Область техники, к которой относится изобретение
Настоящее изобретение относится к режущей пластине, используемой для резания или обработки канавок, корпусу режущего инструмента для ее приема и сборному режущему инструменту, в котором режущая пластина и корпус режущего инструмента соединены друг с другом.
Уровень техники
В общем, режущая пластина прикреплена к режущему инструменту, установленному на станке, подлежащему использованию для резания заготовки, состоящей из черных, цветных металлических, неметаллических материалов и так далее.
Такая режущая пластина в общем включает в себя корпус, режущий участок, обеспеченный на крае верхней поверхности корпуса для непосредственного резания заготовки, и крепежный участок, обеспеченный на корпусе и подлежащий креплению к корпусу режущего инструмента. Более конкретно, режущий участок включает в себя крепежное отверстие, проходящее через корпус от верхней поверхности до нижней поверхности. Например, режущая пластина также называется ʺиндексируемой режущей пластинойʺ, поскольку она выполнена с возможностью замены при помощи крепежного отверстия.
При этом корпус режущего инструмента в общем включает в себя два или более стружечных кармана, имеющих карманообразную канавку для отведения стружки, ответный участок, обеспеченный на каждом из стружечных карманов для крепления режущей пластины, и стенку, образующую границу между первым и вторым карманами.
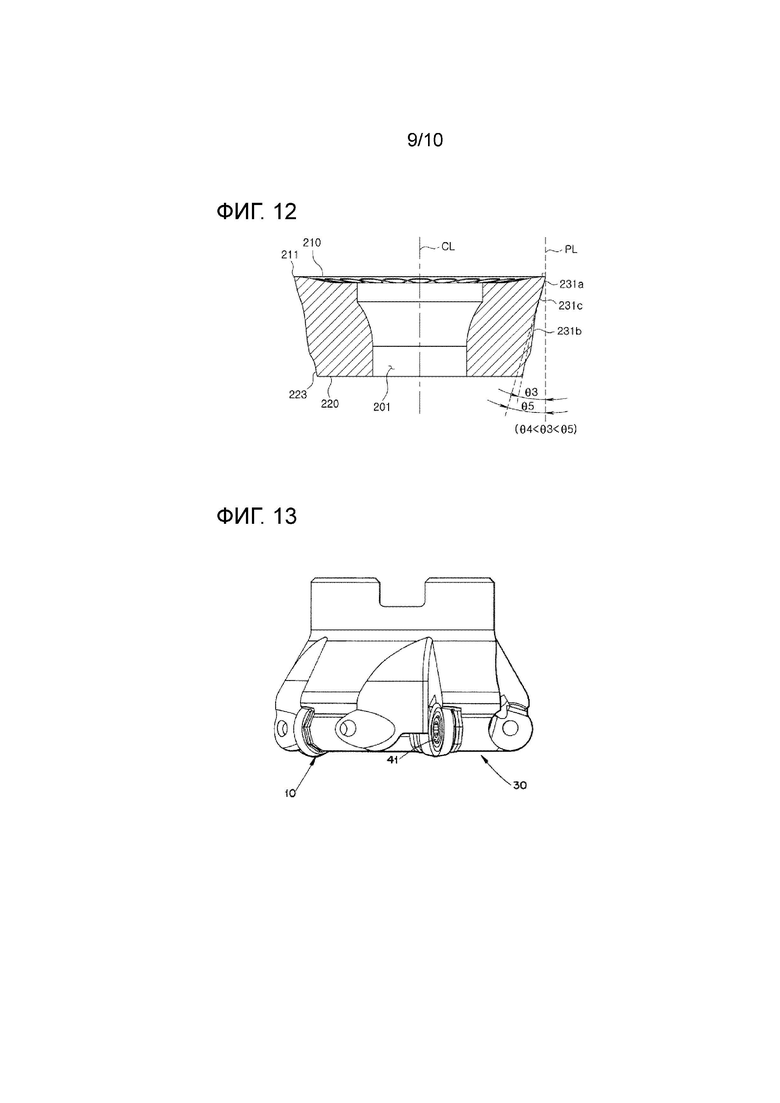
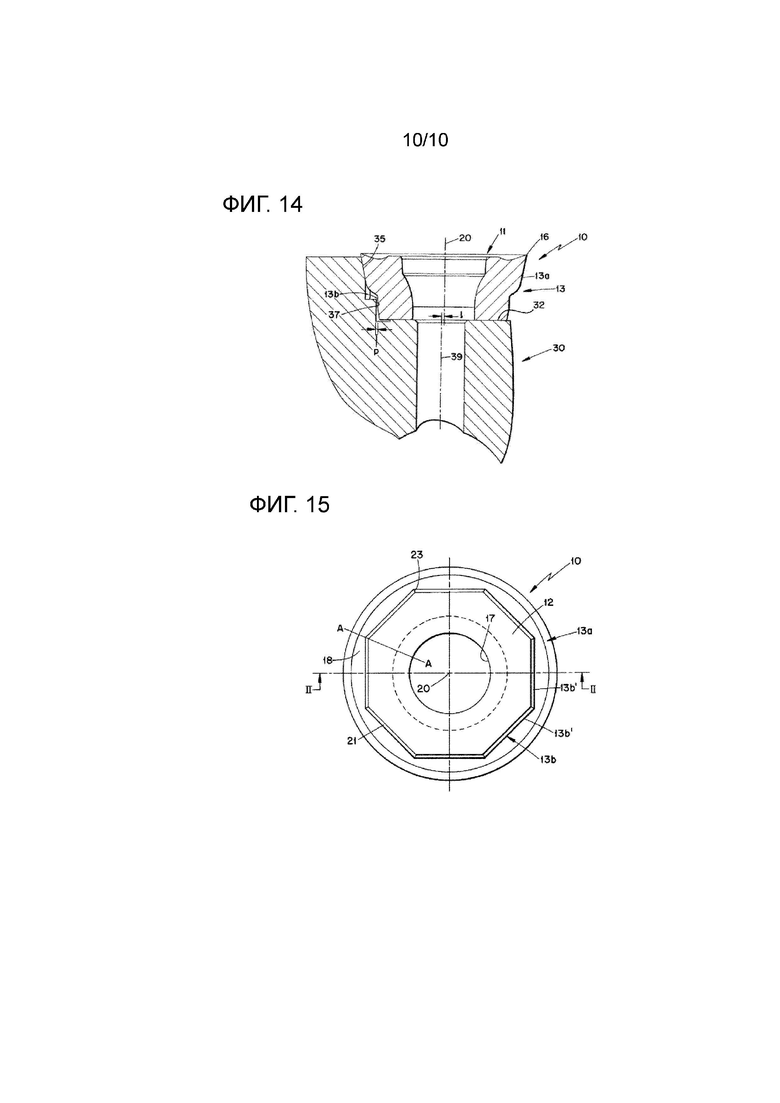
Одна из соответствующих режущих пластин 10 раскрыта в патенте США № 6,053,671, как изображено на ФИГ.13-15, которая включает в себя круглую верхнюю поверхность 11, круглую режущую кромку 16, образующую край верхней поверхности, нижнюю поверхность 12, опирающуюся на ответный участок 32 корпуса 30 режущего инструмента, причем боковая поверхность соединяет верхнюю поверхность 11 с нижней поверхностью 12 и состоит из верхней боковой поверхности 13a, контактирующей с верхней поверхностью 11, и нижней боковой поверхностью 13b, контактирующей с нижней поверхностью 12, и ступени 18, образованной между верхней боковой поверхностью 13a и нижней боковой поверхностью 13b. Дополнительно, верхняя боковая поверхность 13a имеет форму усеченного конуса, причем структура на ее внешней окружности отсутствует, и нижняя боковая поверхность 13b имеет восемь плоскостей 13b' вдоль ее окружности, чтобы предотвратить поворот режущей пластины 10, и на виде снизу имеет восьмиугольную форму (смотри ФИГ.15).
Однако для того, чтобы обеспечить больший задний угол круглой режущей кромки, в то же время сохраняя размер круглой режущей кромки как есть, как изображено на ФИГ.14, соответствующая технология требует больший передний угол всей верхней боковой поверхности 13a в форме усеченного конуса относительно центральной оси 20, но это, в свою очередь, соответственно уменьшает объем и ухудшает жесткость по сравнению с тем, когда передний угол меньше.
Дополнительно, как изображено на ФИГ.13, верхняя боковая поверхность 13a находится в положении, где она выполнена с возможностью поворота, так что только нижняя боковая поверхность 13b предотвращает поворот режущей пластины 10. Соответственно во время обработки заготовки посредством режущей пластины 10 напряжение кручения сконцентрировано между верхней боковой поверхностью 13a и нижней боковой поверхностью 13b, таким образом формируя излом, и так далее. В результате возникает проблема более короткого срока службы режущей пластины 10.
Дополнительно, как изображено на ФИГ.13-15, поскольку восемь плоскостей 13b', образующих нижнюю боковую поверхность 13b, размещены параллельно центральной оси 20, то есть поскольку конструкция на имеет упора от силы, которая выталкивает режущую пластину 10 в направлении центральной оси 20, во время обработки заготовки посредством режущей пластины 10, возникает проблема подъема корпуса 30 режущего инструмента с ответного участка 32.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Техническая проблема
Технической задачей настоящего изобретения является создание режущей пластины, которая может сохранять жесткость независимо от заднего угла задней поверхности, которая образует круглую режущую кромку.
Еще одной технической задачей настоящего изобретения является создание режущей пластины, корпуса режущего инструмента и сборного режущего инструмента из них, которые могут предотвратить концентрацию напряжения кручения на верхней половине режущей пластины.
Еще одной технической задачей настоящего изобретения является создание режущей пластины, корпуса режущего инструмента и сборного режущего инструмента из них, которые могут предотвратить подъем режущей пластины.
Решение проблемы
Для решения вышеописанной задачи режущая пластина согласно приведенному в качестве примера варианту осуществления включает в себя
круглую верхнюю поверхность, круглую нижнюю поверхность и участок задней поверхности, соединяющий верхнюю поверхность и нижнюю поверхность. Участок задней поверхности разделен на первую и вторую задние поверхности вдоль его окружности первой волнистой линией, которая образует волнообразную форму из впадин, обращенных к нижней поверхности, и вершин, обращенных к верхней поверхности.
Например, первая задняя поверхность может быть образована так, что один ее конец контактирует с верхней поверхностью, и другой конец обращен ко второй задней поверхности, и задний угол первой задней поверхности относительно центральной линии, которая соединяет центр верхней поверхности с центром нижней поверхности, может быть задан бóльшим, чем задний угол второй задней поверхности.
Участок задней поверхности может дополнительно включать в себя третью заднюю поверхность, образованную между первой и второй задними поверхностями вдоль первой волнистой линии.
Вторая задняя поверхность может быть разделена первым участком третьей задней поверхности, расположенным во впадинах.
Участок задней поверхности может дополнительно включать в себя четвертую заднюю поверхность, образованную между нижней поверхностью и вторым участком второй и третьей задних поверхностей, который обращен к нижней поверхности, чтобы обеспечить ступенчатый участок между вторым участком и нижней поверхностью.
Четвертая задняя поверхность может быть образована так, что ее внешний диаметр меньше внешнего диаметра второго участка.
Первая задняя поверхность может включать в себя первую главную заднюю поверхность, образованную вдоль окружности первой задней поверхности на одинаковом расстоянии от верхней поверхности, и первую вспомогательную заднюю поверхность, образованную между первой главной задней поверхностью и второй задней поверхностью.
Задний угол первой главной задней поверхности относительно центральной линии, соединяющей центр верхней поверхности с центром нижней поверхности, может быть задан бóльшим, чем задний угол второй задней поверхности.
Первая задняя поверхность может дополнительно включать в себя переходную поверхность, образованную между первой главной задней поверхностью и первой вспомогательной задней поверхностью и имеющую больший задний угол, чем задний угол первой главной задней поверхности.
Участок задней поверхности может дополнительно включать в себя нижнюю заднюю поверхность, образованную между нижней поверхностью и третьим участком второй задней поверхности, который обращен к нижней поверхности, чтобы обеспечить ступенчатый участок между третьим участком и нижней поверхностью.
Нижняя задняя поверхность может быть образована так, что ее внешний диаметр меньше внешнего диаметра третьего участка.
При этом корпус режущего инструмента согласно приведенному в качестве примера варианту осуществления настоящего изобретения может включать в себя ответный участок нижней поверхности и ответный участок боковой поверхности, в которой ответный участок боковой поверхности разделен на первую и вторую ответные поверхности вдоль его окружности посредством третьей волнистой линии, которая образует волнообразную форму из впадин, обращенных к ответному участку нижней поверхности, и вершин, обращенных от ответного участка нижней поверхности.
Граничный участок между первой и второй ответными поверхностями может иметь ступенчатую форму, и граничный участок на стороне первой ответной поверхности может выступать дальше, чем граничный участок на стороне второй ответной поверхности.
При этом обеспечен сборный режущий инструмент из режущей пластины и корпуса режущего инструмента, который может включать в себя режущую пластину согласно приведенным в качестве примера вариантам осуществления, описанным выше, и корпус режущего инструмента, включающий ответный участок нижней поверхности и ответный участок боковой поверхности, разделенный на первую и вторую ответные поверхности вдоль его окружности посредством третьей волнистой линии, которая образует волнообразную форму из впадин, обращенных к ответному участку нижней поверхности, и вершин, обращенных от ответного участка нижней поверхности. Первая задняя поверхность расположена на первой ответной поверхности, и вторая задняя поверхность расположена на второй ответной поверхности.
Граничный участок между первой и второй ответными поверхностями может иметь ступенчатую форму, граничный участок на стороне первой ответной поверхности может выступать дальше, чем граничный участок на стороне второй ответной поверхности, и вторая задняя поверхность может быть зафиксирована посредством граничного участка на стороне первой ответной поверхности.
Преимущества изобретения
Режущая пластина, корпус режущего инструмента и сборный режущий инструмент из них согласно приведенным в качестве примера вариантам осуществления, описанным выше, могут обеспечивать следующие эффекты.
Согласно приведенным в качестве примера вариантам осуществления обеспечена техническая конфигурация, в которой участок задней поверхности разделен на первую и вторую задние поверхности вдоль его окружности первой волнистой линией, которая образует волнообразную форму из впадин, обращенных к нижней поверхности, и вершин, обращенных к верхней поверхности. Соответственно, когда любая задняя поверхность из первой и второй задних поверхностей имеет большой задний угол, посредством уменьшения заднего угла другой задней поверхности, равномерно расположенной между верхней поверхностью и нижней поверхностью режущей пластины, то есть посредством увеличения объема другой задней поверхности до относительно большей величины, жесткость режущей пластины может быть сохранена.
Дополнительно, согласно приведенным в качестве примера вариантам осуществления обеспечена техническая конфигурация, в которой участок задней поверхности режущей пластины может быть разделен на первую и вторую задние поверхности ступенчато вдоль его окружности первой волнистой линией, которая образует волнообразную форму из впадин, обращенных к нижней поверхности, и вершин, обращенных к верхней поверхности, и в которой ответный участок боковой поверхности корпуса режущего инструмента может быть разделен на первую и вторую ответные поверхности ступенчато вдоль его окружности посредством третьей волнистой линии, которая образует волнообразную форму из впадин, обращенных к ответному участку, и вершин, обращенных в противоположном направлении. Соответственно во время обработки заготовки поворот первой или второй задней поверхности, равномерно расположенной между верхней поверхностью и нижней поверхностью режущей пластины и продолжающейся по направлению к верхней поверхности и нижней поверхности, предотвращается в первой или второй ответной поверхности, продолжающейся равномерно в вертикальном направлении ответного участка 320 боковой поверхности, так что поворот верхней половины и нижней половины режущей пластины равномерно предотвращается. Соответственно в отличие от предшествующего уровня техники явление того, что напряжение кручения сконцентрировано на верхней половине режущей пластины, может быть предотвращено.
Дополнительно, согласно приведенным в качестве примера вариантам осуществления обеспечена техническая конфигурация, в которой участок задней поверхности режущей пластины может быть разделен на первую и вторую задние поверхности ступенчато вдоль его окружности первой волнистой линией, которая образует волнообразную форму из впадин, обращенных к нижней поверхности, и вершин, обращенных к верхней поверхности, и в которой ответный участок боковой поверхности корпуса режущего инструмента может быть разделен на первую и вторую ответные поверхности ступенчато вдоль его окружности посредством третьей волнистой линии, которая образует волнообразную форму из впадин, обращенных к ответному участку, и вершин, обращенных в противоположном направлении. Соответственно во время обработки заготовки подъем первой или второй задней поверхности, равномерно расположенной вдоль окружности режущей пластины, в направлении верхней поверхности режущей пластины предотвращается посредством первой или второй ответной поверхности, расположенной равномерно вдоль окружности ответного участка боковой поверхности. То есть, поскольку первая или вторая задняя поверхность зафиксирована в первой или второй ответной поверхности, явление того, что режущая пластина поднимается в направлении верхней поверхности, может быть предотвращено.
Краткое описание чертежей
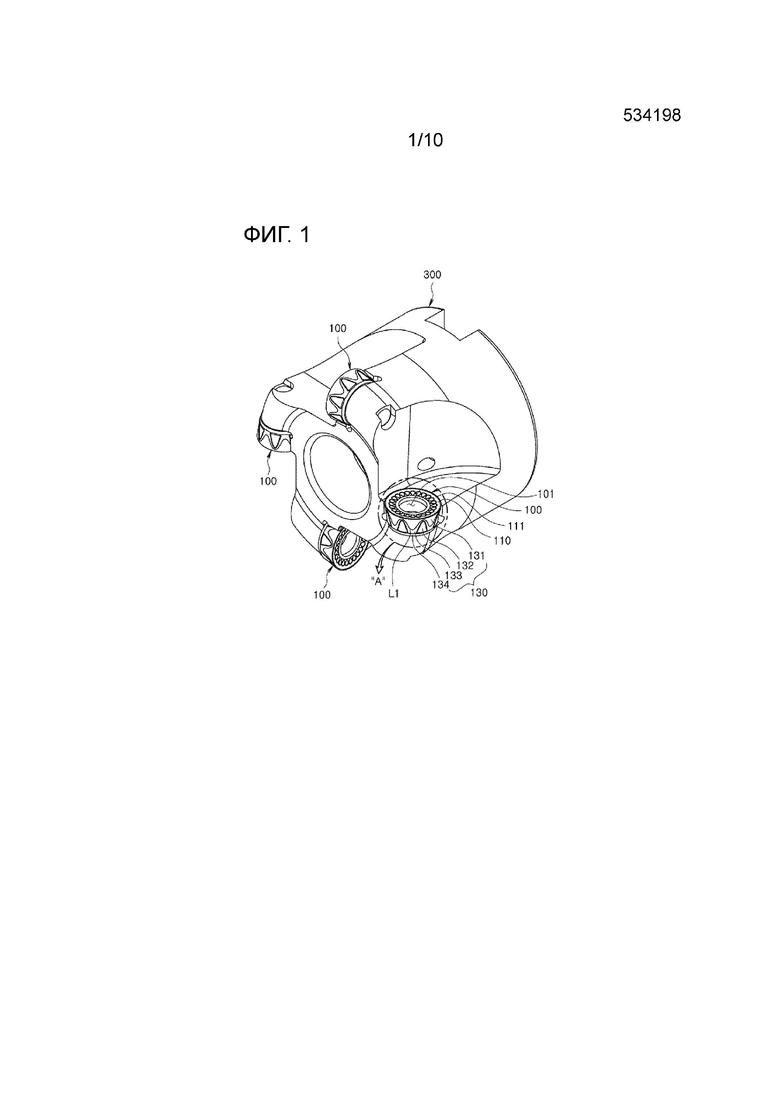
ФИГ.1 - вид в перспективе сборного режущего инструмента из режущей пластины и корпуса режущего инструмента согласно приведенному в качестве примера варианту осуществления;
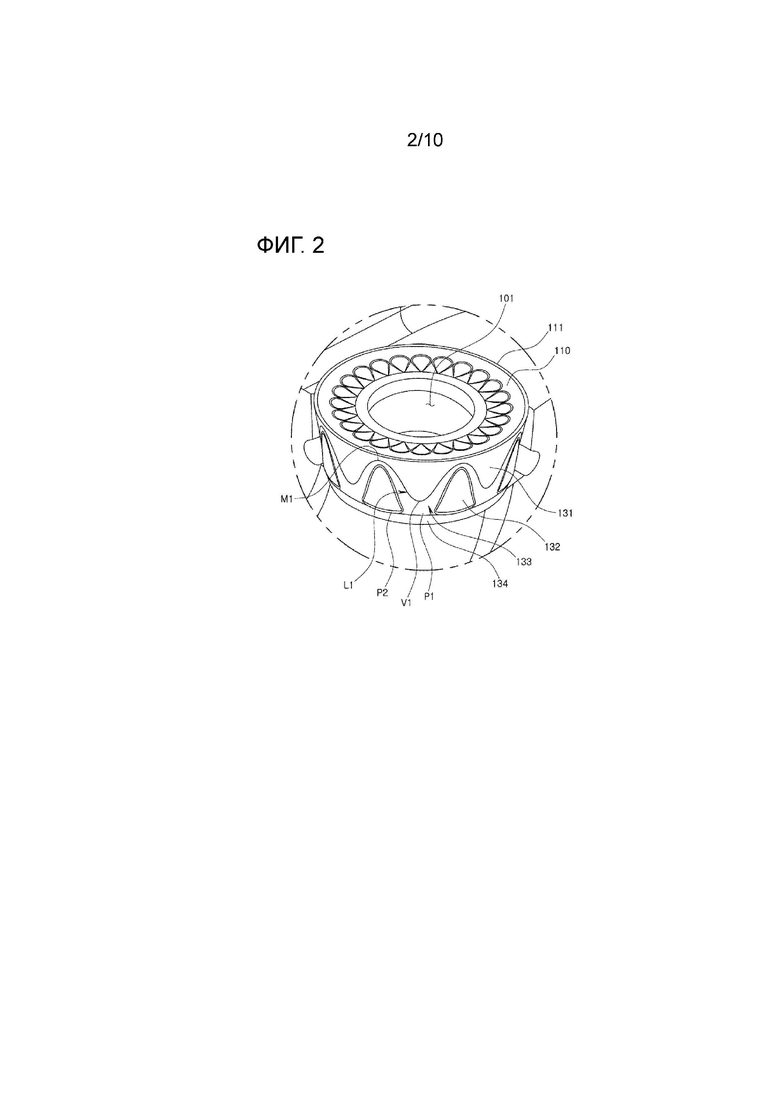
ФИГ.2 - увеличенный вид обведенного участка «A» сборного режущего инструмента с ФИГ.1;
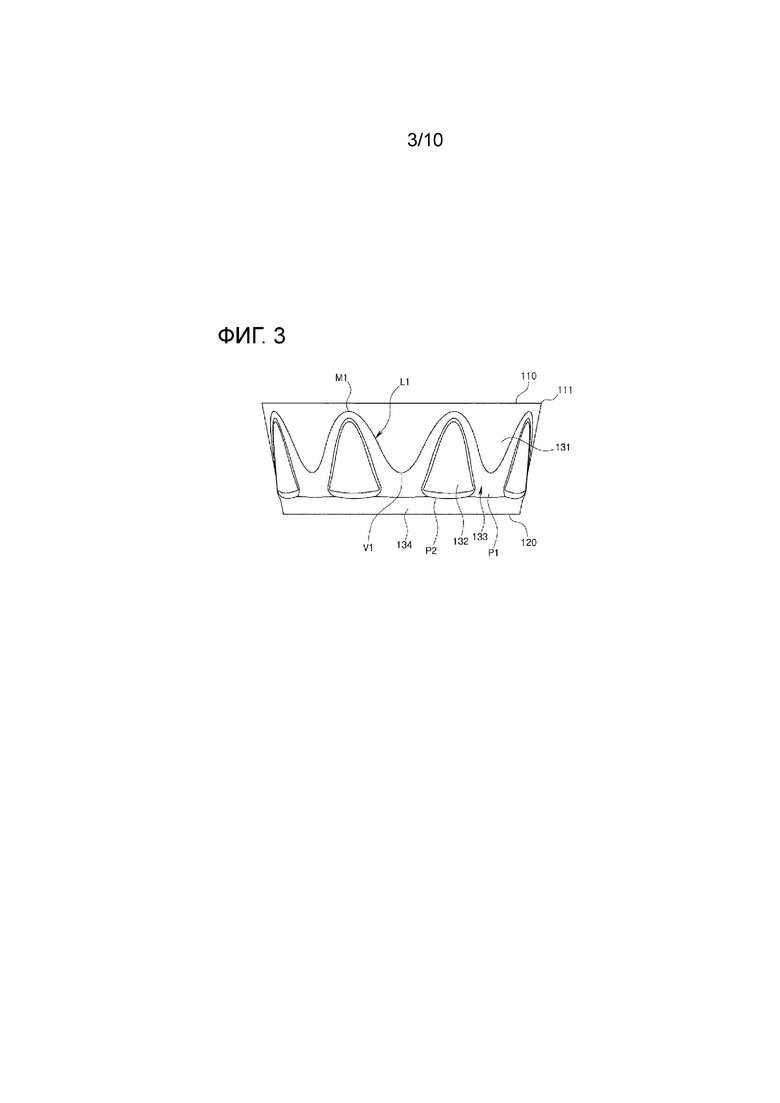
ФИГ.3 - вид сбоку режущей пластины с ФИГ.1;
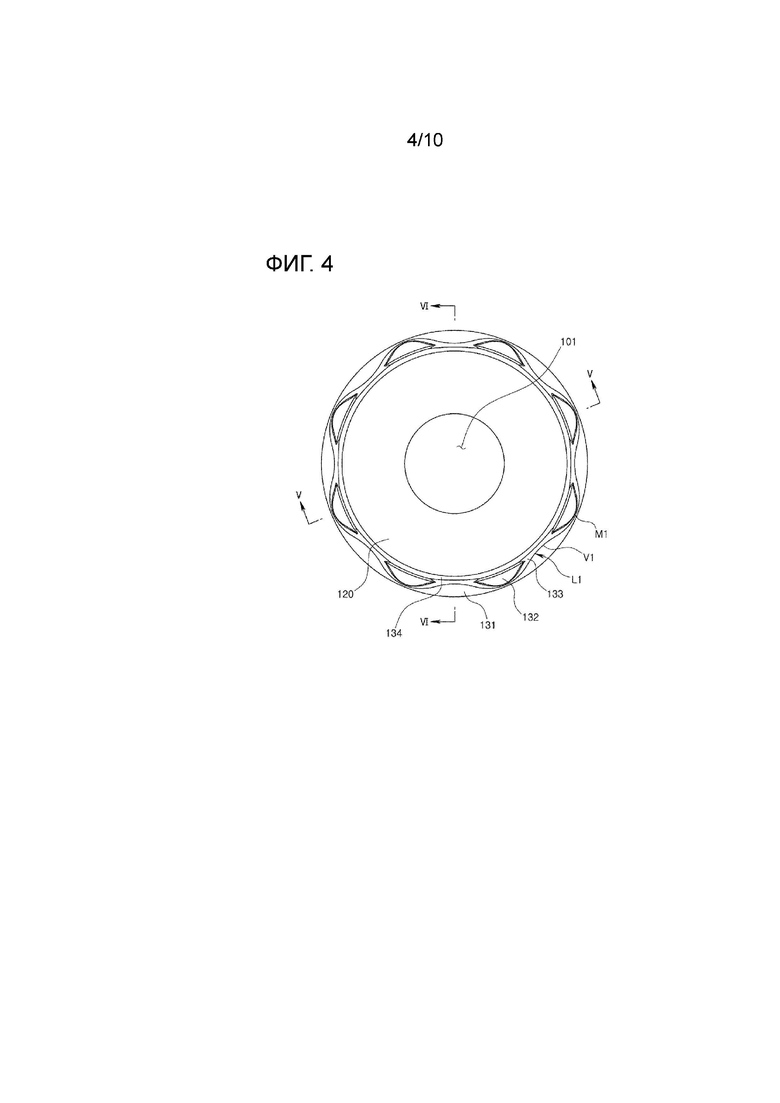
ФИГ.4 - вид снизу режущей пластины с ФИГ.1;
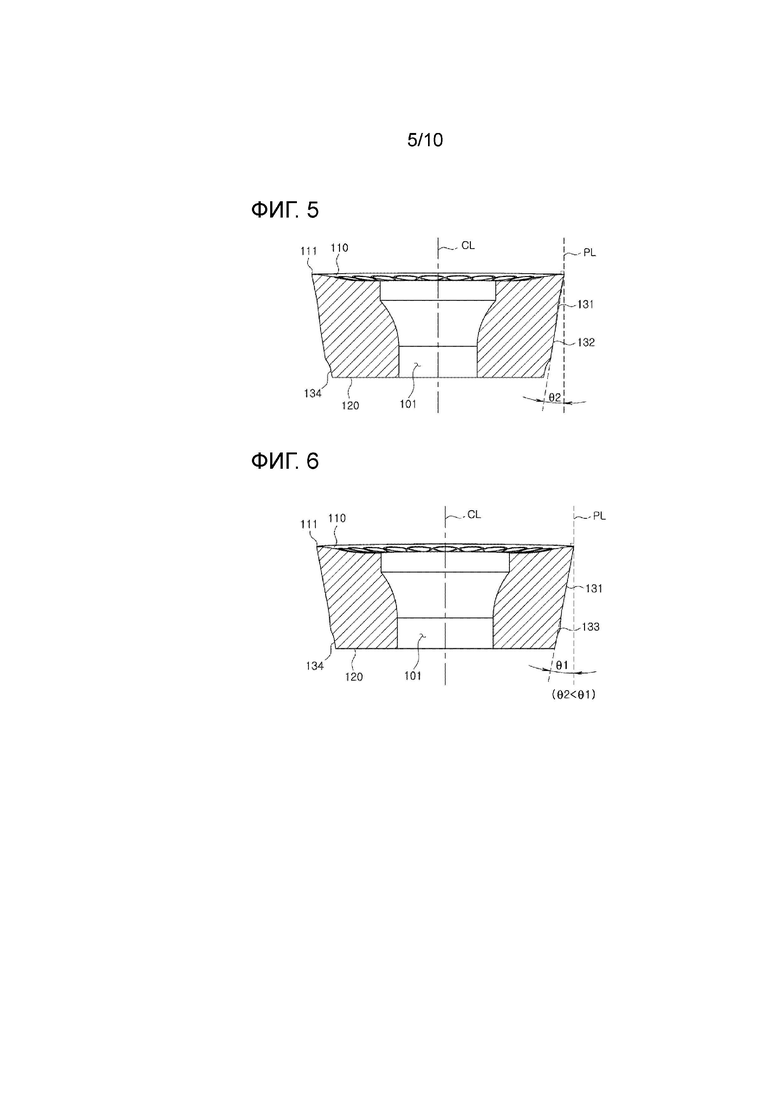
ФИГ.5 - вид в сечении по линии V-V с ФИГ.4;
ФИГ.6 - вид в сечении по линии VI-VI с ФИГ.4;
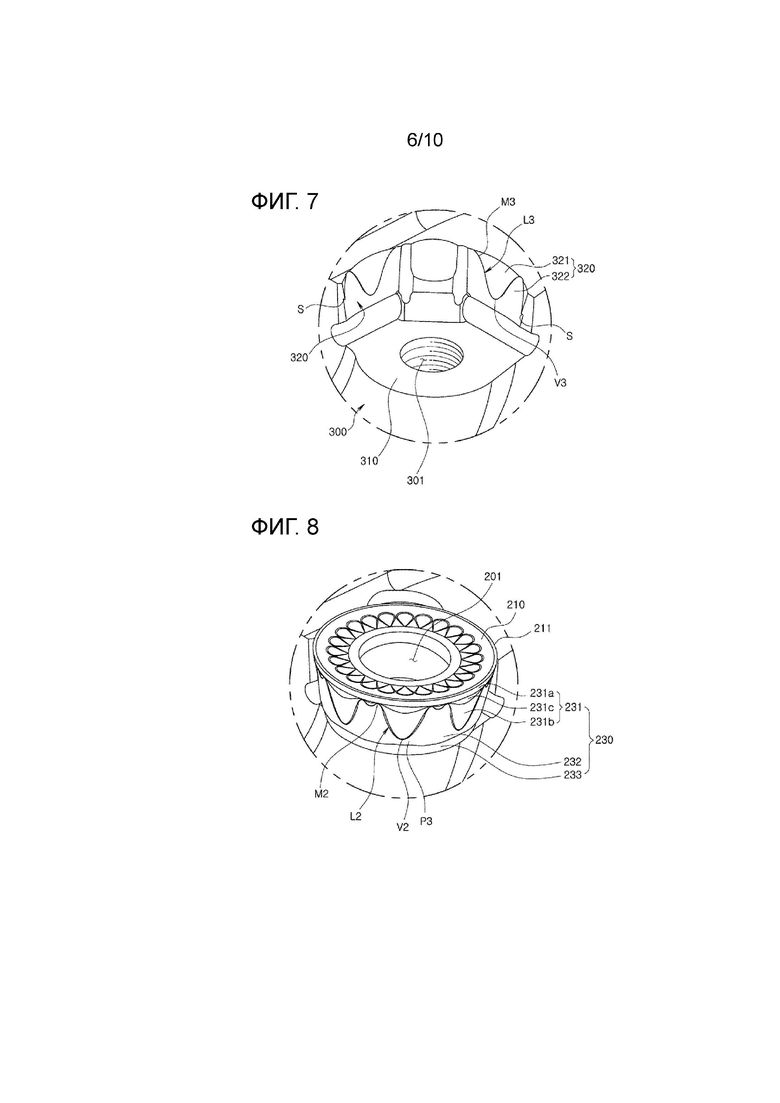
ФИГ.7 - вид только корпуса режущего инструмента после удаления режущей пластины из сборного режущего инструмента с ФИГ.2;
ФИГ.8 - увеличенный вид в перспективе, изображающий режущую пластину согласно еще одному приведенному в качестве примера варианту осуществления;
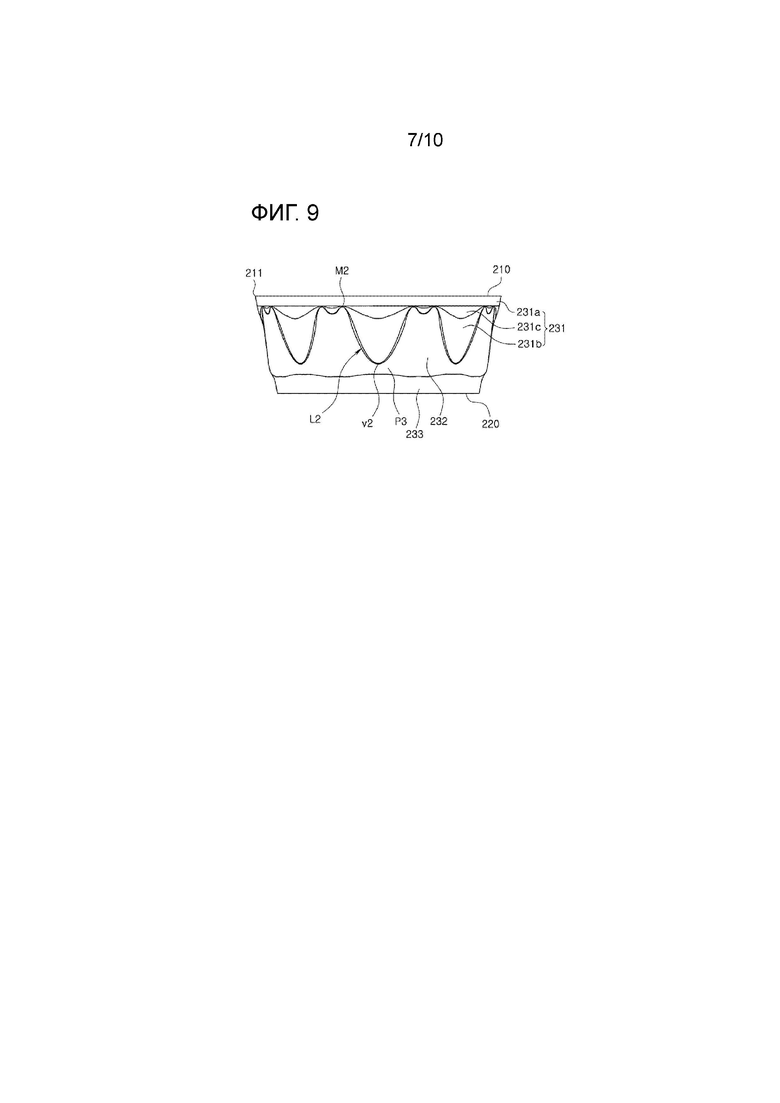
ФИГ.9 - вид сбоку режущей пластины с ФИГ.8;
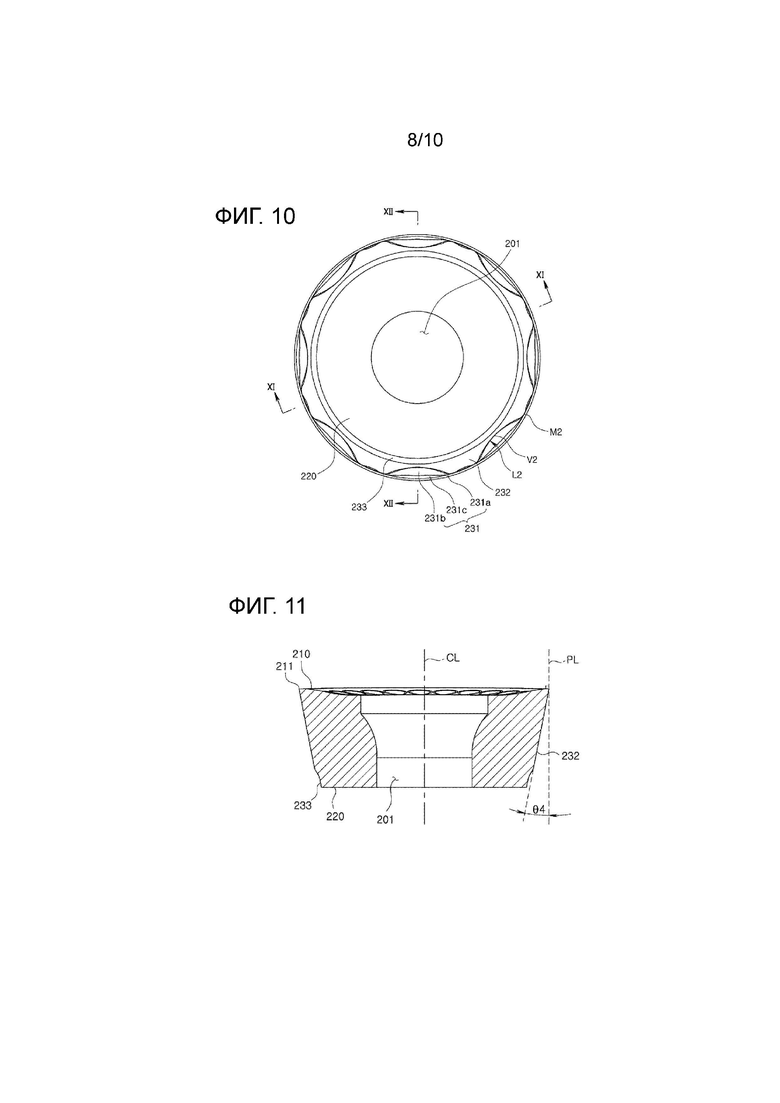
ФИГ.10 - вид снизу режущей пластины с ФИГ.8;
ФИГ.11 - вид в сечении по линии XI-XI с ФИГ.10;
ФИГ.12 - вид в сечении по линии XII-XII с ФИГ.10;
ФИГ.13 - вид сборного режущего инструмента из режущей пластины и корпуса режущего инструмента предшествующего уровня техники;
ФИГ.14 - продольный вид в сечении сборного режущего инструмента с ФИГ.13; и
ФИГ.15 - вид снизу режущей пластины с ФИГ.13.
Вариант изобретения
Приведенные в качестве примера варианты осуществления настоящего изобретения будут далее описаны подробно со ссылкой на сопровождающие чертежи, чтобы позволить специалистам в данной области техники легко работать с настоящим изобретением. Однако настоящее изобретение может быть осуществлено в нескольких различных формах и не ограничено конкретными вариантами осуществления, описанными здесь.
ФИГ.1 - вид в перспективе сборного режущего инструмента из режущей пластины и корпуса режущего инструмента согласно приведенному в качестве примера варианту осуществления, ФИГ.2 - увеличенный вид обведенного участка «A» сборного режущего инструмента с ФИГ.1, ФИГ.3 - вид сбоку режущей пластины с ФИГ.1, и ФИГ.4 - вид снизу режущей пластины с ФИГ.1.
ФИГ.5 - вид в сечении по линии V-V с ФИГ.4, и ФИГ.6 - вид в сечении по линии VI-VI с ФИГ.4.
Согласно приведенному в качестве примера варианту осуществления режущая пластина 100 включает в себя верхнюю поверхность 110, нижнюю поверхность 120 и участок 130 задней поверхности, как изображено на ФИГ.1-6.
Как изображено на ФИГ.1 и 2, верхняя поверхность 110 имеет круглую форму, и круглая режущая кромка 111 образована на ее периметре, в то же время гранича с участком 130 задней поверхности.
Нижняя поверхность 120 может иметь круглую форму, как изображено на ФИГ.4, и может быть параллельна верхней поверхности 110, как изображено на ФИГ.3. Дополнительно, как изображено на ФИГ.3 и 4, нижняя поверхность 120 может иметь внешний диаметр, который меньше внешнего диаметра верхней поверхности 110.
Как изображено на ФИГ.1-4, участок 130 задней поверхности может соединять верхнюю поверхность 110 с нижней поверхностью 120, и может принимать приблизительно форму усеченного конуса, который имеет больший внешний диаметр на стороне верхней поверхности 110, и меньший внешний диаметр на стороне нижней поверхности 120. Далее участок 130 задней поверхности будет описан более подробно со ссылкой на ФИГ.3-6.
Участок 130 задней поверхности может быть разделен на первую и вторую задние поверхности 131, 132 вдоль его окружности первой волнистой линией L1, которая образует волнообразную форму из впадин V1, обращенных к нижней поверхности 120, и вершин M1, обращенных к верхней поверхности 110. Соответственно, когда любая задняя поверхность (смотри 131) из первой и второй задних поверхностей 131, 132 имеет большой задний угол, посредством уменьшения заднего угла другой задней поверхности (смотри 132), равномерно расположенной между верхней поверхностью 110 и нижней поверхностью 120 режущей пластины 100, то есть посредством увеличения объема другой задней поверхности (смотри 132) до относительно большей величины жесткость режущей пластины 100 может быть сохранена.
Дополнительно, один конец первой задней поверхности 131 может соприкасаться с верхней поверхностью 110, и другой конец может быть обращен ко второй задней поверхности 132, и задний угол («θ1» на ФИГ.6) может быть задан бóльшим, чем задний угол («θ2» на ФИГ.5) (Следует отметить, что поскольку задний угол равен углу, противолежащему углу с воображаемой линией PL, когда воображаемая линия PL параллельна центральной линии CL, задний угол представлен противолежащим углом). То есть, как изображено на ФИГ.5 и 6, первая задняя поверхность 131 контактирует с верхней поверхностью 110, таким образом образуя задний угол круглой режущей кромки 111, и вторая задняя поверхность 132 образует меньший задний угол, чем первая задняя поверхность 131. Соответственно даже когда задний угол θ1 первой задней поверхности 131, образующей круглую режущую кромку 111, задан большим, жесткость режущей пластины 100 может быть сохранена посредством уменьшения заднего угла θ2 второй задней поверхности 132, равномерно расположенной между верхней поверхностью 110 и нижней поверхностью 120 режущей пластины 100, то есть посредством увеличения объема второй задней поверхности 132 до относительно большей величины. Дополнительно, как изображено на ФИГ.3, во время обработки заготовки (не изображена) поворот второй задней поверхности 132, равномерно расположенной между верхней поверхностью 110 и нижней поверхностью 120 режущей пластины 100 и продолжающейся по направлению к верхней поверхности 110 и нижней поверхности 120, предотвращается во второй ответной поверхности (смотри ʺ322ʺ на ФИГ.7), продолжающейся равномерно в вертикальном направлении ответного участка боковой поверхности (смотри ʺ320ʺ на ФИГ.7) корпуса режущего инструмента (смотри ʺ300ʺ на ФИГ.7), описанной ниже, так что поворот верхней половины и нижней половины режущей пластины 100 равномерно предотвращается. Соответственно в отличие от предшествующего уровня техники концентрация напряжения кручения на верхней половине режущей пластины 100, которая возникает в предшествующем уровне техники, может быть предотвращена. Дополнительно, как изображено на ФИГ.3, вторая задняя поверхность 132 имеет такую форму, что она расширяется по направлению к нижней поверхности 120 режущей пластины 100. Соответственно во время обработки заготовки вторая задняя поверхность 132 зафиксирована ступенчатой конструкцией (смотри ʺSʺ на ФИГ.7) первой и второй ответных поверхностей (смотри ʺ321ʺ, ʺ322ʺ на ФИГ.7), расположенных равномерно вдоль окружности ответного участка боковой поверхности (смотри ʺ320ʺ на ФИГ.7), так что явление подъема режущей пластины 100 в направлении верхней поверхности 110 предотвращается. То есть, поскольку вторая задняя поверхность 132 зафиксирована во второй ответной поверхности (смотри ʺ322ʺ на ФИГ.7) и зафиксирована в первой ответной поверхности (смотри ʺ321ʺ на ФИГ.7), явление подъема режущей пластины 100 по направлению к ее верхней поверхности 110 может быть предотвращено.
Дополнительно, как изображено на ФИГ.3, участок 130 задней поверхности может включать в себя третью заднюю поверхность 133, образованную между первой и второй задними поверхностями 131, 132 вдоль первой волнистой линии L1. Такая третья задняя поверхность 133 может иметь больший задний угол, чем задний угол θ1 первой задней поверхности 131 и задний угол θ2 второй задней поверхности. Конкретно, третья задняя поверхность 133 создает ступенчатую форму между первой и второй задними поверхностями 131, 132, так что во время крепления при помощи корпуса режущего инструмента (смотри ʺ300ʺ на ФИГ.7), описанной ниже, помимо ступенчатой конструкции посредством отличия задних углов первой и второй задних поверхностей 131, 132, описанных выше, ступенчатая конструкция посредством третьей задней поверхности 133 может дополнительно предотвратить поворот и подъем режущей пластины 100 посредством дополнительного усиления момента крепления при помощи корпуса режущего инструмента (смотри ʺ300ʺ на ФИГ.7).
Дополнительно, как изображено на ФИГ.3, посредством первого участка P1 третьей задней поверхности 133, расположенного во впадине V1, обращенной к нижней поверхности 120, вторая задняя поверхность 132 может быть разделена с обеих сторон. Соответственно, поскольку вторая задняя поверхность 132 может иметь форму сектора, который расширяется по направлению к нижней поверхности 120, и также может продолжаться дальше по направлению к нижней поверхности 120, момент крепления при помощи корпуса режущего инструмента (смотри ʺ300ʺ на ФИГ.7) может быть дополнительно усилен, так что поворот и подъем режущей пластины 100 может быть дополнительно предотвращен.
Дополнительно, как изображено на ФИГ.3, участок 130 задней поверхности, описанный выше, может включать в себя четвертую заднюю поверхность 134, образованную между вторым участком P2, который обращен к нижней поверхности 120 второй и третьей задних поверхностей 132, 133, и нижней поверхностью 120, чтобы обеспечить ступенчатый участок между вторым участком P2 и нижней поверхностью 120. Конкретно, как изображено на ФИГ.3, четвертая задняя поверхность 134 может быть образована так, что ее внешний диаметр меньше внешнего диаметра второго участка P2. Соответственно во время крепления режущей пластины 100 при помощи корпуса режущего инструмента (смотри ʺ300ʺ на ФИГ.7) четвертая задняя поверхность 134 может уменьшить воздействие со стороны корпуса режущего инструмента (смотри ʺ300ʺ на ФИГ.7).
Далее режущая пластина 200 согласно еще одному приведенному в качестве примера варианту осуществления будет описана со ссылкой на ФИГ.8-12.
ФИГ.8 - увеличенный вид в перспективе, изображающий режущую пластину согласно еще одному приведенному в качестве примера варианту осуществления, ФИГ.9 - вид сбоку режущей пластины с ФИГ.8, ФИГ.10 - вид снизу режущей пластины с ФИГ.8, ФИГ.11 - вид в сечении по линии XI-XI с ФИГ.10, и ФИГ.12 - вид в сечении по линии XII-XII с ФИГ.10.
Согласно еще одному приведенному в качестве примера варианту осуществления режущая пластина 200 включает в себя верхнюю поверхность 210, нижнюю поверхность 220 и участок 230 задней поверхности, как изображено на ФИГ.8-12.
Как изображено на ФИГ.8, верхняя поверхность 210 имеет круглую форму, в которой круглая режущая кромка 211 образована на ее периметре, в то же время гранича с участком 230 задней поверхности.
Как изображено на ФИГ 10, нижняя поверхность 220 может иметь круглую форму, и как изображено на ФИГ.9, может быть параллельна верхней поверхности 210. Дополнительно, как изображено на ФИГ.9 и 10, нижняя поверхность 220 может иметь меньший внешний диаметр, чем верхняя поверхность 210.
Как изображено на ФИГ.8-10, участок 230 задней поверхности соединяет верхнюю поверхность 210 с нижней поверхностью 220, и может иметь приблизительно форму усеченного конуса, имеющего больший внешний диаметр на стороне верхней поверхности 210 и меньший внешний диаметр на стороне нижней поверхности 220. Далее участок 230 задней поверхности будет описан более подробно со ссылкой на ФИГ.9-12.
Участок 230 задней поверхности может быть разделен на первую и вторую заднюю поверхность 231, 232 вдоль его окружности посредством второй волнистой линии L2, которая образует волнообразную форму из впадин V2, обращенных к нижней поверхности 220, и вершин М2, обращенных к верхней поверхности 210. Соответственно, когда любая задняя поверхность (смотри 231) из первой и второй задних поверхностей 231, 232 имеет большой задний угол, посредством уменьшения заднего угла другой задней поверхности (смотри 232), равномерно расположенной между верхней поверхностью 210 и нижней поверхностью 220, то есть посредством увеличения объема другой задней поверхности (смотри 232) до относительно большей величины жесткость режущей пластины 200 может быть сохранена.
Дополнительно, первая задняя поверхность 231 может включать в себя, вдоль ее окружности, первую главную заднюю поверхность 231a, образованную на одинаковом расстоянии от первой вспомогательной задней поверхности 231b, и первую вспомогательную заднюю поверхность 231b, образованную между первой главной задней поверхностью 231a и второй задней поверхностью 232. Конкретно, задний угол θ3 первой главной задней поверхности 231 относительно центральной линии CL, соединяющей центр верхней поверхности 210 с центром нижней поверхности 220, может быть задан бóльшим, чем задний угол θ4 второй задней поверхности 232. То есть, как изображено на ФИГ.11 и 12, первая главная задняя поверхность 231 может контактировать с верхней поверхностью 210, таким образом образуя задний угол круглой режущей кромки 211, и множество задних углов образуется в зависимости от заготовки (не изображена). Вторая задняя поверхность 232 образована так, что ее задний угол меньше заднего угла первой главной задней поверхности 231a. Соответственно, когда большой задний угол θ3 задан для первой главной задней поверхности 231a, образующей круглую режущую кромку 211, посредством уменьшения заднего угла θ4 второй задней поверхности 232, равномерно расположенной между верхней поверхностью 210 и нижней поверхностью 220 режущей пластины 200, то есть посредством увеличения объема второй задней поверхности 232 до относительно большей величины жесткость режущей пластины 200 может быть сохранена. Дополнительно, как изображено на ФИГ.9, во время обработки заготовки (не изображена) поворот второй задней поверхности 232, равномерно расположенной между верхней поверхностью 210 и нижней поверхностью 220 режущей пластины 200 и продолжающейся по направлению к верхней поверхности 210 и нижней [поверхности] 220, предотвращается во второй ответной поверхности (смотри ʺ322ʺ на ФИГ.7), продолжающейся равномерно в вертикальном направлении ответного участка боковой поверхности (смотри ʺ320ʺ на ФИГ.7) корпуса режущего инструмента (смотри ʺ300ʺ на ФИГ.7), описанного ниже, так что поворот верхней половины и нижней половины режущей пластины 200 равномерно предотвращается. Соответственно в отличие от предшествующего уровня техники концентрация напряжения кручения на верхней половине режущей пластины 200, которая возникает в предшествующем уровне техники, может быть предотвращена. Дополнительно, как изображено на ФИГ.9, вторая задняя поверхность 232 имеет такую форму, что она расширяется по направлению к нижней поверхности 220 режущей пластины 200. Соответственно во время обработки заготовки вторая задняя поверхность 232 зафиксирована ступенчатой конструкцией (смотри ʺSʺ на ФИГ.7) первой и второй ответных поверхностей (смотри ʺ321ʺ, ʺ322ʺ на ФИГ.7), расположенных равномерно вдоль окружности ответного участка боковой поверхности (смотри ʺ320ʺ на ФИГ.7), так что явление подъема режущей пластины 200 в направлении верхней поверхности 210 предотвращается. То есть, поскольку вторая задняя поверхность 232 зафиксирована во второй ответной поверхности (смотри ʺ322ʺ на ФИГ.7) и зафиксирована в первой ответной поверхности (смотри ʺ321ʺ на ФИГ.7), явление подъема режущей пластины 200 по направлению к ее верхней поверхности 210 может быть предотвращено.
Дополнительно, первая задняя поверхность 231, описанная выше, может включать в себя переходную поверхность 231c, образованную между первой главной задней поверхностью 231a и первой вспомогательной задней поверхностью 231b и имеющую больший задний угол θ5, чем задний угол θ3 первой главной задней поверхности 231a. Соответственно переходная поверхность 231c обеспечивает более разнообразные задние углы первой задней поверхности 231. Например, задний угол θ3 первой главной задней поверхности 231a может быть задан бóльшим, чем задний угол (не изображен) первой вспомогательной задней поверхности 231b, и меньшим, чем задний угол θ5 переходной поверхности 231c.
Дополнительно, как изображено на ФИГ.9, участок 230 задней поверхности, описанный выше, может включать в себя нижнюю заднюю поверхность 233, образованную между третьим участком P3, который обращен к нижней поверхности 220 второй задней поверхности 232, и нижней поверхностью 220, чтобы обеспечить ступенчатый участок между третьим участком P3 и нижней поверхностью 220. Конкретно, как изображено на ФИГ.9, нижняя задняя поверхность 234 может быть образована так, что ее внешний диаметр меньше, чем внешний диаметр третьего участка P3. Соответственно во время крепления режущей пластины 200 при помощи корпуса режущего инструмента (смотри ʺ300ʺ на ФИГ.7) нижняя задняя поверхность 234 может уменьшить воздействие со стороны корпуса режущего инструмента (смотри ʺ300ʺ на ФИГ.7).
Далее корпус режущего инструмента согласно приведенному в качестве примера варианту осуществления будет описана подробно со ссылкой на ФИГ.7.
ФИГ.7 изображает сборный режущий инструмент с ФИГ.2, из которого удалена режущая пластина.
Как изображено на ФИГ.7, корпус 300 режущего инструмента согласно приведенному в качестве примера варианту осуществления включает в себя ответный участок 310 нижней поверхности и ответный участок 320 боковой [поверхности].
Ответный участок 310 нижней поверхности расположен там, где нижняя поверхность 120 режущей пластины 100 опирается, и он может иметь ответную форму, как нижняя поверхность 120 режущей пластины 100. Дополнительно, ответный участок 310 нижней поверхности включает в себя резьбовое отверстие 301, образованное в местоположении, соответствующем сквозному отверстию 101 режущей пластины 100. Например, болт (не изображен), проходящий через сквозное отверстие 101, может быть закреплен при помощи резьбового отверстия 301.
Ответный участок 320 боковой поверхности расположен там, где участок 130 задней поверхности режущей пластины 100 опирается, и он может иметь форму, соответствующую участку 130 задней поверхности режущей пластины 100. То есть, как изображено на ФИГ.7, ответный участок 320 боковой поверхности может быть разделен на первую и вторую ответные поверхности 321, 322 вдоль его окружности посредством третьей волнистой линии L3, которая образует волнообразную форму из впадин V3, обращенных к ответному участку 310 нижней поверхности, и вершин M3, обращенных в противоположном направлении.
Дополнительно, как изображено на ФИГ.7, граничный участок S между первой и второй ответными поверхностями 321, 322 может иметь ступенчатую форму, и граничный участок на стороне первой ответной поверхности 321 может выступать дальше, чем граничный участок на стороне второй ответной поверхности 322. Соответственно, поскольку вторая задняя поверхность 132 режущей пластины 100 зафиксирована посредством граничного участка S между первой и второй ответными поверхностями 321, 322, как описано выше, поворот и подъем режущей пластины 100 могут быть предотвращены.
Далее сборный режущий инструмент согласно приведенному в качестве примера варианту осуществления будет описан вновь со ссылкой на ФИГ.2 и 7.
Сборный режущий инструмент согласно приведенному в качестве примера варианту осуществления включает в себя режущую пластину и корпус режущего инструмента согласно приведенному в качестве примера варианту осуществления, как изображено на ФИГ.2 и 7.
Как изображено на ФИГ.2 и 7, сборный режущий инструмент согласно приведенному в качестве примера варианту осуществления включает в себя режущую пластину 100 согласно приведенному в качестве примера варианту осуществления, описанному выше, и корпус 300 режущего инструмента согласно приведенному в качестве примера варианту осуществления, описанному выше.
Первая задняя поверхность 131 режущей пластины 100 расположена на первой ответной поверхности 321 корпуса 300 режущего инструмента, и вторая задняя поверхность 132 режущей пластины 100 расположена на второй ответной поверхность 322 корпуса 300 режущего инструмента. Более конкретно, когда граничный участок S между первой и второй ответными поверхностями 321, 322 имеет ступенчатую форму, и также когда граничный участок на стороне первой ответной поверхности 321 выступает дальше, чем граничный участок на стороне второй ответной поверхности 322, вторая задняя поверхность 132 может быть зафиксирована посредством граничного участка на стороне первой ответной поверхности 321, так что поворот и подъем режущей пластины 100 может быть предотвращен.
Далее сборный режущий инструмент согласно еще одному приведенному в качестве примера варианту осуществления будет описан вновь со ссылкой на ФИГ.7 и 8.
Сборный режущий инструмент согласно еще одному приведенному в качестве примера варианту осуществления включает в себя режущую пластину и корпус режущего инструмента согласно еще одному приведенному в качестве примера варианту осуществления, как изображено на ФИГ.7 и 8.
Как изображено на ФИГ.7 и 8, сборный режущий инструмент согласно еще одному приведенному в качестве примера варианту осуществления включает в себя режущую пластину 200 согласно еще одному приведенному в качестве примера варианту осуществления, описанному выше, и корпус 300 режущего инструмента согласно еще одному приведенному в качестве примера варианту осуществления, описанному выше.
Первая задняя поверхность 231 режущей пластины 200 расположена на первой ответной поверхности 321 корпуса 300 режущего инструмента, и вторая задняя поверхность 232 режущей пластины 200 расположена на второй ответной поверхности 322 корпуса 300 режущего инструмента. Более конкретно, когда граничный участок S между первой и второй ответными поверхностями 321, 322 имеет ступенчатую форму, и также когда граничный участок на стороне первой ответной поверхности 321 выступает дальше, чем граничный участок на стороне второй ответной поверхности 322, вторая задняя поверхность 232 может быть зафиксирована посредством граничного участка на стороне первой ответной поверхности 321, так что поворот и подъем режущей пластины 200 может быть предотвращен.
Режущая пластина, корпус режущего инструмента и сборный режущий инструмент согласно приведенным в качестве примера вариантам осуществления, описанным выше, могут обеспечивать следующие эффекты.
Согласно приведенным в качестве примера вариантам осуществления обеспечена техническая конфигурация, в которой участок 130 задней поверхности разделен на первую и вторую задние поверхности 131, 132 вдоль его окружности первой волнистой линией L1, которая образует волнообразную форму из впадин V1, обращенных к нижней поверхности 120, и вершин M1, обращенных к верхней поверхности 110. Соответственно, когда любая задняя поверхность (смотри 131) из первой и второй задних поверхностей 131, 132 имеет большой задний угол, посредством уменьшения заднего угла другой задней поверхности (смотри 132), равномерно расположенной между верхней поверхностью 110 и нижней поверхностью 120 режущей пластины 100, то есть посредством увеличения объема другой задней поверхности (смотри 132) до относительно большей величины жесткость режущей пластины 100 может быть сохранена.
Дополнительно, согласно приведенным в качестве примера вариантам осуществления обеспечена техническая конфигурация, в которой участок 130 задней поверхности режущей пластины 100 может быть разделен на первую и вторую задние поверхности 131, 132 ступенчато вдоль его окружности первой волнистой линией L1, которая образует волнообразную форму из впадин V1, обращенных к нижней поверхности 120, и вершин M1, обращенных к верхней поверхности 110, и в которой ответный участок 320 боковой поверхности корпуса 300 режущего инструмента может быть разделен на первую и вторую ответные поверхности 321, 322 ступенчато (смотри S) вдоль его окружности посредством третьей волнистой линии L3, которая образует волнообразную форму из впадин V1, обращенных к ответному участку 310, и вершин M1, обращенных в противоположном направлении. Соответственно во время обработки заготовки поворот первой или второй задней поверхности 131 или 132, равномерно расположенной между верхней поверхностью 110 и нижней поверхностью 120 режущей пластины 100 и продолжающейся по направлению к верхней поверхности 110 и нижней поверхности 120, предотвращается в первой или второй ответной поверхности (смотри ʺ321ʺ или ʺ322ʺ на ФИГ.7), продолжающейся равномерно в вертикальном направлении ответного участка 320 боковой поверхности, так что поворот верхней половины и нижней половины режущей пластины 100 равномерно предотвращается. Соответственно в отличие от предшествующего уровня техники явление того, что напряжение кручения сконцентрировано на верхней половине режущей пластины 100, может быть предотвращено.
Дополнительно, согласно приведенным в качестве примера вариантам осуществления обеспечена техническая конфигурация, в которой участок 130 задней поверхности режущей пластины 100 может быть разделен на первую и вторую задние поверхности 131, 132 ступенчато вдоль его окружности первой волнистой линией L1, которая образует волнообразную форму из впадин V1, обращенных к нижней поверхности 120, и вершин M1, обращенных к верхней поверхности 110, и в которой ответный участок 320 боковой поверхности корпуса 300 режущего инструмента может быть разделен на первую и вторую ответные поверхности 321, 322 ступенчато вдоль его окружности посредством третьей волнистой линии L3, которая образует волнообразную форму из впадин V1, обращенных к ответному участку 310, и вершин M1, обращенных в противоположном направлении. Соответственно во время обработки заготовки подъем первой или второй задней поверхности 131 или 132, равномерно расположенной вдоль окружности режущей пластины 100, в направлении верхней поверхности режущей пластины 100 предотвращается посредством первой или второй ответной поверхности 321 или 322, расположенной равномерно вдоль окружности ответного участка 320 боковой поверхности. То есть, поскольку первая или вторая задняя поверхность 131 или 132 зафиксирована в первой или второй ответной поверхности 321 или 322, явление того, что режущая пластина 100 поднимается в направлении верхней поверхности 110, может быть предотвращено.
Несмотря на то, что приведенные в качестве примера варианты осуществления описаны подробно выше, объем настоящего изобретения не ограничен, а различные изменения и измененные формы, использующие основную идею настоящего изобретения, как определено в последующей формуле изобретения, также входят в рамки объема настоящего изобретения.
Промышленная применимость
Настоящее изобретение относится к режущей пластине, корпусу режущего инструмента и сборному режущему инструменту и, следовательно, имеет промышленную применимость, поскольку оно применимо к обработке заготовки резанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА, КОРПУС ИНСТРУМЕНТА И ИХ УЗЕЛ | 2014 |
|
RU2650816C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ С УСТАНОВЛЕННОЙ В НЕМ ЭТОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 2018 |
|
RU2744729C1 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА С ВЫСОКОЙ СКОРОСТЬЮ ПОДАЧИ И РЕЖУЩИЙ ИНСТРУМЕНТ, СНАБЖЕННЫЙ ДАННОЙ ПЛАСТИНОЙ | 2016 |
|
RU2696986C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ, СНАБЖЕННЫЙ ДАННОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 2016 |
|
RU2685703C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2013 |
|
RU2584360C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ, СНАБЖЕННЫЙ ТАКОЙ ПЛАСТИНОЙ | 2020 |
|
RU2786272C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ С УСТАНОВЛЕННОЙ НА НЕМ РЕЖУЩЕЙ ПЛАСТИНОЙ | 2016 |
|
RU2703668C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ С УСТАНОВЛЕННОЙ НА НЕМ РЕЖУЩЕЙ ПЛАСТИНОЙ | 2021 |
|
RU2819955C1 |
| РЕЖУЩАЯ ВСТАВКА И РЕЖУЩИЙ ИНСТРУМЕНТ, НА КОТОРОМ УСТАНОВЛЕНА ЭТА РЕЖУЩАЯ ВСТАВКА | 2022 |
|
RU2833180C2 |
| РЕЖУЩАЯ ПЛАСТИНА И КОРПУС ИНСТРУМЕНТА ДЛЯ ЕЕ УСТАНОВКИ | 2015 |
|
RU2661682C2 |
Режущая пластина включает круглую верхнюю поверхность, круглую нижнюю поверхность и участок задней поверхности, соединяющий верхнюю поверхность и нижнюю поверхность. Участок задней поверхности разделен на первую и вторую задние поверхности вдоль его окружности первой волнистой линией, которая образует волнообразную форму из впадин, обращенных к нижней поверхности, и вершин, обращенных к верхней поверхности. Достигается повышение жесткости крепления режущей пластины независимо от заднего угла задней поверхности, которая образует круглую режущую кромку. 3 н. и 9 з.п. ф-лы, 15 ил.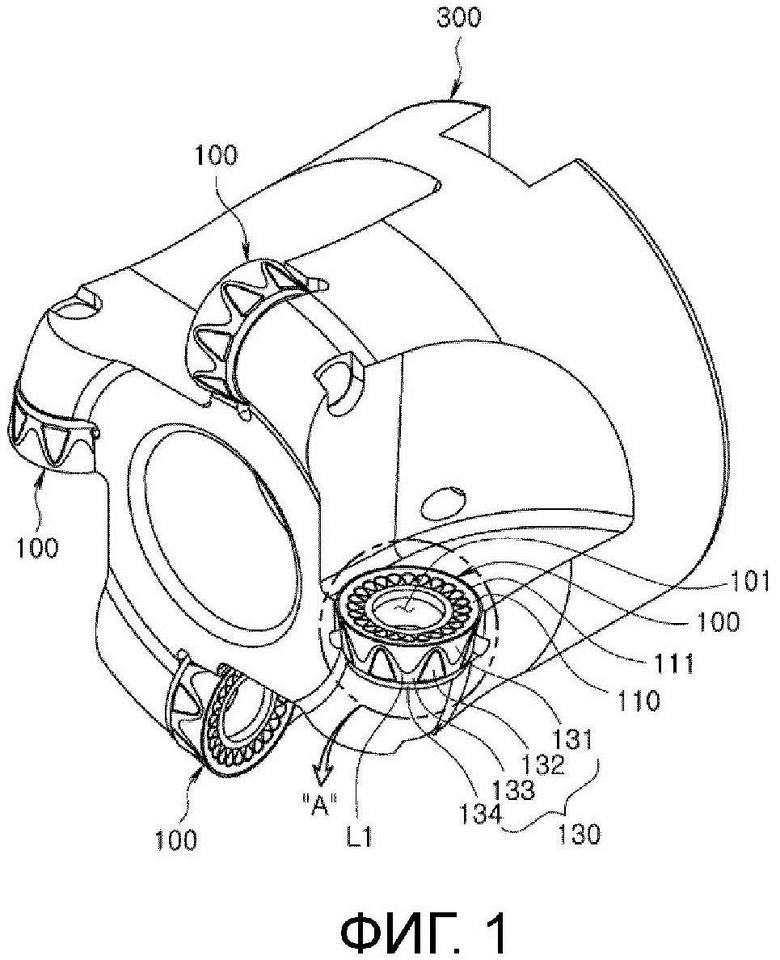
1. Режущая пластина, содержащая круглую верхнюю поверхность, круглую нижнюю поверхность и участок задней поверхности, соединяющий верхнюю поверхность и нижнюю поверхность, при этом
участок задней поверхности разделен на первую и вторую задние поверхности вдоль его окружности первой волнистой линией, которая образует волнообразную форму из впадин, обращенных к нижней поверхности, и вершин, обращенных к верхней поверхности, при этом
первая задняя поверхность образована так, что один ее конец касается верхней поверхности, а другой конец обращен ко второй задней поверхности, и
задний угол первой задней поверхности относительно центральной линии, которая соединяет центр верхней поверхности с центром нижней поверхности, выполнен больше, чем задний угол второй задней поверхности.
2. Режущая пластина по п.1, в которой участок задней поверхности дополнительно содержит третью заднюю поверхность, образованную между первой и второй задними поверхностями вдоль первой волнистой линии.
3. Режущая пластина по п.2, в которой вторая задняя поверхность разделена первым участком третьей задней поверхности, расположенным во впадинах.
4. Режущая пластина по п.3, в которой участок задней поверхности дополнительно содержит четвертую заднюю поверхность, образованную между нижней поверхностью и вторым участком второй и третьей задних поверхностей, который обращен к нижней поверхности с образованием ступенчатого участка между вторым участком задней поверхности и нижней поверхностью.
5. Режущая пластина по п.4, в которой четвертая задняя поверхность выполнена так, что ее внешний диаметр меньше внешнего диаметра второго участка задней поверхности.
6. Режущая пластина по п.1, в которой первая задняя поверхность содержит:
первую главную заднюю поверхность, образованную вдоль окружности первой задней поверхности на одинаковом расстоянии от верхней поверхности, и
первую вспомогательную заднюю поверхность, образованную между первой главной задней поверхностью и второй задней поверхностью.
7. Режущая пластина по п.6, в которой задний угол первой главной задней поверхности относительно центральной линии, соединяющей центр верхней поверхности с центром нижней поверхности, выполнен больше, чем задний угол второй задней поверхности.
8. Режущая пластина по п.7, в которой первая задняя поверхность дополнительно содержит переходную поверхность, образованную между первой главной задней поверхностью и первой вспомогательной задней поверхностью, и имеющую задний угол больше, чем задний угол первой главной задней поверхности.
9. Режущая пластина по п.7, в которой участок задней поверхности дополнительно содержит нижнюю заднюю поверхность, образованную между нижней поверхностью и третьим участком второй задней поверхности, который обращен к нижней поверхности с образованием ступенчатого участка между третьим участком и нижней поверхностью.
10. Режущая пластина по п.9, в которой нижняя задняя поверхность выполнена так, что ее внешний диаметр меньше внешнего диаметра третьего участка.
11. Корпус режущего инструмента, выполненный с возможностью установки режущей пластины по одному из пп.1-10 и содержащий участок нижней поверхности и участок боковой поверхности, ответные соответствующим поверхностям режущей пластины,
при этом ответный участок боковой поверхности разделен на первую и вторую ответные поверхности вдоль его окружности посредством третьей волнистой линии, которая образует волнообразную форму из впадин, обращенных к ответному участку нижней поверхности, и вершин, обращенных от ответного участка нижней поверхности, при этом граничный участок между первой и второй ответными поверхностями имеет ступенчатую форму, и со стороны первой ответной поверхности выступает над второй ответной поверхностью.
12. Сборный режущий инструмент, содержащий:
режущую пластину по любому из пп.1-10, и
корпус режущего инструмента, содержащий ответный участок нижней поверхности и ответный участок боковой поверхности, разделенный на первую и вторую ответные поверхности вдоль его окружности посредством третьей волнистой линии, которая образует волнообразную форму из впадин, обращенных к ответному участку нижней поверхности, и вершин, обращенных от ответного участка нижней поверхности,
при этом первая задняя поверхность расположена на первой ответной поверхности, а
вторая задняя поверхность расположена на второй ответной поверхности, при этом граничный участок между первой и второй ответными поверхностями имеет ступенчатую форму и со стороны первой ответной поверхности выступает над второй ответной поверхностью, причем вторая задняя поверхность зафиксирована посредством граничного участка относительно первой ответной поверхности.
| KR 1020040034752 A, 29.04.2004 | |||
| Режущий инструмент | 1979 |
|
SU804239A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1992 |
|
RU2011483C1 |
| КОПИРОВАЛЬНАЯ СБОРНАЯ ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2011 |
|
RU2459698C1 |

