Родственная заявка
Данная заявка притязает на преимущества приоритета одновременно находящейся на рассмотрении, предварительной заявки на патент США с порядковым № 62/030,911, поданной 30 июля 2014, а также притязает на преимущества приоритета одновременно находящейся на рассмотрении, предварительной заявки на патент США с порядковым № 62/077,418, поданной 10 ноября 2014.
Предпосылки создания изобретения
Данное изобретение относится к формированию бесцеллюлозных впитывающих сердцевин, предназначенных для использования в изделиях одноразового использования, таких как подгузники и гигиенические прокладки.
Гигиенические прокладки, используемые в качестве средства гигиены для женщин, представляют собой впитывающие изделия, носимые женщинами для улавливания нежелательных выделений организма. Данные впитывающие изделия, как правило, состоят из впитывающей сердцевины, зажатой между слоями тканых или нетканых материалов.
Как правило, подгузники содержит впитывающую вставку или вставной элемент и основную часть, которая при ношении подгузника служит опорой для вставки вблизи тела носителя. Кроме того, подгузники могут включать в себя другие различные вставные элементы такие как вставные элементы в виде язычков из лент, многократно используемые скрепляющие элементы и тому подобное. Исходными материалами, используемыми при образовании типовой вставки, как правило, являются целлюлоза, санитарно-гигиеническая бумага, полимерный материал, холст нетканого материала, поглощающий материал и эластичный материал, хотя иногда используются специализированные материалы. Обычно бóльшую часть исходных материалов вставок поставляют в виде рулонов и разматывают и применяют на сборочных линиях.
При создании подгузника (и часто также в случае гигиенических изделий для женщин), как правило, используют множество процессов, связанных с холстами, подаваемыми в виде рулонов.
Для создания впитывающей вставки целлюлозу разматывают из рулона поставляемого исходного материала и измельчают посредством измельчителя целлюлозы. Отдельные целлюлозные сердцевины формируют посредством узла формирования сердцевин и размещают на непрерывном холсте санитарно-гигиенической бумаги. Если требуется порошок или полимер (SAP) со сверхвысокой впитывающей способностью может быть добавлен к целлюлозной сердцевине. Холст санитарно-гигиенической бумаги наматывают вокруг целлюлозной сердцевины. Объем обернутой сердцевины уменьшают за счет пропускания через устройство для каландрования, которое обеспечивает по меньшей мере частичное сжатие сердцевины, в результате чего увеличивается ее плотность и структурная целостность. После уменьшения объема сердцевину, обернутую санитарно-гигиенической бумагой, пропускают через отделяющее или резальное устройство, в котором отрезают отдельные обернутые сердцевины. Отрезанные сердцевины транспортируют с надлежащим шагом или интервалом к устройству для сжатия по границам.
Во время формирования сердцевин вставок другие компоненты вставок подготавливают к подаче в устройство для сжатия по границам. Например, полимерный лист подготавливают для приема отрезанной сердцевины. Аналогично целлюлозе полимерный листовой материал обычно поставляют в виде рулона. Полимерный лист подают через устройство для склеивания и аккумулирующий элемент, покрывают адгезивом с заданным рисунком нанесения и затем подают к устройству для сжатия по границам. Помимо полимерного листа, который может образовывать нижнюю часть вставки, двухслойный верхний лист также может быть сформирован параллельно формированию сердцевины. Типовыми слоями являются принимающий рулонный материал и нетканый рулонный материала, которые оба подают из рулонов материалов через устройство для склеивания и аккумулирующий элемент. Слои покрывают адгезивом, склеивают вместе, отрезают по размеру и подают в устройство для сжатия по границам. Следовательно, в устройство для сжатия по границам подают для сборки три компонента: полимерный нижний лист, сердцевину и двухслойный верхний лист.
Типовое устройство для сжатия по границам включает в себя прессующий валик и опорный валик. Когда все три компонента вставки будут поданы в устройство для сжатия по границам, зона зажима между валиками обеспечивает надлежащее сдавливание границы вставки. Таким образом, на выходе устройстве для сжатия по границам будет получена лента из соединенных друг с другом вставок подгузников. После этого вставки подгузников разделяют посредством узла отрезки вставок и ориентируют надлежащим образом. В этот момент законченная вставка готова к размещению в заданном положении на основной части подгузника.
Типовая основная часть подгузника содержит нетканый рулонный материал и поддерживающую структуру. Поддерживающая структура подгузника обычно является эластичной и может включать в себя эластичный элемент для ног, эластичный элемент для пояса и эластичную ленту для живота. Поддерживающая структура обычно зажата между слоями нетканого рулонного материала, который подают из рулонов материала, через устройства для склеивания и аккумулирующие элементы. Основная часть также может быть предусмотрена с несколькими вставными элементами помимо впитывающей вставки. Типовые вставные элементы включают язычки из клейкой ленты и застежки, обеспечивающие возможность многократного застегивания.
В процессе используются два основных несущих холста: холст нетканого материала, который образует внутренний покрывающий холст, и наружный холст, который образует обращенный наружу слой в готовом подгузнике. В типовом процессе изготовления основной части холст нетканого материала разрезают на станции продольной резки посредством вращающихся ножей вдоль трех линий, в результате чего формируются четыре холста. Одна из данных линий находится приблизительно на осевой линии холста, и остальные две линии параллельны осевой линии и расположены на коротком расстоянии от осевой линии. Эффект от такого разрезания в продольном направлении двойной: во-первых, холст нетканого материала разделяют на два внутренних покрывающих элемента подгузника. Один покрывающий элемент станет внутренней стороной передней части подгузника, и второй покрывающий элемент станет внутренней стороной задней части данного предмета одежды. Во-вторых, образуются две отдельные, сравнительно узкие полоски, которые впоследствии могут быть использованы для закрытия и охватывания частей эластичных элементов для отверстий для ног. Полоски могут быть отделены физически посредством расположенного под углом, раздвигающего валика и выровнены в боковом направлении относительно их заданных положений дальше по ходу на внутренних краях образованных покрывающих элементов.
После разрезания холста нетканого материала в продольном направлении адгезив наносят на покрывающие элементы с заданным рисунком в процессе подготовки к приему эластичного элемента для отверстий для ног. Эластичный элемент для отверстий для ног накладывают на покрывающие элементы и затем покрывают узкими полосками, ранее отделенными от холста нетканого материала. Адгезив наносят на наружный холст, который затем соединяют с собранными внутренними холстами, имеющими эластичный элемент, наложенный на них, в результате чего формируется основная часть подгузника. Далее, после зажима эластичных элементов между внутренним и наружными холстами адгезив наносят на основную часть. Теперь основная часть готова для приема вставки.
Для сборки готового изделия, представляющего собой подгузник, вставка должна быть соединена с основной частью. Размещение вставки в заданном положении на основной части происходит на барабане для размещения или в устройстве для наложения вставок. Вставки подают к основной части на барабане для размещения с заданным шагом или интервалом. По существу плоскую комбинацию основной части и вставки затем складывают так, чтобы внутренние холсты были обращены друг к другу, и комбинацию обрезают. Сварочное устройство обеспечивает скрепление холстов в соответствующих местах перед отрезкой отдельных подгузников от сложенных и подвергнутых сварке холстов.
Как правило, одноразовые предметы нижнего белья, такие как подгузники типа трусов, образованы из двух слоев нетканого материала с нитями/лентами из эластичного материала, размещенными между двумя слоями нетканого материала, в результате чего создается эластичный рулонный ламинат. Слои материала представляют собой непрерывные листы материала, которые в конце концов разрезают на отдельные отрезки, соответствующие предметам нижнего белья. Эластичные нити могут быть размещены в определенном порядке и разрезаны так, что определенные зоны предмета нижнего белья будут свободны от упругого растяжения или упругих сил. В этом случае впитывающая прокладка, часто содержащаяся внутри вставки или сердцевины, также будет размещена в изделии, представляющем собой подгузник типа трусов.
Для гарантирования того, что подгузник типа трусов сохранит надлежащую форму и обеспечит удерживание всех добавленных слоев подгузника, усиливающие слои и материалы-подложки обычно добавляют к непрерывным листам материала, при этом усиливающие слои соответствуют разрезанным эластичным нитям каждой отдельной заготовки. Каждый из данных слоев должен быть присоединен посредством адгезива в некоторый момент в процессе изготовления к эластичному рулонному ламинату для формирования законченного предмета нижнего белья.
Часто в подгузнике должны быть созданы пустые пространства, такие как отверстия, образованные путем вырезания из основного холста для получения отверстий для ног, когда окончательно образуют предмет нижнего белья. Для создания пустых пространств холст обычно подвергают высечке, при этом холст разрезают между штампом и опорой. Часть материала холста, которая удаляется, называют «обрезками». Когда штамп с течением времени изнашивается, вырезание обрезков из материала холста постепенно становится высечкой в большей степени затупленным инструментом. Это усложняет отделение обрезков, поскольку вырезание может не создать непрерывно вырезанных обрезков, при этом некоторые нити материала холста, возможно, будут по-прежнему соединять обрезки с холстом. Желательно увеличить время использования штампа и увеличить число обрезков, для которых один штамп может быть использован эффективным образом, с целью уменьшения числа замен штампов.
Как правило, впитывающий волокнистый материал состоит из целлюлозной ваты или материала из древесной целлюлозы, обычно называемого «вспушенной измельченной целлюлозой», хотя смесь натуральных и синтетических волокон находится в пределах объема изобретения. Впитывающую сердцевину, состоящую из вспушенной измельченной древесной целлюлозы, как правило, формируют, используя обычные технологии пневмоукладки/аэродинамические способы формирования холста.
Общая впитывающая способность данных впитывающих сердцевин была значительно увеличена за счет добавления материала со сверхвысокой впитывающей способностью или полимера со сверхвысокой впитывающей способностью (SAP) к широко используемым впитывающим волокнистым материалам.
Способность данных впитывающих сердцевин справляться с типовыми выделениями потока жидкости в значительной степени зависит от надлежащего распределения материала со сверхвысокой впитывающей способностью во впитывающей вспушенной измельченной целлюлозе. Когда большинство материалов со сверхвысокой впитывающей способностью впитывают водные текучие среды, они существенно набухают, и их размеры в сухом состоянии часто увеличиваются в два раза или более при насыщении. Когда данные материалы со сверхвысокой впитывающей способностью впитывают текучую среду и набухают, они, как правило, становятся гелеобразной массой.
Существует тенденция к уменьшению объема подгузников, при этом предпринимались попытки сделать их такими, чтобы они были более похожи на предмет нижнего белья и занимали меньше места для выкладки товара на предприятиях розничной торговли. Как правило, чем тоньше подгузник, тем выше концентрация материала со сверхвысокой впитывающей способностью, требуемого для обеспечения такого же уровня впитывающей способности. Однако при высоких уровнях концентрации материала со сверхвысокой впитывающей способностью существует тенденция, заключающаяся в том, что затрудняется регулирование и удерживание его в заданном положении.
В обычных процессах формирования сердцевин трехмерные гнезда для приема вспушенной измельченной целлюлозы вращаются вокруг вакуумного барабана. Гнезда, как правило, включают в себя перегородки и сетки, которые обеспечивают возможность прохождения воздушного потока через гнезда. Вспушенная измельченная целлюлоза подается в гнезда для приема вспушенной измельченной целлюлозы, будучи захваченной в воздухе, подаваемом в гнезда. Вакуум обеспечивает притягивание вспушенной измельченной целлюлозы к сетке, которая образует гнезда. Вспушенная измельченная целлюлоза удерживается посредством гнезд, и количество вспушенной измельченной целлюлозы увеличивается в направлении от сетки, образующей гнездо. Тем не менее, некоторая часть вспушенной измельченной целлюлозы проходит через сетку гнезд и во всасываемый поток, который обеспечивает втягивание вспушенной измельченной целлюлозы в гнездо. Таким образом, некоторая часть вспушенной измельченной целлюлозы нежелательно становится захваченной во всасываемом потоке.
В обычном процессе формирования сердцевин желательно сбалансировать количество воздуха, обеспечивающего втягивание вспушенной измельченной целлюлозы по направлению к гнезду для формирования сердцевины, и величину вакуума, используемого для удерживания вспушенной измельченной целлюлозы в гнезде. Технологические процессы, выполняемые машинами, стали более сложными, поскольку скорости работы машины увеличились, так что к системам обработки воздуха, используемым в данном технологическом процессе, предъявляются более высокие требования. Например, если машина работает быстрее, необходимо, чтобы целлюлоза подавалась быстрее в гнездо для формирования сердцевины, что требует большего потока воздуха, проходящего в гнездо. Для подачи большего количества целлюлозы в гнездо требуется бóльшая величина вакуума для удерживания целлюлозы внутри гнезда. Одна сложность состоит в обеспечении оптимального баланса между воздухом, подаваемым в гнездо, и вакуумом, поданным к задней стороне гнезда.
Дисбаланс между количеством воздуха, обеспечивающего подачу целлюлозы в гнездо для формирования сердцевины, и вакуумом, подаваемым к задней стороне гнезда и обеспечивающим удерживание вспушенной измельченной целлюлозы в нем, вызывает выход пуха вспушенной измельченной целлюлозы из формирующей полости. Традиционная технология формирования сердцевин обеспечивает возможность ограниченного регулирования, чтобы попытаться и достичь оптимального баланса между поступающим воздухом и вакуумом. Наибольшая подача воздуха происходит от измельчителя, который обеспечивает подачу вспушенной измельченной целлюлозы и вдувание вспушенной измельченной целлюлозы в полость для формирования сердцевины.
Другим источником воздуха, подаваемого в процесс формирования, является подача воздуха из пылеулавливающего оборудования, которое обеспечивает возврат собранной вспушенной измельченной целлюлозы из всасываемого потока к барабану для формирования сердцевин. Начиная со вспушенной измельченной целлюлозы, которая проходит через гнездо для формирования сердцевины, всасываемый поток направляет вспушенную измельченную целлюлозу, находящуюся во всасываемом потоке, в пылеулавливающее устройство. Фильтр в пылеулавливающем устройстве улавливает данную вспушенную измельченную целлюлозу, данную вспушенную измельченную целлюлозу удаляют из фильтра и путем рециркуляции возвращают в процесс формирования сердцевин. Как правило, данный всасываемый поток подают в корпус фильтра в барабане, такой как описанный в патенте США № 5,679,136, промышленные варианты осуществления которого доступны от компании Osprey Corporation, при этом данный патент включен в настоящий документ путем ссылки.
Бесцеллюлозные сердцевины представляют собой новую разработку. В данных вариантах осуществления впитывающую сердцевину образуют без целлюлозных волокон. Известно использование полимера со сверхвысокой впитывающей способностью в карманах, создаваемых в основе (иногда посредством вакуума), но образованные карманы противодействуют расширению при увеличении в объеме полимера со сверхвысокой впитывающей способностью.
Сущность изобретения
Данное изобретение относится к способу и устройству для формирования впитывающей сердцевины или сердцевин. Более конкретно, сердцевины по настоящему изобретению и способы их формирования обеспечивают уменьшение количества или устранение впитывающего волокнистого материала, состоящего из целлюлозной ваты, или материала из древесной целлюлозы. Результатом является бесцеллюлозная сердцевина.
Настоящее изобретение обеспечивает возможность расширения паза, созданного вдоль направления обработки, при желании. Когда полимер со сверхвысокой впитывающей способностью увеличивается в объеме, гофры (складки) могут быть удлинены, и избегают бесполезно расходуемого полимера со сверхвысокой впитывающей способностью, если полимер со сверхвысокой впитывающей способностью не подвергается воздействию жидкости. Бесполезно расходуемого полимера со сверхвысокой впитывающей способностью также можно избежать за счет лучшего регулирования подачи полимера со сверхвысокой впитывающей способностью, такой как градиентное нанесение или нанесение с рисунком. В существующем уровне техники принимающий/распределительный слой (ADL) выполняет все распределение жидкости, но в настоящем изобретении сердцевина сама может способствовать равномерному удерживанию, приему и распределению жидкости в сердцевине.
Сердцевина выполнена с гибкостью для увеличения суперабсорбента в объеме посредством использования эластичных нитей, растянутых и присоединенных к слою предпочтительно нетканого материала посредством использования, например, эластичного адгезива, и после этого комбинацию эластичного материала и нетканого материала подвергают частичной релаксации для того, чтобы еще создать принимающие впадины (складки), и они заполняются полимером со сверхвысокой впитывающей способностью, и после этого слой нетканого материала или принимающей пленки может быть добавлен сверху к комбинации эластичного материала и нетканого материала, несущей полимер со сверхвысокой впитывающей способностью. Верхний нетканый материал может быть соединен с комбинацией эластичного материала и нетканого материала, например, посредством клея с адгезивом для обеспечения целостности сердцевины.
В настоящем изобретении сердцевина предпочтительно обладает некоторой растяжимостью или в направлении обработки, или в направлении, поперечном к направлению обработки, что может способствовать прилеганию изделия. Нерастяжимые сердцевины не растягиваются, но настоящее изобретение обеспечивает при желании регулируемую величину растягивания и направленное растягивание. Величина растягивания может быть полностью отрегулирована за счет степени первоначального растяжения эластичных нитей перед их соединением со слоем нетканого материала и за счет степени релаксации комбинации эластичного материала и нетканого материала. Кроме того, направленное растягивание или растягивание в соответствии с заданной конфигурацией может быть обеспечено за счет изменения схемы наложения эластичных нитей.
Раскрыт материал для впитывающих сердцевин, содержащий слой первого материала; комплект удлиненных эластичных нитевидных элементов, проходящих в направлении обработки и расположенных на расстоянии друг от друга в направлении, поперечном к направлению обработки, при этом указанные удлиненные эластичные элементы присоединены к указанному слою первого материала при первом усилии натяжения указанных удлиненных эластичных нитевидных элементов; полимерный материал со сверхвысокой впитывающей способностью, расположенный в зазорах между соседними удлиненными эластичными элементами при втором усилии натяжения указанных удлиненных эластичных нитевидных элементов, при этом указанное первое усилие натяжения превышает указанное второе усилие натяжения; слой второго материала, присоединенный к указанным удлиненным эластичным элементам, при этом указанный слой первого материала, указанные эластичные элементы, указанный полимер со сверхвысокой впитывающей способностью и указанный слой второго материала образуют растягивающийся холст для впитывающих сердцевин. Снятие усилия натяжения с эластичных элементов вызывает создание впадин или углублений в слое первого материала, в которых может быть захвачен материал со сверхвысокой впитывающей способностью, и, когда слой второго материала будет подан и присоединен к слою первого материала, будет сформирован растягивающийся холст для впитывающих сердцевин. Раскрыта первая зона, содержащая указанный слой первого материала, указанные эластичные элементы, указанный полимер со сверхвысокой впитывающей способностью и указанный слой второго материала, и раскрыта вторая зона, содержащая указанный слой первого материала, присоединенный непосредственно к указанному слою второго материала, при этом указанная вторая зона по существу свободна от полимера со сверхвысокой впитывающей способностью. После формирования растягивающегося холста для впитывающих сердцевин растягивающийся холст для впитывающих сердцевин может быть разрезан на отдельные части, представляющие собой сердцевины, и данные части могут быть размещены в заданном положении на основной части подгузника или включены в изделие, представляющее собой подгузник, или во впитывающее одноразовое изделие другого типа так, как желательно. Полимерный материал со сверхвысокой впитывающей способностью может подаваться периодически в указанном направлении обработки для создания зазора в направлении обработки между зонами размещения полимера со сверхвысокой впитывающей способностью, и именно данный зазор может быть тем местом, в котором указанный материал для впитывающих сердцевин разрезают на отдельные части, представляющие собой сердцевины.
Краткое описание чертежей
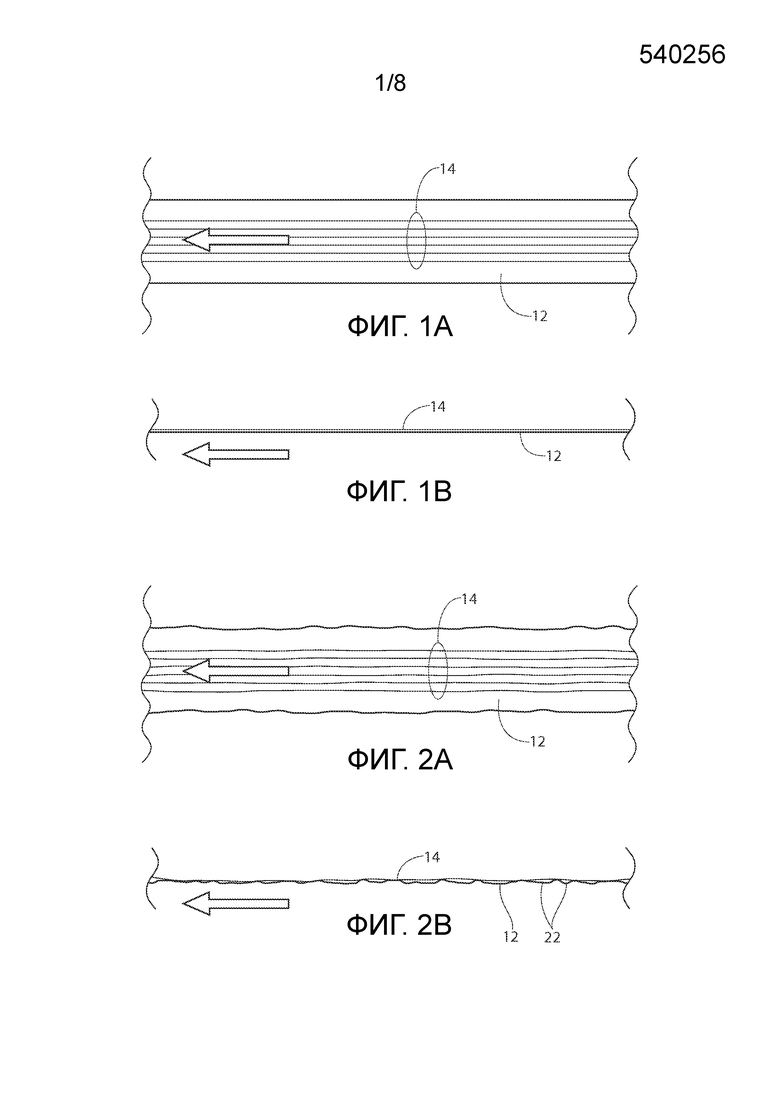
Фиг.1A и 1B представляют собой соответственно виды сверху и сбоку, выполненные в ходе процесса и показывающие способ формирования сердцевин по настоящему изобретению, при этом холст первого нетканого материала принимает множество эластичных нитей, находящихся под натяжением;
фиг.2A и 2B представляют собой соответственно виды сверху и сбоку, выполненные в ходе процесса и показывающие снятие первого усилия натяжения с эластичных нитей для создания вершин и впадин в нетканом материале;
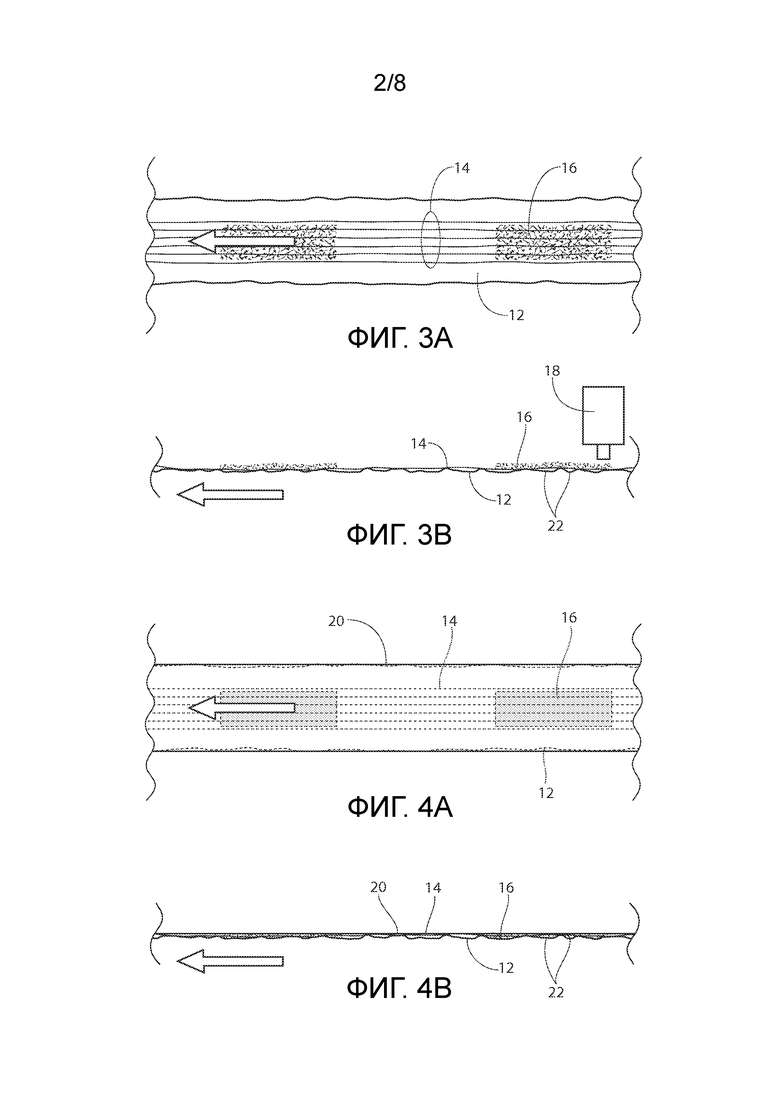
фиг.3A и 3B представляют собой соответственно виды сверху и сбоку, выполненные в ходе процесса и показывающие систему распределения полимера со сверхвысокой впитывающей способностью, осуществляющую нанесение полимера со сверхвысокой впитывающей способностью на созданные вершины и впадины в нетканом материале;
фиг.4A и 4B представляют собой соответственно виды сверху и сбоку, выполненные в ходе процесса и показывающие слой второго нетканого материала, накладываемый поверх эластичных нитей и заполненных полимером со сверхвысокой впитывающей способностью вершин и впадин в слое первого нетканого материала;
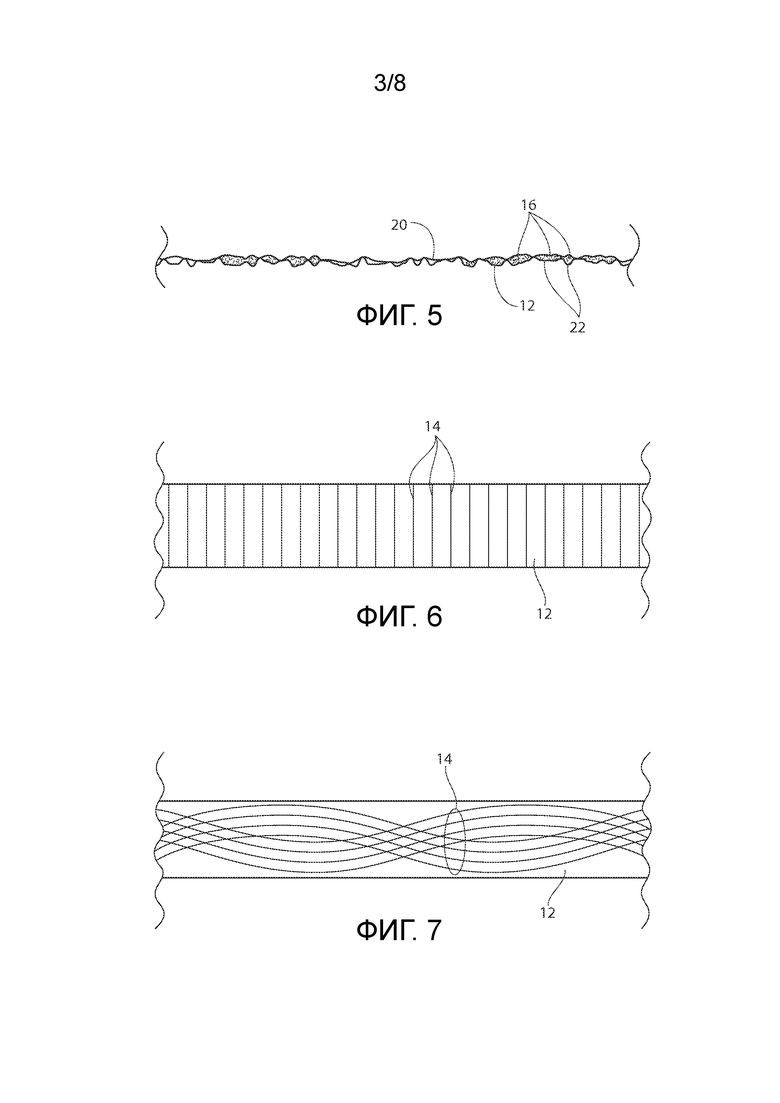
фиг.5 представляет собой вид сбоку слоя второго нетканого материала, наложенного поверх эластичных нитей и заполненных полимером со сверхвысокой впитывающей способностью вершин и впадин в слое первого нетканого материала, при этом показано снятие второго усилия натяжения с эластичных нитей для образования непрерывного холста материала для впитывающих сердцевин;
фиг.6 представляет собой первый альтернативный вариант осуществления схемы наложения эластичных нитей на слой первого нетканого материала;
фиг.7 представляет собой второй альтернативный вариант осуществления схемы наложения эластичных нитей на слой первого нетканого материала;
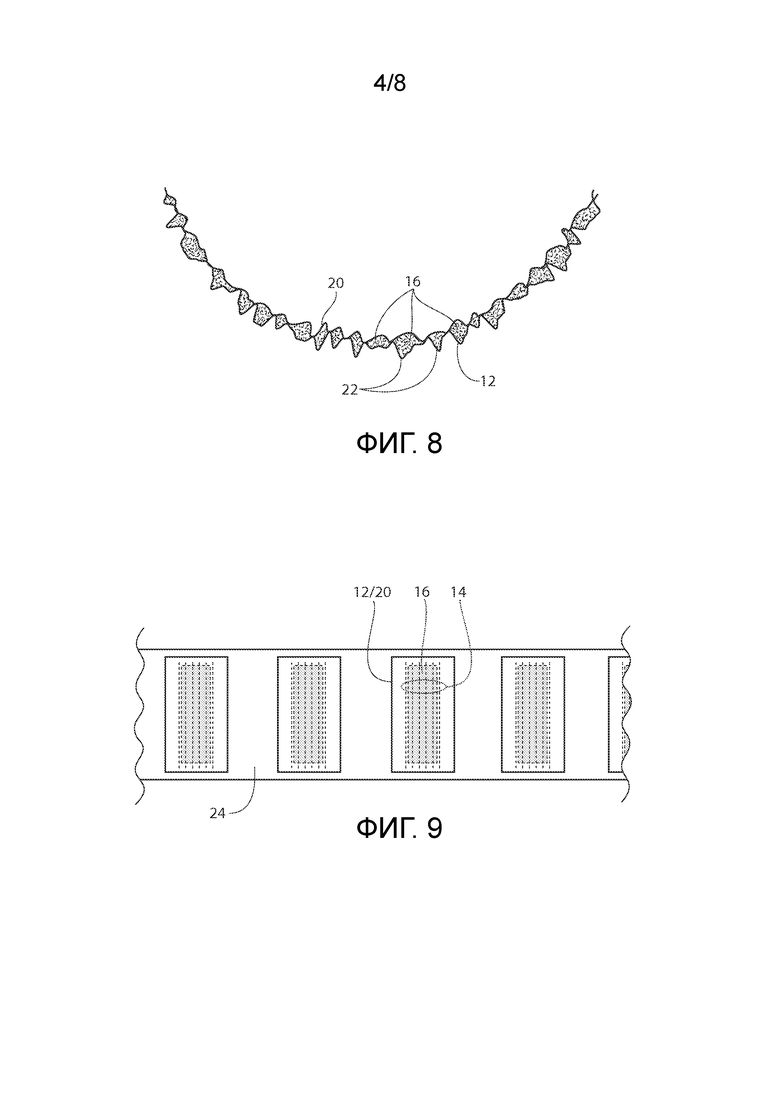
фиг.8 представляет собой сечение слоя второго нетканого материала, наложенного поверх эластичных нитей и заполненных полимером со сверхвысокой впитывающей способностью вершин и впадин в слое первого нетканого материала, при этом показано, что второе усилие натяжения снято с эластичных нитей в состоянии при использовании, и указанный слой показан, например, с формой, которую имела бы впитывающая сердцевина при ношении подгузника пользователем;
фиг.9 представляет собой вид сверху слоя второго нетканого материала, наложенного поверх эластичных нитей и заполненных полимером со сверхвысокой впитывающей способностью вершин и впадин в слое первого нетканого материала, при этом показано, что второе усилие натяжения снято с эластичных нитей для создания непрерывного холста материала для впитывающих сердцевин, при этом впитывающие сердцевины повернуты и размещены на принимающем перемещающемся холсте;
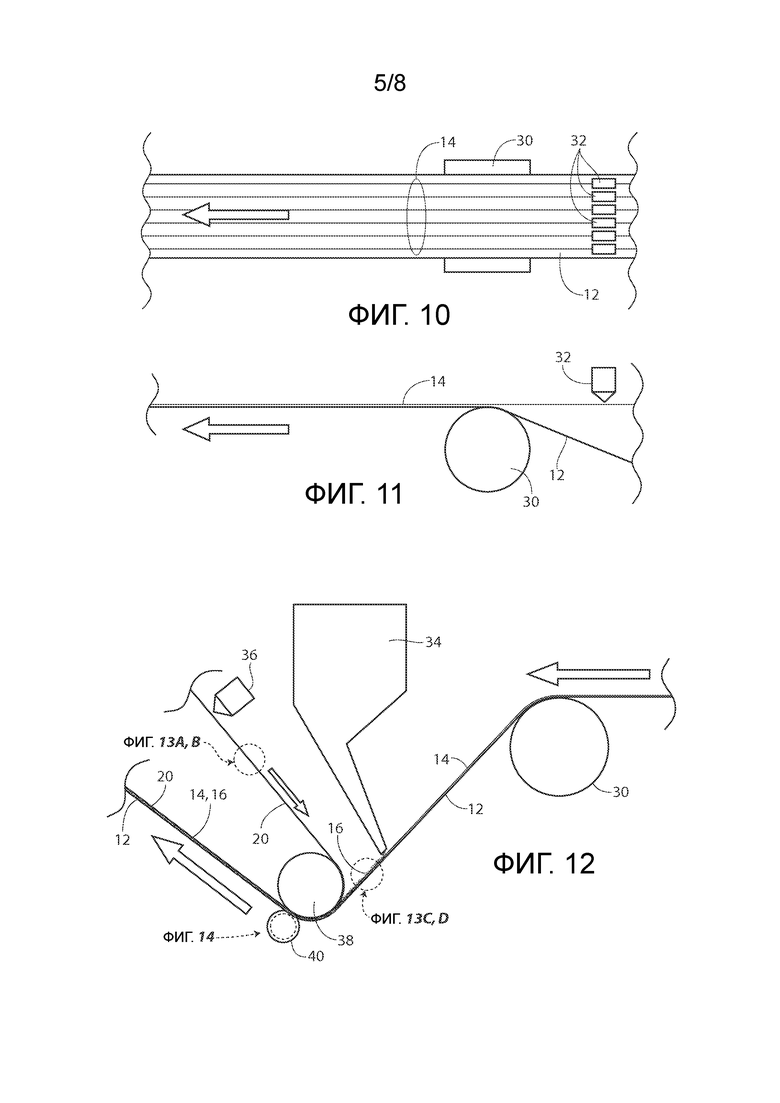
фиг.10 представляет собой вид сверху части системы для изготовления впитывающей сердцевины;
фиг.11 представляет собой вид сбоку части системы, показанной на фиг.10;
фиг.12 представляет собой вид сбоку других частей системы для изготовления впитывающей сердцевины, показанной на фиг.10;
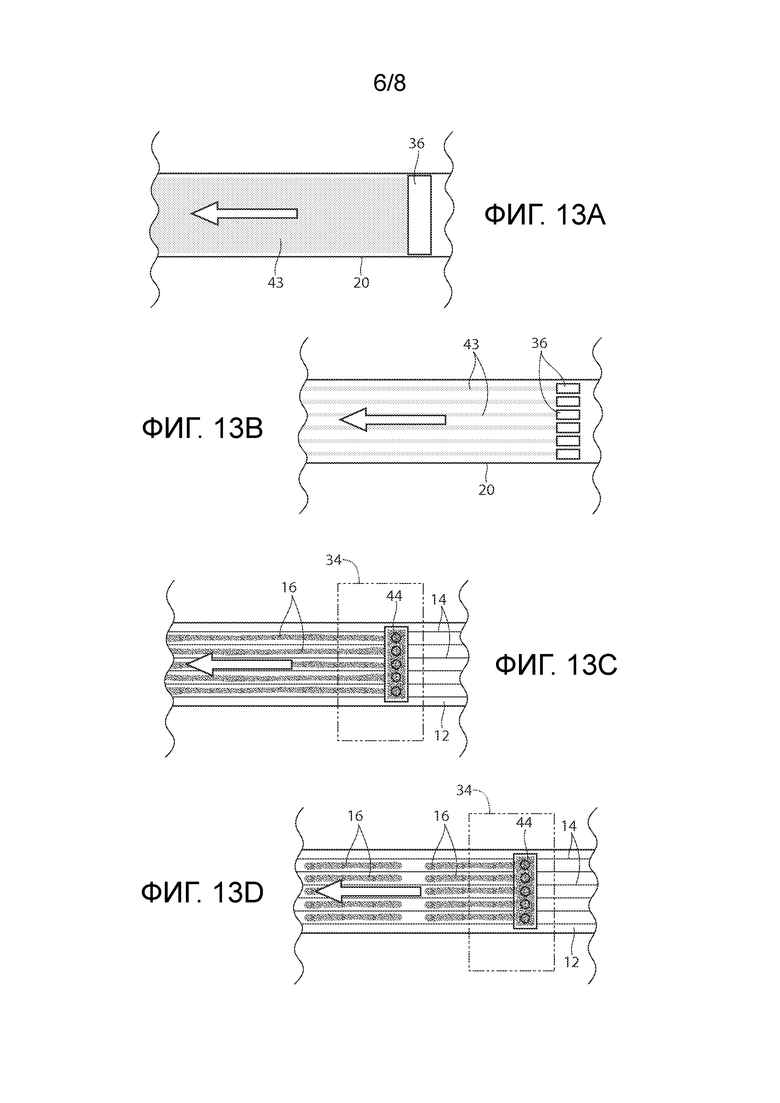
фиг.13A представляет собой вид снизу системы для нанесения адгезива на слой верхнего нетканого материала, предназначенный для использования при создании впитывающей сердцевины;
фиг.13B представляет собой вид снизу альтернативной системы для нанесения адгезива на слой верхнего нетканого материала, предназначенный для использования при создании впитывающей сердцевины;
фиг.13C представляет собой вид сверху системы распределения полимера со сверхвысокой впитывающей способностью, обеспечивающей нанесение полимера со сверхвысокой впитывающей способностью в виде полосок полимера со сверхвысокой впитывающей способностью по предпочтительному варианту осуществления на слой базового нетканого материала, присоединенный к эластичным нитям;
фиг.13D представляет собой вид сверху системы распределения полимера со сверхвысокой впитывающей способностью, обеспечивающей нанесение полимера со сверхвысокой впитывающей способностью в виде прерывистых полосок полимера со сверхвысокой впитывающей способностью по второму предпочтительному варианту осуществления на слой базового нетканого материала, присоединенный к эластичным нитям;
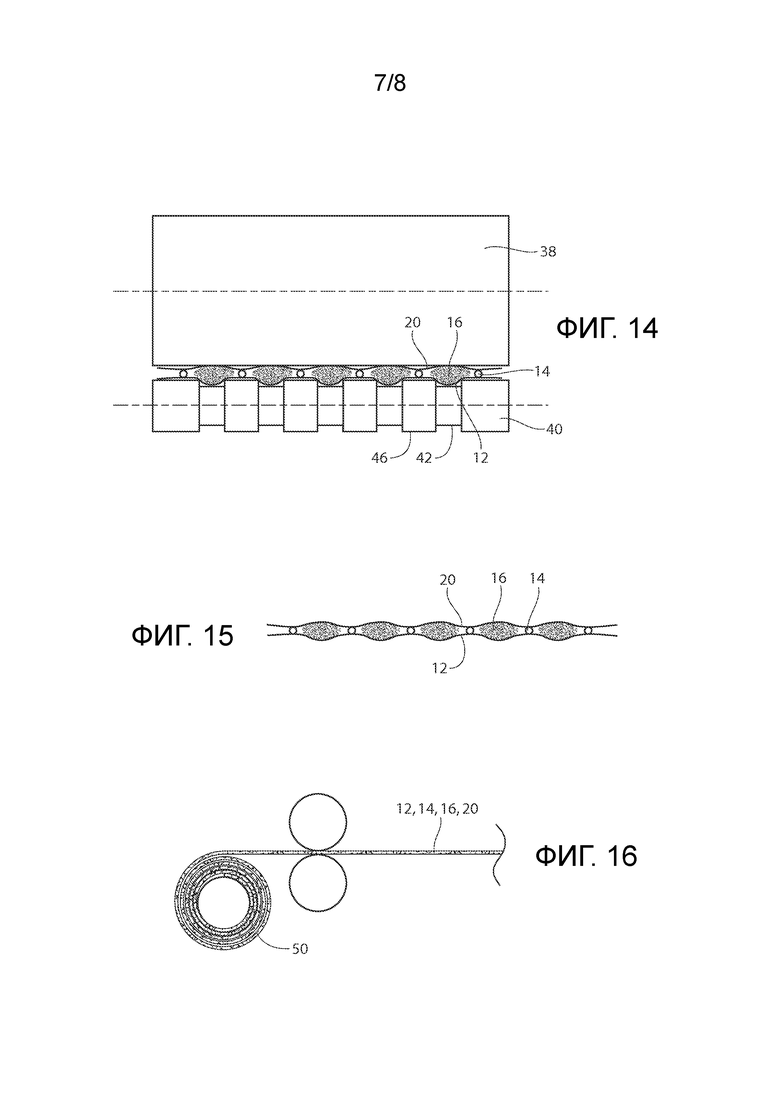
фиг.14 представляет собой вид сбоку комбинации валиков и зоны зажима, обеспечивающей присоединение слоя верхнего нетканого материала к эластичным нитям, которые удерживаются слоем базового нетканого материала, при этом слой базового нетканого материала несет полимерный материал со сверхвысокой впитывающей способностью;
фиг.15 представляет собой сечение слоя верхнего нетканого материала, присоединенного к эластичным нитям, которые удерживаются слоем базового нетканого материала, для формирования ламината для впитывающих сердцевин, при этом слой базового нетканого материала несет полимерный материал со сверхвысокой впитывающей способностью;
фиг.16 представляет собой вид сбоку системы для намотки слоя верхнего нетканого материала, присоединенного к эластичным нитям, которые удерживаются слоем базового нетканого материала, при этом слой базового нетканого материала несет полимерный материал со сверхвысокой впитывающей способностью, для формирования ламината для впитывающих сердцевин;
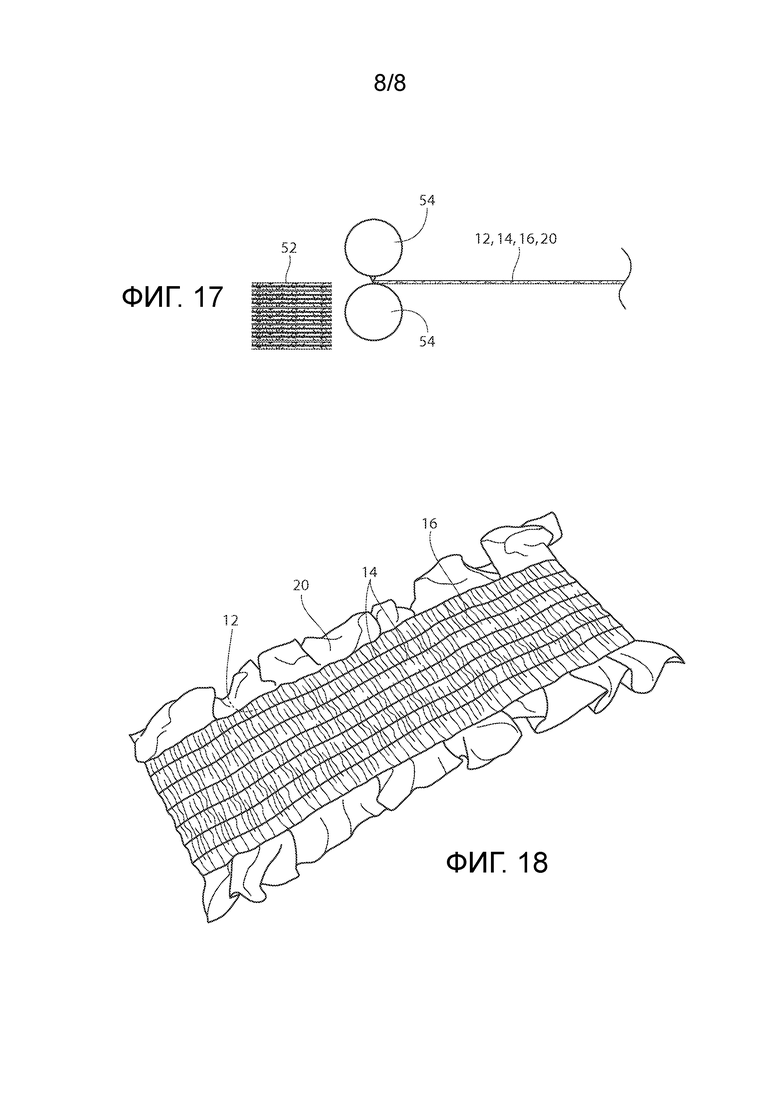
фиг.17 представляет собой вид сбоку системы для укладки в стопу слоя верхнего нетканого материала, присоединенного к эластичным нитям, которые удерживаются слоем базового нетканого материала, при этом слой базового нетканого материала несет полимерный материал со сверхвысокой впитывающей способностью, для формирования ламината для впитывающих сердцевин;
фиг.18 представляет собой вид в перспективе ламината для впитывающих сердцевин.
Описание предпочтительного варианта осуществления
Несмотря на то, что раскрытие изобретения в данном документе является подробным и точным, чтобы дать возможность специалистам в данной области техники реализовать изобретение на практике, реальные варианты осуществления, раскрытые в данном документе, показывают только пример реализации изобретения, которое может быть осуществлено в виде других специфических структур/конструкций. Несмотря на то, что был описан предпочтительный вариант осуществления, детали могут быть изменены без отхода от изобретения.
В предпочтительном варианте осуществления создание впитывающей сердцевины осуществляют, используя два слоя 12 и 20 нетканого материала и размещая полимер 16 со сверхвысокой впитывающей способностью и эластичные нити 14 между двумя слоями 12 и 20 нетканого материала. Тем не менее, вместо одного или обоих из слоев 12 и 20 нетканого материала могут быть использованы другие материалы, такие как тканые материалы, эластичные материалы или любой другой пригодный материал. Изобретение не ограничено использованием слоев нетканого материала при создании ламината.
Далее рассматриваются фиг.1A и 1B, на которых показаны соответственно виды сверху и сбоку, выполненные в ходе процесса и показывающие способ формирования сердцевин по настоящему изобретению. Холст 12 первого нетканого материала принимает множество эластичных нитей 14, находящихся под натяжением.
Как показано на фиг.2A и 2B, обеспечивают возможность снятия первого усилия натяжения с эластичных нитей 14 для создания вершин и впадин (или складок) 22 в нетканом материале 12. Как показано на фиг.3A и 3B, система 18 распределения полимера со сверхвысокой впитывающей способностью обеспечивает нанесение полимера 16 со сверхвысокой впитывающей способностью на созданные вершины и впадины 22 в нетканом материале 12. Созданные вершины и впадины 22 служат в качестве карманов/полостей для удерживания полимера 16 со сверхвысокой впитывающей способностью. Полимер 16 со сверхвысокой впитывающей способностью может быть наложен непрерывно (не показано) или прерывисто, как показано. Способы подачи полимера 16 со сверхвысокой впитывающей способностью могут представлять собой вибрационный способ, способ с использованием барабана с выемками, синхронизированную подачу или любые другие способы, известные в данной области техники. Кроме того, согласование между нанесением полимера 16 со сверхвысокой впитывающей способностью и моментами и ориентацией при соединении слоя 20 нетканого материала может варьироваться между падением полимера 16 со сверхвысокой впитывающей способностью в вертикальном направлении в зазор между холстом 20, перемещающимся в вертикальном направлении, и комбинацией холста 12/16 через зоны зажима и ситуацией, когда полимер 16 со сверхвысокой впитывающей способностью может быть нанесен на холст 12/16, перемещающийся горизонтально в направлении обработки, так, что карманы 22 смогут «улавливать» полимер 16 со сверхвысокой впитывающей способностью раньше, чем холст 20, перемещающийся в горизонтальном направлении обработки.
Размеры складок 22 могут быть отрегулированы посредством различного интервала между нитями или числа нитей 14 из эластичного материала. Может быть желательным варьирование интервала и размера складок для обеспечения возможности получения более высокой или более низкой концентраций полимера 16 со сверхвысокой впитывающей способностью в некоторых частях подгузника. Степень натяжения нитей 14 и степень релаксации перед нанесением полимера 16 со сверхвысокой впитывающей способностью могут также изменить размеры складок 22.
В предпочтительном варианте осуществления полимер 16 со сверхвысокой впитывающей способностью может быть нанесен на слой 12 нетканого материала, пока холст 12 перемещается горизонтально в направлении обработки, и, когда слой 20 второго нетканого материала будет наложен и присоединен, комбинированный бесцеллюлозный холст для сердцевин может перемещаться дальше по ходу любым желательным образом.
Как показано на фиг.4A и 4B, слой 20 второго нетканого материала накладывают поверх эластичных нитей 14 и заполненных полимером 16 со сверхвысокой впитывающей способностью вершин и впадин 22 в слое 12 первого нетканого материала. Как показано на фиг.5, альтернативное снятие второго усилия натяжения с эластичных нитей 14 обеспечивает создание непрерывного холста материала для впитывающих сердцевин. Непрерывный холст материала для впитывающих сердцевин затем может быть подвергнут обработке так, как желательно, например, он может быть разрезан и размещен на основной части подгузника в виде отдельных сердцевин или разрезан при вращении и размещен, как показано на фиг.9 на перемещающемся несущем холсте 24, который сам может быть дополнительно подвергнут обработке так, как желательно. Слой 20 второго нетканого материала в альтернативном варианте может представлять собой слой принимающей/распределяющей пленки (слой ADL). Если описывать предполагаемый подгузник с наружной стороны, то один предпочтительный вариант осуществления представляет собой слой нетканого материала, слой полимера, слой нетканого материала с лайкрой (материала для обертывания сердцевины), полимер со сверхвысокой впитывающей способностью, дополнительный нетканый материал (верхний материал для обертывания сердцевины), принимающий/распределительный слой и слой, представляющий слой верхний лист.
Если снова обратиться к фиг.4A и 4B, можно увидеть, что полимер со сверхвысокой впитывающей способностью показан нанесенным в зонах, в которых находятся эластичные нити 14, но могут быть созданы наружные пазы для эластичных нитей 14, которые при желании или содержат, или не содержат полимер 16 со сверхвысокой впитывающей способностью.
Фиг.6 и 7 показывают первый и второй альтернативные варианты осуществления схем наложения эластичных нитей 14 на слой 12 первого нетканого материала. На фиг.6 наложение происходит в направлении, поперечном к направлению обработки, и на фиг.7 наложение происходит криволинейно по существу в направлении обработки. Эластичным нитям 14 может быть придана криволинейность посредством схем наложения эластичных нитей с криволинейностью или с расширением в качестве способа точного регулирования впитывающей способности, а также для улучшения прилегания и внешнего вида готового изделия, представляющего собой подгузник. Наложение эластичных нитей также обеспечивает регулирование направления эластичности сердцевины.
Если обратиться к фиг.8, то видно, что сечение слоя 20 второго нетканого материала, наложенного поверх эластичных нитей 14 и заполненных полимером 16 со сверхвысокой впитывающей способностью вершин и впадин 22 в слое 12 первого нетканого материала, показывает то, что второе усилие натяжения снято с эластичных нитей 14 в состоянии при использовании, и указанный слой показан, например, с формой, которую имела бы впитывающая сердцевина при ношении подгузника пользователем. Очевидно, что складки по настоящему изобретению желательным образом препятствуют смещению полимера со сверхвысокой впитывающей способностью, например, используемого предпочтительно в урологических изделиях для взрослых. Данная характеристика также может обеспечить усиление ощущения мягкости изделия, но в современном уровне техники требуется толстый принимающий/распределительный слой для обеспечения ощущения мягкости изделия. Вершины и впадины или карманы 22, образованные посредством настоящего изобретения, минимизировали склонность материала 16 со сверхвысокой впитывающей способностью скапливаться под действием силы тяжести в промежностной зоне, а именно в самой нижней части сердцевины, как показано. Эластичные нити и их размещение между неткаными материалами в середине сердцевины могут обеспечить лучшее «обездвиживание» полимера со сверхвысокой впитывающей способностью на стадии его смачивания.
Настоящее изобретение может создать возможность использования менее дорогих эластичных материалов с более низкими характеристиками, поскольку эластичные нити и сердцевины, формируемые посредством них, могут сохранять форму при температуре тела. Становятся возможными менее дорогостоящие варианты, например, спандекс с более низким весовым номером нити в децитекс, пластомеры или высокомолекулярные сополимеры олефинов, которые являются полуэластичными. Вместо традиционных эластичных нитей 14 или в дополнение к традиционным эластичным нитям 14, подобным показанным, могут быть использованы ленты или пленки, разрезанные в продольном направлении на ленты или лентообразные элементы, для обеспечения доступа к данным менее дорогим технологиям. В настоящем изобретении также может использоваться ультразвуковая сварка для соединения слоев (при выборе, например, полипропилена в качестве компонента смеси), или ультразвуковая сварка может быть использована для фиксации эластичных нитей.
Всей промежностной зоне может быть придана эластичность, и в комбинации с передней и задней растягивающимися панелями она обеспечивает получение изделия в целом, представляющего собой подгузник, которое при желании обеспечивает эластичность от конца до конца изделия, представляющего собой подгузник.
Дополнительный вариант осуществления (непоказанный) заключается в том, что могут быть использованы несколько слоев впитывающей сердцевины. Например, каждый слой может быть выполнен с разным уровнем впитывающей способности или может иметь разные направленные зоны в нем.
Кроме того, манжета для ноги может быть включена в сердцевину согласно данной идее посредством растягивания наружных нитей 14 из эластичного материала до более высокой степени растяжения по сравнению с центральными нитями 14, и затем, когда обеспечивается возможность упругого возврата изделия к состоянию после растягивания, данные нити из лайкры могут «подниматься» для придания чашеобразной или ладьевидной формы при отсутствии потребности в специальном оборудовании и дополнительных материалах.
На фиг.10 показан вид сверху (и на фиг.11 вид сбоку) части системы для получения ламината 12/14/16/20 для впитывающих сердцевин. Устройство или устройства 32 для нанесения адгезива наносит (-ят) адгезив предпочтительно на эластичные нити 14 (или на слой 12 нетканого материала), и нити 14 с адгезивом вводятся в контакт со слоем 12 нетканого материала путем пропускания нитей 14 и слоя 12 нетканого материала поверх валика 30. В альтернативном варианте (непоказанном) допускающий нагрев, эластичный материал 14 в виде нитей или лент может быть использован и приварен посредством ультразвуковой сварки там, где это желательно.
Как показано далее на фиг.12, после присоединения эластичного материала 14 к базовому нетканому материалу 12 с базового нетканого материала 12 предпочтительно в незначительной степени снимают усилие натяжения между валиком 30 и комбинацией валика 38 и зоны 40 зажима для приспосабливания к приему полимера 16 со сверхвысокой впитывающей способностью базовым нетканым материалом 12 за счет создания небольшой бороздки для полимера 16 со сверхвысокой впитывающей способностью.
Степени растягивания эластичного материала 14 можно варьировать. Бóльшая степень растягивания может привести к уменьшению уровня содержания полимера 16 со сверхвысокой впитывающей способностью на единицу площади/длины нетканого материала 12/эластичного материала 14, но в состоянии релаксации полимер 16 со сверхвысокой впитывающей способностью может содержаться в сравнительно малой зоне для достижения высокой эффективной концентрации полимера со сверхвысокой впитывающей способностью. С другой стороны, меньшая степень растягивания приведет к увеличению уровня содержания полимера 16 со сверхвысокой впитывающей способностью на единицу площади/длины нетканого материала 12/эластичного материала 14. В этом случае используют более высокий уровень добавления полимера со сверхвысокой впитывающей способностью для достижения высокой эффективной концентрации полимера со сверхвысокой впитывающей способностью. Более высокая степень растягивания может желательным образом придать ощущение большей мягкости композиционному материалу, а при более низкой степени растягивания затраты на изготовление также могут уменьшиться. Соотношение характеристик и стоимости может быть легко отрегулировано за счет изменения степеней растягивания.
Система 34 распределения полимера со сверхвысокой впитывающей способностью обеспечивает нанесение полимера 16 со сверхвысокой впитывающей способностью на базовый нетканый материал 12. Поступающий слой 20 верхнего нетканого материала получает адгезив от системы 36 распределения адгезива, и слой 20 верхнего нетканого материала вводится в контакт с комбинацией базового нетканого материала 12 и эластичных нитей 14 в комбинации валика 38 и зоны 40 зажима для создания ламината 12/14/16/20 для впитывающих сердцевин, который пропускают дальше по ходу для дополнительной обработки так, как желательно, например, для отрезки/размещения в заданном положении, укладки в стопу или свертывания в рулон.
Далее рассматривается фиг.13A, на которой показан вид снизу устройства 36 для нанесения адгезива, которое наносит адгезив 43 с некоторым рисунком на нижнюю поверхность слоя 20 верхнего нетканого материала. Как показано на фиг.13A, рисунок может быть по существу непрерывным от края до края заданных зон слоя 20 верхнего нетканого материала, или, как показано на фиг.13B, адгезив 43 может быть нанесен с рисунком в полоску на верхний нетканый материал 20. Может быть желательным нанесение адгезива 43 с рисунком в полоску, чтобы он соответствовал интервалу между эластичными нитями 14, удерживаемыми базовым нетканым материалом 12. Поскольку интервал между эластичными нитями 14 и ориентация эластичных нитей 14, удерживаемых базовым нетканым материалом 12, могут варьироваться при изменении интервала, ориентации и рисунка наложения, также может варьироваться рисунок нанесения адгезива 43 на верхний нетканый материал 20.
Далее рассматривается фиг.13C, на которой показан вид сверху системы 34 распределения полимера со сверхвысокой впитывающей способностью, которая обеспечивает нанесение полимера 16 со сверхвысокой впитывающей способностью в виде полос полимера 16 со сверхвысокой впитывающей способностью по предпочтительному варианту осуществления на слой 12 базового нетканого материала, соединенный с эластичными нитями 14. Полимер 16 со сверхвысокой впитывающей способностью поступает из источника, такого как питающий бункер, подобный показанному на фиг.12, и проходит в пустые пространства 44 в системе 34 распределения полимера со сверхвысокой впитывающей способностью для обеспечения возможности нанесения полимера 16 со сверхвысокой впитывающей способностью на базовый нетканый материал 12. Предпочтительный рисунок нанесения полимера 16 со сверхвысокой впитывающей способностью представляет собой полосы или полоски, как показано на фиг.13C, и, как показано на фиг.13D, данные полоски могут представлять собой прерывистые полоски полимера 16 со сверхвысокой впитывающей способностью. Периодическое распределение полимера 16 со сверхвысокой впитывающей способностью выполняется, например, посредством прерывания поступающего потока полимера 16 со сверхвысокой впитывающей способностью или посредством периодического отвода частей потока полимера 16 со сверхвысокой впитывающей способностью.
Образование складок, пазов или полосок в сердцевине с полимером 16 со сверхвысокой впитывающей способностью способствует удерживанию, приему и распределению жидкости. В альтернативном варианте осуществления чередующиеся схемы расположения или расходящиеся конфигурации пазов или полосок полимера со сверхвысокой впитывающей способностью могут быть созданы за счет высокого и низкого уровней распределения полимера 16 со сверхвысокой впитывающей способностью. Это также обеспечивает улучшение характеристики распределения в сердцевине и обеспечивает возможность адаптации характеристики в соответствии с заданным применением. Таким образом, интервал между эластичными нитями 14 может периодически изменяться при «тяжелых» полосках полимера 16 со сверхвысокой впитывающей способностью, соседних с «легкими» полосками полимера 16 со сверхвысокой впитывающей способностью, что может обеспечить направление жидкости с заданной схемой распределения.
Настоящее изобретение обеспечивает возможность использования более тонкого принимающего/распределительного слоя, поскольку стянутая сердцевина является складчатой и может удерживать жидкость. Может быть обеспечена возможность стягивания принимающего/распределительного слоя вместе с ламинатом 12/14/16/20 впитывающей сердцевины, и в результате будет получена полностью эластичная сердцевина в зонах, в которых желательна эластификация.
Для бóльших доз полимера 16 со сверхвысокой впитывающей способностью могут быть использованы бóльшие (или более длинные) пустые пространства 44 и бóльшая скорость подачи. Аналогичным образом, для меньших доз полимера 16 со сверхвысокой впитывающей способностью могут быть использованы меньшие пустые пространства 44 и меньшие скорости подачи.
Как показано на фиг.14, после нанесения полимера 16 со сверхвысокой впитывающей способностью на слой 12 базового нетканого материала и нанесения адгезива 43 с некоторым рисунком на нижнюю поверхность слоя 20 верхнего нетканого материала материалы ламината 12/14/16/20 для впитывающих сердцевин сводятся вместе посредством прижимного валика 38, поджимающего верхний нетканый материал 20, несущий адгезив 43, к эластичным нитям 14. Базовый нетканый материал 12 перемещается посредством прижимного валика 40 с гребнеобразными выступами. В предпочтительном варианте осуществления вершины 46 прижимного валика 40 с гребнеобразными выступами несут базовый нетканый материал 12 и эластичные нити 14, и эластичные нити 14, удерживаемые базовым нетканым материалом 12, принудительно вводятся в контакт с верхним нетканым материалом 20. Впадины 42 прижимного валика 40 с гребнеобразными выступами обеспечивают место для возможного перемещения полимера 16 со сверхвысокой впитывающей способностью во время сжатия материалов ламината 12/14/16/20 для впитывающих сердцевин и присоединения верхнего нетканого материала 20 к эластичным нитям 14. Полимер 16 со сверхвысокой впитывающей способностью скапливается во впадинах 42. Как показано на фиг.15, ламинат 12/14/16/20 для впитывающих сердцевин формируется с полимером 16 со сверхвысокой впитывающей способностью, который остается захваченным в карманах, для создания ламината 12/14/16/20 для впитывающих сердцевин, подобного показанному на фиг.18.
После создания ламината 12/14/16/20 для впитывающих сердцевин ламинат пропускают дальше по ходу для дальнейшей обработки так, как желательно. Данная обработка может включать намотку для создания рулона 50 ламината 12/14/16/20 для впитывающих сердцевин, как показано на фиг.16, разрезание и укладку в стопу ламината 12/14/16/20 для впитывающих сердцевин, как показано на фиг.17. На фиг.17 показан, в частности вид сбоку системы для укладки в стопу слоя верхнего нетканого материала, присоединенного к эластичным нитям, которые удерживаются слоем базового нетканого материала, при этом слой базового нетканого материала несет полимерный материал со сверхвысокой впитывающей способностью для формирования ламината для впитывающих сердцевин. Стопа 52 отдельных кусков ламината 12/14/16/20 для впитывающих сердцевин может быть скомплектована для упаковывания.
Ламинат 12/14/16/20 для впитывающих сердцевин предпочтительно разрезают и размещают в заданном положении, и данное разрезание и размещение в заданном положении может происходить любым способом, подобным тому, как традиционные сердцевины размещают по-разному в конструкции изделии одноразового использования. Например, сформированный ламинат 12/14/16/20 для впитывающих сердцевин может быть размещен рядом с принимающим/распределительным (ADL) слоем (непоказанным).
Вышеприведенное рассматривается только как иллюстрирующее принципы изобретения. Кроме того, поскольку многочисленные модификации и изменения без труда придут на ум специалистам в данной области техники, нежелательно ограничивать изобретение точной конструкцией и функционированием, показанными и описанными. Несмотря на то, что был описан предпочтительный вариант осуществления, детали могут быть изменены без отхода от изобретения, которое определяется формулой изобретения.
Бесцеллюлозной сердцевине придана гибкость для обеспечения увеличения суперабсорбента в объеме за счет использования эластичных нитей, растянутых и присоединенных к слою нетканого материала и затем подвергнутых частичной релаксации для создания принимающих впадин (складок), и в складки подан полимер со сверхвысокой впитывающей способностью, и затем слой нетканого материала или принимающей пленки может быть присоединен сверху к несущим слоям нетканого материала/эластичным нитям/полимеру со сверхвысокой впитывающей способностью для создания ламината для впитывающих сердцевин. 4 н. и 6 з.п. ф-лы, 25 ил. 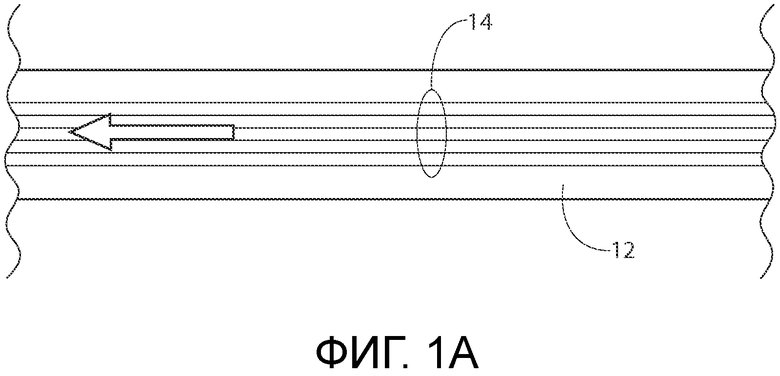
1. Материал для впитывающих сердцевин, содержащий:
слой первого материала;
комплект удлиненных эластичных нитевидных элементов, проходящих в направлении обработки и расположенных на расстоянии друг от друга в направлении, поперечном к направлению обработки, при этом указанные удлиненные эластичные элементы присоединены к указанному слою первого материала при первом усилии натяжения указанных удлиненных эластичных нитевидных элементов;
полимерный материал со сверхвысокой впитывающей способностью, расположенный в зазорах между соседними удлиненными эластичными элементами при втором усилии натяжения указанных удлиненных эластичных нитевидных элементов, при этом указанное первое усилие натяжения превышает указанное второе усилие натяжения;
слой второго материала, присоединенный к указанным удлиненным эластичным элементам,
при этом указанный слой первого материала, указанные эластичные элементы, указанный полимер со сверхвысокой впитывающей способностью и указанный слой второго материала образуют растягивающийся холст для впитывающих сердцевин.
2. Материал для впитывающих сердцевин по п.1, дополнительно содержащий первую зону, содержащую указанный слой первого материала, указанные эластичные элементы, указанный полимер со сверхвысокой впитывающей способностью и указанный слой второго материала, и вторую зону, содержащую указанный слой первого материала, присоединенный непосредственно к указанному слою второго материала, при этом указанная вторая зона по существу свободна от полимера со сверхвысокой впитывающей способностью.
3. Материал для впитывающих сердцевин по п.1, разрезанный на отдельные части, представляющие собой сердцевины.
4. Материал для впитывающих сердцевин по п.1, в котором указанный полимерный материал со сверхвысокой впитывающей способностью предусмотрен с промежутками в указанном направлении обработки для создания зазора в направлении обработки между зонами размещения полимера со сверхвысокой впитывающей способностью.
5. Материал для впитывающих сердцевин по п.4, разрезанный на отдельные части, представляющие собой сердцевины, в указанном зазоре между зонами размещения полимера со сверхвысокой впитывающей способностью.
6. Материал для впитывающий сердцевин по п.1, в котором указанный полимерный материал со сверхвысокой впитывающей способностью удерживается углублениями, образующими складки и образованными указанным первым материалом и указанными удлиненными эластичными нитевидными элементами.
7. Материал для впитывающих сердцевин по п.1, при этом указанный материал для впитывающих сердцевин разрезан на отдельные части, представляющие собой сердцевины, когда указанные эластичные нитевидные элементы находятся под действием указанного второго усилия натяжения.
8. Изделие, представляющее собой подгузник, имеющее впитывающую сердцевину по п.1.
9. Изделие, представляющее собой подгузник, имеющее впитывающую сердцевину по п.1, при этом указанная впитывающая сердцевина может быть растянута между передней зоной указанного подгузника и задней зоной указанного подгузника.
10. Изделие, представляющее собой подгузник, имеющее впитывающую сердцевину по п.1, при этом указанная впитывающая сердцевина может быть растянута первой боковой зоной указанного подгузника и второй боковой зоной указанного подгузника.
| US 20060167424 A1, 27.07.2006 | |||
| US 20070148433 A1, 28.06.2007 | |||
| US 5429788 A, 04.07.1995 | |||
| US 20140155853 A1, 05.06.2014. |

