Настоящее изобретение относится к способу и устройству для контроля над шинами или соответствующими полуфабрикатами в производственной линии для шин, в частности к способу и устройству для контроля возможного присутствия неоднородности и/или инородных тел на (или в непосредственной близости к) поверхности шины или ее полуфабрикате.
Настоящее изобретение также относится к обработке и производственной линии для шин, содержащей, соответственно, упомянутый выше способ и упомянутое выше устройство для контроля над шинами или соответствующими полуфабрикатами.
Под термином «шина» понимают вулканизированную шину, то есть после вулканизации.
Под «полуфабрикатом» понимают как исходный продукт для шины на одном этапе производственного процесса, такой как заготовка шины, то есть полуфабрикат на конце разных этапов построения шины и перед вулканизацией, и элементы, используемые во время обработки для производства шины, которые способствуют формированию шины на любом этапе производственного процесса и которые обычно формируют, используя удлиненные элементы, ленты и/или покрытые резиной слои (возможно усиленные текстильным или металлическим материалом), помещаемые и/или предназначенные для размещения на одном или больше строительных держателях.
В объеме обработки для производства и построения шин для колес транспортного средства ощущается потребность в выполнении контроля над качеством получаемых продуктов, при этом целью является предотвращение продажи дефектных шин и/или последовательную регулировку используемых устройств и машин таким образом, чтобы улучшить и оптимизировать исполнение операций, выполняемых при производственной обработке.
Такое управление качеством включает в себя, например, управление, выполняемое операторами, - людьми, которые выделяют установленный период времени, например, составляющий от 30 до 60 с, для визуальной и тактильной проверки шины; если, с учетом опыта и чувственного восприятия одного из операторов, он подвергает сомнению соответствие данной шины определенным стандартам качества, сама шина подвергается дальнейшему контролю с использованием соответствующего оборудования, с целью оценки возможных структурных дефектов и/или недостатков качества. Известны способы для оптического контроля внешней формы шины.
Например, в патентном документе JP2011-196741 описан способ для оптической инспекции (контроля) внешней формы шины, содержащий этап облучения поляризованным светом поверхности шины, прием отраженного поляризованного света от поверхности шины, используя поляризующие видеокамеры, и детектирование неоднородностей на поверхности шины путем анализа изменения угла поляризации отраженного света. С этой целью используется поляризующая камера, содержащая поляризатор в по меньшей мере трех или более разных направлениях.
В патентном документе JP2010261724 описано устройство для контроля внутренней поверхности шины, которое включает в себя средство для облучения поляризованным светом с двух противоположных сторон внутренней поверхности шины и камеру, в которой предусмотрено средство поляризации света, отраженного внутренней поверхностью шины, для предотвращения формирования колец.
Заявитель решает задачу, состоящую в предоставлении таких элементов контроля над качеством при производстве шин, которая может быть по меньшей мере частично выполнена, используя надежные способы оптического контроля для обеспечения возможности предоставления технической помощи человеку - оператору, и/или автоматизации распознавания, по меньшей мере, некоторых дефектов.
Заявитель определил, что для промышленного использования контроля над качеством в производственной линии для шин необходимо, чтобы само управление осуществлялось в ограниченное время, меньшее чем или соответствующее нормальному времени, используемому обычными способами для контроля качества. Заявитель осознал, что известные способы и устройства для оптического контроля требуют этапа получения света, отраженного поверхностью шины, что сопровождается значительными затратами времени.
Например, Заявитель определил, что способ оптического контроля, описанный в упомянутом выше документе JP2011-196741, обязательно обеспечивает как минимум получение трех видов света, отраженных каждым участком шины в соответствующих трех разных состояниях линейной поляризации. Поскольку каждое отдельное получение определенного состояния поляризации требует существенных затрат времени (в контексте обработки и производственной линии для шин), в частности, если управление выполняется для каждой отдельной шины или полуфабриката, возникает недостаток, состоящий в увеличении времени производства.
Заявитель также осознал, что известные способы и устройства (такие, как описаны в упомянутом выше документе JP2010261724) не обеспечивает требуемую точность и/или чувствительность при детектировании возможной неоднородности формы поверхности шины и/или неоднородностей структуры материала поверхности шины, и/или присутствия инородных тел на поверхности шины.
Заявитель определил, что используя один или более компонентов подвыборки компонентов вектора Стокса для света, отраженного поверхностью шины или полуфабриката, становится возможным разработать способ и устройство для контроля над шиной, которые могут быть воплощены и соответственно внедрены в производственную линию для шин, без существенного изменения производительности самой производственной линии.
В первом аспекте изобретение относится к способу для контроля над шинами или полуфабрикатами в производственной линии для шин.
В соответствии с настоящим изобретением предусмотрено:
- освещение облучающим светом по меньшей мере одного участка поверхности шины или полуфабриката, предназначенной для инспекции;
- детектирование оптической интенсивности излучаемого света, отраженного упомянутым участком поверхности, на числе N пар состояний поляризации, принадлежащих группе из трех пар состояний поляризации, соответствующих трем парам точек на сфере Пуанкаре, при этом три пары точек расположены на противоположных концах трех соответствующих диаметров сферы Пуанкаре, ортогональных друг другу, упомянутое число N равно 1 или 2, или 3;
- рассчитывают на упомянутом участке поверхности число М значений, представляющих эквивалентное число компонентов вектора Стокса, принадлежащих подгруппе из трех компонентов вектора Стокса, содержащих второй компонент, Q, равный разности или функции разности двух оптических интенсивностей излучаемого света, отраженного участком поверхности на первую пару состояний поляризации, третий компонент, U, равный разности или функции разности двух оптических интенсивностей излучаемого света, отраженного участком поверхности на вторую пару состояний поляризации, и четвертый компонент, V, равный разности или функции разности двух оптических интенсивностей излучения света, отраженного участком поверхности на третью пару состояний поляризации, в котором упомянутое число М равно от 1 до 2 или 3;
- генерируют для упомянутого участка поверхности соответствующий сигнал контроля, представляющий каждое из упомянутых значений, представляющих упомянутые компоненты вектора Стокса;
- анализируют упомянутый соответствующий сигнал контроля на упомянутом участке поверхности для детектирования возможного присутствия дефектов поверхности (например, неоднородностей и/или посторонних тел на участке поверхности или в непосредственной близости к нему).
Во втором аспекте изобретение относится к устройству для контроля над шинами или полуфабрикатами в производственной линии для шин.
В соответствии с настоящим изобретением устройство содержит:
- элемент для перемещения шины или полуфабриката, имеющий опорную плоскость, предпочтительно горизонтальную и предпочтительно выполненную с возможностью вращаться вокруг оси, перпендикулярной ей самой;
- источник, выполненный с возможностью испускать излучаемый свет для освещения участка поверхности шины или полуфабриката, когда она расположена на опорной пластине, и на расстоянии от упомянутого источника, система детектирования, выполненная с возможностью детектировать оптическую интенсивность излучаемого света, отраженного от упомянутого участка поверхности на числе N пар состояний поляризации, принадлежащих группе из трех пар состояний поляризации, соответствующих трем парам точек на сфере Пуанкаре, эти три пары точек, расположенные на противоположных концах трех соответствующих диаметров сферы Пуанкаре, ортогональных друг другу, упомянутое число N равно 1 или 2, или 3, и генерировать соответствующий сигнал детектирования; и
- модуль обработки, выполненный с возможностью принимать из системы детектирования упомянутый сигнал детектирования и выполненный с возможностью выполнять следующие функции:
- расчета на упомянутом участке поверхности числа М значений, представляющих эквивалентное число компонентов на векторе Стокса, принадлежащем подгруппе из трех компонентов вектора Стокса, содержащем второй компонент, Q, равный разности или функции разности двух оптических интенсивностей излучения света, отраженного участком поверхности, на первую пару состояний поляризации, третий компонент, U, равный разности или функции разности двух оптических интенсивностей излучаемого света, отраженного участком поверхности, на вторую пару состояний поляризации и четвертый компонент, V, равный разности или функции разности двух оптических интенсивностей излучаемого света, отраженного участком поверхности на третью пару состояний поляризации, в котором упомянутое число М равно 1 или 2, или 3;
- генерируют для упомянутого участка поверхности соответствующий сигнал контроля, представляющий каждое из упомянутых значений М, представляющих упомянутые компоненты вектора Стокса, и
- анализируют упомянутый соответствующий сигнал контроля на упомянутом участке поверхности для детектирования возможного присутствия дефектов поверхности.
В третьем аспекте изобретение относится к процессу для производства шин, содержащему по меньшей мере одну операцию для построения заготовок шин, операцию для вулканизации заготовок шин и операцию для контроля над шинами или полуфабрикатами в соответствии со способом по первому аспекту настоящего изобретения.
В четвертом аспекте изобретение относится к производственной линии для шин, содержащей по меньшей мере одну рабочую станцию, то есть область, структурированную и сконфигурированную для выполнения по меньшей мере одной операции для построения заготовок шин, по меньшей мере одну станцию вулканизации, то есть область, структурированную и сконфигурированную для выполнения операции вулканизации заготовок шин, и по меньшей мере одну станцию контроля, содержащую устройство для контроля над шинами или полуфабрикатами в соответствии с устройством по второму аспекту настоящего изобретения.
Заявитель определил, что с целью детектирования дефектов на поверхности шины или полуфабриката, вектор Стокса такой поверхности, оказался особенно существенным по меньшей мере в одном или больше из его компонентов, выбранных в пределах упомянутой выше подгруппы из трех компонентов. Заявитель отметил, что, в общем, компоненты вектора Стокса (сокращенно «компоненты Стокса») точно определяют одно состояние поляризации даже для света, который не полностью поляризован, то есть одно состояние поляризации хорошо известно, когда известны все компоненты Стокса.
В способе для тестирования, описанный в JP2011-196741, который также детектирует излучение, отраженное по меньшей мере на три разные состояния линейной поляризации (например, 0°, 90° и 135°), однако, не используется компонент Стокса, и он скорее ограничен определением угла (линейной) поляризации отраженного света, начиная от падающего поляризованного излучения (линейно, например, под углом 45°).
Заявитель определил, что использование вектора Стокса в одном или более из трех его упомянутых выше компонентов, Q, U и V, позволяет получать существенную информацию с минимальным возможным количеством съемок, используя по меньшей мере только две съемки.
Кроме того, применение вектора Стокса в одном или больше из трех упомянутых выше компонентах Q, U и V позволяет использовать падающий свет, даже (и скорее, предпочтительно) не поляризованный, в отличие от известных способов, для которых требуется падающий поляризованный свет.
Со ссылкой на по меньшей мере один из упомянутых выше аспектов, ниже представлены предпочтительные решения.
Термины, «оптический», «свет» и т.п. относятся к спектру электромагнитного излучения, которое имеет по меньшей мере один участок, попадающий в пределы расширенного оптического диапазона и не обязательно попадающий строго в оптическую полосу (то есть, 400-700 нм), например, такой расширенный диапазон оптической полосы может продолжаться от ультрафиолетового света до инфракрасного света (например, на длинах волн от 350 до 900 нм).
Предпочтительно, излучение света имеет спектр, центр которого установлен в оптической полосе, например центр которого установлен вокруг 550 нм. Предпочтительно, спектр имеет узкую полосу, например, шириной на половине высоты, равной 20 нм (предпочтительно, таким образом, ограничивается зависимость поляризации длины волны излучения). В качестве альтернативы, излучение света может быть широкополосным (например, белый свет).
Выражение «детектирование оптической интенсивности излучения света на состояние поляризации» обозначает детектирование оптической интенсивности излучения, проецируемого на состояние поляризации.
Предпочтительно, расчет каждого значения, представляющего компонент Стокса, требует малого потребления вычислительных ресурсов, в отличие от, например, JP2011-196741, где детектируемую интенсивность интерполируют с заданной и параметризованной кривой интенсивности как функцию линейного угла поляризации и где рассчитывают максимальную точку такой интерполированной кривой.
Предпочтительно, три пары состояний поляризации, соответственно, представляют собой горизонтальную и вертикальную линейную поляризацию для первой пары, линейную поляризацию под углом +45° и -45° для второй пары и правую, и левую круговую поляризацию для третьей пары. Обычно, такие состояния поляризации называются «основными состояниями поляризации». Наблюдается, что опорная система, выбранная для определения упомянутых выше основных состояний поляризации, является произвольной (другими словами, способ остается без изменений для любого жесткого вращения шести состояний поляризации в сфере Пуанкаре). Оптическая интенсивность излучения света, детектируемая для горизонтальной и вертикальной линейной поляризации, будет обозначена символами E1 и E2 соответственно, в то время как детектируемая на линейной поляризации при +45° и -45°, для правой и левой круговой поляризации будут соответственно обозначены символами E3, E4, E5 и E6.
В общем, вектор Стокса представляет собой вектор с четырьмя компонентами (обозначен символами l, Q, U, V), где первый, l=E1+E2, равен (или пропорционально) сумме двух оптических интенсивностей излучаемого света, отраженного участком поверхности на первую пару состояний поляризации, второй, Q=E1-E2, равен разности двух оптических интенсивностей излучения света, отраженного участком поверхности на первую пару состояний поляризации, третий, U=E3-E4, равен разности из двух оптических интенсивностей излучения света, отраженного участком поверхности на вторую пару состояний поляризации, и четвертый, V=E5-E6, равен разности двух оптических интенсивностей излучаемого света, отраженного участком поверхности на третью пару состояний поляризации. Наблюдали, что в настоящем изобретении, в случае необходимости, также учитывается расчет, в дополнение к упомянутому выше значению, представляющему для первого компонента вектора Стокса, l, как описано в представленном ниже примере.
Предпочтительно, упомянутое число М значений, представляющих эквивалентное число компонентов Стокса, содержит значение, представляющее второй компонент, Q (в этом случае, должны быть детектированы E1 и E2).
Предпочтительно, предусматривается возможность детектировать оптическую интенсивность излучаемого света, отраженного упомянутым участком поверхности на первой паре состояний поляризации, пропуская отраженное излучение света через линейный поляризатор, выровненный вдоль горизонтальной оси, и через линейный поляризатор, выровненный вдоль вертикальной оси соответственно. Два поляризатора, используемые соответственно для каждой пары основных состояний поляризации, можно использовать во временной последовательности (предпочтительно) или одновременно после пространственного разделения отраженного излучения света. Предпочтительно, предусматривается детектирование оптической интенсивности излучаемого света, отраженного упомянутым участком поверхности на второй паре состояний поляризации, путем пропускания отраженного излучаемого света через линейный поляризатор, выровненный под углом +45° относительно горизонтали, и линейного поляризатора, выровненного под углом -45° относительно горизонтали соответственно.
Предпочтительно, предусмотрено детектирование оптической интенсивности излучения света, отраженного упомянутым участком поверхности на третью пару состояний поляризации, путем пропускания отраженного излучаемого света (в том, что касается правой круговой поляризации), четвертьволновую пластину с ее осью наибольшей скорости распространения света («ось наибольшей скорости распространения света»), расположенной вдоль горизонтальной оси, после чего следует далее за пределы пластины относительно направления распространения излучения света (который таким образом вначале пересекает пластину и затем поляризатор) с помощью линейного поляризатора, выровненного под углом +45° относительно горизонтальной оси, и соответственно (что касается левой круговой поляризации) через четвертьволновую пластину с ее осью наибольшей скорости распространения света, расположенной вдоль горизонтальной оси, после чего следует линейный поляризатор, выровненный под углом -45° относительно горизонтальной оси.
Предпочтительно, упомянутое число N равно 1 и упомянутое число М равно 1, более предпочтительно пара состояний поляризации, на которой детектируется оптическая интенсивность отраженного излучаемого света, представляет собой первую пару (E1, E2), и упомянутое значение, представляющее компоненты Стокса, представляют второй компонент Стокса, Q. В соответствии с Заявителем, таким образом, используя только две съемки (например, в отличие от трех в патенте JP2011-196741), получают очень существенную информацию.
В альтернативном варианте осуществления, упомянутое число N пар состояния поляризации равно 2 или 3, и упомянутое число М равно 2 или 3, в котором упомянутое значение М, представляющее компоненты Стокса, содержит характерное значение по меньшей мере одного между третьим и четвертым компонентами Стокса, U и V, в случае необходимости, оба.
Предпочтительно, дополнительно предусмотрен расчет на упомянутом участке поверхности, дополнительного значения, представленного из первого компонента вектора Стокса, l, равного сумме или функции суммы двух оптических интенсивностей излучаемого света, отраженного участком поверхности на первую пару состояний поляризации. Более предпочтительно, упомянутое значение М, представляющее компоненты вектора Стокса, дополнительно содержит значение, представляющее второй компонент Q (то есть l, Q и U или l, Q и V или l, Q, U и V). В соответствии с мнением Заявителя, предпочтительно, таким образом, получают высокую чувствительность и/или точность при детектировании поверхностных дефектов, когда число выполняемых съемок поверхности больше двух.
Предпочтительно, обеспечивается возможность расчета на упомянутом участке поверхности как функции упомянутых М (при этом М равно 2 или 3) значений, представляющих компоненты Стокса, и упомянутого дополнительного значения, представляющего первый компонент Стокса по меньшей мере одного первого параметра поляризации, принадлежащего группе из параметров поляризации, состоящих из степени линейной поляризации, DOLP=sqrt(Q2+U2)/l, угла поляризации, PSl=0,5*atan(U/Q) и степени круговой поляризации, DOCP=V/l. В случае необходимости, способ содержит расчет как DOLP, так и PCl.
В одном варианте осуществления упомянутое число N равно 3, и упомянутое число М равно 3. Предпочтительно, способ содержит расчет на упомянутом участке поверхности как функции упомянутых М значений, представляющих компоненты Стокса, и упомянутого дополнительного значения, представляющего первый компонент Стокса, PCl, DOCP, DOLP и также степени поляризации, DOP = sqrt(Q2+U2+V2)/l. В соответствии с мнением Заявителя, один или больше упомянутых выше параметров поляризации составляют очень существенные параметры для идентификации дефектов поверхности.
Предпочтительно излучаемый свет, который излучают для освещения по меньшей мере одного участка поверхности шины или полуфабриката, не поляризуют, или он по меньшей мере частично, является не поляризованным.
Предпочтительно, во время работы, для освещения участка поверхности, угол, формируемый между направлением распространения излучаемого света, которым освещают поверхность, и нормалью к плоскости, которая локально тангенциальна огибающей участка поверхности, больше чем или равен 30°, предпочтительно, больше чем или равен 45° (например, равен 90°). Предпочтительно, таким образом, участок поверхности формирует чувствительные эффекты поляризации облучающего света.
Предпочтительно, обеспечивается возможность детектирования оптической интенсивности отраженного облучающего света, используя по меньшей мере одну цифровую камеру (также линейного типа), имеющую цифровой оптический датчик, выполненный с возможностью детектировать упомянутый отраженный облучающий свет, и оптический объектив с его осью (например, с осью центра тяжести линз объектива), где более предпочтительно угол, формируемый между такой осью и нормалью к плоскости, локально тангенциальной огибающей участка поверхности, меньше чем или равен 50°, предпочтительно меньше чем или равен 30° (например, равен 0°).
Предпочтительно, угол, формируемый направлением распространения излучаемого света, которым облучают участок поверхности, и упомянутой осью объектива камеры, больше чем или равен 40°, предпочтительно больше чем или равен 60° (например, равен 90°).
Предпочтительно, упомянутая система детектирования содержит упомянутую по меньшей мере одну цифровую камеру и число 2N поляризаторов, каждый из которых выполнен с возможностью проецирования отраженного облучающего света на соответствующее состояние, принадлежащее упомянутым N парам состояний поляризации.
В одном варианте осуществления некоторые или все из 2N поляризаторов могут быть расположены перед камерой относительно направления распространения отраженного облучающего света, взаимно исключающим образом. Например, система детектирования может содержать одну и только одну камеру и расположенный вверх по потоку перед нею элемент, на котором установлены все 2N поляризаторов, такой элемент выполнен с возможностью установки только одного поляризатора одновременно перед камерой. Предпочтительно, в таком случае упомянутый источник содержит один и только один источник света.
В альтернативном и предпочтительном варианте осуществления система детектирования содержит число 2N цифровых камер, каждая из которых содержит соответствующий поляризатор, отличающийся от других поляризаторов. 2N камер могут быть равномерно под углом распределены вокруг внешней окружности шины (также в состоянии заготовки), и в таком случае упомянутый источник содержит число 2N источников света, каждый из которых связан с соответствующей камерой. В качестве альтернативы, 2N камер расположены в одном угловом положении (например, одна за другой) и используют один и тот же одиночный источник света.
Предпочтительно, устройство содержит (по меньшей мере) одну роботизированную руку, на свободном конце которой установлены упомянутая система детектирования и упомянутый источник.
Предпочтительно, предусмотрена возможность дискретизации упомянутого участка поверхности в конечное число точек. В этом контексте под «точкой», естественно, подразумевается малый участок под поверхностью, имеющий конечный размер, например, сопоставимый с пикселем цифрового изображения самой поверхности, а не геометрическая точка, имеющая нулевой размер. Предпочтительно, предусматривается возможность детектировать и/или рассчитывать, и/или генерировать соответствующий сигнал контроля, и/или анализировать соответствующий сигнал контроля для каждой точки участка поверхности.
Предпочтительно, обеспечивается возможность формировать для каждого из упомянутых М значений, представляющих компоненты Стокса и/или для каждого из упомянутых параметров поляризации изображения упомянутого участка поверхности, в котором каждая точка поверхности отображается как функция соответствующего значения и/или упомянутого параметра поляризации. Более предпочтительно, каждая точка поверхности отображается с цветом, или в виде серой шкалы, или как изображение в черном и белом тонах, как функция соответствующего значения упомянутого представительного значения и/или параметра поляризации.
Предпочтительно, упомянутый модуль обработки также выполнен с возможностью вывода и контроля над упомянутым устройством.
Предпочтительно, станция для контроля над шинами содержит пару упомянутых выше устройств для контроля над шинами в производственной линии и, будучи расположенная между двумя устройствами в отношении производственного потока, содержит устройство для наклона шины вокруг оси, ортогональной оси цилиндрической симметрии шины.
Предпочтительно, операция по контролю над шинами или полуфабрикатами содержит контроль множества n шин или полуфабрикатов в заданном временном диапазоне.
Предпочтительно, предусмотрено, в том же заданном временном диапазоне, вводить k шин или полуфабрикатов в производственный поток, где k=<n, последовательно для контроля и направления далее n-k шин или полуфабрикатов после контроля, за пределы упомянутого производственного потока как функцию упомянутого выше соответствующего сигнала контроля.
Заявитель считает, что таким образом становится возможным обеспечить в приемлемое время и точно, и надежно контроль поверхности шин или полуфабрикатов, которые могут предпочтительно использоваться для контроля качества шин или полуфабрикатов в производственном процессе.
Предпочтительно, упомянутая станция контроля предусмотрена после упомянутой станции вулканизации относительно производственного потока, или упомянутый контроль над шинами в производственном процессе выполняется после вулканизации упомянутой шины. Таким образом, становится возможным проверять присутствие возможных дефектов поверхности шины, которые могли бы возникнуть также во время или после операции вулканизации.
Предпочтительно, каждую из упомянутых n-k шин или полуфабрикатов, передаваемых за пределы потока производства, передают на станцию проверки для выполнения упомянутого по меньшей мере одного дополнительного анализа для той же шины или полуфабриката.
Таким образом, становится возможным определять с большей точностью проблемы, которые имеет каждая шина или полуфабрикат, и таким образом возможно более надежно принимать решение, должна ли та же шина быть определена как дефектная и отбракована.
Предпочтительно, упомянутое заданное время для контроля множества n шин или полуфабрикатов составляет от приблизительно n/5 до приблизительно 5n длительностей цикла (определена, как максимальное время, используемое для перемещения полуфабриката из рабочей станции). Таким образом, способ контроля, в соответствии с изобретением, предпочтительно можно применять в линии и в процессе производства, без существенного снижения производительности самой линии. Предпочтительно, упомянутое заданное время соответствует приблизительно n длительностей цикла.
Дополнительные характеристики и преимущества будут более понятны из подробного описания некоторых примерных, но не исключительных вариантов осуществления способа и устройства, для контроля над шинами или соответствующими полуфабрикатами в производственной линии для шин, а также при соответствующей обработке или и в производственной линии, в соответствии с настоящим изобретением. Такое описание будет представлено ниже со ссылкой на набор чертежей, предусмотренных только для примера и, следовательно, не для ограничения, на которых:
- на фиг. 1 схематично показана производственная линия в соответствии с настоящим изобретением;
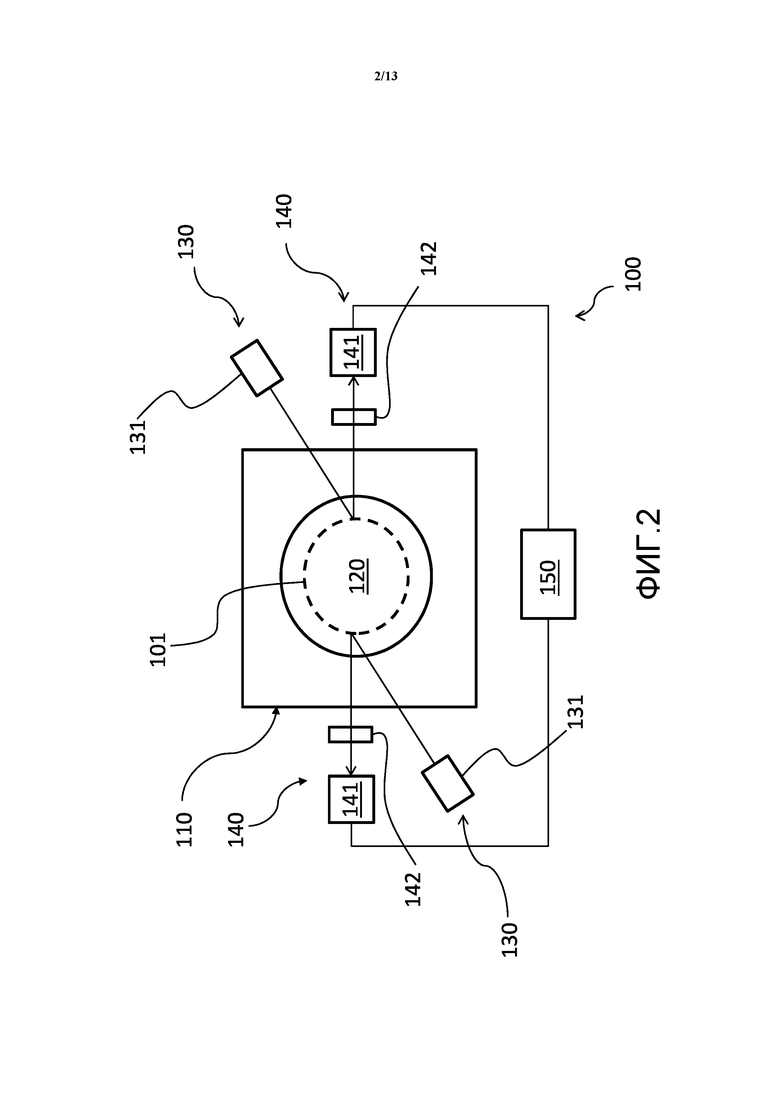
- на фиг. 2 показана схема, представляющая функциональные блоки устройства для контроля над шинами, в соответствии с настоящим изобретением;
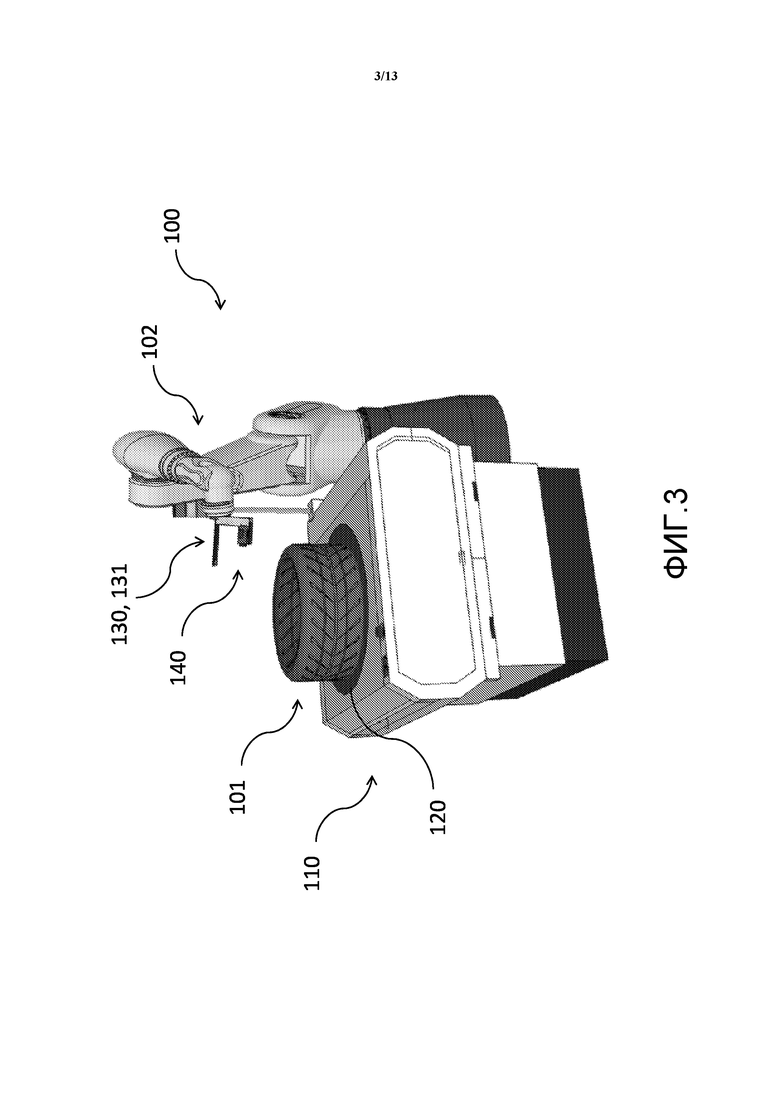
- на фиг. 3 схематично частично представлен вид в перспективе устройства для контроля над шинами в соответствии с настоящим изобретением;
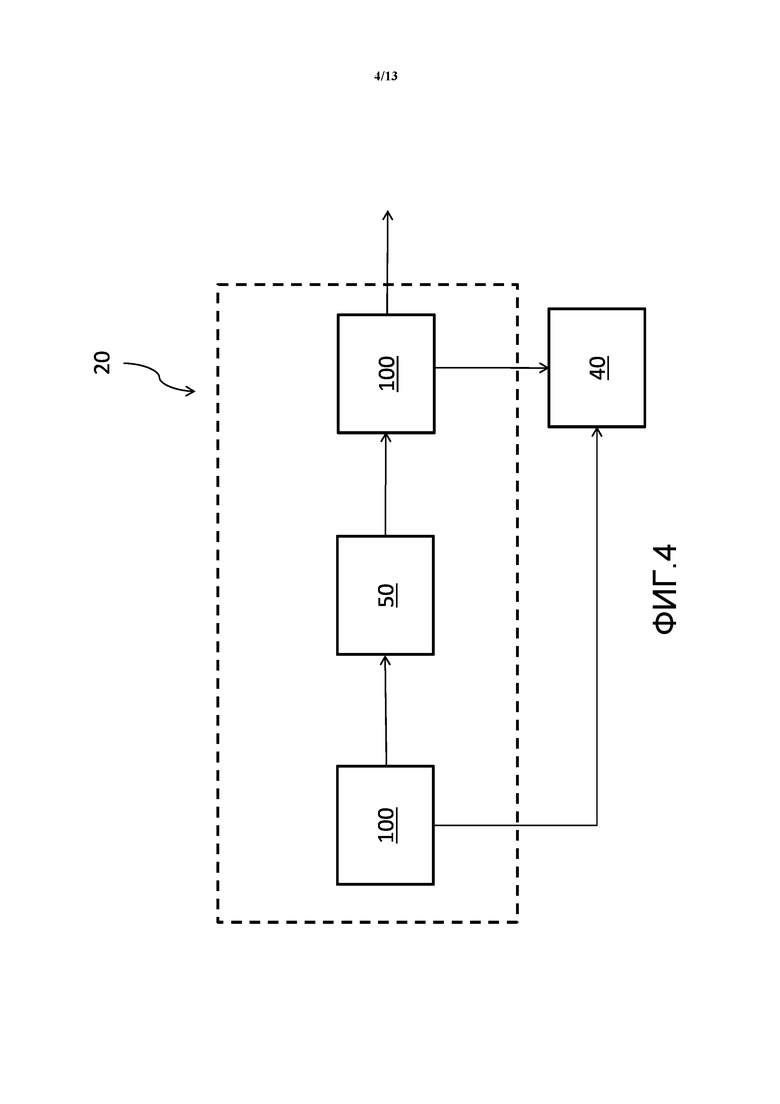
- на фиг. 4 показана схема, представляющая функциональные блоки контрольной станции, в соответствии с настоящим изобретением;
- на фиг. 5 показан фотоснимок в видимом свете, представленный в серых тонах, в негативном изображении и без поляризующих фильтров, участка поверхности шины, в который включен соответствующий металлический посторонний предмет;
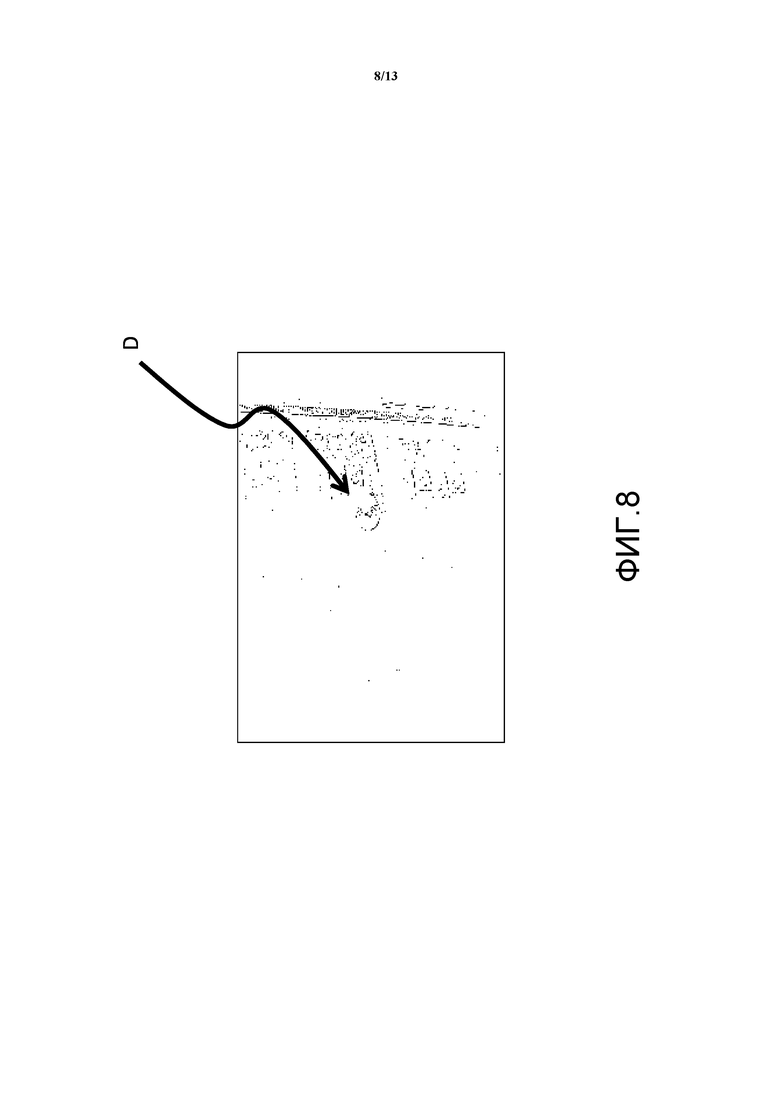
- на фиг. 6, 7 и 8 показаны изображения в черном и белом тонах участка поверхности, по существу, совпадающего с представленным на фиг. 5, полученного в результате ассоциирования каждой дискретной точки поверхности со значением, представляющим соответственно второй, третий и четвертый компоненты стокса Q, U и V, и после пороговой обработки серых тонов;
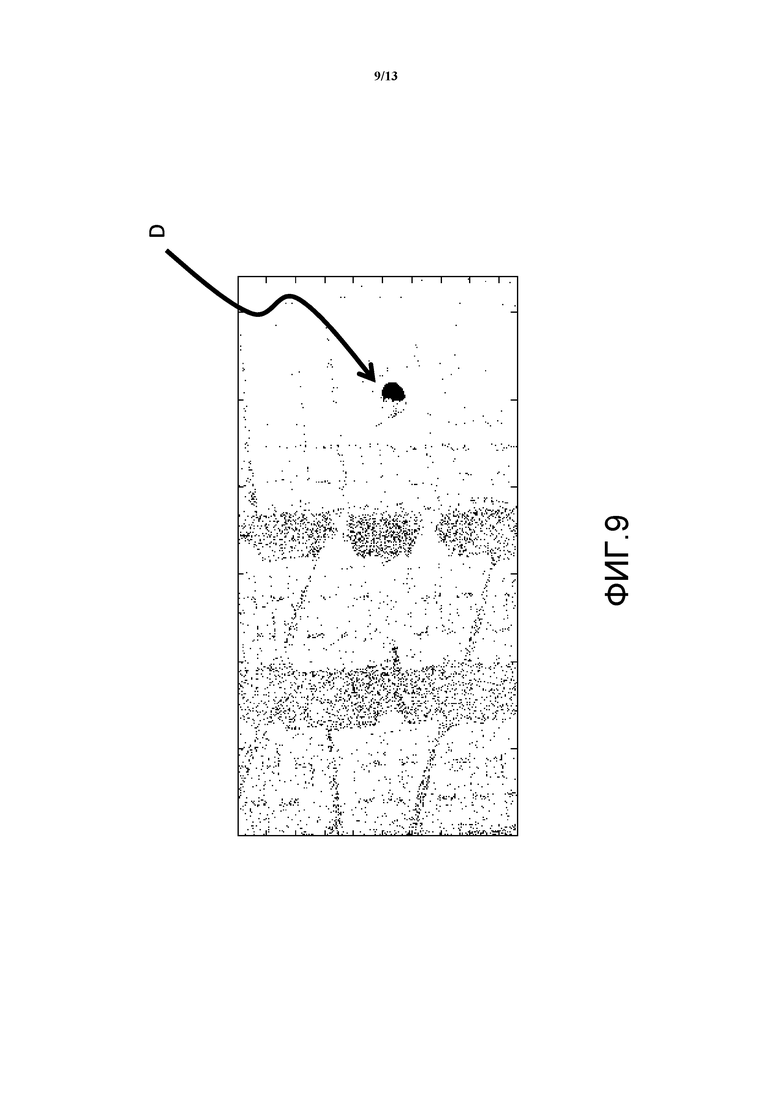
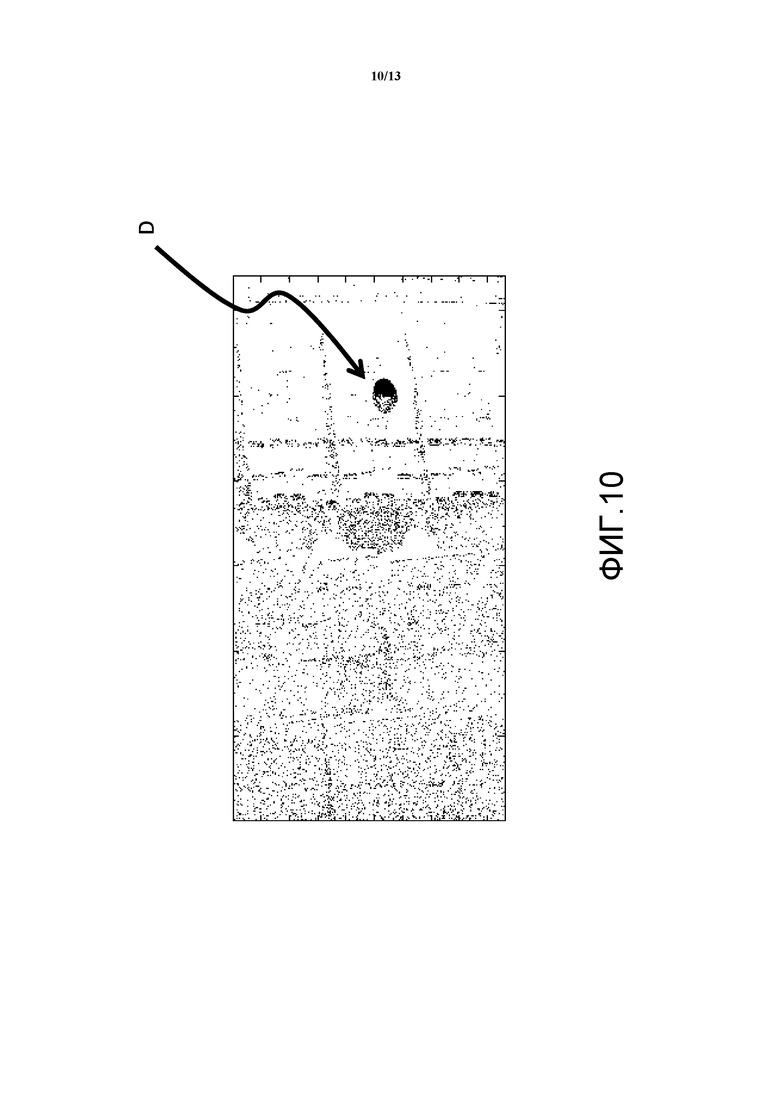
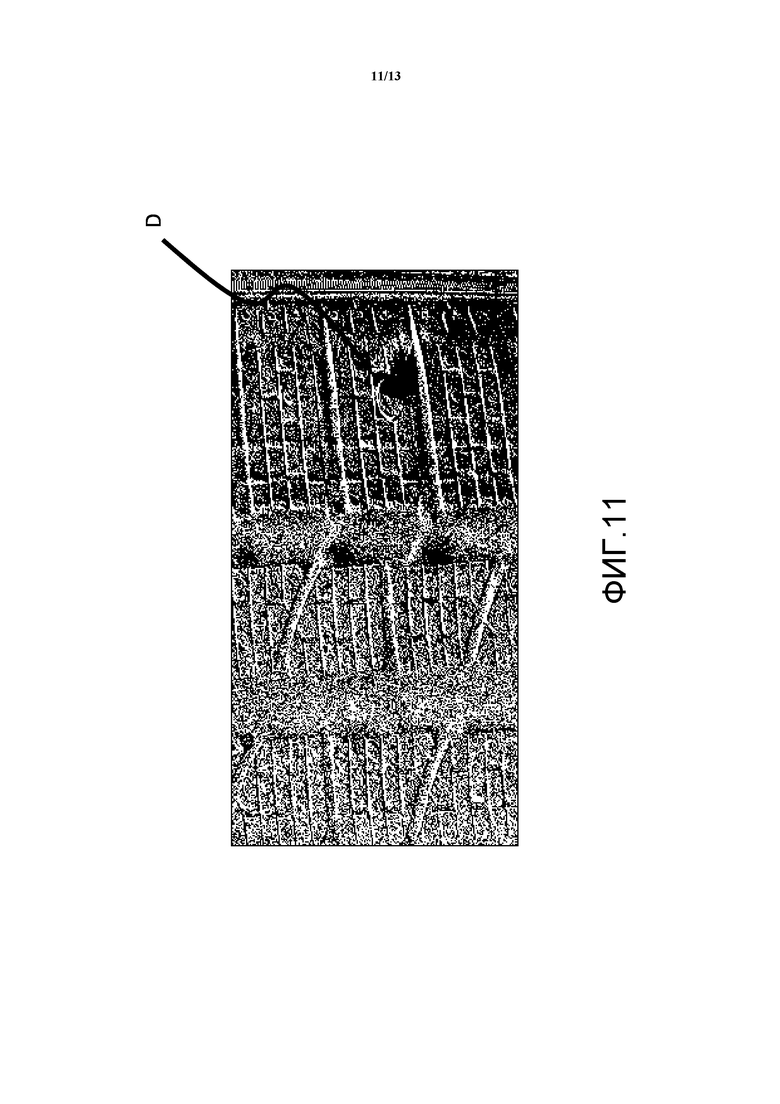
- на фиг. 9-12 показано изображение в черном и белом тонах участка поверхности, по существу, совпадающего с представленным на фиг. 5, полученного в результате ассоциирования с каждой дискретной точкой поверхности, значения, представляющего соответственно степень линейной поляризации, DOLP, степень поляризации, DOP, степень круговой поляризации, DOCP, и угол поляризации, PCl, и после пороговой обработки серых тонов;
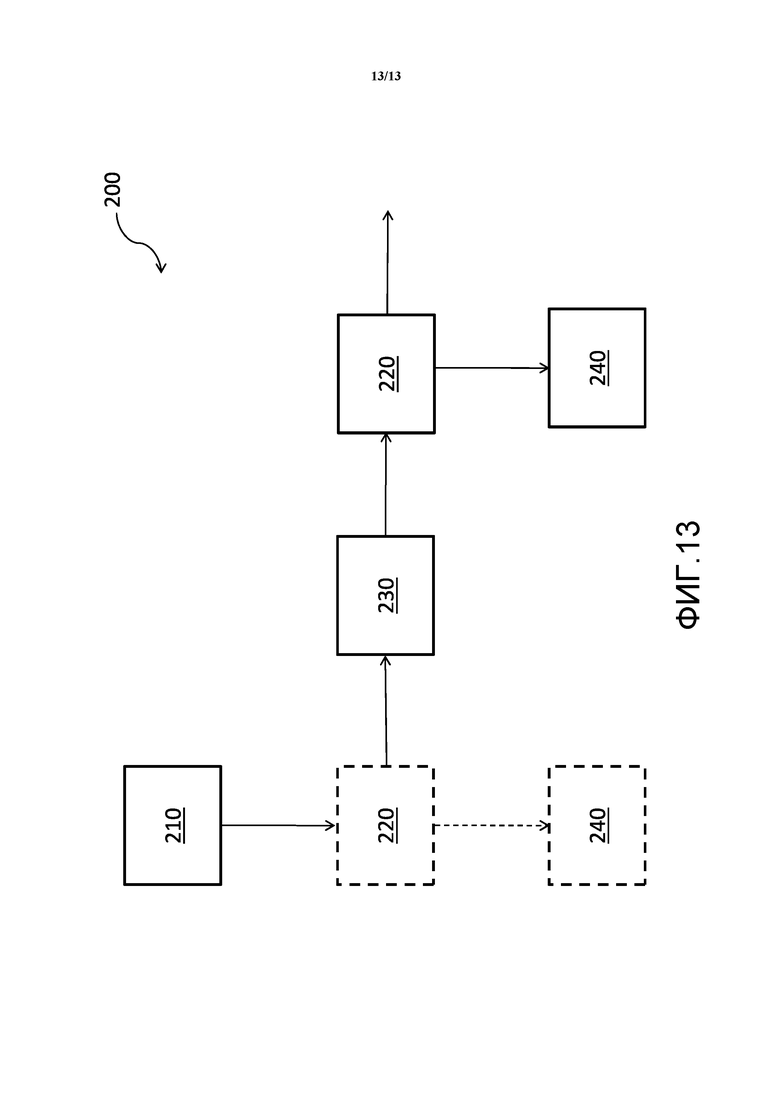
- на фиг. 13 показана блок-схема последовательности операций производственного процесса шины в соответствии с настоящим изобретением.
Со ссылкой на чертежи, номером 1, в общем, обозначена производственная линия, в которой выполняется контроль, используя способ и/или устройство, в соответствии с настоящим изобретением. В общем, этот же номер ссылочной позиции используется для аналогичных элементов, даже в его модифицированных вариантах осуществления.
Производственная линия 1 содержит по меньшей мере одну рабочую станцию 10, по меньшей мере одну контрольную станцию 20 и по меньшей мере одну станцию 30 вулканизации. Производственная линия 1 также может содержать дополнительные станции, не показанные здесь подробно.
В варианте осуществления на фиг. 1 контрольная станция 20 предусмотрена после станции 30 вулканизации (со ссылкой на поток производства, обозначенный стрелками), для контроля над шинами после вулканизации. В случае необходимости (или в качестве альтернативы, что не показано), дополнительная контрольная станция 20 (представленная пунктирной линии) функционально расположена после рабочей станции 10 и перед станцией 30 вулканизации (для того, чтобы, например, контролировать заготовки шин или полуфабрикаты).
Схема потока обработки для обработки 200, для производства шин в соответствии с настоящим изобретением схематично представлена на фиг. 13.
Обработка 200 содержит по меньшей мере одну операцию 210 для построения заготовок шин (обычно выполняется в упомянутой выше рабочей станции 10), операцию 230 для вулканизации заготовок шин (обычно выполняется в упомянутой выше рабочей станции 30 после операции 210 построения) и операцию 220 для контроля над шинами или полуфабрикатами (обычно выполняется в упомянутой выше рабочей станции 20 после, по меньшей мере, операции 210 построения).
Операция 220 для контроля над шинами или полуфабрикатами обеспечивает контроль n шин или полуфабрикатов в заданном временном диапазоне, например, равном приблизительно n значений длительности цикла. Например, в заданном временном диапазоне поток из n шин или полуфабрикатов подают на вход контрольной станции 20. В качестве примера, время цикла может составлять между приблизительно 20 с и приблизительно 120 с, более предпочтительно, от приблизительно 60 с до приблизительно 90 с.
В следующем описании будет сделана ссылка на одну шину или полуфабрикат. Описанное ниже можно применять к каждой из n шин или полуфабрикатов, составляющих входной поток.
Предпочтительно, n шин или полуфабрикатов последовательно обрабатывают одну за другой теми же самыми устройствами, присутствующими в контрольной станции 20.
Операция контроля предусматривает этапы, при которых освещают облучающим светом по меньшей мере один участок поверхности шины или полуфабриката; детектируют оптическую интенсивность облучающего света, отраженного участком поверхности на число N (где N равно 1, предпочтительно, или 2, или 3) пар состояний поляризации, принадлежащему группе из трех пар состояний поляризации, соответствующих трем парам точек на сфере Пуанкаре, эти три пары точек расположены на противоположных концах трех соответствующих диаметров сферы Пуанкаре, ортогонально друг другу; рассчитывают на участке поверхности число М (где М равно 1, предпочтительно, или 2, или 3) значений, представляющих эквивалентное количество компонентов вектора Стокса, принадлежащих подгруппе из трех компонентов вектора Стокса, содержащих второй компонент, Q, равный разности или ее функции двух оптических интенсивностей излучаемого света, отраженного участком поверхности на первую пару состояний поляризации, третий компонент, U, равный разности или ее функции двух оптических интенсивностей облучающего света, отраженного участком поверхности на вторую пару состояний поляризации, и четвертый компонент, V, равный разности или ее функции двух оптических интенсивностей излучаемого света, отраженного участком поверхности на третью пару состояний поляризации; генерируют для участка поверхности соответствующий сигнал контроля, представляющий каждое значение, представляющее компоненты вектора Стокса, и анализируют упомянутый соответствующий сигнал контроля на участке поверхности для детектирования возможного присутствия дефектов поверхности.
В качестве функции сигнала контроля, генерируемого для каждой шины или полуфабриката, станция 20 контроля устанавливает как направлять n шин или полуфабрикатов, принятых на входе:
- k шин или полуфабрикатов (где k<=n) повторно вводят в производственный поток (например, их передают в следующие станции тестирования и/или проверки, или подвергают операции маркировки, складирования и т.д.), поскольку они рассматриваются как пригодные;
- n-k шин или полуфабрикатов, вместо этого, направляют за пределы производственной линии, поскольку, по меньшей мере, предварительно, их рассматривают как непригодные. Предпочтительно, повторный ввод k шин или полуфабрикатов и перенаправление n-k шин или полуфабрикатов выполняется во время, равное упомянутому выше заданному временному диапазону.
Предпочтительно, n-k шин, направляемых за пределы потока производства, передают в станцию 40 проверки (за пределы производственной линии), где может выполняться более глубокий анализ для проверки, следует ли эти шины фактически и определенно отбраковать. В производственном процессе, следовательно, обеспечивается дополнительная операция 240 проверки (выполняемая в проверочной станции 40), следующая после операции проверки, выполняемой только для n-k шин или полуфабрикатов, которые, по меньшей мере, предварительно рассматриваются как непригодные.
Станция 20 контроля содержит по меньшей мере одно устройство 100 для контроля над шинами в производственной линии, в соответствии со способом настоящего изобретения. Устройство 100 содержит элемент 110 для перемещения шины 101 (показан пунктирной линии на фиг. 2), имеющий горизонтальную опорную пластину 120, таким образом, что элемент, выполненный с возможностью вращения вокруг оси, перпендикулярной ему самому (на фиг. 2 перпендикулярно плоскости листа), и такая ось совпадает с осью цилиндрической симметрии шины.
Устройство 100 дополнительно содержит источник 130, выполненный с возможностью излучения облучающего света для облучения участка поверхности шины или полуфабриката, поддерживаемого на опорной плоскости, и на расстоянии от источника, система 140 детектирования выполнена с возможностью детектировать оптическую интенсивность облучающего света, отражаемого участком поверхности на число N, где N находится в диапазоне от 1–3, пар состояний поляризации, принадлежащих группе из трех пар состояний поляризации, соответствующих трем парам точек на сфере Пуанкаре, и эти три пары точек расположены на противоположных концах трех соответствующих диаметров сферы Пуанкаре, ортогональных друг другу.
В примере, схематично показанном на фиг. 2, который соответствует числу N, равному 1, система детектирования содержит две цифровые камеры 141, каждая из которых имеет цифровой датчик, выполненный с возможностью детектировать отраженный облучающий свет, и каждая камера ассоциирована с поляризатором 142 в соответствии с настоящим изобретением, расположенным перед соответствующей камерой. Источник 130 содержит например два источника 131 света, каждый из которых ассоциирован с соответствующей камерой. Две камеры расположены, например, диаметрально противоположно относительно шины. Для N, равного 2, возможное решение (не показано) обеспечивает две дополнительные камеры, каждая из которых имеет соответствующий поляризатор и соответствующий источник света, диаметрально противоположные друг другу вдоль диаметра (то есть на фиг. 2, расположенные вертикально), ортогонально этим (горизонтальным на фиг. 2) двум камерам 141, показанным на фиг. 2. Для N, равного 3 (не показано), всего шесть камер могут быть распределены вокруг внешней окружности шины таким образом, что угол дуги в центре между двумя соседними камерами равен 60°. Обычно каждая группа, формируемая камерой с соответствующим поляризатором и соответствующим источником света, может перемещаться таким образом, что обеспечивается возможность последовательного контроля над как поверхностью протектора, так и доступной поверхностью боковой стенки.
В примере, схематично показанном на фиг. 3, устройство 100 содержит роботизированную руку 102, на свободном конце которой жестко установлен источник 130 света и система 140 детектирования (представленная только схематично). Например, если предполагать, что N равняется 1, при использовании одного и только одного источника 131 света, система 140 детектирования может содержать две камеры, установленные рядом друг с другом на роботизированной руке с их соответствующим поляризатором, или только одну камеру и расположенный вверх по потоку перед нею элемент (не показан), на котором установлены два поляризатора, и такой элемент выполнен с возможностью установки только одного поляризатора одновременно перед камерой.
Устройство 100 дополнительно содержит модуль 150 обработки, выполненный с возможностью принимать детектируемый сигнал из системы детектирования и выполненный с возможностью выполнять упомянутые выше операции.
При выполнении операции шина 101 поддерживается на опорной пластине 120 и подвергается первому полному повороту вокруг ее оси симметрии для контроля общего расширения по периметру поверхности протектора, и (возможно, при соответствующей установке источников света и системы детектирования) выполняется второй полный поворот вокруг ее оси симметрии для контроля над общим расширением по периметру поверхности доступной боковой стенки (боковой стенки, повернутой вверх).
Как показано на фиг. 4, контрольная станция 20 для шин может содержать пару упомянутых выше устройств 100 для контроля над шинами в производственной линии, и между этими двумя устройствами, относительно производственного потока, установлено устройство 50 для наклона шины вокруг оси, ортогональной цилиндрической оси симметрии шины. Таким образом, становится возможным контролировать две боковые стенки шины соответственно в двух устройствах. При этом было отмечено, что в одной контрольной станции 20 множество устройств также могут присутствовать в соответствии с настоящим изобретением, и/или множество пар устройств с устройством наклона, расположенным между ними (которое может совместно использоваться множеством пар устройств). Поток шин или полуфабрикатов для контроля может затем быть подразделен между разными устройствами контроля.
На фиг. 5-12 показан пример воплощения способа в соответствии с настоящим изобретением. На фиг. 5 показан фотоснимок в нормальном видимом свете в серых тонах и без какого-либо фильтра поляризации участка поверхности шины, в который преднамеренно был включен посторонний металлический предмет D. Участок поверхности освещают белым светом. Ось объектива камеры расположена нормально плоскости тангенциальной огибающей поверхности протектора в центре протектора. Угол между осью объектива и направлением распространения излучения, падающего на участок поверхности, равен приблизительно 90°.
На фиг. 6, 7 и 8 показано соответствующее изображение в виде изображения в черном и белом тонах на участке поверхности, по существу, совпадающем с фиг. 5, полученное при ассоциировании каждой дискретной точки поверхности со значением, представляющим соответственно второй, третий и четвертый компоненты Стокса, Q, U и V, и после пороговой обработки серых тонов. Опорная система для основных состояний поляризации ориентирована с горизонтальной и вертикальной осями линейной поляризации, соответственно параллельными горизонтальной оси и вертикальной оси на фиг. 6-12.
На фиг. 9-12 представлено соответствующее изображение в черном и белом тонах на том же участке поверхности, полученном путем ассоциирования каждой дискретной точки поверхности со значением, представляющим соответственно степень линейной поляризации, DOLP, степень поляризации, DOP, степень круговой поляризации, DOCP и угол поляризации, PCl, и после соответствующей пороговой обработки по серым тонам.
Как можно видеть, дефект D четко выделяется на всех изображениях, в частности на тех, которые представлены на фиг. 6, 9, 10 и 12.
При этом наблюдалось, что изображения и/или, по еще большей причине, соответствующие сигналы детектирования могут подвергаться обработке соответствующими алгоритмами (такими, как алгоритмы, которые активируют медианный фильтр, или известные, как «детектирование пятен», которые позволяют распознавать и изолировать часть изображения с высокой плотностью пикселя) для отличия дефекта от остальной части изображения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ квантового распределения ключа (три варианта) | 2022 |
|
RU2792615C1 |
| ПОЛЯРИЗАЦИОННО-ФОТОННЫЙ ДЕТЕКТОР НИЗКОКОНТРАСТНЫХ ИЗОБРАЖЕНИЙ НА ОСНОВЕ ТВЕРДОТЕЛЬНЫХ КАРТИННО ОРИЕНТИРОВАННЫХ ЛИНЕЙНЫХ МИКРОПОЛЯРИЗАТОРОВ | 2023 |
|
RU2831223C1 |
| ОПТИЧЕСКИЙ ИЗМЕРИТЕЛЬ ПЕРЕМЕННОГО И ПОСТОЯННОГО ТОКА В ВЫСОКОВОЛЬТНЫХ СЕТЯХ | 2017 |
|
RU2663545C1 |
| ОПТИЧЕСКИЙ ИЗМЕРИТЕЛЬ ПЕРЕМЕННОГО ТОКА В ВЫСОКОВОЛЬТНЫХ СЕТЯХ | 2016 |
|
RU2627987C1 |
| Устройство для калибровки дихрографов кругового дихроизма | 2022 |
|
RU2801066C1 |
| Способ и устройство квантового распределения ключа | 2024 |
|
RU2825566C1 |
| ЯЧЕЙКА ФАРАДЕЯ ДВУХКАНАЛЬНАЯ ДЛЯ ИЗМЕРЕНИЯ ПЕРЕМЕННОГО ТОКА В ВЫСОКОВОЛЬТНЫХ СЕТЯХ | 2024 |
|
RU2829569C1 |
| ИЗМЕРИТЕЛЬ ТОКА ОПТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 2018 |
|
RU2682133C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАТРИЦЫ МЮЛЛЕРА | 2015 |
|
RU2583959C1 |
| ИЗМЕРИТЕЛЬ ТОКА ОПТИЧЕСКИЙ ИНТЕРФЕРЕНЦИОННЫЙ | 2021 |
|
RU2767166C1 |





Группа изобретений, содержащая способ контроля над шинами или полуфабрикатами в производственной линии для шин, процесс для производства шин, устройство для контроля над шинами или полуфабрикатами в производственной линии для шин и производственная линия для шин. Способ и соответствующее устройство для контроля над шинами или полуфабрикатами в производственной линии для шин содержат этапы, при которых освещают поверхности шины или полуфабриката, производят детектирование оптической интенсивности облучающего света, отраженного поверхностью, на множестве N, где N находится в диапазоне от 1 до 3, пар состояний поляризации, принадлежащих группе из трех пар состояний поляризации, расположенных на противоположных концах трех соответствующих диаметров сферы Пуанкаре, ортогональных друг другу. Рассчитывают числа М, где М находится в диапазоне от 1 до 3 значений, представляющих эквивалентное количество компонентов вектора Стокса, принадлежащих подгруппе из трех компонентов вектора Стокса, содержащих второй компонент, Q, равный разности двух оптических интенсивностей облучающего света, отраженного поверхностью на первую пару состояний поляризации, третий компонент, U, равный разности двух оптических интенсивностей облучающего света, отраженного поверхностью на вторую пару состояний поляризации, и четвертый компонент, V, равный разности двух оптических интенсивностей облучающего света, отраженного поверхностью на третью пару состояний поляризации. Далее производят генерирование соответствующего сигнала контроля, представляющего каждый компонент Стокса, а также анализируют соответствующий сигнал контроля для детектирования возможного присутствия дефектов на поверхности. Технический результат – автоматизация распознавания дефектов. 4 н. и 27 з.п. ф-лы, 13 ил.
1. Способ контроля над шинами или полуфабрикатами в производственной линии (1) для шин, содержащий этапы, при которых:
- освещают, используя облучение светом, по меньшей мере один участок поверхности шины или полуфабриката (101), предназначенный для контроля;
- детектируют оптическую интенсивность облучающего света, отраженного упомянутым участком поверхности на число N пар состояний поляризации, принадлежащих группе из трех пар состояний поляризации, соответствующих трем парам точек на сфере Пуанкаре, эти три пары точек расположены на противоположных концах трех соответствующих диаметров сферы Пуанкаре, ортогональных друг другу, упомянутое число N равно 1 или 2, или 3;
- рассчитывают на упомянутом участке поверхности число М значений, представляющих эквивалентное количество компонентов вектора Стокса, принадлежащих подгруппе из трех компонентов вектора Стокса, содержащей второй компонент, Q, равный разности или функции разности двух оптических интенсивностей облучающего света, отраженного участком поверхности на первую пару состояний поляризации, третий компонент, U, равный разности или функции разности двух оптических интенсивностей облучающего света, отраженного участком поверхности на вторую пару состояний поляризации, и четвертый компонент, V, равный разности или функции разности двух оптических интенсивностей облучающего света, отраженного участком поверхности на третью пару состояний поляризации, в котором упомянутое число М равно 1 или 2, или 3;
- генерируют для упомянутого участка поверхности соответствующий сигнал контроля, представляющий каждое из упомянутых значений, которое представляет упомянутые компоненты вектора Стокса;
- анализируют упомянутый соответствующий сигнал контроля на упомянутом участке поверхности для детектирования возможного присутствия дефектов поверхности.
2. Способ по п. 1, в котором первая пара состояний поляризации состоит из горизонтальной и вертикальной линейной поляризации, вторая пара состояний поляризации состоит из линейной поляризации под углом +45° и -45°, и третья пара состояний поляризации состоит из правой и левой круговой поляризации.
3. Способ по п. 2, в котором оптическая интенсивность облучающего света, отраженного упомянутым участком поверхности на первую пару состояний поляризации, детектируется при пропускании отраженного облучающего света через линейный поляризатор, выровненный вдоль горизонтальной оси, и через линейный поляризатор, выровненный вдоль вертикальной оси, соответственно.
4. Способ по п. 2, в котором оптическая интенсивность облучающего света, отраженного упомянутым участком поверхности на вторую пару состояний поляризации, детектируется путем пропускания отраженного облучающего света через линейный поляризатор, выровненный под углом +45° относительно горизонтали, и через линейный поляризатор, выровненный под углом -45° относительно горизонтали, соответственно.
5. Способ по п. 2, в котором оптическую интенсивность облучающего света, отраженного упомянутым участком поверхности на третью пару состояний поляризации, детектируют в отношении правой круговой поляризации при пропускании отраженного облучающего света через четвертьволновую пластину с ее осью наибольшей скорости распространения света, расположенной вдоль горизонтальной оси, после чего следует после пластины, относительно направления распространения облучающего света, линейный поляризатор, выровненный под углом +45° относительно горизонтальной оси, и в отношении левой круговой поляризации, путем пропускания облучающего отраженного света через четвертьволновую пластину с ее осью наибольшей скорости распространения света, расположенной вдоль горизонтальной оси, после чего следует линейный поляризатор, выровненный под углом -45° относительно горизонтальной оси.
6. Способ по любому одному из предыдущих пунктов, в котором упомянутое множество N равно 1 и упомянутое множество М равно 1.
7. Способ по п. 6, в котором пара состояний поляризации, на которых детектируют оптическую интенсивность отраженного облучающего света, представляет собой первую пару, и упомянутое значение, представляющее компоненты Стокса, представляет второй компонент Стокса, Q.
8. Способ по любому одному из пп. 1-5, в котором упомянутое число N пар состояний поляризации равно 2 или 3 и упомянутое число М равно 2 или 3.
9. Способ по любому одному из пп. 1-5, в котором дополнительно предусматривают расчет на упомянутом участке поверхности дополнительного значения, представляющего первый компонент вектора Стокса, l, равный сумме или функции суммы двух оптических интенсивностей облучающего света, отраженного участком поверхности на первую пару состояний поляризации.
10. Способ по п. 8, в котором дополнительно предусматривают расчет на упомянутом участке поверхности дополнительного значения, представляющего первый компонент вектора Стокса, l, равный сумме или функции суммы двух оптических интенсивностей облучающего света, отраженного участком поверхности на первую пару состояний поляризации, и при этом упомянутые М значений, представлявших эквивалентное количество компонентов Стокса, содержат значения, представляющие второй компонент, Q, и в котором предусматривают расчет на упомянутом участке поверхности как функцию упомянутых М значений, представляющих компоненты Стокса, и упомянутого дополнительного значения, представляющего первый компонент Стокса, по меньшей мере один первый параметр поляризации, предпочтительно также по меньшей мере один второй параметр поляризации, более предпочтительно также третий параметр поляризации, принадлежащие группе параметров поляризации, состоящей из степени линейной поляризации, DOLP=sqrt(Q2+U2)/l, угла поляризации, PSl=0,5∙atan (U/Q) и степени круговой поляризации, DOCP=V/l.
11. Способ по п. 10, в котором упомянутое число N равно трем и упомянутое число М равно трем, и в котором способ содержит рассчитывание на упомянутом участке поверхности как функции упомянутых значений М, представляющих компоненты Стокса, и упомянутого дополнительного значения, представляющего первый компонент Стокса, степень поляризации, DOP=sqrt (Q2+U2+V2)/l.
12. Способ по любому одному из пп. 1-5, в котором облучающий свет, которым освещают по меньшей мере один участок поверхности шины или полуфабриката, не поляризован или по меньшей мере частично не поляризован.
13. Способ по любому одному из пп. 1-5, в котором во время выполнения операции для освещения участка поверхности угол, формируемый между направлением распространения облучающего света, которым освещают поверхность, и нормалью к плоскости, локально тангенциальной огибающей участка поверхности, больше чем или равен 30°, предпочтительно больше чем или равен 45°.
14. Способ по любому одному из пп. 1-5, в котором предусмотрено детектирование оптической интенсивности отраженного облучающего света, используя по меньшей мере одну цифровую камеру, имеющую цифровой оптический датчик, выполненный с возможностью детектировать упомянутый отраженный облучающий свет, и оптический объектив с его осью, в котором угол, формируемый между упомянутой осью и нормалью к плоскости, локально тангенциальной огибающей участка поверхности, меньше чем или равен 50°, предпочтительно меньше чем или равен 30°.
15. Способ по п. 14, в котором угол, формируемый направлением распространения облучающего света, которым облучают участок поверхности, и упомянутой осью объектива и камеры, больше чем или равен 40°, предпочтительно больше чем или равен 60°.
16. Способ по любому одному из пп. 1-5, дополнительно содержащий дискретизирование упомянутого участка поверхности на конечное множество точек, в котором операцию/операции для детектирования оптической интенсивности, и/или генерирования соответствующего сигнала детектирования, и/или расчета числа М значений, и/или расчета параметров поляризации, и/или генерирования соответствующего сигнала контроля, и/или анализа соответствующего сигнала контроля, выполняют для каждой точки на участке поверхности.
17. Способ по п. 16, дополнительно содержащий формирование для каждого из упомянутых М значений, представляющих компоненты Стокса, и/или для каждого из упомянутых параметров поляризации, изображения упомянутого участка поверхности, в котором каждая точка поверхности отображается как функция соответствующего значения упомянутого представительного значения и/или соответственно упомянутого параметра поляризации.
18. Процесс (200) для производства шин, содержащий по меньшей мере одну операцию (210) для построения заготовок шин, операцию (230) для вулканизации заготовок шин и операцию (220) для контроля над шинами или полуфабрикатами в соответствии со способом по любому одному из предыдущих пунктов.
19. Процесс по п. 18, в котором операция по контролю над шинами или полуфабрикатами содержит контроль множества n шин или полуфабрикатов в заданном временном диапазоне.
20. Процесс по п. 19, в котором предусмотрено, в том же заданном временном диапазоне, вводят k шин или полуфабрикатов в производственный поток, где k=<n, после контроля, и направляют n-k шин или полуфабрикатов после контроля за пределы упомянутого производственного потока как функцию упомянутого выше соответствующего сигнала контроля.
21. Процесс по п. 20, в котором каждую из упомянутых n-k шин или полуфабрикатов, направляемых за пределы производственного потока, подают в станцию (40) проверки для выполнения по меньшей мере одного дополнительного анализа той же шины или полуфабриката.
22. Процесс по п. 19, или 20, или 21, в котором упомянутое заданное время для контроля множества n шин или полуфабрикатов составляет приблизительно от n/5 длительности цикла до приблизительно 5n длительности цикла.
23. Устройство (100) для контроля над шинами или полуфабрикатами (101) в производственной линии (1) для шин, содержащее:
- элемент (110) для перемещения шины или полуфабриката, имеющий опорную пластину (120), предпочтительно горизонтальную, выполненную с возможностью вращения вокруг оси, перпендикулярной самой себе;
- источник (130), выполненный с возможностью излучения облучающего света, для освещения участка поверхности шины или полуфабриката, когда он находится на опорной пластине, и на расстоянии от упомянутого источника, систему (140) детектирования, выполненную с возможностью детектировать оптическую интенсивность облучающего света, отраженного упомянутым участком поверхности на множество N пар состояний поляризации, принадлежащих группе из трех пар состояний поляризации, соответствующих трем парам точек сферы Пуанкаре, эти три пары точек расположены на противоположных концах трех соответствующих диаметров сферы Пуанкаре, ортогональных друг другу, упомянутое число N равно 1 или 2, или 3, и для генерирования соответствующего сигнала детектирования; и
- модуль (150) обработки, выполненный с возможностью принимать из системы детектирования упомянутый сигнал детектирования и выполненный с возможностью выполнять следующие функции:
- рассчитывают на упомянутом участке поверхности число М значений, представляющих эквивалентное количество компонентов вектора Стокса, принадлежащих подгруппе из трех компонентов вектора Стокса, содержащей второй компонент, Q, равный разности или функции разности двух оптических интенсивностей облучающего света, отраженного участком поверхности на первую пару состояний поляризации, третий компонент, U, равный разности или функции разности двух оптических интенсивностей облучающего света, отраженного участком поверхности на вторую пару состояний поляризации, и четвертый компонент, V, равный разности или функции разности двух оптических интенсивностей облучающего света, отраженного участком поверхности на третью пару состояний поляризации, в котором упомянутое число М равно 1 или 2, или 3;
- генерируют для упомянутого участка поверхности соответствующий сигнал контроля, представляющий каждое из упомянутых М значений, представляющих упомянутые компоненты вектора Стокса, и
- анализируют упомянутый соответствующий сигнал контроля на упомянутом участке поверхности для детектирования возможного присутствия дефектов поверхности.
24. Устройство по п. 23, в котором упомянутая система детектирования содержит по меньшей мере одну цифровую камеру (141) и множество 2N поляризаторов (142), каждый из которых выполнен с возможностью проецирования отраженного облучающего света на соответствующее состояние, принадлежащее упомянутым N парам состояний поляризации.
25. Устройство по п. 24, в котором некоторые или все 2N поляризаторов могут быть расположены перед камерой относительно направления распространения отраженного облучающего света во взаимно исключающем соотношении.
26. Устройство по п. 24, в котором система детектирования содержит множество 2N цифровых камер, каждая с соответствующим поляризатором, отличающимся от других поляризаторов.
27. Устройство по п. 26, в котором 2N камер распределены равномерно под углом вокруг окружности шины или полуфабриката, упомянутый источник содержит множество 2N источников (131) света, каждый из которых взаимосвязан с соответствующей камерой.
28. Устройство по п. 26, в котором 2N камер расположены в одном угловом положении относительно расширения шины по периметру или полуфабриката и используют один и тот же одиночный источник света.
29. Устройство по любому одному из пп. 23-28, в котором устройство содержит по меньшей мере одну роботизированную руку, на свободном конце которой установлены упомянутая система детектирования и упомянутый источник.
30. Производственная линия (1) для производства шин, содержащая по меньшей мере одну рабочую станцию (10), то есть область, структурированную и сконфигурированную для выполнения по меньшей мере одной операции для построения заготовок шин, по меньшей мере одну станцию (30) вулканизации, то есть область, структурированную и сконфигурированную для выполнения операции вулканизации заготовок шины, и по меньшей мере одну контрольную станцию (20), содержащую устройство (100) для контроля над шинами или полуфабрикатами по любому одному из пп. 23-28.
31. Производственная линия по п. 30, в которой станция для контроля над шинами содержит пару упомянутых устройств (100) для контроля над шинами в производственной линии, и между двумя устройствами относительно потока производства расположено устройство (50) для наклона шины вокруг оси, ортогональной оси цилиндрической симметрии шины.
| US 20070252986 A1, 01.11.2007 | |||
| US 7808637 B2, 05.10.2010 | |||
| WO 2008051497 A2, 02.05.2008 | |||
| US 20090285582 A1, 19.11.2009. |

