Техническое решение относится к области войскового ремонта радиоэлектронной аппаратуры (РЭА) изделий вооружения и военной техники (ВВТ) с применением мобильных ремонтно-диагностических комплексов (РДК) и может быть использовано при ремонте сменных элементов РЭА различного назначения, в составе которых применяются интегральные схемы в корпусах с шариковыми выводами (в корпусах типа BGA).
Из уровня техники известно технологическое оборудование для установки интегральных схем в корпусах BGA на печатные платы в процессе серийного изготовления различного рода РЭА. Такое позиционирование (совмещение корпусов BGA с точечными контактами на печатных платах) обеспечивается в этом оборудовании с помощью программноуправляемых трехкоординатных манипуляторов.
Достоинством такого способа установки интегральных схем (ИС) в корпусах типа BGA (с шариковыми выводами на стороне монтажа) на точечные контакты печатных плат является обеспечение необходимой точности совмещения шариковых выводов ИС с точечными контактами, оказывающимися под корпусом ИС. Это обеспечивается применением соответствующих программноуправляемых трехкоординатных манипуляторов, обладающих необходимой точностью позиционирования монтируемых на плату ИС в соответствии с заданными координатами размещения ИС на плате.
Недостатками данного способа является громоздкость такого оборудования, не позволяющая его применять в условиях ограниченного технологического пространства, в частности - в технологических отсеках мобильных ремонтно-диагностических комплексов (РДК) при проведении работ по войсковому ремонту изделий ВВТ на местах их дислокации (например, по патенту RU 2376164).
Наиболее близким к заявленному решению является способ ремонта сменных элементов РЭА из состава сложных технических систем (СТС) по патенту RU 2376164, принимаемый за прототип.
Удаление неисправных электрорадиоэлементов (ЭРЭ) и установку на их место исправных ЭРЭ из состава ремонтного ЗИП по способу-прототипу производят на технологическом рабочем месте (ТРМ) электрорадиомонтажных работ с применением входящей в состав ТРМ паяльной установки с соответствующими насадками.
Достоинством данного решения являются:
- возможность реализации ремонта электрической части сменных элементов РЭА, построенных на основе печатных плат с установленными на эти платы ЭРЭ, в ограниченном пространстве технологического отсека мобильного РДК;
- возможность замены различных типов ЭРЭ с различными конструкциями корпусов путем применения сменных насадок к паяльной установке.
Недостатками способа-прототипа являются:
- фактическая невозможность точного совмещения шариковых выводов интегральных схем в корпусах типа BGA с точечными контактами печатной платы, т.к. эти точечные контакты при установке ИС взамен неисправных оказываются закрытыми корпусом устанавливаемых ИС и насадками паяльной установки;
- большая продолжительность ремонта в связи с трудностью точного совмещения шариковых выводов с точечными контактами печатной платы;
- большое количество брака из-за неточного совмещения шариковых выводов ИС с точечными контактами печатной платы.
Техническим результатом заявленного решения являются:
- обеспечение требуемой точности установки ЭРЭ с шариковыми выводами (в частности - ИС в корпусах BGA) на точечные контакты печатной платы при проведении работ по ремонту сменных элементов РЭА в ограниченном пространстве технологического отсека мобильного РДК;
- повышение производительности ремонта сменных элементов РЭА;
- исключение брака, который происходит за счет неточного совмещения шариковых выводов ИС с точечными контактами ремонтируемых печатных плат РЭА в способе-прототипе.
Указанный технический результат достигается тем, что на ТРМ электрорадиомонтажных работ, находящемся в технологическом отсеке мобильного РДК, помещают печатную плату ремонтируемого сменного элемента с находящимися на печатной плате неисправными ЭРЭ, подготавливают технологическое оборудование для замены неисправных ЭРЭ на исправные из состава ремонтного ЗИП, например - паяльную установку со сменными насадками, подготавливают исправные ЭРЭ для замены ими неисправных ЭРЭ. С применением технологического оборудования ТРМ, например - паяльной установки, удаляют неисправный ЭРЭ и подготавливают печатную плату к установке исправного ЭРЭ из состава ремонтного ЗИП. С помощью двух взаимно перпендикулярных подвижных направляющих ограничивают с необходимой точностью место установки исправного ЭРЭ на группу точечных контактов печатной платы. Устанавливают корпус исправного ЭРЭ (например - интегральной схемы с шариковыми выводами) в позицию на печатной плате, ограниченную с двух примыкающих сторон подвижными направляющими и производят монтаж ЭРЭ на предназначенной позиции с помощью технологического оборудования.
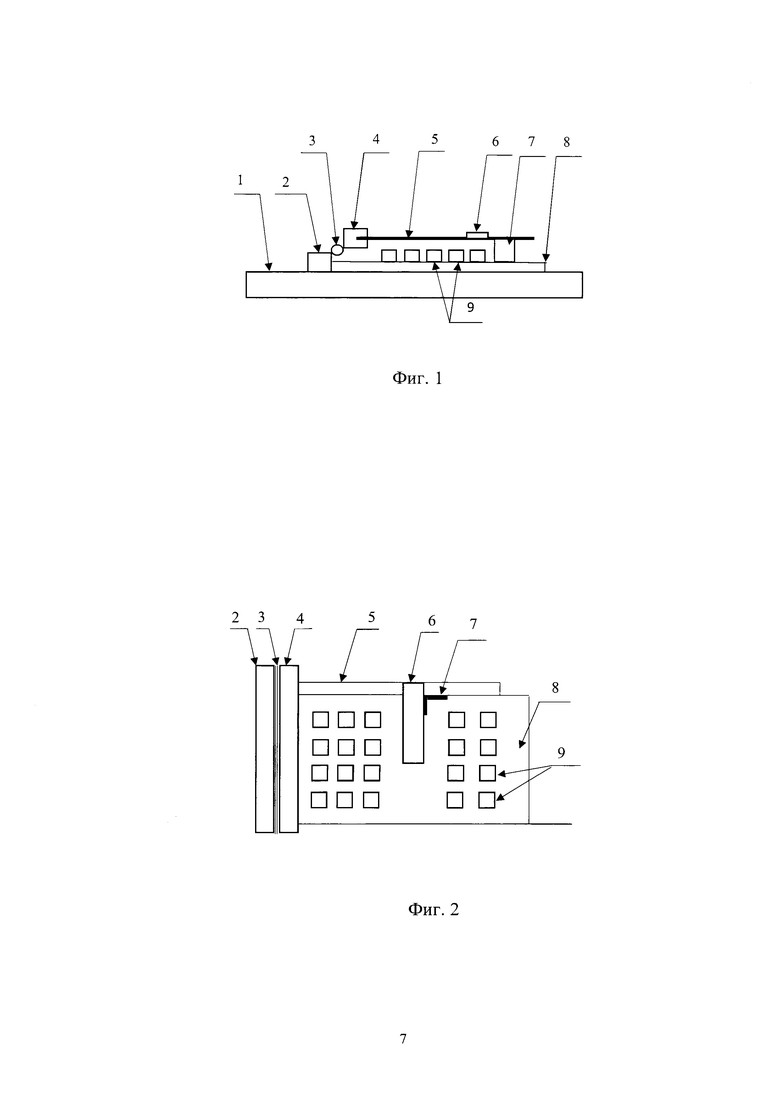
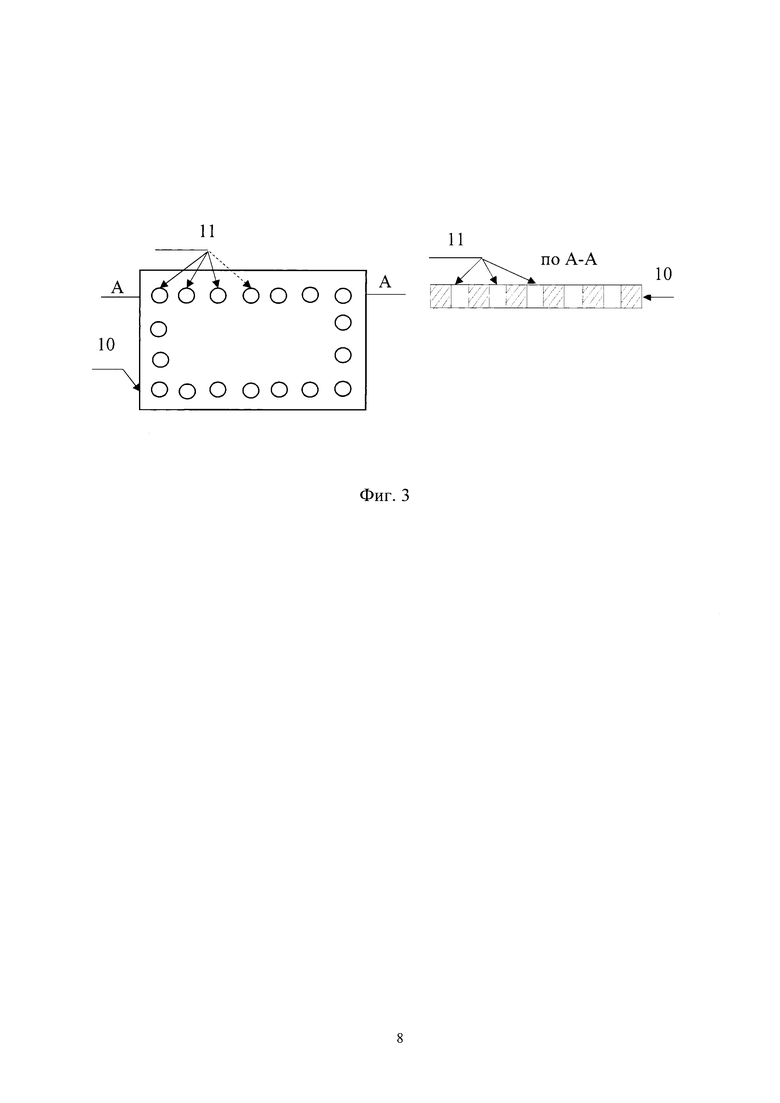
Техническая реализация заявленного способа поясняется на фиг. 1, фиг. 2 и фиг. 3.
Для обеспечения точного позиционирования устанавливаемых на печатную плату исправных электрорадиоэлементов предварительно на поверхность стола 1 ТРМ электрорадиомонтажных работ помещают устройство позиционирования фиг. 1 и фиг. 2, содержащее первую опорную планку 2, с которой шарнирным соединением 3 соединена вторая опорная планка 4. По второй опорной планке 4 перемещается первая направляющая 5, перпендикулярная второй опорной планке 4. По первой направляющей 5 перемещается перпендикулярная ей вторая направляющая 6, к которой прикреплен фиксирующий уголок 7 с возможностью перемещения вдоль направляющей бив направлении, перпендикулярном плоскости направляющих 5 и 6 (перпендикулярном поверхности печатной платы 8 ремонтируемого сменного элемента радиоэлектронной аппаратуры).
Перед началом работ по ремонту ремонтируемая печатная плата 8 с размещенными на ней электрорадиоэлементами 9 помещается на поверхность стола 1 ТРМ и фиксируется к первой опорной планке 2. При этом вторая опорная планка 4 с закрепленной на ней направляющей 5 с помощью шарнирного соединения 3 поворачивается вверх, освобождая зону расположения ЭРЭ 9 на печатной плате 8 для удаления неисправных ЭРЭ. После удаления неисправных ЭРЭ и подготовки мест монтажа на печатную плату 8 исправных ЭРЭ планка 4 опускается таким образом, чтобы направляющие 5 и 6 с уголком 7 (находящимся в поднятом положении) могли перемещаться над корпусами ЭРЭ 9, установленными на плате 8. Перемещением направляющих 5 и 6 устанавливают фиксирующий уголок 7 таким образом, чтобы его внутренние грани точно ограничивали место устанавливаемого исправного ЭРЭ. После этого положение направляющих 5 и 6, а также положение уголка 7 фиксируются во избежание смещения при последующей установке исправного ЭРЭ (в частности - ИС в корпусе BGA, с шариковыми выводами). С помощью технологического оборудования (например - паяльной установки с соответствующей насадкой) производят пайку данного ЭРЭ в зафиксированной позиции.
Определенную сложность при подготовке платы 8 к монтажу ЭРЭ с шариковыми выводами (ИС в корпусе типа BGA) представляет подготовка точечных контактов с нанесением на них капель припоя или паяльной пасты. Капли припоя необходимо нанести с большой точностью (учитывая малый шаг расположения точечных контактов) и не допустить замыкания ими соседних контактов на печатной плате. Вручную обеспечить это без соответствующих приспособлений фактически невозможно, в связи с этим существует большая вероятность брака.
В целях обеспечения требуемого качества подготовки точечных контактов печатной платы к установке ИС с корпусами BGA в заявленном способе предусмотрено применение шаблонов 10, конструкция которых поясняется на фиг. 3. Шаблон 10 представляет собой тонкую плоскую деталь с габаритами, точно повторяющими габариты ИС, подлежащей установке на плату 8 вместо удаленной неисправной ИС. В шаблоне 10 расположены сквозные отверстия 11. Количество, расположение и размер отверстий 11 в шаблоне 10 точно воспроизводит количество, расположение и размеры точечных контактов на плате 8, предназначенных для установки ИС.
Шаблон 10 изготавливают из материала, не смачиваемого припоем.
Шаблон 10 помещают на печатную плату 8 в позицию, точно определяемую фиксирующим уголком 7 - как и рассмотренное ранее размещение устанавливаемой ИС. Через отверстия 11 шаблона 10 с помощью паяльной установки наносят капельки припоя на точечные контакты печатной платы 8, предназначенные для монтажа исправной ИС. После нанесения капелек припоя шаблон 10 удаляют из фиксирующего уголка 7, производят установку на это место исправной ИС и ее пайку.
Элементы конструкции устройства позиционирования ЭРЭ фиг. 1 и фиг. 2 изготавливают, например, из стали - с обеспечением требуемой точности с применением известного из уровня техники оборудования инструментального производства. Основными критериями при изготовлении конструкции фиг. 1, фиг. 2 и фиг. 3 являются:
1) обеспечение требуемой точности позиционирования ЭРЭ, устанавливаемых на ремонтируемую печатную плату. Погрешность позиционирования ИС с шариковыми выводами (в корпусах BGA) не должна превышать 0,25 интервала между соседними точечными контактами на печатной плате;
2) обеспечение необходимых пределов перемещения направляющих 5 и 6, которые должны перекрывать максимальные размеры ремонтируемых печатных плат;
3) обеспечение жесткой исходной фиксации ремонтируемой платы 8 к планке 2;
4) расположение направляющих 5 и 6 над корпусами ЭРЭ;
5) перемещение фиксирующего уголка 7 должно обеспечивать его установку на поверхность платы 8;
6) все подвижные элементы конструкции устройства (планки 5 и 6, фиксирующий уголок 7) после установи в точках, обеспечивающих требуемое позиционирование ЭРЭ на поверхность платы, должны фиксироваться с исключением возможности смещения позиции устанавливаемого ЭРЭ (в частности - ИС в корпусе BGA);
7) шаблоны фиг. 3 могут изготавливаться из стали с соответствующим покрытием, из полиамида или любого другого материала, не смачиваемого припоем и устойчивого к воздействию высокой температуры припоя.
Таким образом, заявленный способ промышленно реализуется с помощью материалов и оборудования, известных из уровня техники.
При этом обеспечивается достижение заявленного технического результата, заключающегося в обеспечении требуемой точности позиционирования интегральных схем в корпусах BGA (с шариковыми выводами) при ремонте сменных элементов РЭА в ограниченном пространстве технологического отсека мобильных РДК, сокращается продолжительность ремонта сменных элементов РЭА и исключается брак, который происходит за счет неточного совмещения шариковых выводов ИС в корпусах BGA с точечными контактами ремонтируемых печатных плат РЭА в случае использования способа-прототипа.
Способ основан на применении технологического рабочего места (ТРМ) электрорадиомонтажа, располагаемого в составе мобильного ремонтно-диагностического комплекса (РДК) и содержащего в своем составе паяльное устройство со сменными насадками. На поверхность стола ТРМ устанавливают устройство позиционирования интегральных схем (ИС) для замены неисправных ИС в корпусах с шариковыми выводами (корпусах типа BGA). Устройство позиционирования содержит две перпендикулярные направляющие, помещаемые над зафиксированной на столе ТРМ ремонтируемой печатной платой. После демонтажа с платы неисправной ИС направляющие перемещают над платой с ограничением места установки исправной ИС, заменяющей демонтированную неисправную ИС. После установки на место позиционирования устанавливаемой ИС направляющие фиксируют. В ограниченную направляющими позицию устанавливают исправную ИС и монтируют ее к плате с помощью паяльного устройства, входящего в состав ТРМ электромонтажа. Техническим результатом является повышение производительности при ремонте. 2 з.п. ф-лы, 3 ил.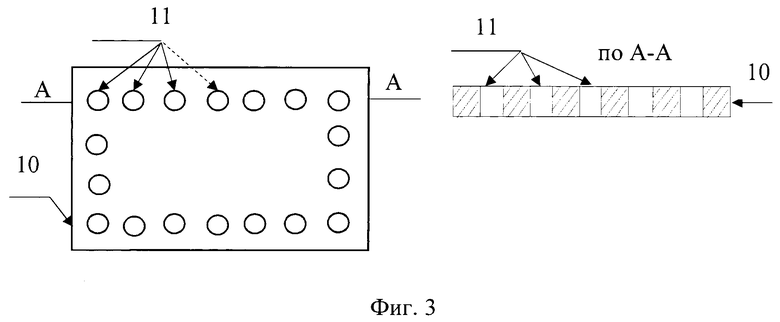
1. Способ ремонта сменных элементов радиоэлектронной аппаратуры, включая войсковой ремонт радиоэлектронной аппаратуры (РЭА) изделий вооружений и военной техники (ВВТ) на местах их дислокации с применением мобильных ремонтно-диагностических комплексов (РДК), основанный на использовании технологического рабочего места (ТРМ) электрорадиомонтажа и технологическое оборудование демонтажа и монтажа электрорадиоэлементов, например - паяльной установки со сменными насадками, отличающийся тем, что на поверхности стола в составе ТРМ электрорадиомонтажа предварительно помещают устройство позиционирования, обеспечивающее перемещение двух взаимно перпендикулярных направляющих над поверхностью ремонтируемой печатной платы, поступающую в ремонт печатную плату с неисправными электрорадиоэлементами (ЭРЭ), в частности - интегральными схемами (ИС) в корпусах BGA с шариковыми выводами, устанавливают под взаимно перпендикулярными подвижными направляющими устройства позиционирования, выводят направляющие из зоны расположения неисправного ЭРЭ, подлежащего замене, удаляют неисправный ЭРЭ с применением технологического оборудования ТРМ электромонтажа, подготавливают поверхность платы для установки исправного ЭРЭ, включая удаление остатков припоя и очистку контактов, переводят взаимно перемещающиеся направляющие над местом установки исправного ЭРЭ таким образом, чтобы они обеспечили требуемую точность позиционирования устанавливаемого исправного ЭРЭ, фиксируют положение направляющих, помещают устанавливаемый исправный ЭРЭ в позицию на плате, ограниченную с двух сторон направляющими, производят монтаж ЭРЭ на предназначенное для него место на плате, удаляют направляющие из зоны установленного ЭРЭ, повторяют операции для следующего неисправного ЭРЭ, подлежащего замене, по завершении замены всех неисправных ЭРЭ на исправные освобождают плату от фиксаторов, изымают ее из-под направляющих устройства позиционирования и передают на контроль.
2. Способ по п. 1, отличающийся тем, что на одну из направляющих устанавливают фиксатор, обладающий способностью перемещаться вдоль направляющей и по направлению к поверхности ремонтируемой платы - с возможностью фиксации, после вывода с помощью направляющих на место установки исправного ЭРЭ фиксатор опускают на плату, фиксируют и обеспечивают с его помощью точное позиционирование устанавливаемого исправного ЭРЭ.
3. Способ по п. 1 или 2, отличающийся тем, что перед монтажом исправной ИС с шариковыми выводами на ее место на плате помещают шаблон данного типа ИС, представляющий собой тонкую пластину из материала, не смачиваемого припоем, в которой расположены сквозные отверстия, совпадающие с точечными контактами печатной платы, к которым должны быть припаяны шариковые выводы ИС, через отверстия шаблона на точечные контакты платы помещают капельки припоя, после этого шаблон удаляют, на его место помещают устанавливаемую исправную ИС с шариковыми выводами и производят ее монтаж на ремонтируемую печатную плату с помощью технологического оборудования, например - паяльной установки со сменными насадками, входящего в состав ТРМ электромонтажа.
| СПОСОБ РЕМОНТА СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ И ИХ СМЕННЫХ СОСТАВНЫХ ЧАСТЕЙ С ПРИМЕНЕНИЕМ МОБИЛЬНЫХ РЕМОНТНО-ДИАГНОСТИЧЕСКИХ КОМПЛЕКСОВ | 2008 |
|
RU2376164C1 |
| US 6959265 B1, 25.10.2005 | |||
| СПОСОБ РЕМОНТА СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ | 2011 |
|
RU2473433C2 |
| US 4643476 A1, 17.02.1987. | |||

