Изобретение относится к области строительства, в частности к способам изготовления решетчатых конструкций и может быть реализовано при изготовлении металлических ферм покрытий промышленных и гражданских зданий.
Известен способ изготовления ферм покрытий, включающий изготовление поясов из круглых труб, крепление к поясам на сварке листовых раздельных фасонок и крепление к фасонкам стержней решетки [см. кн. Маилян Р.Л., Маилян Д.Р., Веселов Ю.А. Строительные конструкции. Ростов-на-Дону, издательство «Феникс», 2004 г., стр. 646, рис. 28, 23].
Недостаток известного способа изготовления решетчатой конструкции заключается в том, что для крепления стержней решетки требуется значительная толщина фасонки [см. кн. Кузин Н.Я. Проектирование и расчет стальных ферм покрытий промышленных зданий, издательство «АСВ», М., 1999, стр. 23, таблица 4]. Кроме того, фасонки раздельные и не участвуют в восприятии сил, действующих на пояс. Все это приводит к увеличению массы ферм.
Известен другой способ изготовления решетчатой конструкции, включающий изготовление из отдельной заготовки круглых труб для поясов, изготовление и крепление к поясам двухсторонних раздельных листовых фасонок и крепление к ним стержней решетки. [АС №566911. М.кл. Е04В 1/58 от 22.04.78 г. Бюллетень №28 от 09.08.77 г.].
Недостаток известного способа изготовления решетчатой конструкции состоит в большом расходе металла на изготовление раздельных двухсторонних фасонок не участвующих в восприятии сил, действующих в поясах.
Наиболее близким к изобретению является способ изготовления решетчатой конструкции, включающий изготовление из листового металла единой заготовки, образование путем продольного изгиба замкнутого сечения поясов с отгибом кромок заготовки для образования фасонки на всю длину многогранного пояса, продольную сварку кромки листовой заготовки с основным металлом и крепление к фасонке стержней решетки [журнал «Известия КГАСУ», 2016 г., №4(38), стр. 236-242].
Недостаток способа изготовления решетчатой конструкции состоит в недостаточной толщине фасонки, что не обеспечивает прочности крепления стержней решетки.
Цель изобретения заключается в повышении несущей способности фасонки за счет увеличения ее толщины и уменьшения массы решетчатой конструкции за счет включения в работу фасонок.
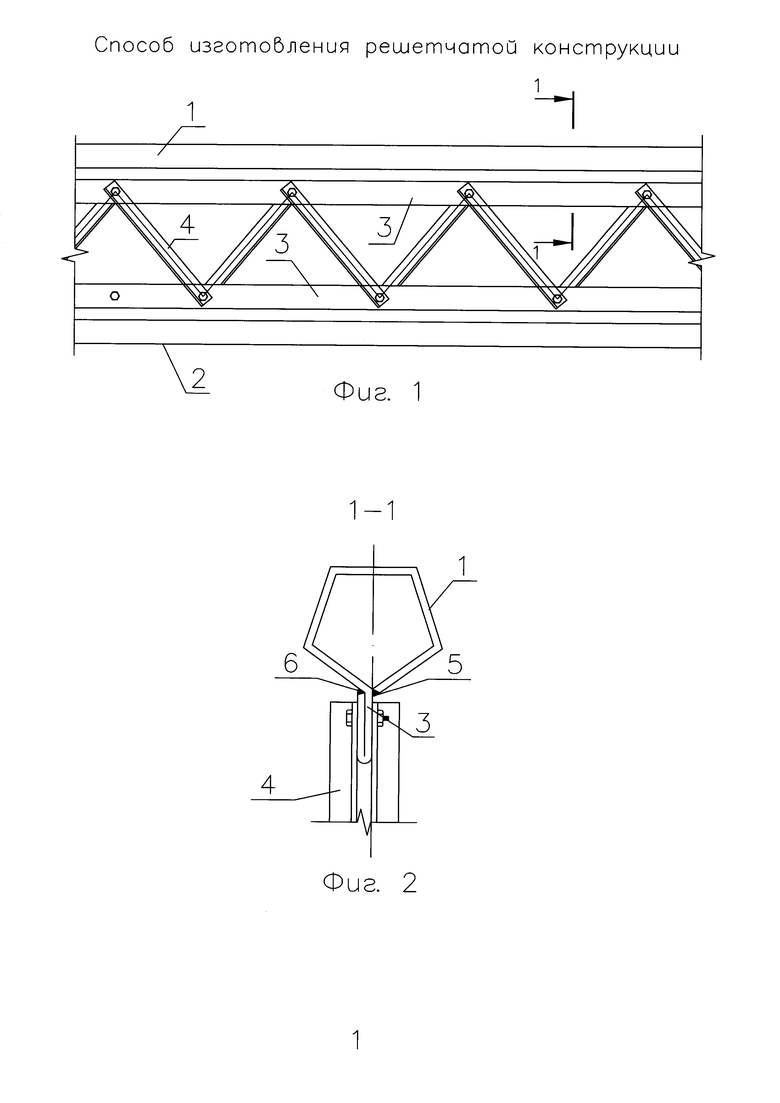
Поставленная цель достигается тем, что в известном способе изготовления решетчатой конструкции, включающей изготовление из листового металла единой заготовки, образование путем продольного перегиба замкнутого многогранного сечения поясов с отгибом кромки заготовки для образования фасонки на всю длину многогранного пояса, продольную сварку кромки листовой заготовки с основным металлом и крепление к фасонки стержней решетки, листовую фасонку выполняют путем двойного перегиба одной, а продольную сварку ее конца с основным металлом выполняют с другой стороны фасонки, чем проведенная сварка кромки листовой заготовки. На фиг. 1 показан фрагмент решетчатой конструкции с многогранным сечением поясов и листовой фасонкой на всю длину фермы; на фиг. 2 показан разрез 1-1 на фиг. 1 с двойным перегибом фасонки и ее сваркой.
Решетчатая конструкция состоит из многогранного верхнего 1 и нижнего 2 поясов, листовой фасонки 3 на всю длину фермы и стержней решетки 4, прикрепленных к листовой фасонке 3.
Способ изготовления решетчатой конструкции заключается в следующем.
Вначале изготавливают листовую заготовку. Далее из заготовки путем продольного перегиба образуют многогранное сечение поясов 1 и 2, а путем двухстороннего перегиба одной из кромок образуют листовую фасонку 3 на всю длину решетчатой конструкции, после чего образуют путем сварки 5 замкнутое сечение поясов 1 и 2 с листовой фасонкой 3. Сварка 5 осуществляется продольным швом, соединяющим одну кромку с основным металлом. Далее в фасонке делают двойной перегиб и продольно сваривают. При этом продольную сварку 6 перегнутого конца осуществляют к основному металлу с другой стороны, чем проведенная сварка 5, после чего к фасонке крепят стрежни решетки 4.
Способ изготовления решетчатой конструкции позволяет уменьшить расход стали решетчатой конструкции на 10-15% и повысить несущую способность фасонки на 20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХГРАННАЯ РЕШЕТЧАТАЯ ОПОРА | 2016 |
|
RU2641354C1 |
| ТРЕХГРАННАЯ РЕШЕТЧАТАЯ ОПОРА | 2015 |
|
RU2584337C1 |
| СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2016 |
|
RU2633851C1 |
| РЕШЕТЧАТАЯ КОНСТРУКЦИЯ | 2017 |
|
RU2691426C1 |
| РЕШЕТЧАТАЯ КОНСТРУКЦИЯ | 2018 |
|
RU2715785C2 |
| ТРЕХГРАННАЯ РЕШЕТЧАТАЯ ОПОРА | 2019 |
|
RU2707898C1 |
| УЗЕЛ СОЕДИНЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ПРОФИЛЕЙ В РЕШЕТЧАТОЙ КОНСТРУКЦИИ | 2016 |
|
RU2633927C1 |
| РЕШЕТЧАТАЯ КОНСТРУКЦИЯ | 2011 |
|
RU2475605C1 |
| УЗЕЛ СОЕДИНЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ПРОФИЛЕЙ В РЕШЕТЧАТОЙ КОНСТРУКЦИИ | 2020 |
|
RU2756262C1 |
| РЕШЕТЧАТАЯ КОНСТРУКЦИЯ | 2018 |
|
RU2709575C1 |
Изобретение относится к области строительства, в частности к способам изготовления решетчатых конструкций и может быть реализовано при изготовлении металлических ферм покрытий промышленных и гражданских зданий. Способ изготовления решетчатой конструкции включает изготовление из листового металла единой заготовки, путем образования продольного перегиба замкнутого сечения поясов с отгибом кромки заготовки для образования фасонки на всю длину многогранного пояса, продольную сварку кромки листовой заготовки с основным металлом и крепление к фасонке стержней решетки. При этом листовую фасонку выполняют путем двойного перегиба, а продольную сварку ее конца с основным металлом выполняют с другой стороны фасонки, чем проведенная сварка кромки листовой заготовки. Технический результат состоит в повышении несущей способности фасонки, за счет увеличении ее толщины и уменьшения массы решетчатой конструкции, за счет включения в работу фасонок. 2 ил.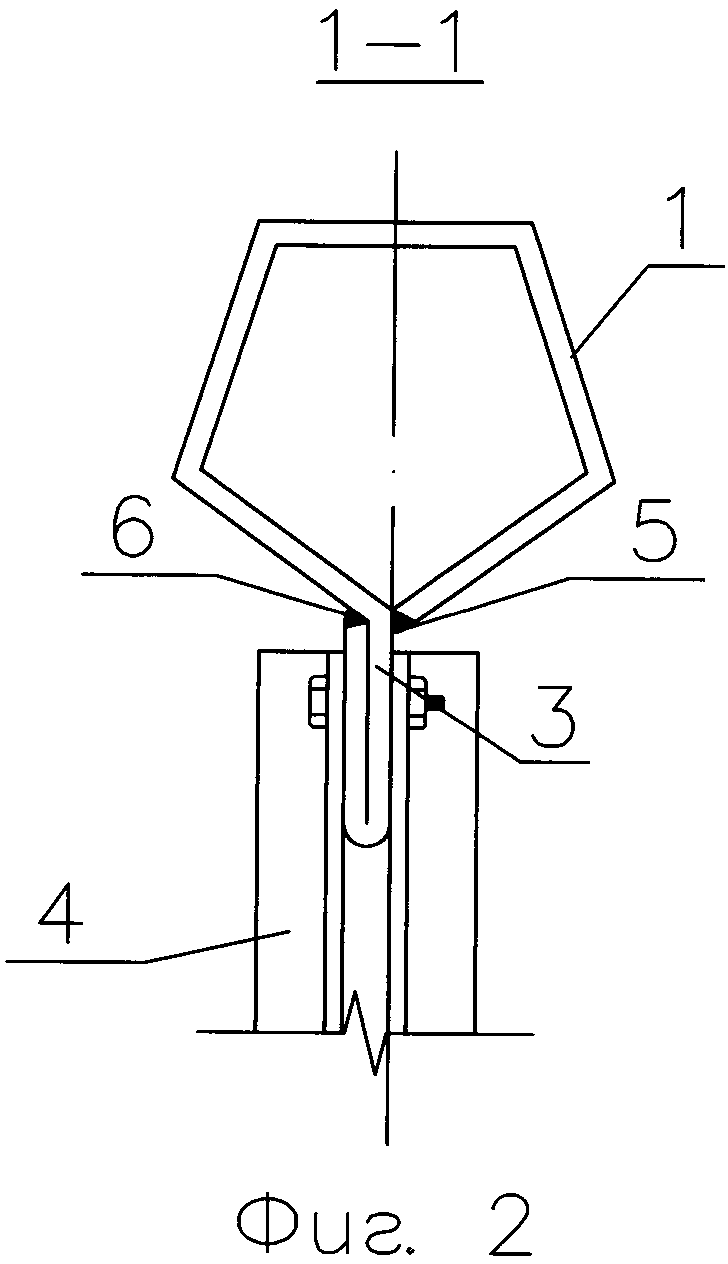
Способ изготовления решетчатой конструкции, включающий изготовление из листового металла единой заготовки, путем образования продольного перегиба замкнутого сечения поясов с отгибом кромки заготовки для образования фасонки на всю длину многогранного пояса, продольную сварку кромки листовой заготовки с основным металлом и крепление к фасонке стержней решетки, отличающийся тем, что листовую фасонку выполняют путем двойного перегиба, а продольную сварку ее конца с основным металлом выполняют с другой стороны фасонки, чем проведенная сварка кромки листовой заготовки.
| ТОНШНЕЙДЕР | 1935 |
|
SU46459A1 |
| WO 1993018244 A1, 16.09.1993 | |||
| Узел соединения трубчатого пояса фермы с элементами решетки | 1976 |
|
SU566911A1 |
| US 7587877 B2, 15.09.2009 | |||
| СТАЛЕЖЕЛЕЗОБЕТОННАЯ БАЛКА | 2015 |
|
RU2605862C2 |

