ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области техники для изготовления бумажных изделий, таких как санитарно-гигиеническая бумага, салфетки или другие изделия, в основном посредством высокоскоростных машин для сгибания, работающих с вакуумными системами.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В зависимости от типа изготавливаемого изделия такие машины обычно содержат два или более совместно взаимодействующих цилиндра для сгибания. Рабочая скорость и, соответственно, ограничения производительности зависят от системы для удерживания складываемого материала на цилиндре вдоль направления, которое является перпендикулярным относительно направления продвижения. Для такой цели в соответствии с предшествующим уровнем техники предусматривают отверстия или щели вдоль периферии цилиндров для сгибания, которые соединяют с источником вакуума и обычно приводят в действие последовательными клапанами, которые расположены на осевом конце (концах) самих цилиндров.
Наиболее критическим этапом является этап, на котором бумажные сегменты проходят от первого цилиндра, в котором обычно также предусмотрена поперечная резка бумаги, ко второму цилиндру, для того чтобы в самом деле образовывать первую поперечную линию сгибания. Именно на этом этапе, на котором такие машины работают с большой скоростью, трудно обеспечивать правильное перемещение изделия из состояния, при котором оно сцепляется с первым цилиндром в то состояние, при котором оно сцепляется со вторым цилиндром. Для того чтобы свести к минимуму риск возникновения дефектов или неисправностей необходимо, чтобы рабочая скорость не превышала установленного ограничения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание системы, которая решает такую проблему посредством создания узла для поперечного сгибания, который сгибает изделие и который обеспечивает увеличение скорости производства сверх существующих производственных ограничений, достигая в тоже самое время изделия высокого качества, то есть изделия без дефектов, вызываемых в настоящее время прохождением изделия через цилиндры для сгибания.
В соответствии с изобретением такая цель достигается посредством узла для сгибания, описанного в первом пункте формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Характеристики и преимущества узла для сгибания в соответствии с настоящим изобретением очевидны из следующего ниже описания его вариантов осуществления, которые описаны для примера, а не с целью ограничения, со ссылкой на прилагаемые чертежи, на которых:
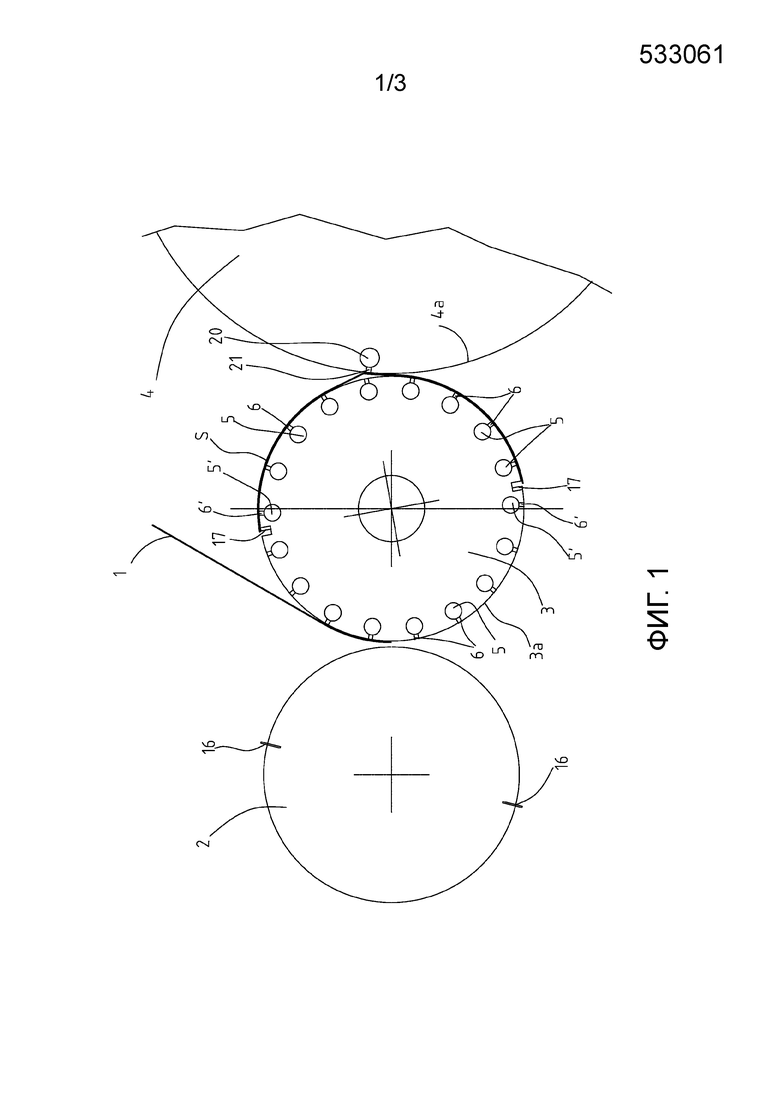
фиг. 1 – схематический вид сбоку узла для сгибания в соответствии с изобретением, с удаленными для ясности деталями;
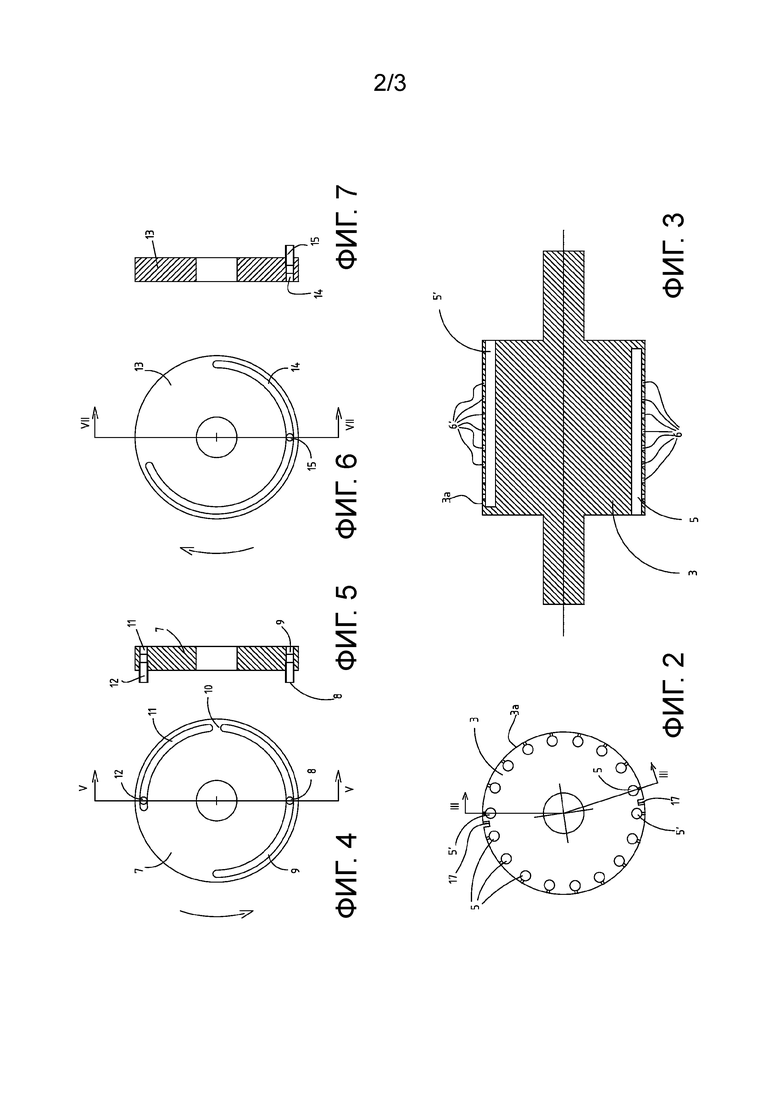
фиг. 2 – вид сбоку первого цилиндра для сгибания;
фиг. 3 – сечение первого цилиндра по стрелкам III из фиг. 2;
фиг. 4 и 5 – вид сбоку и сечение по стрелкам V-V, соответственно, первого последовательного клапана, который расположен на первой стороне (на левой стороне в соответствии с видом из фиг. 3) первого цилиндра для сгибания;
фиг. 6 и 7 – вид сбоку и сечение по стрелкам VII-VII, соответственно, второго последовательного клапана, который расположен на правой стороне (правая сторона в соответствии с видом из фиг. 3) первого цилиндра для сгибания;
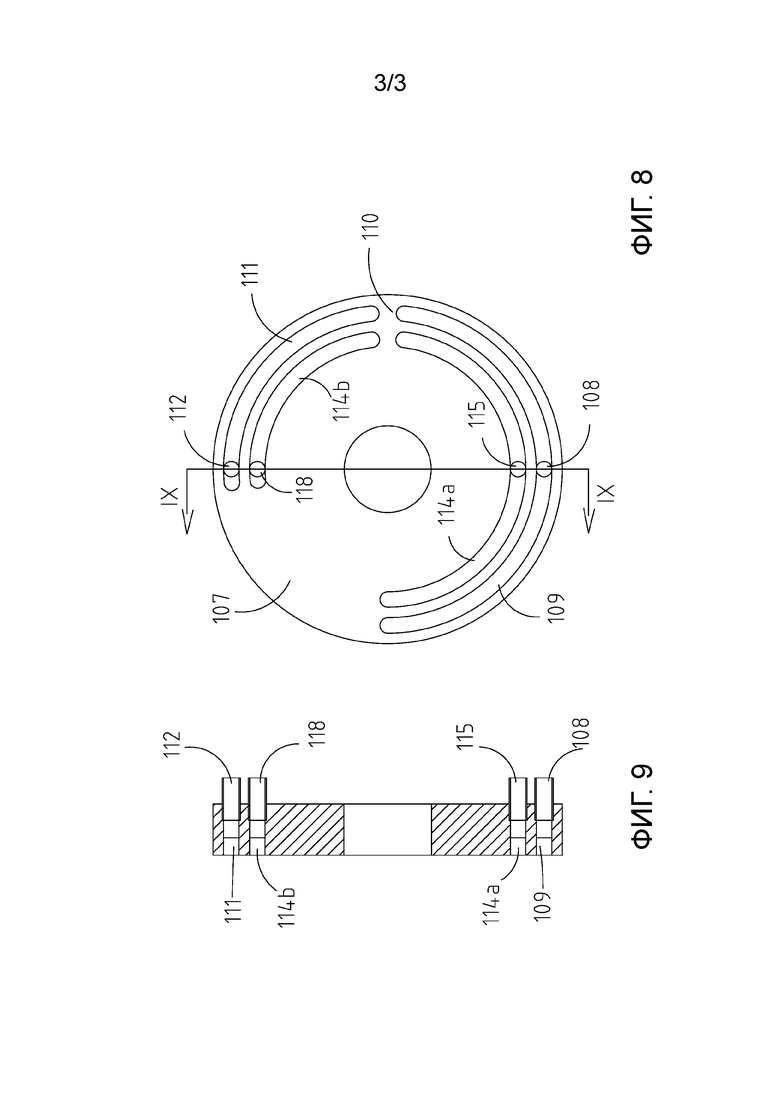
фиг. 8 и 9 – вид сбоку и сечение по стрелкам IX-IX, соответственно, единственного последовательного клапана, который, в соответствии с вариантом осуществления, отличающимся от варианта осуществления из фиг. 4-7, расположен на правой стороне первого цилиндра для сгибания.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Со ссылкой на вышеупомянутые чертежи, в узле для сгибания в соответствии с настоящим изобретением может быть преимущественно предусмотрен один или более смежных каналов, которые работают параллельно, и в узел для сгибания подаются непрерывные бумажные полосы 1, имеющие один или более слоев с продольными складками или без продольных складок по отношению к направлению продвижения.
Узел в соответствии с настоящим изобретением, как известно, содержит режущий цилиндр 2, который взаимодействует с первым цилиндром 3 для сгибания таким образом, чтобы обеспечивать разрезание изделия на сегменты посредством двух ножей 16, которые диаметрально противоположны друг другу (на режущем цилиндре 2), и двух соответствующих упорных канавок или контрножей 17 (на первом фальцевальном цилиндре 3), начиная с единственной бумажной полосы 1. Далее, тот же самый первый цилиндр 3 для сгибания и второй цилиндр 4 для сгибания, который вращается в противоположном направлении относительного первого цилиндра, взаимодействуют по касательной в месте зажимания, в котором материал удерживается вторым цилиндром с тем, чтобы обеспечивать сгибание бумаги S, получаемой из полосы 1 посредством резания.
Первый цилиндр 3 для сгибания содержит всасывающие каналы 5, 5′, которые проходят в осевом направлении на рабочей поверхности 3a для прохождения вакуума, который обеспечивает удерживание полосы или сегментов бумаги на такой поверхности. Для этой цели каналы 5′, 5′ непрерывно проходят вдоль всей круговой поверхности цилиндра, открываясь на поверхности 3a через отверстия 6, 6′. Бумажная полоса 1, таким образом, удерживается во время резания, и затем отрезанный сегмент S также удерживается до точки снятия с первого цилиндра 3 посредством вакуума достаточного уровня, который регулируется посредством двух последовательных клапанов 7, 13 (не показанных/невидимых на фиг. 1, но отдельно показанных на фиг. 4-7), которые расположены параллельно друг другу и находятся в контакте с соответствующими осевыми концами (или сторонами) вышеупомянутого первого цилиндра.
Каждый клапан на практике представляет собой полностью неподвижный диск, который блокирует концы каналов 5, за исключением надлежащим образом образованных щелей 9, 11, 14, которые более подробно описаны далее, и которые обеспечивают прохождение потока вакуума по заданному ряду дуг, причем упомянутый поток генерируется и подается посредством устройств для генерации вакуума, которые расположены снаружи и не показаны. В любом случае следует отметить, что на фиг. 5 и 7 входные отверстия 8, 12, 15 для пневматического соединения щелей с устройствами для генерации вакуума расположены выше по потоку.
Всасывающие каналы широко охватывают рабочую поверхность 3a, поскольку они расположены на расстоянии друг от друга с соответствующей плотностью по отношению к изгибу окружности. Большинство каналов, обозначенных позицией 5, открыты на концевой стороне, обращенной к первому последовательному клапану 7, и закрыты на противоположной стороне для того, чтобы пневматическая циркуляция внутри вышеупомянутых каналов 5 осуществлялась только первым клапаном. С другой стороны, некоторые каналы, в особенности два канала 5', которые диаметрально противоположны друг другу и расположены непосредственно рядом с контрножами 17 (перед контрножами, учитывая направление вращения первого цилиндра), открыты на концевой стороне, обращенной ко второму последовательному клапану 13, и закрыты на стороне первого клапана для того, чтобы пневматическая циркуляция внутри (двух) каналов 5' осуществлялась только посредством взаимодействия со вторым клапаном 13.
Точка тангенциального взаимодействия между первым и вторым цилиндрами для сгибания представляет собой точку, в которой каждый сегмент S бумаги снимается с первого цилиндра 3 посредством захватывания вторым цилиндром 4 вдоль поперечной средней линии, в результате чего бумага складывается вдоль такой линии на втором цилиндре 4. Для этой цели в соответствующих местах на соответствующих частях второго цилиндра 4 для сгибания, предусмотрен комплект осевых каналов 20 и отверстий 21, которые открыты в радиальном направлении на рабочей поверхности 4a цилиндра, которые выполнены с возможностью обеспечения захватывания или зажимания листа посредством всасывания.
Возвращаясь к последовательным клапанам 7, 13 и к соответствующим щелям, первый последовательный клапан 7 имеет две расположенные последовательно друг за другом щели 9, 11, которые отделены друг от друга разрывом, то есть сплошной разделяющей стенкой 10, общая протяженность которых проходит по дуге, соответствующей примерно 270° угла вращения. Первая щель 9 проходит по дуге, соответствующей примерно 180° угла вращения, и в ней, через входное отверстие 8, создается высокий вакуум, что приводит к присасыванию бумаги S к рабочей поверхности 3а через каналы 5 и отверстия 6.
В последовательно расположенную щель 11, которая проходит по дуге, соответствующей 90° угла вращения (после прохождения места зажимания вторым цилиндром 4), с одной стороны, через входное отверстие 12 подается или не подается высокий вакуум (в соответствии с характеристиками обрабатываемого материала) для того, чтобы передать, снова через каналы 5 и отверстия 6, низкое или нулевое всасывание, которое способствует снятию бумаги.
Наоборот, что касается второго последовательного клапана 13, то в нем предусмотрена только одна щель 14 для создания высокого вакуума, который подается через два канала 5' и соответствующие отверстия 6'. Протяженность этой щели 14 соответствует тем же самым 180° угла вращения первой щели 9 первого клапана и продолжается вдоль существенной части, соответствующей 90° угла вращения второй щели 11. В отношении последней, щель 14 заканчивается с удлинением, соответствующим определенному углу вращения (обычно между 15° и 30°, соответствуя тем самым углу вращения ниже по потоку от места снятия, составляющему от 60° до 75°).
Таким образом, через отверстия 6', которые расположены непосредственно рядом с разрезом, выполняемым контрножом 7 и, таким образом, в непосредственной близости к ведущей кромке или к передней кромке сегмента S (то есть кромки, которая продвигается вперед по отношению к направлению продвижения при вращении), осуществляется всасывание, которое прочно удерживает такую кромку на первом цилиндре (см. этап работы, показанный на фиг. 1) за время полного смещения, ниже после места сгибания и также и в особенности на этапе начала сгибания, когда на оставшейся части сегмента всасывание прогрессивно уменьшается для того, чтобы способствовать снятию (эффект второй канавки 11 первого вышеупомянутого клапана 7).
Теперь функционирование устройства в соответствии с изобретением понятно специалистам в данной области техники, с учетом того, что все, что не было конкретно описано, является аналогичным тому, что хорошо известно в обычных устройствах. Благодаря признаку, который привносится вторым последовательным клапаном конструктивно очень простым образом, существует возможность исключения деформаций передней кромки, даже при высокой скорости изготовления, соответственно, с уменьшенными отходами и с увеличенным качеством изделия.
Ссылаясь на фиг. 8 и 9, в возможном другом варианте осуществления функции второго последовательного клапана могут быть интегрированы в единственный клапан 107 через два ряда щелей, которые смещены в радиальном направлении в большей или меньшей степени. На этих фигурах щели 109 и 111 с соответствующими всасывающими входными отверстиями, соответствуют вышеописанным щелям 9 и 11 первого варианта осуществления, в то время как двойные щели 114a, 114b функционально соответствуют щели 14 первого примера. Два последовательно расположенных и раздельных сегмента 114a, 114b используются в данном случае для возможной дифференциации всасывания (более высокий или более низкий вакуум) на двух соответствующих этапах продвижения пред и после места снятия/зажимания, соответственно, а также в связи с удерживанием передней кромки. Такая дифференциация, которая может быть полезна в соответствии с типом обрабатываемого материала, также может быть обеспечена в первом варианте осуществления посредством разделения канавки 14 на два отдельных сегмента.
Очевидно, конструкция первого цилиндра для сгибания (не показан) должна быть адаптирована соответствующим образом, поскольку в этом случае два канала, соответствующие каналам 5' первого варианта осуществления, то есть каналы, которые пригодны для удерживания передней кромки сегмента и для сообщения со щелями 114a, 114b, выполнены в местоположении, которое радиально более центрировано по отношению к другим стандартным периферийным каналам, которые соответствуют каналам 5 первого варианта осуществления, и в которых осуществляется действие по пневматическому открытию/закрытию щелей 109 и 111.
Следует подчеркнуть, что под высоким вакуумом в данном описании понимается высокий вакуум, очень высокий вакуум или сверхвысокий вакуум в соответствии с определениями, которые являются общими и обычно используются в данной области техники.
Настоящее изобретение было описано со ссылкой на его предпочтительные варианты осуществления. Следует понимать, что могут быть другие варианты осуществления, которые принадлежат той же самой идее изобретения в рамках объема защиты, определяемого прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНЫЙ ВАЛИК И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2569274C2 |
| УПАКОВОЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2319614C2 |
| СИГАРЕТНАЯ УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2357906C2 |
| ЗАЩИТНАЯ КОНСТРУКЦИЯ ДЛЯ ИЗДЕЛИЯ, В ЧАСТНОСТИ ДОКУМЕНТА | 2006 |
|
RU2422899C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ЗАКРЫТЫМ КОНЦОМ, СПОСОБЫ И АППАРАТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2442507C2 |
| ПАЧКА С КРЫШКОЙ С ЯЗЫКОМ ДЛЯ ИМЕЮЩИХ ФОРМУ СТЕРЖНЯ ТАБАЧНЫХ ИЗДЕЛИЙ И ЗАГОТОВКА ДЛЯ НЕЕ | 2006 |
|
RU2349520C1 |
| КОНВЕЙЕР ДЛЯ УЗЛА ОБРАБОТКИ ИЗДЕЛИЙ, В ЧАСТНОСТИ ДЛЯ СГИБАЮЩЕГО УЗЛА ДЛЯ ПОЛУЧЕНИЯ УПАКОВОК С ТЕКУЧИМИ ПИЩЕВЫМИ ПРОДУКТАМИ | 2012 |
|
RU2592552C2 |
| СПОСОБ УПРАВЛЕНИЯ КОЛЕННЫМ СОЧЛЕНЕНИЕМ ПРОТЕЗА НОГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2089138C1 |
| УПАКОВКА ДЛЯ ХРАНЕНИЯ, СКЛАДИРОВАНИЯ, ДЕМОНСТРАЦИИ И МАНИПУЛИРОВАНИЯ ДИСКООБРАЗНЫМИ ИЗДЕЛИЯМИ | 1997 |
|
RU2196092C2 |
| ФАЛЬЦЕВАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ФАЛЬЦЕВАНИЯ ПРОДУКТА | 2011 |
|
RU2593217C2 |
Изобретение относится к области фальцевания листовых изделий. Узел для сгибания листовых изделий содержит первый сгибающий цилиндр и второй сгибающий цилиндр. Цилиндры выполнены с возможностью поворота совместно в противоположных направлениях. Цилиндры взаимодействуют в точке снятия и зажима для сгибания изделий. Первый цилиндр содержит рабочую поверхность, режущие средства и вакуумные средства. При осуществлении способа сгибания листовых изделий нарезают бумажный материал на сегменты на первом сгибающем цилиндре. Создают вакуум на рабочей поверхности первого сгибающего цилиндра. Зажимают изделие вторым сгибающим цилиндром. Обеспечивается возможность аккуратного и точного снятия материала на этапе сгибания даже при высокой скорости. 2 н. и 8 з.п. ф-лы, 9 ил.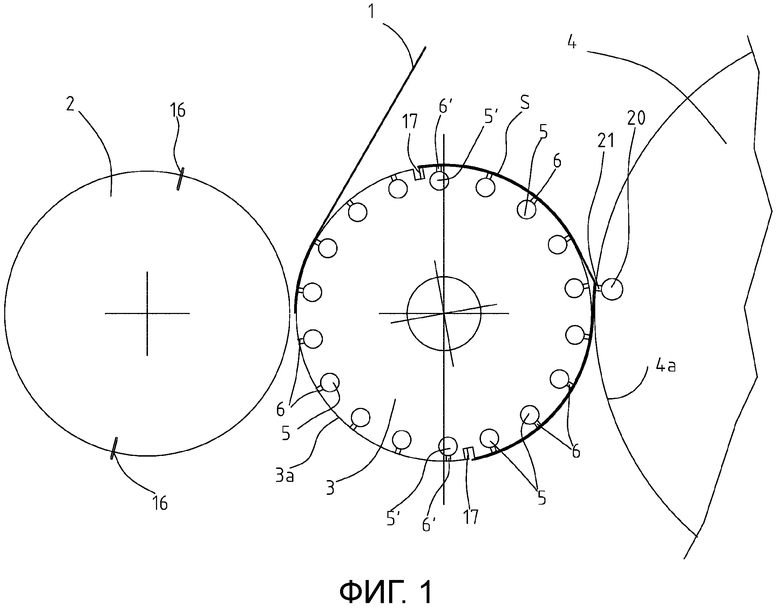
1. Узел для сгибания листовых изделий (S), выполненных из санитарно-гигиенической бумаги или тому подобного, содержащий первый сгибающий цилиндр (3) и второй сгибающий цилиндр (4), выполненные с возможностью поворота совместно в противоположных направлениях и тангенциально взаимодействующие в точке снятия и зажима для сгибания изделий (S), причем первый сгибающий цилиндр (3) содержит рабочую поверхность (3a), режущие средства (17) для бумажного материала, проходящие вдоль соответствующих образующих цилиндра и равномерно разнесенные друг от друга по окружности, и вакуумные средства (5, 6, 5', 6'), выполненные с возможностью удерживания изделий на рабочей поверхности (3a), при этом вакуумные средства содержат первые вакуумные средства (5, 6), распределенные по рабочей поверхности (3a), выполненные с возможностью передачи высокого вакуума при повороте на заданный угол первого цилиндра перед точкой снятия и для подачи низкого вакуума или неподачи вакуума при повороте на заданный угол после точки снятия, и второе вакуумное средство (5', 6'), пневматически независимое от первого вакуумного средства, расположенное сразу после соответствующего режущего средства (17) и выполненное с возможностью подачи высокого вакуума, по меньшей мере, на протяжении заданного угла поворота после точки снятия.
2. Узел по п. 1, в котором заданный угол поворота, при повороте на который второе вакуумное средство (5', 6') подает высокий вакуум после точки снятия, составляет от 60° до 90°.
3. Узел по п. 2, в котором угол поворота составляет от 60° до 75°.
4. Узел по любому из предшествующих пунктов, в котором второе вакуумное средство (5', 6') также выполнено с возможностью подачи низкого вакуума или среднего вакуума на протяжении заданного угла поворота перед точкой снятия.
5. Узел по п. 1, в котором первое и второе вакуумные средства содержат осевые каналы (5, 5'), которые открыты на рабочей поверхности (3a) через радиальные отверстия (6, 6'), причем пневматическое сообщение между осевыми каналами и внешним средством создания вакуума блокируется по меньшей мере одним клапаном селективного действия, содержащим неподвижный перфорированный диск (7, 13, 107), расположенный по меньшей мере на одной осевой торцевой поверхности первого сгибающего цилиндра (3).
6. Узел по п. 5, в котором осевые каналы (5, 5') первого и второго вакуумного средства открыты на противоположных осевых торцах первого сгибающего цилиндра (3) и избирательно закрываются соответствующими дисковыми клапанами (7, 13), расположенными у соответствующих и противоположных торцевых поверхностей цилиндра (3).
7. Узел по п. 5, в котором осевые каналы первого и второго вакуумных средств открыты на одном и том же осевом торце первого сгибающего цилиндра (3) в местоположениях, имеющих разные расстояния от центра, и избирательно закрываются одним дисковым клапаном (107) с двумя рядами дугообразных отверстий, имеющих различные радиусы.
8. Способ сгибания листовых изделий, изготовленных из санитарно-гигиенической бумаги или тому подобного, посредством первого сгибающего цилиндра (3) и второго сгибающего цилиндра (4), выполненных с возможностью совместного поворота в противоположных направлениях и тангенциально взаимодействующих в точке снятия и зажимания для сгибания изделий (S), причем способ содержит:
нарезание бумажного материала на сегменты (S) на первом сгибающем цилиндре (3), причем сегменты имеют ведущую кромку, расположенную фронтально по направлению поворота;
создание вакуума на рабочей поверхности (3a) первого сгибающего цилиндра (3) для удерживания сегментов (S) на рабочей поверхности (3a);
и зажимание изделий вторым сгибающим цилиндром (4), когда участок снятия рабочей поверхности (3a) приходит в точку снятия и зажимания, при этом перед точкой снятия по рабочей поверхности (3a) для заданного угла поворота первого сгибающего цилиндра генерируется высокий вакуум, а после точки снятия по рабочей поверхности (3а) для заданного угла поворота первого сгибающего цилиндра генерируется низкий вакуум или вакуум не генерируется, при этом передняя кромка сегмента (S) также удерживается на месте посредством генерирования высокого вакуума, по меньшей мере, для заданного угла поворота после точки снятия, независимо от генерации низкого вакуума или без генерации вакуума на том же угле поворота.
9. Способ по п. 8, в котором заданный угол поворота, при повороте на который передняя кромка удерживается на месте после точки снятия, составляет от 60° до 90°.
10. Способ по п. 9, в котором угол поворота составляет от 60° до 75°.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| JP 3807816 B2, 09.08.2006 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ФАЛЬЦЕВАНИЯ ПЕЧАТНЫХ ПРОДУКТОВ | 1998 |
|
RU2184071C2 |
| 0 |
|
SU167897A1 | |

