Область техники
Настоящее изобретение относится к абсорбирующему изделию для личной гигиены. Примеры таких изделий включают, но не ограничиваются ими, детские подгузники и обучающие трусы, женские гигиенические прокладки, а также изделия для взрослых, страдающих недержанием мочи.
Уровень техники
Абсорбирующие изделия для личной гигиены, такие, как, например, одноразовые подгузники для младенцев, обучающие трусы для детей ясельного возраста и нижнее белье для взрослых, страдающих недержанием мочи, предназначены для поглощения и удержания текучих выделений организма, в частности, большого количества мочи. Данные абсорбирующие изделия содержат несколько слоев, каждый из которых имеет различные функции. Так, например, абсорбирующее изделие может содержать верхний лист, тыльный лист и расположенную между ними абсорбирующую сердцевину, а также прочие слои.
Основной функцией абсорбирующей сердцевины является, как правило, поглощение и удержание текучих выделений организма в течение длительного периода времени, уменьшение намокания поверхностей изделия, контактирующих с кожей, в целях обеспечения сухости кожи пользователя и предотвращения загрязнения одежды или постельного белья. Большинство абсорбирующих изделий, имеющихся в продаже в настоящее время, в качестве абсорбирующего материала содержит смесь измельченной целлюлозной пульпы и суперабсорбирующих полимеров в форме частиц, именуемых также абсорбирующими гелеобразующими материалами, как описано, например, в патенте США 5,151,092 (Buell). Предложены также абсорбирующие изделия, имеющие сердцевину, состоящую в сущности из суперабсорбирующих полимеров, используемых в качестве абсорбирующего материала (так называемые сердцевины, не содержащие вспушенной целлюлозы) - см., например, публикации WO 2008/155699 (Hundorf), WO 95/11652 (Tanzer), WO 2012/052172 (Van Malderen). Предложены абсорбирующие сердцевины с прорезями или канавками, как правило, предназначенными для улучшения характеристик приема текучих сред сердцевиной, или используемыми, как направляющие для сложения изделия. В публикации WO 2009/047596 (Wright) описано абсорбирующее изделие с абсорбирующей сердцевиной, содержащей прорези.
В патентной заявке США 2004/220541 (Suzuki) описан абсорбирующий листовой материал, на поверхности которого имеются произвольным образом распределенные вогнутые и выпуклые части, образующие трехмерную структуру. В патентной заявке США 2007/244455 (Hansson) описана абсорбирующая сердцевина для абсорбирующего изделия, имеющая по меньшей мере две направляющие для сложения изделия, протяженные в сущности в продольном направлении в промежностной области и разделяющие по меньшей мере часть промежностной области абсорбирующей сердцевины на центральную часть и две латеральные части. В промежностной области абсорбирующего изделия расположены по меньшей мере два растяжимых промежностных эластичных элемента, которые прикреплены к абсорбирующей сердцевине и/или к внутреннему или наружному покровному слою.
В некоторых изделиях между верхним листом и абсорбирующей сердцевиной имеется также подслой, как правило, выполненный из нетканого материала. Такие подслои предназначены для быстрого приема текучей среды от верхнего листа и/или распределения ее в направлении к сердцевине. Такие подслои иногда называют также «капиллярный слой», «выравнивающий слой», «принимающий слой» или «распределяющий слой». Известны изделия, в которых используется только один такой подслой. Изделия, содержащие один подслой, описаны, например, в WO 94/23761 (Payne). В частности, в данной публикации описаны принимающий слой, содержащий гомогенную композицию из гидрофильного волокнистого материала, и накопительный слой, содержащий смесь гидрофильного волокнистого материала и дискретных частиц абсорбирующего гелеобразующего материала. Принимающий слой имеет зону приема, расположенную ближе к передней части изделия и имеющую относительно низкую среднюю плотность и относительно малую среднюю массу на единицу площади по сравнению с зоной распределения, расположенной ближе к задней части изделия. Еще один пример применения одного подслоя описан в патентах США 5,486,166 и 5,490,846 (Bishop).
В патентных заявках США 2008/0312621 и 2008/0312622 (Hundorf) описано одноразовое абсорбирующее изделие, содержащее базовую часть, включающую верхний лист и тыльный лист, в сущности не содержащую целлюлозы абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом и имеющую сторону, обращенную к носящему при ношении изделия, и противоположную сторону, обращенную к одежде, и «систему приема жидкости», содержащую целлюлозные волокна с химически сформированными перекрестными связями и расположенную между проницаемым для жидкости верхним листом и обращенной к носящему стороной абсорбирующей сердцевины. Система приема жидкости может также содержать верхний принимающий слой, изготовленный из нетканого материала, скрепленного латексом.
В публикации WO 2012/170778 (Rosati et al., см. также публикации WO 2012/170779, WO 2012/170781 и WO 2012/1708008) описаны абсорбирующие конструкции, содержащие суперабсорбирующий полимер, возможно, целлюлозный материал и по меньшей мере пару каналов, протяженных в сущности в продольном направлении. Обертка сердцевины может быть по меньшей мере частично скреплена сама с собой в каналах с помощью адгезива, и тем самым обеспечивается скрепление каналов. Скрепление каналов может быть перманентным, благодаря чему их структурная целостность по меньшей мере частично сохраняется как в сухом, так и во влажном состоянии. По мере того, как абсорбирующая конструкция поглощает жидкость и набухает, абсорбирующая конструкция принимает трехмерную форму, и каналы становятся видимыми. Каналы обеспечивают улучшенную посадку изделия на тело, и/или улучшенный прием и перенос жидкостей, и/или более высокую общую эффективность абсорбирующей конструкции в течение всего срока ее службы.
В первом воплощении изобретения предлагается абсорбирующее изделие, в котором наличие трехмерных каналов во влажной абсорбирующей сердцевине способствует формированию трехмерных канавок в волокнистой конструкции, расположенной между верхним листом и верхней стороной абсорбирующей сердцевины. Волокнистая конструкция может быть, например, принимающим и/или распределяющим слоем. Канавки в волокнистом слое могут обеспечивать преимущества в виде более эффективного приема и распределения текучих сред. Во втором воплощении изобретения предлагается абсорбирующая сердцевина, которая может использоваться в абсорбирующем изделии в соответствии с настоящим изобретением, и которая содержит скрепление оболочки сердцевины, которое по мере набухания абсорбирующей сердцевины заранее заданным образом раскрывается и обеспечивает дополнительное место для набухания абсорбирующего материала.
Сущность изобретения
В первом воплощении настоящего изобретения предлагается абсорбирующее изделие для личной гигиены согласно формуле изобретения. Предлагаемое абсорбирующее изделие содержит проницаемый для жидкости верхний лист, непроницаемый для жидкости тыльный лист и абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом. Абсорбирующая сердцевина содержит оболочку сердцевины, в которую заключен абсорбирующий материал, и которая имеет верхнюю сторону и нижнюю сторону. Абсорбирующий материал содержит суперабсорбирующий полимер. Абсорбирующая сердцевина содержит одну или более областей, в сущности не содержащих абсорбирующего материала. Верхняя сторона оболочки сердцевины прикреплена к нижней стороне оболочки сердцевины в одной или более областях, в сущности не содержащих абсорбирующего материала, в результате чего, когда абсорбирующий материал набухает, оболочка сердцевины образует один или более каналов, которые могут использоваться для распределения поступающих текучих сред по длине канала. Абсорбирующее изделие дополнительно содержит волокнистый слой, по меньшей мере частично прикрепленный к верхней стороне или нижней стороне оболочки сердцевины в одной или более областях, в сущности не содержащих абсорбирующего материала. Образование в абсорбирующей сердцевине каналов при набухании абсорбирующего материала вызывает образование одной или более соответствующих канавок в волокнистом слое.
Во втором воплощении изобретения предлагается абсорбирующая сердцевина, описанная выше, которая может использоваться в любом абсорбирующем изделии. Скрепление оболочки сердцевины, выполненное между верхней стороной и нижней стороной оболочки сердцевины, заранее заданным образом раскрывается при использовании изделия, а именно, при погружении абсорбирующей сердцевины в 0,9 вес. % солевой раствор при температуре 37°С, по результатам испытания на расслоение и намокание каналов, процедура которого описана в настоящей заявке:
- в течение 10 минут расслаивается менее, чем одна треть исходной длины скрепления оболочки сердцевины;
- в течение 20 минут расслаивается от одной трети до двух третей исходной длины скрепления оболочки сердцевины;
- в течение 60 минут расслаивается по меньшей мере две трети исходной длины скрепления оболочки сердцевины.
Первое и второе воплощения изобретения могут использоваться независимо друг от друга, или они могут использоваться в сочетании друг с другом.
Краткое описание чертежей
Фиг. 1. Вид сверху воплощения настоящего изобретения в форме подгузника, с удаленными фрагментами некоторых слоев, до его использования.
Фиг. 2. Поперечное сечение воплощения, изображенного на фиг. 1, плоскостью, проходящей через точку промежности (С).
Фиг. 3. Поперечное сечение воплощения, изображенного на фиг. 1, плоскостью, проходящей через ту же точку, что и сечение на фиг. 2, но соответствующее состоянию подгузника, в котором сформировались каналы и канавки в результате насыщения подгузника текучей средой.
Фиг. 4. Вид сверху абсорбирующей сердцевины подгузника, изображенного на фиг. 1, с частично удаленным слоем верхней стороны.
Фиг. 5. Поперечное сечение воплощения сердцевины, изображенной на фиг. 4, плоскостью, проходящей через точку промежности.
Фиг. 6. Продольное сечение абсорбирующей сердцевины, изображенной на фиг. 4.
Фиг. 7. Упрощенный вид сверху воплощения, в котором область скрепления межу оболочкой сердцевины и волокнистым слоем покрывает в сущности всю нижнюю поверхность волокнистого слоя.
Фиг. 8. Альтернативное воплощение области скрепления, в котором она содержит две протяженные в продольном направлении области и не скрепленную зону в центральной области волокнистого слоя.
Фиг. 9. Альтернативное воплощение, в котором волокнистый слой скреплен с оболочкой сердцевины в области, в сущности соответствующей областям, в сущности не содержащим абсорбирующего материала.
Фиг. 10. Альтернативное воплощение, в котором область скрепления волокнистого слоя меньше, чем волокнистый слой.
Фиг. 11. Альтернативное воплощение, в котором волокнистый слой скреплен с оболочкой сердцевины вдоль поперечных полос.
Фиг. 12. Воплощение, аналогичное воплощению на фиг. 7, на примере которого показана дополнительно возможная структура нанесения адгезива, обеспечивающего крепление верхнего листа к лежащему под ним слою.
Фиг. 13. Воплощение, аналогичное воплощению на фиг. 8, на примере которого показана еще одна возможная структура нанесения адгезива, обеспечивающего крепление верхнего листа к лежащему под ним слою.
Фиг. 14. Схематичное поперечное сечение одного из воплощений изделия в сухом состоянии, содержащего принимающий слой в дополнение к волокнистому слою.
Фиг. 15. Схематичное поперечное сечение изделия, изображенного на фиг. 14, в состоянии, когда изделие влажное, и в сердцевине сформировались каналы, а в прочих слоях абсорбирующего изделия - канавки.
Фиг. 16. Схематичное поперечное сечение изделия, изображенного на фиг. 14-15, в состоянии, когда скрепления оболочки сердцевины расслоились.
Подробное описание изобретения
Введение
В контексте настоящего описания термин «абсорбирующее изделие для личной гигиены» означает устройства одноразового пользования, такие, как детские подгузники и обучающие трусы, изделия для взрослых, страдающих недержанием мочи, а также женские гигиенические прокладки и им подобные, помещаемые вплотную к телу носящего или в непосредственной близости к телу носящего для поглощения и удержания выделений организма. Абсорбирующие изделия в соответствии с настоящим изобретением будут более подробно описаны ниже со ссылками на прилагаемые чертежи, на которых изделие изображено в форме подгузника с ленточным креплением. При этом, однако, ничего в данном описании не следует рассматривать, как ограничивающее масштаб настоящего изобретения, если иное не указано явно.
Термин «нетканое полотно» в контексте настоящего описания означает тонколистовой материал, полотно или его полуфабрикат из направленно или произвольно ориентированных волокон, скрепленных друг с другом за счет сил трения, и/или когезии, и/или адгезии, исключая бумагу и изделия, которые являются ткаными, вязаными, стегаными или прошитыми связующими прядями или волокнами, а также изделия, полученные мокрым помолом и валянием, с дополнительным начесом иглами или без него. Волокна могут быть естественного или искусственного происхождения, и могут быть непрерывными нитями, штапельными волокнами или волокнами, образованными на месте формирования полотна. Имеющиеся в продаже волокна имеют диаметр от менее, чем примерно 0,001 мм до более, чем примерно 0,2 мм, и поставляются в различных формах: короткие волокна (именуемые также штапельными или резаными), сплошные одиночные волокна (нити или мононити), нескрученные пучки сплошных нитей (жгут) и скрученные пучки сплошных нитей (пряжа). Нетканые полотна могут быть сформированы с использованием различных технологических процессов, таких, как выдувание из расплава, спанбонд, прядение из растворителя, электропрядение, кардование и аэродинамическая укладка. Масса нетканого полотна, приходящаяся на единицу площади, обычно выражается в граммах на квадратный метр (г/м2).
Термины «присоединен» и «прикреплен» в контексте настоящего описания включают конфигурации, в которых один элемент непосредственно присоединен к другому элементу путем непосредственного крепления первого элемента ко второму элементу, и конфигурации, в которых один элемент косвенно присоединен к другому элементу путем крепления первого элемента к одному или более промежуточным элементам, которые в свою очередь прикреплены ко второму элементу.
Термины «содержать», «содержащий» и «содержит» являются не исключающими терминами, а именно, каждый из них означает присутствие, например, компонента, упоминаемого после данных терминов, но не исключает присутствия, например, прочих элементов, этапов, компонентов, известных сведущим в данной области техники или описанных в настоящей заявке. Данные термины, являющиеся производными от глагола «содержать», следует рассматривать, как включающие в себя термины с более узким значением: «состоящий из», который исключает любые не упомянутые элементы, этапы или ингредиенты, и «состоящий в сущности из», который ограничивают содержание элемента только упоминаемым материалами или этапами, а также материалами и этапами, которые не оказывают значительного влияние на выполнение элементом своих функций. Любые примеры или предпочтительные воплощения, описанные ниже, не ограничивают масштаб изобретения, если явно не указано иное. Термины «как правило», «обычно», «целесообразно» и им подобные используются для описания элементов, которыми также не подразумевается ограничить масштаб настоящего изобретения, если явно не указано иное.
Общее описание абсорбирующего изделия
Пример абсорбирующего изделия в соответствии с настоящим изобретением в форме детского подгузника 20 показан на фиг. 1-3. Фиг. 1 представляет собой вид сверху подгузника 20 в расправленном состоянии с отрезанными фрагментами элементов его конструкции, что позволяет более наглядно показать конструкцию подгузника 20. Подгузник 20 показан только для иллюстрации, поскольку настоящее изобретение может использоваться для изготовления широкого разнообразия подгузников и прочих абсорбирующих изделий.
Абсорбирующее изделие содержит проницаемый для жидкостей верхний лист 24, непроницаемый для жидкостей тыльный лист 25, абсорбирующую сердцевину 28, расположенную между верхним листом 24 и тыльным листом 25, и волокнистый слой 54.
На фиг. 1 показаны также прочие типичные компоненты подгузника с ленточным креплением, такие, как система крепления, содержащая клейкие лепестки 42, прикрепленные к заднему краю изделия и работающие совместно с зоной 44 крепления, расположенной на передней стороне изделия, барьерные ножные манжеты 34 и эластифицированные уплотнительные манжеты 32, присоединенные к базовой части абсорбирующего изделия, как правило, посредством верхнего листа и/или тыльного листа, и в сущности расположенные в одной плоскости с базовой частью подгузника. Абсорбирующее изделие может также содержать прочие типичные элементы, не показанные на чертежах, такие, как, например, задний эластичный поясной элемент, передний эластичный поясной элемент, поперечные барьерные манжеты, лосьон и другие.
Абсорбирующее изделие 20 содержит передний край 10, задний край 12 и два боковых (продольных) края 13 и 14. Передний край 10 изделия является краем, который должен находиться на передней стороне пользователя при ношении изделия, а задний край 12 является соответственно противоположным краем изделия. Абсорбирующее изделие можно условно разделить продольной осью 80, протяженной от переднего края к заднему краю изделия, на две половины, в сущности симметричные относительно данной оси на виде сверху, когда изделие расправлено до плоского состояния, как это показано на фиг. 1. Длина L абсорбирующего изделия может быть измерена вдоль продольной оси 80, как расстояние от переднего края 10 до заднего края 12. Изделие содержит точку промежности С, определяемую в контексте настоящего изобретения, как точка, расположенная на продольной оси на расстоянии две пятых (2/5) L от переднего края 10 изделия 20. Ширина изделия (в случае подгузника) на уровне точки промежности может составлять, в частности, от 50 мм до 300 мм, или от 80 мм до 250 мм. В изделиях для взрослых, страдающих недержанием мочи, данная ширина может достигать 450 мм.
Промежностная область может быть определена, как область подгузника, центром которой в продольном направлении является точка промежности С, и протяженная в сторону передней части и в сторону задней части подгузника на расстояние, составляющее одну пятую L (L/5) в обоих данных направлениях. Передняя область и задняя область могут быть определены, как остальные части подгузника, протяженные соответственно к переднему и заднему краям изделия.
Верхний лист 24, тыльный лист 25, абсорбирующая сердцевина 28 и прочие компоненты абсорбирующего изделия могут быть собраны друг с другом в различных известных конфигурациях и различными способами, в частности, склеиванием и горячим тиснением. Примеры возможных конфигураций подгузника описаны в патентах США 3,860,003, 5,221,274, 5,554,145, 5,569,234, 5,580,411, и 6,004,306. Абсорбирующее изделие предпочтительно является тонким. Толщина изделия на уровне точки промежности С может составлять, например, от 3,0 мм до 12,0 мм, в частности, от 4,0 мм до 10,0 мм, будучи измеренной в соответствии со способом определения толщины абсорбирующего изделия, описанным в настоящей заявке.
Одно из воплощений абсорбирующей сердцевины 28, показанное в отдельности на фиг. 4, содержит абсорбирующий материал и оболочку сердцевины, в которую заключен абсорбирующий материал. Оболочка сердцевины может содержать две основы: 16 и 16', образующие верхнюю сторону и нижнюю сторону сердцевины соответственно. Абсорбирующая сердцевина дополнительно содержит одну или более областей 26, в сущности не содержащих абсорбирующего материала, окруженных (в плоскости абсорбирующей сердцевины) абсорбирующим материалом. Верхняя сторона оболочки сердцевины прикреплена к нижней стороне оболочки сердцевины в одной или более областях 26, в сущности не содержащих абсорбирующего материала, посредством одного или более скреплений 27 оболочки сердцевины, в результате чего, когда абсорбирующий материал набухает, в абсорбирующей сердцевине формируются один или более каналов 26' в одной или более областях 26 вдоль скреплений 27 оболочки сердцевины. Данные каналы могут использоваться для распределения поступающих текучих сред вдоль длины каналов.
Абсорбирующее изделие дополнительно содержит волокнистый слой 54 между верхним листом и абсорбирующей сердцевиной. Волокнистый слой по меньшей мере частично прикреплен к верхней стороне оболочки сердцевины в областях 26, в сущности не содержащих абсорбирующего материала. Крепление волокнистого слоя к верхней стороне оболочки сердцевины в областях 26, в сущности не содержащих абсорбирующего материала, вызывает формирование одной или более соответствующих канавок 29 в волокнистом слое, как показано схематически на фиг. 3 и фиг. 14-15. Ниже приводится более подробное описание упомянутых, а также прочих компонентов абсорбирующего изделия.
Верхний лист 24
Верхний лист 24 является частью абсорбирующего изделия, непосредственно контактирующей с кожей носящего. Верхний лист 24 может быть присоединен к тыльному листу 25, абсорбирующей сердцевине 28 и/или любым другим слоям, как известно в данной области техники. Обычно верхний лист 24 и тыльный лист 25 присоединены друг к другу непосредственно по периферии изделия или близко к ней и косвенно присоединены друг к другу в прочих местах за счет их непосредственного присоединения к одному или более из прочих элементов абсорбирующего изделия 20. Верхний лист может быть присоединен к лежащему под ним слою, которым может быть волокнистый слой 54 или другой слой, например, принимающий слой 52, любыми традиционно используемыми способами, в частности, склеиванием, механическим или термическим скреплением, или сочетаниями таких способов. Верхний лист может быть, в частности, прикреплен непосредственно или косвенно к волокнистому слою 54 в области, в которой образуются канавки волокнистого слоя, как это показано для примера на фиг. 3 и 14. Это может обеспечивать образование вторичных канавок на поверхности изделия, или по меньшей мере способствовать образованию таких канавок.
Верхний лист 24 предпочтительно является легко деформируемым, мягким на ощупь и не раздражающим кожи пользователя. Кроме того, по меньшей мере часть верхнего листа 24 является проницаемой для жидкостей, то есть, позволяет жидкостям легко проходить через всю его толщину. Верхний лист может быть изготовлен из широкого разнообразия материалов, таких, как пористые пены, сетчатые пены, перфорированные пластические пленки, тканые или нетканые материалы из натуральных волокон (например, древесных или хлопковых волокон), синтетических волокон или нитей (например, полиэфирных или полипропиленовых волокон, двухкомпонентных волокон (полиэтилен-полипропилен) или их смесей), или из сочетаний натуральных и синтетических волокон. Если верхний лист 24 содержит волокна, то волокна могут быть волокнами типа «спанбонд», кардованными, гидродинамической укладки, выдуваемыми из расплава, гидроспутанными, или иным образом полученными и обработанными, как известно в данной области техники. В частности, может использоваться нетканое полотно из полипропиленовых волокон типа «спанбонд». Подходящим материалом для изготовления верхнего листа является материал, предлагаемый под торговым наименованием Р-8, производства Veratec, Inc., отделением International Paper Company (Волпоул, штат Массачусетс, США), содержащий полотно из штапельных полипропиленовых волокон.
Подходящие верхние листы из формованных пленок описаны в патентах США 3,929,135; 4,324,246; 4,342,314; 4,463,045; 5,006,394. Кроме того, подходящие типы верхних листов и способы их изготовления описаны в патентах США 4,609,518 и 4,629,643 (Curro). Формованные пленки предлагают The Procter & Gamble Company (Cincinnati, штат Огайо, США) под маркой "DRI-WEAVE", и Tredegar Corporation (Ричмонд, штат Виргиния, США) под наименованием "CLIFF-T".
Любая часть верхнего листа 24 может быть покрыта лосьоном, как это известно в данной области техники. Примеры подходящих лосьонов включают лосьоны, описанные в патентах США 5,607,760; 5,609,587; 5,635; 5,643,588; 5,968,025 и 6,716,441. Верхний лист 24 может также включать антибактериальные вещества, или может быть обработан ими. Некоторые примеры таких веществ описаны в публикации WO 95/24173. Кроме того, верхний лист 24, тыльный лист 25 или любые их части могут иметь рельеф или матовую поверхность для придания им внешнего вида, более близкого к внешнему виду ткани.
Верхний лист 24 может содержать одно или более отверстий для облегчения проникновения через него выделений организма, таких, как моча и/или фекалии (твердые, полутвердые или жидкие). Для обеспечения эффективного удержания выделений организма важен размер по меньшей мере первичного отверстия. Если первичное отверстие слишком мало, то выделения организма могут не проходить через него из-за плохого совмещения отверстия с источником выделений, или из-за того, что фекальные массы имеют диаметр, больший, чем размер отверстия. Если отверстие слишком велико, то будет расти площадь участка кожи, который может загрязняться из-за намокания поверхности изделия от содержащихся в нем выделений. Суммарная площадь отверстий на поверхности подгузника может составлять от примерно 10 см2 до примерно 50 см2, в частности, от примерно 15 см2 до 35 см2. Примеры перфорированных верхних листов описаны в патенте США 6,632,504 (ВВА NONWOVENS SIMPSONVILLE). В публикации WO 2011/163582 описан также подходящий окрашенный верхний лист, имеющий массу на единицу площади, составляющую от 12 до 18 г/м2 и содержащий множество точек скрепления. Каждая из точек скрепления имеет площадь от 2 мм2 до 5 мм2, а суммарная площадь всего множества точек скрепления составляет от 10 до 25% общей площади поверхности верхнего листа.
Верхние листы подгузников, как правило, имеют массу на единицу площади от примерно 10 г/м2 до примерно 28 г/м2, в частности, от примерно 12 г/м2 до примерно 18 г/м2, но возможна и иная масса на единицу площади.
Тыльный лист 25
Тыльный лист 25 в целом представляет собой часть абсорбирующего изделия 20, образующую основную часть наружной поверхности изделия при ношении его пользователем. Тыльный лист расположен в непосредственной близости к обращенной к одежде поверхности абсорбирующей сердцевины 28 и предотвращает загрязнение нижнего белья и постельного белья выделениями организма, поглощенными и содержащимися в изделии. Тыльный лист 25, как правило, является непроницаемым для жидкостей (в частности, мочи). Тыльный лист может быть, например, изготовлен из тонкой пластической пленки, в том числе из термопластической пленки, имеющей толщину от примерно 0,012 мм до примерно 0,051 мм, или может содержать такую пленку. Подходящие пленки для изготовления тыльного листа включают пленку с торговым названием СРС2 производства Tredegar Corporation (Ричмонд, штат Виргиния, США). Прочие подходящие материалы для изготовления тыльного листа включают дышащие материалы, позволяющие парам выходить из подгузника 20, но предотвращающие при этом прохождение жидких выделений организма через тыльный лист 25. Примеры дышащих материалов включают такие материалы, как тканые полотна, нетканые полотна, композитные материалы, такие, как нетканые полотна с покрытием из пленки, микропористые пленки, такие, как например, ESPOIR NO производства Mitsui Toatsu Со. (Япония) и EXAIRE производства Tredegar Corporation (Ричмонд, штат Виргиния, США), а также монолитные пленки, такие, как HYTREL Р18-3097 производства Clopay Corporation (Цинциннати, штат Огайо, США). Подходящие дышащие композитные материалы подробно описаны в публикации WO 95/16746 от 22 июня 1995 (Е.I. DuPont; патентах США 5,938,648 (LaVon et al.), 4,681,793 (Linman et al.), 5,865,823 (Curro), 5,571,096 (Dobrin et al.), 6,946,585 B2 (London Brown).
Тыльный лист 25 может быть присоединен к верхнему листу 24, абсорбирующей сердцевине 28 или любому другому элементу подгузника 20 любыми способами крепления, известными в данной области техники. Подходящие способы крепления описаны выше на примере способов крепления тыльного листа 24 к другим элементам изделия 20. Так, например, способы крепления могут включать нанесение адгезива равномерным сплошным слоем, структурированное нанесение слоя адгезива, например, в виде набора из отдельных линий, спиралей или точек. Подходящим способом крепления является также нанесение ниток адгезива в виде кружевной сетки, как описано в патенте США 4,573,986. Прочие подходящие способы крепления включают нанесение адгезива в виде нескольких ниток, закрученных в спиральные структуры. Примеры таких способов нанесения и соответствующее оборудование описаны в патентах США 3,911,173; 4,785,996; 4,842,666. Подходящими адгезивами являются HL-1620 и HL 1358-XZP производства Н.В. Fuller Company (Сент-Пол, штат Миннесота, США). Альтернативные способы скрепления могут включать термическое скрепление, скрепление под давлением, ультразвуковое скрепление, динамическое механическое скрепление, прочие способы скрепления, а также их сочетания, известные в данной области техники.
Абсорбирующая сердцевина 28
Абсорбирующая сердцевина, как правило, является компонентом абсорбирующего изделия, в котором сосредоточена основная абсорбирующая емкость изделия. Абсорбирующая сердцевина содержит оболочку сердцевины, абсорбирующий материал и возможно, адгезив, заключенные внутри оболочки сердцевины. Абсорбирующий материал содержит суперабсорбирующий полимер, в частности, абсорбирующий материал в изделиях в соответствии с настоящим изобретением может иметь высокое содержание суперабсорбирующих полимеров, заключенных внутри оболочки сердцевины. Содержание суперабсорбирующих полимеров может составлять по меньшей мере 40% или более (в частности, по меньшей мере 60%, или по меньшей мере 80%) по весу от суммарного веса абсорбирующего материала, содержащегося в оболочке сердцевины. Абсорбирующая сердцевина может не содержать вспушенной целлюлозы. При определении процентного содержания суперабсорбирующих полимеров в абсорбирующей сердцевине оболочка сердцевины не считается абсорбирующим материалом.
Под «абсорбирующим материалом» понимается материал, который обладает некоторыми свойствами поглощать и удерживать жидкости. Примерами таких материалов являются суперабсорбирующие полимеры, целлюлозные волокна и синтетические волокна. Клеи, используемые при изготовлении абсорбирующих сердцевин, как правило, не имеют абсорбирующих свойств и не считаются абсорбирующим материалом. Содержание суперабсорбирующих полимеров может составлять более, чем 80%, например, по меньшей мере 85%, по меньшей мере 90%, по меньшей мере 95% и даже до 100% по весу от суммарного веса абсорбирующего материала, содержащегося внутри оболочки сердцевины. Это позволяет изготовить относительно тонкую сердцевину по сравнению с обычной сердцевиной, как правило, содержащей 40-60% суперабсорбирующих полимеров и имеющей высокое содержание целлюлозных волокон. Абсорбирующий материал может содержать натуральные или синтетические волокна в количестве менее, чем 10 весовых %, или менее, чем 5 весовых %, или может даже совсем не содержать натуральных и/или синтетических волокон. Абсорбирующий материал может содержать небольшое количество целлюлозных волокон или может вовсе их не содержать. В частности, абсорбирующая сердцевина может содержать менее, чем 15%, 10%, 5% целлюлозных волокон по весу от веса абсорбирующей сердцевины, или даже может в сущности не содержать целлюлозных волокон.
Сердцевины с относительно высоким содержанием суперабсорбирующих полимеров, имеющие различные конструкции, предлагались и ранее - см., например, патент США 5,599,335 (Goldman), патент ЕР 1,447,066 (Busam), публикацию WO 95/11652 (Tanzer), патентную заявку США 2008/0312622А1 (Hundorf), публикации WO 2012/052172 (Van Malderen) и WO 2012/170778 (Rosati et al., и этих же авторов - публикации WO 2012/170779, WO 2012/170781 и WO 2012/1708008). Абсорбирующая сердцевина может быть тонкой, например, она может иметь толщину, не превышающую 5 мм, например, от 1 до 4 мм, по результатам измерения толщины сердцевины в сухом состоянии, процедура которого описана в настоящей заявке.
Абсорбирующая сердцевина 28 абсорбирующего изделия, изображенного на фиг. 1, показана в отдельности на фиг. 4-6. Показанная и описанная сердцевина приведена только для примера, и не подразумевается ограничить ей масштаб настоящего изобретения, определяемый его формулой. Абсорбирующая сердцевина обычно имеет переднюю сторону 280, заднюю сторону 282 и две продольные стороны 284, 286, соединяющие друг с другом переднюю сторону 280 и заднюю сторону 282. Абсорбирующая сердцевина содержит в целом плоскую верхнюю сторону и в целом плоскую нижнюю сторону, образованные оболочкой сердцевины. Передняя сторона 280 сердцевины является стороной сердцевины, расположенной ближе к переднему краю 10 абсорбирующего изделия. Сердцевина может иметь продольную ось 80', в сущности совпадающую с продольной осью 80 изделия, отмеченной на виде изделия сверху на фиг. 1. Абсорбирующий материал, как правило, целесообразно распределить таким образом, чтобы большее его количество было расположено ближе к передней стороне, чем к задней стороне, поскольку в передней части изделия требуется более высокая абсорбирующая емкость. Передняя и задняя стороны сердцевины обычно короче, чем ее продольные стороны. Оболочка сердцевины может быть сформирована из двух нетканых материалов 16, 16', которые могут быть по меньшей мере частично скреплены друг с другом вдоль сторон абсорбирующей сердцевины. Первый нетканый материал может образовывать в сущности всю верхнюю сторону оболочки сердцевины, а второй нетканый материал может образовывать в сущности всю нижнюю сторону (16') оболочки сердцевины. Верхняя сторона и первый нетканый материал обозначены на чертежах одним и тем же номером позиции 16, а нижняя сторона и второй нетканый материал - одним и тем же номером позиции 16'. Оболочка сердцевины может быть по меньшей мере частично запечатана по ее передней стороне, задней стороне и двум продольным сторонам, что обеспечивает лучшее удержание абсорбирующего материала в процессе использования изделия.
Абсорбирующая сердцевина в соответствии с настоящим изобретением может дополнительно содержать по меньшей мере один адгезив, который может, в частности, способствовать иммобилизации суперабсорбирующего материала внутри оболочки сердцевины, обеспечивать структурную целостность оболочки сердцевины и/или обеспечивать крепление нижней стороны оболочки сердцевины к верхней стороне оболочки сердцевины в одной или более областях, в сущности, не содержащих абсорбирующего материала. Одним из типов клея, который может использоваться, является так называемый вспомогательный клей (на чертежах не показан), который может быть нанесен на внутреннюю поверхность верхней стороны и/или нижней стороны оболочки сердцевины. В качестве дополнительного клея может использоваться любой клей, традиционно используемый в данной области техники, в частности, клей-расплав. Подходящие типы клея имеют в основе полимер, обладающий адгезивными свойствами. Примерами таких полимеров являются стирол-изопреновые блок-сополимеры и металлоценовые полиолефины. Клей может также содержать вещество, усиливающее клейкость, например, гидрогенизованную углеводородную смолу, а также масло и антиоксидант. Гидрогенизованные углеводородные смолы изготавливают из смешанных ароматических/алифатических смол, которые подвергают селективной гидрогенизации, в результате чего может быть получено большое разнообразие материалов, имеющих слабо выраженный цвет, высокую стабильность и обладающих совместимостью с большим количеством прочих материалов. Примеры подходящих имеющихся в продаже адгезивов включают HL1358LO и NW1286 (оба производства НВ Fuller) и DM 526 (производства Henkel).
Вспомогательный клей может быть нанесен на верхнюю сторону и/или нижнюю сторону оболочки сердцевины в количестве, в среднем составляющем от 2 г/м2 до 20 г/м2, в частности, от 4 г/м2 до 10 г/м2. Вспомогательный клей может быть нанесен равномерно или прерывисто, в частности, в виде набора полос, расположенных на одинаковом расстоянии друг от друга и ориентированных в продольном направлении, например, в виде набора полос вспомогательного клея шириной примерно 1 мм каждая, разнесенных друг от друга на расстояние, составляющее от 1 до 3 мм. Область нанесения вспомогательного клея на внутреннюю поверхность верхней стороны и/или нижней стороны оболочки сердцевины соответствует всей области 8 нанесения абсорбирующего материала. Вспомогательный клей может способствовать формированию скрепления 27 оболочки сердцевины при приложении достаточного давления к обеим сторонам оболочки сердцевины в области 26, не содержащей абсорбирующего материала. Слой вспомогательного клея может быть нанесен на внутреннюю поверхность нижней стороны, внутреннюю поверхность верхней стороны или на обе внутренние поверхности оболочки сердцевины.
Суперабсорбирующий полимер
Термин «суперабсорбирующие полимеры» в контексте настоящего описания обозначает абсорбирующие материалы, которые являются полимерами с перекрестными связями и могут поглощать 0,9% водный раствор хлорида натрия в количестве, по меньшей мере в 10 раз превышающем их собственный вес, по результатам измерения удерживающей способности методом центрифугирования (EDANA WSP 241.2-05Е). Суперабсорбирующие полимеры, подходящие для использования в настоящем изобретении, могут, в частности, иметь значение удерживающей способности, измеренное методом центрифугирования, составляющее более, чем 20 г/г, или более, чем 24 г/г, или от 20 до 50 г/г, или от 20 до 40 г/г, или от 24 до 30 г/г. Суперабсорбирующие полимеры, подходящие для использования в настоящем изобретении, включают большое разнообразие не растворимых в воде, но набухающих в воде полимеров, которые могут поглощать большие количества текучих сред.
Суперабсорбирующий полимер может использоваться в форме частиц, то есть, он может быть сыпучим в сухом состоянии. Типично используемыми полимерными материалами в форме частиц являются полимеры поли(мет)акриловой кислоты. Кроме того, могут использоваться абсорбирующие полимерные материалы в форме частиц на основе крахмалов, а также полиакриламидные сополимеры, сополимеры этилена и малеинового ангидрида, карбоксиметилцеллюлоза с перекрестными связями, сополимеры поливинилового спирта, полиэтилен оксид с перекрестными связями и сополимеры полиакрилонитрила с крахмальными мостиками. В качестве суперабсорбирующих полимеров могут использоваться полиакрилаты и полимеры полиакриловой кислоты с внутренними и/или поверхностными перекрестными связями. Подходящие материалы описаны в патентных публикациях WO 07/047598, WO 07/046052, WO 2009/155265 и WO 2009/155264. В некоторых воплощениях подходящие суперабсорбирующие полимерные частицы могут быть получены с помощью процессов, применяемых в настоящее время в данной области техники, в частности, с помощью процесса, подробно описанного в WO 2006/083584. Суперабсорбирующие полимеры предпочтительно должны содержать внутренние перекрестные связи, то есть, их полимеризация должна проводиться в присутствии соединений, имеющих две или более полимеризуемых групп, которые допускают свободно-радикальную сополимеризацию в полимерную цепь. Подходящие соединения для формирования перекрестных связей включают этиленгликоль диметакрилат, диэтиленгликоль диакрилат, аллил метакрилат, триметилолпропан триакрилат, триаллиламин, тетрааллилоксиэтан, как описано в ЕР-А 530438, ди- и триакрилаты, как описано в ЕР-А 547847, ЕР-А 559476, ЕР-А 632068, WO 93/21237, WO 03/104299, WO 03/104300, WO 03/104301 и в DE-A 10331450, смешанные акрилаты, которые наряду с акрилатными группами включают этиленненасыщенные группы, как описано в DE-A 10331456 и DE-A 10355401, или смеси веществ для формирования перекрестных связей, как описано в DE-A 19543368, DE-A 19646484, WO 90/15830 и WO 02/32962, а также вещества для формирования перекрестных связей, описанные в WO 2009/155265. Суперабсорбирующие полимерные частицы могут иметь перекрестные связи, сформированные на их внешней поверхности (так называемые постперекрестные связи). Подходящие соединения для формирования таких связей включают соединения, имеющие две или более групп, способных образовывать ковалентные связи с карбоксильными группами полимеров. Подходящие соединения такого типа включают, например, алкоксисилильные соединения, полиазиридины, полиамины, полиамидоамины, ди- или полиглицидильные соединения, как описано в ЕР-А 083022, ЕР-А 543303 и ЕР-А 937736, многоатомные спирты, как описано в DE-C 3314019, циклические карбонаты, как описано в DE-A 4020780, 2-оксазолидон и его производные, такие, как N-(2-гидроксиэтил)-2-оксазолидон, как описано в DE-A 19807502, бис- и поли-2-оксазолидоны, как описано в DE-A 19807992, 2-оксотетрагидро-1,3-оксазин и его производные, как описано в DE-А 19854573, N-ацил-2-оксазолидоны, как описано в DE-A 19854574, циклические мочевины, как описано в DE-A 10204937, бициклические амидацетали, как описано в DE-A 10334584, оксетан и циклические мочевины, как описано в ЕР 1,199,327, и морфолин-2,3-дион и его производные, как описано в WO 03/031482.
В некоторых воплощениях суперабсорбирующие полимеры сформированы из полимеров полиакриловой кислоты/полиакрилатов, например, имеющих степень нейтрализации от 60% до 90%, или от примерно 75%, содержащих, например, противоионы натрия. Подходящие суперабсорбирующие полимеры могут быть, например, получены путем полимеризации суспензии с обращением фазы, как описано в патентах США 4,340,706 и 5,849,816, или путем полимеризации распылением или дисперсией газовой фазы, как описано в патентных заявках США 2009/0192035, 2009/0258994 и 2010/0068520. В некоторых воплощениях подходящие суперабсорбирующие полимеры могут быть получены с помощью используемых в настоящее время технологических процессов, подробно описанных в публикации WO 2006/083584, от строки 23 страницы 12 до строки 27 страницы 20.
Абсорбирующая сердцевина, как правило, содержит суперабсорбирующий полимер только одного типа, однако не исключаются воплощения с использованием смесей различных суперабсорбирующих полимеров. Проницаемость суперабсорбирующего полимера для текучих сред может быть количественно охарактеризована значением показателя проницаемости для мочи, процедура измерения которого описана в Европейской патентной заявке ЕР 12174117.7. Показатель проницаемости для мочи может составлять по меньшей мере 10×10-7 см3⋅с/г, или по меньшей мере 30×10-7 см3⋅с/г, или по меньшей мере 50×10-7 см3⋅с/г, или более, например, по меньшей мере 80 или 100×10-7 см3⋅с/г. Требуемые характеристики проницаемости суперабсорбирующего полимера для текучих сред могут быть также получены путем изменения количества и характера распределения суперабсорбирующего полимера в абсорбирующей сердцевине.
Для большинства абсорбирующих изделий, в частности, для подгузника, выход жидкости из организма происходит преимущественно в передней половине изделия. Соответственно, на переднюю половину изделия (определяемую, как область между передним краем и поперечной линией, расположенной на расстоянии  L от переднего или заднего края) может приходиться основная абсорбирующая емкость сердцевины. То есть, в передней области абсорбирующего изделия может находиться по меньшей мере 60% суперабсорбирующего полимера, или по меньшей мере 65%, 70%, 75% или 80% суперабсорбирующего полимера, а остальная часть суперабсорбирующего полимера может быть расположена в задней половине абсорбирующего изделия.
L от переднего или заднего края) может приходиться основная абсорбирующая емкость сердцевины. То есть, в передней области абсорбирующего изделия может находиться по меньшей мере 60% суперабсорбирующего полимера, или по меньшей мере 65%, 70%, 75% или 80% суперабсорбирующего полимера, а остальная часть суперабсорбирующего полимера может быть расположена в задней половине абсорбирующего изделия.
Суммарное количество суперабсорбирующего полимера в абсорбирующей сердцевине может быть различным, и зависит от потенциального пользователя изделия. Так, в подгузниках для новорожденных требуется меньшее количество суперабсорбирующего полимера, чем в подгузниках для детей более старшего возраста или для взрослых, страдающих недержанием мочи. Количество суперабсорбирующего полимера в абсорбирующей сердцевине может составлять от примерно 5 до примерно 60 г, в частности, от 5 до 50 г. Средняя масса суперабсорбирующего полимера на единицу площади области 8 нанесения суперабсорбирующего полимера (или по меньшей мере одной области 8, если их несколько) может составлять по меньшей мере 50, 100, 200, 300, 400, 500 или более г/м2. При этом при расчете указанных выше значений средней массы на единицу площади, области 26, не содержащие абсорбирующего материала, имеющиеся внутри области 8 нанесения абсорбирующего материала, вычтены из общей площади соответствующей области 8 нанесения абсорбирующего материала.
Абсорбирующий материал 60
Абсорбирующий материал может образовывать сплошной слой, расположенный внутри оболочки сердцевины, например, абсорбирующий материал может быть нанесен одиночным и сплошным слоем. В других воплощениях абсорбирующий материал может содержаться в отдельных карманах или в виде отдельных полос, заключенных внутри оболочки сердцевины. Сплошной слой абсорбирующего материала, в частности, суперабсорбирующих полимеров, может быть также сформирован из двух абсорбирующих слоев, каждый из которых наносится в виде прерывистой структуры таким образом, что получаемый слой является в сущности непрерывным образом распределенным по всей площади, занимаемой абсорбирующим полимерным материалом в форме частиц, как описано, например, в патентной заявке США 2008/0312622 А1 (Hundorf). Как показано на фиг. 4-6, абсорбирующая сердцевина 28 может, например, содержать первый абсорбирующий слой и второй абсорбирующий слой, при этом первый абсорбирующий слой может содержать первую основу 16 и первый слой 61 абсорбирующего материала, который может на 100% состоять из суперабсорбирующих полимеров, а второй абсорбирующий слой может содержать вторую основу 16' и второй слой 62 абсорбирующего материала, который также может на 100% состоять из суперабсорбирующих полимеров. Первый и второй слои суперабсорбирующих полимеров могут быть нанесены на соответствующие основы, как поперечные полосы, имеющие ширину, равную требуемой ширине области нанесения абсорбирующего материала, до соединения основ друг с другом. Полосы могут содержать разное количество абсорбирующего материала (суперабсорбирующих полимеров), что позволяет получить профилированное нанесение материала по массе на единицу площади вдоль продольной оси 80' сердцевины. Первая основа 16 и вторая основа 16' могут образовывать оболочку сердцевины.
Волокнистый термопластический адгезивный материал 51
Абсорбирующая сердцевина может также содержать волокнистый термопластический адгезивный материал 51, в частности, клей в форме микроволокон, обеспечивающий дополнительную иммобилизацию абсорбирующего материала внутри абсорбирующей сердцевины. Волокнистый термопластический адгезивный материал 51 может по меньшей мере частично скреплять слои 61, 62 абсорбирующего материала с соответствующими основами Волокнистый термопластический адгезивный материал 51 может по меньшей мере частично находиться в контакте с абсорбирующим материалом 61, 62 в областях нанесения абсорбирующего материала и по меньшей мере частично в контакте со слоем основы в областях ее скрепления с абсорбирующим материалом противоположной основы. Это придает волокнистому слою термопластического адгезивного материала 51 в сущности трехмерную структуру, при том что сам по себе он является в сущности двумерной структурой относительно малой толщины по сравнению с его размерами в направлениях длины и ширины. Поэтому термопластический адгезивный материал может образовывать полости, покрывая абсорбирующий материал в областях его нанесения на основу и тем самым обеспечивая иммобилизацию данного абсорбирующего материала, который может на 100% состоять из суперабсорбирующих полимеров.
Термопластический полимер обычно имеет молекулярный вес (Mw) свыше 10000 и температуру стеклования (Tg) ниже комнатной: -6°С<Tg<16°С. Типичное содержание термопластического полимера в термоклее составляет от примерно 20% до примерно 40% по весу. Термопластические полимеры могут быть нечувствительными к воде. Подходящими полимерами являются стирольные блок-сополимеры, включая сополимеры трехблочной структуры А-В-А, двухблочной структуры А-В и радиальной структуры (А-В)n, где блоки А являются неэластомерными полимерными блоками, как правило, содержащими полистирол, а блоки В являются ненасыщенными конъюгированными диенами или (частично) гидрогенизованными их производными. Блок В, как правило, является изопреном, бутадиеном, этилен/бутиленом (гидрогенизованным бутадиеном), этилен/пропиленом (гидрогенизованным изопреном) или их смесями. Прочие подходящие термопластические полимеры включают металлоценовые полиолефины, которые представляют собой полимеры этилена, изготовленные с использованием односайтовых или металлоценовых катализаторов. При этом с полиэтиленом может быть полимеризован по меньшей мере один сомономер, в результате чего может быть получен сополимер, терполимер или полимер еще более высокого порядка. Подходящими являются также аморфные полиолефины или аморфные поли-α-олефины, которые являются гомополимерами, сополимерами или терполимерами α-олефинов C2-C8.
Смола, повышающая клейкость, может иметь молекулярный вес Mw менее 5000 и температуру стеклования Tg, как правило, выше комнатной. Типичная концентрация такой смолы в термоклее находится в диапазоне от примерно 30% до примерно 60%. Пластификатор, как правило, имеет низкий молекулярный вес Mw, составляющий менее 1000, Tg ниже комнатной, и его типичная концентрация составляет от примерно 0% до примерно 15%.
Термопластический адгезив, используемый для формирования волокнистого слоя, предпочтительно имеет эластомерные свойства, благодаря чему сетка, сформированная из волокон адгезива на слое суперабсорбирующего полимера, может растягиваться по мере набухания суперабсорбирующего полимера. Примеры эластомерных адгезивов типа «термоклей» включают термопластические эластомеры, такие, как этилен винил ацетаты, полиолефиновые смеси из твердого компонента (обычно из кристаллического полиолефина, такого, как полипропилен или полиэтилен) и мягкого компонента (такого, как этилен-пропиленовый каучук); сополиэфиры, такие, как поли(этилен терефталат-со-этилен азелат); и термопластические эластомерные блок-сополимеры, имеющие термопластические концевые блоки и каучуковые серединные блоки, обозначаемые, как блок-сополимеры структуры А-В-А: смеси структурно различающихся гомополимеров или сополимеров, например, смесь полиэтилена или полистирола с блок-сополимером структуры А-В-А; смеси термопластического эластомера и модификатора смол, имеющих низкий молекулярный вес, например, смесь стирол-изопренстирольного блок-сополимера с полистиролом, а также эластомерные, чувствительные к давлению адгезивы типа «термоклей», описанные в настоящей заявке. Эластомерные термоклеи таких типов более подробно описаны в патенте США 4,731,066 (Korpman).
Волокна термопластического адгезивного материала 51 могут иметь среднюю толщину от примерно 1 до примерно 50 мкм, или от примерно 1 до примерно 35 мкм и среднюю длину от примерно 5 мм до примерно 50 мм, или от примерно 5 мм до примерно 30 мм. Для повышения адгезии термопластического адгезивного материала к основе или любому другому слою, в частности, любому другому нетканому слою, такие слои могут быть предварительно обработаны вспомогательным адгезивом. Волокна приклеиваются друг к другу и образуют волокнистый слой, который может описан, как сетка.
Абсорбирующая сердцевина может иметь показатель потери суперабсорбирующих полимеров, составляющий не более, чем примерно 70%, 60%, 50%, 40%, 30%, 20%, 10%, по результатам испытания на иммобилизацию во влажном состоянии, описанного в патентной заявке США 2010/0051166 А1.
Область 8 нанесения абсорбирующего материала
Область 8 нанесения абсорбирующего материала может быть определена, как область, ограниченная периферией слоя, образованного абсорбирующим материалом внутри оболочки сердцевины, на виде абсорбирующей сердцевины сверху. Область 8 нанесения абсорбирующего материала может иметь в целом прямоугольную форму, как это показано в качестве примера на фиг. 4, но могут использоваться также и прочие формы, например, Т-образная форма, Y-образная форма, форма песочных часов или гантели. В частности, область нанесения абсорбирующего материала может иметь форму, сужающуюся вдоль своей длины от переднего и заднего краев к середине, то есть, к промежностной области сердцевины. За счет этого область нанесения абсорбирующего материала может иметь относительно малую ширину в части сердцевины, которая должна размещаться в промежностной области абсорбирующего изделия. Это может, в частности, обеспечивать больший комфорт ношения изделия. А именно, область 8 нанесения абсорбирующего материала может иметь ширину, измеренную в поперечном направлении, составляющую в самой узкой ее точке менее, чем примерно 100 мм, 90 мм, 80 мм, 70 мм, 60 мм или даже менее, чем примерно 50 мм. Ширина области нанесения абсорбирующего материала в самой узкой ее точке может быть, например, по меньшей мере на 5 мм меньше, или по меньшей мере на 10 мм меньше, чем ширина области нанесения абсорбирующего материала в самой широкой ее части, а именно, в передней и/или задней частях области 8 нанесения абсорбирующего материала.
Масса суперабсорбирующего полимера на единицу площади может быть различной в различных частях области 8 нанесения абсорбирующего материала, что позволяет получить профилированное распределение абсорбирующего материала, в частности, суперабсорбирующего полимера, в продольном направлении, в поперечном направлении, или в обоих данных направлениях абсорбирующей сердцевины. Соответственно, масса абсорбирующего материала на единицу площади может меняться вдоль продольной оси сердцевины, а также вдоль поперечной оси или вдоль любой оси, параллельной любой из данных осей. Масса суперабсорбирующего полимера на единицу площади в областях, где она относительно высока, может быть, например, по меньшей мере на 10%, или 20%, или 30%, или 40%, или 50% выше, чем масса на единицу площади в областях, где она относительно низка. В частности, на уровне точки промежности С может быть нанесено большее количество суперабсорбирующего полимера на единицу площади, чем в остальных частях области 8 нанесения абсорбирующего материала.
Абсорбирующий материал может быть нанесен любым из известных способов, обеспечивающих относительно точное нанесение суперабсорбирующего полимера с большой скоростью. В частности, суперабсорбирующий полимер может наноситься способом печати, описанным в патентных заявках США 2006/24433 (Blessing), 2008/0312617 и 2010/0051166 А1 (обе Hundorf et al.). При данном способе используется печатный валик, с помощью которого суперабсорбирующий полимер наносится на основу, расположенную на опорной решетке, которая может включать множество поперечных пластин, протяженных в сущности параллельно друг другу и разнесенных друг от друга, в результате чего образуются каналы, протяженные между множеством поперечных пластин. Данная технология позволяет проводить высокоскоростное и точное нанесение суперабсорбирующих полимеров на основу, и в частности, позволяет сформировать одну или более областей 26, в сущности не содержащих абсорбирующего материала и окруженных абсорбирующим материалом. Области, в сущности не содержащие абсорбирующего материала, могут быть, например, сформированы путем выполнения соответствующих структур на печатающем и опорном валиках, в результате чего в некоторых областях суперабсорбирующий полимер не будет наноситься, как описано, например, в патентной заявке США 2012/0312491 (Jackels).
Оболочка сердцевины (16, 16')
Оболочка сердцевины может быть изготовлена из одного листа основы, обернутого вокруг абсорбирующего материала, или может содержать две или более основ, скрепленных друг с другом. Типичными вариантами конструкции являются так называемая С-образная оболочка и/или сэндвич-оболочка. В С-образной оболочке, примеры которой показаны на фиг. 5, продольные и/или поперечные края одной основы образуют клапаны, подвернутые под края второй основы. Данные клапаны скрепляют с наружной поверхностью другой основы, как правило, путем склеивания.
Оболочка сердцевины может быть сформирована из любых материалов, подходящих для приема и удержания абсорбирующего материала. Могут использоваться типичные основы, традиционно используемые в производстве сердцевин, в частности, бумага, ткани, пленки, тканые или нетканые материалы, а также ламинаты из любых данных материалов. Оболочка сердцевины может быть, в частности, сформирована из нетканого полотна, например, из кардованного нетканого полотна, нетканого полотна типа спанбонд ("S"), нетканого полотна из волокон, выдуваемых из расплава ("М"), или из ламинатов любых данных материалов. Подходящими являются, например, нетканые полотна из полипропиленовых волокон, в частности, нетканые полотна-ламинаты, имеющие структуру SMS, SMMS или SSMMS и массу на единицу площади примерно от 5 г/м2 до 15 г/м2. Подходящие материалы описаны, например, в патенте США 7,744,576, а также в патентных заявках США 2011/0268932 А1, 2011/0319848 А1 и 2011/0250413 А1. Могут использоваться нетканые материалы, изготовленные из синтетических волокон, например, из полиэтиленовых, полиэтилен-терефталатных волокон, и, наиболее предпочтительно, из полипропиленовых волокон.
Если оболочка сердцевины содержит первую основу 16 и вторую основу 16', то данные основы могут быть изготовлены из одного и того же типа материала, или они могут быть изготовлены из разных материалов, или одна из основ может быть обработана способом, отличным от способа обработки другой основы, для придания им разных свойств. Поскольку полимеры, используемые для изготовления нетканых полотен, имеют внутренне присущую им гидрофобность, то если предполагается их размещение на стороне абсорбирующей сердцевины, принимающей текучие среды, на них предпочтительно должно быть нанесено гидрофильное покрытие. Целесообразно, чтобы верхняя сторона оболочки сердцевины, то есть сторона, расположенная в абсорбирующем изделии ближе к носящему, была более гидрофильной, чем нижняя сторона оболочки сердцевины. Одним из возможных способов изготовления нетканых материалов с устойчиво гидрофильными покрытиями является нанесение на полотно гидрофильного мономера и инициатора радикальной полимеризации с последующим проведением реакции полимеризации, запускаемой ультрафиолетовым светом, в результате чего мономер химически связывается с поверхностью нетканого полотна. Альтернативным способом изготовления нетканых материалов с устойчиво гидрофильными покрытиями является покрытие нетканого полотна гидрофильными наночастицами, например, как описано в публикации WO 02/064877.
В некоторых воплощениях могут также использоваться перманентно гидрофильные нетканые полотна. Для охарактеризования достигнутой степени перманентности того или иного уровня гидрофильности может быть измерено поверхностное натяжение. Для определения уровня гидрофильности может быть проведено испытание на сквозное прохождение жидкости. Первая и вторая основы могут, в частности, иметь коэффициент поверхностного натяжения при смачивании их раствором хлорида натрия, составляющий по меньшей мере 55, предпочтительно по меньшей мере 60 и наиболее предпочтительно по меньшей мере 65 мН/м. Основа может также характеризоваться временем сквозного прохождения жидкости, составляющим менее, чем 5 с для пятого излияния жидкости. Данные показатели могут быть измерены с использованием способов испытаний, описанных в патенте США 7,744,576B2 (Busam et al.): "Измерение поверхностного натяжения" и "Измерение времени сквозного прохождения" соответственно.
Гидрофильность и смачиваемость, как правило, определяются по углу контакта и времени сквозного прохождения текучих сред через нетканый материал. Данные понятия подробно обсуждаются в публикации Американского химического общества (American Chemical Society) "Contact angle, wettability and adhesion", под редакцией Robert F. Gould (1964). Можно сказать, что основа, характеризующаяся меньшим углом контакта между водой и поверхностью данной основы, является более гидрофильной, чем основа, имеющая больший угол контакта.
Основы могут быть также воздухопроницаемыми. Пленки, подходящие для использования в настоящем изобретении, могут содержать микропоры. Основа может, например, иметь воздухопроницаемость, составляющую от 40 или от 50 до 300 или до 200 м3/(м2×мин), измеренную по методу EDANA 140-1-99 (125 Па, 38,3 см2). В качестве альтернативы, материал оболочки сердцевины может иметь и меньшую воздухопроницаемость, и даже может быть воздухонепроницаемым, что может облегчать обращение с ним, например, такой материал можно перемещать на движущейся поверхности, удерживая его с помощью вакуума.
Если оболочка сердцевины сформирована двумя основами 16, 16', то как правило, используются четыре линии скрепления для заключения абсорбирующего материала 60 внутри оболочки сердцевины. Так, например, первая основа 16 может быть расположена на одной стороне сердцевины (верхняя сторона на чертежах) и может быть протяженной вокруг продольных краев сердцевины, образуя клапаны, по меньшей мере частично обертывающие противоположную, то есть нижнюю сторону сердцевины. Вторая основа 16', как правило, расположена между подвернутыми клапанами первой основы 16 и абсорбирующим материалом 60. Клапаны первой основы 16 могут быть приклеены ко второй основе 16', в результате чего образуется прочное скрепление. Данная так называемая С-образная конструкция оболочки может обеспечивать такие преимущества, как повышенное сопротивление разрыву во состоянии насыщения текучими средами по сравнению с конструкцией со стачным скреплением краев. После этого передняя сторона и задняя сторона оболочки сердцевины также могут быть скреплены друг с другом, например, путем склеивания первой основы и второй основы друг с другом, в результате чего обеспечивается полное заключение абсорбирующего материала в оболочку по всей периферии сердцевины. Что касается передней стороны и задней стороны сердцевины, то на данных краях первая и вторая основы могут иметь одинаковую протяженность, то есть, на данных краях они могут быть скреплены друг с другом стачным швом. Первая и вторая основы могут быть одинаково протяженными наружу по всем сторонам сердцевины в одной плоскости и скрепленными друг с другом стачным швом по всей периферии или вдоль частей периферии. В таком случае они образуют конструкцию типа «сэндвич». Скрепление, как правило, осуществляется склеиванием и/или приложением тепла/давления. Как правило, ни первой, ни второй основе не требуется придавать специальной формы, и соответственно, они могут быть вырезаны в виде прямоугольников, что упрощает их производство, но конечно, возможны и другие их формы. Термин «скрепление» в данном контексте следует понимать в широком смысле.
Скрепление не обязательно должно быть непрерывным по всей периферии оболочки сердцевины, а может быть прерывистым вдоль части периферии или по всей периферии, например, скрепление может быть точечным, в виде точек, расположенных вдоль некоторой линии на некотором расстоянии друг от друга. Скрепление, как правило, может быть выполнено способами склеивания и/или термического скрепления. Оболочка сердцевины может быть также сформирована из единой основы, которая может быть свернута конвертом, в который может быть заключен абсорбирующий материал, и который может быть скреплен, например, вдоль передней стороны сердцевины и задней стороны сердцевины, а также вдоль одной продольной стороны.
Область (области) 26. в сущности не содержащие абсорбирующего материала, и каналы 26'
Абсорбирующая сердцевина содержит одну или более областей 26, которые в сущности не содержат абсорбирующего материала. Под «в сущности не содержат» подразумевается, что в данных областях масса абсорбирующего материала на единицу площади составляет менее, чем 25%, или менее, чем 20%, или менее, чем 10% от средней массы абсорбирующего материала на единицу площади в остальных частях сердцевины. В частности, данные области могут совсем не содержать абсорбирующего материала. Минимальные количества абсорбирующего материала, которые могут случайно попасть в данные области в процессе изготовления изделия, не следует рассматривать, как абсорбирующий материал. На виде сердцевины сверху области 26 окружены абсорбирующим материалом, что означает, что одна или более областей 26 не доходят до любого из краев области нанесения абсорбирующего материала.
Верхняя сторона 16 оболочки сердцевины прикреплена к нижней стороне 16' оболочки сердцевины в местах одного или более скреплений 27 оболочки сердцевины в областях 26, в сущности не содержащих абсорбирующего материала. Как показано на фиг. 3, при набухании абсорбирующего материала скрепления оболочки сердцевины в областях 26, в сущности не содержащих абсорбирующего материала, по меньшей мере частично сохраняются. В остальных частях сердцевины абсорбирующий материал по мере поглощения жидкости набухает, в результате чего в сердцевине образуются один или более каналов 26' вдоль областей 26, в сущности не содержащих абсорбирующего материала и содержащих скрепления 27 оболочки сердцевины. Данные каналы 26' являются трехмерными и обеспечивают распределение поступающих текучих сред по своей длине, и соответственно, по большей площади сердцевины. Это может обеспечивать более высокую скорость приема текучих сред и более эффективное использование абсорбирующей емкости сердцевины. Как будет более подробно объяснено ниже, данные каналы могут также обеспечивать деформацию волокнистого слоя 54 и формирование канавок 29 в волокнистом слое 54. Не исключается, что абсорбирующая сердцевина может содержать и прочие области, в сущности не содержащие абсорбирующего материала, но не содержащие и скрепления оболочки сердцевины, но такие нескрепленные области, как правило, не будут образовывать каналов по мере поглощения текучих сред сердцевиной.
Верхняя сторона и нижняя сторона оболочки сердцевины могут быть скреплены друг с другом непрерывным образом вдоль одной или более областей 26, в сущности не содержащих абсорбирующего материала, но в альтернативных воплощениях скрепления 27 оболочки сердцевины могут быть прерывистыми, например, представлять собой структуры из точечных скреплений. Для крепления верхней стороны оболочки сердцевины к нижней ее стороне, как правило, может использоваться адгезив, но возможно также скрепление и другими известными способами, включающими, например, скрепление под давлением, ультразвуковое скрепление и сочетания таких способов скрепления. Крепление верхней стороны оболочки сердцевины к нижней ее стороне может быть обеспечено одним или более адгезивными материалами, в частности, одним или более слоями вспомогательного клея и/или одним или более слоями волокнистого адгезивного материала, как было описано выше. Поэтому данные слои клея могут выполнять двойную функцию: иммобилизации абсорбирующего материала и скрепления верхней стороны и нижней стороны абсорбирующей сердцевины друг с другом.
Приведенные ниже примеры формы и размеров областей 26, в сущности не содержащих абсорбирующего материала, не являются ограничивающими. В целом скрепления 27 оболочки сердцевины может иметь такие же очертания, как и области 26, но при несколько меньших размерах, в силу необходимых допусков при тех или иных технологических процессах. Области 26, в сущности не содержащие абсорбирующего материала, могут присутствовать в промежностной области изделия, в частности, по меньшей мере на уровне точки промежности С (относительно продольного направления), как это показано на фиг. 4 на примере двух протяженных в продольном направлении областей, в сущности не содержащих абсорбирующего материала 26. Абсорбирующая сердцевина 28 может также содержать более, чем две области, в сущности не содержащие абсорбирующего материала, например, по меньшей мере 3, или по меньшей мере 4, или по меньшей мере 5, или по меньшей мере 6 таких областей. Абсорбирующая сердцевина может содержать одну или более пар областей, в сущности не содержащих абсорбирующего материала и расположенных симметрично относительно продольной оси 80'. Могут также использоваться и более короткие области, в сущности не содержащие абсорбирующего материала, например, расположенные в передней области или в задней области сердцевины, как описано и показано на чертежах в публикации WO 2012/170778.
Области, в сущности не содержащие абсорбирующего материала, могут быть протяженными в сущности в продольном направлении, что означает, что каждая из областей является протяженной в большей степени в продольном направлении, чем в поперечном направлении, и как правило, по меньшей мере в два раза более протяженной в продольном направлении, чем в поперечном направлении (где под протяженностью понимаются значения длин проекций областей на соответствующие оси изделия). Одна или более областей 26, в сущности не содержащих абсорбирующего материала, могут иметь длину L' проекции на продольную ось 80' сердцевины, которая составляет по меньшей мере 10% длины L абсорбирующего изделия. При этом может быть целесообразным, чтобы по меньшей мере некоторые из областей 26, или даже все области области 26, не были полностью или в сущности полностью ориентированными в продольном направлении сердцевины.
Области, в сущности не содержащие абсорбирующего материала, могут быть полностью ориентированными в продольном направлении и параллельными продольной оси, но могут быть также криволинейными. В частности, некоторые из данных областей или все данные области, в частности, области, расположенные в промежностной области, могут быть расположены выгнутостью к продольной центральной оси 80' изделия, как показано на фиг. 4 на примере пары каналов 26'. Радиус их кривизны, как правило, по меньшей мере равен среднему размеру в поперечном направлении области 8 нанесения абсорбирующего материала (а предпочтительно по меньшей мере в 1,5 раза или даже по меньшей мере в 2,0 раза превышает средний размер в поперечном направлении области 8 нанесения абсорбирующего материала); и это включает области 26, которые являются прямыми, но расположенные под углом (например, от 5° до 30°, или до 20°, или до 10°), к линии, параллельной продольной оси. Радиус кривизны может быть постоянным или может изменяться вдоль длины области, в сущности не содержащей абсорбирующего материала. Это может также включать области, в сущности не содержащие абсорбирующего материала, имеющие форму ломаной линии, угол между звеньями которой составляет по меньшей мере 120°, или по меньшей мере 150°; но в любом случае при условии, что протяженность области в продольном направлении превышает ее протяженность в поперечном направлении. Данные области могут быть также разветвленными, например, центральная область, в сущности не содержащая абсорбирующего материала, расположенная точно на продольной оси в промежностной области, может разветвляться ближе к заднему краю и/или переднему краю изделия.
В некоторых воплощениях нет областей, в сущности не содержащих абсорбирующего материала, совпадающих с продольной осью 80' сердцевины. Если используются пары областей, в сущности не содержащих абсорбирующего материала, симметричных относительно продольной оси, то такие области могут быть разнесены друг от друга на всем их протяжении вдоль продольной оси. Наименьшее расстояние, на которое области разнесены друг от друга, может составлять по меньшей мере 5 мм, или по меньшей мере 10 мм, или по меньшей мере 16 мм.
Более того, в целях уменьшения вероятности утечек текучих сред, области, в сущности не содержащие абсорбирующего материала, не являются протяженными до какого-либо из краев области 8 нанесения абсорбирующего материала, и соответственно находятся полностью внутри области 8 нанесения абсорбирующего материала сердцевины. Как правило, наименьшее расстояние между областью, в сущности не содержащей абсорбирующего материала, и ближайшим краем области 8 нанесения абсорбирующего материала составляет по меньшей мере 5 мм.
Области, в сущности не содержащие абсорбирующего материала, могут иметь ширину Wc по меньшей мере в части своей длины, составляющую по меньшей мере 2 мм, или по меньшей мере 3 мм, или по меньшей мере 4 мм, и, например, до 20 мм, или 16 мм, или 12 мм. Ширина Wc области, в сущности не содержащей абсорбирующего материала, может быть постоянной в сущности по всей ее длине, или может изменяться вдоль ее длины.
Когда абсорбирующий материал поглотит некоторое количество жидкости и начнет набухать, в абсорбирующей сердцевине могут начинать образовываться каналы 26'. По мере поглощения сердцевиной все большего количества жидкости углубления, образованные каналами в абсорбирующей сердцевине, становятся глубже, более заметными глазом и осязаемыми на ощупь. С одной стороны, можно выполнить достаточно прочное скрепление оболочки сердцевины при относительно малом количестве суперабсорбирующих полимеров, которое будет сохраняться до полного насыщения абсорбирующего материала жидкостью. Но с другой стороны, скрепления оболочки сердцевины могут в некоторых случаях ограничивать набухание абсорбирующего материала, когда абсорбирующая сердцевина в сущности близка к полному насыщению. Поэтому изобретатели обнаружили, что скрепления 27 оболочки сердцевины могут быть выполнены таким образом, что они будут раскрываться заранее заданным образом при воздействии на них больших количеств текучих сред. Скрепления должны оставаться в сущности сохранившими свою структурную целостность по меньшей мере на первом этапе работы абсорбирующего изделия, то есть, пока абсорбирующий материал поглотил лишь умеренное количество текучих сред. На втором этапе скрепления 27 оболочки сердцевины начинают раскрываться, обеспечивая большее пространство для набухания абсорбирующего материала, и при этом сохраняются основные преимущества, обеспечиваемые каналами, такие, как более эффективное взаимодействие с текучими средами и повышенная гибкость сердцевины в поперечном направлении. На третьем этапе, соответствующем очень высокой степени насыщения абсорбирующей сердцевины текучими средами, более существенная часть каналов раскрывается и обеспечивает еще большее пространство для набухания абсорбирующего материала. Оптимальная прочность скреплений 27 оболочки сердцевины внутри каналов может задаваться, например, путем подбора количества и природы клея, используемого для скрепления друг с другом двух сторон оболочки сердцевины, давления, используемого для выполнения скреплений оболочки сердцевины, и/или распределения абсорбирующего материала, поскольку большее количество абсорбирующего материала, как правило, набухает сильнее и оказывает более сильное давление на скрепление. Определенную роль может также играть растяжимость материала оболочки сердцевины.
Устойчивость скреплений оболочки сердцевины в каналах против расслоения может быть количественно определена с помощью способа испытания каналов на расслоения во влажном состоянии, процедура которого будет боле подробно описана ниже и в котором, вкратце, производится погружение абсорбирующей сердцевины в избыток 0,9 вес. % солевого раствора при температуре 37°С и подсчет числа каналов, которые расслоились. И хотя это не ограничивает масштаб первого воплощения настоящего изобретения, поведение скреплений оболочки сердцевины может быть таким, что:
- в течение первых 10 минут расслаивается менее, чем одна треть исходной длины скрепления оболочки сердцевины;
- на момент времени 20 минут расслаивается от одной трети до двух третей исходной длины скрепления оболочки сердцевины;
- на момент времени 60 мин расслаивается не менее двух третей исходной длины скрепления оболочки сердцевины.
Волокнистый слой 54 и канавки 29
Абсорбирующее изделие содержит волокнистый слой 54. Волокнистый слой может быть расположен между верхним листом 24 и абсорбирующей сердцевиной 28, как это показано на чертежах, но он может быть также расположен между тыльным листом 25 и абсорбирующей сердцевиной 28. Абсорбирующее изделие может также содержать волокнистый слой в соответствии с настоящим изобретением как между тыльным листом и абсорбирующей сердцевиной, так и между верхним листом и абсорбирующей сердцевиной. Волокнистый слой 54 по меньшей мере частично прикреплен к верхней стороне или нижней стороне оболочки сердцевины в одной или более областях, в сущности не содержащих абсорбирующего материала. Как будет более подробно обсуждаться ниже, образование одного или более каналов в абсорбирующей сердцевине при набухании абсорбирующего материала вызывает формирование одной или более соответствующих канавок в волокнистом слое.
Волокнистый слой может быть слоем любого типа, например, он может быть выполнен из нетканого материала, тканого материала или даже из не скрепленных друг с другом волокон. Волокнистый слой может быть, в частности, слоем любого типа из известных в данной области техники принимающих слоев и/или распределяющих слоев. Волокнистый слой может быть по меньшей мере частично прикреплен к верхней стороне 16 оболочки сердцевины в одной или более областях 26, в сущности не содержащих абсорбирующего материала. Изобретатели обнаружили, что благодаря такому скреплению, по мере поглощения абсорбирующей сердцевиной жидкости и ее набухания, форма волокнистого слоя повторяет форму углублений, образуемых каналами 26. Таким образом, образование одного или более каналов 26 вызывает образование одной или более соответствующих канавок 29 в волокнистом слое. Канавки 29, образующиеся в волокнистом слое, обеспечивают лучшие характеристики взаимодействия его с жидкостями, в частности, вдоль длины данных канавок распределяются текучие среды, принимаемые изделием. Канавки 29 могут иметь в целом те же очертания, что и соответствующие каналы 26'. Глубина образующихся одной или более канавок, как правило, зависит от природы волокон, толщины волокнистого слоя, его массы на единицу площади и конечно, от количества текучей среды, поглощенной абсорбирующей сердцевиной. Так, например, более легкий и более податливый волокнистый слой может образовывать более глубокие канавки.
Глубина канавок может быть в целом пропорциональна глубине каналов, и соответственно, она будет меняться по мере набухания абсорбирующей сердцевины. Как правило, волокнистый слой 54 не содержит суперабсорбирующих полимеров, поскольку они могут замедлять прием и распределение текучей среды. В патентной литературе описано множество типов волокнистых слоев, которые могут использоваться в качестве принимающего слоя и/или распределяющего слоя - смотри, например, публикацию WO 2000/59430 (Daley), WO 95/10996 (Richards), патент США 5,700,254 (McDowall), публикацию WO 02/067809 (Graef).
Волокнистый слой может работать, как распределяющий слой, который может распределять текучую среду по большей площади внутри изделия, благодаря чему абсорбирующая емкость абсорбирующей сердцевины может использоваться более эффективно. Распределяющие слои, как правило, изготавливаются из нетканого материала на основе синтетических или целлюлозных волокон, имеющего относительно низкую плотность. Плотность распределяющего слоя может меняться в зависимости от степени сжатия изделия, но, как правило, находится в диапазоне от 0,03 до 0,25 г/см3, в частности, от 0,05 до 0,15 г/см3, при ее измерении под давлением 0,30 фунтов/дюйм2 (2,07 кПа). Распределяющий слой может быть также изготовлен из материала, имеющего показатель удержания воды от 25 до 60, предпочтительно от 30 до 45, измеренный способом, описанным в патенте США 5,137,537. Распределяющий слой, как правило, имеет среднюю массу на единицу площади, составляющую от 30 до 400 г/м2, в частности, от 100 до 300 г/м2.
Распределяющий слой может содержать волокна из целлюлозы с перекрестными связями в количестве по меньшей мере 50% по весу. Волокна из целлюлозы с перекрестными связями могут быть витыми и/или волнообразными. Такой тип материала широко использовался в прошлом при изготовлении одноразовых подгузников, как часть принимающей системы, как описано, например, в патентной заявке США 2008/0312622 Al (Hundorf). Волокна из целлюлозы с перекрестными связями обладают повышенной упругостью и соответственно придают первому абсорбирующему слою повышенную устойчивость против сжатия, которое может иметь место при хранении изделия или при его ношении, например, под весом ребенка. Это придает сердцевине больший объем пустот, повышенную проницаемость для жидкостей и более эффективное их поглощение, и соответственно уменьшает риск утечек текучих сред и обеспечивает сухое состояние кожи носящего. Примеры волокон из целлюлозы с перекрестными связями, выполненными химическим путем, описаны в патентах США 5,549,791, 5,137,537, публикации WO 9534329 и в патентной заявке США 2007/118087.
Примеры веществ, способствующих образованию перекрестных связей, включают поликарбоновые кислоты, в частности, лимонную кислоту и полиакриловые кислоты, включая сополимеры акриловой кислоты и малеиновой кислоты. Так, например, волокна из целлюлозы с перекрестными связями могут включать от примерно 0,5 моль % до примерно 10,0 моль % вещества на основе поликарбоновой кислоты С2-С9, способствующего образованию перекрестных связей, в пересчете на молярный вес ангидроглюкозы целлюлозы, добавленного к волокнам для реакции с образованием перекрестных связей в форме эфирных связей между волокнами. Вещество, способствующее образованию перекрестных связей, может быть выбрано из группы, состоящей из:
- алифатических и ациклических поликарбоновых кислот С2-С9, имеющих по меньшей мере три карбоксильные группы на молекулу; и
- алифатических и ациклических поликарбоновых кислот С2-С9, имеющих две карбоксильные группы на молекулу и двойную связь углерод-углерод, расположенную в α- и β- положениях по отношению к одной или обеим карбоксильным группам, при этом одна карбоксильная группа в упомянутом веществе на основе поликарбоновых кислот С2-С9, способствующем образованию перекрестных связей, отделена от второй карбоксильной группы двумя или тремя атомами углерода. В частности, волокна могут содержать от примерно 1,5 моль % до примерно 6,0 моль % вещества, способствующего образованию перекрестных связей, в пересчете на молярный вес ангидроглюкозы целлюлозы, добавленного к волокнам для реакции с образованием перекрестных связей в форме эфирных связей между волокнами. Вещество, способствующее образованию перекрестных связей, может быть выбрано из группы, состоящей из лимонной кислоты, 1, 2, 3, 4 бутан тетракарбоновой кислоты и 1, 2, 3 пропан трикарбоновой кислоты, в частности, может использоваться лимонная кислота.
Вещество на основе полимеров акриловой кислоты, способствующее образованию перекрестных связей, может быть выбрано из гомополимеров акриловой кислоты, сополимеров акриловой кислоты и их смесей. Волокна могут содержать такие вещества, способствующие образованию перекрестных связей, в количестве от 1,0% до 10%, предпочтительно от 3% по весу до 7% по весу от сухого веса волокна. Данное вещество реагирует с волокнами и способствует образованию перекрестных связей между ними. Веществом, способствующим образованию перекрестных связей, может быть полимер на основе акриловой кислоты, имеющий молекулярный вес от 500 до 40000, предпочтительно от 1000 до 20000. Веществом, способствующим образованию перекрестных связей и представляющим собой полимер акриловой кислоты, может быть сополимер акриловой кислоты и малеиновой кислоты, в частности, весовое отношение акриловой кислоты и малеиновой кислоты может составлять от 10:1 до 1:1, предпочтительно от 5:1 до 1,5:1. Кроме того, в вещество на основе полимеров акриловой кислоты, способствующее образованию перекрестных связей, может быть добавлено эффективное количество лимонной кислоты.
Распределяющий слой, содержащий волокна из целлюлозы с перекрестными связями в соответствии с настоящим изобретением, может содержать и другие волокна, однако целесообразно, чтобы данный слой содержал волокна из целлюлозы с перекрестными связями (включая вещества, способствующие образованию перекрестных связей) в количестве по меньшей мере 50%, или 60%, или 70%, или 80%, или 90%, или даже до 100%, по весу от суммарного веса слоя. Такой слой из смеси волокон может содержать волокна из целлюлозы с химически сформированными перекрестными связями в количестве примерно 70% по весу, волокна из полиэтилен терефталата в количестве примерно 10% по весу и волокна из необработанной целлюлозы в количестве примерно 20% по весу от веса слоя. Еще в одном примере слой из смеси волокон может содержать волокна из целлюлозы с химически сформированными перекрестными связями в количестве примерно 70% по весу, волокна из полиэтилен терефталата в количестве примерно 10% по весу и волокна из лиофилизированной целлюлозы в количестве примерно 20% по весу. Еще в одном примере слой из смеси волокон может содержать волокна из целлюлозы с химически сформированными перекрестными связями в количестве примерно 68%, волокна из полиэтилен терефталата в количестве примерно 16% и волокна из необработанной целлюлозной пульпы в количестве примерно 16% по весу от веса слоя. Еще в одном примере слой из смеси волокон может содержать волокна из целлюлозы с химически сформированными перекрестными связями в количестве от примерно 90% до примерно 100%) по весу от веса слоя.
Волокнистый слой может также работать, как принимающий слой, функцией которого является быстрый прием текучей среды от верхнего листа, благодаря чему обеспечивается сухое состояние кожи носящего. Такой принимающий слой, как правило, расположен непосредственно под верхним листом. Абсорбирующее изделие может также содержать распределяющий слой 52 в дополнение к волокнистому слою 54, как это показано для примера на фиг. 12-13. Принимающий слой 52, если имеется, может быть по меньшей мере частично расположен над волокнистым слоем 54.
Принимающий слой, как правило, выполнен из нетканого материала или содержит нетканый материал, например, материал типа SMS или SMMS, содержащий слой из волокон «спанбонд», слой из волокон, выдуваемых из расплава и еще один слой волокон «спанбонд»; или, в качестве альтернативы, кардованный материал с химическим скреплением. Нетканый материал может, в частности, иметь латексное скрепление. Примеры подходящих принимающих слоев 52 описаны в патенте США 7,786,341. Могут также использоваться кардованные нетканые материалы со скреплением волокон смолой, в частности, полотна, в которых волокна являются сплошными или пустотелыми штапельными волокнам круглого сечения из полиэтилен терефталата (ПЭТ) (смесью 50/50 или 40/60 волокон 6 денье и 9 денье). Примером подходящего связующего является бутадиен-стирольный латекс. Преимуществом нетканых полотен является то, что они могут быть изготовлены вне технологической линии, храниться в запасе и затем использоваться в виде рулонного материала.
Подходящие нетканые материалы описаны также в патентах США 6,645,569 (Cramer), 6,863,933 (Cramer), 7,112,621 (Rohrbaugh), а также в патентных заявках США 2003/148684 (Cramer et al.) и 2005/008839 (Cramer).
Принимающий слой 52 может быть стабилизирован латексным связующим, например, стирол-бутадиеновым латексным связующим. Способы изготовления таких латексов описаны, например, в ЕР 149880 (Kwok) и в патентной заявке США 2003/0105190 (Diehl et al.). В некоторых воплощениях связующее может присутствовать в принимающем слое 52 в количестве, превышающем примерно 12%, примерно 14% или примерно 16% по весу. Стирол-бутадиеновый латекс предлагается к продаже производителем OMNOVA Solutions Inc. (Акрон, штат Огайо, США) под торговым названием GENFLO™ 3160.
В дополнение к первому принимающему слою, описанному выше, может использоваться второй, дополнительный принимающий слой. Так, например, между первым принимающим слоем и распределяющим слоем может быть помещен слой из ткани. Ткань может обладать улучшенными свойствами капиллярного распределения текучей среды по сравнению с принимающим слоем, описанным выше. Слой из ткани и первый принимающий слой могут быть одного размера или могут иметь разные размеры, например, слой из ткани может быть более протяженным в задней части абсорбирующего изделия, чем первый принимающий слой. Примером подходящей гидрофильной ткани является ткань с массой на единицу площади 13-22,5 г/м2, обладающая высокой прочностью во влажном состоянии, изготовленная из целлюлозных волокон и предлагаемая поставщиком Havix.
Скрепление волокнистого слоя 54 с верхней стороной 16 оболочки сердцевины
Волокнистый слой 54 может быть скреплен с верхней стороной оболочки сердцевины любыми подходящими способами, в частности, путем адгезивного скрепления, но возможны и другие способы скрепления, такие, как каландрование, скрепление под давлением или сплавлением. Адгезив может наноситься на наружную поверхность верхней стороны оболочки сердцевины или на нижнюю сторону волокнистого слоя, или на обе данные поверхности, исходя из соображений удобства нанесения адгезива на ту или иную поверхность, перед соединением двух данных слоев друг с другом. Адгезив может наноситься на область, по размерам по меньшей мере равную всей нижней стороне волокнистого слоя.
Адгезив может быть также нанесен на область, по размерам меньшую, чем нижняя сторона волокнистого слоя. Адгезив может быть нанесен, например, способом щелевого нанесения покрытия в направлении изготовления изделия (направление движения в машине, или "MD"), как правило, параллельном продольному направлению для изделия, но он может также наноситься с использованием и различных альтернативных способов, таких, как, например, распыление адгезива или печать. С точки зрения себестоимости изделия может быть целесообразным наносить адгезив не сплошным слоем в области его нанесения, а прерывистым образом, например, сплошными или прерывистыми полосками, разделенными друг от друга зазором, так, чтобы фактическая площадь покрытия адгезивом составляла лишь некоторую часть области нанесения, как правило, от примерно 10% до примерно 50%.
На фиг. 7-11 показаны различные способы нанесения адгезива между оболочкой сердцевины и волокнистым слоем. На данных чертежах показана только область нанесения адгезива 66, но конечно, в изделии может присутствовать и любой другой адгезив, например, адгезив 68 между верхним листом и волокнистым слоем, как это показано для примера на фиг. 12 и 13.
Как показано на фиг. 7, область нанесения адгезива 66 между волокнистым слоем и оболочкой сердцевины может покрывать в сущности всю площадь волокнистого слоя 54. Из-за ограничений, накладываемых высокой скоростью технологической линии, вдоль продольных сторон волокнистого слоя могут оставаться поля, на которых отсутствует адгезив (как показано на фиг. 8). Как было указано выше, площадь области, фактически покрываемой адгезивом, может составлять менее, чем 100% площади области его нанесения. Так, например, адгезив может быть нанесен способом щелевого нанесения покрытия, в виде набора параллельных сплошных полос, между которыми имеются зазоры. Полосы адгезива могут иметь одинаковую или различную толщину, и могут быть расположены с одинаковыми или различными зазорами друг от друга. Так, например, полосы адгезива могут иметь ширину от 0,5 мм до 3 мм, и зазор между ними может составлять от примерно 1 мм до примерно 5 мм. В одном из воплощений полосы адгезива, скрепляющего оболочку сердцевины с волокнистым слоем, имеют ширину 1 мм и расположены с зазорами шириной 2 мм.
Верхний лист 24 может быть прикреплен к волокнистому слою 54 прямо или косвенно в одной или более областях, соответствующих областям 26, в сущности не содержащих абсорбирующего материала, в которых формируются один или более каналов 26', например, с помощью адгезива или другими способами, такими, как, например, сплавление, каландрование, скрепление под давлением или сочетаниями таких способов. За счет этого верхний лист может лучше повторять форму каналов 26' и канавок 29, формирующихся по мере набухания абсорбирующего материала, и образовывать вторичные канавки 29' на поверхности изделия. Верхний лист 24 может быть непосредственно прикреплен к волокнистому слою, или косвенно прикреплен к нему, если между верхним листом и абсорбирующей сердцевиной имеется дополнительный слой, например, распределяющий слой 52, как это показано на фиг. 14 и будет более подробно обсуждаться ниже. Область 68 крепления верхнего листа к волокнистому листу 54 или другому лежащему под ним листу 52 может быть протяженной вдоль всей длины волокнистого слоя. Это может быть достигнуто, например, путем нанесения адгезива вдоль всей длины верхнего листа, как показано на фиг. 12. При такой конструкции верхний лист может быть прикреплен к волокнистому слою, и в дополнение к этому - к остальной части базовой части абсорбирующего изделия, в частности, к абсорбирующей сердцевине и тыльному листу. Область 68 крепления может быть сформирована, например, путем нанесения адгезива щелевым способом. Полосы адгезива, как правило, являются протяженными в продольном направлении (MD) в целях упрощения производства изделия, но не исключаются воплощения, в которых они могут наноситься в поперечном направлении. Ширина области 68 крепления может быть по меньшей мере достаточной для покрытия (на виде сверху) областей 26, в сущности не содержащих абсорбирующего материала, или перекрывания (на виде сверху) с такими областями. Степень покрытия, ширина полос и зазоров между ними, указанные выше для адгезива, обеспечивающего скрепление волокнистого слоя с оболочкой сердцевины, могут также использоваться для полос адгезива, скрепляющих верхний лист с лежащим под ним листом (например, волокнистым слоем 54 или распределяющим слоем 52, если таковые имеются).
На фиг. 8 показано альтернативное воплощение области скрепления между оболочкой сердцевины и волокнистым слоем, в котором волокнистый слой прикреплен к оболочке сердцевины в двух протяженных в продольном направлении областях 66, 66', разнесенных друг от друга областью без скрепления, расположенной в центральной части волокнистого слоя. Области 26 оболочки сердцевины, не содержащие абсорбирующего материала, расположены внутри областей 66, 66' нанесения адгезива. Подобным образом, как это показано для примера на фиг. 13, верхний лист может быть прикреплен к волокнистому слою непосредственно или косвенно в двух областях 68, 68' крепления, покрывающих области 26, не содержащие абсорбирующего материала и разделенные друг от друга областью отсутствия крепления.
На фиг. 9 показана альтернативная конструкция, в которой волокнистый слой прикреплен только к верхней стороне оболочки сердцевины в одной или более областях 26 сердцевины, в сущности не содержащих абсорбирующего материала. Это может быть достигнуто за счет нанесения адгезива щелевым способом, но возможны и другие способы, например, нанесение адгезива способом печати, который может быть более подходящим, если форма одной или более областей 26, не содержащих абсорбирующего материала, является криволинейной. Один из примеров нанесения адгезива способом печати описан в патенте США 8,186,296. Как было указано выше и в целом, область, фактически покрываемая адгезивом, может составлять некоторую часть области нанесения адгезива, например, от 10% до 50%, но, как показано на фиг.9, если область нанесения адгезива достаточно мала, то может использоваться и более высокий процент ее покрытия адгезивом, вплоть до 100% от области нанесения.
На фиг. 10 показано альтернативное воплощение области скрепления, в котором с оболочкой сердцевины скреплена несколько меньшая область 66 волокнистого слоя. В частности, часть одной или более областей 26, в сущности не содержащих абсорбирующего материала, может быть не скреплена с волокнистым слоем. Однако может быть предпочтительно, чтобы по меньшей мере 50% области 26 находилось в пределах области нанесения средства крепления, в частности, адгезива.
На фиг. 11 показана еще одна альтернативная структура 66 области скрепления оболочки сердцевины с волокнистым слоем. В данном примере адгезив (или любое другое средство крепления) может быть нанесен в виде нескольких областей 66 скрепления, отделенных друг от друга в продольном направлении областями, не содержащими адгезива. Часть одной или более областей 26, в сущности не содержащих абсорбирующего материала, может находиться за пределами области 66 нанесения адгезива, однако может быть предпочтительно, чтобы по меньшей мере 50% области 26 находилось в пределах области 66 нанесения адгезива.
Как правило, и как показано на чертежах, верхняя сторона абсорбирующей сердцевины имеет большую площадь, чем волокнистый слой. При этом, однако, не исключаются воплощения, в которых волокнистый слой по размерам больше оболочки сердцевины, и в таких воплощениях область скрепления может быть по размерам такой же или меньшей, чем верхняя сторона оболочки сердцевины.
Дополнительный слой 52
Абсорбирующее изделие может содержать один или более дополнительных слоев, расположенных между волокнистым слоем 54 и верхним листом 24, например, принимающий слой 52, и/или расположенных между волокнистым слоем и оболочкой сердцевины. На фиг. 14 показано упрощенное поперечное сечение абсорбирующего изделия, дополнительно содержащего дополнительный слой 52 между верхним листом 24 и волокнистым слоем 54. На фиг. 14 слои адгезива показаны, как содержащие две области нанесения, но возможны и другие структуры из областей нанесения. Область нанесения адгезива может быть сформирована щелевым способом нанесения покрытия или любыми другими способами нанесения адгезива или любыми другими подходящими способами нанесения, и может иметь фактическую площадь покрытия, составляющую только часть области нанесения. Дополнительный слой 52, который может быть распределяющим слоем, может быть также адгезивно скреплен с верхним листом и волокнистым слоем в области, соответствующей одной или более областям 26, в сущности не содержащим абсорбирующего материала. Абсорбирующее изделие может содержать адгезив 66 между абсорбирующей сердцевиной 28 и волокнистым слоем 54. Адгезив 66 обеспечивает крепление наружной поверхности верхней стороны оболочки сердцевины с нижней стороной волокнистого слоя в областях 26, в сущности не содержащих абсорбирующего материала. Адгезив 67 может скреплять волокнистый слой 54 с дополнительным слоем 52, и подобным образом, адгезив 68 может скреплять дополнительный слой 52 с верхним листом 24.
Может быть целесообразным, чтобы все слои, расположенные между верхней стороной оболочки сердцевины и верхним листом, были по меньшей мере частично скреплены друг с другом в одной или более областях 26 сердцевины, в сущности не содержащих абсорбирующего материала. Преимущества такой конструкции представлены на фиг. 15, на которой показано изделие 14 во влажном состоянии. А именно, в данном состоянии абсорбирующий материал поглотил некоторое количество жидкости и разбух в небольшой степени, при которой скрепления 27 оболочки сердцевины еще сохраняются. Каналы 26', образованные оболочкой сердцевины и набухшим абсорбирующим материалом, вызывают образование соответствующих канавок 29 в волокнистом слое 54, а также в других слоях, которые косвенным образом скреплены с оболочкой сердцевины, в данном случае - с дополнительным слоем 52 (который может быть, например, принимающим слоем) и верхним листом 24. Верхний лист может быть скреплен (адгезивом 68 или любым другим подходящим способом) с лежащим непосредственно под ним слоем, которым может быть, например, распределяющий слой 52, а лежащий под ним слой может быть скреплен адгезивом 67 или любым другим подходящим способом с волокнистым слоем 54. Адгезивы, которые могут использоваться между различными слоями, могут быть любыми традиционно используемым адгезивами, например, может использоваться термоклей, наносимый щелевым способом или другими подходящими способами, например, способом печати (как описано, например, в патенте США 8,186,296).
В зависимости от количества абсорбирующего материала, содержащегося в абсорбирующей сердцевине, абсорбирующая сердцевина может набухать до определенной степени и затем достигать состояния насыщения, близкого к состоянию, показанному на фиг. 15, в котором еще сохраняются скрепления 27 оболочки сердцевины и каналы 26'. Абсорбирующая сердцевина может также содержать достаточно большое количество абсорбирующего материала, в результате чего она может набухать и в большей степени, что может вызывать раскрытие скреплений 27 оболочки сердцевины по меньшей мере в части одного или более каналов. Такое состояние показано на фиг. 16, а именно, показано состояние, в котором скрепления 27 оболочки сердцевины раскрылись. После открытия скреплений 27 оболочки сердцевины каналы 26' и канавки 29 в открытых областях изделия становятся менее заметными, или даже могут совсем пропасть.
Система крепления 42, 44
Абсорбирующее изделие может включать систему крепления. Система крепления может использоваться для создания латеральных натяжений по обхвату абсорбирующего изделия, удерживающих изделие на носящем, как это реализовано в подгузниках с ленточным креплением. Система крепления не нужна для изделия типа «обучающие трусы», поскольку поясная область таких изделий уже является скрепленной. Система крепления, как правило, содержит элемент крепления, например, отрезки лент, компоненты системы крепления «липучка», застегивающиеся друг с другом элементы, замыкающиеся друг с другом элементы, такие, как лепесток и прорезь, пряжки, пуговицы, кнопки и/или компоненты застежки «молния». Могут также использоваться любые другие известные средства крепления. На передней поясной области изделия обычно предусмотрена зона крепления, к которой может многократно крепиться соответствующий крепежный элемент. Некоторые примеры подходящих поверхностных систем крепления описаны в патентах США 3,848,594, 4,662,875, 4,846,815, 4,894,060, 4,946,527, 5,151,092 и 5,221,274 (всех - Buell). Пример системы крепления из закрывающихся друг с другом элементов описан в патенте США 6,432,098. Система крепления может также обеспечивать возможность придания изделию конфигурации, в которой оно может быть удалено, как отходы, как описано в патенте США 4,963,140 (Robertson et al.).
Система крепления может также включать первичную и вторичную системы крепления, как описано в патенте США 4,699,622, что позволяет уменьшить вероятность перемещения перекрывающихся частей подгузника друг относительно друга и улучшить посадку изделия на тело, как описано в патентах США 5,242,436, 5,499,978, 5,507,736 и 5,591,152.
Барьерные ножные манжеты 34 Абсорбирующее изделие может содержать пару барьерных ножных манжет 34 и/или уплотнительных манжет 32. В патенте США 3,860,003 описан одноразовый подгузник, который имеет сокращающийся проем для ноги с боковым клапаном и одним или более эластичными элементами, образующими эластифицированную ножную манжету (уплотнительную манжету). В патентах США 4,808,178 и 4,909,803 (оба Aziz et al.) описаны одноразовые подгузники, имеющие «стоячие» эластифицированные клапаны (барьерные ножные манжеты), обеспечивающие улучшенное уплотнение в областях ног. В патентах 4,695,278 (Lawson) и 4,795,454 (Dragoo) описаны одноразовые подгузники, имеющие двойные манжеты, включающие уплотнительные манжеты и барьерные ножные манжеты. Барьерные ножные манжеты и/или уплотнительные манжеты, или их части могут быть обработаны лосьоном.
Барьерные ножные манжеты могут 32 быть сформированы из отрезка материала, как правило, нетканого, который частично скреплен с остальной частью изделия таким образом, чтобы часть данного материала была частично приподнята из плоскости, образуемой верхним листом, когда изделие растянуто до плоского состояния, как показано, например, на фиг. 1. Барьерные ножные манжеты могут обеспечивать улучшенное удержание жидкостей и прочих выделений организма на стыке корпуса и ног носящего. Барьерные ножные манжеты являются протяженными по меньшей мере частично между передним краем и задним краем подгузника на противоположных боковых сторонах от продольной оси, и расположены (относительно продольного направления) по меньшей мере на уровне точки промежности (С). Барьерные ножные манжеты ограничены с одной стороны проксимальным краем 64, присоединенным к остальной части изделия, как правило, к верхнему листу и/или тыльному листу, и с другой стороны - свободным краем 66, который вступает в контакт с кожей носящего и образует вокруг нее уплотнение. Барьерные ножные манжеты на своих проксимальных краях 64 присоединены к базовой части изделия по месту 65 скрепления, которое может быть выполнено, например, склеиванием, сплавлением, прочими известными способами скрепления и их сочетаниями. Место скрепления 65 на проксимальном крае 64 может быть непрерывным или прерывистым. Сторона скрепления 65, ближайшая к приподнятой части ножной манжеты 32, ограничивает проксимальный край 64 «стоячей» части ножной манжеты.
Барьерные ножные манжеты 32 могут быть выполнены за единое целое с верхним листом или тыльным листом, но как правило, их выполняют из отдельного куска материала, присоединяемого затем к остальной части изделия. Материал барьерных ножных манжет может быть протяженным по всей длине подгузника, но как правило, на переднем и заднем концах подгузника он прихвачен к верхнему листу, в результате чего в данных частях изделия материал барьерных ножных манжет расположен заподлицо с верхним листом. Каждая из барьерных ножных манжет 34 может содержать одну, две или более эластичных нитей 35, расположенных ближе к ее свободному концу 66 и обеспечивающих более эффективное уплотнение.
В дополнение к барьерным ножным манжетам 34, изделие может содержать уплотнительные манжеты 32, которые присоединены к базовой части абсорбирующего изделия, в частности, к верхнему листу и/или тыльному листу, и могут быть расположены снаружи в поперечном направлении по отношению к барьерным ножным манжетам. Уплотнительные манжеты могут обеспечивать улучшенное уплотнение вокруг бедер носящего. Как правило, каждая из уплотнительных манжет 32 содержит одну или более эластичных нитей или один или более иных эластичных элементов, встроенных в базовую часть подгузника, например, между верхним листом и тыльным листом, в области проемов для ног.
Передние и задние ушки 46, 40
Абсорбирующее изделие может содержать передние ушки 46 и задние ушки 40, как это известно в данной области техники. Ушки могут быть выполнены за единое целое с базовой частью, например, могут быть выполнены в виде боковых панелей, исходящих из верхнего листа и/или тыльного листа. В качестве альтернативы, как это показано на фиг. 1, они могут быть выполнены, как отдельные элементы, и прикреплены с помощью клея, горячим тиснением и/или скреплением под давлением. Задние ушки 40 предпочтительно являются растяжимыми, что облегчает крепление лепестков 42 к зоне 40 крепления и обеспечивает надежное удержание подгузника с ленточным креплением на своем месте вокруг талии носящего. Задние ушки 40 также могут быть эластичными или растяжимыми, что обеспечивает более удобную посадку изделия и лучшее его прилегание за счет изначальной подгонки изделия под носящего и сохранения данной посадки в течение всего времени ношения изделия, в том числе, когда изделие достаточно нагружено выделениями организма, поскольку эластичные ушки позволяют боковым сторонам изделия расширяться и сжиматься.
Эластичный поясной элемент
Абсорбирующее изделие может также содержать по меньшей мере один эластичный поясной элемент (не показан), который также способствует лучшей посадке на тело и лучшему удержанию текучих выделений организма. Основной функцией эластичного поясного элемента является упругое расширение и сокращение для обеспечения динамической посадки изделия на талию носящего. Эластичный поясной элемент предпочтительно является протяженным по меньшей мере в продольном направлении наружу от по меньшей мере одного поясного края абсорбирующей сердцевины 28 и в целом образует по меньшей мере часть края абсорбирующего изделия. Одноразовые подгузники могут иметь конструкцию с двумя эластичными поясными элементами, один из которых расположен в передней поясной области, а второй расположен в задней поясной области. Эластичный поясной элемент может иметь различные конфигурации, включая конфигурации, описанные в патентах США 4,515,595, 4,710,189, 5,151,092 и 5,221,274.
Взаимное скрепление слоев
Соседние слои и компоненты могут быть скреплены друг с другом с использованием обычных методов скрепления, таких, как нанесение адгезива щелевым способом в виде покрытия или распылением по всей поверхности слоя или ее части, или термическое скрепление, или скрепление под давлением, или их сочетания. Скрепление слоев друг с другом не показано на чертежах (за исключением скреплений 65 между приподнятыми элементами ножных манжет с тыльным листом 24), что сделано для большей наглядности и лучшей читаемости чертежей, но при этом подразумевается, что скрепление между слоями изделия существует, если явно не указано иное. Для повышения адгезии различных слоев друг к другу, как правило, используются адгезивы, например, может использоваться адгезив между тыльным листом и оболочкой сердцевины. В качестве клея может использоваться любой стандартный термоклей из известных в данной области техники.
Если в изделии имеется дополнительный (принимающий) слой 52, то может быть целесообразным, чтобы данный принимающий слой был больше волокнистого (распределяющего) слоя 54, или по меньшей мере имел такие же размеры в продольном и/или поперечном направлениях, как волокнистый (распределяющий) слой 54. При такой конструкции распределяющий слой 54 может быть нанесен на принимающий слой 52. Это упрощает обращение с материалами слоев и является особенно целесообразным, если принимающий слой выполняется из нетканого материала, который может разматываться из рулона. Распределяющий слой может также наноситься непосредственно на верхнюю сторону оболочки абсорбирующей сердцевины или на другой слой изделия. Кроме того, принимающий слой 52 больше по размерам, чем распределяющий слой, что позволяет приклеить принимающий слой непосредственно к сердцевине (по выступающим участкам). Это может обеспечивать улучшенную структурную целостность данной накладки и улучшенный перенос жидкостей.
Абсорбирующая сердцевина, и в частности, ее область 8 нанесения абсорбирующего материала, могут быть по меньшей мере такими же широкими и длинными, а предпочтительно по меньшей мере в некоторых местах шире и/или длиннее, чем волокнистый слой. Это объясняется тем, что абсорбирующий материал в абсорбирующей сердцевине, как правило, может эффективно удерживать текучие среды и обеспечивать сухость кожи на большей площади, чем площадь волокнистого слоя. Абсорбирующее изделие может иметь прямоугольной формы слой суперабсорбирующего полимера и непрямоугольной формы волокнистый слой. Абсорбирующее изделие может также иметь прямоугольный волокнистый слой и прямоугольный слой суперабсорбирующего полимера.
Способ изготовления изделия
Абсорбирующие изделия в соответствии с настоящим изобретением могут быть изготовлены любыми способами, известными в данной области техники. В частности, изделия могут изготавливаться вручную или на высокопроизводительных автоматических линиях.
Проведение испытаний
Все значения, приведенные в настоящей заявке, измерены в соответствии с методами, описанными ниже, если явно не указано иное. Все измерения проводятся при температуре 21±2°С и относительной влажности 50±20%, если не указано иное. Если не указано иное, описание метода подразумевает, что измерения проводятся на сухом изделии. Перед проведением испытаний все образцы должны быть выдержаны по меньшей мере 24 часа при указанных условиях, для приведения их в равновесное состояние, если не указано иное. Все измерения должны быть повторены по меньшей мере на 4 образцах каждого типа. Результатом считается среднее значение для измеренных значений, если не указано иное.
Измерение удерживающей емкости методом центрифугирования
В данном тесте измеряется количество жидкости, которое может быть поглощено частицами суперабсорбирующего полимера до тех пор, пока будет возможным свободное набухание частиц суперабсорбирующего полимера в избытке жидкости. Удерживающую емкость измеряли по методу EDANA WSP 241.2-05.
Измерение толщины абсорбирующей сердцевины в сухом состоянии
Данное испытание может использоваться для измерения толщины абсорбирующей сердцевины до ее использования, то есть, до насыщения текучей средой, при некоторых стандартных условиях.
Оборудование: Использовали ручной скобообразный измеритель толщины Mitutoyo с точностью 0,01 мм (может использоваться эквивалентный прибор).
Контактная ножка: Ножка с круглым плоским основанием диаметром 17,0 мм (±0,2 мм). Для обеспечения требуемого давления на ножку может быть надет дополнительный груз кольцеобразной формы (то есть, груз с прорезью в центре, что облегчает его установку на вал прибора. Суммарный вес ножки, вала и дополнительного груза должен обеспечивать давление на образец, равное 2,07 кПа (0,30 фунтов/дюйм). Скобообразный измеритель толщины устанавливают таким образом, чтобы нижняя поверхность контактной ножки была в горизонтальной плоскости, и чтобы нижняя поверхность контактной ножки касалась плоской горизонтальной верхней поверхности пластины-основания размерами примерно 20×25 см. Шкалу обнуляют таким образом, чтобы ноль шкалы соответствовал положению, когда контактная ножка покоится на пластине-основании.
Измерительная линейка: Калиброванная металлическая линейка, градуированная в миллиметрах.
Секундомер: Имеющий точность измерения 1 с.
Подготовка образцов: Сердцевину выдерживают по меньшей мере в течение 24 часов при указанных выше условиях.
Процедура измерения: сердцевину укладывают в расправленном виде на стол, стороной, которая должна быть обращена к тыльному листу в готовом изделии, вниз. На верхней стороне сердцевины аккуратно отмечают точку измерения (в готовом изделии соответствует точке промежности С), стараясь при этом не сжать и иным образом не деформировать сердцевину.
Приподнимают контактную ножку прибора и укладывают сердцевину на пластину-основание, верхней стороной абсорбирующей сердцевины вверх, таким образом, чтобы после опускания ножки ее центр совпал с отмеченной точкой измерения.
Ножку прибора аккуратно опускают на изделие и отпускают ее (при этом до начала измерений прибор должен быть откалиброван на «0»). Спустя 10 с после того, как ножка была отпущена, записывают показания прибора с точностью до 0,01 мм. Процедуру повторяют для каждой точки измерения.
Если в точке измерения имеется складка, то измерение проводят в области, ближайшей к данной точке, но не содержащей складок. Таким образом проводят измерения для 10 образцов изделия одного типа. Рассчитывают средние значения и записывают их с точностью до 0,1 мм.
Измерение толщины абсорбирующего изделия
Измерение толщины абсорбирующего изделия может быть проведено тем же образом, что и измерение толщины абсорбирующей сердцевины в сухом состоянии, с той разницей, что вместо толщины сердцевины измеряется толщина готового абсорбирующего изделия. Точкой измерения может быть точка пересечения продольной оси (80) и поперечной оси (90) абсорбирующего изделия. Если абсорбирующие изделия поставляются сложенными и/или в упаковке, то для проведения измерений выбирают образцы из центральной части упаковки и разворачивают их. Если упаковка содержит более 4 изделий, то по два самых наружных изделия с каждой стороны упаковки для проведения данного испытания не используют. Если упаковка содержит более 4, но менее 14 изделий, то для проведения данного испытания потребуется больше одной упаковки изделий. Если упаковка содержит 14 и более изделий, то для проведения данного испытания потребуется всего лишь одна упаковка изделий. Если упаковка содержит 4 или менее изделий, то измерения проводятся на всех изделиях данной упаковки, и потребуется более, чем одна упаковка изделий. Измерения проводят не ранее, чем через 24±1 часов после извлечения изделий из упаковки, их разворачивания и выдержки в помещении с требуемыми температурой и влажностью. Физические манипуляции с изделием должны быть минимальными и сводиться только к операциям, необходимым для подготовки образца.
Все эластичные компоненты изделия, не дающие расправить образец до плоского состояния, должны быть срезаны и/или иным образом удалены. Такие элементы могут включать ножные манжеты и пояски. Абсорбирующие изделия типа трусов при необходимости раскрывают или разрезают вдоль боковых швов скрепления. Для расправления возможных складок и морщинок к изделию прилагают достаточное натяжение. При этом необходимо следить, чтобы не происходило касания и/или сжатия изделия рукой в области проведения измерения.
Оценка расслоения каналов во влажном состоянии
Абсорбирующую сердцевину подвергают данному испытанию с целью оценить поведение скреплений оболочки сердцевины при воздействии на нее избытка текучей среды (солевого раствора), как функцию времени. Данное испытание предпочтительно проводят для абсорбирующей сердцевины в отдельности, до встраивания ее в готовое изделие. В качестве альтернативы, абсорбирующая сердцевина для проведения данного испытания может быть извлечена из готового абсорбирующего изделия. При этом для облегчения отделения абсорбирующей сердцевины при необходимости может использоваться лиофилизирующий аэрозоль. При этом необходимо соблюдать осторожность, чтобы не повредить абсорбирующую сердцевину, в частности, не порвать слои ее оболочки. Все манжеты, элементы крепления, верхний лист, тыльный лист и абсорбирующие слои, расположенные выше и ниже абсорбирующей сердцевины, необходимо удалить.
Области 27 скрепления оболочки сердцевины, которые, как правило, повторяют одну или более областей, в сущности не содержащих абсорбирующего материала, следует отметить на обращенной к телу поверхности оболочки сердцевины перманентным маркером с войлочным сердечником, после чего следует измерить длину данных областей вдоль линии их кривизны. Если линии скрепления являются прерывистыми, то зазоры между ними также следует обрисовать маркером. Абсорбирующую сердцевину помещают в подходящего размера плоскодонный контейнер поверхностью, обращенной к телу, вверх. Контейнер должен иметь достаточно большие размеры, так, чтобы сердцевина могла быть в нем полностью расправлена до плоского состояния, и должен иметь глубину примерно 6 см. Контейнер с абсорбирующей сердцевиной помещают в инкубатор или иную подходящую камеру, в которой поддерживается постоянная температура 37±0,5°С, на время, достаточное для установления теплового равновесия. Приготавливают 0,9 вес. % раствор хлорида натрия путем растворения чистого хлорида натрия в дистиллированной воде, и полученный раствор нагревают до 37°С. Подогретый раствор быстро выливают в контейнер, так, чтобы высота столба жидкости составляла примерно 4 см, и после налива жидкости включают таймер. После налива раствора контейнер немедленно закрывают пленкой (например, пленкой Saran Wrap®) для предотвращения чрезмерного испарения влаги из контейнера, и полученную систему удерживают при температуре 37±0,5°С.
Через пленку проводят наблюдения за сердцевиной, не трогая системы, с интервалами 5 минут, и для каждого момента наблюдения записывают степень расслоения каналов. Степень расслоения определяется, как суммарная длина всех участков канала или каналов, на которых верхняя сторона оболочки сердцевины больше не прикреплена к нижней стороне оболочки сердцевины в области соответствующего канала. Степень расслоения канала в виде доли длины рассчитывается, как суммарная длина расслоившихся участков канала, деленная на суммарную исходную длину канала до добавления жидкости в контейнер. Степень расслоения канала в виде процента длины рассчитывается, как степень расслоения, определенная выше, умноженная на 100%.
Экспериментальные данные
Абсорбирующая сердцевина - пример 1
Абсорбирующая сердцевина, которую испытывали в данном примере, была аналогична сердцевине, изображенной на фиг. 4. Сердцевина в качестве абсорбирующего материала содержала суперабсорбирующие полимеры и не содержала целлюлозных волокон. Оболочка сердцевины содержала две основы, образовывавших верхнюю и нижнюю стороны сердцевины, при этом верхняя основа была С-образно обернута вдоль продольных краев сердцевины, а передний и задний края сердцевины были скреплены друг с другом стачным швом. Сердцевина содержала две имевшие криволинейную форму области, не содержавшие абсорбирующего материала. Данные области были симметричны относительно продольной оси 80', и длина их проекции на продольную ось составляла примерно 227 мм, их ширина составляла примерно 8 мм, а кратчайшее расстояние между ними составляло 20 мм. Оболочка сердцевины была дополнительно скреплена сама с собой в сущности по всей длине областей 26.
В общей сложности абсорбирующая сердцевина содержала 13,5 г суперабсорбирующего полимера СА L598 производства Nippon Shokubai, область нанесения которого имела длину 360 мм и ширину 110 мм (имела прямоугольную форму). Суперабсорбирующий полимер был распределен таким образом, что масса его нанесения на единицу площади была большей в промежностной области, меньшей в передней области и еще меньшей в задней области. Нанесение суперабсорбирующего полимера в поперечном направлении (направлении, поперечном движению в машине, или "CD") не было профильным, за исключением, конечно, в области каналов, не содержавших абсорбирующего материала. Абсорбирующую сердцевину изготавливали путем соединения друг с другом двух нетканых основ, на каждую из которых наносили суперабсорбирующий полимер способом печати, описанным в патентной заявке США 2010/0051166 А1. Каналы формировали с помощью печатного валика, на котором была выгравирована их форма. Дополнительную информацию по технологии нанесения суперабсорбирующего полимера с формированием каналов способом печати можно найти в европейской патентной заявке ЕР 12174117.7.
До нанесения слоя суперабсорбирующего полимера на верхнюю основу 16 наносили вспомогательный клей (HL 1358LO F ZP производства Н.В. Fuller). Клей наносили щелевым способом - через 41 щель, каждая из которых имела ширину 1 мм, а расстояние между щелями составляло 1 мм, по всей длине оболочки сердцевины (390 мм), в суммарном количестве 0,128 г.
Поверх каждого слоя суперабсорбирующего полимера наносили эластичный клей в форме микроволокон (производства Н.В. Fuller 1151), для дополнительной иммобилизации данного слоя суперабсорбирующего полимера на основе. На верхний и нижний слои суперабсорбирующего полимера наносили соответственно 0,211 г и 0,168 г клея форме микроволокон. Область его нанесения на каждый слой суперабсорбирующего полимера имела ширину 110 мм и длину 390 мм.
Оболочка сердцевины имела длину 390 мм. На ее заднем и переднем краях были соответственно расположены два клапана, не содержавшие абсорбирующего материала и имевшие длину 15 мм. Скрепление переднего и заднего краев абсорбирующей сердцевины производилось клеем, наносимым щелевым способом. Наносимые полосы клея имели длину 30 мм в переднем скреплении и 20 мм в заднем скреплении. Ширина оболочки сердцевины в сложенном состоянии составляла 120 мм.
Верхняя основа 16 была изготовлена из нетканого материала структуры SMMS, имевшего массу на единицу площади 10 г/м2 и обработанного для придания ему гидрофильности, а нижняя основа 16' была выполнена из нетканого материала структуры SMMS, имевшего массу на единицу площади 10 г/м2. Верхняя основа после нарезки имела длину 390 мм и ширину 165 мм. Нижняя основа после нарезки имела длину 390 мм и ширину 130 мм. Верхнюю основу С-образно подгибали под нижнюю основу по боковым краям сердцевины, и латеральные края нижней основы немного приподнимались вверх по краям материала абсорбирующей сердцевины, в результате чего окончательная ширина сложенной оболочки сердцевины составляла 120 мм. Подогнутые края верхней основы скреплялись с нижней основой за счет нанесения между ними клея с массой на единицу площади 20 г/м2, наносимого в виде полосы шириной 4 мм и длиной 390 мм по каждому из боковых краев сердцевины.
Две основы дополнительно скреплялись друг с другом в каналах. Скрепление формировалось за счет вспомогательного и микроволокнистого клея, и за счет приложения давления.
Абсорбирующая сердцевина - пример 2
Сердцевина, которая подвергалась испытаниям в данном примере, была аналогична сердцевине в примере 1, с тем отличием, что в качестве вспомогательного клея использовался клей NW1286 F ZP производства Н.В. Fuller.
Результаты испытаний
Для каждой из абсорбирующих сердцевин, изготовленных, как описано выше, по два образца (X и Y) подвергали испытаниям согласно способу оценки расслоения каналов во влажном состоянии, описанному выше, и определяли процент расслоения скреплений оболочки сердцевины, как функцию времени (с шагом 5 мин).
Процент расслоения обозначали следующим образом:
А - когда расслаивалось менее одной трети начальной длины скрепления оболочки сердцевины;
В - когда расслаивалось от одной трети до двух третей начальной длины скрепления оболочки сердцевины;
С - когда расслаивалось по меньшей мере две трети начальной длины скрепления оболочки сердцевины;

Как можно видеть из таблицы, использование различного по своей природе клея обеспечивает скрепление оболочки сердцевины, которое расслаивается с большей или меньшей скоростью. В целом увеличение количества клея и/или использование более сильного клея обеспечивает более сильное скрепление оболочки сердцевины. Любая из абсорбирующих сердцевин в соответствии с примерами, описанными выше, может использоваться в качестве абсорбирующей сердцевины в соответствии с настоящим изобретением.
Разное
Значения размеров и прочих величин, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение размера, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
| название | год | авторы | номер документа |
|---|---|---|---|
| Абсорбирующая сердцевина с высоким содержанием суперабсорбирующего материала | 2013 |
|
RU2630891C2 |
| Абсорбирующее изделие с профилированной системой приёма и распределения | 2013 |
|
RU2650061C2 |
| АБСОРБИРУЮЩИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2012 |
|
RU2575757C2 |
| АБСОРБИРУЮЩИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2012 |
|
RU2574975C2 |
| Абсорбирующее изделие с высоким содержанием абсорбирующего материала | 2013 |
|
RU2619726C2 |
| Абсорбирующее изделие с высоким содержанием абсорбирующего материала | 2013 |
|
RU2624712C2 |
| Абсорбирующий конструктивный элемент для абсорбирующих изделий | 2012 |
|
RU2657973C1 |
| Абсорбирующие изделия, содержащие каналы | 2014 |
|
RU2649741C2 |
| Абсорбирующие изделия, содержащие каналы | 2014 |
|
RU2653406C2 |
| Абсорбирующие изделия с каналами и знаками | 2013 |
|
RU2635070C2 |


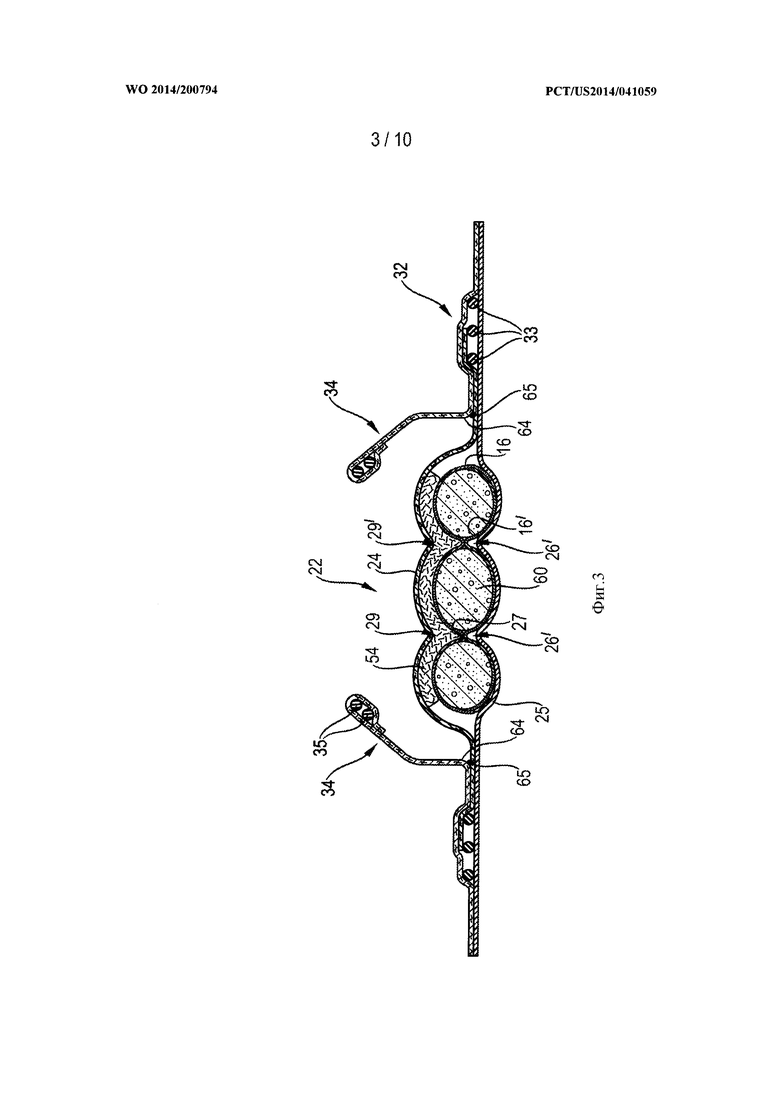




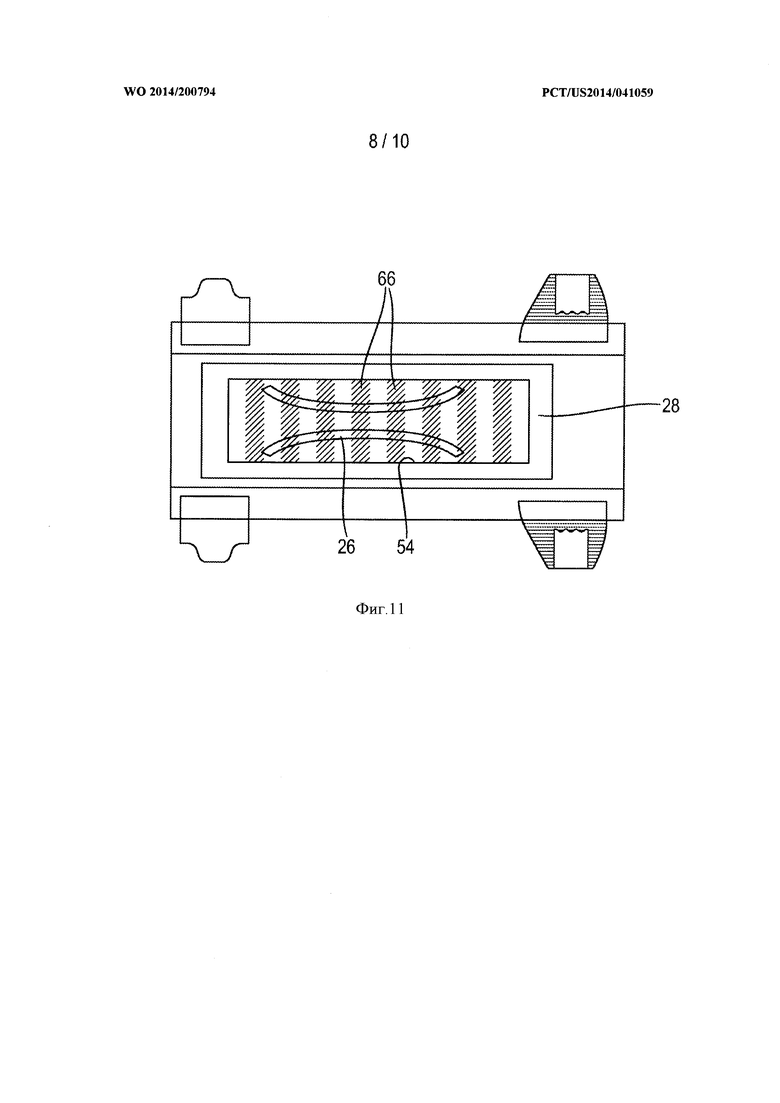


Предложено абсорбирующее изделие (20) для личной гигиены, содержащее проницаемый для жидкости верхний лист (24), непроницаемый для жидкости тыльный лист (25), абсорбирующую сердцевину (28) и волокнистый слой (54). Абсорбирующая сердцевина содержит оболочку сердцевины и абсорбирующий материал (60) с суперабсорбирующими полимерами. Оболочка сердцевины содержит верхнюю сторону (16) и нижнюю сторону (16'), скрепленные друг с другом в одной или более областях (26), в сущности не содержащих абсорбирующего материала (60). Волокнистый слой (54) по меньшей мере частично прикреплен к одной из сторон оболочки сердцевины в одной или более областях (26), в сущности не содержащих абсорбирующего материала. Когда абсорбирующий материал набухает, оболочка сердцевины образует один или более каналов (26'), протяженных вдоль упомянутых одной или более областей (26), в сущности не содержащих абсорбирующего материала. Образование одного или более упомянутых каналов (26') в абсорбирующей сердцевине при набухании абсорбирующего материала вызывает формирование одной или более соответствующих канавок (29) в волокнистом слое. Скрепление (27) оболочки сердцевины может быть выполнено таким образом, что оно будет расслаиваться заранее заданным образом по мере насыщения абсорбирующей сердцевины текучей средой. Предлагается также абсорбирующая сердцевина (28), имеющая такие характеристики расслоения. 14 з.п. ф-лы, 16 ил., 1 табл.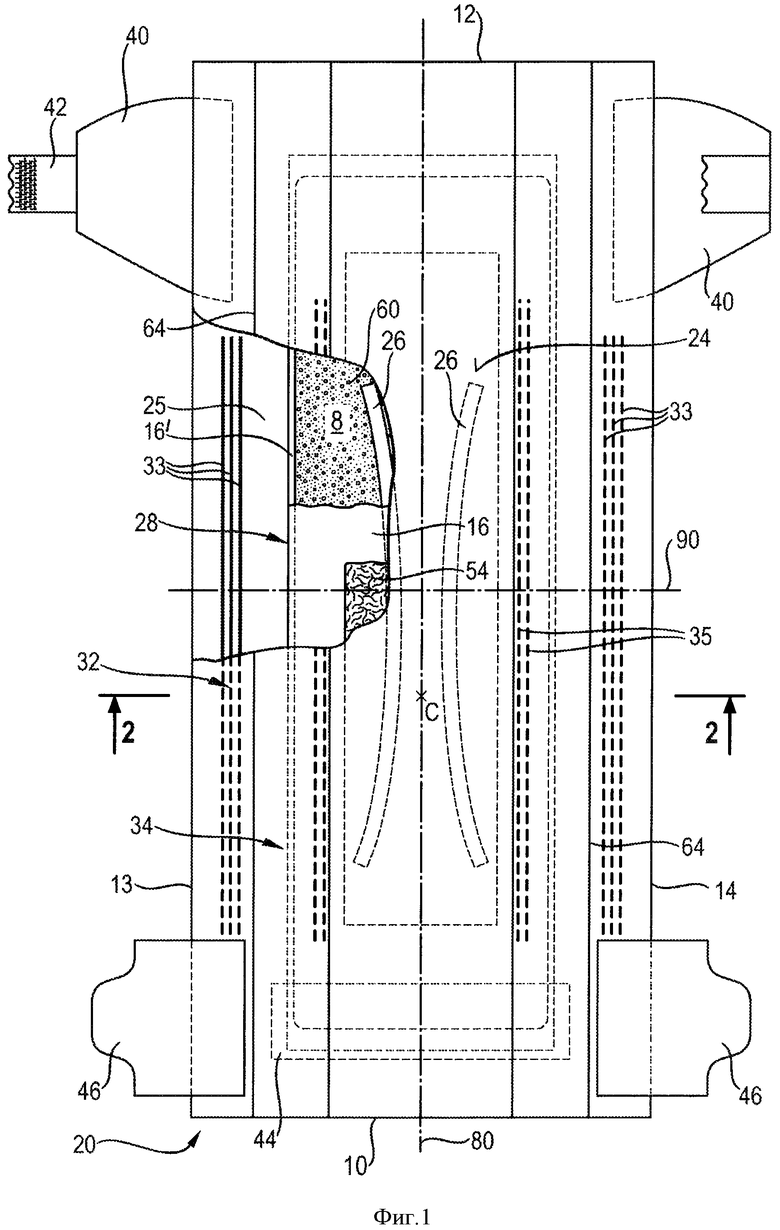
1. Абсорбирующее изделие, имеющее продольную ось и содержащее:
проницаемый для жидкости верхний лист,
непроницаемый для жидкости тыльный лист,
абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом, при этом абсорбирующая сердцевина содержит оболочку сердцевины, в которую заключен абсорбирующий материал, при этом абсорбирующий материал содержит суперабсорбирующий полимер,
при этом оболочка сердцевины содержит верхнюю сторону и нижнюю сторону и выполнена из материала, выбранного из бумаги, ткани, пленки, тканого или нетканого материала, или ламинатов этих материалов;
при этом абсорбирующая сердцевина содержит по меньшей мере одну пару областей, в сущности свободных от абсорбирующего материала, через которые верхняя сторона оболочки сердцевины прикреплена к нижней стороне оболочки сердцевины, при этом, когда абсорбирующий материал набухает, оболочка сердцевины образует каналы, протяженные вдоль областей, в сущности свободных от абсорбирующего материала,
при этом области, в сущности свободные от абсорбирующего материала, характеризуются длиной, проекция которой на продольную ось абсорбирующего изделия составляет по меньшей мере 10% от длины L абсорбирующего изделия;
при этом абсорбирующее изделие содержит волокнистый слой, расположенный между верхним листом и абсорбирующей сердцевиной, при этом волокнистый слой по меньшей мере частично прикреплен к верхней стороне оболочки сердцевины в областях, в сущности свободных от абсорбирующего материала, при этом образование канала в абсорбирующей сердцевине при набухании абсорбирующего материала вызывает формирование соответствующих канавок в волокнистом слое.
2. Абсорбирующее изделие по п. 1, характеризующееся тем, что абсорбирующий материал содержит суперабсорбирующий полимер в количестве, составляющем по меньшей мере примерно 50% по весу от суммарного веса абсорбирующего материала.
3. Абсорбирующее изделие по п. 2, характеризующееся тем, что абсорбирующий материал содержит суперабсорбирующий полимер в количестве, составляющем от примерно 80% до 100% по весу от суммарного веса абсорбирующего материала.
4. Абсорбирующее изделие по п. 1, характеризующееся тем, что абсорбирующая сердцевина содержит от 10 г до 50 г суперабсорбирующего полимера.
5. Абсорбирующее изделие по п. 1, характеризующееся тем, что области упомянутой по меньшей мере одной пары областей, в сущности свободных от абсорбирующего материала, расположены симметрично относительно продольной оси.
6. Абсорбирующее изделие по п. 1, характеризующееся тем, что области, в сущности свободные от абсорбирующего материала, имеют ширину по меньшей мере в некоторой части области, составляющую по меньшей мере примерно 2 мм.
7. Абсорбирующее изделие по п. 6, характеризующееся тем, что упомянутая ширина составляет от примерно 4 мм до примерно 14 мм.
8. Абсорбирующее изделие по п. 1, характеризующееся тем, что оболочка сердцевины содержит первый нетканый материал, в сущности образующий верхнюю сторону оболочки сердцевины, и второй нетканый материал, в сущности образующий нижнюю сторону оболочки сердцевины.
9. Абсорбирующее изделие по п. 8, характеризующееся тем, что первый нетканый материал С-образно обернут вокруг второго нетканого материала.
10. Абсорбирующее изделие по п. 1, характеризующееся тем, что волокнистый слой содержит целлюлозные волокна с перекрестными связями в количестве по меньшей мере примерно 50% по весу.
11. Абсорбирующее изделие по п. 1, характеризующееся тем, что верхний лист непосредственно или косвенно прикреплен к волокнистому слою в области канавки.
12. Абсорбирующее изделие по п. 1, характеризующееся тем, что периферия абсорбирующего материала, расположенного внутри оболочки сердцевины, ограничивает область нанесения абсорбирующего материала и при этом область нанесения абсорбирующего материала имеет прямоугольную или фигурную форму с шириной на уровне точки промежности, меньшей, чем максимальная ширина области нанесения абсорбирующего материала в остальной части сердцевины, при этом точка промежности определяется как точка, расположенная на расстоянии, равном двум пятым L, от переднего края абсорбирующего изделия на продольной оси.
13. Абсорбирующее изделие по п. 1, характеризующееся тем, что абсорбирующая сердцевина содержит первый абсорбирующий слой и второй абсорбирующий слой, при этом первый абсорбирующий слой содержит первую основу и первый слой суперабсорбирующих полимеров, а второй абсорбирующий слой содержит вторую основу и второй слой суперабсорбирующих полимеров, и волокнистый термопластический адгезивный материал, по меньшей мере частично скрепляющий каждый из слоев суперабсорбирующих полимеров с соответствующей основой, и при этом первая основа и вторая основа образуют оболочку сердцевины.
14. Абсорбирующее изделие по п. 1, характеризующееся тем, что содержит дополнительный слой между верхним листом и волокнистым слоем.
15. Абсорбирующее изделие по п. 14, характеризующееся тем, что дополнительный слой является принимающим слоем и верхний лист прикреплен к дополнительному слою в одной или более областях крепления, которые по меньшей мере частично перекрываются с областями, в сущности свободными от абсорбирующего материала сердцевины.
| EP 1447066 A1, 18.08.2004 | |||
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ПОДГОТОВКИ НЕФТИ НА ПРОМЫСЛАХ | 2005 |
|
RU2283680C1 |
| WO 2012170778 A1, 13.12.2012 | |||
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ОТВЕРСТИЯ В АБСОРБИРУЮЩЕМ ТЕЛЕ | 2002 |
|
RU2296546C2 |

