Область техники
Изобретение относится к обертке курительного изделия и обертке фильтрующей вставки, которые могут быть использованы в фильтре курительного изделия, для использования в курительном изделии, например, сигарете.
Уровень техники
Курительные изделия, например, сигареты с фильтром, обычно имеют снаружи гладкую бумажную обертку. Типичная конструкция сигареты включает стержень из табака или аналогичного курительного материала, обернутый в гладкую бумажную обертку, прикрепленный к фильтру ободковой бумагой. Фильтр может содержать курительный материал, например, жгут волокна ацетата целлюлозы с оберткой, называемой оберткой фильтрующей вставки.
Сущность изобретения
В описанных здесь вариантах осуществления настоящего изобретения представлен компонент курительного изделия, включающий свернутую (закругленную) листовую обертку весом 40 г/м2 или более, имеющую множество линий скачка (разрывов) прочности, благодаря которым обертка обладает визуально различимой неоднородностью ее кривизны.
Множество линий скачка прочности могут включать линии ослабления, например, частичные прорезы в толщу листового материала.
Обертка может, например, иметь вес по меньшей мере 45, 50, 55, 60, 70, 80 или 90 г/м2, вплоть до примерно 120 г/м2, и может включать ободковую бумагу.
Компонент курительного изделия может быть использован как обертка вокруг фильтра сигареты с фильтром. Фильтр может быть расположен в фиксированном положении, либо может быть частью телескопической конструкции.
Приводится описание машины для изготовления курительных изделий, которая наносит на курительное изделие обертку с тисненым узором и имеет гибочную секцию, в которой обертка проходит по вращающемуся гибочному валику, поверхность которого имеет узор, соответствующий узору тиснения на обертке, и выполнена с возможностью ослабления обертки для облегчения обертывания обертки вокруг курительного изделия.
Описанные варианты выполнения обертки для фильтра курительного изделия представляют собой листовую обертку весом 80 г/м2 или более, имеющую множество линий тиснения так, что обертка обладает визуально различимой неоднородностью кривизны, и швы внапуск вдоль противоположных боковых кромок, включающих линии ослабления, что обеспечивает плотное прилегание боковых кромок обертки вокруг фильтра.
Обертка может иметь вес по меньшей мере 90, 100, 115, 120, 125, 130 г/м2, например, в интервале 80-150 г/м2, 80-200 г/м2, 90-150 г/м2 или 100-130 г/м2. Толщина обертки может составлять в интервале 50-115 мкм, и обычно не превосходит 200 мкм.
Согласно другому варианту выполнения, обертка для фильтра курительного изделия представляет собой листовую обертку весом 80 г/м2 или более, имеющую множество линий тиснения, благодаря которым обертка обладает визуально различимой неоднородностью ее кривизны.
В другом варианте выполнения обертка для фильтра курительного изделия представляет собой листовую обертку, имеющую множество линий тиснения, благодаря которым обертка обладает визуально различимой неоднородностью кривизны, и также имеет швы внапуск вдоль противоположных боковых кромок, включающих линии ослабления, что обеспечивает плотное прилегание боковых кромок обертки вокруг фильтра.
Обертка может представлять собой в целом прямоугольную ленту листового материала, с нанесенным тиснением регулярного узора граней, и боковыми кромками, сформированными линейным тиснением в области швов внапуск.
Поперек ленты могут проходить с разносом друг от друга полосы линейного тиснения так, чтобы их можно было использовать для формирования обертки фильтрующей вставки для фильтра.
Другие частные признаки и преимущества изложены в приведенной далее формуле и будут понятны при ознакомлении с ней.
Краткое описание чертежей
Для более полного объяснения изобретения, далее на частных примерах приводится описание вариантов его выполнения со ссылкой на приложенные чертежи, на которых:
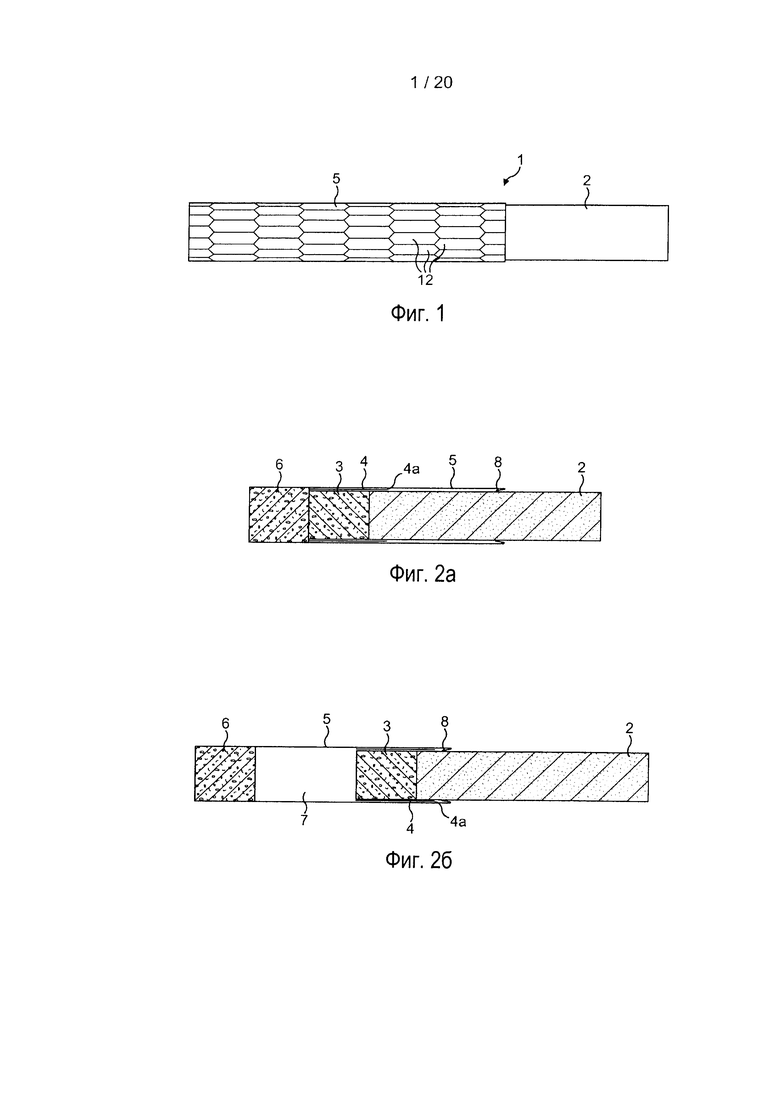
на фиг. 1 представлен вид сбоку курительного изделия, представляющего собой раздвижную сигарету в не раздвинутом состоянии;
на фиг. 2а и 2б представлены виды продольного сечения сигареты, показанной на фиг. 1, в не раздвинутом и раздвинутом состояниях, соответственно;
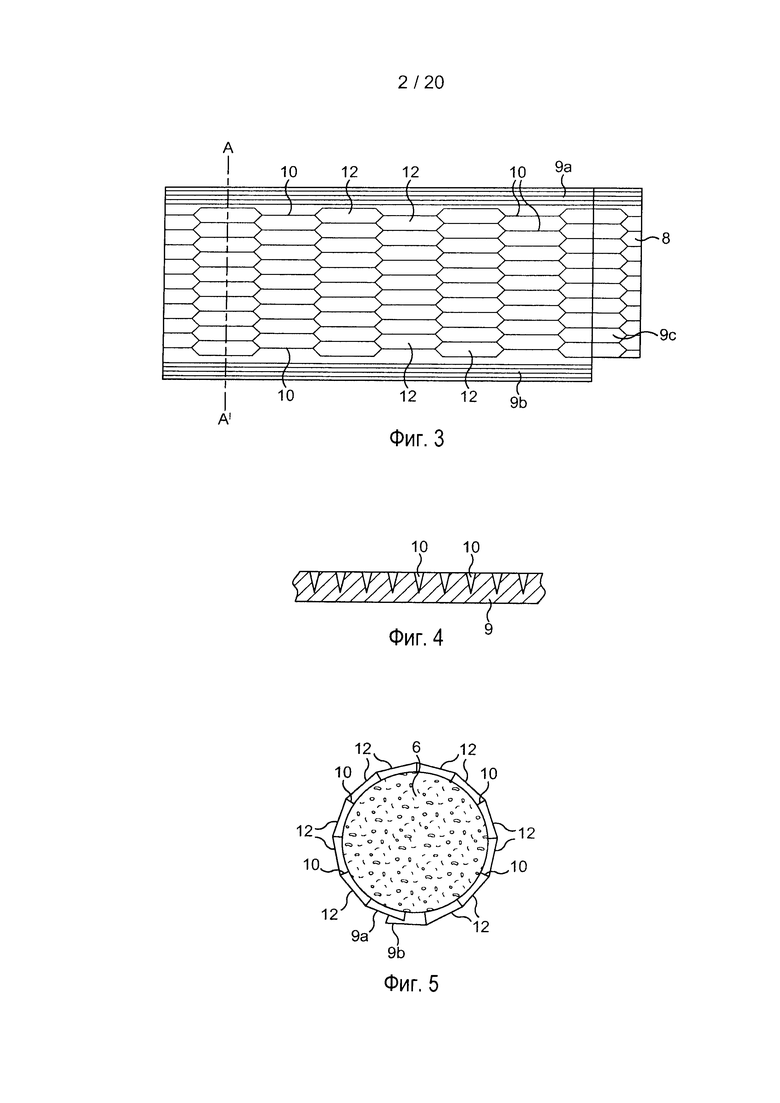
на фиг. 3 представлен вид в плане внутренней поверхности обертки, используемой в сигарете, показанной на фиг. 1 и 2;
на фиг. 4 представлен вид фрагмента сечения толщи обертки, показанной на фиг. 3, по линии А-А';
на фиг. 5 представлен увеличенный вид сечения обертки по линии В-В' на фиг.2б, сформированной трубкой;
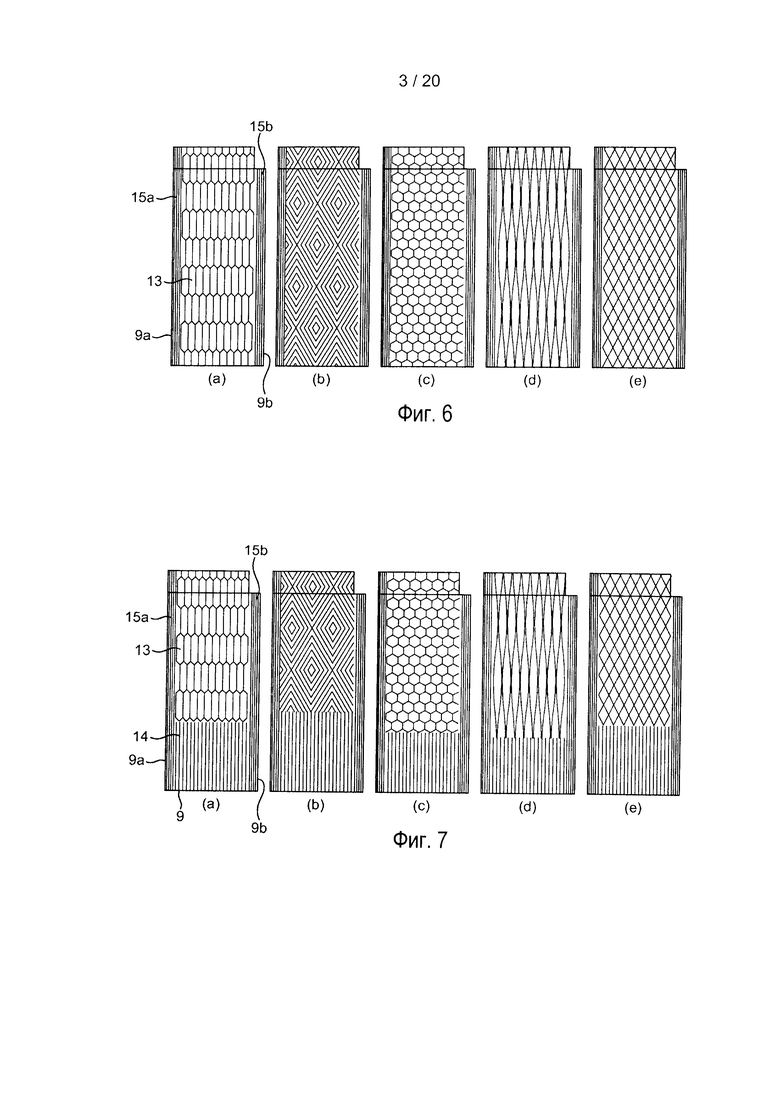
на фиг. 6а-6д показаны заготовки с альтернативными вариантами тиснения для использования в качестве оберток с разной формой граней, проходящих решеткой по всей заготовке;
на фиг. 7а-7д показаны заготовки с альтернативными вариантами тиснения для использования в качестве оберток с первой и второй решетками граней в разных областях заготовок;
на фиг. 8а-8д показаны заготовки с альтернативными вариантами тиснения для использования в качестве оберток с решеткой граней только на части заготовки;
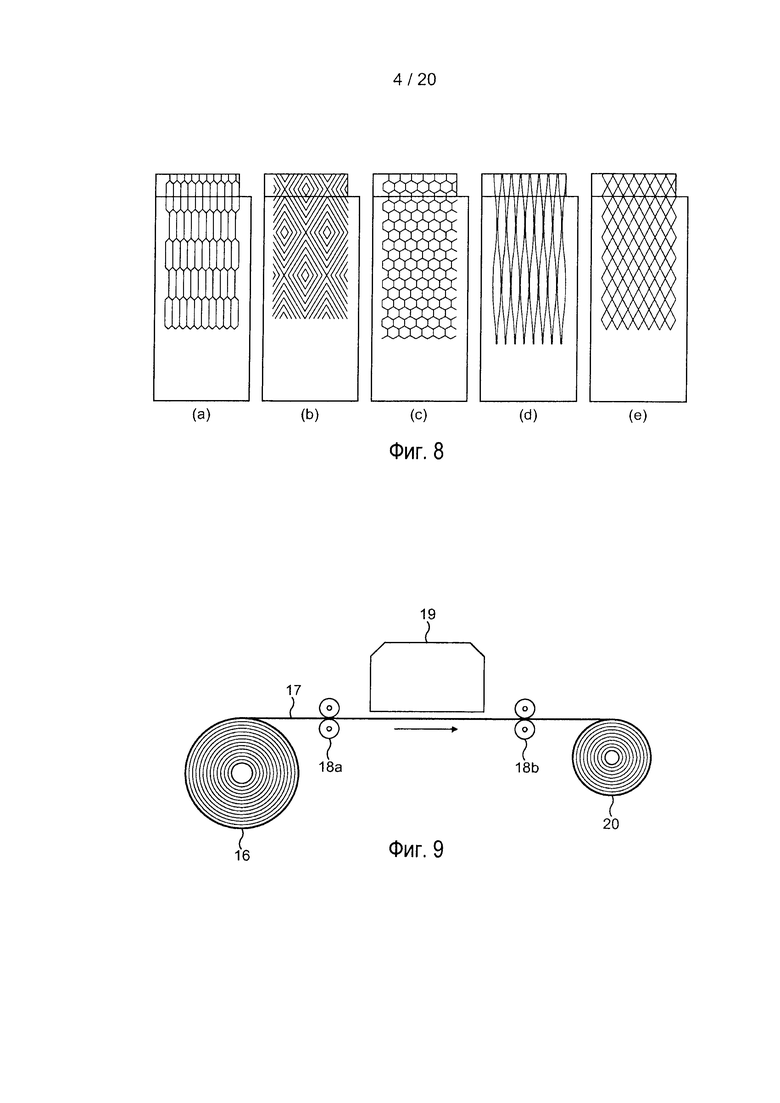
на фиг. 9 схематически показано устройство для формирования обертки;
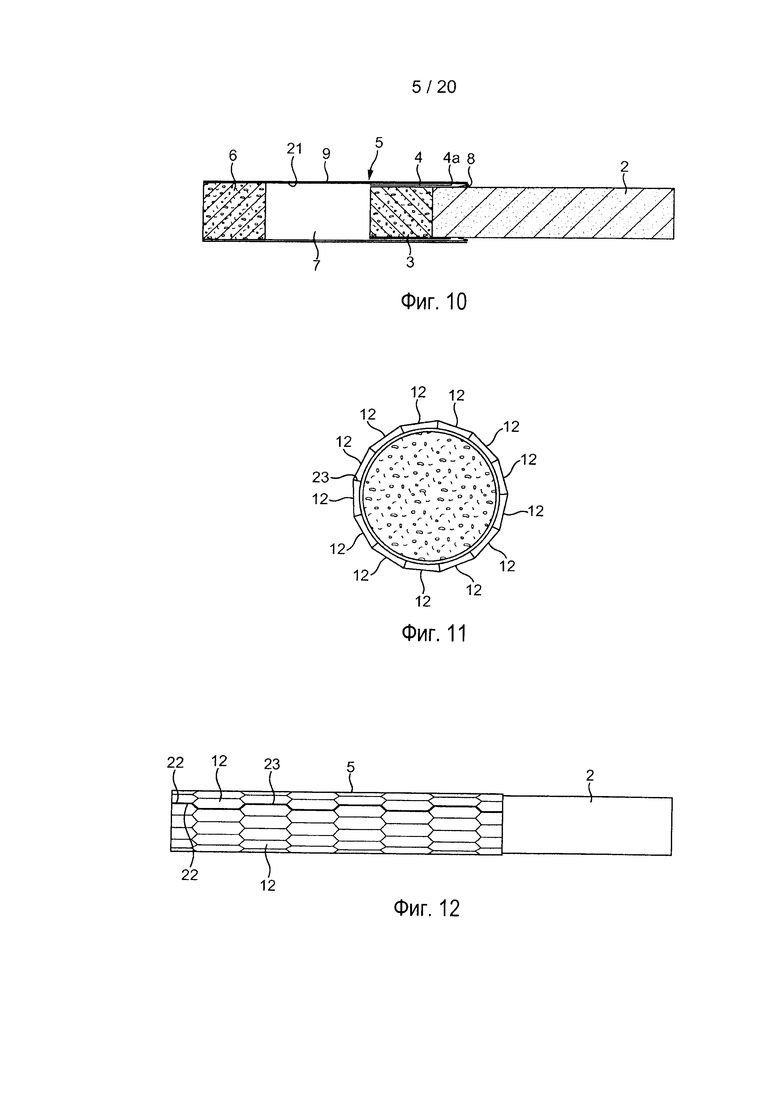
на фиг. 10 представлен вид продольного сечения другого варианта раздвижной сигареты в не раздвинутом состоянии;
на фиг. 11 представлен вид с мундштучного конца сигареты, показанной на фиг. 10;
на фиг. 12 представлен вид сбоку сигареты, показанной на фиг. 10 и 11;
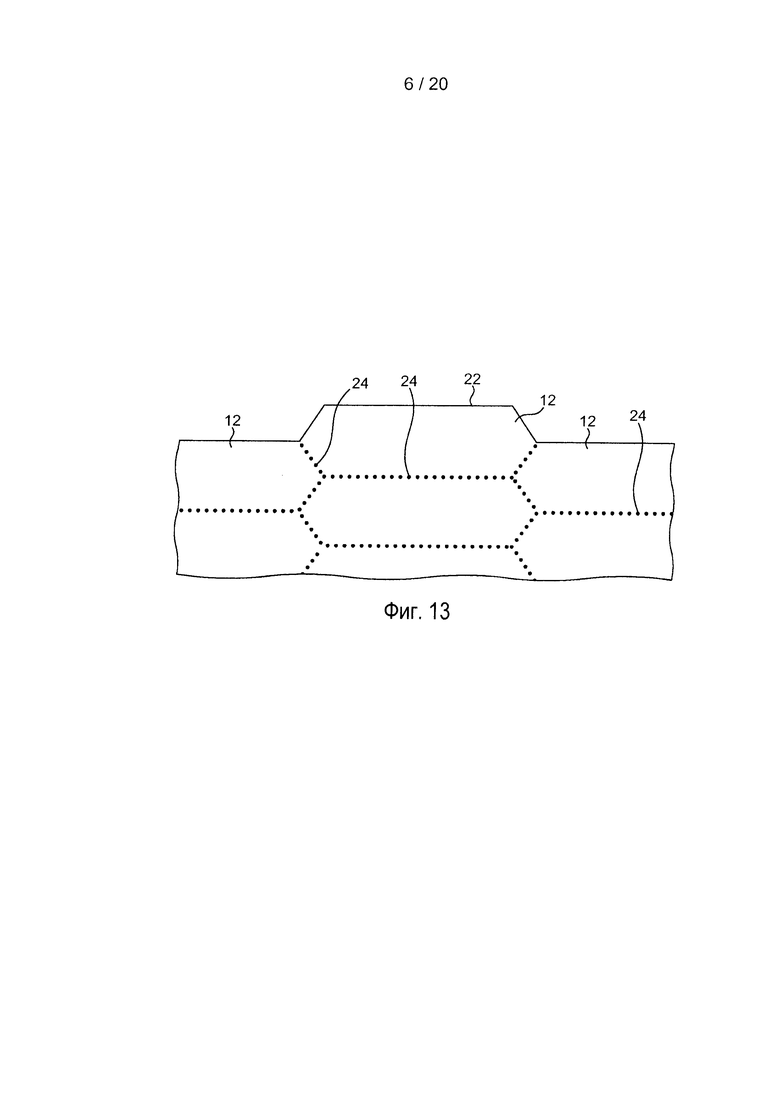
на фиг. 13 представлено увеличенное изображение части обертки, где линии ослабления были сформированы тиснением иглой;
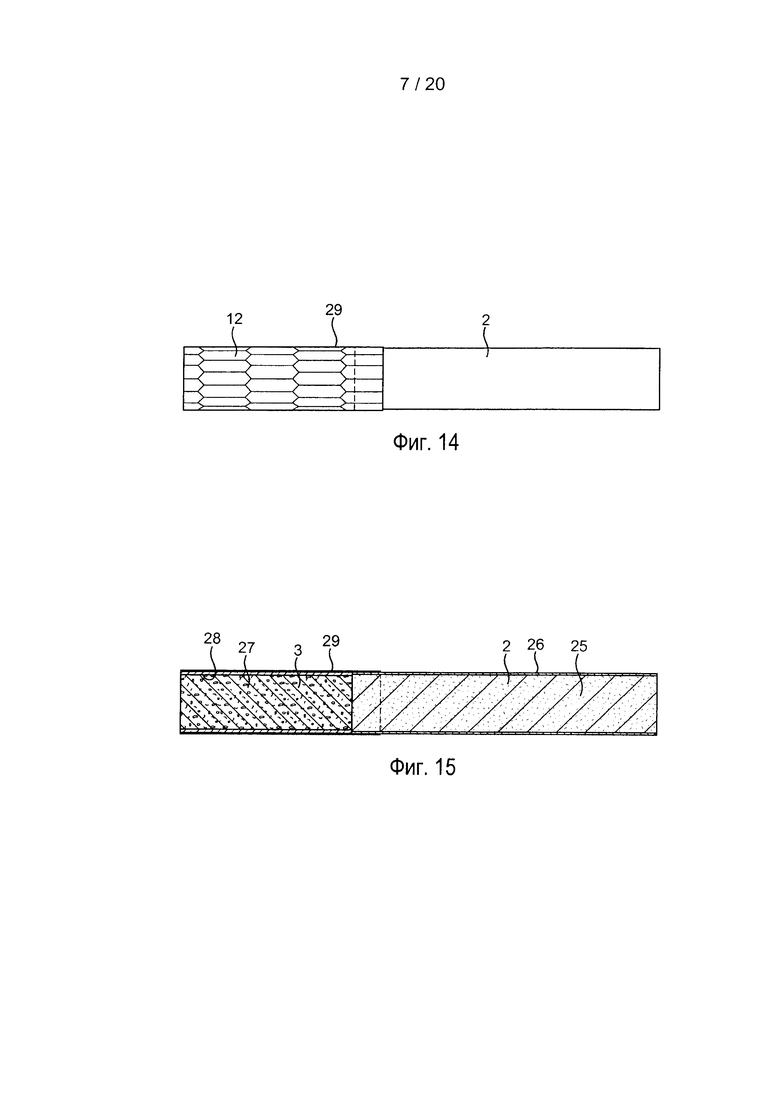
на фиг. 14 представлен вид сбоку курительного изделия, представляющего собой сигарету с неподвижным фильтром;
на фиг. 15 представлен вид продольного сечения сигареты, показанной на фиг. 14;
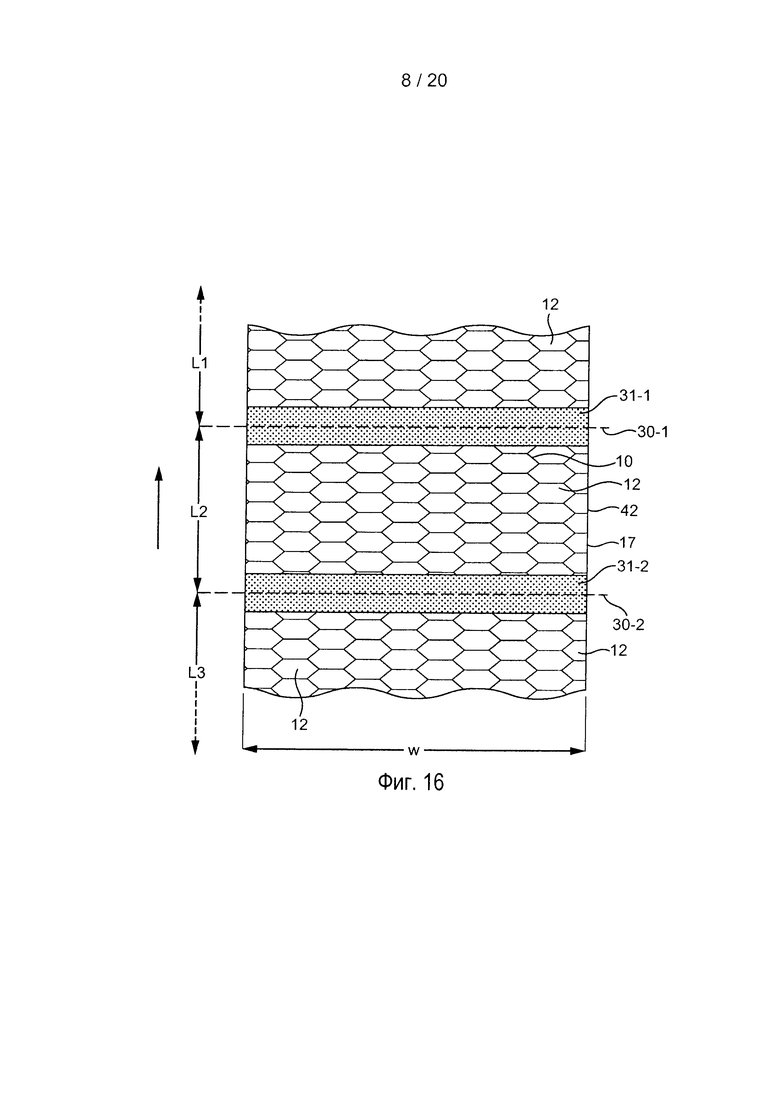
на фиг. 16 представлен вид в плане тисненой ленты для использования в изготовлении сигареты, показанной на фиг. 14 и 15;
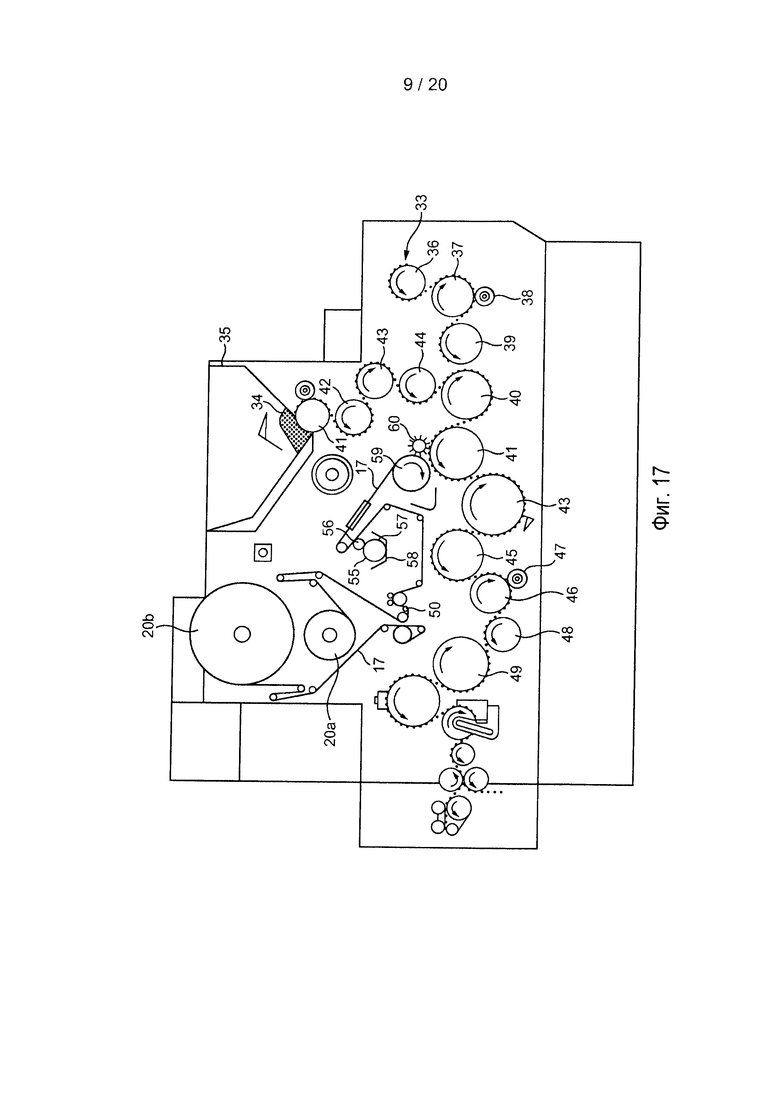
на фиг. 17 на виде сбоку схематически показана сигаретная машина;
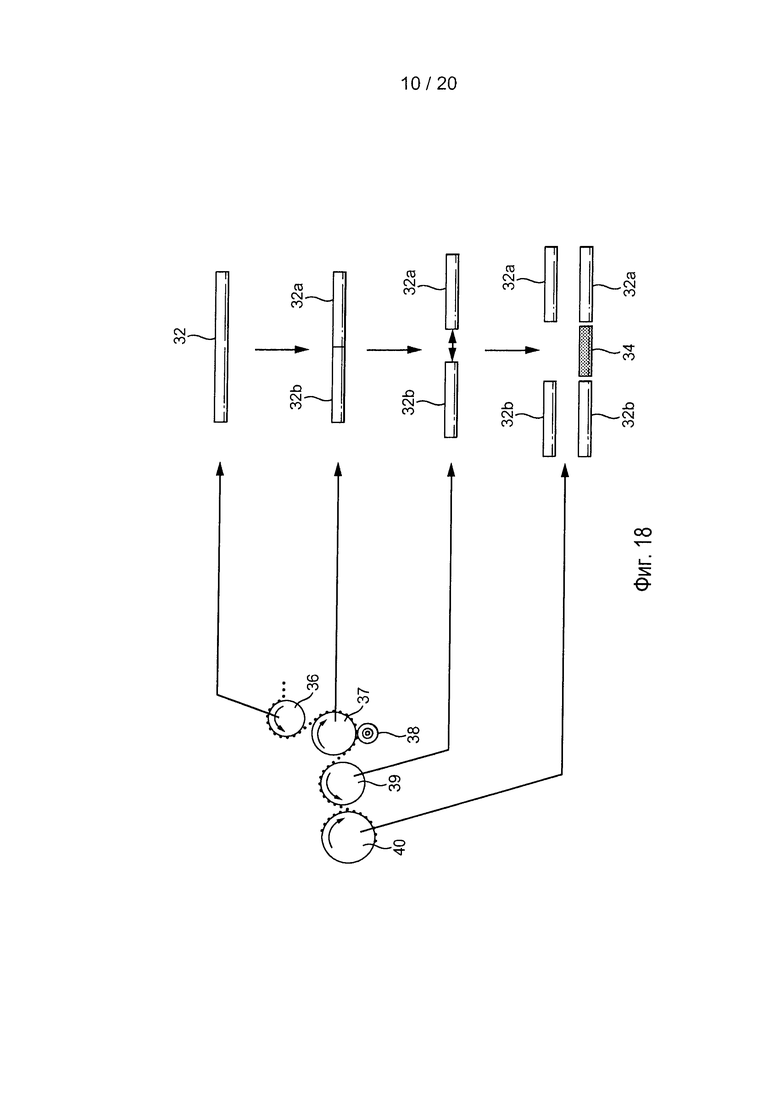
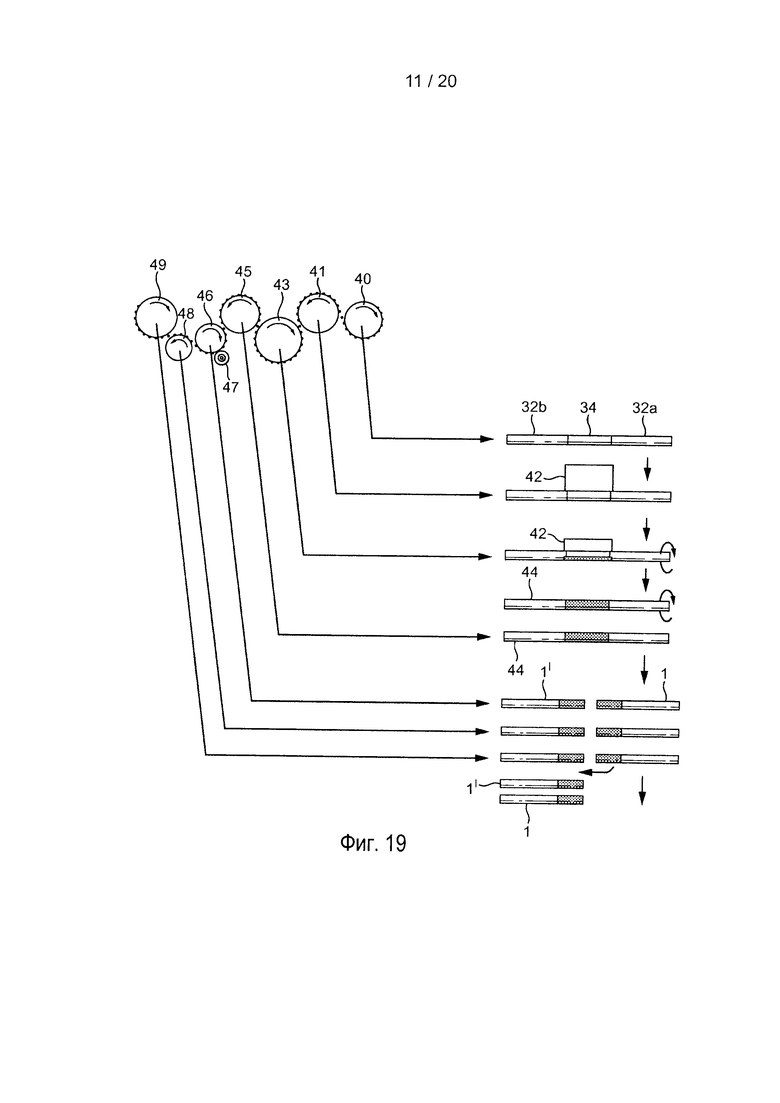
на фиг. 18 и 19 схематически показаны технологические операции, выполняемые сигаретной машиной, показанной на фиг. 17;
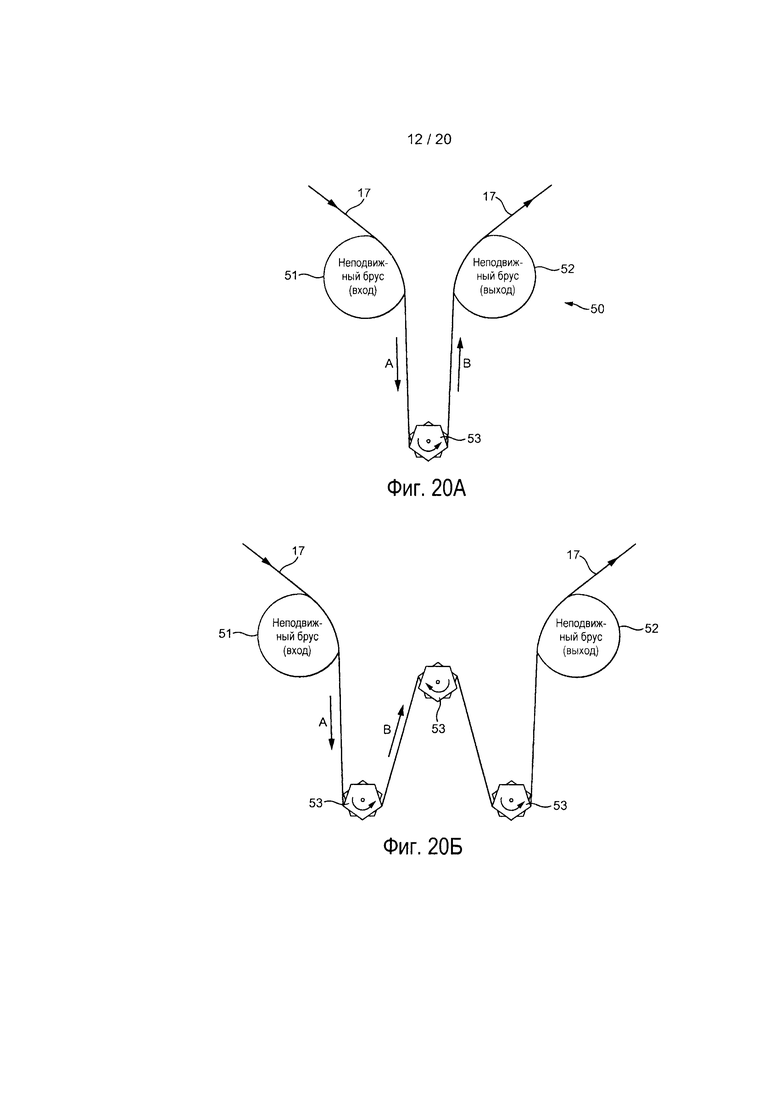
на фиг. 20А схематически показана гибочная секция сигаретной машины из фиг. 17;
на фиг. 20Б представлена модификация гибочной секции;
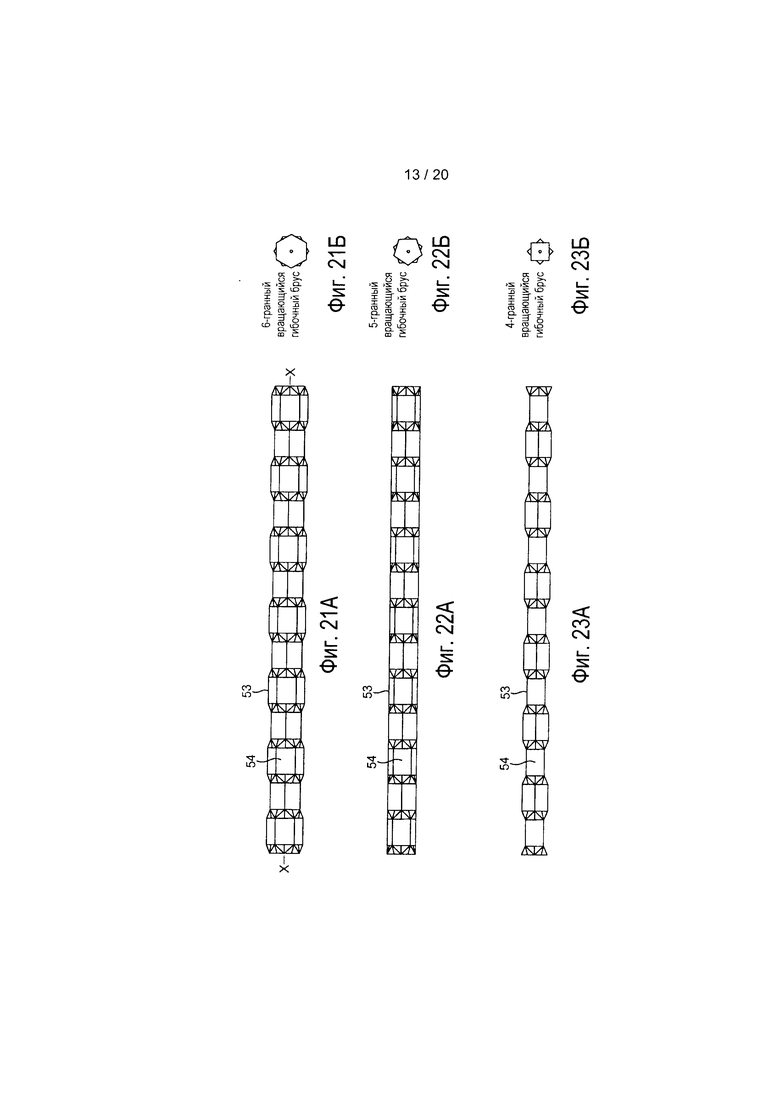
на фиг. 21, 22 и 23А и Б представлены виды сбоку и с торца различных вариантов гибочного бруса для использования в гибочной секции, показанной на фиг. 20;
на фиг. 24 представлен вид сбоку другого курительного изделия, представляющего собой сигарету с неподвижным фильтром;
на фиг. 25 представлен вид продольного сечения сигареты, показанной на фиг. 24;
на фиг. 26 представлен вид сбоку другого курительного изделия, представляющего собой сигарету с неподвижным фильтром;
на фиг. 27 представлен вид продольного сечения сигареты, показанной на фиг. 26;
на фиг. 28 схематически показан процесс изготовления фильтрующего стержня для получения фильтров для сигарет, показанных на фиг. 24-27;
на фиг. 29 схематически показан вид в плане ленты для использования в процессе изготовления фильтрующего стержня, в качестве обертки фильтрующей вставки с линейным тиснением в области шва внапуск;
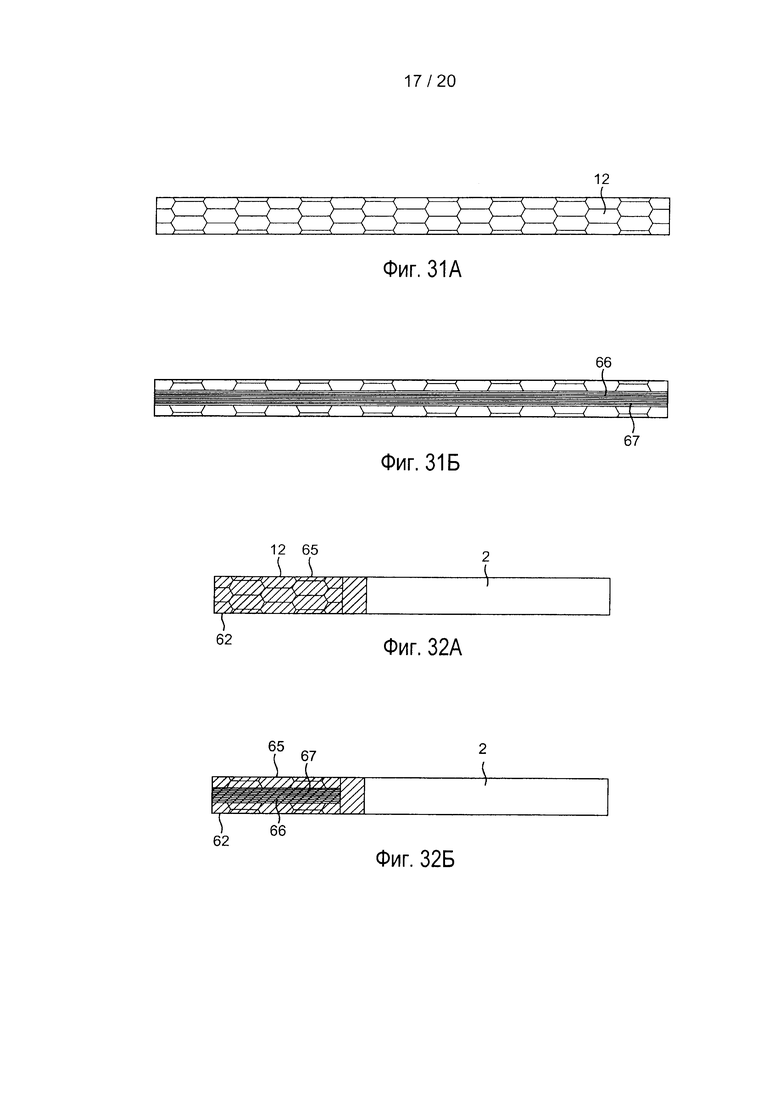
на фиг. 30 представлен готовый фильтрующий стержень;
на фиг. 31А также приведено изображение готового фильтрующего стержня, подчеркивающее узор тисненых граней;
на фиг. 31Б представлен фильтрующий стержень и его боковые кромки с линейным тиснением, формирующие шов внапуск;
на фиг. 32А представлена сигарета, изготовленная с использованием фильтрующего стержня, показанного на фиг. 30 и 31;
на фиг. 32Б показана сигарета и продольные боковые кромки обертки фильтрующей вставки, имеющей линейное тиснение;
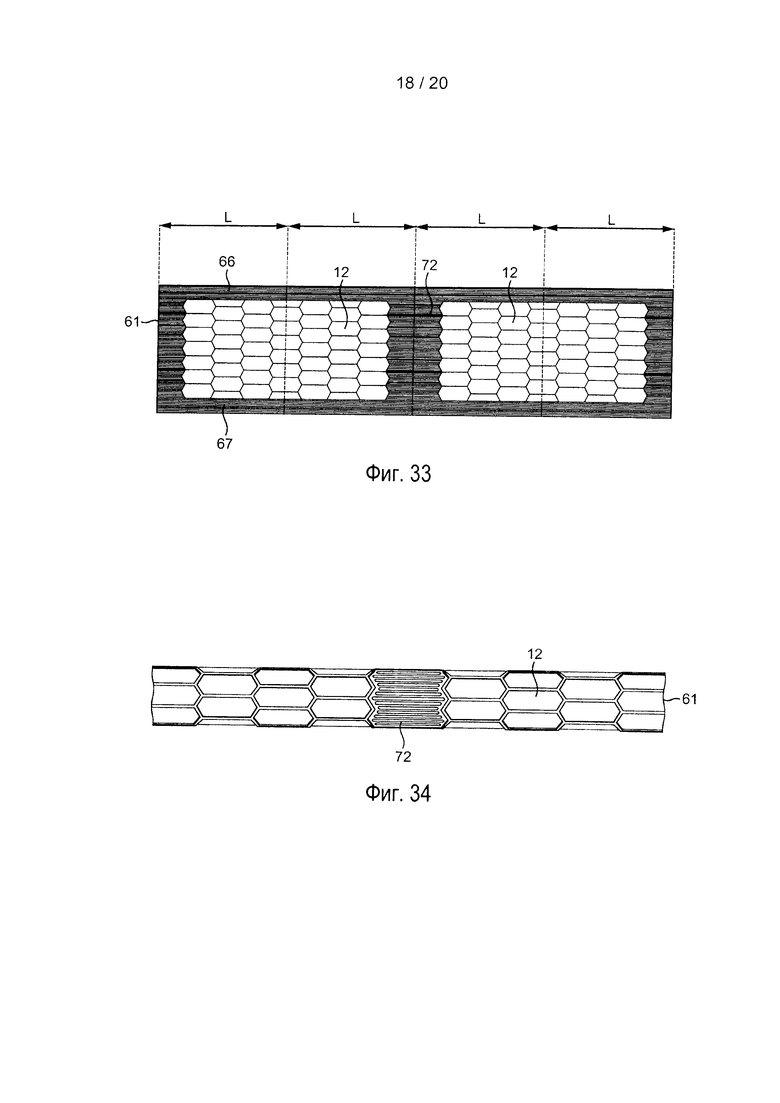
на фиг. 33 представлена альтернативная лента со швом внапуск для использования в качестве обертки фильтрующей вставки в процессе изготовления фильтрующего стержня, показанного на фиг. 28;
на фиг. 34 представлен готовый фильтрующий стержень, изготовленный из обертки фильтрующей вставки, показанной на фиг. 33;
на фиг. 35А представлен фильтрующий стержень, изготовленный из обертки фильтрующей вставки, показанной на фиг. 33;
на фиг. 35Б представлен фильтрующий стержень, показанный на фиг. 35А, и его склеенные перекрывающиеся тисненые швы внапуск;
на фиг. 36А представлена сигарета с фильтром, изготовленная с использованием фильтрующего стержня, показанного на фиг. 34 и 35;
на фиг. 36Б представлена сигарета с фильтром, показанная на фиг. 36А, и склеенные перекрывающиеся швы внапуск фильтрующего стержня; и
на фиг. 36В-Д представлены виды, соответствующие фиг. 36Б, с различной шириной ободковой бумаги, соединяющей фильтрующий сегмент с сигаретной палочкой.
Подробное описание осуществления изобретения
Обзор
Далее приводится описание нескольких примеров курительного изделия, в которых используется компонент курительного изделия, представляющий собой свернутую листовую обертку, придающую визуально различимый вид наружной поверхности курительного изделия. В настоящем раскрытии, термин "курительное изделие" включает курительные продукты, например, сигареты, сигары и сигариллы на основе табака, производных табака, разрыхленного табака, восстановленного табака или заменителей табака, а также продуктов, нагреваемых без горения, электронные сигареты, устройства с баллонами под давлением и ингаляторные устройства других типов. Курительное устройство может быть оснащено фильтром для газового потока, всасываемого курильщиком. Некоторые из описанных здесь курительных изделий представляют сигарету с фильтром, неподвижно расположенном относительно стержня курительного материала, например табака, в то время как другие имеют телескопическую конструкцию. Свернутая листовая обертка в описанных вариантах выполнения имеет вес 40 г/м2 или более, и имеет множество линий скачка прочности, которые могут представлять собой линии ослабления, выполненные так, что обертка обладает визуально различимой неоднородностью кривизны. Листовой материал, например, ободковая бумага с весом 40 г/м2 или более, позволяет получить особенно четко выраженный и визуально различимый узор, образуемый линиями скачка прочности при формировании закругленной обертки, особенно при весе более 40, 45, 50, 55, 60, 70, 80 и 90 г/м2 и до примерно 120 г/м2 в некоторых вариантах выполнения. В предпочтительном варианте толщина бумаги составляет в интервале 50-115 мкм для интервала веса 40-90 г/м2.
Другими предпочтительными диапазонами весов является 50-150 г/м2 для ободковой бумаги и 80-150 г/м2 для обертки фильтрующей вставки (т.е. тела/тампона фильтра). Предпочтительно, верхний предел толщины обертки составляет 200 мкм.
Используемая здесь единица величина веса обертки в г/м2 относится к весу листа обертки до операции нанесения на нее линий скачка прочности, например линий ослабления, сформированных линейным тиснением, более подробно описанной ниже, в результате которой может слегка измениться вес обертки.
Телескопическая сигарета
На фиг. 1 и 2 представлено раздвижное курительное изделие в виде телескопической сигареты 1, включающее сигаретную (табачную) палочку (отрезок табачного штранга) 2, содержащую табак в бумажной обертке, с прикрепленной первой секцией 3 фильтра. Сигаретная палочка 2 и первая секция 3 фильтра скреплены друг с другом покрывающим слоем листового материала, например, бумаги, предпочтительно, ободковой бумаги 4, как показано на фиг. 2.
Первая составная часть включает гильзу 5 в форме цилиндрической трубки, которая проходит по окружности вокруг сигаретной палочки 2 и первой секции 3 фильтра. Размеры сигаретной палочки 2 и первой секции 3 фильтра выбраны для обеспечения их продольного скольжения как единого целого внутри гильзы 5. Сигаретная палочка 2 и первая секция 3 фильтра может быть названа табачным сегментом, или второй частью курительного изделия 1.
Первая часть может также включать вторую секцию 6 фильтра на мундштучном конце гильзы 5, удаленном от первой секции 3 фильтра. Вторая секция фильтра прочно закреплена внутри гильзы 5. Первая и вторая секции 3, 6 фильтра могут иметь круглое поперечное сечение, одинаковый диаметр и, предпочтительно, могут быть выполнены из обычного жгута ацетата целлюлозы с оберткой фильтрующей вставки.
В гильзе между первой и второй секциями 3, 6 фильтра образована камера 7. Камера 7 имеет изменяемую длину, и, следовательно, объем, за счет осевого перемещения первой секции фильтра внутри гильзы 5. Относительное перемещения первой и второй частей, т.е., между гильзой 5 и сигаретной палочкой 2, за пределы максимальной длины, предотвращается отогнутым назад краем 8, сформированным на дистальном конце гильзы 5, упирающимся в выступ на сигаретной палочке 2, сформированный кромкой 4а ободковой бумаги 4.
Как показано на фиг. 1, наружная поверхность трубчатой гильзы 5 имеет тиснение и представляет собой решетку граней, которые снаружи могут быть в целом плоскими. Форма граней может выбираться так, чтобы получать разные визуальные эффекты. Один пример представлен более подробно на фиг. 3, где показана заготовка 9 листового материала, при скручивании которой может быть сформирована трубчатая гильза 5 вокруг второй секции 6 фильтра. Трубка 5 может быть сформирована склеиванием друг с другом внахлест швов внапуск, образованных периферийными кромками 9а, 9b с линейным тиснением, как показано на фигуре. Кроме того, отогнутый назад край 8 может быть получен отгибанием внутрь области 9 с заготовки.
Заготовка 9 включает множество линий скачка прочности, в данном примере, линий 10 ослабления, на стороне заготовки 9, образующей внутреннюю поверхность гильзы 5, так, что после формирования гильзы 5 она получает изменение радиуса на линиях 10 ослабления. При этом заготовка 9 обертки после формирования ее в гильзу 5 приобретает визуально различимую неоднородность кривизны.
Как показано на фиг. 4, линии 10 ослабления могут быть сформированы частичными прорезами в листовом материале, формирующем заготовку 9. Прорезы, предпочтительно, могут быть выполнены лазерным резанием посредством одного или более лазерных режущих аппаратов, колебательно перемещающихся по поверхности листового материала, формирующего заготовку 9. Глубина прорезов обычно может составлять 50% толщины листового материала, хотя изобретение не ограничено только такой толщиной. Предпочтительно, глубина прорезов составляет от 10 до 90% толщины заготовки. Также следует иметь в виду, что прорезы могут выполняться лезвиями ножа. Листовой материал 9, формирующий заготовку, может быть использован с прорезами на внутренней или наружной поверхностях, при формировании обертки, например гильзы 5. Линии ослабления могут, в альтернативном варианте, формироваться рилевкой листового материала, сдавливанием листового материала с двух сторон, либо другими способами, например, тиснением, более подробно описанным ниже.
Заготовки 9, выполненные из листового материала, например, бумаги весом 40 г/м2 или более, позволяют получить особенно хорошо выраженный узор при формировании закругленной обертки, например гильзы 5, в частности при весе более 40, 45, 50, 55, 60, 70, 80 и 90 г/м2 и вплоть до примерно 120 г/м2. Предпочтительно, толщина бумаги составляет в интервале 50-115 мкм для веса в интервале 40-90 г/м2.
Как показано на фиг. 5, при формировании трубчатой гильзы 5, с обертыванием заготовки 9 вокруг цилиндрических поверхностей первого и второго узлов 3, 6 фильтра, в результате процесса обертывания щели 10 смыкаются так, что внутренняя поверхность 11 принимает форму кривизны цилиндрических фильтрующих элементов 3, 6, имеющих одинаковый диаметр, в то время как наружная поверхность гильзы 5 имеет группы граней 12, в целом плоских или по меньшей мере имеющих кривизну, отличающуюся от кривизны внутренней поверхности 5а. В альтернативном варианте, радиус кривизны внутренней и наружной поверхностей может быть постоянным. В любом случае, радиус кривизны граней может быть относительно большим, например, они могут быть практически плоскими, с резким перегибом на кромках по линиям 10 ослабления. Это приводит к возникновению решетки визуально различимых граней 12, показанных на фиг. 1. В результате наличия граней, например, получается обертка из листового материала, имеющая непостоянный радиус кривизны. Следует иметь в виду, что форма граней 5b может быть выбрана в соответствии с рисунком линий 10 ослабления. В показанном на фиг. 3 примере, узор в целом напоминает рыболовную сеть, а грани 12 имеют примерно форму эллипса. Можно, однако, представить много других различных узоров, например, показанных на фиг. 6, 7 и 8.
Как показано на фиг. 6А-Д, грани 13 для конкретной заготовки могут иметь одинаковую форму и располагаться решеткой по всей поверхности заготовки 9. В альтернативном варианте, показанном на фиг. 7, грани 13 могут образовывать первую решетку, занимающую большую часть заготовки, а грани 14 могут иметь другую форму, отличающуюся от формы граней 13 первой решетки, и образовывать вторую решетку, располагающуюся по области мундштучного конца заготовки 9. Грани 13 могут иметь замкнутый контур, криволинейной или многоугольной формы, либо контур граней может быть открытым, например, в виде параллельных полос, проходящих между разнесенными, параллельными линиями ослабления, например, грани 14, проходящие вдоль сигареты на фиг. 7, или зигзагом, или по спирали (не показано).
Как показано на фиг. 6 и 7, продольные области кромок заготовки 9 могут быть сформированы параллельными, расположенными с небольшим интервалом линиями 15а, 15b ослабления, предпочтительно сформированными линейным тиснением, для формирования швов внапуск, способствующими наложению при обертывании продольных кромок одна на другую, в процессе формирования и склеивания обертки 9 в трубчатую гильзу 5.
На фиг. 8 показано, что на мундштучном конце узор граней 14 может не использоваться.
На фиг. 9 схематически показана установка для формирования листового материала для заготовок 9. В этом примере рулон 16 бумаги или аналогичного листового материала указанного выше веса разматывается непрерывной лентой 17 посредством двух пар подающих валиков 18 через секцию 19, где формируются линии скачка прочности. Секция 19 может включать один или более лазеров, создающих линии 10 ослабления поперек ленты 17. В альтернативном варианте, секция 19 может включать лезвия для прорезывания бумажной ленты 17 с одной или обеих сторон для формирования линий 10, приспособление для рилевки бумажной ленты для формирования линий ослабления, или пару гравировальных валиков для нанесения линий ослабления посредством тиснения иглой или других способов тиснения. После секции 19, лента 17 может подаваться на приемный цилиндр 20, который далее переносится на машину по изготовлению фильтрующих стержней или сигаретную (сигаретоделательную) машину для введения в сигареты. Таким образом, бумага приготавливается вне сигаретной машины в ходе подготовительного процесса. Примером того, как лента 17 может быть введена в процесс формирования телескопической сигареты, может служить описание, приведенное в нашем документе РСТ GB 2011/050499. В альтернативном варианте, лента 17 и секция 19 могут быть частью сигаретной машины и использоваться для формирования линий ослабления в ленте непосредственно перед ее подачей в машину.
При изготовлении вне сигаретной машины, на ленте 17 печатью или тиснением также может быть нанесен товарный знак или иная информация, а печать или тиснение может выполняться с заранее установленным совмещением с узором граней 12, например, так, чтобы печать или тиснение располагались внутри отдельных граней.
Другой пример раздвижной сигареты изображен на фиг. 10-13. В этом примере гильза 5, помимо имеющей много граней заготовки 9, как на фиг. 1-4, также включает нижележащий несущий слой 21, к которому заготовка 9 может быть прикреплена приклеиванием или иными подходящими способами, известными специалистам. Несущий слой 21 может включать прямоугольную скрученную заготовку из листового материала, например бумаги, со сформированным на ней отогнутым назад краем 8, для ограничения выдвижения сигаретной палочки 2 вдоль гильзы 5 посредством зацепления кромки 4а ободковой бумаги 4, которая удерживает фильтр 3 на конце сигаретной палочки 2, по аналогии с отогнутым краем 8, описанным со ссылкой на фиг. 1-4. Несущий слой 21 приклеивается к фильтру 6. При использовании несущего слоя 21, вес бумаги для заготовки 9 может составлять в интервале 50-60 г/м2 для создания хорошего визуального эффекта, например, может использоваться ободковая бумага весом 58 г/м2.
В примерах, представленных на фиг. 10-13, сформированная заготовка 9 имеет регулярный узор граней 12, содержащий неправильные шестиугольники, напоминающий рыболовную сеть, аналогичный узору, показанному на фиг. 1. Однако, в отличие от фиг. 1, заготовка 9, показанная на фиг. 10, имеет продольные боковые кромки 22, одна из которых более детально показана на фиг. 13, которые огибают кромки граней 12 так, что они могут формировать соединение 23 встык, показанное на фиг. 11 и 12, при этом узор граней 12 может непрерывно проходить по наружной поверхности гильзы без разрывов, которые ощущались бы пальцами пользователя, или были ему видны.
В примере, показанном на фиг. 13, линии 10 ослабления сформированы тиснением иглой, создающим линию игольных отверстий 24 по периметру граней. Игольные отверстия 24 могут быть сформированы валиком с нанесенным на его поверхности узором из игл, который может быть установлен в секцию 19, показанную на фиг. 9, так, чтобы при вращении валика, находящегося в зацеплении с лентой 16, формировался узор игольных отверстий, показанных на фиг. 13.
Сигарета с неподвижным фильтром
Далее приводится описание некоторых примеров курительного изделия с неподвижным фильтром, в котором используется обертка с тисненым узором.
На фиг. 14 и 15 представлена сигарета с неподвижным фильтром, включающая сигаретную палочку 2, содержащую курительный материал, например табак или материал 25 с содержанием табака, обычным способом обернутый в бумажную обертку 26. Имеющий в целом цилиндрическую форму сегмент 3 фильтра, содержащий фильтрующий материал, например ацетат 27 целлюлозы, обернут в бумажную обертку 28 фильтрующей вставки и прикреплен к сигаретной палочке 2 посредством ободковой обертки 29, на которую тиснением нанесена решетка граней 12 способом, описанным ранее со ссылкой на фиг. 9, так, что обертка 29 может формироваться как сегмент, отрезанный от ленты 17 с узором, нанесенным на ней тиснением.
Пример узора, сформированного на ленте 17, показан на фиг. 16 и содержит линии 10 ослабления, которые могут быть выполнены лазерной резкой, тиснением, например, тиснением иглой, либо любым другим подходящим способом, как было упомянуто выше. Лента 17 выполнена из листового материала, например, бумаги весом 40 г/м2 или более, что позволяет получить особенно хорошо выраженный узор при формировании закругленной обертки, в частности более 40, 45, 50, 55, 60, 70, 80 и 90 г/м2, и вплоть до примерно 120 г/м2. Предпочтительно, толщина бумаги составляет в интервале 50-115 мкм для веса в интервале 40-90 г/м2.
Лента имеет ширину, позволяющую сформировать в сигаретной машине соединенные фильтрами сдвоенные сигареты, как это будет показано ниже. Каждый отрезок L1, L2, L3 и т.д. ленты 17 используется для формирования отдельных соединенных фильтрами сдвоенных сигарет и, в процессе использования, лента 17 разрезается по линиям 30-1, 30-2, и т.д. Лента 17 подвергается глубокому тиснению, например, тиснению иглой, в поперечных областях 31-1, 31-2 и т.д., чтобы сделать ленту податливой и упростить ее закручивание в областях кромок вокруг фильтра 3.
Далее, со ссылкой на фиг. 17, приводится описание сигаретной машины, пригодной для изготовления сигарет, показанных на фиг. 14 и 15. Машина может представлять собой модификацию машины компании Hauni Maschinenbau AG, адаптированную для использования рулона 20 ленты 17 ободкового материала, например, показанного на фиг. 16, для изготовления сигарет с неподвижным фильтром. Также делаются ссылки на фиг. 18 и 19, схематически иллюстрирующие шаги процесса, выполняемые различными частями машины, показанной на фиг. 17.
Сигаретные палочки 32 с длиной, подходящей для формирования соединенных фильтрами сдвоенных сигарет, подаются на загрузочный модуль 33 сигаретных палочек, показанный на фиг. 17. Кроме того, из загрузочного магазина 35 в машину поступают отрезки 34 фильтрующего стержня. Отрезки 34 фильтрующего стержня имеют длину, подходящую для формирования соединенных фильтрами сдвоенных сигарет.
Сигаретные палочки 32 подаются на приемный барабан 36 и переносятся на резальный барабан 37 сигаретных палочек, со связанным с ним дисковым ножом 38, который разрезает палочки 32 на две части 32а, 32b, которые затем разделяются вдоль оси посредством отделяющего барабана 39 и передаются на барабан 40 подачи фильтров, где между ними помещается отдельный отрезок 34 фильтрующего стержня, как показано на фиг. 18.
Отрезки фильтрующего стержня подаются из загрузочного магазина 35 посредством подающих валиков 41-44 на барабан 40 подачи фильтров и, как показано на фиг. 19, на барабане 40 подачи фильтров сигаретные палочки 32а, 32b прижимаются к противоположным концам отрезков 34 фильтрующего стержня, располагаясь по одной продольной оси.
Далее сборка расположенных встык стержней 32а, 34, 32b переносится на барабан 41 с качающейся шайбой, где они соединяются друг с другом посредством обертки 42, представляющей собой отрезанную часть ленты 17, показанной на фиг. 16, т.е., между линиями 30-1 и 30-2. Как будет показано далее, часть 42 обертки отрезается от ленты 17 и покрывается клеем так, что когда сборка переносится на прикаточный барабан 43, часть 42 обертки обертывается вокруг отрезка 34 фильтрующего стержня, а ее размеры выбраны так, что она перекрывается с концами сигаретных палочек 32а, 32b, в результате чего они становятся соединенными друг с другом, как это показано сборкой 44 на фиг. 19.
Соединенные стержни 44 далее проходят на передаточный барабан 45 для подачи в резальный барабан 46, с которым связан дисковый нож 47, разрезающий соединенные стержни на две отдельных сигареты 1, 1', которые далее подаются через передаточный барабан 48 на поворачивающий барабан 49, где сигареты 1, 1' каждой сдвоенной пары располагаются смотрящими в одном направлении, готовыми к упаковыванию.
Лента 17 материала обертки подается последовательно от питающего механизма, включающего два рулона 20а, 20b, так, что в сигаретную машину может поступать непрерывная лента 17. При этом, когда лента в одном из рулонов 20 заканчивается, подача может продолжаться из другого рулона, а пустой рулон может быть заменен.
В альтернативном варианте используется рулон гладкой ленты, а в состав сигаретной машины включается секция тиснения, например, аналогичная показанной и описанной со ссылкой на фиг. 9. Кроме того, лента 17 может быть подвергнута тиснению на секции, примыкающей к сигаретной машине, и подаваться с этой примыкающей секции в сигаретную машину.
Как показано на фиг. 17, лента 17 подается с одного из рулонов 20 в гибочную секцию 50, более подробно показанную на фиг. 20А. В результате воздействия на ленту 17 в гибочной секции 50, ослабляется конструктивная прочность ленты с одной ее стороны, что позволяет легко скручивать ее в цилиндр при обертывании вокруг стержней 32а, 32b и 34 на барабанах 41, 43, как это показано на фиг. 17 и 19. В существующих обычных сигаретных машинах ободковая бумага проходит по неподвижному гибочному ребру для небольшого ослабления ее прочности с одной стороны. Лента 17, напротив, формируется с тисненым узором граней 12, и если использовать неподвижное гибочное ребро, то узор граней будет по меньшей мере частично поврежден. В схеме, показанной на фиг. 20, лента 17 проходит над неподвижным входным брусом 51 к соответствующему неподвижному выходному брусу 52 через свободно вращающийся гибочный валик 53, на котором сформирован наружный узор граней 54, показанный на фиг. 21А, соответствующий узору граней 12 на ленте 17. Гибочный валик 53 может свободно вращаться вокруг оси Х-Х', и узор граней 54 стремится к автоматической синхронизации с гранями 12 на ленте 17. Кроме того, когда лента 17 меняет направление движения со входного (стрелка А) на выходное (стрелка В), она подвергается резкому изменению направления, близкому к 180°, что меняет конструктивную целостность бумаги, делая ее склонной к скручиванию, но без повреждения тисненого узора граней 12 благодаря синхронизации с узором 54 граней на гибочном валике 53. Должно быть понятно, что вращающийся гибочный валик 53 может быть встроен в сигаретную машину, вместо обычного приспособления с неподвижным гибочным ребром, используемым до этого в таких машинах.
В модификации машины, вместо описанного выше вращения гибочного валика 53 только за счет проходящей ленты 17, для приведения его во вращение вокруг оси Х-Х' используется сервосистема (не показана), и устанавливается оптический детектор (не показан) для распознавания узора граней 12 на ленте 17, для поддержания фазового синхронизма вращения узора 54 на гибочном валике 53 с узором граней на ленте 17 с тем, чтобы не повредить узор на ленте в ходе гибочного процесса.
На гибочном валике 53 могут использоваться различные узоры граней, которые могут быть сменными с тем, чтобы выбранный узор 54 был совместим и входил в синхронизм с узором граней, сформированным на ленте 17, и альтернативные узоры гибочного валика могут использоваться с соответствующими узорами на ленте, как это показано на фиг. 22 и 23.
В модификации, показанной на фиг. 20Б, включены дополнительные гибочные валики 53, в данном случае, всего их три, с тем, чтобы лента 17 проходила туда и обратно по извилистой траектории для ослабления ее поверхности с обеих сторон.
Как показано на фиг. 17, лента 17 переходит с гибочной секции 50 на клеемазальную секцию 55. Эта секция включает клеевой валик 56, наносящий на одну сторону ленты 17 в нужных местах клей, переносимый передаточным валиком 57 из лотка 58. Лента 17 с нанесенным клеем далее проходит по подающему валику 59 к вращающемуся резаку 60 для заготовок, включающему несколько радиально расходящихся лезвий, которые разрезают ленту 17 на части 42, для последовательного нанесения их на сборки сигаретной палочки и отрезка фильтрующего стержня, как это показано на фиг. 19.
Как показано на фиг. 16, вращающийся резак 60 для заготовок разрезает ленту 17 по линиям 30-1, 30-2 и т.д. для формирования отдельных порций 42 обертки. В примере, показанном на фиг. 16, передняя и задняя кромки 42а, 42b каждой порции 42 обертки имеют глубокое тиснение, например, посредством тиснения иглой, делающее эти переднюю и заднюю кромки более податливыми для закручивания одной на другую в процессе скручивания на барабанах 41, 43, описанном ранее. Линии 30-1, 30-2 разреза могут располагаться так, чтобы передняя и задняя кромки были одинакового размера, либо передняя и задняя кромки 42а, 42b с глубоким тиснением могут иметь разный размер, например, передняя кромка может быть сделана более широкой, чем задняя кромка, или наоборот. Для того чтобы режущие лезвия резака 60 точно попадали на линии разреза 30-1, 30-2 и т.д. на ленте 17, используется серво-система совмещения (не показана).
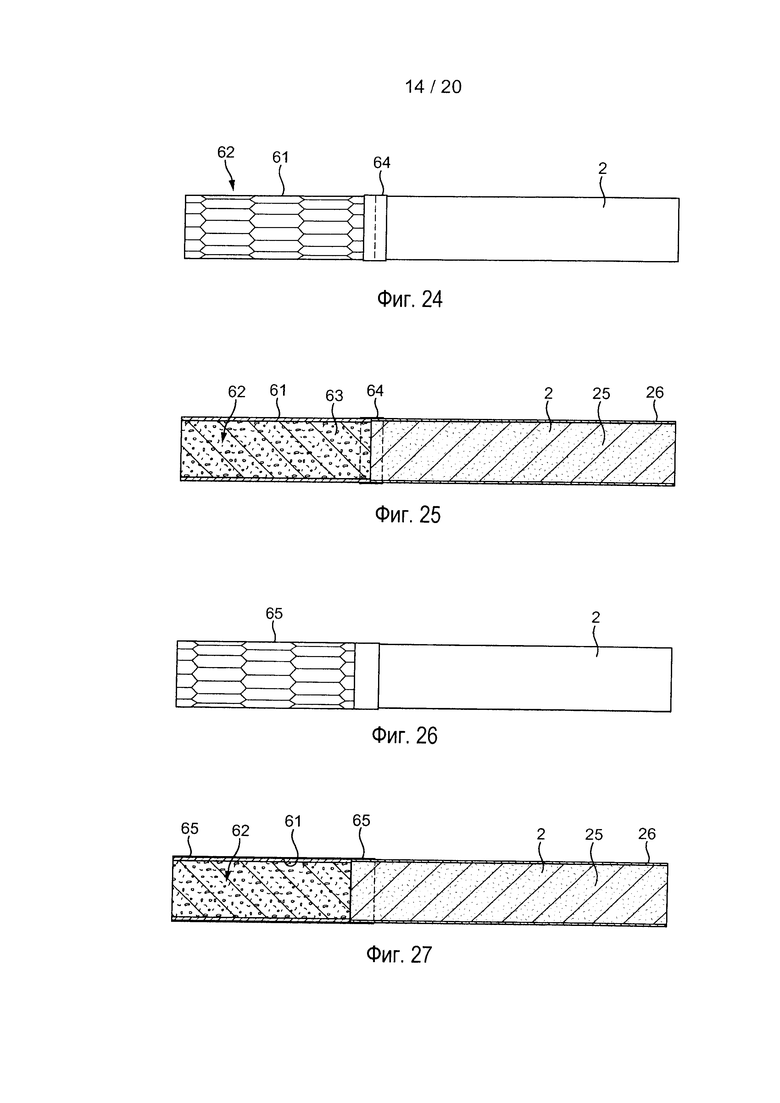
Другой пример сигареты с неподвижным фильтром представлен на фиг. 24 и 25. В данном примере, тисненая обертка 61 используется как обертка фильтрующей вставки для фильтрующего сегмента 62, содержащего любой фильтрующий материал, например, жгут 63 волокон ацетата целлюлозы, с добавками, например ароматизаторами или абсорбентами, или без них. Тисненая обертка 61 может быть выполнена из листового материала, например, бумаги, к примеру, ободковой бумаги весом 40 г/м2 или более, для получения хорошо выраженного узора после скручивания обертки, в частности, более 40, 45, 50, 55, 60, 70, 80 и 90 г/м2, и вплоть до 120 г/м2. Предпочтительно, толщина бумаги составляет в интервале от 50 мкм до 115 мкм, для веса от 40 до 90 г/м2.
Фильтрующий сегмент 62 упирается в один конец сигаретной палочки 2, содержащей табак или аналогичный курительный материал 25, обернутый наружной оберткой 26. В примере, показанном на фиг. 24 и 25, фильтрующий сегмент 62 прикреплен к сигаретной палочке 2 посредством соединительной полоски 64, которая приклеивается к упирающимся друг в друга концам фильтрующего сегмента 62 и сигаретной палочки 2. Соединительная полоска 64 может быть выполнена из бумаги или другого подходящего листового материала, и может, например, иметь тиснение или печать (не показано) для идентификации конкретной марки сигареты.
Другой пример представлен на фиг. 26 и 27, где фильтрующий сегмент 62 с тисненой оберткой 61 фильтрующей вставки, описанный со ссылкой на фиг. 24 и 25, упирается в сигаретную палочку 2 и закрепляется в этом положении тонкой оберткой 65, проходящее по всей длине тисненой обертки 61 фильтрующей вставки и по прилегающему упирающемуся концу сигаретной палочки 2. Оберткой 65 может быть относительно тонкий бумажный материал, хорошо деформируемый, чтобы плотно прилегать к тисненому узору граней на обертке 61 фильтрующей вставки так, чтобы узор проступал через бумагу 65 и был визуально различим снаружи. Например, бумага 65 может представлять собой папиросную бумагу, которая была предварительно пропитана в водном адгезиве.
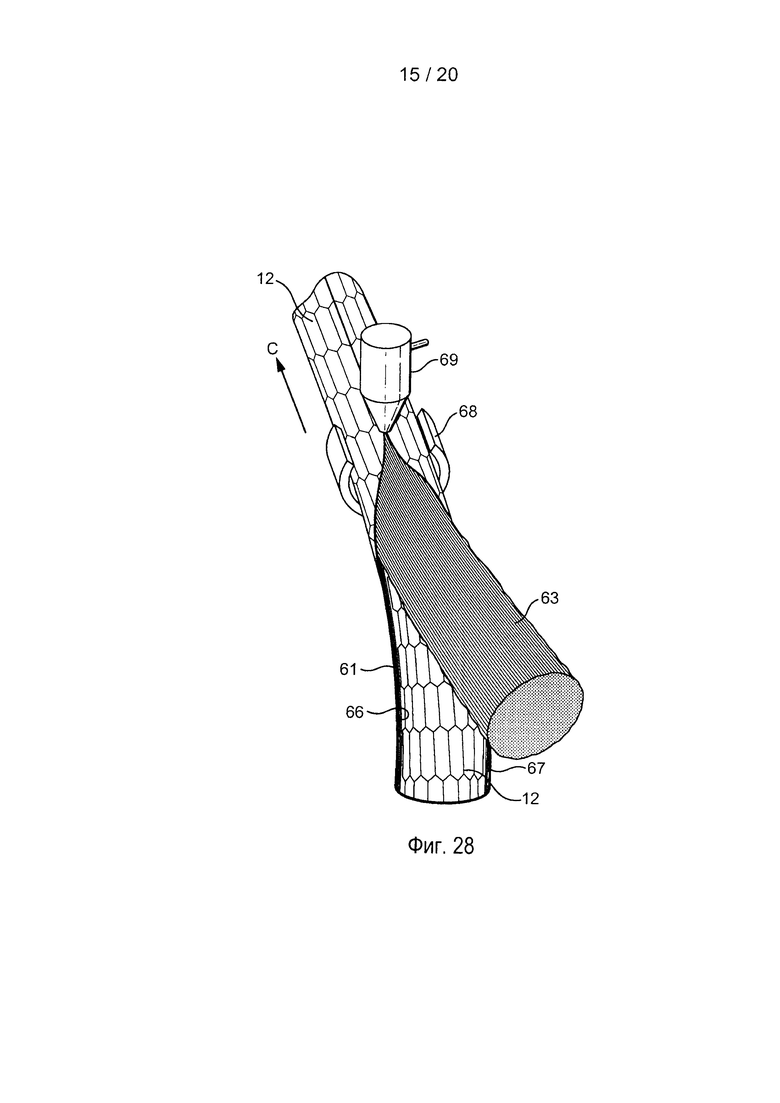
Фиг. 28 иллюстрирует способ изготовления фильтрующего стержня с тисненой бумагой обертки 61 фильтрующей вставки, содержащего жгут 63 ацетата целлюлозы. Лента 65, имеющая тиснение узором, например, грани 12, и глубокое тиснение иглой по боковым кромкам, подается через направляющую 68, например, секцию гарнитуры устройства изготовления фильтров, которая обертывает обертку фильтрующей вставки вокруг жгута 63 для формирования цилиндрического стержня 68, непрерывно двигающегося в направлении стрелки С. Боковые кромки 66, 67 склеиваются друг с другом пистолетом 69 для склеивания. В альтернативном варианте, боковые кромки 66, 67 могут покрываться клеем выше по потоку. Далее получившийся стержень 68 может быть разрезан на сегменты для использования в отдельных сигаретах. Длина сегментов может подходить либо для одной сигареты, как показано на фиг. 24-27, либо для двух сигарет, изготавливаемых сдвоенными парами с соединенными фильтрами, как это было описано выше со ссылкой на фиг. 17, при этом машина на фиг. 17 модифицируется для нанесения либо обертки 64, либо 65. В модифицированном варианте, жгут 63 сначала обертывают оберткой фильтрующей вставки относительно малого веса, после чего поверх предварительно обернутого жгута накладывается лента 17, как это показано на фиг. 28.
На фиг. 28 показан пример ленты тисненой обертки 61 фильтрующей вставки с хорошо показанным глубоким тиснением боковых областей 66, 67, содержащим продольные линии тиснения по боковым кромкам, более подверженные деформации и пригодные для склеивания пистолетом, например, клеем ПВА.
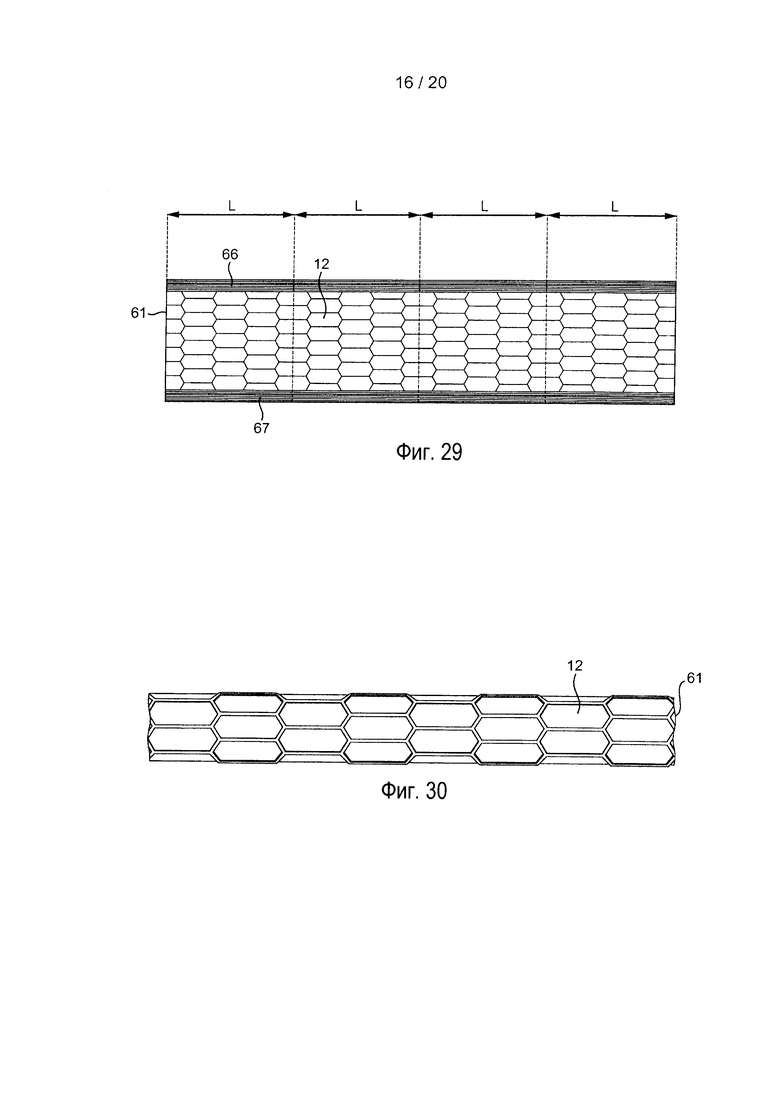
На фиг. 29 представлен другой пример тисненой обертки 61, которая может быть использована для изготовления отрезка фильтрующего стержня с длиной, соответствующей 4 сегментам фильтра отдельных сигарет, а на фиг. 30 показан фильтрующий стержень, сформированный из обертки, показанной на фиг. 29, с хорошо видным узором граней 12. Грани 12 могут быть сформированы пресс-формой (не показана), имеющей элементы штампа, которые могут выдавить узор граней 12 в ленте 61. Продольные боковые кромки 66, 67 представляют собой швы внапуск с линейным тиснением, выполненным подходящей пресс-формой (не показана). Для формирования фильтрующего стержня, обертка 61 на фиг. 29 обертывается вокруг жгута фильтрующего материала, а швы 66, 67 внапуск перекрываются и приклеиваются друг к другу. Для этого может быть использован пистолет для склеивания, аналогичный показанному на фиг.28, либо с клеем ПВА, либо с термоклеем.
На фиг. 31 представлен готовый фильтрующий стержень. На фиг. 31А ясно показан узор граней 12, в то время как на фиг. 31Б показан шов, получившийся при скреплении пистолетом для склеивания швов внапуск областей 66, 67 кромок с глубоким тиснением. В примере, показанном на фиг. 29, 30 и 31, отрезок фильтрующего стержня имеет длину 4xl, соответствующую длине четырех фильтрующих сегментов длиной l для отдельных сигарет. Для формирования отдельных сигарет, например, показанных на фиг. 26 и 27, может быть использована фильтрующая вставка, в которой фильтрующий сегмент 62 длиной l прикреплен к сигаретной палочке 2 тонкой охватывающей оберткой ободковой бумаги 65. Эта конструкция также показана на фиг. 32А и фиг. 32Б, где хорошо показан шов, сформированный швами внапуск областей 66, 67 кромок с глубоким тиснением. Области кромок с линейным тиснением радиально деформируемы по отношению к фильтрующему стержню так, что они могут легко прилегать к криволинейной поверхности фильтрующего стержня для формирования шва внапуск вдоль своих продольных боковых кромок и клеевого соединения, обладающего однородностью в продольном направлении и воздухонепроницаемостью, обеспечивая пользователю приемлемое фильтрующее действие в изготовленной сигарете. Кроме того, продольное линейное тиснение в шве внапуск боковых кромок 66, 67 позволяет получить более круглый фильтрующий стержень в его поперечном сечении, а благодаря перекрывающимся продольным боковым кромкам образует гладкую на ощупь поверхность для пользователя сигареты с таким фильтром. Кроме того, отсутствуют требования к совмещению граней 12, и достигается улучшенное склеивание.
Фиг. 33 иллюстрирует другой пример обертки 61 фильтрующей вставки, которая может быть использована. В этом примере, обертка 61 фильтрующей вставки подвергнута тиснению, как это было описано выше, для получения узора граней 12 и швов внапуск областей 66, 67 кромок с линейным тиснением. Обертка 61 фильтрующей вставки на фиг. 33 также имеет поперечную область 72 с линейным тиснением, проходящую поперек обертки фильтрующей вставки с периодом повторения равным 21. Как было показано выше со ссылкой на фиг. 18 и 19, фильтрующая вставка может быть использована для формирования соединенных фильтрами сдвоенных сигарет, а поперечная область 72 с линейным тиснением выполнена с возможностью создания области тиснения, прилегающей к месту соединения фильтра с сигаретной палочкой, с тем, чтобы обеспечить пользователю удобный захват пальцами. Получившийся в результате тисненая отрезок фильтрующего стержня более подробно показан на фиг. 34 и 35А, а кромки 66, 67 со швами внапуск более подробно показаны на фиг. 35Б.
На фиг. 36А, Б, показана готовая сигарета с фильтром, в которой область 72 линейного тиснения упирается в сигаретную палочку 2. Ободковая бумага 65, используемая для прикрепления фильтрующего сегмента 12 к сигаретной палочке 2, может иметь различную ширину, закрывая участок фильтрующего сегмента небольшой протяженности, как показано на фиг. 36А, либо может проходить по части фильтрующего сегмента все большего размера, как показано на фиг. 36В и Г, либо может закрывать всю поверхность фильтра, как показано на фиг. 36Д.
Бумага, используемая для изготовления оберток 61 фильтрующей вставки, показанных на фиг. 29 и 34, может включать жесткие, непористые обертки фильтрующей вставки с весом в интервале 80-200 г/м2, в частности, 80-150 г/м2 или 90-150 г/м2 и, например, 100-130 г/м2. Конкретные примеры включают 100 г/м2, 115 г/м2 и 125 г/м2 для бумаги, поставляемой компанией Defort Feurstein, для получения фильтрующих сегментов длиной l=21 мм. Было установлено, что при длине окружности, равной 24,3 мм, увеличение веса бумаги в г/м2 в указанных пределах снижает вероятность образование каналов просачивания через фильтр в области 72, и обеспечивает лучшую адгезию обертки фильтрующей вставки к концу фильтра. Кроме того, увеличенный вес может способствовать снижению выпячивания, которое может быть вызвано давлением сжатого жгута внутри фильтрующего стержня при его изготовлении.
Сигареты с неподвижным фильтром, описанные выше, могут включать комбинацию двух или более различных сегментов фильтрующего материала. Например, в сигаретах, показанных на фиг. 14 и 15, в целом цилиндрический фильтрующий сегмент 3 может быть сформирован из фильтрующего сегмента с древесным углем, упирающимся в сегмент из ацетата целлюлозы, которые вместе обернуты оберткой 28 фильтрующей вставки. В альтернативном варианте, каждый из разных сегментов фильтрующего материала может быть отдельно обернут в обертку фильтрующей вставки, а ободковая бумага 29 может прикреплять объединенные фильтрующие сегменты к сигаретной палочке.
Более того, фильтрующий сегмент 62, показанный на фиг. 24 и 25, может быть сформирован из двух или более различных сегментов фильтрующего материала, обернутых вместе в тисненую обертку 61. В альтернативном варианте, каждый из разных сегментов фильтрующего материала может быть отдельно обернут в обертку фильтрующей вставки, и сегменты скрепляются друг с другом тисненой оберткой 61.
Кроме того, в сигарете, показанной на фиг. 26, 27, 32А, 32Б и 36А-36Д, фильтрующий сегмент 62 может быть сформирован из двух и более отдельных сегментов фильтрующего материала, обернутых вместе в тисненую обертку 61. В альтернативном варианте, каждый из отдельных сегментов фильтрующего материала может быть отдельно обернут в обертку фильтрующей вставки и скрепляться с другими тисненой оберткой 61. В другом альтернативном варианте, каждый из отдельных сегментов фильтрующего материала может быть отдельно обернут в тисненую обертку 61 и все они могут скрепляться тонкой оберткой 65.
Многие модификации и изменения описанных курительных изделий и их компонентов охватываются областью притязаний изобретения. Например, линии 10 ослабления могут быть сформированы на внешней поверхности обертки для получения визуально различимых граней 12.
Линии скачка прочности могут быть получены посредством прожигания, для получения визуально различимого узора по периметру граней для усиления визуального эффекта. Например, прорезание может также включать и прожигание. Кроме того, прожигание может имитировать печать, позволяя наносить на обертку товарный знак или аналогичные изображения.
Кроме этого, например печатью на бумагу может быть нанесено конструкционное покрытие, например, лак, для повышения жесткости бумаги и выделения граней. Лак может быть нанесен печатью на внутренней или наружной поверхности, в зависимости от требований финишной обработки. В альтернативном варианте, лаковое покрытие может быть нанесено печатью линиями для формирования границ вокруг граней.
Кроме этого, линии скачка прочности не обязательно должны быть линиями ослабления, а могут быть линиями усиления, сформированными, например, печатью узора из крахмала на листовом материале для получения местного ужесточения.
Для рассмотрения различных аспектов заявляемого изобретения и его представления, настоящее описание показывает на частных примерах различных вариантов выполнения возможности реализации изобретения (-ий) и создания высококачественных оберток, оберток вставок фильтров, фильтров и курительных изделий, а также способов их изготовления. Преимущества и признаки, приведенные в описании, относятся к вариантам выполнения и не являются исчерпывающими и (или) исключающими. Они представлены только для улучшения понимания и разъяснения заявленных признаков. Следует иметь в виду, что преимущества, варианты выполнения, примеры, функции, признаки, конструкции и (или) иные особенности изобретения не должны рассматриваться как ограничивающие изобретение, определяемое формулой, или эквиваленты формулы, и что в рамках области притязаний и (или) существа изобретения могут быть использованы другие варианты выполнения и модификации. Различные варианты выполнения могут, соответственно, содержать, состоять из, или в основном состоять из различных комбинаций раскрытых элементов, компонентов, признаков, частей, шагов, средств и т.д. Кроме того, изобретение включает другие изобретения, не заявленные здесь, но которые могут быть заявлены в будущем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2613858C1 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2580273C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И ЕГО ИЗГОТОВЛЕНИЕ | 2012 |
|
RU2571047C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2013 |
|
RU2623955C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2604318C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ФИЛЬТР КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2636566C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ФИЛЬТР КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2639982C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ФИЛЬТР КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2695390C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ФИЛЬТР КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2679392C2 |
| ФИЛЬТР ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2635971C2 |


Изобретение относится к обертке курительного изделия и обертке фильтрующей вставки, которые могут быть использованы в фильтре курительного изделия, для использования в курительном изделии, например сигарете. Компонент курительного изделия, включающий свернутую листовую обертку весом 40 г/м2 или более, имеющую множество линий скачка прочности, благодаря которым обертка обладает визуально различимой неоднородностью ее кривизны. Техническим результатом изобретения является обеспечение прочности разрыва. 10 н. и 31 з.п. ф-лы, 36 ил.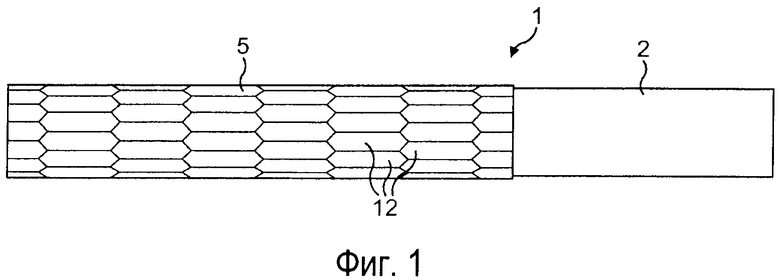
1. Компонент курительного изделия, включающий свернутую листовую обертку весом 40 г/м2 или более, имеющую множество линий скачка прочности, благодаря которым обертка обладает визуально различимой неоднородностью ее кривизны.
2. Компонент курительного изделия по п. 1, в котором вес обертки составляет по меньшей мере 45, 50, 55, 60, 70, 80 или 90 г/м2.
3. Компонент курительного изделия по п. 1 или 2, в котором толщина обертки составляет 50-115 мкм.
4. Компонент курительного изделия по п. 1 или 2, в котором вес обертки составляет до примерно 120 г/м2.
5. Компонент курительного изделия по п. 1, в котором множество линий скачка прочности представляют собой линии ослабления.
6. Компонент курительного изделия по п. 5, в котором линии ослабления включают частичные прорезы в толщу листового материала.
7. Компонент курительного изделия по п. 6, в котором частичные прорезы находятся на стороне листового материала, обращенной внутрь.
8. Компонент курительного изделия по п. 6 или 7, в котором частичные прорезы сформированы лазерной резкой.
9. Компонент курительного изделия по п. 5, в котором линиями ослабления являются линии тиснения.
10. Компонент курительного изделия по п. 1, в котором линии скачка прочности образуют решетку граней по листовой обертке.
11. Компонент курительного изделия п. 1, в котором линии скачка прочности пересекаются или сливаются, образуя грани, имеющие замкнутую форму.
12. Компонент курительного изделия по п. 1, включающий в целом прямоугольную ленту листового материала, тисненную регулярным узором граней, и боковые кромки, сформированные линейным тиснением в областях швов внапуск.
13. Компонент курительного изделия по п. 12, включающий разнесенные полосы линейного тиснения, проходящие поперек ленты.
14. Курительное изделие, включающее компонент курительного изделия по любому из пп. 1-4 и по меньшей мере фильтр или табачную палочку с криволинейной поверхностью, обернутой в листовую обертку.
15. Курительное изделие по п. 14, в котором фильтр включает обертку фильтрующей вставки, а обертка перекрывает по меньшей мере часть обертки фильтрующей вставки и табачной палочки для их соединения друг с другом.
16. Курительное изделие по п. 14, в котором фильтр включает обертку фильтрующей вставки из листового материала.
17. Машина для изготовления курительных изделий, включающая:
гибочную секцию;
питающий механизм для подачи в гибочную секцию листового материала обертки, включающего множество линий скачка прочности для формирования визуально различимого узора;
вращающийся гибочный валик в гибочной секции, используемый для ослабления обертки, для облегчения ее закручивания вокруг курительных изделий, имеющий узор поверхности, соответствующий узору листового материала обертки, и выполненный с возможностью обеспечения устойчивой синхронизации вращения узоров; и
механизм для обертывания листового материала, поступающего от гибочной секции, вокруг курительных изделий.
18. Вращающийся гибочный валик для гибочной секции в машине для изготовления курительных изделий, используемый для ослабления обертки, для облегчения ее закручивания вокруг курительных изделий, узор поверхности которого соответствует узору листового материала обертки, и выполненный с возможностью обеспечения устойчивой синхронизации вращения узоров.
19. Обертка для фильтра курительного изделия, представляющая собой свернутую листовую обертку весом 80 г/м2 или более, имеющую множество линий тиснения так, что обертка обладает визуально различимой неоднородностью кривизны и включает швы внапуск вдоль противолежащих боковых кромок, которые имеют линии ослабления, обеспечивающие плотное облегание боковых кромок обертки вокруг фильтра.
20. Обертка по п. 19, вес которой составляет по меньшей мере 90, 100, 115, 120, 125, 130 г/м2.
21. Обертка по п. 19 или 20, вес которой составляет 80-150 г/м2, 80-200 г/м2, 90-150 г/м2 или 100-130 г/м2.
22. Обертка по п. 19 или 20, толщина которой составляет 50-115 мкм.
23. Обертка по п. 19 или 20, толщина которой не превышает 200 мкм.
24. Обертка по п. 19, в которой множество линий скачка прочности представляют собой линии ослабления.
25. Обертка по п. 24, в которой линии ослабления включают частичные прорезы в толщу листового материала.
26. Обертка по п. 25, в которой частичные прорезы находятся на стороне листового материала, обращенной внутрь.
27. Обертка по п. 25 или 26, в которой частичные прорезы сформированы лазерной резкой.
28. Обертка по п. 24, в которой линиями ослабления являются линии тиснения.
29. Обертка по п. 19, в которой линии скачка прочности образуют решетку граней по листовой обертке.
30. Обертка по п. 19, в которой линии скачка прочности пересекаются или сливаются, образуя грани, имеющие замкнутую форму.
31. Обертка по п. 19, включающая в целом прямоугольную ленту листового материала, тисненную регулярным узором граней, и боковые кромки, сформированные линейным тиснением в областях швов внапуск.
32. Обертка по п. 31, включающая разнесенные полосы линейного тиснения, проходящие поперек ленты.
33. Фильтрующий стержень, включающий компонент курительного изделия по любому из пп. 1-4 в качестве обертки фильтрующей вставки.
34. Фильтрующий стержень, включающий обертку по любому из пп. 19-32 в качестве обертки фильтрующей вставки.
35. Курительное изделие, включающее сегмент фильтрующего стержня по п. 33 или 34 и табачную палочку, в котором обертка перекрывает по меньшей мере часть оболочки обертки фильтрующей вставки и табачной палочки, для соединения их друг с другом.
36. Обертка для фильтра курительного изделия, содержащая листовой материал весом 80 г/м2 или более, имеющий множество линий тиснения так, что на обертке визуально различимы неоднородности ее кривизны.
37. Обертка по п. 36, вес которой составляет по меньшей мере 90, 100, 115, 120, 125, 130 г/м2.
38. Обертка по п. 36 или 37, вес которой составляет 80-150 г/м2, 80-200 г/м2, 90-150 г/м2 или 100-130 г/м2.
39. Обертка по п. 36 или 37, толщина которой составляет 50-115 мкм.
40. Обертка для фильтра курительного изделия, содержащая листовой материал, включающий множество линий тиснения так, что обертка обладает визуально различимой неоднородностью ее кривизны и включает швы внапуск вдоль противолежащих боковых кромок, которые имеют линии ослабления, обеспечивающие плотное облегание боковых кромок обертки вокруг фильтра.
41. Обертка по п. 40, включающая обертку фильтрующей вставки.
| US 20050000533 A1, 06.01.2005 | |||
| WO 2011131529 A1, 27.10.2011 | |||
| DE 202005020337 U1, 16.02.2006. |

