ССЫЛКИ НА СМЕЖНЫЕ ИЗОБРЕТЕНИЯ
Настоящая заявка является частичным продолжением заявки на патент США № 12/614669, поданной 09 ноября 2009 г. и озаглавленной «Покрытия для хирургических игл и способы их нанесения», заявки на патент США № 12/614665, поданной 09 ноября 2009 г. и озаглавленной «Покрытия для хирургических игл и способы их нанесения», и заявки на патент США № 12/858481, поданной 18 августа 2010 г. и озаглавленной «Покрытия для хирургических игл и способы их нанесения», содержание которых полностью включено в настоящий документ путем ссылки.
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к медицинским устройствам с покрытием и к способам их производства.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Медицинские устройства с покрытием, которые многократно входят в контакт с тканями тела, такие как хирургические иглы, должны обладать хорошими смазывающими свойствами и при этом быть достаточно долговечными, чтобы выдержать множество контактов с тканью. Однако смазывающими свойствами покрытия нередко пренебрегают в пользу большей долговечности и лучшего сцепления с медицинским устройством. Имеется множество покрывающих материалов с отличными смазывающими свойствами, которые либо не обеспечивают хорошее сцепление с требуемыми подложками, либо слишком быстро сходят с подложки при использовании. Аналогичным образом, существует множество очень долговечных покрытий, смазывающие свойства которых не считаются высокими. Неоднократно предпринимались попытки найти покрывающие композиции и/или способы нанесения покрывающих композиций, которые бы одновременно обеспечивали долговечность и высокие смазывающие свойства. Соответственно настоящее изобретение решает обозначенную задачу путем предоставления покрывающих композиций и способов нанесения, которые одновременно обеспечивают долговечность и высокие смазывающие свойства, а также сокращают время изготовления.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложены способы и устройства для создания долговечного корпуса, структуры и/или медицинского устройства с высокими смазывающими свойствами. В одном примере варианта осуществления раскрыт способ нанесения покрытия на корпус, структуру и/или медицинское устройство, который может включать получение медицинского устройства и нанесение однослойного однородного покрытия толщиной в диапазоне от приблизительно 1 микрона до приблизительно 12 микрон по меньшей мере на часть поверхности медицинского устройства. Хотя однослойное однородное покрытие может включать множество компонентов, в ряде вариантов осуществления однослойное однородное покрытие может включать функционализированный винилом органополисилоксан и полидиметилсилоксан. Нанесение однослойного однородного покрытия на поверхность медицинского устройства может включать нанесение покрытия толщиной в диапазоне от приблизительно 1 микрона до приблизительно 3,5 микрон. В одном варианте осуществления поверхность медицинского устройства может включать грунтовочное покрытие, содержащее силикон. Однослойное однородное покрытие может быть нанесено распылением на поверхность медицинского устройства. Поверхность может представлять собой внешнюю поверхность, внутреннюю поверхность или некоторое сочетание внешней и внутренней поверхностей. В ряде вариантов осуществления однослойное однородное покрытие может отверждаться на поверхности медицинского устройства в течение времени в диапазоне от приблизительно 10 секунд до приблизительно 30 секунд.
Медицинское устройство может быть изготовлено из любого соответствующего материала, известного специалистам в данной области, включая без ограничений вольфрамовые сплавы, тугоплавкие сплавы, нержавеющую сталь, нитинол и тантал. Вольфрамовый сплав может представлять собой, например, вольфрам-рениевый сплав. В ряде вариантов осуществления нанесение однослойного однородного покрытия может включать подачу материала для однослойного однородного покрытия в растворителе с высоким давлением паров и низкой температурой кипения на поверхность медицинского устройства. Растворитель с высоким давлением паров и низкой температурой кипения может представлять собой, например, растворитель гидрофторэфира. Однослойное однородное покрытие может быть нанесено на любое известное специалистам в данной области медицинское устройство, и в ряде вариантов осуществления раскрываемый способ может включать получение удлиненного медицинского устройства, имеющего проникающую в ткань часть.
В других аспектах настоящего изобретения предложены устройства, и в одном примере варианта осуществления предложено устройство с покрытием, которое может включать подложку, причем по меньшей мере на часть подложки наносится покрывающая композиция, включающая функционализированный винилом органополисилоксан и полидиметилсилоксан. Наносимое покрытие может быть однослойным с толщиной в диапазоне от приблизительно 1 микрона до приблизительно 3,5 микрон. В ряде вариантов осуществления покрытие может предусматривать подачу материала покрытия на подложку в растворителе с высоким давлением паров и низкой температурой кипения, так что корпус обеспечивает по существу постоянное усилие для проникновения в течение более тридцати проходов корпуса через ткань. Устройство может быть изготовлено из любого соответствующего материала, известного специалистам в данной области, включая без ограничений вольфрамовые сплавы, тугоплавкие сплавы, нержавеющую сталь, нитинол и тантал. В ряде вариантов осуществления подложка может представлять собой медицинское устройство. Дополнительно покрытие включает функционализированный винилом органополисилоксан в количестве от приблизительно 10% вес. до приблизительно 90% вес. и полидиметилсилоксан в количестве от приблизительно 10% вес. до приблизительно 90% вес. Функционализированный винилом органополисилоксан может представлять собой, например, силикон Momentive®, код продукта MSC2631, выпускаемый компанией Momentive® Performance Materials, г. Уотерфорд, шт. Нью-Йорк.
В другом аспекте настоящего изобретения предложено медицинское устройство, которое может включать структуру и/или корпус и иметь на своей поверхности, например на внешней и/или внутренней поверхности корпуса, однослойное однородное покрытие, включающее силикон с высокими смазывающими свойствами. Корпус устройства может обеспечивать, например, по существу постоянное усилие для проникновения в течение более тридцати проходов корпуса устройства через ткань. В ряде вариантов осуществления однослойное однородное покрытие может состоять из функционализированного винилом органополисилоксана и полидиметилсилоксана. Корпус устройства может иметь множество известных специалистам в данной области конфигураций и может включать удлиненное тело, имеющее проникающую в ткань часть. Кроме того, медицинское устройство может быть сборным и включать множество компонентов и/или рабочих частей, и корпус может быть одним из множества компонентов и/или рабочих частей. На один или более, а в ряде случаев на все, из множества компонентов и/или рабочих частей может быть нанесено однослойное однородное покрытие.
В ряде вариантов осуществления однослойное однородное покрытие может быть выполнено с возможностью отверждения при температуре приблизительно 200°С под воздействием инфракрасного излучения с длиной волны в диапазоне от приблизительно 1,4 мкм до приблизительно 3,0 мкм. Однослойное однородное покрытие может также быть выполнено с возможностью отверждения в течение времени в диапазоне от приблизительно 1 секунды до приблизительно 60 секунд и/или в течение времени в диапазоне от приблизительно 10 секунд до приблизительно 30 секунд. В других вариантах осуществления однослойное однородное покрытие может быть выполнено с возможностью отверждения на поверхности корпуса в конвекционной печи в течение времени в диапазоне от приблизительно 1 часа до приблизительно 5 часов при температуре в диапазоне от приблизительно 60°С до приблизительно 180°С и/или в течение времени в диапазоне от приблизительно 2,5 часов до приблизительно 3,5 часов при температуре в диапазоне от приблизительно 100°С до приблизительно 140°С.
В дальнейших аспектах настоящего изобретения предложены способы нанесения покрытия на медицинское устройство, которые могут включать получение силиконового покрытия с высокими смазывающими свойствами, включающего растворитель с температурой кипения менее чем приблизительно 43°С. Способ также может включать нанесение силиконового покрытия с высокими смазывающими свойствами на медицинское устройство и отверждение силиконового покрытия с высокими смазывающими свойствами в течение времени в диапазоне от приблизительно 1 секунды до приблизительно 60 секунд. Растворитель может иметь давление паров, например, приблизительно 46,7 кПа (350 мм рт. ст.). Дополнительно отверждение силиконового покрытия с высокими смазывающими свойствами может включать отверждение покрытия при температуре приблизительно 200°С в течение времени в диапазоне от приблизительно 10 секунд до приблизительно 30 секунд под воздействием инфракрасного излучения с длиной волны в диапазоне от приблизительно 1,4 мкм до приблизительно 3,0 мкм. Хотя силиконовое покрытие с высокими смазывающими свойствами может быть получено из различных композиций, в одном варианте осуществления силиконовое покрытие с высокими смазывающими свойствами может включать однослойный однородный слой функционализированного винилом органополисилоксана и полидиметилсилоксана.
Принцип настоящего изобретения станет более понятным на примере следующего подробного описания в сочетании с сопроводительными иллюстрациями.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 представлен вид в перспективе одного примера варианта осуществления хирургической иглы.
На фиг.2 представлен вид сбоку ленты-носителя с закрепленными на ней хирургическими иглами для перемещения хирургических игл.
На фиг.3A представлен вид в перспективе одного примера варианта осуществления устройства вихревого нанесения покрытия для вихревого нанесения покрытия на хирургические иглы.
На фиг.3B представлен вид в перспективе другого примера варианта осуществления устройства вихревого нанесения покрытия для нанесения покрытия на подвешенные хирургические иглы.
На фиг.4A представлена блок-схема одного примера способа изготовления хирургических игл и нанесения на них двухслойного покрытия.
На фиг.4A представлена блок-схема одного примера способа изготовления хирургических игл и нанесения на них однослойного однородного покрытия.
На фиг.5 представлен график со сравнением усилия, требуемого для проведения через искусственную среду хирургической иглы с грунтовочным покрытием и без грунтовочного покрытия.
На фиг.6 представлен график со сравнением усилия, требуемого для проведения через искусственную среду хирургической иглы с покрытием, нанесенным вихревым способом, и с покрытием, нанесенным окунанием.
На фиг.7 представлен график со сравнением усилий, требуемых для двух различных покрывающих композиций и способов нанесения.
На фиг.8 представлен график со сравнением усилия, требуемого для проведения через искусственную среду хирургической иглы с покрытием, нанесенным вихревым способом, и покрытием, нанесенным окунанием.
На фиг.9 представлен график со сравнением усилий, требуемых для проведения через ткань человеческого анатомического материала хирургической иглы для трех различных покрывающих композиций и способов их нанесения.
На фиг.10 представлен график со сравнением усилий, требуемых для проведения через искусственную среду игл с однослойным однородным покрытием и с двухслойным покрытием.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Для более полного понимания конструкции, принципов работы, производства и использования устройств и способов, описанных в настоящем документе, ниже приводится описание отдельных примеров вариантов осуществления. Один или несколько примеров этих вариантов осуществления представлены на сопроводительных иллюстрациях. Специалисту в данной области будет понятно, что конкретные устройства и способы, описанные в настоящем документе и проиллюстрированные на сопроводительных фигурах, не являются ограничивающими примерами вариантов осуществления, а также что объем настоящего изобретения определяется только формулой изобретения. Особенности, проиллюстрированные или описанные применительно к одному примеру варианта осуществления, могут сочетаться с особенностями других вариантов осуществления. Предполагается, что объем настоящего изобретения охватывает такие модификации и изменения.
В настоящем изобретении в целом предложены новые медицинские устройства для использования при проведении хирургических процедур и способы изготовления новых медицинских устройств. В ряде вариантов осуществления новые медицинские устройства могут включать один или более корпусов, одну или более структур и/или узел компонентов и/или рабочих частей. В одном варианте осуществления новые медицинские устройства могут включать новые хирургические иглы, сохраняющие способность многократного проведения через ткань с малым усилием для проникновения. Более конкретно, новые хирургические иглы могут быть изготовлены с двумя или более различными слоями покрытия и/или покрытиями, которые одновременно обеспечивают долговечность и высокие смазывающие свойства хирургических игл для облегчения многократного повторного проведения иглы через ткань. В настоящем изобретении также предложены новые способы изготовления хирургических игл и подготовки и нанесения долговечных покрытий на хирургические иглы. Используемые в настоящем документе термины «слой покрытия» и «покрытие» считаются эквивалентными.
Хотя в рамках настоящего изобретения предполагается множество типов медицинских устройств и хирургических игл, в одном варианте осуществления предлагается биосовместимая хирургическая игла, имеющая нанесенное на нее однослойное однородное покрытие, так что покрытие одновременно является долговечным и обладает высокими смазывающими свойствами. Однослойное однородное покрытие может быть нанесено на внешнюю и/или внутреннюю поверхность медицинского устройства, а также может быть нанесено на одну или более частей внешней и/или внутренней поверхности устройства. Однослойное однородное покрытие может представлять собой частичное и/или несплошное покрытие на внешней и/или внутренней поверхности или может быть нанесено на всю внешнюю и/или внутреннюю поверхность. В другом варианте осуществления хирургическая игла может иметь два или более последовательно нанесенных на нее различных покрытий. Нижнее покрытие можно нанести на иглу для обеспечения долговечности отличного от него верхнего покрытия, наносимого для придания смазывающих свойств. Нижнее покрытие также может обладать смазывающими свойствами для повышения смазывающих свойств верхнего покрытия. В ряде вариантов осуществления в однослойном однородном покрытии может пройти поперечная сшивка, и/или нижнее и верхнее покрытия могут взаимодействовать между собой, например, путем поперечной сшивки или посредством одного или более иных механизмов связывания. Благодаря связыванию между нижним покрытием и верхним покрытием нижнее покрытие удерживает верхнее покрытие на поверхности хирургической иглы. Таким образом, нижнее покрытие может способствовать предотвращению износа и/или стирания верхнего покрытия после многократного проведения иглы через ткань. В других вариантах осуществления каждое из нижнего покрытия и/или верхнего покрытия может быть поперечно-сшитым внутри себя. Взаимодействие между компонентами внутри однослойного однородного покрытия и/или между долговечным нижним покрытием и обладающим высокими смазывающими свойствами верхним покрытием помогает поддерживать высокие смазывающие свойства хирургической иглы, так что ее можно многократно и стабильно проводить через ткань с минимальными усилиями.
В зависимости от хирургического применения и состава хирургической иглы на хирургическую иглу можно наносить любое число покрытий. Например, в другом варианте осуществления перед нанесением однослойного однородного покрытия и/или перед нанесением нижнего и верхнего покрытий на хирургическую иглу может быть нанесено грунтовочное покрытие. Грунтовочное покрытие может отличаться от однослойного однородного покрытия или от нижнего и верхнего покрытий и может связываться с поверхностью хирургической иглы для обеспечения соответствующей и надежной поверхности для нанесения нижнего покрытия. В свою очередь, однослойное однородное покрытие и/или нижнее покрытие может связываться с грунтовочным покрытием, так что грунтовочное покрытие надежно удерживает однослойное однородное покрытие или нижнее покрытие на хирургической игле.
В настоящем изобретении также предложены новые способы нанесения покрытий на различные медицинские устройства, такие как хирургические иглы. В ряде вариантов осуществления на хирургическую иглу можно нанести распылением одно или более покрытий для обеспечения однородности распределения. Например, для нанесения однослойного однородного покрытия или последовательного нанесения каждого из верхнего и нижнего покрытий может использоваться устройство распылительного нанесения покрытия с двумя распылительными форсунками, направленными друг на друга. Одна или более хирургических игл могут быть проведены между двумя форсунками, распыляющими материал покрытия. Подобная конфигурация позволяет получить однородное распределение покрытия на хирургической игле и сводит к минимуму риск образования скоплений и/или капель материала покрытия. Таким способом можно наносить многослойные покрытия, и перед и/или после нанесения каждого покрытия игла может выдерживаться для отверждения нанесенного материала в течение времени, достаточного для схватывания и связывания покрытия(ий). Как более подробно обсуждается ниже, новые комбинации растворителей и материалов покрытия могут позволить существенно сократить продолжительность отверждения по сравнению со способами, известными специалистам в данной области.
Примеры хирургических игл предусматриваемых в настоящей заявке типов могут, в общем, применяться для проведения любых хирургических процедур, как уже известных, так и тех, что будут разработаны в будущем. Хирургические иглы выполнены с возможностью проникать и проходить через ткань любого типа, включая любой тип ткани млекопитающего, включая мягкие и твердые ткани и обызвествленные ткани, и могут применяться для наложения швов для закрытия разреза или раны, проведения шовной нити или иного материала через ткань и/или просто создания отверстия в ткани. Специалист в данной области сможет оценить широту спектра возможных применений хирургических игл, описываемых в настоящем документе.
Примеры хирургических игл, в общем, могут включать удлиненный элемент с проникающим в ткань наконечником на его дистальном конце для прохождения иглы через ткань. Проникающий в ткань наконечник может быть заострен и остро заточен или притуплен, как того требует конкретная хирургическая процедура. В ряде вариантов осуществления хирургическая игла может также включать находящийся на проксимальном конце удлиненного элемента участок для закрепления нити, обеспечивающий прикрепление и удержание нити. Хирургическая игла может иметь любую известную специалистам геометрию, включая прямую, сужающуюся колющую, сужающуюся режущую, с режущей кромкой, штыковидную, изогнутую, круговую и т.д. Кроме того, хирургическая игла может иметь сечение любой формы, включая без ограничений тело круглого сечения, тело прямоугольного сечения, тело квадратного сечения, тело овального сечения и тело двутаврового сечения. Специалист в данной области сможет оценить различные комбинации формы и сечения для конкретной иглы.
В процессе производства хирургические иглы могут иметь прямую и/или крюковидную часть для захвата, облегчающую нанесение покрытий на иглу. Для удержания иглы в процессе изготовления, нанесения покрытия и его отверждения может использоваться конвейерный механизм и/или лента-носитель, фиксирующие иглу за часть для захвата в процессе изготовления иглы и/или перемещения ее через устройство для нанесения покрытия и/или устройство для отверждения материала покрытия. Возможный вариант ленты-носителя 20 для использования с хирургическими иглами 24 показан на фиг.2. Лента-носитель 20 включает различные фиксаторы 22 для удержания на себе изогнутых хирургических игл 24. Это позволяет в процессе нанесения и/или отверждения покрытия перемещать хирургические иглы 24 с помощью механизма конвейерного типа.
Один пример варианта осуществления хирургической иглы показан на фиг.1. Как показано на фигуре, хирургическая игла 10 имеет изогнутое удлиненное тело 16 со сформированным на его дистальном конце проникающим в ткань наконечником 12. Наконечник 12 имеет круглое сечение и заканчивается острием, обеспечивающим прохождение через ткань. Изогнутое удлиненное тело 16 проходит от наконечника 12 до участка для закрепления нити (не показан) и имеет форму дуги и уплощенное сечение прямоугольной формы. Хотя хирургическая игла 10 может иметь любые требуемые относительные размеры, в показанном варианте осуществления ширина W иглы 10 составляет порядка высоты H иглы 10. Участок для закрепления нити может иметь любую необходимую форму, обеспечивающую прикрепление и удержание нити.
Примеры хирургических игл могут быть изготовлены из любого соответствующего биосовместимого материала, известного специалистам в данной области. В ряде вариантов осуществления хирургическая игла может быть изготовлена из металлического сплава, включая без ограничений титан, нержавеющую сталь, такую как нержавеющая сталь марки 420, нержавеющая сталь марки 455, сплав для изготовления игл ETHALLOY® и нержавеющая сталь марки 302, тугоплавкие сплавы, нитинол, тантал, а также различные иные известные специалистам материалы и сплавы. В других вариантах осуществления хирургические иглы могут быть изготовлены из вольфрам-рениевого сплава. Использование вольфрам-рениевого сплава для изготовления хирургических игл позволяет получить иглы с большей жесткостью, прочностью и пластичностью, чем при использовании некоторых других материалов. Повышенные жесткость и прочность позволяют игле оставаться устойчивой к упругому деформированию и тем самым сопротивляться изгибу и пружинению при прокалывании плотных тканей, например обызвествленных тканей. Повышенная пластичность защищает иглу от поломки при ее изгибе или искривлении хирургом. В состав любого сплава для изготовления игл может входить некоторое количество одного или более из следующих металлов: никель, кобальт, хром, молибден, вольфрам, рений, ниобий и т.д. Примеры игл и способов изготовления игл и лент-носителей можно найти в заявке на патент США № 6018860 «Процесс изготовления сверленных сужающихся колющих хирургических игл», который полностью включен в настоящую заявку путем ссылки.
В некоторых вариантах осуществления для получения примеров хирургических игл в соответствии с настоящим изобретением, имеющих долговечную поверхность с высокими смазывающими свойствами для многократного проведения иглы через ткань, может использоваться два или более различных покрытия. В одном примере варианта осуществления может использоваться наносимое на внешнюю поверхность хирургической иглы нижнее покрытие, обеспечивающее долговечность верхнего покрытия, наносимого на нижнее покрытие и обеспечивающего смазывающие свойства. Нижнее покрытие предпочтительно связывается с верхним покрытием и тем самым предотвращает и/или снижает износ покрытия, связанный с многократным проникновением в ткань и проведением иглы через нее. В ряде вариантов осуществления перед нанесением нижнего покрытия дополнительно можно нанести грунтовочное покрытие. Грунтовочное покрытие может быть связано с поверхностью хирургической иглы и формировать поверхность, с которой может затем связаться нижнее покрытие. Такое грунтовочное покрытие может дополнительно повысить стойкость к износу для нижнего и верхнего покрытий.
Нижнее покрытие может включать, например, композицию на силиконовой основе, характеризуемую как функционализированный винилом органополисилоксан. Раствор для нанесения нижнего покрытия включает функционализированный винилом органополисилоксан, перекрестносшивающий агент - полиметилводородсилоксановую жидкость, а также необязательно катализатор, такой как стандартный металлический катализатор, такой как платина или олово. Органополисилоксановый полимер для нижнего покрытия может представлять собой, например, силикон Momentive®, код продукта № MSC2631, выпускаемый компанией Momentive® Performance Materials, г. Уотерфорд, шт. Нью-Йорк. Более подробную информацию о композиции MSC2631 можно найти в ее паспорте безопасности, предоставляемом производителем.
Нижнее покрытие может быть приготовлено с использованием любого известного специалистам в данной области растворителя с высоким давлением паров и низкой температурой кипения. В ряде вариантов осуществления в качестве растворителя может использоваться гидрофторэфир («HFE») (например, растворитель HFE 72-DE, выпускаемый компанией 3M®, г. Сент-Пол, шт. Миннесота). Растворитель гидрофторэфира играет роль носителя для силиконовой композиции. Он быстро испаряется из композиции при окружающих условиях, тем самым ограничивая подвижность других компонентов композиции и резко сокращая продолжительность отверждения композиции. Кроме того, растворитель гидрофторэфира испаряется без остатка. Он соответствует требованиям безопасности и охраны здоровья и экологически безопасен. Как определят специалисты в данной области, в целях настоящего изобретения может использоваться любой должным образом выбранный растворитель, включая без ограничений гидрофторэфиры, ксилол, гептан, IsoPar K (Dow Corning), нафталин, толуол и фторуглеводороды.
Кроме того, в нижнее покрытие могут также быть добавлены катализатор и перекрестносшивающий агент. Например, при подготовке нижнего покрытия в качестве катализатора и перекрестносшивающего агента могут быть добавлены платиновый катализатор Momentive®, код продукта № SS8010 («катализатор»), и перекрестносшивающий агент Momentive®, код продукта № SS4300 («перекрестносшивающий агент»), которые оба выпускаются компанией Momentive® Performance Materials, г. Уотерфорд, шт. Нью-Йорк. Как определят специалисты в данной области, могут использоваться любые должным образом выбранные катализаторы и перекрестносшивающие агенты, включая без ограничений другие перекрестносшивающие агенты, содержащие кремний-водородный фрагмент. Другие возможные катализаторы включают стандартные металлические катализаторы, такие как олово.
Для получения примера нижнего покрытия 27,57% вес. силиконового полимера для нижнего покрытия, например, функционализированного винилом органополисилоксана, могут быть добавлены к 72,27% вес. растворителя гидрофторэфира с последующим перемешиванием и/или встряхиванием в течение соответствующего времени, например, в течение приблизительно пяти минут. Затем в смесь может быть добавлен катализатор в количестве 0,02% вес. и перекрестносшивающий агент в количестве 0,14% вес. Полученную смесь дополнительно перемешивают в течение еще нескольких минут для получения однородной композиции, например, в течение еще приблизительно одной-двух минут. Например, для получения образца нижнего покрытия весом 48,43 г можно смешать 13,35 г силиконового полимера для нижнего покрытия, 35,00 г растворителя гидрофторэфира, 0,012 г катализатора и 0,068 г перекрестносшивающего агента.
На хирургическую иглу можно нанести верхнее покрытие. В ряде вариантов осуществления верхнее покрытие может включать композицию на силиконовой основе, характеризуемую как полидиметилсилоксан с концевыми гидроксильными группами. Полидиметилсилоксан с концевыми гидроксильными группами, в общем, включает диметилсилоксан с концевыми гидроксильными группами, метилводородный силоксан и следовые количества ряда других силоксанов. Полидиметилсилоксан с концевыми гидроксильными группами может представлять собой, например, силикон NuSil® Technologies, продукт № MED4162, выпускаемый компанией NuSil® Technologies, г. Карпентария, Калифорния, который представляет собой дисперсию, содержащую 30% силиконовых частиц в 70% жидкого ксилолового носителя.
Верхнее покрытие может быть приготовлено с использованием растворителя, например, растворителя гидрофторэфира или любого иного совместимого летучего растворителя. Для получения примера верхнего покрытия 26% вес. силиконового полимера для верхнего покрытия могут быть добавлены к 74% вес. растворителя гидрофторэфира. Например, для получения образца верхнего покрытия весом 50 г можно смешать 13,00 г силиконового полимера для верхнего покрытия и 37,00 г растворителя гидрофторэфира.
В ряде вариантов осуществления перед нанесением нижнего покрытия на хирургическое устройство можно дополнительно нанести грунтовочное покрытие. Грунтовочное покрытие может иметь любой состав, способный к связыванию с поверхностью хирургической иглы и созданию соответствующей подложки для нанесения нижнего покрытия. В одном варианте осуществления грунтовочное покрытие может быть получено, например, из полиалкилсилоксана и тетраэтилсиликата. Грунтовочное покрытие на основе полиалкилсилоксана и тетраэтилсиликата может быть подготовлено для нанесения на трудные для образования связи подложки, такие как, например, вольфрам-рениевые сплавы.
Одним примером грунтовочного покрытия на основе полиалкилсилоксана и тетраэтилсиликата является грунтовка Momentive®, продукт № SS4044P («грунтовка SS4044P»), выпускаемая компанией Momentive® Performance Materials, г. Уотерфорд, Нью-Йорк. Грунтовка Momentive® SS4044P может включать 10-30% вес. ацетона, 1-5% вес. бутанола, 10-30% вес. смеси изомеров ксилола, 5-10% вес. этилбензола, 10-30% вес. 2-пропанола, 1-5% вес. тетраэтилсиликата и 10-30% вес. полиалкилсилоксана. Более подробную информацию о составе грунтовки SS4044P можно найти в ее паспорте безопасности, предоставляемом производителем.
В общем, как отмечалось выше, грунтовочное покрытие может ковалентно связываться с хирургической иглой для создания подложки, на которую затем можно наносить другие покрытия. Нижнее покрытие можно нанести поверх грунтовочного покрытия. Поскольку верхнее покрытие наносится поверх нижнего покрытия, нижнее покрытие образует связь с верхним покрытием для обеспечения долговечности верхнего покрытия. По существу, образование связи между грунтовочным покрытием и хирургической иглой фиксирует два других покрытия на поверхности иглы. Образование связи между нижним покрытием и как грунтовочным покрытием, так и верхним покрытием фиксирует верхнее покрытие на грунтовочном покрытии и тем самым на поверхности хирургической иглы, повышая долговечность верхнего покрытия.
Покрытия в целом можно наносить любой требуемой толщины. Толщина отдельных слоев покрытия и всего покрытия в целом должна быть достаточной для эффективного обеспечения требуемых характеристик. Например, грунтовочное покрытие можно нанести с толщиной в диапазоне от приблизительно 0,01 мкм до приблизительно 1 мкм. Нижнее покрытие и верхнее покрытие могут быть нанесены с толщиной в диапазоне от приблизительно 1 мкм до приблизительно 7 мкм. В примере варианта осуществления верхнее покрытие может иметь толщину, которая по меньшей мере приблизительно на 50% меньше толщины нижнего покрытия. Специалист в данной области определит, что толщины покрытий могут варьироваться в зависимости от конкретного применения.
В другом варианте осуществления на медицинское устройство, такое как хирургическая игла, может быть нанесено однослойное однородное долговечное покрытие с высокими смазывающими свойствами, состоящее в целом из сочетания функционализированного винилом органополисилоксана, например, силикона Momentive®, код продукта № MSC2631, выпускаемого компанией Momentive® Performance Materials, г. Уотерфорд, шт. Нью-Йорк, и полидиметилсилоксана с концевыми гидроксильными группами, например, NuSil® Technologies Silicone, продукт № MED4162, выпускаемого компанией NuSil® Technologies, г. Карпентария, шт. Калифорния, в котором также может присутствовать перекрестносшивающий агент или катализатор. Однослойное однородное покрытие может представлять собой однородную смесь функционализированного винилом органополисилоксана и полидиметилсилоксана с концевыми гидроксильными группами, при нанесении которой на поверхность хирургической иглы образуется однослойное однородное покрытие. Например, в ряде вариантов осуществления однослойное однородное покрытие может представлять собой смесь описанных выше верхнего и нижнего покрытий. В других вариантах осуществления оно может представлять собой сочетание указанных в настоящем документе материалов, обеспечивающих долговечность и высокие смазывающие свойства. Однослойное однородное покрытие может быть нанесено на поверхность медицинского устройства за одну операцию, и в ряде вариантов осуществления однослойное однородное покрытие может быть приготовлено из взятых в различных соотношениях верхнего и нижнего покрытий, описанных выше. Однослойное однородное покрытие может быть нанесено непосредственно на поверхность медицинского устройства и быть единственным покрытием, наносимым на медицинское устройство, так что на его поверхности образуется только один покрывающий слой.
Для подготовки примера композиции однослойного однородного покрытия в высоковязком растворителе могут быть приготовлены различные количества функционализированного винилом органополисилоксана и полидиметилсилоксана с концевыми гидроксильными группами с необязательным добавлением катализатора и перекрестносшивающего агента. В целом функционализированный винилом органополисилоксан может быть введен в композицию в количестве в диапазоне от приблизительно 2% вес. до приблизительно 25% вес. и более предпочтительно в диапазоне от приблизительно 9% вес. до приблизительно 19% вес. Аналогичным образом, полидиметилсилоксан с концевыми гидроксильными группами может быть введен в композицию в количестве в диапазоне от приблизительно 2% вес. до приблизительно 25% вес. и более предпочтительно в диапазоне от приблизительно 9% вес. до приблизительно 19% вес. Растворитель с высоким давлением паров и низкой температурой кипения, такой как растворитель гидрофторэфира, может быть введен в композицию в количестве в диапазоне от приблизительно 65% вес. до приблизительно 85% вес., и более предпочтительно в количестве в диапазоне от приблизительно 70% вес. до приблизительно 80% вес. В ряде вариантов осуществления в композицию дополнительно могут вводиться катализатор и перекрестносшивающий агент. Например, катализатор, такой как платиновый катализатор Momentive®, код продукта № SS8010, может быть введен в количестве в диапазоне от приблизительно 0,002% вес. до приблизительно 0,070% вес. и более предпочтительно в диапазоне от приблизительно 0,008% вес. до приблизительно 0,05% вес. Перекрестносшивающий агент, такой как перекрестносшивающий агент Momentive®, код продукта № SS4300, может быть введен в количестве в диапазоне от приблизительно 0,01% вес. до приблизительно 0,40% вес. и более предпочтительно в диапазоне от приблизительно 0,04% вес. до приблизительно 0,28% вес.
В альтернативном варианте осуществления композиция однослойного однородного покрытия может быть приготовлена путем смешивания описанных выше верхнего и нижнего покрытий в различных соотношениях. Для этого могут быть приготовлены отдельные партии каждого покрытия и затем смешаны в различных количествах. Например, соотношение нижнего покрытия и верхнего покрытия может находиться в диапазоне приблизительно от 1:5 до 5:1 и более предпочтительно в диапазоне приблизительно от 1:3 до 3:1, например, составлять приблизительно 1:2, 1:1, 2:1, 1:3, 3:1 и т.д. Как определят специалисты в данной области, может использоваться любая комбинация соотношений верхнего и нижнего покрытий, включая дробные соотношения, такие как приблизительно 0,5:1, 1:0,5, 1:1,5, 1,5:1, 1:2,5, 2,5:1 и т.д.
В ряде вариантов осуществления однослойное однородное покрытие может быть получено из смеси приблизительно 18,38% вес. силиконового полимера для нижнего покрытия, например, функционализированного винилом органополисилоксана, и приблизительно 72,85% вес. растворителя гидрофторэфира. В смесь силиконового полимера для нижнего покрытия и растворителя гидрофторэфира может быть добавлено приблизительно 8,667% вес. силиконового полимера, например, полидиметилсилоксана с концевыми гидроксильными группами. В смесь также могут быть введены платиновый катализатор Momentive® SS8010 в соответствующем количестве (например, приблизительно 0,0165% вес.) и перекрестносшивающий агент Momentive® SS4300 в соответствующем количестве (например, приблизительно 0,0936% вес.). Полученную смесь перемешивают в течение нескольких минут для получения однородной композиции, например, в течение еще приблизительно одной-двух минут. Такая смесь эквивалентна, например, весовому соотношению нижнего и верхнего покрытий приблизительно 2:1.
В другом варианте осуществления пример однослойного однородного покрытия может быть получен из смеси приблизительно 13,78% вес. силиконового полимера для нижнего покрытия, например, функционализированного винилом органополисилоксана, и приблизительно 73,13% вес. растворителя гидрофторэфира. В смесь силиконового полимера для нижнего покрытия и растворителя гидрофторэфира может быть добавлено приблизительно 13,00% вес. силиконового полимера, например, полидиметилсилоксана с концевыми гидроксильными группами. Затем в смесь могут быть введены катализатор в количестве приблизительно 0,0124% вес. и перекрестносшивающий агент в количестве приблизительно 0,0702% вес. Такая смесь эквивалентна, например, весовому соотношению растворов для нанесения нижнего и верхнего покрытий приблизительно 1:1.
В еще одном варианте осуществления однослойное однородное покрытие может быть получено из смеси приблизительно 9,189% вес. силиконового полимера для нижнего покрытия, например, функционализированного винилом органополисилоксана, и приблизительно 73,42% вес. растворителя гидрофторэфира. В смесь силиконового полимера для нижнего покрытия и растворителя гидрофторэфира может быть добавлено приблизительно 17,33% вес. силиконового полимера, например, полидиметилсилоксана с концевыми гидроксильными группами. Затем в смесь могут быть введены катализатор в количестве приблизительно 0,083% вес. и перекрестносшивающий агент в количестве приблизительно 0,0468% вес. Такая смесь эквивалентна, например, весовому соотношению растворов для нанесения нижнего и верхнего покрытий приблизительно 1:2.
Как определят специалисты в данной области, имеются различные стандартные способы смешивания растворов для нанесения нижнего и верхнего покрытий с использованием стандартного обрабатывающего оборудования и технологий для получения однослойного однородного покрытия с различным весовым соотношением компонентов. В одном способе смешивания сначала по отдельности смешиваются исходные партии нижнего и верхнего покрытий. Затем соответствующие пропорции каждого покрытия смешиваются из исходных партий для получения однослойного однородного покрытия. Например, если требуется однослойное однородное покрытие с соотношением нижнего и верхнего покрытий приблизительно 2:1, то некоторое количество верхнего покрытия смешивается с удвоенным количеством нижнего покрытия, например, приблизительно 20 грамм нижнего покрытия смешивается с приблизительно 10 граммами верхнего покрытия. Или, если требуется однослойное однородное покрытие с соотношением приблизительно 1:1, то могут смешиваться равные части нижнего и верхнего покрытий. В другом варианте осуществления итоговое однослойное однородное покрытие может быть приготовлено непосредственно путем прямого добавления всех компонентов в требуемых пропорциях вместо смешивания из отдельных исходных партий нижнего и верхнего покрытий.
В ряде вариантов осуществления перед нанесением однослойного однородного покрытия на медицинское устройство может быть необязательно нанесено грунтовочное покрытие. Как отмечалось выше, грунтовочное покрытие может иметь любой состав, способный к связыванию с медицинским устройством и созданию соответствующей подложки для нанесения однослойного однородного покрытия. В одном варианте осуществления грунтовочное покрытие может быть получено, например, из полиалкилсилоксана и тетраэтилсиликата. Грунтовочное покрытие на основе полиалкилсилоксана и тетраэтилсиликата может быть подготовлено для нанесения на трудные для образования связи подложки, такие как, например, вольфрам-рениевые сплавы. В других вариантах осуществления грунтовочное покрытие не требуется или нежелательно, и однослойное однородное покрытие наносится непосредственно на подложку, т.е. на поверхность медицинского устройства, и является единственным покрытием, наносимым на медицинское устройство. В других вариантах осуществления на поверхности медицинского устройства может иметься грунтовочное покрытие, составляющее ее часть и/или заранее сформированное на ней, так что при нанесении однослойного однородного покрытия на медицинском устройстве имеется только один покрывающий слой.
Однослойное однородное покрытие в общем может быть нанесено любой требуемой толщины. Толщина однослойного однородного покрытия должна быть достаточной для эффективного обеспечения требуемых характеристик. Например, однослойное однородное покрытие может быть нанесено с толщиной в диапазоне от приблизительно 1 мкм до приблизительно 12 мкм и более предпочтительно от приблизительно 3 мкм до приблизительно 6 мкм или от приблизительно 1 мкм до приблизительно 3,5 мкм. При нанесении грунтовочного покрытия его можно нанести с толщиной в диапазоне от приблизительно 0,01 мкм до приблизительно 1 мкм. Специалист в данной области определит, что толщина однослойного однородного покрытия и/или грунтовочного покрытия может варьироваться в зависимости от конкретного применения.
Настоящим документом предполагается множество способов и систем, которые могут использоваться для получения хирургических игл или иных медицинских устройств с покрытием. В общем, медицинское устройство, такое как хирургическая игла, может быть изготовлено из соответствующего материала и подготовлено к нанесению покрытия, как более подробно описано ниже. Для придания хирургической игле долговечности и хороших смазывающих свойств при использовании на нее можно нанести одно или несколько покрытий. Перед, в процессе и/или после нанесения любого из покрытий игла может выдерживаться для отверждения в течение времени, достаточного для удаления растворителей из покрытий и/или схватывания, поперечной сшивки и/или связывания покрытия.
Для нанесения на различные медицинские устройства одного или более из нижнего покрытия, верхнего покрытия, однослойного покрытия из смеси нижнего и верхнего покрытий (или компонентов нижнего и верхнего покрытий) и/или грунтовочного покрытия могут применяться любые известные специалистам в данной области способы, включая без ограничений нанесение окунанием, распылением, втиранием, кистью, полное погружение, нанесение самотеком и т.п. Например, покрытие на хирургические иглы можно нанести окунанием несколькими стандартными способами. При ручной обработке иглы могут вручную окунать или полностью погружать в покрывающую композицию. При большей автоматизации процесса растворы покрывающей композиции можно наносить с использованием циркуляционной системы шлюзового типа, в которой хирургические иглы проводятся через раствор автоматически либо роботом, либо манипулятором. Методики окунания в целом основаны на использовании поверхностного натяжения для сцепления покрытия с поверхностью и обеспечения относительных характеристик смачиваемости подложки материалом покрытия для обеспечения непрерывности наносимого покрытия. Специалист в данной области определит, что для реализации различных методик могут использоваться различные возможные стандартные способы, технологическое оборудование и их эквиваленты.
В одном варианте осуществления одно или более покрытий можно нанести на хирургическую иглу путем распыления с использованием, например, ультразвуковых и/или газовых форсуночных распылительных систем для нанесения конформных покрытий и/или систем вихревого нанесения покрытия. Ультразвуковые и газовые распылительные форсунки передают энергию жидкости в количестве, достаточном для дробления жидкости на мелкие капли и образования капельного аэрозоля. Капельный аэрозоль может быть использован в процессе вихревого нанесения покрытия на медицинское устройство, в котором для нанесения покрытия на подложку вокруг медицинского устройства создается вихревое движение капель. Вихревое нанесение покрытия позволяет обеспечить более однородное распределение материала покрытия по поверхности хирургического устройства и защищает от скопления излишнего материала, которое может привести к образованию потеков, нежелательному скоплению материала, образованию капель и/или неоднородностей покрытия. Распыление также позволяет точно контролировать и регулировать толщину покрытия. Конкретное покрытие можно наносить таким образом, чтобы образовать на поверхности лишь тонкую пленку, либо его можно наносить с получением различной толщины.
В зависимости от конкретных покрывающих композиций и требуемых характеристик формируемого распыленного потока могут использоваться распылительные форсунки различных размеров и типов. Распылительные форсунки могут быть разработаны для работы с конкретными частотами и/или давлениями воздуха в зависимости от потребностей, и требуемый уровень мощности при работе форсунок может зависеть от множества факторов, включая размер и конструкцию форсунки, вязкость используемой композиции, летучесть компонентов в используемой композиции и т.п. В продаже имеются как ультразвуковые, так и жидкостные распылительные форсунки.
В одном варианте осуществления, таком как показано на фиг.3A и 3B, для вихревого нанесения покрытия на пример хирургических игл 32 используются противолежащие распылительные форсунки 30a, 30b. Каждая из противолежащих распылительных форсунок 30a, 30b может быть соединена с емкостями с конкретной наносимой покрывающей композицией и может подавать материал покрытия через выходные отверстия 31a, 31b. Каждое наносимое вихревым способом покрытие можно наносить с использованием отдельной пары противолежащих распылительных форсунок 30a, 30b. Таким образом, в ряде вариантов осуществления для нанесения многослойных покрытий может использоваться несколько комплектов распылительных форсунок. Каждая распылительная форсунка 30a, 30b может иметь желобчатый наконечник (не показано) для подачи материала покрытия. Угол наклона желобчатого наконечника относительно горизонтальной плоскости, перпендикулярно которой проходят иглы, может регулироваться для фокусирования распыляемого потока для оптимизации нанесения покрытия. Как определят специалисты в данной области, для подачи материала конкретного покрытия может использоваться любой необходимый для этого угол наклона. Кроме того, различные покрытия могут потребовать подачи материала через желобчатые наконечники с различными углами.
Пара противолежащих распылительных форсунок 30a, 30b может являться продолжением позиционирующего устройства (не показано), выполненного с возможностью регулировать положение и перемещать распылительные форсунки 30a, 30b в трех измерениях. Противолежащие распылительные форсунки 30a, 30b могут быть расположены относительно друг друга любым образом согласно требованиям конкретного применения, и в общем могут быть расположены симметрично напротив друг друга. В показанных вариантах осуществления распылительные форсунки 30a, 30b расположены под углом приблизительно 30 градусов к горизонтальной поверхности, как показано на фиг.3A-3B. В горизонтальной проекции форсунки 30a, 30b могут располагаться прямо напротив друг друга, т.е. быть смещены друг от друга на угол приблизительно 180 градусов. Однако предпочтительно форсунки 30a, 30b в горизонтальной проекции могут быть смещены друг от друга на угол меньше приблизительно 180 градусов во избежание нейтрализации двух потоков и скопления избыточного материала на иглах. Расположение противолежащих форсунок 30a, 30b может быть оптимизировано для получения максимально полного покрытия хирургической иглы.
В целом вихревое нанесение покрытия может производиться в ходе относительного перемещения игл 32 и форсунок 30a, 30b. В ряде вариантов осуществления одна или более игл 32 могут оставаться неподвижными, а форсунки 30a, 30b будут перемещаться относительно игл 32, распыляя покрытие. В других вариантах осуществления лента-носитель, такая как показанная на фиг.2 лента-носитель 20 или показанная на фиг.3A и 3B лента-носитель 40, может перемещать множество хирургических игл 32 относительно противолежащих распылительных форсунок 30a, 30b, тогда как сами форсунки 30a, 30b остаются неподвижными. В других вариантах осуществления как лента-носитель 40, так и форсунки 30a, 30b могут перемещаться относительно друг друга. Лента-носитель 40 может устанавливаться под форсунками 30a, 30b, как показано на фиг.3A, или лента-носитель 40 может устанавливаться над форсунками 30a, 30b, как показано на фиг.3B.
Скорость перемещения ленты-носителя 40 и/или форсунок 30a, 30b может контролироваться таким образом, чтобы распылительные форсунки 30a, 30b обеспечивали оптимальный охват и нанесение покрытия на иглы 32. Например, скорость перемещения игл 32 относительно форсунок 30a, 30b может находиться в диапазоне от приблизительно 2,54 до приблизительно 38,1 см (от приблизительно 1 до приблизительно 15 дюймов) в секунду. Оптимально скорость относительного перемещения может находиться в диапазоне от приблизительно 7,6 см (3 дюйма) в секунду до приблизительно 12,7 см (5 дюймов) в секунду. Между выходными отверстиями форсунок 31a, 31b и проксимальной частью иглы могут дополнительно устанавливаться защитные экраны.
В ряде вариантов осуществления однослойное однородное покрытие может быть нанесено на медицинское устройство, такое как хирургическая игла, используя распылительные форсунки 30a, 30b. Как отмечалось выше, при нанесении однослойного однородного покрытия оно может представлять собой смесь описанных в настоящем документе верхнего и нижнего покрытий и/или смесь их компонентов, подобранных для одновременного обеспечения долговечности и высоких смазывающих свойств покрытия. Имеется несколько способов нанесения однослойного однородного покрытия с использованием распылительных форсунок 30a, 30b. Например, композиция для нанесения однослойного однородного покрытия может быть подготовлена заранее с требуемым весовым соотношением верхнего и нижнего покрытий, например, соотношением приблизительно 2:1, 1:1 и/или 1:2, и подобная подготовленная заранее композиция может быть нанесена распылительными форсунками 30a, 30b на медицинское устройство в виде однослойного однородного покрытия.
В другом варианте осуществления верхнее покрытие может подаваться через одну форсунку 30a, а нижнее покрытие может подаваться через другую форсунку 30b. В том случае, когда требуется получить соотношение верхнего и нижнего покрытий приблизительно 2:1 или соотношение верхнего и нижнего покрытий приблизительно 1:2, одна из форсунок 30a, 30b может быть выполнена с возможностью подачи некоторого количества одного покрытия, а другая форсунка 30b, 30a может быть выполнена с возможностью подачи другого количества (например, двойного или половинного количества) другого покрытия, так что в результате обеспечивается требуемое весовое соотношение.
В другом варианте осуществления верхнее и нижнее покрытия могут быть помещены в емкости, сообщающиеся по текучей среде с форсунками 30a, 30b, и два покрытия могут смешиваться в требуемом соотношении внутри форсунок 30a, 30b перед нанесением на медицинское устройство. Например, форсунки 30a, 30b могут иметь связанный с ними смешивающий механизм, такой как две линии подачи, который может смешивать в соотношении приблизительно 2:1, 1:1, 1:2 и/или любом ином требуемом соотношении верхнего и нижнего покрытий, так что предварительное смешивание однослойного однородного покрытия происходит внутри форсунок 30a, 30b перед его нанесением на медицинское устройство.
Специалистам в данной области известны многие способы отверждения, сушки и/или схватывания покрытия на хирургическом устройстве, таком как хирургическая игла. Отверждение также может вызывать испарение любых растворителей, использованных для приготовления покрытия. Отверждение может в общем быть произведено путем воздействия на хирургическую иглу с покрытием некоторой формой повышения температуры и/или изменения влажности в течение заданного промежутка времени. Например, иглы с покрытием могут быть помещены в печь, термошкаф, термостат, увлажнительную камеру и/или инфракрасную камеру, среди других известных специалистам способов. Продолжительность отверждения может находиться в диапазоне от «мгновенного» отверждения длительностью всего несколько секунд до промежутков времени продолжительностью более двадцати четырех часов.
При отверждении температура и/или влажность могут поддерживаться постоянными в течение всего времени и/или могут со временем повышаться или понижаться по необходимости. Температура может измеряться и регулироваться, например, с помощью термопары и потенциометра для контроля мощности, подаваемой на нагревательные элементы. Потенциометр может быть выставлен таким образом, чтобы результаты измерения температуры, снимаемые с термопары через регулярные интервалы вдоль длины нагревательной системы, поддерживались в рамках заданного температурного диапазона. В других вариантах осуществления температура может контролироваться с использованием контура обратной связи, в котором результаты измерения температуры, коррелирующие с температурами в точках, через которые проходят хирургические иглы, заводятся обратно в источник питания, который непрерывно корректирует подаваемую на нагреваемые нити мощность для поддержания температуры в требуемых пределах. Для контроля и регулирования влажности может использоваться регулятор влажности. В ряде вариантов осуществления каждый слой покрытия может отверждаться после его нанесения на поверхность хирургической иглы. В других вариантах осуществления процесс отверждения может инициироваться после нанесения всех покрытий.
В одном варианте осуществления для отверждения покрытия может использоваться инфракрасный излучатель. Коммерчески доступные инфракрасные излучатели выпускаются компанией Heraeus® Noblelight, например, модель SKL200-800. Собственно излучающие элементы могут включать, например, тонкие нагреваемые нити длиной восемь футов, установленные в отражательный канал, используемый для фокусировки и ограничения в пространстве нагрева. Система инфракрасного нагрева может быть ориентирована таким образом, чтобы открытый конец ее канала был обращен вниз. Хирургические иглы, которые будут отверждаться в системе инфракрасного нагрева, могут удерживаться вертикально и проводиться между двумя вогнутыми отражающими стенками канала на расстоянии, например, приблизительно 0,64 см (1/4 дюйма) от нагреваемых нитей. Иглы могут удерживаться на ленте-носителе и двигаться по каналу со скоростью в диапазоне от приблизительно 7,6 см (3 дюйма) в секунду до приблизительно 12,7 см (5 дюймов) в секунду, хотя может использоваться любая скорость.
Хотя настоящим изобретением предусматривается множество способов нанесения долговечных смазывающих покрытий на хирургические иглы, блок-схема варианта осуществления одного конкретного способа представлена на фиг.4A. Как показано на фигуре, раскрываемый способ в целом может включать изготовление хирургических игл, подготовку поверхности игл к нанесению покрытия, нанесение на иглы грунтовочного покрытия, нижнего покрытия и/или верхнего покрытия и отверждение покрытий. В другом варианте осуществления, показанном на фиг.4B, раскрываемый способ в общем может включать изготовление хирургических игл, подготовку поверхности игл к нанесению покрытия, необязательное нанесение на иглы грунтовочного покрытия, нанесение на иглы однослойного однородного покрытия и отверждение однослойного однородного покрытия. Специалист в данной области сможет оценить изменения и дополнения, которые могут быть включены в описываемые способы.
При изготовлении хирургических игл подаваемая с катушки исходная проволока из материала соответствующего состава может нарезаться на заготовки для формирования игл. Хотя в зависимости от требуемого размера игл могут использоваться заготовки любого размера, в одном варианте осуществления проволока может нарезаться на заготовки длиной 5,1 см (два дюйма). После нарезки заготовки могут быть закреплены на металлической ленте-носителе, такой, как показано на фиг.2. Заготовки могут быть зафиксированы и обработаны до получения предпочтительной формы иглы с использованием любых известных специалистам в данной области способов, включая формование, обточку, загиб и т.д.
После придания иглам соответствующей формы они могут быть очищены для удаления загрязнений и подготовки поверхности к нанесению покрытия. Например, иглы могут быть обработаны водой высокой температуры и давления, подаваемой из форсунок высокого давления. В других вариантах осуществления иглы могут прогреваться до высоких температур для удаления любых загрязнений. После очистки иглы могут быть обработаны электрополировкой в течение любого требуемого промежутка времени. Иглы могут быть погружены в ванну для электрополировки (например, гидроксид натрия, фосфорная кислота и т.д.) и обработаны постоянным током для удаления ионов с контролируемой скоростью. После окончания электрополировки иглы могут быть промыты несколько раз, например, дважды, в ваннах с деионизованной водой.
В ряде вариантов осуществления на только что изготовленные и очищенные хирургические иглы можно нанести грунтовочное покрытие, такое как описанная выше грунтовка SS4044P. Грунтовочное покрытие может использоваться, например, когда игла изготавливается из вольфрам-рениевого сплава. Грунтовку можно наносить любым известным специалистам в данной области способом, включая окунание или распыление, но в одном варианте осуществления грунтовка наносится на хирургические иглы окунанием. Используя захват или ленту-носитель, иглы могут окунать в грунтовку при комнатной температуре на одну или две секунды для полного покрытия их поверхности. Специалист в данной области определит, что грунтовку можно наносить при любой температуре и в течение любого промежутка времени, как того требует конкретная грунтовочная композиция. Реакционно-способные функциональные группы грунтовочной композиции могут вступать в реакцию с функциональными гидроксильными группами на поверхности хирургических игл и ковалентно связываться с ней. В ряде вариантов осуществления после нанесения грунтовочного покрытия с хирургической иглой может быть проведено мгновенное отверждение в течение приблизительно 20 секунд при соответствующей температуре, например, приблизительно 200°С. После отверждения грунтовочное покрытие может образовать границу между поверхностью хирургической иглы и любыми наносимыми впоследствии покрытиями.
В некоторых вариантах осуществления нижнее покрытие, такое как описанное выше нижнее покрытие Momentive®, может быть нанесено на внешнюю поверхность хирургической иглы и поверх грунтовочного покрытия при наличии последнего, например, грунтовки SS4044P. Для этого может использоваться любой известный специалистам в данной области способ нанесения, но в одном варианте осуществления нижнее покрытие на хирургическую иглу наносится распылением или вихревым способом с использованием противолежащих распылительных форсунок. Например, для нанесения покрытия хирургическая игла может быть проведена между первой и второй противолежащими распылительными форсунками. Нанесение нижнего покрытия распылением или вихревым способом обеспечивает получение равномерного нижнего покрытия на игле или поверх грунтовочного покрытия при наличии последнего. При нанесении нижнего покрытия растворитель, например, растворитель гидрофторэфира, может быстро испаряться, оставляя тонкий слой равномерно распределенного по поверхности иглы силикона. В ряде вариантов осуществления нижнее покрытие может быть отверждено на поверхности с использованием встроенной в технологическую линию системы инфракрасного нагрева. Нижнее покрытие может подвергаться инфракрасному облучению нескольких различных длин волн для отверждения.
Составляющее предмет настоящего изобретения медицинское устройство с покрытием может также иметь верхнее покрытие, наносимое поверх нижнего покрытия, более предпочтительно после частичного отверждения нижнего покрытия. Например, описанное выше верхнее покрытие NuSil® можно нанести поверх нижнего покрытия Momentive®. Для этого может использоваться любой известный специалистам в данной области способ нанесения, но в одном варианте осуществления верхнее покрытие на хирургическую иглу наносится распылением или вихревым способом с использованием противолежащих распылительных форсунок. Например, для нанесения покрытия хирургическая игла может быть проведена между третьей и четвертой противолежащими распылительными форсунками. Нанесение верхнего покрытия распылением или вихревым способом обеспечивает получение равномерного верхнего покрытия поверх нижнего покрытия. При нанесении верхнего покрытия растворитель, например, растворитель гидрофторэфира, может быстро испаряться, оставляя поверх нижнего покрытия тонкий слой равномерно распределенного верхнего покрытия. В ряде вариантов осуществления после нанесения верхнего покрытия верхнее покрытие может быть мгновенно отверждено для удаления избыточного количества растворителя. Иглы могут быть проведены через, например, термостат или иную систему горячего отверждения в течение любого требуемого времени и при любой требуемой температуре для испарения растворителя. В одном варианте осуществления верхнее покрытие может быть мгновенно отверждено в инфракрасном нагревателе в течение приблизительно 20 секунд при температуре в диапазоне от приблизительно 165°С до приблизительно 200°С.
В других вариантах осуществления однослойное однородное покрытие может быть нанесено на внешнюю поверхность хирургической иглы и поверх грунтовочного покрытия при наличии последнего, например, грунтовки SS4044P. Однослойное однородное покрытие может представлять собой, например, смесь описанных выше нижнего покрытия Momentive® и верхнего покрытия NuSil®, хотя для получения однослойного однородного покрытия может использоваться любое соответствующим образом выбранное сочетание материалов. Для этого может использоваться любой известный специалистам в данной области способ нанесения, но в одном варианте осуществления однослойное однородное покрытие наносится на хирургическую иглу распылением или вихревым способом с помощью противолежащих распылительных форсунок. Например, для нанесения покрытия хирургическая игла может быть проведена между первой и второй противолежащими распылительными форсунками. Нанесение однослойного однородного покрытия распылением или вихревым способом обеспечивает получение равномерного однослойного однородного покрытия на поверхности иглы или поверх грунтовочного покрытия при наличии последнего. При нанесении однослойного однородного покрытия растворитель, например растворитель гидрофторэфира, может быстро испаряться, оставляя на поверхности иглы тонкий слой однослойного однородного покрытия. В ряде вариантов осуществления однослойное однородное покрытие может быть отверждено путем выдерживания во встроенной в технологическую линию системе инфракрасного нагрева в течение достаточного промежутка времени, такого как, например от приблизительно 1 секунды до приблизительно 60 секунд, от приблизительно 10 секунд до приблизительно 30 секунд и/или в течение приблизительно 20 секунд. Однослойное однородное покрытие может облучаться инфракрасным светом нескольких различных длин волн для отверждения. Однослойное однородное покрытие может также отверждаться в печи при температуре в диапазоне от приблизительно 60°С до приблизительно 180°С в течение времени в диапазоне от приблизительно 1 часа до приблизительно 5 часов, от приблизительно 2,5 часов до приблизительно 3,5 часов и/или более предпочтительно в течение приблизительно 3 часов при температуре в диапазоне от приблизительно 100°С до приблизительно 140°С.
После нанесения верхнего покрытия и/или однослойного однородного покрытия хирургические иглы могут быть необязательно смотаны на катушку. В ряде вариантов осуществления хирургические иглы с покрытием могут пройти через процесс окончательного отверждения. Например, смотанные на катушку иглы могут быть помещены в конвекционную печь и выдержаны при температуре и в течение времени, достаточных для дальнейшего отверждения покрытия. В одном варианте осуществления хирургические иглы могут быть выдержаны в конвекционной печи в течение приблизительно четырех часов при температуре приблизительно 165°С. В других вариантах осуществления итоговое отверждение может производиться при температуре приблизительно 80°С в течение приблизительно трех часов.
Время отверждения для примеров покрытий и способов, описанных в настоящем документе, исключительно выгодно, поскольку оно значительно короче времени отверждения для известных специалистам в данной области покрытий и способов. Для известных ранее покрытий и способов для отверждения хирургических игл могло требоваться до 72 часов, не считая времени на обработку и нанесение покрытия. Для описываемых в настоящем документе примеров покрытий и способов полное время отверждения может быть сокращено до менее чем приблизительно 4 часов, а, возможно, и до менее чем приблизительно 15 минут, обеспечивая значительное увеличение эффективности производства игл. При использовании однослойного однородного покрытия продолжительность отверждения может быть еще больше сокращена до менее чем приблизительно 1 минуты.
Применение описанного выше двухслойного покрытия и/или однослойного, например, непрерывного, покрытия, также описанного выше, позволяет получить хирургические иглы с пониженным и/или в целом постоянным усилием для проникновения в ткань по сравнению со стандартными хирургическими иглами после одинакового количества проходов иглы через ткань. Так, для игл достигается повышение как смазывающих свойств, так и долговечности покрытия. Этот эффект является следствием ряда факторов. Например, нанесение нижнего и верхнего покрытий вихревым способом обеспечивает равномерное распределение материала покрытия по подложке. Наиболее ярко это демонстрирует фиг.6, который будет более подробно описан ниже. Кроме того, композиции покрытий в сочетании со способами их нанесения и отверждения могут привести к значительному снижению среднего усилия, требуемого для многократного проведения иглы через искусственную среду, как показано на фиг.7, который будет также более подробно описан ниже.
Дополнительное преимущество может быть получено при использовании необязательного грунтовочного покрытия. Грунтовочное покрытие может быть способно к химическому связыванию с поверхностью иглы для создания подложки, с которой могут связаться смазывающие силиконовые покрытия, что приводит к повышению долговечности нижнего и верхнего покрытий. Например, на фиг.5 показано усилие, требуемое для проведения иглы через искусственную среду, в зависимости от числа проходов иглы через искусственную среду. Как показывает рисунок, для игл без грунтовочного покрытия после тридцати проходов наблюдается резкое повышение требуемого усилия по сравнению с имеющими грунтовочное покрытие иглами из того же материала и той же конфигурации, которые склонны сохранять усилие практически неизменным вплоть до по меньшей мере тридцати проходов иглы через искусственную среду. Более подробное описание дается в приведенных ниже примерах.
Эффективность нанесенного на медицинское устройство покрытия может в целом быть проверено в ряде стандартных тестов. В случае хирургических игл эффективность и целостность покрытия оценивается с использованием устройства для теста на проникновение. Часть хирургической иглы с покрытием фиксируется в держателе, и игла с покрытием затем некоторое число раз частично проводится через искусственную или естественную проницаемую среду. Типичными используемыми для этого материалами являются полимерная или искусственная кожа, например, материалы Permair, Rubber-Cal, Monmouth rubber, Porvair, и т.п. Игла может быть проведена через проницаемый материал от приблизительно одного до приблизительно двадцати раз, от приблизительно одного до приблизительно двадцати пяти раз и более предпочтительно от приблизительно одного до приблизительно тридцати раз. Затем иглу извлекают из среды. Для каждого прохода фиксируется максимальное усилие, которое используется в качестве меры эффективности покрытия. Такие способы позволяют проверять различные аспекты эффективности покрытия.
ПРИМЕРЫ
Описанные ниже эксперименты были проведены для исследования эффектов варьирования материалов покрытия иглы и способов их нанесения. Для каждого теста иглы проводили через мембрану из резины Monmouth Duraflex MR40 NBR («Monmouth rubber»), которая использовалась для имитации тканей тела, или через ткань анатомического материала человека. В приведенных ниже неограничивающих примерах использовали от 4 до 10 игл, каждую из которых по тридцать раз индивидуально проводили через прокалываемую мембрану. Для каждого прохода фиксировали максимальное усилие в граммах, которое использовали в качестве меры эффективности покрытия.
Хирургические иглы устанавливали на вращающемся столике для фиксации игл в положении, перпендикулярном поверхности прокалываемой мембраны, и ориентировали на его радиальном профиле с осью вращения в той же плоскости, что и плоскость прокалываемой мембраны. Иглу вращательным движением вводили в прокалываемую мембрану, которая была установлена сверху на датчике нагрузки. Фиксировали максимальную величину вертикального усилия при проталкивании иглы через прокалываемую мембрану.
Приведенные ниже неограничивающие примеры призваны дополнительно проиллюстрировать принципы и способы практической реализации настоящего изобретения.
ПРИМЕР 1
Описанные ниже тесты провели для определения эффекта способов нанесения покрытия на усилие, требуемое для проведения иглы через искусственную среду Monmouth rubber. Сравнивали характеристики игл, покрытие на которые было нанесено окунанием, с характеристиками игл, покрытие на которые было нанесено распылением/вихревым способом.
ТЕСТ A
В тесте A подготовили пять игл для теста на проникновение. Иглы были изготовлены из сплава нержавеющей стали ETHALLOY® и имели диаметр 0,027 см (0,0105 дюйма). Композицию нижнего покрытия готовили из смеси 20% вес. материалов Micropro 600 и Micromatte 2000, выпускаемых компанией Micropowders Inc., и 80% вес. растворителя HFE-72DE. Весовое соотношение порошков MicroPro и Micromatte составляло 4:1. Каждую из пяти тестируемых игл окунали в композицию для нанесения нижнего покрытия на их поверхности. Покрытия на иглы наносили вручную окунанием, после чего иглы помещали на магнитный держатель. Держатель включает приподнятые магнитные полоски для надежного удержания проксимальных концов игл во время цикла отверждения и перемещения, тогда как дистальный конец (наконечник) игл свисает над краем магнитных полосок. Такая конфигурация защищает наконечники игл от контакта с держателем. Затем иглы с нанесенным покрытием выдержали при температуре 190°С в конвекционной печи в течение девяноста минут в воздушной атмосфере. Затем иглам дали остыть при комнатной температуре вне печи.
Композицию верхнего покрытия готовили из смеси 26% вес. NuSil® MED4162 и 74% вес. растворителя HFE-72DE. Каждую из пяти игл затем вручную окунали в композицию для нанесения верхнего покрытия. Затем иглы выдержали при температуре 220°С в конвекционной печи и отверждали в течение четырех часов в воздушной атмосфере. Затем иглам дали остыть при комнатной температуре вне печи.
После отверждения каждую из пяти игл тридцать раз проводили через прокалываемую мембрану и фиксировали усилие для проникновения в граммах, как показано в таблице 1 ниже.
ТЕСТ B
В тесте B подготовили пять игл для теста на проникновение. Иглы были изготовлены из сплава нержавеющей стали ETHALLOY® и имели диаметр 0,027 см (0,0105 дюйма). Композицию нижнего покрытия готовили из смеси 20% вес. материалов Micropro 600 и Micromatte 2000, выпускаемых компанией Micropowders Inc., и 80% вес. растворителя HFE-72DE. Весовое соотношение порошков MicroPro и Micromatte составляло 4:1. На пять тестируемых игл вихревым способом нанесли композицию нижнего покрытия, используя один проход напыления на аппликаторе SC-300 Swirl Coat™ и системе нанесения конформного покрытия Century® C-341 компании Asymtek®, г. Карлсбад, Калифорния, со следующими параметрами: давление жидкости 13,8 кПа (2 PSI), давление воздушной подкачки 344,7 кПа (50 PSI), линейная скорость 25,4 см/с (10 дюймов/сек). Затем иглы с нанесенным покрытием выдержали при температуре 190°С в конвекционной печи и отверждали в течение девяноста минут в воздушной атмосфере. Затем иглам дали остыть при комнатной температуре вне печи.
Композицию верхнего покрытия готовили из смеси 26% вес. NuSil® MED4162 и 74% вес. растворителя HFE-72DE. На пять тестируемых игл вихревым способом нанесли композицию верхнего покрытия, используя один проход напыления со следующими параметрами: давление жидкости 68,9 кПа (10 PSI), давление воздушной подкачки 344,7 кПа (50 PSI), линейная скорость 12,7 см/сек. (5 дюйм/сек). Затем иглы отверждали в течение четырех часов при температуре 220°С. После отверждения каждую из пяти игл тридцать раз проводили через прокалываемую мембрану и фиксировали усилие для проникновения в граммах, как показано в таблице 2 ниже.
На фиг.6 представлен график с прямым сравнением усредненных результатов тестов A и B. По оси y отложено усилие для проникновения в граммах, требуемое для проведения иглы через прокалываемую мембрану. По оси x отложено число проходов иглы. Толстая сплошная линия соответствует иглам, на которые нижнее и верхнее покрытия были нанесены окунанием, как описано в тесте A, тонкая сплошная линия соответствует иглам, на которые нижнее и верхнее покрытия были нанесены вихревым способом, как описано в тесте B.
Как можно видеть, иглы, покрытие на которые было нанесено окунанием, имели начальное усилие для проникновения приблизительно 38 г. Усилие для проникновения непрерывно возрастало на протяжении тридцати проходов иглы, и после тридцати проходов требовалось в среднем максимальное усилие 61 г. В отличие от этого, иглы, покрытие на которые было нанесено вихревым способом, имели начальное усилие для проникновения приблизительно 31 г. Усилие для проникновения на протяжении тридцати проходов иглы оставалось по существу неизменным, и после тридцати проходов требовалось в среднем максимальное усилие приблизительно 40 г. Как показано на фигуре, иглы, покрытие на которые было нанесено вихревым способом, в среднем исходно требовали приблизительно на 7 г меньшее усилие для проникновения по сравнению с иглами, покрытие на которые было нанесено окунанием, и усилие оставалось по существу неизменным. К концу теста после тридцати проходов максимальное усилие, требуемое для игл, покрытие на которые было нанесено вихревым способом, было приблизительно на 21 г меньше по сравнению с иглами, покрытие на которые было нанесено окунанием.
ПРИМЕР 2
Также проверили эффективность проникновения для различных покрывающих композиций и способов их нанесения. В описанных ниже тестах A и B исследовали два различных типа покрывающих композиций игл и способов их нанесения. Иглы проводили через искусственную среду Monmouth rubber.
ТЕСТ A
В тесте A испытывали десять имеющихся в продаже хирургических игл Ethicon BV-175 диаметром 0,0198 см (0,0078 дюйма). Покрытие наносили процедурой двойного окунания. Более конкретно, силиконовую композицию для окунания готовили, используя концентрацию NuSil®, продукт № MED4162, смешанную с порошками Micropro 600 и Micromatte 2000 для смазывания, как описано выше. Иглы помещали на движущуюся ленту-носитель и окунали первый раз. Затем иглы подвергали мгновенному отверждению в термостате при температуре приблизительно 225°С в течение тридцати секунд. Затем иглы отверждали в течение 36 часов в конвекционной печи при температуре приблизительно 163°С. После этого иглы окунали второй раз, подвергали мгновенному отверждению и затем отверждали в конвекционной печи в течение еще 36 часов.
Как показано в приведенной ниже таблице 3, десять игл проверили на тридцати проходах через прокалываемую мембрану.
ТЕСТ B
В тесте B испытывали десять игл Ethicon из вольфрам-рениевого сплава диаметром 0,0203 см (0,008 дюйма). Иглы готовили путем нанесения грунтовочного покрытия из материала Momentive® SS4044P при комнатной температуре. Грунтовочное покрытие подвергали мгновенному отверждению при температуре 200°С в течение 2-3 секунд. Затем вихревым способом поверх грунтовочного покрытия нанесли нижнее покрытие. Композицию нижнего покрытия готовили из смеси 27,58% вес. винилсилоксанового полимера Momentive®, продукт № MSC2631, и 72,25% вес. растворителя HFE 72-DE и перемешивали в течение приблизительно пяти минут. Затем в смесь добавили катализатор в толуоле Momentive®, продукт № SS8010, в количестве 0,02% вес. и полиметилводородсилоксан Momentive®, продукт № SS4300, в количестве 0,14% вес. Нижнее покрытие наносили на хирургические иглы с использованием системы нанесения конформного покрытия Asymtek C-341 и вихревого аппликатора Asymtek SC-300. Затем иглы выдержали при температуре 300°С в течение тридцати секунд в инфракрасном нагревателе.
Затем на иглы нанесли композицию верхнего покрытия, которую готовили из смеси 26% вес. силиконового продукта NuSil® MED4162 и 74% вес. растворителя HFE 72-DE. Композицию верхнего покрытия также наносили вихревым способом с использованием системы нанесения конформного покрытия Asymtek C-341 и вихревого аппликатора Asymtek SC-300. Иглы снова подвергали мгновенному отверждению при температуре 190°С в течение приблизительно тридцати секунд.
Затем иглы для теста B вместе отверждали при температуре 80°С в течение трех часов в конвекционной печи. Иглы тестировали путем проведения каждой иглы по тридцать раз через прокалываемую мембрану. Потребовавшиеся для этого усилия приведены в таблице 4.
На фиг.7 представлен график с прямым сравнением усредненных результатов тестов A и B. По оси y отложено усилие для проникновения в граммах, требуемое для проведения иглы через прокалываемую мембрану. По оси x отложено число проходов иглы. Толстая сплошная линия соответствует иглам, на которые покрытие было нанесено стандартным окунанием, как описано в тесте A, тонкая сплошная линия соответствует иглам, на которые покрытие было нанесено распылением в соответствии с настоящим изобретением, как описано в тесте B.
Как можно видеть, иглы из теста A в среднем требовали начальное усилие для проникновения приблизительно 29 г. Среднее усилие для проникновения для игл из теста A после тридцати проходов увеличилось до 39 г. Иглы из теста B в среднем имели начальное усилие для проникновения приблизительно 21 г и среднее усилие для проникновения после тридцати проходов иглы 25 г.
ПРИМЕР 3
Описанные ниже тесты провели для определения эффекта способов нанесения покрытия на усилие, требуемое для проведения иглы через искусственную среду Monmouth rubber. Сравнивали характеристики игл, покрытие на которые было нанесено окунанием, с характеристиками игл, покрытие на которые было нанесено распылением/вихревым способом.
ТЕСТ A
В тесте A для теста на проникновение приготовили четыре иглы с сужающей режущей геометрией острия диаметром 0,067 см (0,026 дюйма), изготовленные из сплава ETHALLOY®. Композицию нижнего покрытия готовили из раствора 2,5 г винилсилоксанового полимера Momentive®, продукт № MSC2631, 22,15 г Exxon Isopar-K, 0,0022 г катализатора в толуоле Momentive®, продукт № SS8010, и 0,0127 полиметилводородсилоксана Momentive®, продукт № SS4300. Каждую из четырех тестируемых игл окунали в композицию для нанесения нижнего покрытия на их поверхности. Затем иглы с нанесенным покрытием выдержали при температуре 200°С в конвекционной печи в течение одного часа.
Композицию верхнего покрытия готовили из смеси 2,50 г NuSil® MED4162 и 22,50 г Exxon Isopar-K. Каждую из четырех игл затем окунали в композицию для нанесения верхнего покрытия. Затем иглы выдерживали при температуре 140°С в конвекционной печи и отверждали в течение трех часов.
После отверждения каждую из четырех игл тридцать раз проводили через прокалываемую мембрану и фиксировали усилие для проникновения в граммах, как показано в таблице 5 ниже.
ТЕСТ B
В тесте B для теста на проникновение приготовили пять игл с сужающейся режущей геометрией острия диаметром 0,067 см (0,026 дюйма), изготовленных из сплава ETHALLOY®. Иглы готовили путем нанесения вихревым способом композиции нижнего покрытия. Композицию нижнего покрытия готовили из смеси 27,58% вес. винилсилоксанового полимера Momentive®, продукт № MSC2631, и 72,25% вес. растворителя HFE 72-DE и перемешивали в течение приблизительно пяти минут. Затем в смесь добавили катализатор в толуоле Momentive®, продукт № SS8010, в количестве 0,02% вес. и полиметилводородсилоксан Momentive®, продукт № SS4300, в количестве 0,14% вес. Нижнее покрытие наносили на хирургические иглы с использованием системы нанесения конформного покрытия Asymtek C-341 и вихревого аппликатора Asymtek SC-300. Затем иглы выдержали при температуре 300°С в течение тридцати секунд в инфракрасном нагревателе.
Затем на иглы нанесли композицию верхнего покрытия, которую готовили из смеси 26% вес. силиконового продукта NuSil® MED4162 и 74% вес. растворителя HFE 72-DE. Композицию верхнего покрытия также наносили вихревым способом с использованием системы нанесения конформного покрытия Asymtek C-341 и вихревого аппликатора Asymtek SC-300. Затем иглы для теста B вместе отверждали при температуре 140°С в течение трех часов в конвекционной печи.
После отверждения каждую из пяти игл тридцать раз проводили через синтетическую среду Monmouth rubber и фиксировали усилие для проникновения в граммах, как показано в таблице 6 ниже.
На фиг.8 представлен график с прямым сравнением усредненных результатов тестов A и B. По оси y отложено усилие для проникновения в граммах, требуемое для проведения иглы через прокалываемую мембрану. По оси x отложено число проходов иглы. Квадраты соответствуют иглам с нанесением покрытия окунанием, как описано в тесте A, ромбики соответствуют иглам с нанесением покрытия распылением в соответствии с настоящим изобретением, как описано в тесте B.
Как можно видеть, иглы из теста A с нанесением покрытия окунанием в среднем имели начальное усилие для проникновения 62 г. Среднее усилие для проникновения для игл из теста A после тридцати проходов иглы увеличилось до 115 г. Иглы из теста B с напыленным покрытием в среднем имели начальное усилие для проникновения 58 г и среднее усилие для проникновения после тридцати проходов иглы 64 г. Как можно видеть, иглы из теста B с напыленным покрытием требовали значительно меньшего усилия для проникновения вплоть до тридцати проходов иглы.
ПРИМЕР 4
Проверили эффективность проникновения для различных покрывающих композиций и способов их нанесения. В описанных ниже тестах A, B и C исследовали три различных типа покрывающих композиций игл и способов их нанесения. В качестве прокалываемого материала для этих тестов использовали ткань сонной артерии анатомического материала человека.
ТЕСТ A
В тесте A испытывали имеющиеся в продаже хирургические иглы Ethicon BV-1 диаметром 0,027 см (0,0105 дюйма). Покрытие наносили с использованием процедур, стандартно используемых при производстве игл данной серии. Более конкретно, силиконовую композицию для окунания готовили, используя концентрацию NuSil®, продукт № MED4162. Иглы помещали на движущуюся ленту-носитель и окунали первый раз. Затем иглы подвергали мгновенному отверждению в термостате при температуре приблизительно 190°С в течение двадцати секунд. Иглы окунали второй раз и снова подвергали мгновенному отверждению в тех же условиях, что указаны выше. После этого иглы окунали третий раз и отверждали в конвекционной печи в течение 8-16 часов при температуре 190°С.
ТЕСТ B
В тесте B испытывали иглы Ethicon из вольфрам-рениевого сплава диаметром 0,027 см (0,0105 дюйма). Иглы готовили путем нанесения грунтовочного покрытия из материала Momentive® SS4044P при комнатной температуре. Затем вихревым способом поверх грунтовочного покрытия нанесли нижнее покрытие. Композицию нижнего покрытия готовили из смеси 27,58% вес. винилсилоксанового полимера Momentive®, продукт № MSC2631, и 72,25% вес. растворителя HFE 72-DE и перемешивали в течение приблизительно пяти минут. Затем в смесь добавили катализатор в толуоле Momentive®, продукт № SS8010, в количестве 0,02% вес. и полиметилводородсилоксан Momentive®, продукт № SS4300, в количестве 0,14% вес. Нижнее покрытие наносили на хирургические иглы с использованием системы нанесения конформного покрытия Asymtek C-341 и вихревого аппликатора Asymtek SC-300. Затем иглы выдержали при температуре 300°С в течение тридцати секунд в инфракрасном нагревателе.
Затем на иглы нанесли композицию верхнего покрытия, которую готовили из смеси 26% вес. силиконового продукта NuSil® MED4162 и 74% вес. растворителя HFE 72-DE. Композицию верхнего покрытия также наносили вихревым способом с использованием системы нанесения конформного покрытия Asymtek C-341 и вихревого аппликатора Asymtek SC-300.
Затем иглы для теста B вместе отверждали при температуре 80°С в течение трех часов в конвекционной печи. Иглы тестировали путем проведения каждой иглы по тридцать раз через прокалываемую мембрану.
ТЕСТ C
В тесте C испытывали имеющиеся в продаже хирургические иглы другого производителя, как правило, используемые в аналогичных процедурах, диаметром 0,025 см (0,010 дюйма) без дополнительной обработки. Иглы тестировали путем проведения каждой иглы по тридцать раз через прокалываемую мембрану.
На фиг.9 представлен график с прямым сравнением усредненных результатов тестов A, B и C. По оси y отложено усилие для проникновения в граммах, требуемое для проведения иглы через ткань анатомического материала человека. По оси x отложено число проходов иглы. Треугольники соответствуют иглам с нанесением покрытия стандартным окунанием, как описано в тесте A выше. Круги соответствуют иглам, подготовленным в соответствии с настоящим изобретением, как описано в тесте B выше. Ромбики соответствуют иглам другого производителя, как описано в тесте C выше.
Как можно видеть, имеющиеся в продаже иглы из теста A с нанесением покрытия окунанием в среднем имели начальное усилие для проникновения приблизительно 16 г. Среднее усилие для проникновения для игл из теста A после тридцати проходов иглы увеличилось приблизительно до 18 г. Иглы из теста B с покрытием в соответствии с настоящим изобретением в среднем имели начальное усилие для проникновения приблизительно 13 г и сохранили такое усилие для проникновения после тридцати проходов. Иглы другого производителя в среднем имели начальное усилие для проникновения приблизительно 15 г, после тридцати проходов иглы среднее усилие для проникновения составило приблизительно 25 г. Как можно видеть, иглы из теста B требовали значительно меньшего усилия для проникновения вплоть до тридцати проходов иглы.
Применение описанного выше в связи с настоящим изобретением двухслойного покрытия позволяет получить хирургические иглы с пониженным усилием для проникновения в ткань по сравнению со стандартными хирургическими иглами после одинакового количества проведений иглы через ткань. Так, для игл достигается повышение как смазывающих свойств, так и долговечности покрытия. Это является следствием ряда факторов. Например, нанесение нижнего и верхнего покрытий вихревым способом обеспечивает равномерное распределение материала покрытия по подложке. Более того, композиции покрытий в сочетании со способами их нанесения и отверждения могут привести к значительному снижению среднего усилия, требуемого для многократного проведения иглы через ткань. Время отверждения также существенно сокращается, что приводит к повышению эффективности процесса производства.
ПРИМЕР 5
Проверили эффективность проникновения медицинского устройства с нанесенным однослойным однородным покрытием в сравнении с эффективностью медицинского устройства с нанесенными верхним и нижним покрытиями. В описанных ниже тестах A, B, C и D, исследовали два различных типа покрывающих композиций для игл и способов их нанесения. Иглы проводили через искусственную среду Monmouth rubber.
ТЕСТЫ A, B и C
В тестах A, B и C испытывали десять имеющихся в продаже хирургических игл Ethicon PS-2 диаметром 0,061 см (0,024 дюйма). На испытываемые в каждом тесте десять игл нанесли однослойное однородное покрытие. В тесте A однослойное однородное покрытие состояло из смеси «Компонент A», состоящей из 18,38% вес. функционализированного винилом органополисилоксана, т.е. силикона Momentive®, код продукта № MSC2631, выпускаемого компанией Momentive® Performance Materials, г. Уотерфорд, шт. Нью-Йорк, 8,667% вес. полидиметилсилоксана с концевыми гидроксильными группами, т.е. силикона NuSil® Technologies, продукт № MED4162, выпускаемого компанией NuSil® Technologies, г. Карпентария, шт. Калифорния, 72,85% вес. растворителя гидрофторэфира, 0,0165% вес. катализатора и 0,0936% вес. перекрестносшивающего агента. Смесь "Компонент A" была эквивалентна соотношению 2:1 растворов нижнего покрытия и верхнего покрытия и была приготовлена путем смешивания исходных партий растворов нижнего и верхнего покрытий.
В тесте B однослойное однородное покрытие состояло из смеси «Компонент B», состоящей из 13,78% вес. функционализированного винилом органополисилоксана, т.е. силикона Momentive®, код продукта № MSC2631, выпускаемого компанией Momentive® Performance Materials, г. Уотерфорд, шт. Нью-Йорк, 13,00% вес. полидиметилсилоксана с концевыми гидроксильными группами, т.е. силикона NuSil® Technologies, продукт № MED4162, выпускаемого компанией NuSil® Technologies, г. Карпентария, шт. Калифорния, 73,13% вес. растворителя гидрофторэфира, 0,0124% вес. катализатора и 0,0702% вес. перекрестносшивающего агента. Смесь "Компонент B" была эквивалентна соотношению 1:1 растворов нижнего покрытия и верхнего покрытия и была приготовлена путем смешивания исходных партий растворов нижнего и верхнего покрытий.
В тесте C однослойное однородное покрытие состояло из смеси «Компонент C», состоящей из 9,189% вес. функционализированного винилом органополисилоксана, т.е. силикона Momentive®, код продукта № MSC2631, выпускаемого компанией Momentive® Performance Materials, г. Уотерфорд, шт. Нью-Йорк, 17,33% вес. полидиметилсилоксана с концевыми гидроксильными группами, т.е. силикона NuSil® Technologies, продукт № MED4162, выпускаемого компанией NuSil® Technologies, г. Карпентария, шт. Калифорния, 73,42% вес. растворителя гидрофторэфира, 0,0083% вес. катализатора и 0,0468% вес. перекрестносшивающего агента. Смесь "Компонент C" была эквивалентна соотношению 1:2 растворов нижнего покрытия и верхнего покрытия и была приготовлена путем смешивания исходных партий растворов нижнего и верхнего покрытий.
На испытываемые в каждом тесте десять игл вихревым способом нанесли композицию однослойного однородного покрытия, используя один проход напыления на аппликаторе SC-300 Swirl Coat™ и системе нанесения конформного покрытия Century® C-341 компании Asymtek®, г. Карлсбад, шт. Калифорния, со следующими параметрами: давление жидкости 68,9 кПа (10 PSI), давление воздушной подкачки 344,7 кПа (50 PSI) и запорная игла 8. Затем иглы с нанесенным покрытием выдержали при температуре приблизительно 200°С в инфракрасном нагревателе в течение приблизительно 20 секунд в воздушной атмосфере.
Как показано в приведенных ниже таблицах 7-9, десять игл в каждом из тестов A, B и C проверили на тридцати проходах через прокалываемую мембрану.
ТЕСТ D
В тесте D испытывали десять имеющихся в продаже хирургических игл Ethicon PS-2 диаметром 0,061 см (0,024 дюйма). Иглы готовили путем нанесения вихревым способом композиции нижнего покрытия с параметрами, описанными в тестах A, B и C выше. Композицию нижнего покрытия готовили из смеси 27,58% вес. функционализированного винилом полимера для нижнего покрытия Momentive®, продукт № MSC2631, и 72,25% вес. растворителя HFE 72-DE. Затем в смесь добавили катализатор в толуоле Momentive®, продукт № SS8010, в количестве 0,02% вес. и перекрестносшивающий агент полиметилводородсилоксан Momentive®, продукт № SS4300, в количестве 0,14% вес. Нижнее покрытие наносили на хирургические иглы с использованием системы нанесения конформного покрытия Asymtek C-341 и вихревого аппликатора Asymtek SC-300. Затем иглы выдержали при температуре 300°С в течение тридцати секунд в инфракрасном нагревателе.
Затем на иглы нанесли композицию верхнего покрытия, которую готовили из смеси 26% вес. силиконового продукта NuSil® MED4162 и 74% вес. растворителя HFE 72-DE. Композицию верхнего покрытия также наносили вихревым способом с использованием системы нанесения конформного покрытия Asymtek C-341 и вихревого аппликатора Asymtek SC-300.
Затем иглы для теста D вместе отверждали при температуре 140°С в течение трех часов в конвекционной печи. Иглы тестировали путем проведения каждой иглы по тридцать раз через прокалываемую мембрану. Потребовавшиеся для этого усилия приведены в таблице 10.
На фиг.10 представлен график с прямым сравнением усредненных результатов тестов A, B, C и D. По оси y отложено усилие для проникновения в граммах, требуемое для проведения иглы через прокалываемую мембрану. По оси x отложено число проходов иглы.
Как можно видеть, иглы с нанесенным однослойным однородным покрытием имели начальное усилие для проникновения приблизительно 41 г в тестах A и B и приблизительно 40 г в тесте C. Усилие для проникновения несколько возрастало на протяжении тридцати проходов, и после тридцати проходов игл требовалось в среднем максимальное усилие приблизительно 65 г в тестах A и B и приблизительно 67 г в тесте C. В отличие от этого иглы, покрытие на которые было нанесено в два слоя, т.е. нижнее покрытие и верхнее покрытие, имели начальное усилие для проникновения приблизительно 46 г. Среднее максимальное усилие для проникновения после тридцати проходов составило приблизительно 61 г. Как показано, иглы с нанесенным однослойным однородным покрытием изначально требовали в среднем приблизительно на 5-6 г меньшее усилие по сравнению с иглами, имевшими двухслойное покрытие.
Применение описанного выше в связи с настоящим изобретением однослойного однородного покрытия позволяет получить хирургические иглы с пониженным начальным усилием для проникновения в ткань по сравнению как с хирургическими иглами, имеющими двухслойное покрытие, так и со стандартными хирургическими иглами после одинакового количества проведений иглы через ткань. Так, для игл достигается повышение как смазывающих свойств, так и долговечности покрытия. Это является следствием ряда факторов. Например, нанесение однослойного однородного покрытия вихревым способом обеспечивает равномерное распределение покрытия по подложке тонким слоем. Более того, композиция покрытия в сочетании со способами нанесения и отверждения может обеспечить значительное снижение среднего усилия, требуемого для многократного проведения иглы через ткань. Время отверждения также существенно сокращается по сравнению с временем, требуемым для отверждения двухслойного покрытия, такого как состоящего из нижнего покрытия и верхнего покрытия, что приводит к повышению эффективности процесса производства.
Специалисту в данной области техники будут понятны особенности и преимущества настоящего изобретения на основе описанных выше вариантов осуществления. Соответственно, настоящее изобретение не ограничивается представленными на фигурах и описанными вариантами осуществления, за исключением случаев, которые оговариваются в прилагаемой формуле изобретения. Все публикации и материалы, цитируемые в настоящем документе, полностью и в явной форме включены в него путем ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОКРЫТИЯ ДЛЯ ХИРУРГИЧЕСКИХ ИГЛ И СПОСОБЫ ИХ НАНЕСЕНИЯ | 2010 |
|
RU2569131C2 |
| ПОКРЫТИЯ ДЛЯ ХИРУРГИЧЕСКИХ ИГЛ И СПОСОБЫ ИХ НАНЕСЕНИЯ | 2010 |
|
RU2526164C2 |
| СОЛНЦЕЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ МНОГОСЛОЙНОГО ОСТЕКЛЕНИЯ | 2018 |
|
RU2737153C1 |
| ПРОТИВОКОРРОЗИОННЫЕ КОМПОЗИЦИИ ДЛЯ ЦИНКОСОДЕРЖАЩЕГО ГРУНТОВОЧНОГО ПОКРЫТИЯ | 2015 |
|
RU2680057C2 |
| ПОКРЫТИЕ, РЕГУЛИРУЮЩЕЕ ПРИТОК СОЛНЕЧНОГО ТЕПЛА, С УЛУЧШЕННЫМИ ХАРАКТЕРИСТИКАМИ РЕГУЛИРОВАНИЯ | 2016 |
|
RU2719816C2 |
| ИЗОЛЯЦИОННАЯ НАБИВКА, ПОДВЕРГНУТАЯ ВОЗДУШНОЙ СУШКЕ | 2017 |
|
RU2754839C2 |
| МОДУЛЬНАЯ УСТАНОВКА ДЛЯ НАПОЛНЕНИЯ И СПОСОБ | 2013 |
|
RU2635382C2 |
| Трехфазная однослойная полюсопереключаемая обмотка с отношением чисел полюсов 16/4 | 1986 |
|
SU1372508A1 |
| УСТРОЙСТВО СЕТИ МОБИЛЬНОЙ КОММУНИКАЦИИ | 2004 |
|
RU2292646C2 |
| Трехфазная полюсопереключаемая обмотка | 1985 |
|
SU1267542A1 |
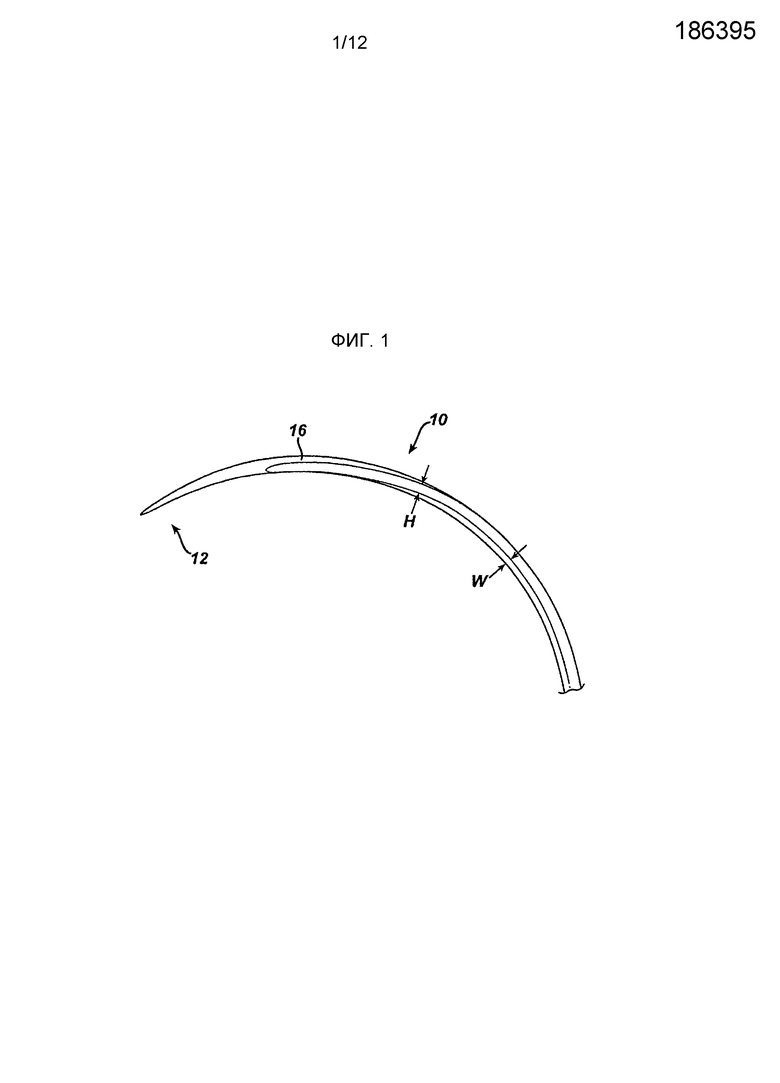
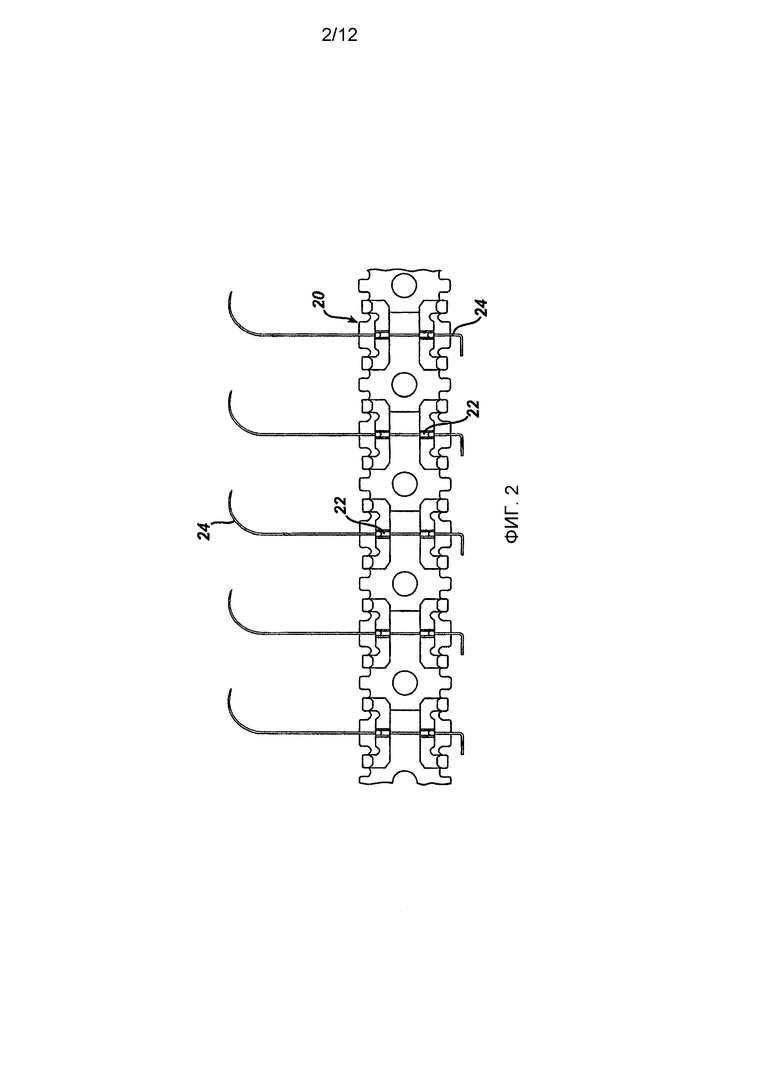
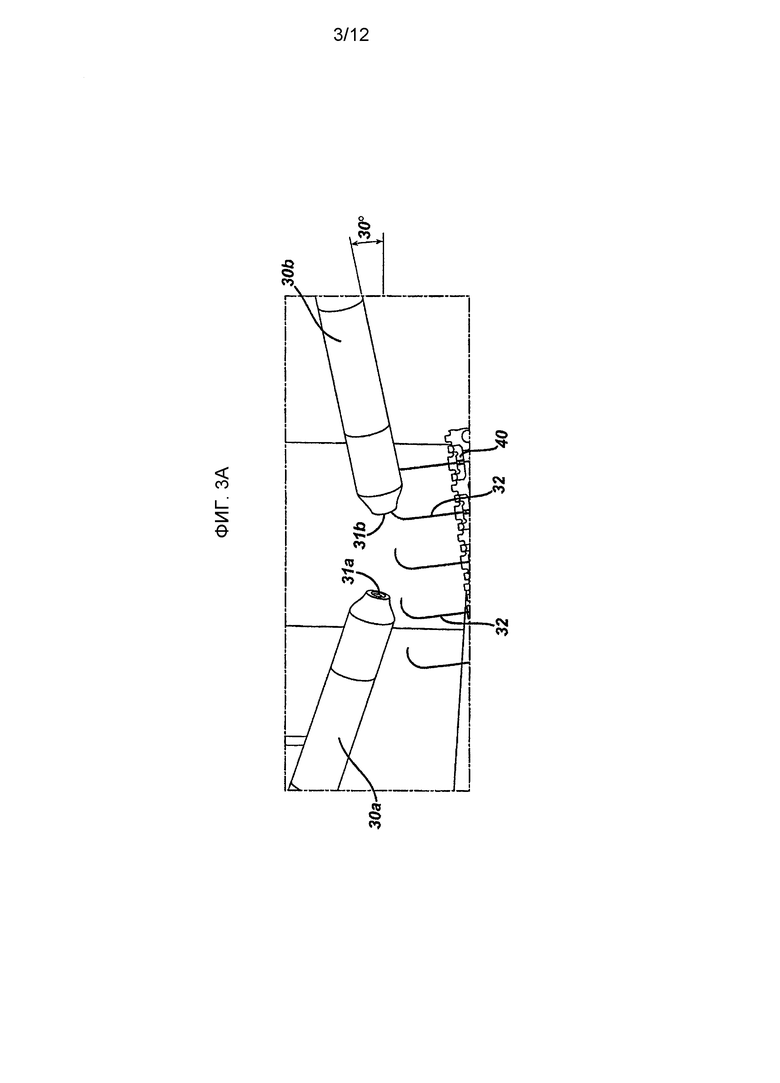
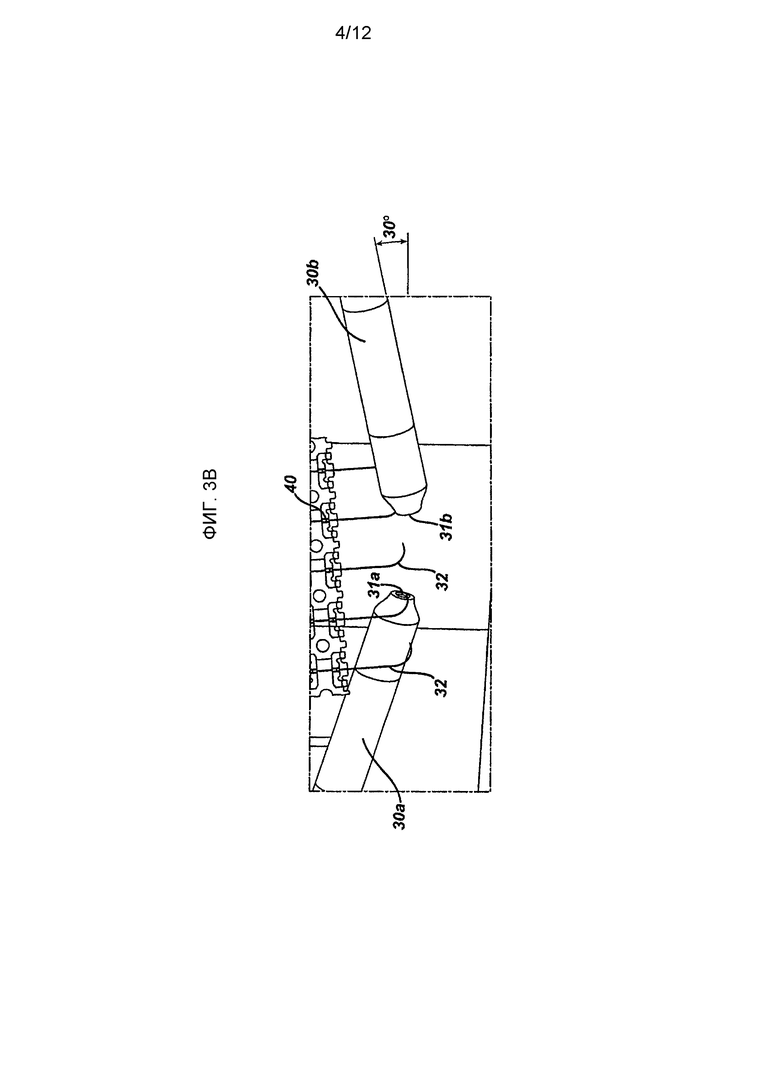
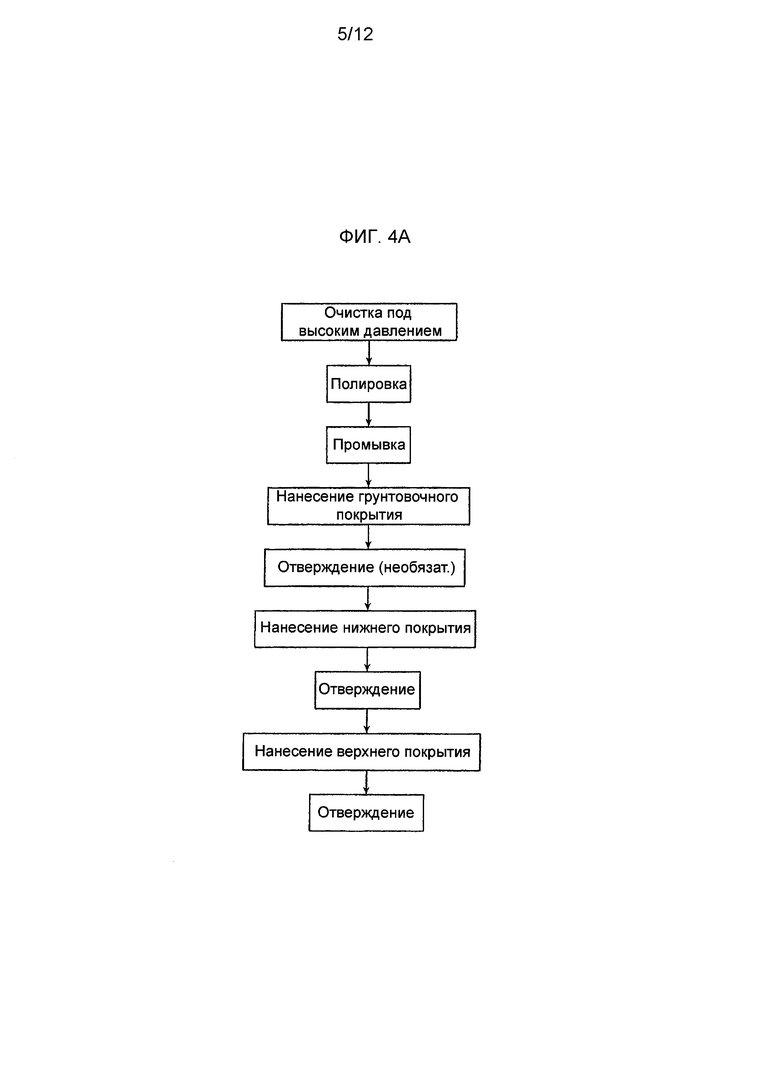
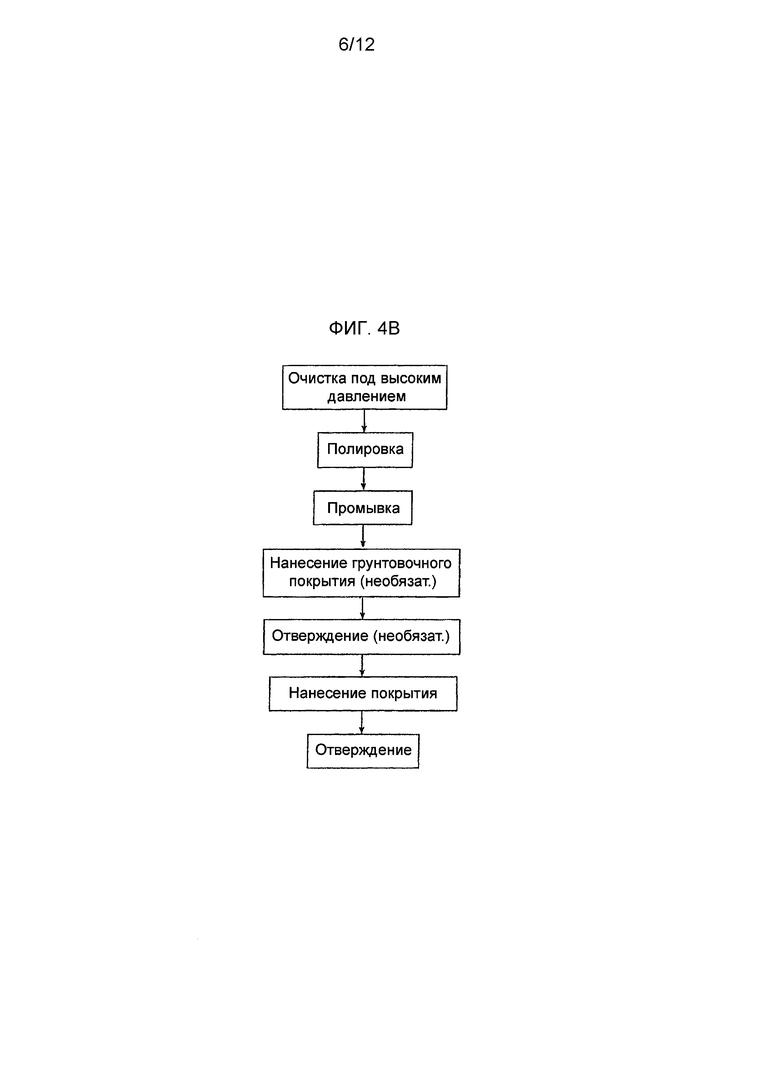
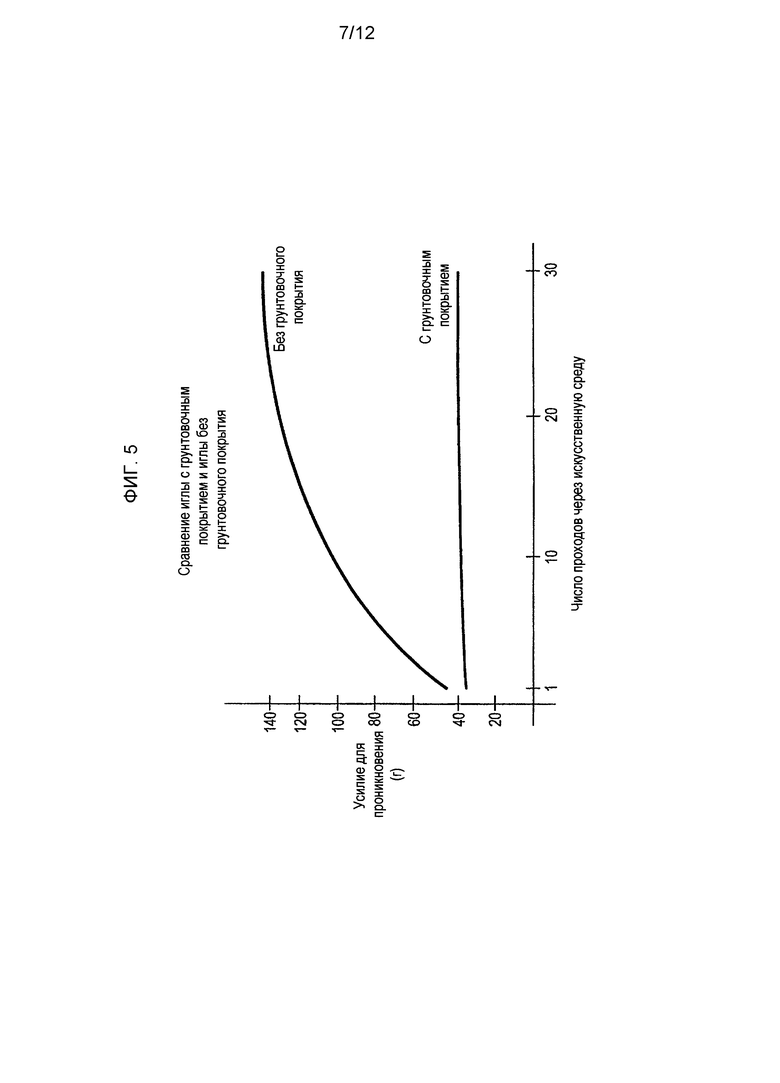
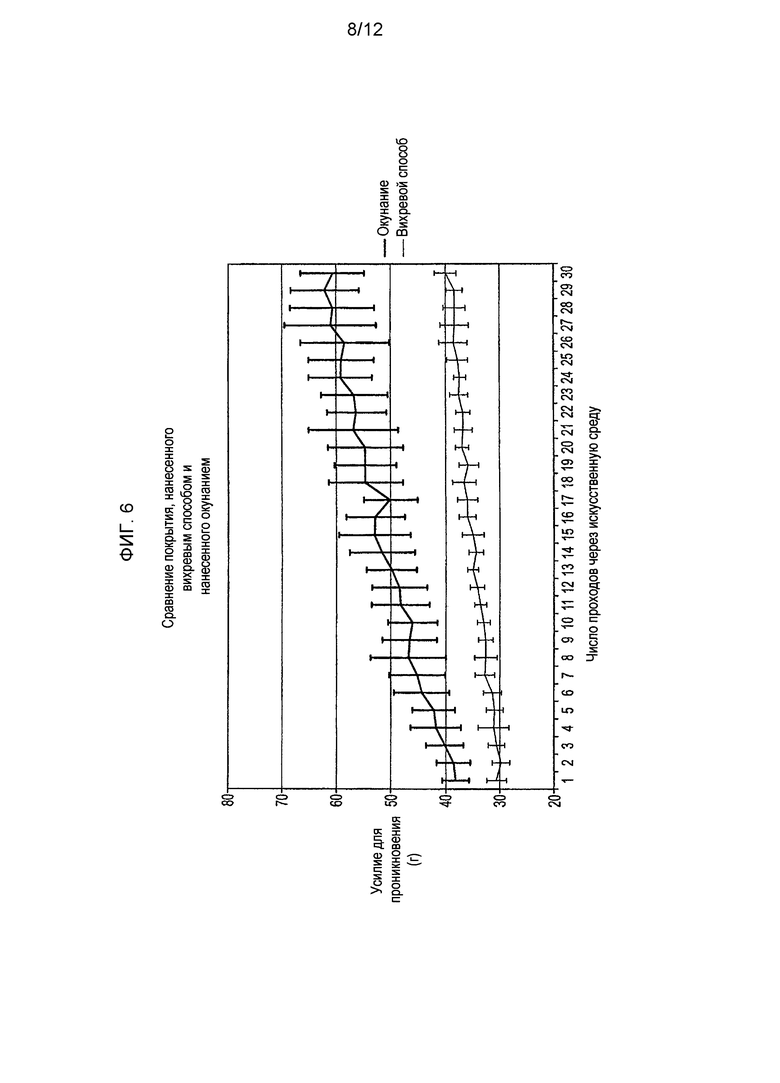
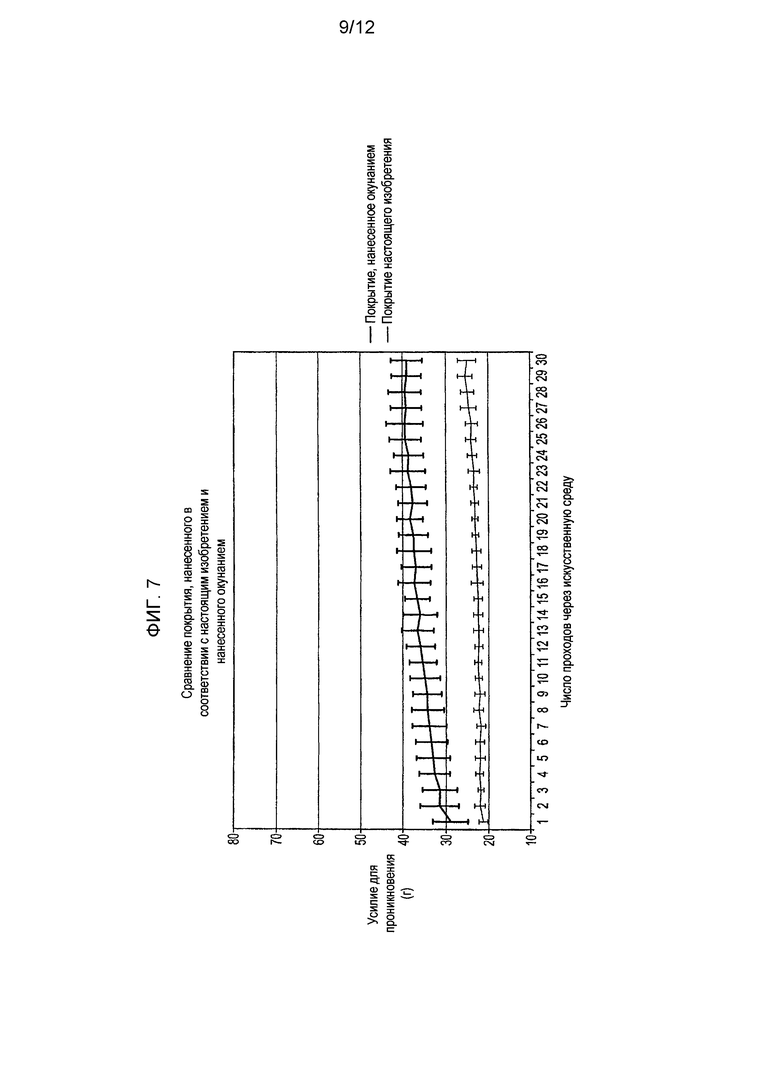
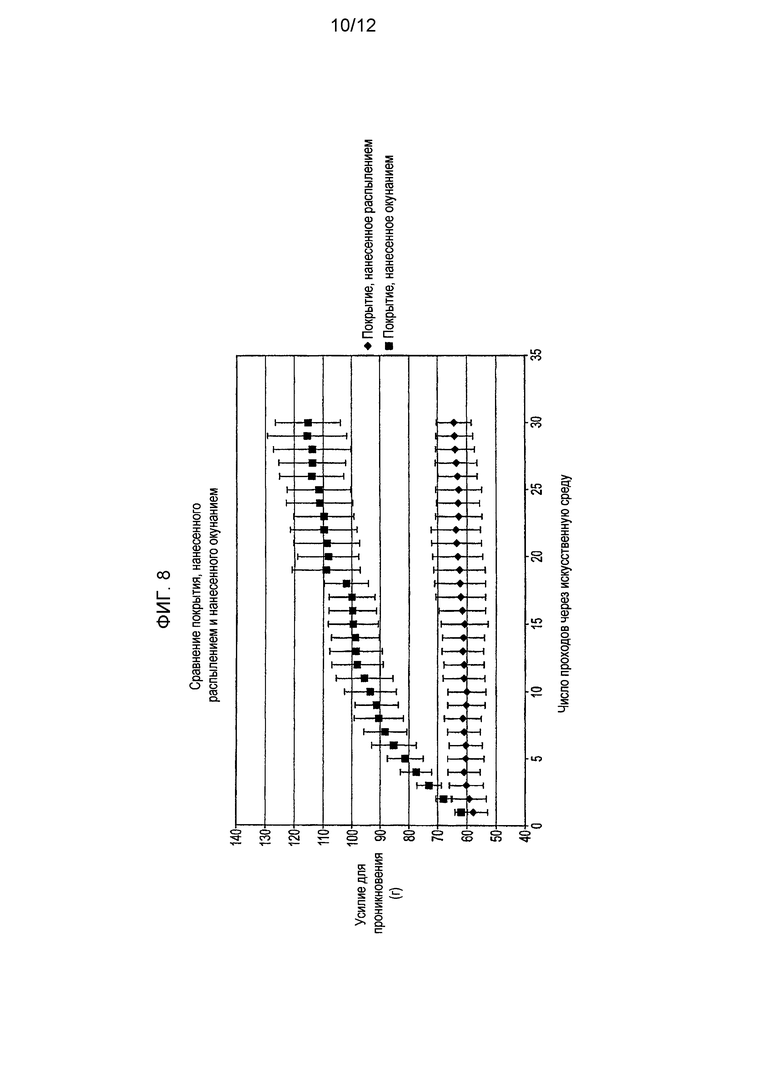
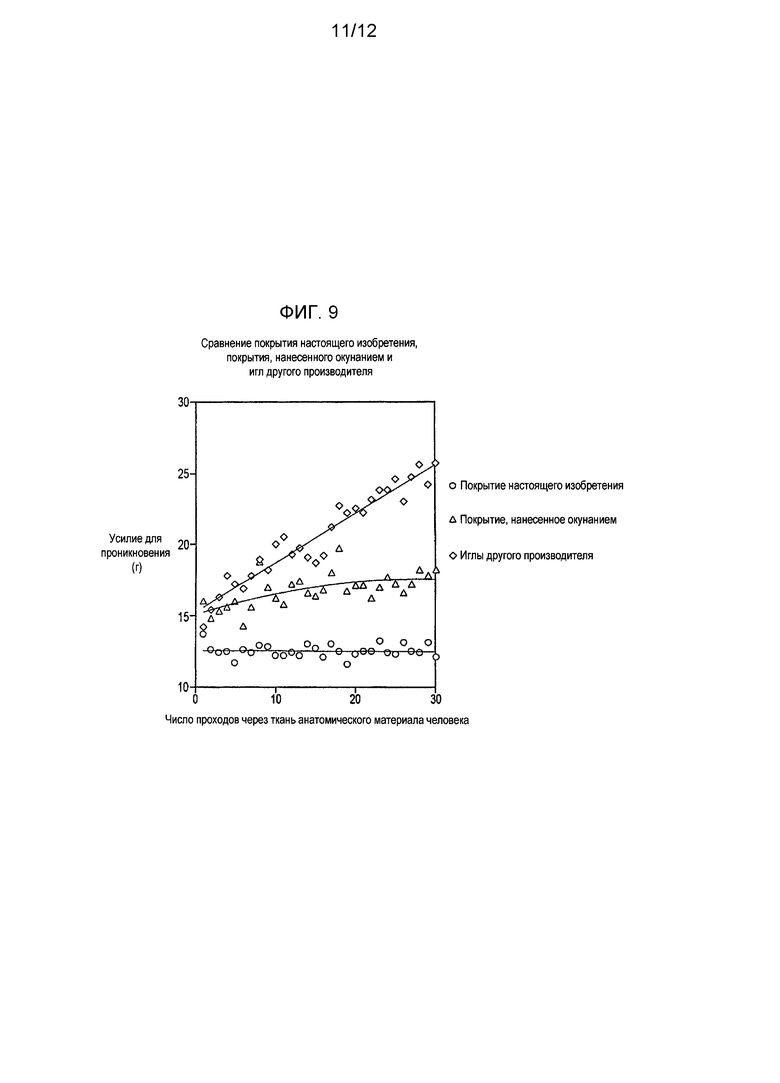
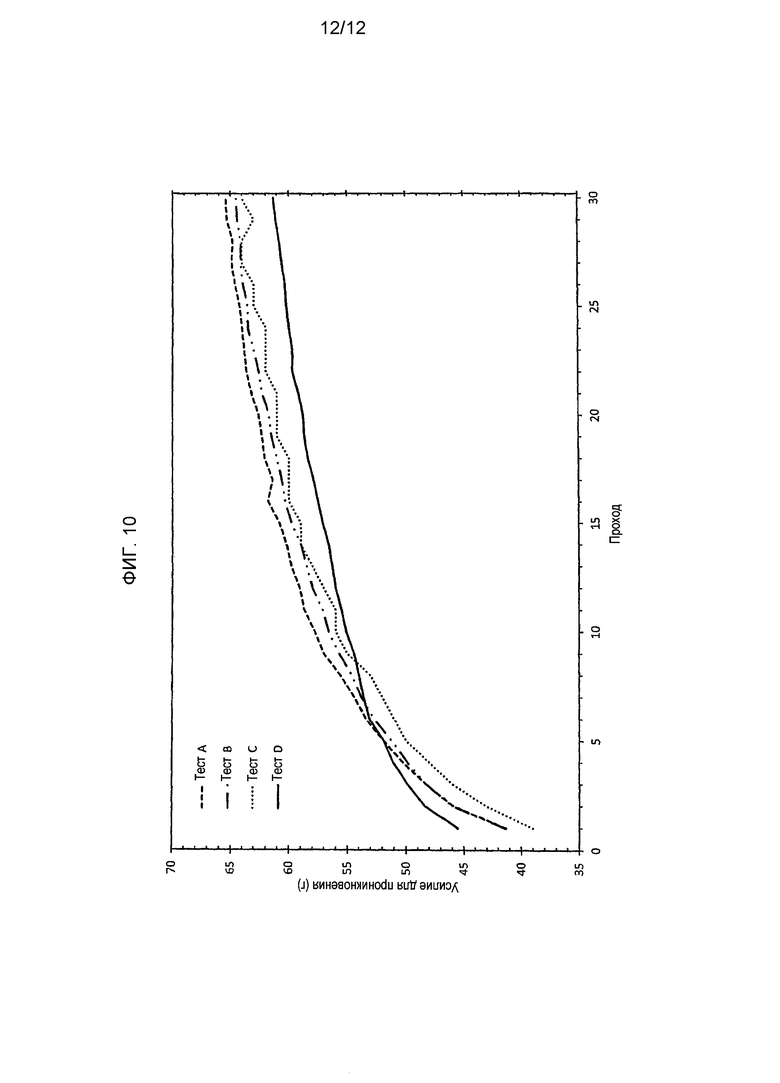
Группа изобретений относится к медицине и может быть использована для использования медицинских устройств (игл). При этом медицинское устройство представляет собой хирургическую иглу, включающее: корпус, выполненный из вольфрам-рениевого сплава, грунтовочное покрытие на основе полиалкилсилоксана и тетраэтилсиликата, сформированное на поверхности корпуса, нижнее покрытие, нанесенное поверх грунтовочного покрытия. При этом нижнее покрытие включает функционализированный винилом органополисилоксан. Верхнее покрытие, нанесенное поверх нижнего покрытия, включает полидиметилсилоксан. Причем нижнее и верхнее покрытие наносится на поверхность корпуса посредством вихревого нанесения и образует силиконовое покрытие с высокими смазывающими свойствами. Корпус обеспечивает постоянное усилие для проникновения в течение более тридцати проходов корпуса через ткань. Также заявлен способ нанесения покрытия на медицинское устройство. Группа изобретение обеспечивает долговечность и высокие смазывающие свойства хирургических игл для облегчения многократного повторного проведения иглы через ткань. 2 н. и 10 з.п. ф-лы, 10 табл.,10 ил., 5 пр.
1. Медицинское устройство, представляющее собой хирургическую иглу, включающее:
корпус, выполненный из вольфрам-рениевого сплава;
грунтовочное покрытие на основе полиалкилсилоксана и тетраэтилсиликата, сформированное на поверхности корпуса;
нижнее покрытие, нанесенное поверх грунтовочного покрытия, где нижнее покрытие включает функционализированный винилом органополисилоксан; и
верхнее покрытие, нанесенное поверх нижнего покрытия, где верхнее покрытие включает полидиметилсилоксан;
причем нижнее и верхнее покрытие наносится на поверхность корпуса посредством вихревого нанесения и образует силиконовое покрытие с высокими смазывающими свойствами, и
причем корпус обеспечивает по существу постоянное усилие для проникновения в течение более тридцати проходов корпуса через ткань.
2. Медицинское устройство по п. 1, в котором силиконовое покрытие подается на поверхность корпуса в растворителе с высоким давлением паров и низкой температурой кипения.
3. Медицинское устройство по п. 2, в котором растворитель с высоким давлением паров и низкой температурой кипения представляет собой растворитель гидрофторэфир.
4. Медицинское устройство по п. 1, в котором силиконовое покрытие имеет толщину в диапазоне от приблизительно 1 микрона до приблизительно 3,5 микрона.
5. Медицинское устройство по п. 1, содержащее силиконовое покрытие, отвержденное при температуре 200°С под воздействием инфракрасного излучения с длиной волны в диапазоне от приблизительно 1,4 мкм до приблизительно 3,0 мкм.
6. Медицинское устройство по п. 5, содержащее силиконовое покрытие, отвержденное в течение времени в диапазоне от приблизительно 1 секунды до приблизительно 60 секунд.
7. Медицинское устройство по п. 5, содержащее силиконовое покрытие, отвержденное в течение времени в диапазоне от приблизительно 10 секунд до приблизительно 30 секунд.
8. Медицинское устройство по п. 1, содержащее силиконовое покрытие, отвержденное на поверхности корпуса в конвекционной печи в течение времени в диапазоне от приблизительно 1 часа до приблизительно 5 часов при температуре в диапазоне от приблизительно 60°С до приблизительно 180°С.
9. Медицинское устройство по п. 1, содержащее силиконовое покрытие, отвержденное на поверхности корпуса в конвекционной печи в течение времени в диапазоне от приблизительно 2,5 часа до приблизительно 3,5 часа при температуре в диапазоне от приблизительно 100°С до приблизительно 140°С.
10. Способ нанесения покрытия на медицинское устройство, представляющее собой хирургическую иглу, включающий стадии, на которых:
получают грунтовочное покрытие на основе полиалкилсилоксана и тетраэтилсиликата и силиконовое покрытие с высокими смазывающими свойствами, включающее растворитель гидрофторэфир;
наносят грунтовочное покрытие на хирургическую иглу;
наносят посредством вихревого нанесения силиконовое покрытие с высокими смазывающими свойствами поверх грунтовочного покрытия; и
отверждают силиконовое покрытие с высокими смазывающими свойствами в течение времени в диапазоне от приблизительно 1 секунды до приблизительно 60 секунд,
причем силиконовое покрытие с высокими смазывающими свойствами включает нижнее покрытие, включающее функционализированный винилом органополисилоксан и нанесенное поверх грунтовочного покрытия, и верхнее покрытие, включающее полидиметилсилоксан и нанесенное поверх нижнего покрытия, и
причем силиконовое покрытие с высокими смазывающими свойствами наносят вихревым нанесением посредством распылительных форсунок, которые смещены друг от друга на угол меньше 180 градусов.
11. Способ по п. 10, в котором растворитель имеет давление паров приблизительно 46,7 кПа (350 мм рт. ст.).
12. Способ по п. 10, в котором отверждение силиконового покрытия с высокими смазывающими свойствами включает отверждение покрытия при температуре приблизительно 200°С в течение времени в диапазоне от приблизительно 10 секунд до приблизительно 30 секунд под воздействием инфракрасного излучения с длиной волны в диапазоне от приблизительно 1,4 мкм до приблизительно 3,0 мкм.
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ЗЕРНА В ЗЕРНОУБОРОЧНОМ КОМБАЙНЕ | 2014 |
|
RU2638310C2 |
| US 20070060952 A1, 15.03.2007 | |||
| US 20070231457 A1, 04.10.2007 | |||
| ЕЛИСАВЕТСКИЙ А.М | |||
| и др., Лакокрасочные покрытия | |||
| Технология и оборудование, М., Химия,1992, С.297. | |||

