Изобретение относится к электронной технике, в частности к способу изготовления катодно-сеточных узлов (КСУ) с автоэмиссионными катодами для вакуумных электронных приборов СВЧ-диапазона с микросекундным временем готовности.
Известен способ изготовления катодно-сеточного узла с большим количеством ячеек (до 1×108 см-2) методом тонкопленочной технологии и фотолитографии [С.A. Spindt. A Thin - Film Field - Emission Cathode // Journal of Applied Physics. 1968, Vol. 39, No 7, pp. 3504-3505]. Способ включает в себя изготовление острийных катодов высотой до 1.5 мкм, радиусом закругления вершин в несколько сотен нанометров и вытягивающей сетки толщиной 0.1 мкм с диаметрами отверстий 1.5 мкм, отделенной от катодной подложки пленкой двуокиси кремния толщиной 1.5 мкм. Катодно-сеточный узел состоит из матрицы ячеек, в каждой из которых размещено одно острие. Вершины остриев в ячейках расположены соосно с отверстиями в сетке.
Недостатком конструкции КСУ, изготовленного данным способом, является наличие между кремниевой подложкой катодной матрицы и сеткой пленки диэлектрика, которая необходима для формирования сетки в виде пленки металла толщиной менее 0.1 мкм. В процессе работы КСУ в составе прибора в течение 100-150 часов ее изоляционные свойства ухудшаются, что приводит к утечкам в цепи катод-сетка, пробоям и выходу из строя КСУ. Данный способ изготовления не позволяет сформировать КСУ с вакуумным зазором катод-сетка без разделяющей катод и сетку пленки диэлектрика.
Известен также способ изготовления КСУ с множеством ячеек, содержащих автоэмиссионный катод из углеродного материала в каждой ячейке КСУ и вакуумным зазором катод-сетка [Н.А. Бушуев, О.Е. Глухова, Ю.А. Григорьев, Д.В. Иванов, А.С. Колесникова, А.А. Николаев, П.Д. Шалаев, В.И. Шестеркин // Исследование эмиссионных характеристик многолучевой электронной пушки с автоэмиссионным катодом из стеклоуглерода // ЖТФ, 2016, том 86, вып. 2, с. 134-139]. Для сохранения формоустойчивости сетки с диаметрами отверстий 500 мкм ее толщина составляет 140 мкм. Катодная матрица остриев на единой катодной подложке изготовлена методом термохимического травления, а мини-катоды цилиндрической формы диаметром 370 мкм для каждой ячейки КСУ изготовлены методом электроискровой обработки. Сетка изготовлена из тугоплавкого металла (молибден, гафний), а отверстия в ней сформированы методом электроискровой обработки. Совмещение цилиндрических миникатодов с матрицей микроострий на их торцах с отверстиями в сетке осуществляют под оптическим микроскопом. Вследствие больших допусков на изготовление деталей КСУ и оснастки для его сборки разместить цилиндрические миникатоды соосно с отверстиями в ячейках не удается. В результате ток автоэлектронной эмиссии с микроострий, сформированных на торцах цилиндрических миникатодов, существенно неоднороден. Микроострия, сформированные методом термохимического травления, имеют малое аспектное отношение геометрических размеров (отношение их высоты к диаметру вершин не превышает 10 единиц), что делает КСУ, изготовленные данным способом, высоковольтными (напряжение на сетке превышает 6000 В).
Наиболее близким к предлагаемому изобретению является способ изготовления КСУ с остриями из углеродного материала в форме иголок, изготовленных методом микроразмерного лазерного фрезерования с аспектным отношением до 1000 единиц [В.И. Шестеркин, Т.Н. Соколова, С.П. Морев, Д.А. Бессонов, Е.Л. Сурменко, А.Н. Дармаев, Д.А. Комаров, Э.К. Муравьев, П.Д. Шалаев, К.В. Шумихин // Улучшение свойств автоэмиссионных ячеек из стеклоуглерода при формировании острий с высоким аспектным отношением методом лазерного фрезерования // Радиотехника и электроника. 2016. Том. 61. №9. С. 896-904]. В КСУ, изготовленном данным способом, напряжение на управляющей сетке снижено до 2350 В.
Недостатком конструкции КСУ, изготовленного по данному способу, является несоосность размещения вершин остриев с отверстиями сетки в каждой ячейке КСУ. Отклонения положения остриев от центров отверстий достигает 100 мкм, что приводит к разбросу токов автоэлектронной эмиссии в ячейках КСУ в несколько раз, вследствие чего не удается добиться аддитивного сложения токов ячеек. Суммарный ток катода в несколько раз меньше тока, равного произведению тока с одной ячейки, умноженного на количество ячеек.
Задача настоящего изобретения заключается в создании способа изготовления КСУ с вакуумным зазором катод-сетка с соосно расположенными вершинами остриев в отверстиях сетки в каждой ячейке КСУ. Создание такого способа позволит обеспечить одинаковый ток автоэлектронной эмиссии во всех ячейках КСУ и аддитивность сложения токов со всех ячеек, избежать токовой перегрузки остриев в наиболее несоосных ячейках, увеличить ток катода, а также повысить надежность работы КСУ.
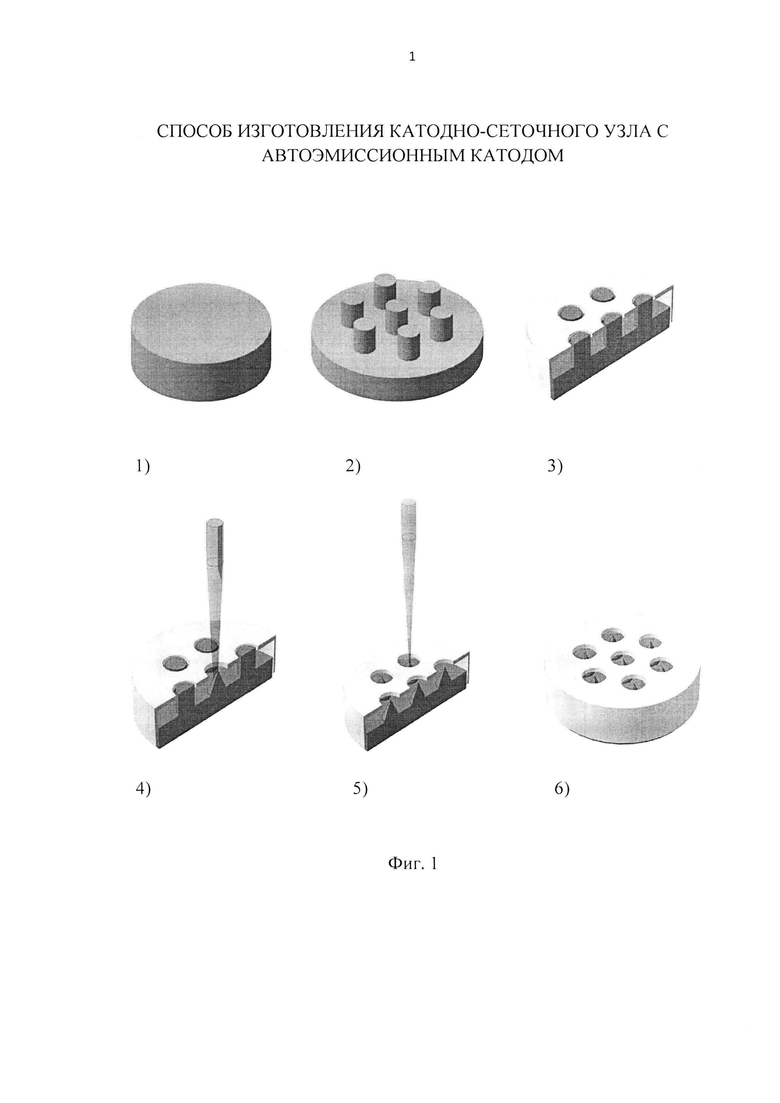
Поставленная задача достигается тем, что способ изготовления катодно-сеточного узла вакуумного электронного прибора включает в себя изготовление многоострийного автоэмиссионного катода и вытягивающей сетки с отверстиями для каждого острия, совмещение остриев с отверстиями в сетке диаметрами D и ее закрепление. При этом на катодных дисках формируют заготовки для острийных катодов в форме цилиндрических выступов диаметрами d<D, где d - диаметр цилиндрических выступов. Далее закрепляют сетку таким образом, чтобы торцы цилиндрических выступов заготовок будущих катодов располагались в отверстиях сетки, а затем методом микроразмерного лазерного фрезерования через отверстия в сетке формируют острия в форме иголок с диаметром основания, равным диаметру выступов. При этом торцы цилиндрических выступов располагаются в отверстиях на уровне наружной плоскости сетки.
Предлагаемое изобретение поясняется чертежами.
На фиг. 1 представлена последовательность технологических операций изготовления семилучевого КСУ, где: 1 - формирование катодного диска; 2 - формирование цилиндрических выступов; 3 - размещение и закрепление сетки; 4-5 - формирование остриев; 6 - КСУ в сборе после изготовления.
На фиг. 2 изображен поэтапный процесс формирования единичного острия.
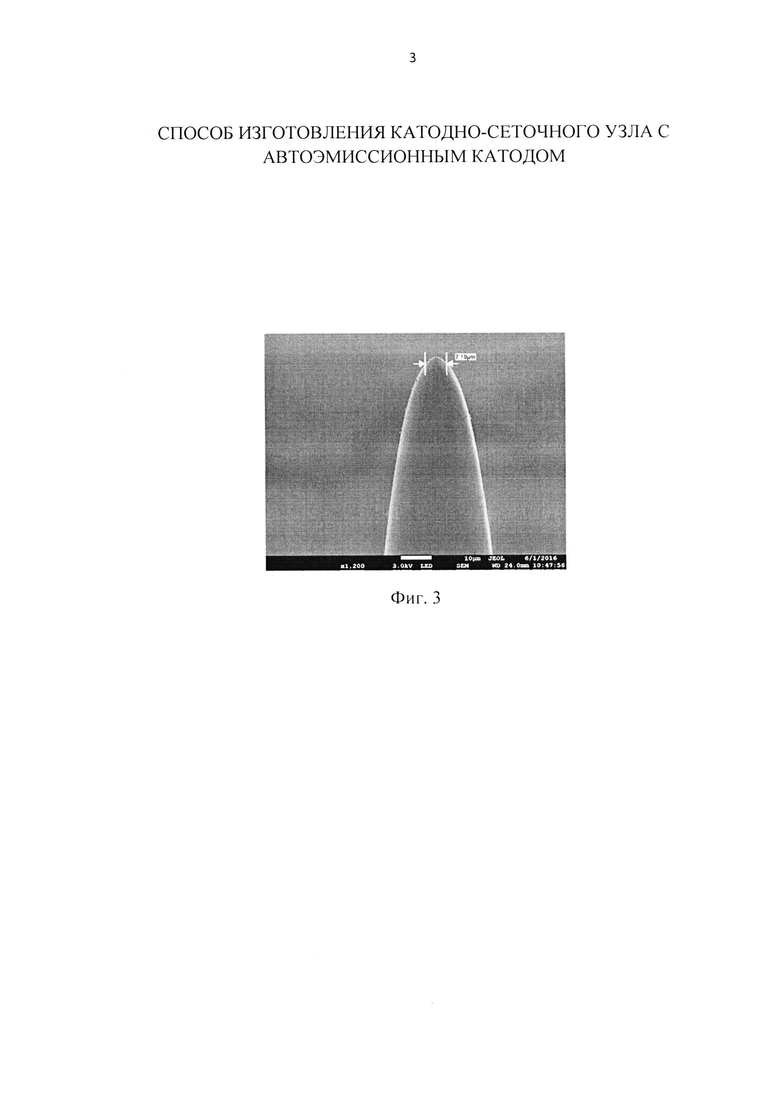
На фиг. 3 изображено сформированное острие.
Катодная заготовка, выступы цилиндрической формы, сетка с отверстиями (фиг. 1) могут быть изготовлены любым известным способом. Острия в ячейках КСУ формируют лучом лазера, удаляя материал на выступах. Соосность формируемых данным способом автоэмиссионных ячеек не зависит от первоначальной соосности цилиндрических выступов с отверстиями в сетке.
Формирование остриев на цилиндрических выступах осуществляют следующим образом (фиг. 2):
1. Центр луча лазера совмещают с центром отверстия в ячейке сетки.
2. Смещают центр луча по радиусу выступа на расстояние Δr1 от центра.
3. Перемещают луч по окружности на 360 градусов.
4. Смещают луч лазера по радиусу еще на расстояние Δr2>Δr1 и перемещают его по окружности на 360 градусов, и так далее.
5. Количество полных оборотов луча лазера по окружности с радиусом ΔrN вокруг центра выступа должно быть таким, чтобы высота каждой ступеньки Δh на выступе примерно равнялась Δr1.
6. С каждым перемещением луча лазера по радиусу выступа удаляются новые слои, формируя острие.
7. Формирование острия завершается, когда радиус перемещения луча лазера ΔrN будет равен половине диаметра выступа d/2.
8. Затем луч лазера перемещают в другую ячейку и аналогичным образом формируют острия во всех ячейках КСУ.
С учетом гауссовского распределения плотности мощности по диаметру луча лазера сформированное острие имеет гладкую поверхность (Фиг. 3).
ИСТОЧНИКИ ИНФОРМАЦИИ
1. С.А. Spindt. A Thin - Film Field - Emission Cathode // Journal of Applied Physics. 1968, Vol. 39, No 7, pp. 3504-3505.
2. H.A. Бушуев, O.E. Глухова, Ю.А. Григорьев, Д.В. Иванов, А.С. Колесникова, А.А. Николаев, П.Д. Шалаев, В.И. Шестеркин Исследование эмиссионных характеристик многолучевой электронной пушки с автоэмиссионным катодом из стеклоуглерода // ЖТФ, 2016, том 86, вып. 2, с. 134-139.
3. В.И. Шестеркин, Т.Н. Соколова, С.П. Морев, Д.А. Бессонов, Е.Л. Сурменко, А.Н. Дармаев, Д.А. Комаров, Э.К. Муравьев, П.Д. Шалаев, К.В. Шумихин. Улучшение свойств автоэмиссионных ячеек из стеклоуглерода при формировании острий с высоким аспектным отношением методом лазерного фрезерования // Радиотехника и электроника. 2016. Том. 61. №9. С. 896-904.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНО-СЕТОЧНЫЙ УЗЕЛ С ПРОСТРАНСТВЕННО-РАЗВИТЫМ АКСИАЛЬНО-СИММЕТРИЧНЫМ АВТОЭМИССИОННЫМ КАТОДОМ | 2018 |
|
RU2686454C1 |
| КАТОДНО-СЕТОЧНЫЙ УЗЕЛ С ВЕРТИКАЛЬНО ОРИЕНТИРОВАННЫМ АВТОЭМИССИОННЫМ КАТОДОМ | 2017 |
|
RU2653694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-СЕТОЧНОГО УЗЛА С АВТОЭМИССИОННЫМИ КАТОДАМИ | 2022 |
|
RU2792040C1 |
| КАТОДНО-СЕТОЧНЫЙ УЗЕЛ С УПРАВЛЯЮЩЕЙ СЕТКОЙ И АВТОЭМИССИОННЫМ КАТОДОМ, РАЗДЕЛЕННЫМ НА УПРАВЛЯЕМЫЕ ЭЛЕМЕНТЫ | 2022 |
|
RU2788495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-СЕТОЧНОГО УЗЛА С УГЛЕРОДНЫМИ АВТОЭМИТТЕРАМИ | 2019 |
|
RU2703292C1 |
| КАТОДНО-СЕТОЧНЫЙ УЗЕЛ С АВТОЭМИССИОННЫМ КАТОДОМ ИЗ УГЛЕРОДНОГО МАТЕРИАЛА | 2016 |
|
RU2644416C2 |
| КАТОДНО-СЕТОЧНЫЙ УЗЕЛ С УГЛЕРОДНЫМ АВТОЭМИССИОННЫМ КАТОДОМ | 2015 |
|
RU2586119C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОЭМИССИОННОГО КАТОДА ИЗ УГЛЕРОДНОГО МАТЕРИАЛА | 2016 |
|
RU2658304C2 |
| КАТОДНО-СЕТОЧНЫЙ УЗЕЛ С АВТОЭМИССИОННЫМ КАТОДОМ | 2017 |
|
RU2653847C1 |
| КАТОДНО-СЕТОЧНЫЙ УЗЕЛ С АВТОЭМИССИОННЫМ КАТОДОМ И УПРАВЛЯЮЩЕЙ СЕТКОЙ, РАЗДЕЛЁННОЙ НА ЭЛЕМЕНТЫ | 2018 |
|
RU2697193C1 |

Изобретение относится к электронной технике, в частности к способу изготовления катодно-сеточных узлов (КСУ) с автоэмиссионными катодами для вакуумных электронных приборов СВЧ-диапазона с микросекундным временем готовности. Технический результат - выравнивание токов во всех ячейках и повышение надежности работы КСУ. Способ изготовления катодно-сеточного узла вакуумного электронного прибора включает в себя изготовление многоострийного автоэмиссионного катода и вытягивающей сетки с отверстиями для каждого острия, совмещение остриев с отверстиями в сетке диаметрами D и ее закрепление. При этом на катодных дисках формируют заготовки для острийных катодов в форме цилиндрических выступов диаметрами d<D, где d - диаметр цилиндрических выступов. Далее закрепляют сетку таким образом, чтобы торцы цилиндрических выступов заготовок будущих катодов располагались в отверстиях сетки, а затем методом микроразмерного лазерного фрезерования через отверстия в сетке формируют острия в форме иголок с диаметром основания, равным диаметру выступов. При этом торцы цилиндрических выступов располагаются в отверстиях на уровне наружной плоскости сетки. 1 з.п. ф-лы, 3 ил.
1. Способ изготовления катодно-сеточного узла с автоэмиссионным катодом, включающий изготовление многоострийного автоэмиссионного катода и вытягивающей сетки с отверстиями для каждого острия, совмещение остриев с отверстиями в сетке диаметрами D и ее закрепление, отличающийся тем, что на катодных дисках формируют заготовки для острийных катодов в форме цилиндрических выступов диаметрами d<D, где d - диаметр цилиндрических выступов, закрепляют сетку таким образом, чтобы торцы цилиндрических выступов заготовок будущих катодов располагались в отверстиях сетки, а затем методом микроразмерного лазерного фрезерования через отверстия в сетке формируют острия в форме иголок с диаметром основания, равным диаметру выступов.
2. Способ изготовления катодно-сеточного узла с автоэмиссионным катодом по п. 1, отличающийся тем, что торцы цилиндрических выступов располагаются в отверстиях на уровне наружной плоскости сетки.
| Радиотехника и электроника, 2016, том 61, N 9 | |||
| c | |||
| Нож для соломорезки | 1922 |
|
SU896A1 |
| АВТОЭЛЕКТРОННЫЙ МИКРОТРИОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2360321C2 |
| US 2012161607A1, 28.06.2012 | |||
| US 2006022578A1, 02.02.2006 | |||
| US 2008093698A1, 24.04.2008. | |||

