножные манжеты 34 могут быть выполнены за одно целое (т.е. выполнены из) с верхним листом или нижним листом, или они, как правило, могут быть сформированы из отдельного материала, прикрепленного к остальной части изделия. Как правило, материал барьерных ножных манжет может быть протяжен через всю длину изделия, однако при этом он "прикреплен приклеиванием" к верхнему листу в направлении к передней кромке и задней кромке изделия таким образом, что в этих секциях материал барьерной ножной манжеты остается расположенным вровень с верхним листом. Каждая барьерная ножная манжета 34 может содержать одну, две или более эластичных жил 35 вблизи данной свободной концевой кромки для обеспечения лучшего уплотнения.
В дополнение к барьерным ножным манжетам 34, изделие может содержать уплотняющие манжеты 32, сформированные в той же плоскости, что и основание абсорбирующего изделия, в частности, они могут быть по меньшей мере частично заключены между верхним листом и нижним листом и могут быть расположены снаружи в поперечном направлении относительно барьерных ножных манжет 34. Уплотняющие манжеты 32 могут обеспечивать лучшее уплотнение вокруг бедер пользователя. Обычно, каждая уплотняющая ножная манжета 32 содержит одну или более эластичных жил или эластичных элементов 33, содержащихся в основании подгузника, например, между верхним листом и нижним листом в области отверстий для ног.
В US 3,860,003 описан одноразовый подгузник, в котором обеспечено выполненное с возможностью сужения отверстие для ноги, содержащий боковой клапан и один или более эластичных элементов для обеспечения эластичной ножной манжеты (уплотняющей манжеты). В US 4,808,178 (Aziz) и US 4,909,803 (Aziz) описаны одноразовые подгузники, содержащие "стоячие" эластичные клапаны (барьерные ножные манжеты), которые улучшают удерживание в областях ног. В US 4,695,278 (Lawson) и US 4,795,454 (Dragoo) описаны одноразовые подгузники, содержащие двойные манжеты, включающие уплотняющие манжеты и барьерные ножные манжеты. Барьерные и/или уплотняющие манжеты могут быть обработаны лосьоном полностью или частично.
Эластичный элемент в области талии
Абсорбирующее изделие может также содержать по меньшей мере один эластичный элемент в области талии (не показан), который помогает в обеспечении улучшенной посадки изделия и улучшенного удерживания продуктов выделения. Эластичный элемент в области талии в сущности предназначен для эластичного удлинения и укорачивания с целью динамического прилегания к талии пользователя. Эластичный элемент в области талии предпочтительно протяжен по меньшей мере в продольном направлении наружу по меньшей мере от одной кромки области талии абсорбирующей сердцевины 28 и в сущности формирует по меньшей мере часть задней стороны абсорбирующего изделия. Одноразовые подгузники могут быть сконструированы таким образом, чтобы они имели два эластичных элемента в области талии - один, расположенный в передней области, и один, расположенный в задней области талии. Эластичный элемент в области талии может быть сконструирован в виде различных конфигураций, включая конфигурации, описанные в US 4,515,595, US 4,710,189, US 5,151,092 и US 5,221,274.
Взаимосвязь между слоями и компонентами
Как правило, смежные слои могут быть скреплены с использованием стандартного способа скрепления, такого как нанесение адгезивного покрытия посредством нанесения в виде полосок или посредством нанесения на всю или часть поверхности слоя, или термическое скрепление, или скрепление давлением, или комбинация данных способов. Большая часть скрепления между компонентами не показана на фигурах для ясности и разборчивости. При этом следует понимать, что между слоями изделия присутствует скрепление, если конкретно не указано иное. Для улучшения адгезии различных слоев, например, между нижним листом и оболочкой сердцевины могут быть использованы адгезивы. Используемые адгезивы могут представлять собой любые стандартные термоплавкие клеи, известные в данной области техники.
Если поглощающий слой 52 присутствует, может быть предпочтительно, чтобы этот поглощающий слой был больше, или по меньшей мере такого же размера, как и распределительный слой 54 в продольном и/или поперечном направлении. Таким образом, распределительный слой 54 может быть нанесен на поглощающий слой 52. Это упрощает процесс манипуляции, в частности, если поглощающий слой представляет собой нетканый материал, который может быть развернут из рулона заготовочного материала. Распределительный слой может также быть нанесен непосредственно на верхнюю сторону абсорбирующей сердцевины оболочки сердцевины или другой слой изделия. Также, поглощающий слой 52, больший чем распределительный слой, обеспечивает непосредственное приклеивание поглощающего слоя к сердцевине (на больших площадях). Это может обеспечить повышенную целостность изделия и лучшее жидкостное сообщение.
Абсорбирующая сердцевина и, в частности, ее один или более слоев абсорбирующего материала предпочтительно могут быть по меньшей мере такого же размера и длины, и предпочтительно по меньшей мере частично больше и/или длиннее, чем любой из слоев в поглотительно-распределительной системе (ADS). Это необходимо, поскольку абсорбирующий материал в абсорбирующей сердцевине 28 может, как правило, более эффективно удерживать текучее вещество и обеспечивать благоприятный эффект в виде сухости на большей площади, чем ADS. Абсорбирующее изделие может иметь прямоугольную область 8 нанесения абсорбирующего материала и непрямоугольную (фигурную) ADS. Абсорбирующее изделие может также иметь прямоугольную (не фигурную) ADS и прямоугольный слой абсорбирующего материала 8.
Способ изготовления
Абсорбирующее изделие согласно настоящему изобретению может быть изготовлено с помощью любых стандартных способов, известных в данной области. В частности, изделия могут быть изготовлены вручную или промышленным способом на высокой скорости на современной линии преобразования. Абсорбирующий конструктивный элемент и абсорбирующая сердцевина согласно настоящему изобретению могут быть, в частности, изготовлены с помощью адаптации способа, в сущности раскрытого в WO 2008/155699 применительно к изготовлению абсорбирующих слоев, но с некоторыми изменениями. Этот способ схематически показан на фиг. 13.
Первый печатающий блок 134 для изготовления абсорбирующего конструктивного элемента в соответствии с первым воплощением настоящего изобретения показан с левой стороны на фиг. 13. Первый печатающий блок 134 содержит аппликатор 148 вспомогательного клея для нанесения вспомогательного клея 72 на основу 16, первый выполненный с возможностью вращения опорный цилиндр 152 для приема первой основы 16, первый бункер 154 для удерживания и дозирования абсорбирующего полимерного материала в форме частиц, первый печатный цилиндр 156 для нанесения абсорбирующего полимерного материала в форме частиц на выступающие участки 75 из бункера 154 на область 73 нанесения на основе 16 и аппликатор 158 первого термопластичного адгезивного материала для нанесения волокнистого термопластичного агдезивного материала 74. Аппликатор 148 вспомогательного клея может представлять собой систему форсунок, которая может обеспечивать относительно тонкую, но широкую завесу термопластичного адгезивного материала, как раскрыто в WO 2008/155699, однако он также может альтернативно и предпочтительно содержать устройство нанесения со щелевой головкой для одновременного нанесения нескольких полос вспомогательного клея 72 в продольном направлении вдоль ширины основы. Аппликатор вспомогательного клея может быть оснащен коллектором, который периодически останавливает доставку вспомогательного клея, таким образом, слой вспомогательного клея не наносится или наносится в меньшем количестве в области основы, соответствующей зонам с меньшим количеством абсорбирующего материала. Печатный цилиндр 156 для нанесения SAP и аппликатор 158 для нанесения слоя волокнистого адгезива могут представлять собой элементы, более подробно описанные в WO 2008/155699.
Абсорбирующий конструктивный элемент 70, полученный с помощью печатающего блока 134, может быть размещен непосредственно поверхностью к поверхности со второй основой 16', или может быть скомбинирован со вторым абсорбирующим конструктивным элементом 70' с образованием абсорбирующей сердцевины. Этот второй абсорбирующий конструктивный элемент 70' затем может быть сформирован на втором печатающем блоке 132, как показано с правой стороны фиг. 13, который может быть в сущности идентичен первому печатающему блоку 134. Второй печатающий блок 132 может содержать второй аппликатор 136 вспомогательного клея, который может представлять собой устройство нанесения со щелевой головкой, предназначенное для нанесения вспомогательного клея на основу 16', второй выполненный с возможностью вращения опорный цилиндр 140 для приема основы 16', второй бункер 142 для удерживания абсорбирующего полимерного материала в форме частиц, второй печатный цилиндр 144 для переноса абсорбирующего полимерного материала в форме частиц на основу 16', и аппликатор 146 термопластичного адгезивного материала, предназначенный для нанесения термопластичного волокнистого адгезивного материала 74' на основу 16' и выступающие участки 75' абсорбирующего полимера в форме частиц на ней.
Абсорбирующие конструктивные элементы могут быть скомбинированы, например, посредством приложения давления в зазоре между указанными двумя опорными цилиндрами 140, 152. Продольные боковые скрепления 284, 286 могут быть сформированы, например, в виде С-образной оболочки с помощью направляющего валика 160, формирующего скрепление. Абсорбирующие сердцевины 28 затем могут быть индивидуализированы посредством формирования переднего и заднего концевых скреплений и разрезания полотна материала сердцевины через необходимые интервалы. Непрерывный поток абсорбирующих сердцевин затем может быть интегрирован в процесс преобразования при изготовлении абсорбирующего изделия.
Процедуры испытаний
Приведенные в настоящем документе значения измеряют в соответствии со способами, раскрытыми в настоящем документе ниже, если не указано иное. Все измерения проводят при температуре 21±2°С и относительной влажности (RH) 50±20%, если не указано иное. Все образцы должны быть выдержаны по меньшей мере 24 часа в этих условиях для уравновешивания перед проведением испытаний, если не указано иное. Все измерения должны быть воспроизведены, если возможно, по меньшей мере на 4 образцах, и показано полученное среднее значения, если не указано иное.
Удерживающая способность на центрифуге (CRC)
Метод CRC измеряет количество жидкости, поглощенной суперабсорбирующими полимерными частицами при свободном набухании в условиях избытка жидкости. CRC измеряется согласно методу EDANA WSP 241.2-05. Испытание на определение толщины сухой абсорбирующей сердцевины
Это испытание может использоваться для измерения толщины абсорбирующей сердцевины (перед применением, т.е. без ее заполнения текучим веществом) стандартизированным способом.
Оборудование: Ручной измеритель толщины фирмы Mitutoyo с точностью 0,01 мм или эквивалентный инструмент.
Контактная площадка: Плоская круглая площадка диаметром 17,0 мм (±0,2 мм). Круглый груз может быть размещен на площадке (например, груз с прорезью для обеспечения использования вокруг штанги инструмента) для обеспечения целевой массы. Общая масса площадки и добавленного груза (включая штангу) выбрана таким образом, чтобы на образец обеспечивалось давление 2,07 кПа (0,30 фунт./кв. дюйм).
Измеритель толщины прикрепляют к нижней поверхности контактной площадки в горизонтальной плоскости таким образом, чтобы нижняя поверхность контактной площадки контактировала с центром плоской горизонтальной верхней поверхности основной пластины размером приблизительно 20×25 см. Измеритель обнуляют, при этом контактная площадка опирается на основную пластину.
Линейка: откалиброванная металлическая линейка, градуированная в миллиметрах.
Секундомер: точность 1 секунда
Приготовление образца: Сердцевину выдерживают по меньшей мере в течение 24 часов в условиях, указанных выше.
Процедура измерения: Сердцевину укладывают в плоском состоянии, при этом верхнюю сторону, т.е. сторону, предназначенную для размещения в направлении к пользователю в готовом изделии, обращают вверх. Точку измерения (например, точку С промежности) аккуратно отмечают на верхней стороне сердцевины, заботясь о том, чтобы не сжать и не деформировать сердцевину.
Контактную площадку измерителя толщины приподнимают и сердцевину размещают в плоском состоянии на основной пластине измерителя толщины, при этом верхняя сторона сердцевины обращена вверх, при этом при опускании центр площадки оказывается на отмеченной точке измерения.
Площадку аккуратно опускают на изделие и отпускают (при этом обеспечивая калибровку в "0" перед началом измерения). Значение толщины считывают с точностью до 0,01 мм по истечении 10 секунд после отвода площадки.
Данную процедуру повторяют в каждой точке измерения. Если в точке измерения присутствует сгиб, измерение проводят в области, расположенной ближе всего к точке измерения, но в которой нет никаких сгибов. Таким способом измеряют десять изделий для заданного товара, и среднюю толщину вычисляют и регистрируют с точностью до одной десятой миллиметра.
Испытание на определение толщины абсорбирующего изделия
Испытание на определение толщины абсорбирующего изделия может быть выполнено подобно испытанию на определение толщины сухой абсорбирующей сердцевины, за исключением того, что вместо толщины сердцевины измеряют толщину готового абсорбирующего изделия. Точка измерения может находиться в точке пересечения продольной оси 80 и поперечной оси 90 абсорбирующего изделия или в любых других точках изделия. Если абсорбирующие изделия обеспечены в сложенном состоянии и/или в упаковке, измеряемые изделия разгибают и/или извлекают из центральной области упаковки. Если упаковка содержит более 4 изделий, два самые наружные изделия с каждой стороны упаковки при испытании не используются. Если упаковка содержит более 4, но менее 14 изделий, тогда для завершения испытания требуется более одной упаковки изделий. Если упаковка содержит 14 или более изделий, тогда для осуществления испытания требуется лишь одна упаковка изделий. Если упаковка содержит 4 или менее изделий, тогда измерения проводят применительно ко всем изделиям из упаковки, при этом для осуществления измерения требуется множество упаковок. Показания толщины должны сниматься в течение 24±1 час после того, как изделие было извлечено из упаковки, разогнуто и выдержано в заданных условиях окружающей среды. Физические манипуляции с изделием должны быть минимальными и ограничены исключительно операциями, необходимыми для подготовки образца.
Любые эластичные компоненты изделия, препятствующие нахождению изделия в плоском состоянии под площадкой измерителя, должны быть отрезаны или удалены. Такие компоненты могут включать ножные манжеты или пояса. При необходимости, изделия в виде трусов раскрывают или разрезают вдоль боковых швов. Прикладывают достаточное натяжение для распрямления каких-либо сгибов/неровностей. Соблюдают осторожность, чтобы не касаться и/или сжимать область измерения.
Пример
Один из примеров абсорбирующего конструктивного элемента согласно первому воплощению настоящего изобретения и примерно соответствующий схематическому изображению, показанному на фиг. 1, может быть изготовлен следующим образом. Основа может представлять собой, например, основу длиной 390 мм и шириной 130 мм из нетканого материала SMS с базовым весом 10 г/м2. Вспомогательный клей (например, термоплавкий адгезив Fuller 1286 или 1358) может быть нанесен с помощью устройства со щелевой головкой в виде комбинации из 55 полос шириной 1 мм с расстоянием 1 мм между полосами на протяжении ширины приблизительно 110 мм. Полосы могут начинаться на расстоянии 105 мм от передней кромки основы и быть протяжены на расстояние до 140 мм от задней кромки основы на общую длину 145 мм. Общее количество вспомогательного клея на основе может составлять, например, 0,080 г (80 мг). Альтернативно также возможно нанесение вспомогательного клея на протяжении более короткой ширины, например, в виде 41 полосы шириной 1 мм с расстоянием между полосами 1 мм на протяжении ширины приблизительно 80 мм для области нанесения вспомогательного клея. Область нанесения может быть отцентрована по продольной центральной линии основы.
Суперабсорбирующий полимер в форме частиц может быть нанесен в виде прямоугольных выступающих участков на основу, ориентированных в поперечном направлении (х) основы, как показано на фиг. 1, каждый из которых имеет приблизительный размер 10 мм (ширина) на ПО мм (длина). Первый выступающий участок может начинаться на расстоянии 15 мм от передней кромки основы. Устьеобразный участок, отделяющий каждый выступающий участок, может иметь длину приблизительно 1-2 мм. Последний выступающий участок может быть расположен на расстоянии 15 мм от задней кромки основы, таким образом обеспечивая основу приблизительно тридцатью выступающими участками SAP. Количество SAP в каждом контактном участке может отличаться, с тем чтобы обеспечить зоны с более низким содержанием и зоны с более высоким содержанием абсорбирующего материала. Область нанесения SAP условно разделена на 8 зон, как показано на фиг. 1 и 2, при этом каждая зона в данном примере имеет длину 45 мм и содержит приблизительно четыре выступающих участка SAP. Общее количество SAP в конструктивном элементе составляло приблизительно 6,75 г, таким образом среднее количество SAP составляет 0,844 г (6,75 / 8) на зону по всей области нанесения SAP. Распределение SAP для каждой зоны, таким образом, может быть следующим:
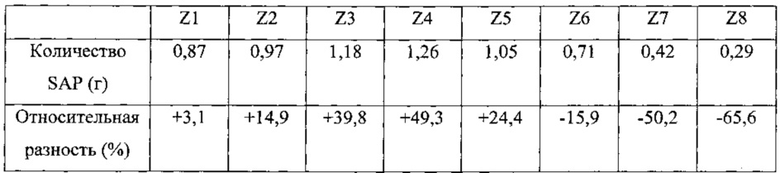
Относительная разность в процентах представляет собой реальное количество SAP в зоне за вычетом среднего количества в 8 зонах, деленное на среднее количество и умноженное на 100 (в данном примере =(х-0,844)/0,844*100), где х - количество SAP в рассматриваемой зоне, а 0,844 г - среднее количество.
Зона 7 и зона 8 содержат количество абсорбирующего материала, которое по меньшей мере на 20% по весу меньше, чем среднее количество (минус 50,2% и минус 65,6% соответственно), и таким образом являются зонами с более низким содержанием абсорбирующего материала, как указано в настоящем документе. Зоны 3, 4 и 5 представляют собой зоны с более высоким содержанием абсорбирующего материала, содержащие количество абсорбирующего материала, большее, чем на 20% по весу, чем среднее количество.
Общее количество вспомогательного клея в конструктивном элементе может составлять 80 мг, таким образом среднее арифметическое составляет 10 мг (80/8) для каждой зоны. Реальное распределение в указанных зонах может быть следующим, причем относительные разности рассчитаны посредством вычитания среднего количества из реального количества и деления полученного результата на среднее количество (=(у-10)/10*100), где y - реальное количество:
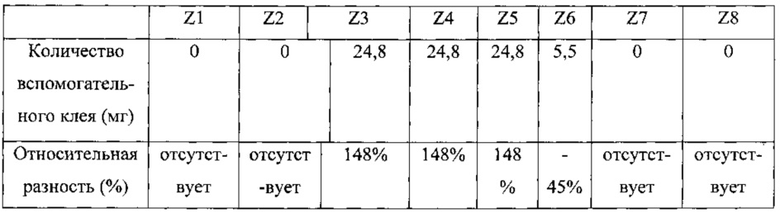
Область нанесения вспомогательного клея присутствует в зонах 3, 4, 5 и 6 нанесения абсорбирующего материала и отсутствует в зонах 1, 2, 7 и 8. Зона Z6 содержит относительно небольшое количество вспомогательного клея, по сравнению с зонами Z3, Z4, Z5. В этом примере зоны (Z7, Z8) с более низким содержанием абсорбирующего материала не содержат нанесенного на них вспомогательного клея, при этом зоны (Z3, Z4, Z5) с более высоким содержанием абсорбирующего материала содержат нанесенный на них вспомогательный клей. В качестве альтернативы, также возможно нанесение вспомогательного клея в первых двух зонах Z1 и Z2, а также в остальной части Z6 в дополнение к зонам Z3-Z6, как было раскрыто выше, поскольку эти зоны Z1 и Z2, хотя и не являются зонами с более высоким содержанием SAP, они также не являются зонами с более низким содержанием SAP. При сохранении общего количества вспомогательного клея, составляющим 80 мг для всего абсорбирующего конструктивного элемента, распределение вспомогательного клея в указанных зонах выглядит следующим образом:
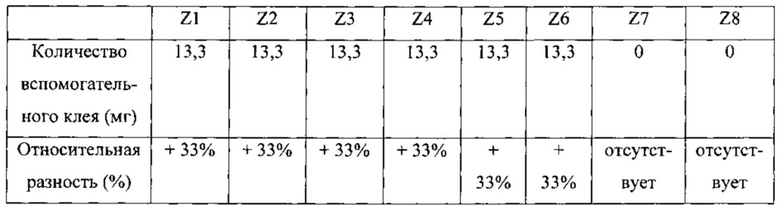
В этой альтернативе только зоны Z7 и Z8 не содержат вспомогательного клея.
В целом, волокнистый термопластичный слой (например, термоплавкий адгезив NW1151ZP от Fuller) может быть равномерно распылен с обеспечением базового веса 5 г/м2, с тем чтобы покрыть всю область нанесения абсорбирующего материала, останавливаясь, например, на расстоянии 5 мм от каждой поперечной стороны основы (как показано на фиг. 1), с образованием абсорбирующего конструктивного элемента согласно настоящему изобретению.
Описанный выше абсорбирующий конструктивный элемент может быть скомбинирован со вторым абсорбирующим конструктивным элементом, характеризующимся в сущности аналогичным распределением выступающих участков и устьеобразных участков, и нанесением адгезива. Выступающие участки каждой соответствующей основы могут быть скомбинированы со смещением, например, приблизительно 5 мм в продольном направлении таким образом, чтобы выступающие участки одного конструктивного элемента были отцентрованы на устьеобразных участках другого конструктивного элемента. Это обеспечивает формирование комбинированной, в сущности сплошной области абсорбирующего материала. Вторая основа может быть шире (например, 165 мм), чем первая основа, при этом протяженные в поперечном направлении от второй основы боковые клапаны могут быть сформированы или сложены вокруг продольных кромок сердцевины и внешней поверхности первой основы с образованием С-образной оболочки на продольных сторонах сердцевины, при этом одна или несколько тонких линий адгезива наносятся в продольном направлении на указанных клапанах для фиксации скрепления. Поперечные передний и задний концы обеих основ могут быть склеены поверхностью к поверхности с формированием поперечных скреплений.
Размеры и значения, раскрытые в данной заявке, не следует понимать как строго ограниченные указанными точными числовыми значениями. Наоборот, если не указано иначе, каждый такой размер следует подразумевать и как указанное значение, и как функционально эквивалентный диапазон, охватывающий данное значение. Например, размер, указанный как "40 мм", следует понимать, как "приблизительно 40 мм".
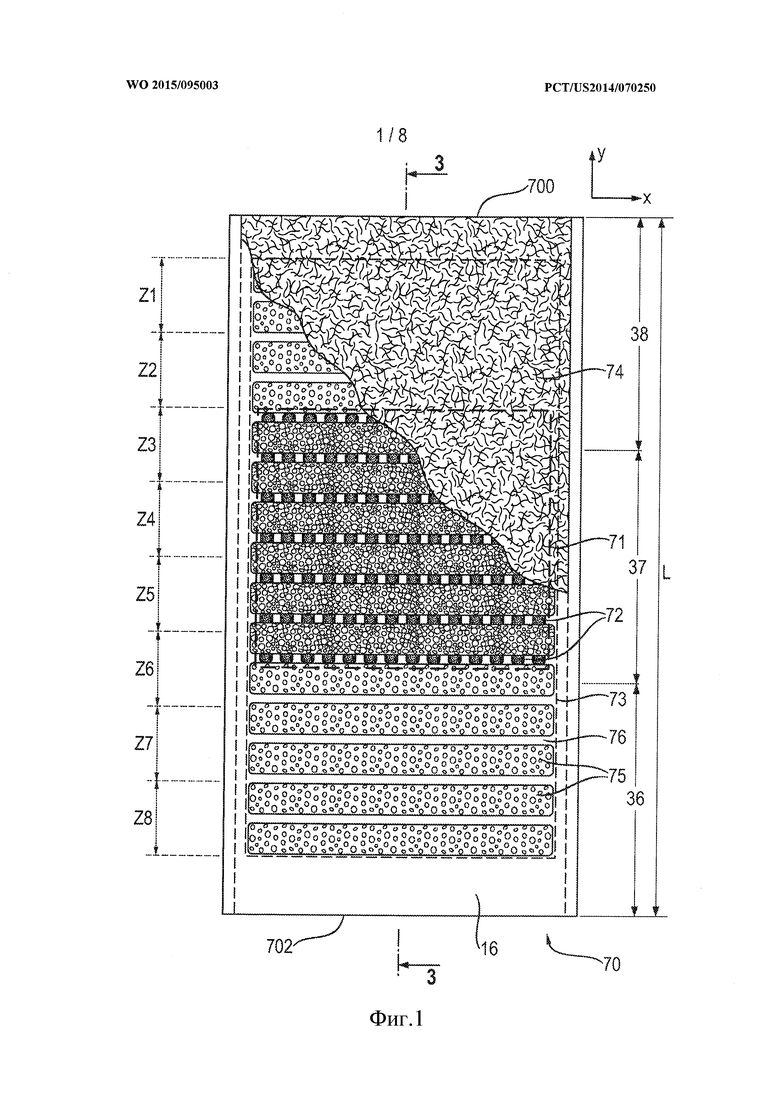
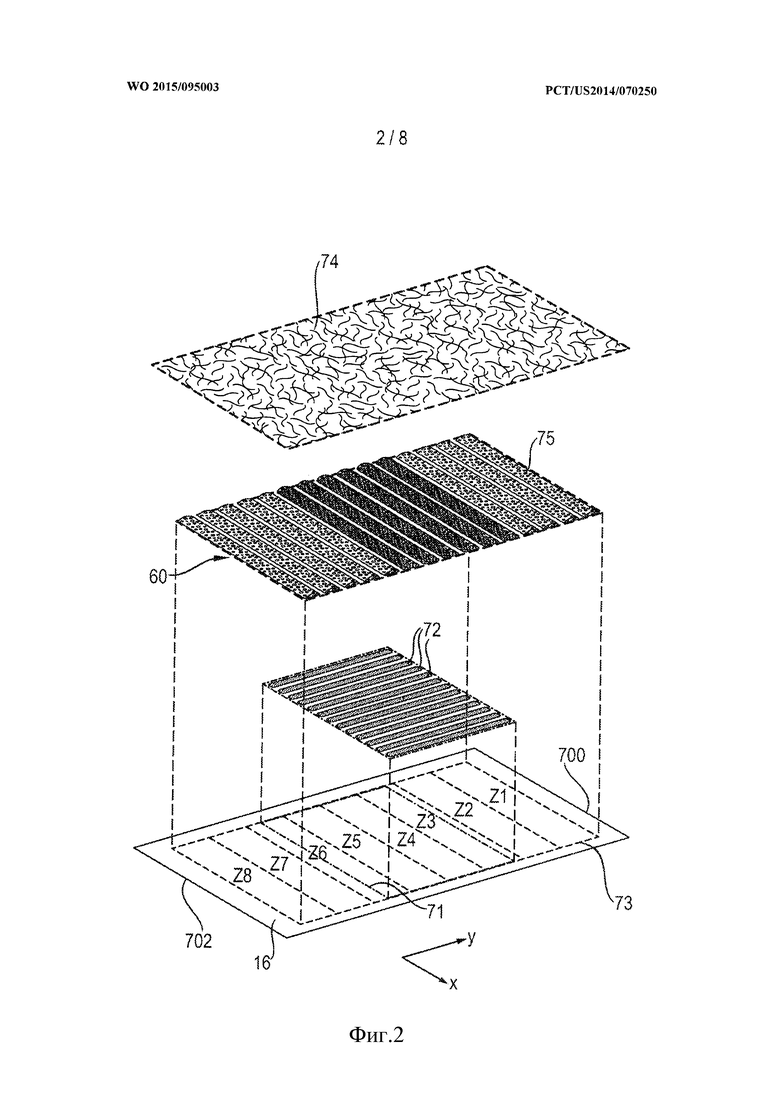
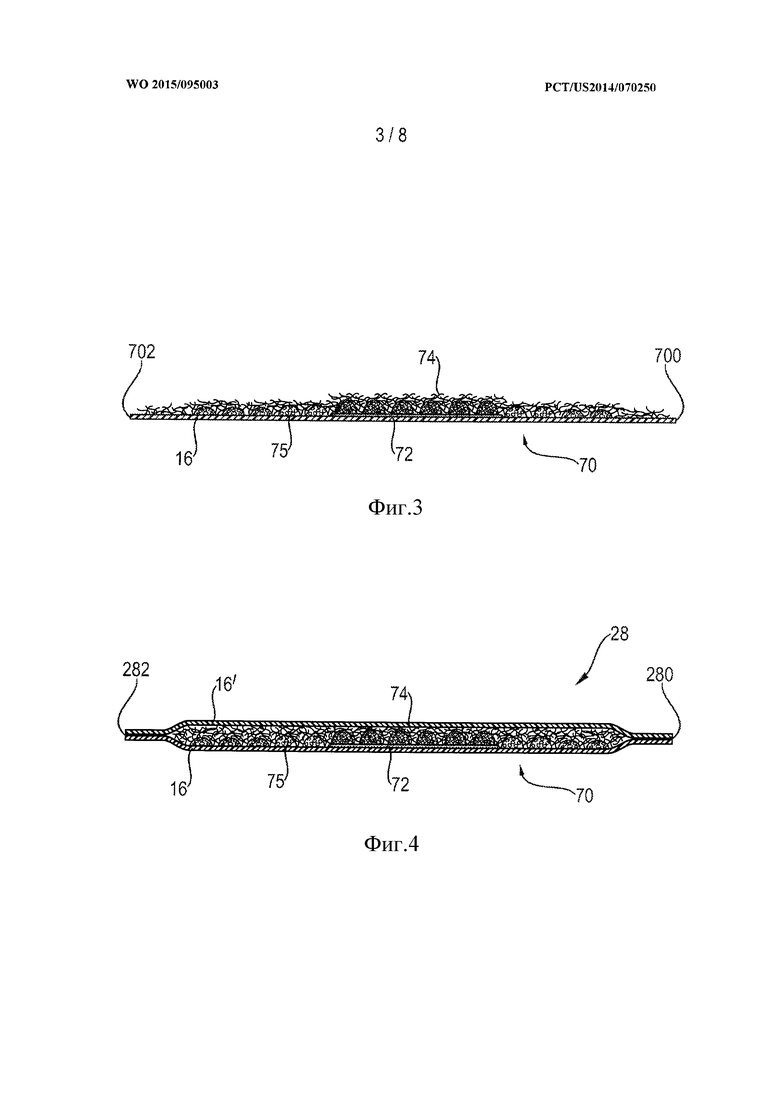
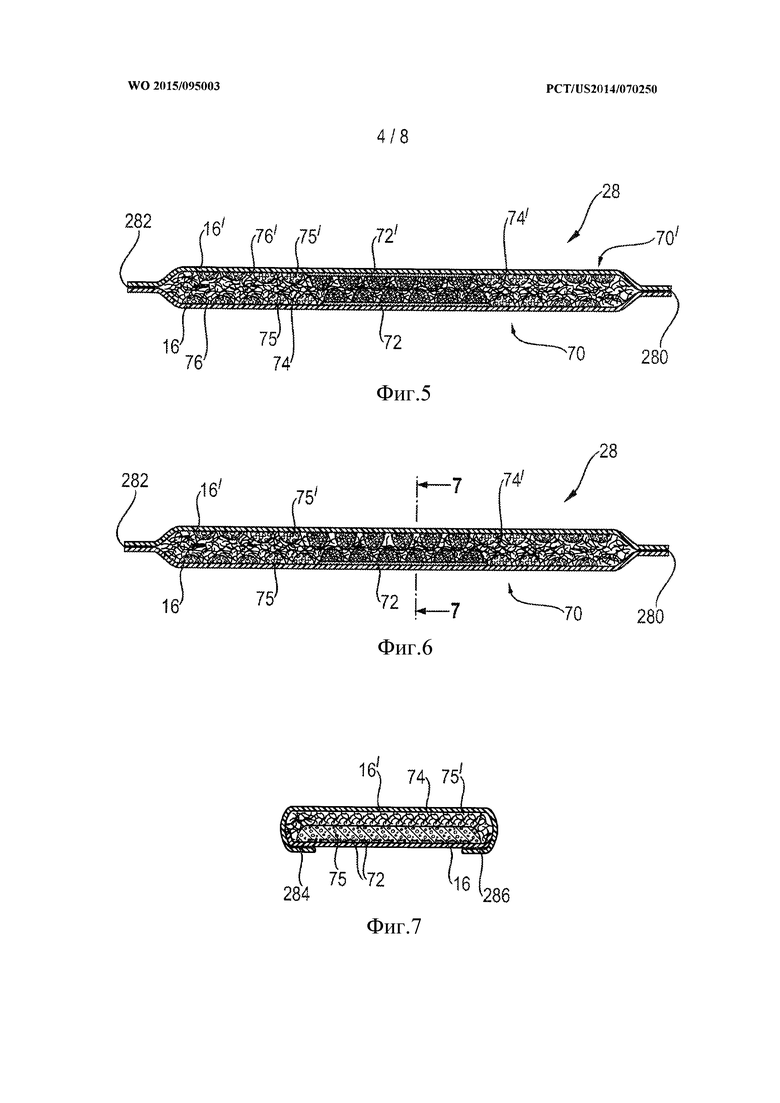
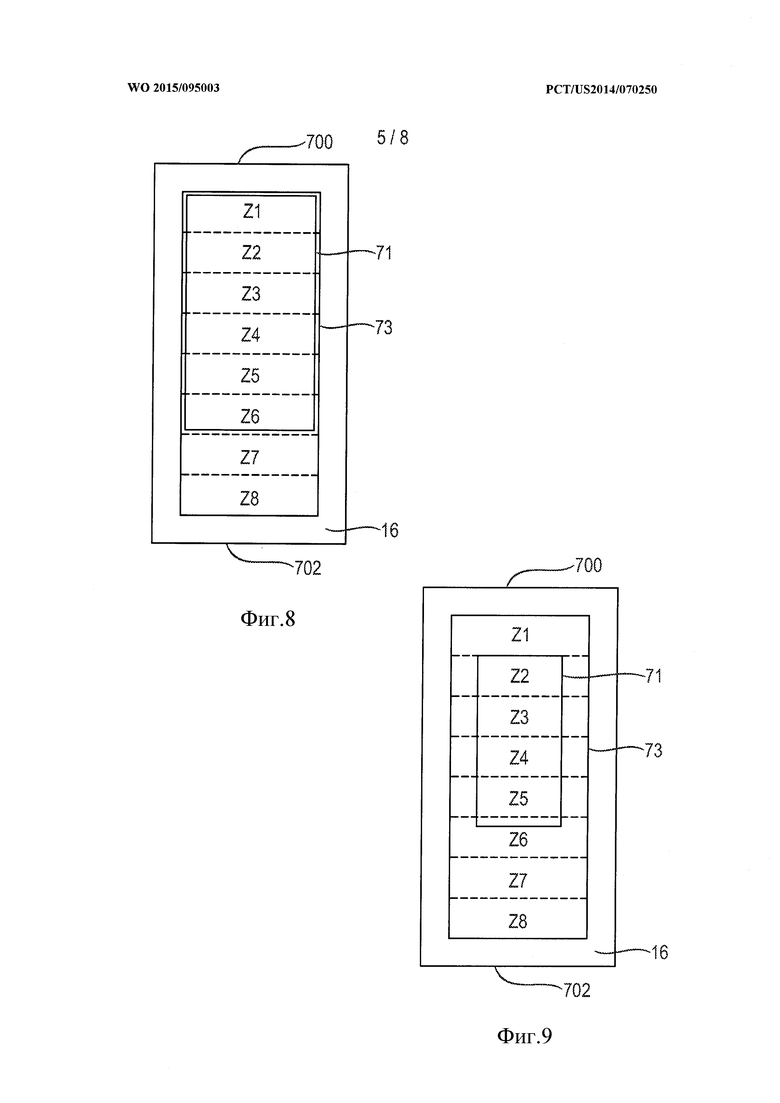
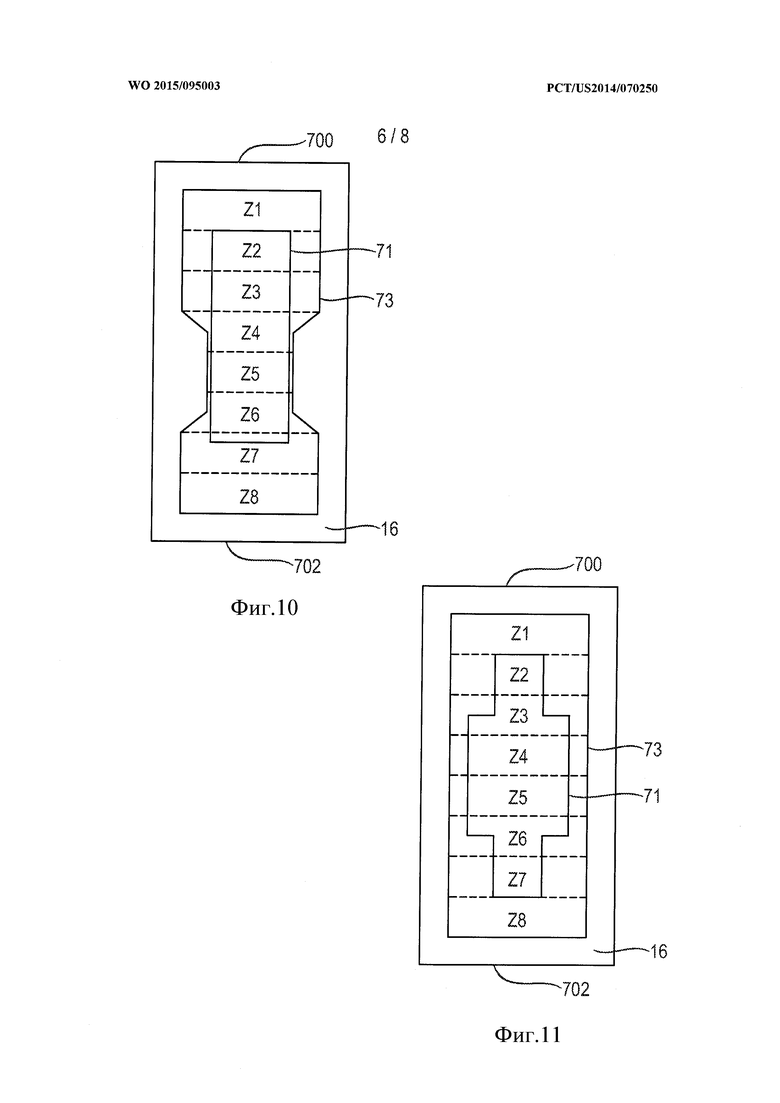
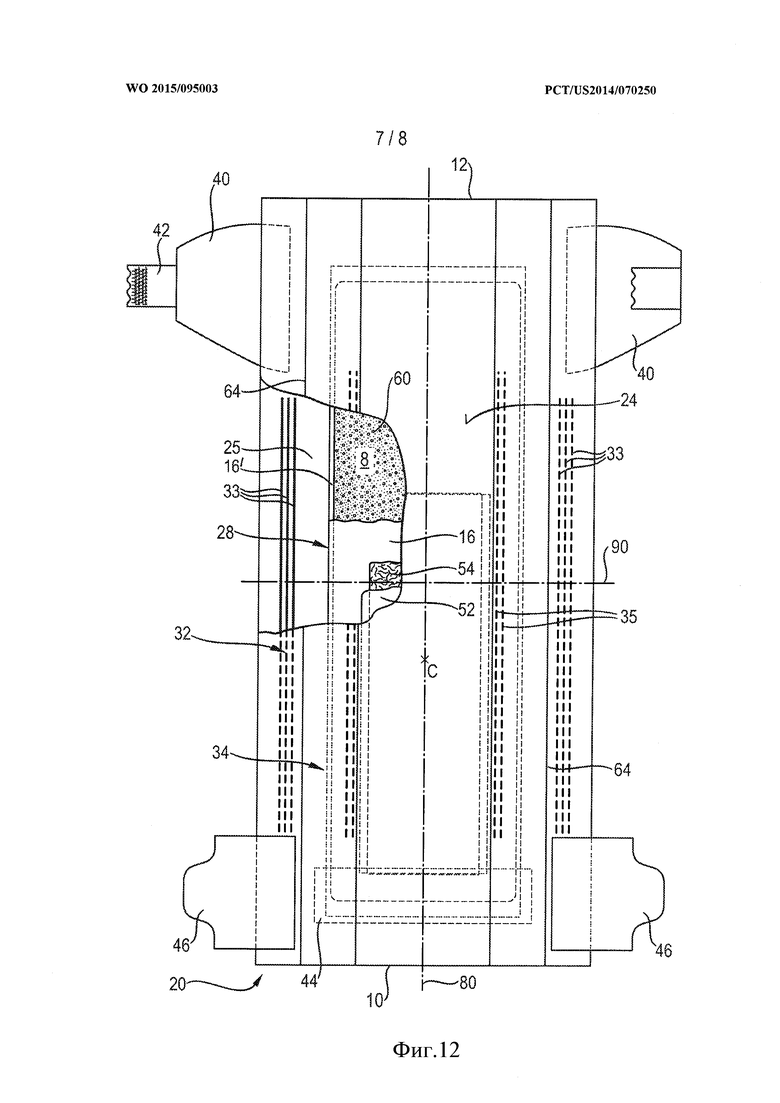
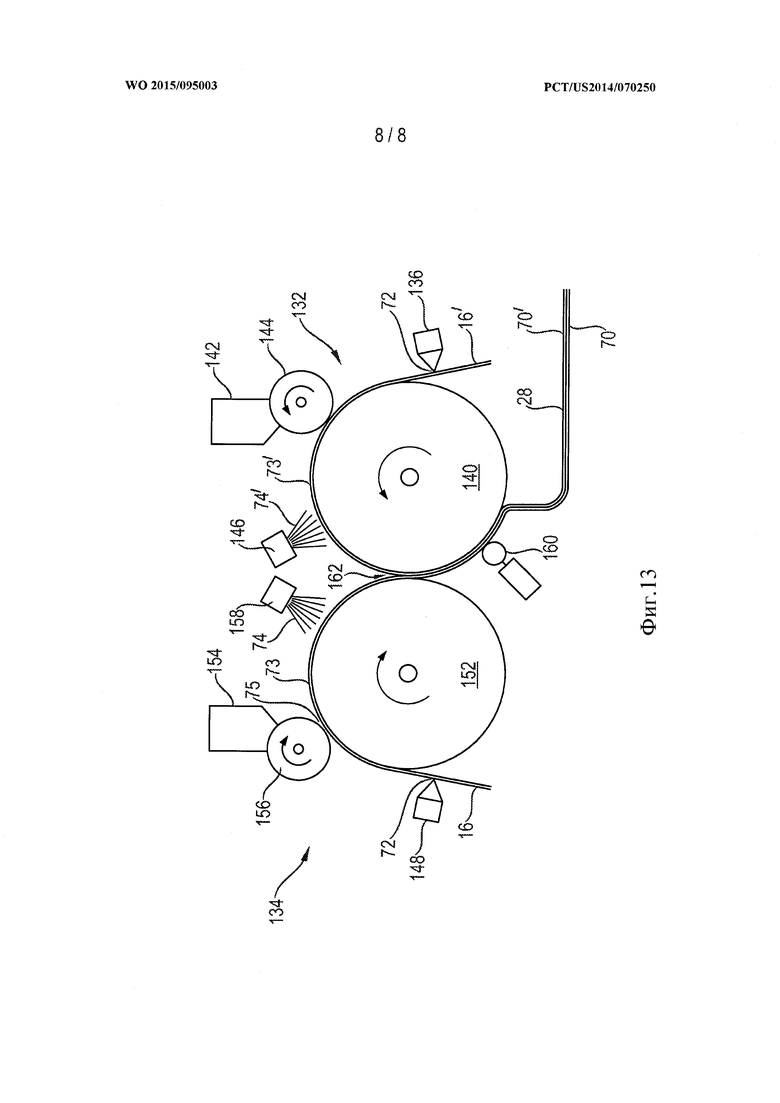
Абсорбирующий конструктивный элемент (70) содержит в сущности плоскую основу (16), вспомогательный клей (72), нанесенный непосредственно на основу (16) на область (71) нанесения вспомогательного клея, абсорбирующий материал, содержащий суперабсорбирующие частицы в количестве от 80% до 100% по весу, нанесенные на основу на область (73) нанесения абсорбирующего материала, содержащую комбинацию выступающих участков (75) абсорбирующего материала с отделяющими их друг от друга устьеобразными участками (76), не содержащими абсорбирующего материала, при этом область нанесения абсорбирующего материала может быть условно разделена вдоль продольного направления на восемь зон (Z1-Z8) нанесения одинаковой длины. Слой (74) волокнистого термопластичного адгезива покрывает по меньшей мере некоторые из выступающих участков и по меньшей мере некоторые из устьеобразных участков, не содержащих абсорбирующего материала, чтобы тем самым обеспечить иммобилизацию по меньшей мере некоторой части абсорбирующего материала на основе. Абсорбирующий материал распределен вдоль продольного направления конструктивного элемента таким образом, что по меньшей мере одна из восьми зон нанесения представляет собой зону (Z1, Z2, Z7, Z8) с меньшим содержанием абсорбирующего материала, при этом по меньшей мере в одной из этих зон (Z1, Z2, Z7, Z8) с меньшим содержанием абсорбирующего материала вспомогательный клей (71) отсутствует или присутствует в количестве, по меньшей мере на 50% по весу меньшем, чем среднее количество вспомогательного клея. Абсорбирующий конструктивный элемент может быть выполнен в абсорбирующей сердцевине для абсорбирующих изделий, таких как подгузники. 4 н. и 15 з.п. ф-лы, 13 ил., 3 табл.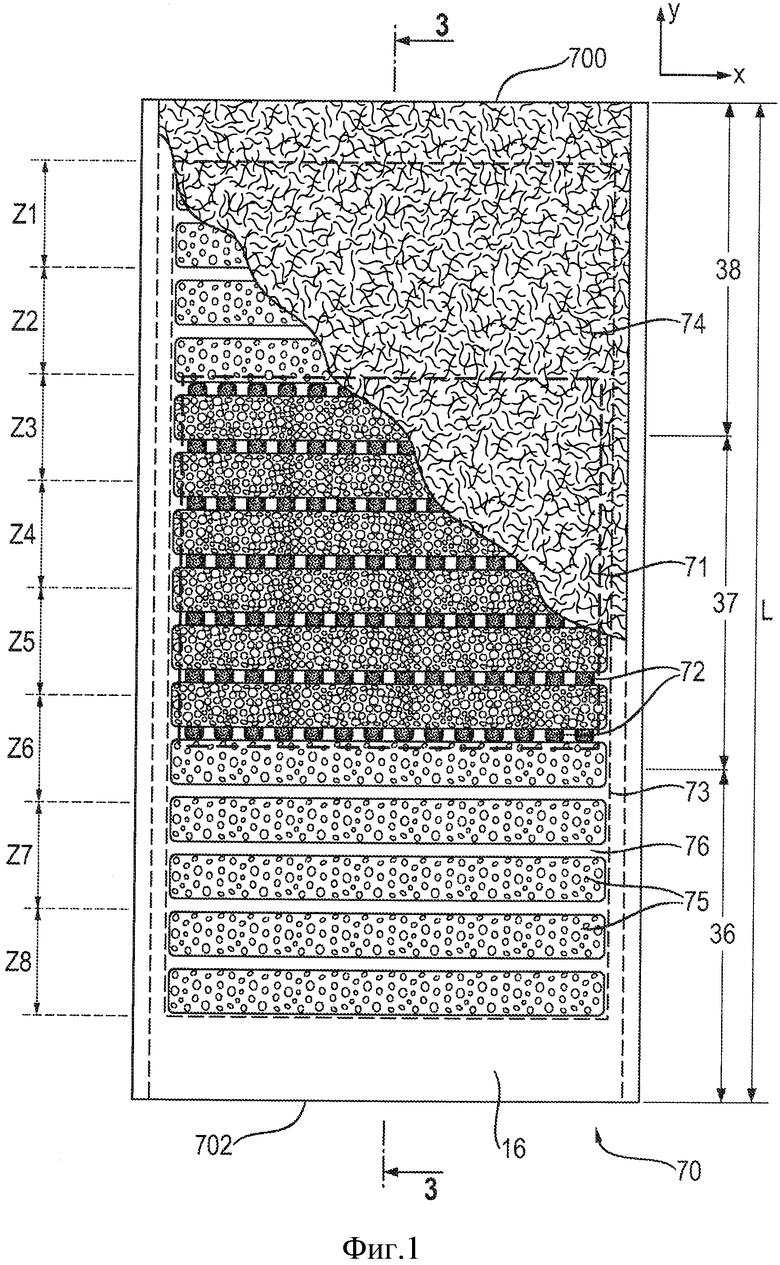
1. Абсорбирующий конструктивный элемент, содержащий:
- в сущности плоскую основу, протяженную в поперечном направлении и продольном направлении,
- вспомогательный клей, нанесенный непосредственно на основу на область нанесения вспомогательного клея,
- абсорбирующий материал, содержащий суперабсорбирующие полимерные частицы в количестве от приблизительно 80% до приблизительно 100% по весу, нанесенные на основу на область нанесения абсорбирующего материала, содержащую комбинацию выступающих участков абсорбирующего материала с отделяющими их друг от друга устьеобразными участками, не содержащими абсорбирующего материала, при этом область нанесения абсорбирующего материала содержит вдоль продольного направления восемь зон нанесения одинаковой длины; и
- слой волокнистого термопластичного адгезива, покрывающий по меньшей мере некоторые из выступающих участков и по меньшей мере некоторые из устьеобразных участков, не содержащих абсорбирующего материала, с обеспечением иммобилизации по меньшей мере некоторой части абсорбирующего материала на основе;
при этом количество абсорбирующего материала распределено вдоль продольного направления конструктивного элемента, при этом по меньшей мере одна из восьми зон нанесения представляет собой зону с меньшим содержанием абсорбирующего материала, характеризующуюся количеством абсорбирующего материала, по меньшей мере на 20% по весу меньшим, чем среднее количество абсорбирующего материала в восьми зонах нанесения, при этом по меньшей мере в одной из зон с меньшим содержанием абсорбирующего материала вспомогательный клей отсутствует или присутствует в количестве, по меньшей мере на 50% по весу меньшем, чем среднее количество вспомогательного клея в восьми зонах нанесения.
2. Абсорбирующий конструктивный элемент по п. 1, в котором по меньшей мере одна из восьми зон нанесения представляет собой зону с более высоким содержанием абсорбирующего материала, характеризующуюся количеством абсорбирующего материала, по меньшей мере на 20% большим, чем среднее количество абсорбирующего материала в указанных восьми зонах нанесения, при этом вспомогательный клей присутствует по меньшей мере в одной из этих зон с более высоким содержанием абсорбирующего материала.
3. Абсорбирующий конструктивный элемент по п. 1, в котором по меньшей мере одна зона с более низким содержанием абсорбирующего материала расположена в задней трети конструктивного элемента в продольном направлении.
4. Абсорбирующий конструктивный элемент по п. 1, в котором вспомогательный клей нанесен в виде множества полос, протяженных в продольном направлении.
5. Абсорбирующий конструктивный элемент по п. 4, в котором указанное множество полос, протяженных в продольном направлении, характеризуются пространственным разнесением в поперечном направлении, составляющим от приблизительно 0,5 мм до приблизительно 4 мм.
6. Абсорбирующий конструктивный элемент по п. 5, в котором указанные полосы имеют ширину от приблизительно 0,5 мм до приблизительно 3 мм.
7. Абсорбирующий конструктивный элемент по п. 1, в котором область нанесения вспомогательного клея имеет площадь, составляющую не более приблизительно 80% площади области нанесения абсорбирующего материала.
8. Абсорбирующий конструктивный элемент по п. 7, в котором область нанесения вспомогательного клея имеет площадь, составляющую не более приблизительно 70% площади области нанесения абсорбирующего материала.
9. Абсорбирующий конструктивный элемент по п. 1, в котором область нанесения вспомогательного клея имеет площадь, составляющую по меньшей мере приблизительно 20% площади области нанесения абсорбирующего материала.
10. Абсорбирующая сердцевина, содержащая первый абсорбирующий конструктивный элемент, содержащий:
- в сущности плоскую основу, протяженную в поперечном направлении и продольном направлении,
- вспомогательный клей, нанесенный непосредственно на основу на область нанесения вспомогательного клея,
- абсорбирующий материал, содержащий суперабсорбирующие полимерные частицы в количестве от приблизительно 80% до приблизительно 100% по весу, нанесенные на основу на область нанесения абсорбирующего материала, содержащую комбинацию выступающих участков абсорбирующего материала с отделяющими их друг от друга устьеобразными участками, не содержащими абсорбирующего материала, при этом область нанесения абсорбирующего материала содержит вдоль продольного направления восемь зон нанесения одинаковой длины; и
- слой волокнистого термопластичного адгезива, покрывающий по меньшей мере некоторые из выступающих участков и по меньшей мере некоторые из устьеобразных участков, не содержащих абсорбирующего материала, с обеспечением иммобилизации по меньшей мере некоторой части абсорбирующего материала на основе;
при этом количество абсорбирующего материала распределено вдоль продольного направления конструктивного элемента, при этом по меньшей мере одна из восьми зон нанесения представляет собой зону с меньшим содержанием абсорбирующего материала, характеризующуюся количеством абсорбирующего материала, по меньшей мере на 20% по весу меньшим, чем среднее количество абсорбирующего материала в восьми зонах нанесения, при этом по меньшей мере в одной из зон с меньшим содержанием абсорбирующего материала вспомогательный клей отсутствует или присутствует в количестве, по меньшей мере на 50% по весу меньшем, чем среднее количество вспомогательного клея в восьми зонах нанесения, и
вторую основу, соединенную с основой первого абсорбирующего конструктивного элемента, при этом обе основы образуют оболочку сердцевины, обхватывающую абсорбирующий материал абсорбирующей сердцевины.
11. Абсорбирующая сердцевина по п. 10, характеризующаяся тем, что содержит второй абсорбирующий конструктивный элемент, причем второй абсорбирующий конструктивный элемент содержит:
вторую основу,
второй абсорбирующий материал, содержащий суперабсорбирующие частицы в количестве от приблизительно 80% до приблизительно 100% по весу и нанесенный в виде комбинации из выступающих участков абсорбирующего материала, разделенных устьеобразными участками, не содержащими абсорбирующего материала, на вторую основу,
второй слой волокнистого термопластичного адгезива, расположенный покрывающим по меньшей мере некоторые из выступающих участков и не содержащих абсорбирующего материала устьеобразных участков второго абсорбирующего материала, с обеспечением иммобилизации по меньшей мере некоторой части второго абсорбирующего материала на второй основе;
при этом первый абсорбирующий конструктивный элемент и второй абсорбирующий конструктивный элемент соединены и первая основа и вторая основа вместе образуют оболочку сердцевины, обхватывающую указанные первый и второй абсорбирующие материалы.
12. Абсорбирующая сердцевина по п. 11, в которой первый абсорбирующий конструктивный элемент и второй абсорбирующий конструктивный элемент соединены вместе, при этом соответствующие комбинации выступающих участков и устьеобразных участков указанных двух абсорбирующих конструктивных элементов смещены друг относительно друга, при этом скомбинированный слой абсорбирующего материала является в сущности сплошным.
13. Абсорбирующая сердцевина по п. 10, в которой первая основа и вторая основа скреплены на периферии сердцевины посредством по меньшей мере одного поперечного концевого скрепления и/или по меньшей мере одного продольного бокового скрепления.
14. Абсорбирующая сердцевина по п. 13, в которой первая основа и вторая основа скреплены на периферии сердцевины посредством по меньшей мере одного поперечного концевого скрепления и/или по меньшей мере одного продольного бокового скрепления.
15. Абсорбирующая сердцевина по п. 10, в которой по меньшей мере одна из основ представляет собой нетканый слой.
16. Абсорбирующая сердцевина по п. 15, в которой основа содержит слои из компонентов спанбонд и мелтблаун, выполненные как нетканые слои SMS или SMMS.
17. Абсорбирующее изделие для личной гигиены, при этом изделие содержит:
проницаемый для жидкости верхний лист;
непроницаемый для жидкости нижний лист; и
абсорбирующий конструктивный элемент по п. 1, расположенный между верхним листом и нижним листом.
18. Способ изготовления абсорбирующего конструктивного элемента по п. 1, содержащий следующие этапы, на которых:
- обеспечивают в сущности плоскую основу;
- наносят вспомогательный клей непосредственно на основу на область нанесения вспомогательного клея,
- наносят на основу абсорбирующий материал, содержащий суперабсорбирующие частицы в количестве от приблизительно 80% до приблизительно 100% по весу, на область нанесения абсорбирующего материала, содержащую комбинацию выступающих участков материала с отделяющими их друг от друга устьеобразными участками, не содержащими абсорбирующего материала, при этом область нанесения абсорбирующего материала содержит вдоль продольного направления конструктивного элемента восемь зон нанесения одинаковой длины;
- наносят слой волокнистого термопластичного адгезива по меньшей мере на некоторые из выступающих участков и устьеобразных участков, не содержащих абсорбирующего материала, с обеспечением иммобилизации по меньшей мере некоторой части абсорбирующего материала на основе;
при этом количество абсорбирующего материала распределяют вдоль продольного направления конструктивного элемента, при этом по меньшей мере одна из зон нанесения представляет собой зону с меньшим содержанием абсорбирующего материала, характеризующуюся количеством абсорбирующего материала, по меньшей мере на 20% по весу меньшим, чем среднее количество абсорбирующего материала в области нанесения абсорбирующего материала, и по меньшей мере в одной из этих зон нанесения с меньшим содержанием абсорбирующего материала вспомогательный клей отсутствует или присутствует в количестве, по меньшей мере на 50% меньшем, чем среднее количество вспомогательного клея в восьми зонах.
19. Способ изготовления абсорбирующего конструктивного элемента по п. 18, дополнительно содержащий этап соединения абсорбирующего конструктивного элемента со второй основой, при этом первая основа и вторая основа вместе образуют оболочку сердцевины, обхватывающую абсорбирующий материал абсорбирующей сердцевины.
| WO 2013184859 A1, 12.12.2013 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЫРАЖЕННОСТИ БЛЕСКА ШЕРСТИ У ЛОШАДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532331C2 |
| WO 2010027719 A2, 11.03.2010 | |||
| US 6630611 B1, 07.10.2003. | |||

