Область техники, к которой относится изобретение
Изобретение относится к устройству для литья под давлением держателя штемпельной подушки, с пресс-формой для литья под давлением, имеющей первую и вторую деталь пресс-формы, которая в закрытом положении запирает полость формы, причем первая и вторая деталь пресс-формы установлены подвижно относительно друг друга в направлении открывания и закрывания.
Держатель штемпельной подушки расположен в гнезде автоматически окрашивающегося штемпеля, с донной частью и отстоящими от нее стенками, которые ограничивают приемную полость для размещения штемпельной подушки, причем, по меньшей мере, одна стенка держателя штемпельной подушки имеет фиксирующую перемычку, выступающую в приемную полость, для фиксации штемпельной подушки.
Изобретение относится также к способу изготовления держателя штемпельной подушки в процессе литья под давлением.
Уровень техники
Автоматически окрашивающийся штемпель, в котором держатель штемпельной подушки наподобие выдвижного контейнера вдвигается в гнездо корпуса штемпеля, известен, например, из ЕР 1603755 B1. После израсходования штемпельной краски в штемпельной подушке контейнер для штемпельной подушки может извлекаться из гнезда и заменяться новым контейнером для штемпельной подушки или первоначальным контейнером для штемпельной подушки с заправленной штемпельной подушкой. Для этого гнездо имеет на, по меньшей мере, одной стороне свободно доступное отверстие для установки. В этом уровне техники штемпельная подушка вклеивается в держатель для подушки. К отрицательному моменту относится, что при изготовлении штемпельной подушки при процессе вырубания на углах может происходить образование нитей. При установке в штемпель нити, пропитанные краской, могут загрязнять гнездо. Кроме того эта техника имеет недостаток, что из-за коробления вклейки подушки, в частности, на продольных сторонах, обращение с держателем подушки затрудняется, соответственно могут случаться загрязнения штемпеля или со стороны пользователя.
Кроме того, из AT 411976 В известен автоматически окрашивающийся штемпель, в котором сменяемый контейнер для штемпельной подушки имеет на нижней стороне направленные внутрь выступы из накладок.
Из технологических соображений при таких контейнерах для штемпельных подушек, однако, было необходимо, чтобы выступы из накладок простирались только участками вдоль контейнера для штемпельной подушки. С помощью этого не удавалось решить проблему того, что штемпельная подушка вследствие коробления и образования нитей в области углов может вести к загрязнению штемпеля. К тому же работа с держателем штемпельной подушки требовала сноровки пользователя, чтобы при процессах замены избежать загрязнений.
Раскрытие изобретения
Целью настоящего изобретения является устранение или уменьшение недостатков уровня техники. Соответственно должен быть создан держатель штемпельной подушки описанного вида, с которым штемпельная подушка надежно удерживается в надлежащем положении в приемной полости. К тому же предложен упрощенный способ и устройство для изготовления такого держателя штемпельной подушки.
Для решения этой задачи держатель для штемпельной подушки однажды описанного вида отличается тем, что фиксирующая перемычка простирается по всей длине стенки.
Это осуществление имеет преимущество, что фиксирующая перемычка простирается вплоть до угловой области держателя штемпельной подушки. Таким образом, может надежно обеспечиваться, что образование нитей или коробление штемпельной подушки не приведет к выступу на верхней стороне держателя штемпельной подушки.
Чтобы зафиксировать штемпельную подушку внутри держателя штемпельной подушки, является благоприятным, если фиксирующая перемычка предусмотрена в краевой области стенки, обращенной от донной части. При монтаже штемпельная подушка в верхней краевой области стенки прижимается под выступающей внутрь фиксирующей перемычкой, вследствие чего штемпельная подушка фиксируется в приемной полости.
Если фиксирующая перемычка расположена в основном перпендикулярно к стенке, держатель штемпельной подушки может иметь преимущественно ту же конструктивную высоту, что и существующие осуществления без фиксирующей перемычки. Кроме этого может обеспечиваться надежная фиксация штемпельной подушки в приемной полости.
Чтобы при работе надежно воспрепятствовать тому, что штемпельная подушка будет выходить из надлежащего положения и выдаваться за отверстие для доступа держателя штемпельной подушки или даже штемпельная подушка отделится от держателя штемпельной подушки, является предпочтительным, когда на продольной стороне держателя штемпельной подушки предусмотрена стенка с фиксирующей перемычкой. При таком осуществлении держатель штемпельной подушки имеет продольные и узкие стороны, причем фиксирующая перемычка предусмотрена на одной из продольных сторон. Для расположения в гнездах промышленных автоматически окрашивающихся штемпелях держатель штемпельной подушки имеет преимущественно в основном прямоугольную донную часть, на продольных соответственно поперечных сторонах которой отогнуты стенки. С помощью образования фиксирующей перемычки на продольной стороне держателя штемпельной подушки может обеспечиваться, что штемпельная подушка достаточно прижимается в направлении донной части держателя штемпельной подушки, чтобы удержать штемпельную подушку в надлежащем положении.
Фиксация штемпельной подушки в держателе штемпельной подушки может дальше усиливаться, если, по меньшей мере, две стенки, преимущественно на продольных сторонах, имеют фиксирующие перемычки. Согласно предпочтительному осуществлению держатель штемпельной подушки имеет фиксирующие перемычки только на обеих продольных сторонах, а, однако, не на узких сторонах. С другой стороны может быть также предусмотрено, что держатель штемпельной подушки имеет фиксирующие перемычки как на продольных, так и на узких сторонах.
Чтобы с одной стороны в смонтированном состоянии обеспечить достаточную фиксацию штемпельной подушки в держателе штемпельной подушки и с другой стороны не чрезмерно усложнить монтаж штемпельной подушки путем вдавливания в приемную полость, является преимуществом, если фиксирующая перемычка имеет ширину от 0,8 до 2,5 мм, в частности, от 0,9 до 1,3 мм, преимущественно в основном 1 мм. Ширина относится в этой связи к простиранию фиксирующей перемычки прочь от предназначенной стенки держателя штемпельной подушки.
Из технологических соображений должно быть предпочтительно, если фиксирующая перемычка образована цельно со стенкой.
При этом осуществлении к тому является удобным, если донная часть, стенки и, по меньшей мере, одна фиксирующая перемычка образованы цельно, в частности, в виде детали, полученной литьем под давлением.
Лежащая в основе изобретения задача решается к тому же с помощью приспособления однажды приведенного вида, в котором пресс-форма для литья под давлением имеет, по меньшей мере, одну простирающуюся по всей длине полости формы задвижную деталь, которая расположена с возможностью перемещения между положением литейного формования, захватывающим сзади фиксирующую перемычку держателя штемпельной подушки, и положением разделения, высвобождающим фиксирующую перемычку, в направлении, отличающимся от направления открывания соответственно закрывания деталей пресс-формы.
Для литья под давлением держателя штемпельной подушки, следовательно, сначала пресс-форма для литья под давлением располагается в закрытом положении, в котором форма держателя штемпельной подушки образовывается с помощью полости формы. С помощью заполнения исходным материалом в пластифицированном состоянии в полости формы образуется держатель штемпельной подушки. При литье под давлением задвижная деталь расположена в положении литейного формования, в котором задвижная деталь участками расположена под областью полости формы, образующей фиксирующую перемычку. Предпочтительно задвижная деталь в положении литейного формования расположена так, что задвижная деталь оставляет свободной в поперечном сечении в основном U-образную область полости формы, чтобы с одной стороны образовать стенку с фиксирующей перемычкой и с другой стороны краевую область донной части. С помощью перевода задвижной детали поперек к направлению закрывания соответственно открывания пресс-формы для литья под давлением и прочь от стенки держателя штемпельной подушки, имеющей фиксирующую перемычку, в положение разделения задвижная деталь может освобождаться из зацепления с фиксирующей перемычкой, так что пресс-форма для литья под давлением после завершения процесса литья под давлением может открываться в направлении открывания, чтобы иметь возможность извлечения готового держателя штемпельной подушки из пресс-формы для литья под давлением. Для перевода в положение разделения задвижная деталь может перемещаться, по меньшей мере, на ширину фиксирующей перемычки, причем преимущественно проходится выходящее за ширину фиксирующей перемычки безопасной расстояние, чтобы надежно предотвратить блокирование пресс-формы для литья под давлением с помощью задвижной детали при разделении деталей пресс-формы в направлении открывания.
Особенно предпочтительно, если на одной из деталей пресс-формы предусмотрен, по меньшей мере, один выталкиватель для извлечения держателя штемпельной подушки из полости формы, причем, по меньшей мере, одна задвижная деталь отлична от выталкивателя. Соответственно в качестве задвижной детали и выталкивателя предусмотрены специальные конструктивные элементы, так что перемещение задвижной детали для высвобождения фиксирующей перемычки держателя штемпельной подушки может проводиться независимо от извлечения держателя штемпельной подушки из полости формы. Это осуществление имеет преимущество, что держатель штемпельной подушки находится в полости формы в фиксированном состоянии, если, по меньшей мере, одна задвижная деталь для извлечения отодвигается от продольной стороны полости формы. Благодаря этому предотвращается, что держатель штемпельной подушки прилипнет к одной из задвижной детали и потянется этой выдвижной деталью. Это удается избежать в известных пресс-формах для литья под давлением только с помощью того, что угловые области держателя штемпельной подушки поддерживаются свободными от фиксирующих перемычек и таким образом способствуют центрированию держателя штемпельной подушки. В противоположность этому при настоящем осуществлении сначала фиксирующая перемычка высвобождается с помощью приведения в действие задвижной детали, затем открывается полость формы и наконец с помощью приведения в действие выталкивателя держатель штемпельной подушки извлекается из полости формы.
Для образования расположенной в основном перпендикулярно к стенке фиксирующей перемычки удобно, если задвижная деталь расположена подвижно в основном перпендикулярно к направлению открывания соответственно закрывания деталей пресс-формы. После завершения процесса литья, следовательно, сначала задвижная деталь перемещается в основном перпендикулярно к направлению открывания, пока не осуществится выход задвижной детали из зацепления с фиксирующей перемычкой, прежде чем пресс-форма для литья под давлением сможет открыться с помощью относительного перемещения между деталями пресс-формы.
Для образования двух фиксирующих перемычек на противоположных сторонах держателя штемпельной подушки предпочтительно, если две задвижные детали расположены подвижно в противоположных направлениях.
Соответственно обе задвижные детали после завершения процесса литья могут перемещаться для высвобождения фиксирующих перемычек во встречных направлениях, причем перемещение одной задвижной детали преимущественно привязано к перемещению другой задвижной детали.
Согласно особо предпочтительному осуществлению предусмотрено, что первая деталь пресс-формы и вторая деталь пресс-формы могут перемещаться между положением литейного формования и положением разделения на заданное расстояние совместно в направлении открывания соответственно закрывания, причем пресс-форма для литья под давлением имеет корреспондирующие направляющие средства, с которыми совместное перемещение деталей пресс-формы в направлении открывания соответственно закрывания может преобразовываться в перемещение задвижной детали между положением литейного формования и положением разделения. Соответственно перемещение деталей пресс-формы вдоль заданного расстояния в направлении открывания привязано к перемещению задвижной детали в положение разделения.
Чтобы переместить задвижную деталь в соответствие с совместным перемещением деталей пресс-формы вдоль заданного расстояния в положение разделения, является преимуществом, если направляющие средства имеют расположенные под углом, в частности, под углом от 6 до 20°, к направлению открывания соответственно закрывания направляющие поверхности. С помощью наклона направляющих поверхностей может осуществляться перевод между перемещением деталей пресс-формы и перемещением задвижной детали.
При этом предпочтительно, если одна направляющая поверхность предусмотрена на задвижной детали, причем другая направляющая поверхность образована преимущественно на переднем конце литейной форсунки. Передний конец литейной форсунки сходит при этом преимущественно на конус. При переводе между положением формования и положением разделения направляющие поверхности задвижной детали и литейной форсунки скользят друг к другу.
В предпочтительном осуществлении предусмотрено, что направляющие средства имеют пружинный или создающий растягивающее усилие элемент, который способствует перемещению задвижной детали в положение разделения. Для перемещения задвижной детали в положение разделения могут быть предусмотрены пружинные средства или системы извлечения стержней из пресс-формы.
Согласно предпочтительному осуществлению пресс-форма для литья под давлением имеет упор для ограничения перемещения первой детали пресс-формы в направлении открывания, причем вторая деталь пресс-формы для разделения деталей пресс-формы может перемещаться относительно смещенной в положение упора первой детали пресс-формы. Соответственно пресс-форма для литья под давлением может перемещаться из закрытого положения для литья под давлением держателя штемпельной подушки в направлении открытия через положение упора первой детали пресс-формы, которое соответствует положению разделения или положению высвобождения задвижной детали, в открытое положение для извлечения держателя штемпельной подушки. Предпочтительным образом с помощью этого извлечение из формы может обеспечиваться в одном единственном процессе перемещения.
Чтобы первую деталь пресс-формы захватить с собой на заданное расстояние в направлении открытого положения, когда вторая деталь пресс-формы переместится в открытое положение, предпочтительно предусмотрено, что первая деталь пресс-формы соединена с пружинным средством, которое смещает первую деталь пресс-формы в направлении положения упора, соответствующего положению разделения. После достижения положения упора первой деталью пресс-формы вторая деталь пресс-формы при неподвижной первой детали пресс-формы может смещаться вплоть до открытого положения.
Для открытия пресс-формы для литья под давлением благоприятно, если вторая деталь пресс-формы соединена с приводом, в частности с гидроприводом.
Задача, поставленная перед настоящим изобретением, решается в способе, при котором фиксирующая перемычка в положении литейного формования захватывается сзади простирающейся по всей длине стенки задвижной деталью, которая затем перемещается в положение разделения, высвобождающее фиксирующую перемычку.
Относительно преимуществ и технических результатов такого способа делается ссылка на указанные выше варианты осуществления.
Краткое описание чертежей
Изобретение ниже поясняется дальше с помощью представленных на чертежах предпочтительных примеров осуществления, которыми, тем не менее, оно не должно быть ограничено. В частности, на чертежах показывают:
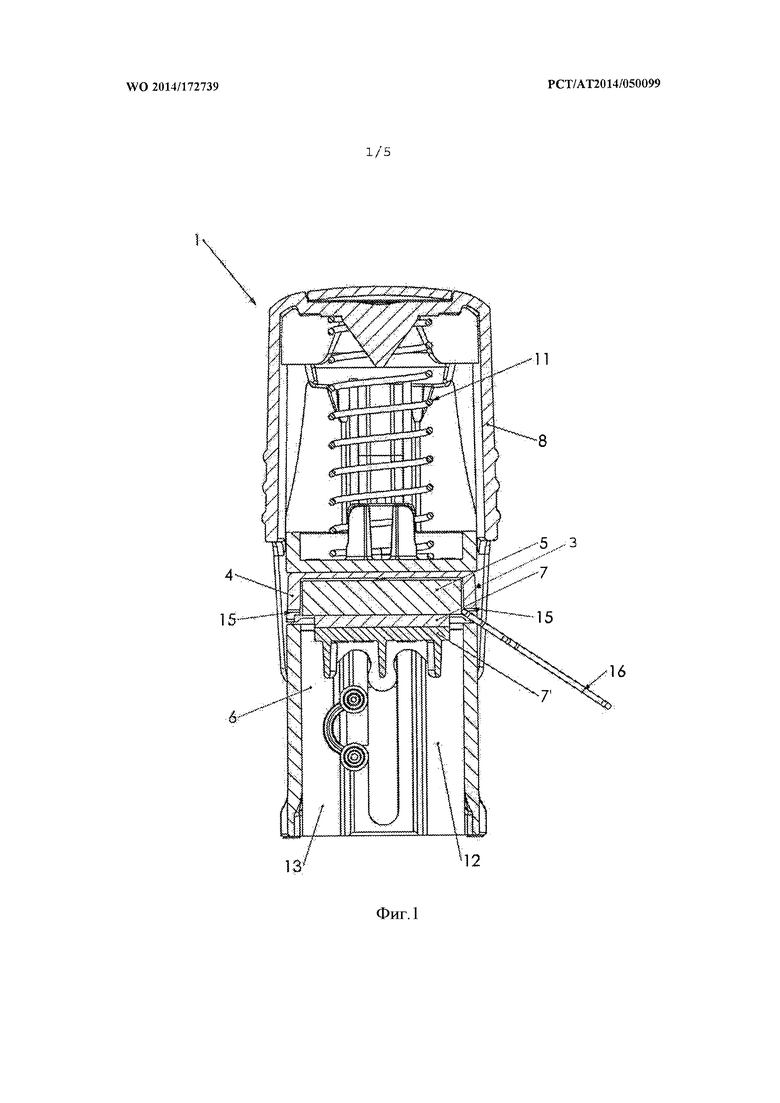
фиг. 1 - вид разреза автоматически окрашивающегося штемпеля, в котором в гнезде расположен обычный держатель штемпельной подушки;
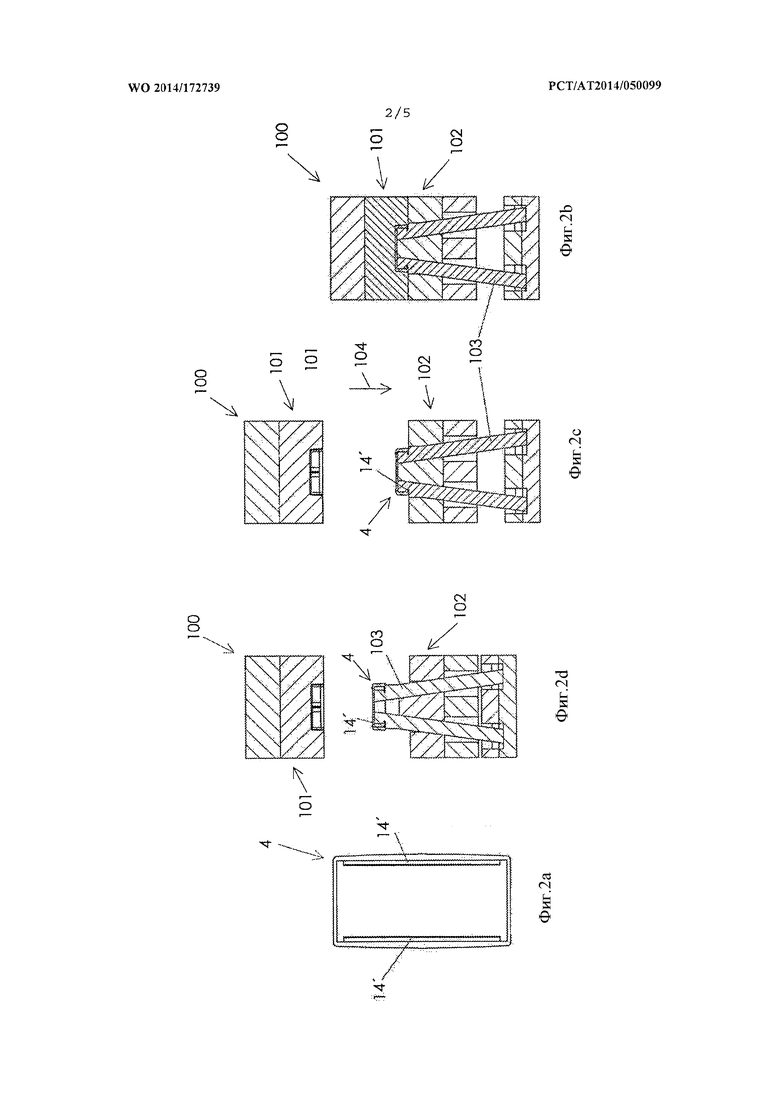
фиг. 2а - вид держателя штемпельной подушки, в котором на продольных сторонах предусмотрены фиксирующие выступы, которые, однако, не простираются вплоть до угловых областей;
фиг. 2b-2d - виды пресс-формы для литья под давлением в различных стадиях изготовления известного держателя штемпельной подушки;
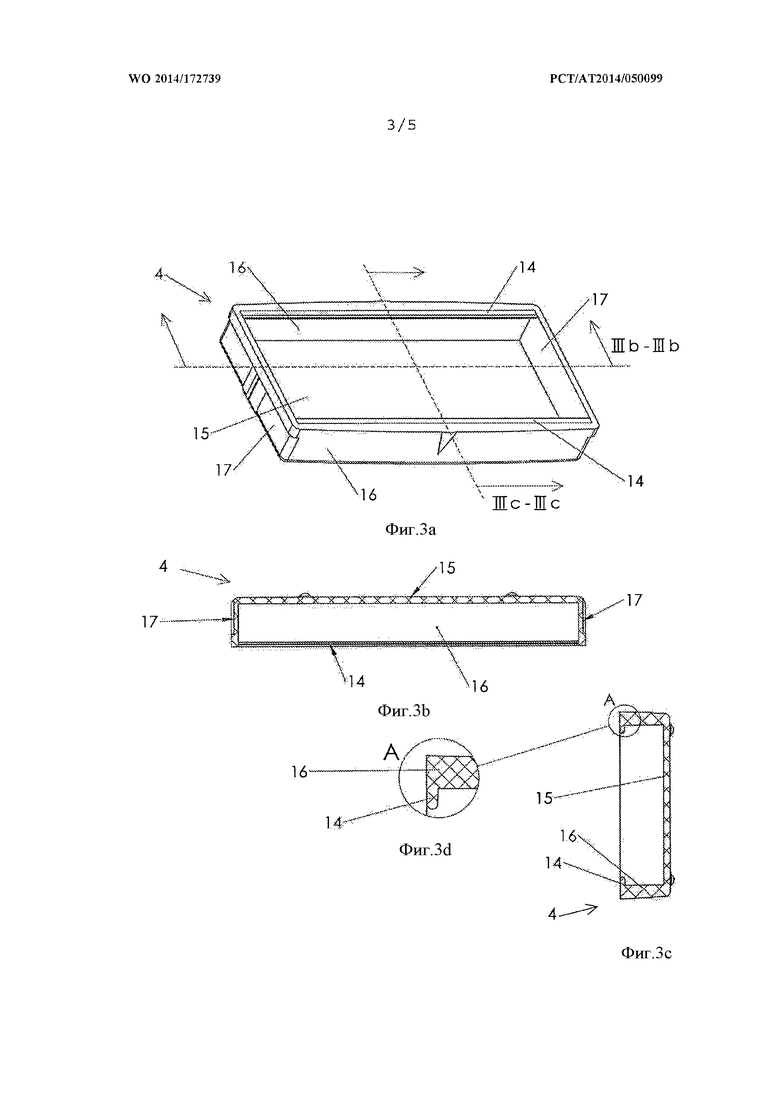
фиг. 3а - схематический вид предложенного в соответствие с изобретением держателя штемпельной подушки, в котором фиксирующие перемычки на продольных сторонах простираются по всей длине держателя штемпельной подушки;
фиг. 3b - разрез по линии IIIb-IIIb на фиг. 3а;
фиг. 3с - разрез по линии IIIc-IIIc на фиг. 3а;
фиг. 3d - увеличенный вид детали А согласно фиг. 3с;
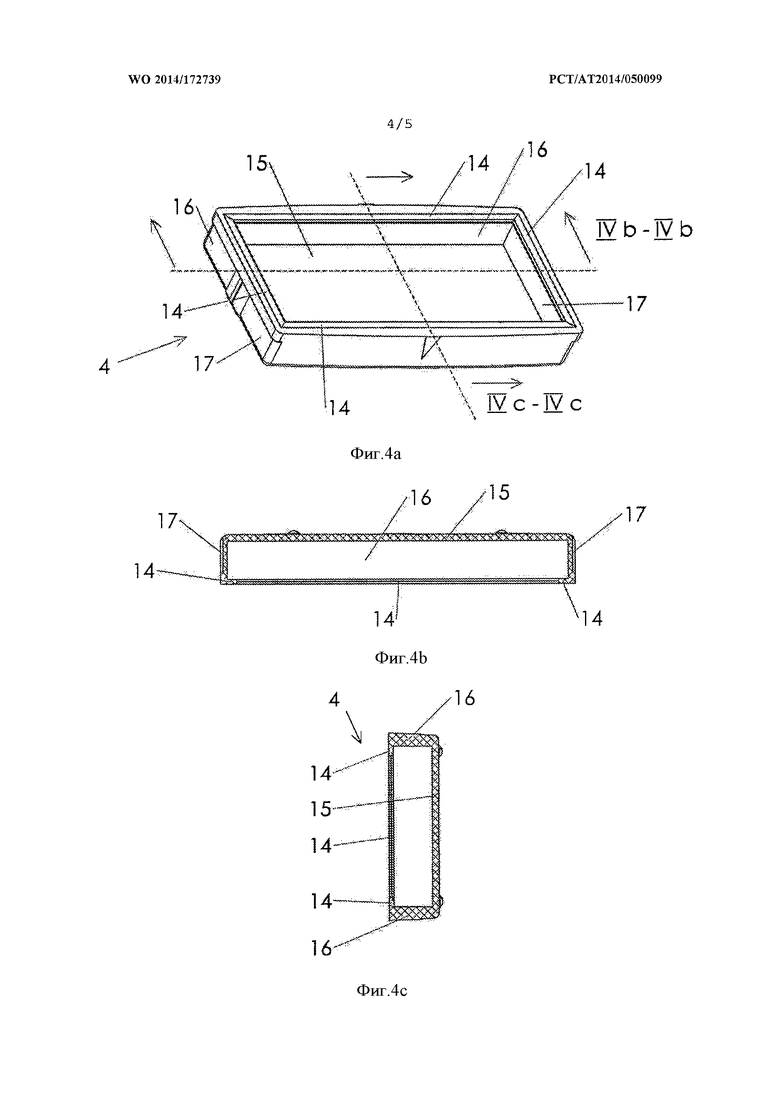
фиг. 4а - схематический вид другого осуществления предложенного в соответствие с изобретением держателя штемпельной подушки, в котором фиксирующие перемычки находятся на продольных и узких сторонах;
фиг. 4b - разрез по линии IVb-IVb на фиг. 4а; и
фиг. 4с - разрез по линии IVc-IVc на фиг. 4а;
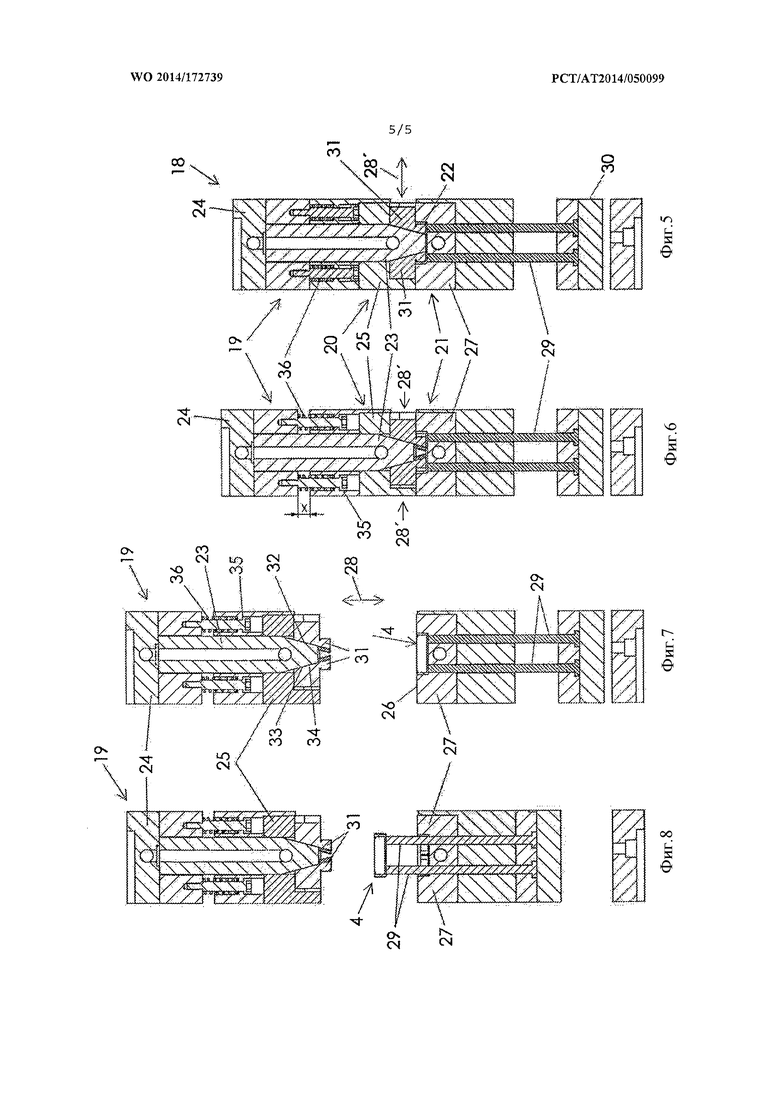
фиг. 5-8 - виды предложенного в соответствие с изобретением приспособления для изготовления держателя штемпельной подушки согласно фиг. 3-5 с пресс-формой для литья под давлением, которая может перемещаться между положением литьевого формования при отливке держателя штемпельной подушки (фиг. 5), положением разделения (фиг. 6), высвобождающим фиксирующую перемычку готового держателя штемпельной подушки, открытым положением (фиг. 7) и положением выталкивания (фиг. 8).
Осуществление изобретения
На фиг. 1 показан, в сущности, обычный автоматически окрашивающийся штемпель 1, который имеет образованный наподобие рамы корпус 2 штемпеля (ниже для краткости корпус 2). Корпус 2 имеет гнездо 3 под расположенный в нем с возможностью замены держатель 4 штемпельной подушки, в котором размещена штемпельная подушка 5. Для замены держателя 4 штемпельной подушки согласно фиг. 1 применяется конторская скрепка 16, с которой с выемкой 15 держателя 4 штемпельной подушки осуществляется зацепление. В качестве альтернативы гнездо может быть открыто с обеих сторон, так что держатель 4 штемпельной подушки может без выемки 15 выдавливаться из гнезда 3. Внутри корпуса 2 дальше расположен узел 6 штемпеля, который имеет штемпельную пластинку 7 с образцами штемпеля, установленную на носителе 7' штемпельной пластинки. Узел 6 штемпеля на фиг. 1 изображен в положении нанесения краски в момент прилегания к штемпельной подушке 5.
Для приведения в действие автоматически окрашивающегося штемпеля 1 предусмотрена спусковая скоба 8, которая в показанном примере в виде колпачка надета на корпус 2. Спусковая скоба 8 на узких сторонах имеет полки (не показаны), которые установлены в соответствующих направляющих на узких боковых стенках корпуса 2 и могут перемещаться по ним. Между спусковой скобой 8 и корпусом 2 действует пружина 11, которая удерживает спусковую скобу 8 в ее показанной верхней позиции и таким образом узел 6 штемпеля в положении нанесения краски. Перемещение спусковой скобы 8 в ее нижнюю соответственно рабочую позицию передается, в сущности, известным способом через поворотный механизм 12, который обеспечивает поворачивание узла 6 штемпеля из показанного положения нанесения краски в предусмотренное для нанесения оттиска на поверхность для оттиска, а также движение вниз. В положении нанесения оттиска штемпельная пластинка 7 с образцами штемпеля выдается через нижнее отверстие 13 корпуса 2, так что может образовываться оттиск на поверхности для оттиска. Поворотный механизм 12 имеет, например, известное само по себе в уровне технике управляющее приспособление в виде кривой, соответственно шлицевой направляющей, чтобы узел 6 штемпеля при приведении в действие спусковой скобы 8 поворачивать на 180° в положение нанесения оттиска. Эти или подобные поворотные механизмы уже длительное время известны в уровне техники, так что дальнейшее описание может опускаться.
Согласно фиг. 1 штемпельная подушка крепится в держателе 4 штемпельной подушки с помощью клеевого соединения.
Кроме того, уже был известен держатель 4 для штемпельной подушки на фиг. 2, в котором на продольных сторонах предусмотрены фиксирующие выступы 14', с которыми штемпельная подушка 5 должна фиксироваться в держателе 4 штемпельной подушки. Из технологических соображений, тем не менее, было предусмотрено, что фиксирующие выступы 14' не простираются в угловые области держателя 4 штемпельной подушки.
На фиг. 2b-2d схематически показано изготовление известного держателя 4 штемпельной подушки в пресс-форме 100 для литья под давлением, которая имеет первую деталь 101 пресс-формы и вторую деталь 102 пресс-формы. Согласно фиг. 2b пресс-форма для литья под давлением расположена в закрытом положении, запирающем полость формы, в которой с помощью литья под давлением изготавливается держатель 4 штемпельной подушки. Вторая деталь 102 пресс-формы 100 для литья под давлением имеет два выталкивателя 103, передние концы которых при литье под давлением способствуют образованию свободных полостей для фиксирующих выступов 14'. После завершения процесса литья вторая деталь 102 пресс-формы отодвигается от первой детали 101 в направлении 104 раскрытия (сравнит фиг. 2с). Затем выталкиватели 103 смещаются в направлении раскрытия (сравните фиг. 2d). Благодаря наклонному положению выталкивателей 103 относительно направления 104 раскрытия передние концы выталкивателей 103 при открытии пресс-формы 100 для литья под давлением смещаются внутрь, вследствие чего фиксирующие выступы 14' высвобождаются. Соответственно осуществляется извлечение изделия из формы только при выталкивании держателя 4 штемпельной подушки. Этот процесс с одной стороны является трудоемким. К тому же обязательно нужно, чтобы фиксирующие выступы 14' оставляли угловые области держателя 4 штемпельной подушки свободными, так как тогда эти фиксированные углы центрируют держатель подушки во время извлечения из формы и препятствуют смещению по направлению к одному из обоих выталкивателей 103. Если бы при этом осуществлении отказаться от этих углов, то мог бы держатель подушки залипнуть на одном из обоих движущихся в обратном направлении выталкивателей 103 с последствием, что извлечение из формы не удалось бы.
На фиг. 3 показан держатель 4 штемпельной подушки, который, как известное осуществление согласно фиг. 2, имеет донную часть 15 с отстоящими от нее на продольных - соответственно узких сторонах стенками 16 соответственно 17. Согласно фиг. 3 две фиксирующие перемычки 14 простираются по всей длине располагающихся напротив друг друга продольных стенок 16 держателя 4 штемпельной подушки.
Как дальше видно на фиг. 3, фиксирующие перемычки 14 в основном отогнуты перпендикулярно от обращенных от донной части 15 краевых областей стенок 16 с продольных сторон. При осуществлении согласно фиг. 3 только стенки 16 с продольных сторон имеют фиксирующие перемычки 14, причем стенки 17 с узких сторон свободны от фиксирующих перемычек 14. При этом фиксирующие перемычки 14 имеют ширину в основном 1 мм. Держатель штемпельной подушки образован предпочтительно в виде детали, полученной литьем под давлением, которая имеет донную часть 15, стенки 16, 17 и фиксирующие перемычки 14.
Осуществление согласно фиг. 4 отличается от осуществления на фиг. 3 тем, что держатель 4 подушки дополнительно имеет на узких сторонах держателя 4 штемпельной подушки фиксирующие перемычки 14. Таким образом, согласно фиг. 4 всего предусмотрено четыре фиксирующие перемычки, которые непрерывно простираются вдоль отверстия доступа в приемную полость для штемпельной подушки 5.
Изготовление представленного на фиг. 3 держателя 14 штемпельной подушки (позиция держателя - 4, а не 14 - прим. перевод.) поясняется ниже с помощью фиг. 5-8.
Фиг. 5 схематически показывает приспособление 18 для литья под давлением держателя 4 штемпельной подушки с пресс-формой 19 для литья под давлением, которая имеет первую деталь 20 пресс-формы и вторую деталь 21 пресс-формы. Пресс-форма 19 для литья под давлением согласно фиг. 5 расположена в закрытом положении, в котором детали 20, 21 пресс-формы запирают полость формы 22, образующую держатель 4 штемпельной подушки. Приспособление 18 имеет дальше литьевую форсунку 23, которая известным образом установлена в крепежной плите 24. С помощью литьевой форсунки 23 синтетический материал в пластифицированном состоянии может вводиться в полость 22 формы. Первая деталь 20 пресс-формы дальше имеет модельную плиту 25, которая с модельной плитой 27 второй детали 21 пресс-формы определяет полость 22 формы. Вторая деталь 21 пресс-формы соединена с приводом (не показан), с которым вторая деталь 21 пресс-формы может перемещаться в направлении открывания соответственно закрывания (сравните стрелки 28) относительно первой детали 20 пресс-формы. Кроме этого вторая деталь 21 пресс-формы имеет два выталкивателя 29 для выталкивания готового держателя 4 штемпельной подушки. Выталкиватели 29 установлены на торцевой плите 30, которая может перемещаться по отношению к модельной плите 27 второй детали 21 пресс-формы, чтобы держатель 4 штемпельной подушки извлечь из полости 22 формы (сравните фиг. 8).
Как дальше видно на фиг. 5, пресс-форма 19 для литья под давлением имеет к тому же две задвижные детали 31, которые простираются перпендикулярно к плоскости фигуры по всей длине полости 22 формы, так что фиксирующие перемычки 14 могут образовываться вдоль стенок 16 держателя 4 штемпельной подушки. Согласно фиг. 5 задвижные детали 31 расположены в положении литьевого формования при отливании держателя 4 штемпельной подушки, причем задвижные детали 31 захватывают сзади расположенные напротив фиксирующие перемычки 14 держателя 4 штемпельной подушки (соответственно перед заполнением синтетическим материалом соответствующих зазоров полости 22 формы). Задвижные детали 31 расположены на первой детали 20 пресс-формы, причем держатель 4 штемпельной подушки образуется во второй детали 21 пресс-формы. В показанном на фиг. 5 положении литьевого формования пресс-форма 19 для литья под давлением не могла бы открыться, так как фиксирующие перемычки 14 блокировали бы относительное перемещение между модельной плитой 25 первой детали 20 пресс-формы и модельной плитой 27 второй детали 21 пресс-формы вдоль главной разделительной поверхности 26.
Как видно на фиг. 6, задвижные детали 31 из положения литьевого формования согласно фиг. 5 могут переводиться в направлении перпендикулярно направлению 28 открывания соответственно закрывания соответственно прочь от стенок 16 держателя 4 штемпельной подушки, имеющих фиксирующие перемычки 14 в положение разделения, высвобождающее фиксирующие перемычки 14 (сравните стрелки 28' на фиг. 5 и 6), которое позволяет открытие пресс-формы для литья под давлением для извлечения держателя 4 штемпельной подушки.
Как дальше видно на фиг. 6, первая деталь 20 пресс-формы и вторая деталь 21 пресс-формы перемещаемы на заданное расстояние x совместно в направлении 28 открывания соответственно закрывания между положением литейного формования (фиг. 5) и положением разделения (фиг. 6). Пресс-форма 19 для литья под давлением имеет при этом направляющие средства 32 (смотрите фиг. 7), чтобы преобразовать совместное перемещение деталей 20, 21 пресс-формы вдоль расстояния x в поперечное перемещение задвижных деталей 31 из положения литейного формования согласно фиг. 5 в положение разделения согласно фиг. 6. Направляющие средства 32 имеют при этом направляющие поверхности 33, 34, расположенные, например, под углом к направлению 28 открывания соответственно закрывания, например, под углом 15°. В показанном осуществлении направляющие поверхности 33 предусмотрены на задвижных деталях 31, причем другие направляющие поверхности 34 образованы на сходящемся в виде конуса переднем конце литьевой форсунки 23. Кроме этого направляющие средства 32 имеют (не показано) пружинный элемент или элемент, создающий растягивающее усилие, который способствует перемещению задвижных деталей 31 вдоль направляющих поверхностей 33, 34 в положение разделения.
Чтобы ограничить перемещение первой детали 20 пресс-формы на расстояние x, пресс-форма 19 для литья под давлением имеет дальше упор 35, так что вторая деталь 21 пресс-формы при достижении положения упора первой детали 20 пресс-формы, которое соответствует положению разделения задвижных деталей 31, одна может перемещаться дальше в направлении открытого положения (фиг. 7). Кроме этого первая деталь 20 пресс-формы соединена с пружинным средством 36, которое смещает первую деталь 20 пресс-формы в направлении открывания, так что первая деталь 20 пресс-формы увлекается в движение, если вторая деталь 21 пресс-формы перемещается в направлении открытого положения.
Наконец, смотрите фиг. 8, выталкиватели 29 могут приводиться в действие, чтобы извлечь держатель 4 штемпельной подушки из пресс-формы 19 для литья под давлением.
Из приведенного выше примера становится очевидно, что держатель 4 штемпельной подушки может изготавливаться с помощью способа, при котором фиксирующая перемычка 14 в положении литейного формования захватывается сзади задвижной деталью 31, простирающейся по всей длине предназначенной стенки 16, которая затем перемещается в положение разделения, высвобождающее фиксирующую перемычку 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЖАТЕЛЬ ШТЕМПЕЛЬНОЙ ПОДУШКИ И ШТЕМПЕЛЬ | 2012 |
|
RU2595989C2 |
| ШТЕМПЕЛЬ И ШТЕМПЕЛЬНАЯ ПОДУШКА ДЛЯ САМОКРАСЯЩЕГО ШТЕМПЕЛЯ | 2013 |
|
RU2561026C2 |
| ШТЕМПЕЛЬ И ШТЕМПЕЛЬНАЯ ПОДУШКА ДЛЯ САМОКРАСЯЩЕГО ШТЕМПЕЛЯ | 2013 |
|
RU2573341C2 |
| ШТЕМПЕЛЬ И ШТЕМПЕЛЬНАЯ ПОДУШКА ДЛЯ САМОКРАСЯЩЕГО ШТЕМПЕЛЯ | 2010 |
|
RU2496650C2 |
| ШТЕМПЕЛЬ И ПРИЕМНОЕ УСТРОЙСТВО ДЛЯ ШТЕМПЕЛЬНОЙ ПОДУШКИ | 2003 |
|
RU2311303C2 |
| ШТЕМПЕЛЬ И ПРИЕМНОЕ УСТРОЙСТВО ДЛЯ ШТЕМПЕЛЬНОЙ ПОДУШКИ | 2007 |
|
RU2358881C2 |
| ШТЕМПЕЛЬ И ОТНОСЯЩАЯСЯ К НЕМУ ШТЕМПЕЛЬНАЯ ПОДУШКА | 2012 |
|
RU2562044C2 |
| САМОКРАСЯЩИЙ ШТЕМПЕЛЬ | 2013 |
|
RU2560869C2 |
| ШТЕМПЕЛЬНОЕ УСТРОЙСТВО | 1995 |
|
RU2139197C1 |
| ШТЕМПЕЛЬНАЯ ПОДУШКА | 1992 |
|
RU2105674C1 |
Держатель штемпельной подушки для расположения в гнезде автоматически окрашивающегося штемпеля с донной частью и отстоящими от нее стенками, которые ограничивают приемную полость для размещения штемпельной подушки, причем по меньшей мере одна стенка держателя штемпельной подушки имеет фиксирующую перемычку для фиксации штемпельной подушки, причем фиксирующая перемычка простирается по всей длине стенки, приспособление и способ изготовления такого держателя штемпельной подушки. 2 н. и 9 з.п. ф-лы, 8 ил.
1. Устройство (18) для литья под давлением держателя (4) штемпельной подушки, причем держатель (4) штемпельной подушки содержит донную часть (15) и отстоящие от нее стенки (16, 17), которые ограничивают приемную полость для размещения штемпельной подушки (5), причем по меньшей мере одна стенка (16) держателя (4) штемпельной подушки имеет фиксирующую перемычку (14), выступающую в приемную полость, простирающуюся по всей длине стенки (16, 17) для фиксации штемпельной подушки (5), с пресс-формой (19) для литья под давлением, имеющей первую (20) и вторую деталь (21) пресс-формы, которая в закрытом положении запирает полость (22) формы, причем первая (20) и вторая деталь (21) пресс-формы установлены подвижно относительно друг друга в направлении (28) открывания соответственно закрывания, отличающееся тем, что пресс-форма (19) для литья под давлением имеет по меньшей мере одну простирающуюся по всей длине полости (22) формы задвижную деталь (31), которая расположена подвижно между положением литейного формования, захватывающим сзади фиксирующую перемычку (14) держателя (4) штемпельной подушки, и положением разделения, высвобождающим фиксирующую перемычку (14), в направлении (28') в отличие от направления (28) открывания соответственно закрывания деталей (20, 21) пресс-формы, причем на одной из деталей (20, 21) пресс-формы предусмотрен по меньшей мере один выталкиватель (29) для извлечения держателя (4) штемпельной подушки из полости (22) формы, причем по меньшей мере одна задвижная деталь (31) отлична от выталкивателя (29), так что держатель штемпельной подушки располагается в полости (22) формы фиксировано, когда по меньшей мере одна задвижная деталь (31) для извлечения из формы отодвигается от продольной стороны полости (22) формы.
2. Устройство (18) по п. 1, отличающееся тем, что задвижная деталь (31) для образования расположенной в основном перпендикулярно к стенке фиксирующей перемычки (14) расположена подвижно в основном перпендикулярно к направлению (28) открывания соответственно закрывания деталей (20, 21) пресс-формы.
3. Устройство (18) по п. 1, отличающееся тем, что для образования двух фиксирующих перемычек (14) на лежащих друг против друга сторонах держателя (4) штемпельной подушки две задвижные детали (31) расположены подвижно в противоположных направлениях (28').
4. Устройство (18) по п. 1, отличающееся тем, что первая деталь (20) пресс-формы и вторая деталь (21) пресс-формы перемещаемы совместно на заданное расстояние (х) в направлении (28) открывания соответственно закрывания между положением литейного формования и положением разделения, причем пресс-форма (19) для литья под давлением имеет направляющие средства (32), с которыми совместное смещение деталей (20, 21) пресс-формы в направлении (28) открывания соответственно закрывания может преобразовываться в перемещение задвижной детали (31) между положением литейного формования и положением разделения.
5. Устройство (18) по п. 4, отличающееся тем, что направляющие средства (32) имеют расположенные под углом к направлению открывания соответственно закрывания, в частности, под углом от 60 до 200°, направляющие поверхности (33, 34).
6. Устройство (18) по п. 4 или 5, отличающееся тем, что одна направляющая поверхность (33) предусмотрена на задвижной детали (31), причем другая направляющая поверхность (34) образована преимущественно на переднем конце литьевой форсунки (23).
7. Устройство (18) по п. 4 или 5, отличающееся тем, что направляющие средства (32) имеют пружинный или элемент, создающий растягивающее усилие, который способствует перемещению задвижной детали (31) в положение разделения.
8. Устройство (18) по п. 4, отличающееся тем, что пресс-форма (19) для литья под давлением имеет упор для ограничения перемещения первой детали (20) пресс-формы в направлении (28) открывания, причем вторая деталь (21) пресс-формы для разделения деталей (20, 21) пресс-формы подвижна относительно первой детали пресс-формы, перемещенной в положение упора.
9. Устройство (18) по п. 8, отличающееся тем, что первая деталь (20) пресс-формы соединена с пружинным средством, которое смещает первую деталь (20) пресс-формы в направлении положения упора, соответствующему положению разделения.
10. Устройство (18) по любому из пп. 1, 4, 8, отличающееся тем, что вторая деталь (21) пресс-формы соединена с приводом, в частности гидроприводом.
11. Способ изготовления держателя (4) штемпельной подушки с донной частью (15) и отстоящими от нее стенками (16, 17), которые ограничивают приемную полость для размещения штемпельной подушки (5), причем по меньшей мере одна стенка (16) держателя (4) штемпельной подушки имеет выступающую в приемную полость простирающуюся по всей длине стенки (16, 17) фиксирующую перемычку (14) для фиксации штемпельной подушки (5), в процессе литья под давлением с пресс-формой (19) для литья под давлением, имеющей первую (20) и вторую деталь (21) пресс-формы, которая запирает в закрытом положении полость (22) формы, отличающийся тем, что фиксирующая перемычка (14) в положении литейного формования захватывается сзади простирающейся по всей длине стенки (16) задвижной деталью (31), которая потом перемещается в положение разделения, высвобождающее фиксирующую перемычку (14), причем на одной из деталей (20, 21) пресс-формы приводится в действие по меньшей мере один выталкиватель (29) для извлечения держателя (4) штемпельной подушки из полости (22) формы, причем по меньшей мере одна задвижная деталь (31) отлична от выталкивателя (29), так что держатель (4) штемпельной подушки располагается в полости (22) формы фиксировано, когда по меньшей мере одна задвижная деталь (31) для извлечения из формы отодвигается от продольной стороны полости (22) формы.
| 1972 |
|
SU411976A1 | |
| DE 202004018103 U1, 20.01.2005 | |||
| СТАНОК ДЛЯ РЕЗКИ ПОД УГЛОМ (ВАРИАНТЫ) | 2005 |
|
RU2308359C2 |

