ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к электрическому соединителю, применяемому при высокой мощности. В частности, настоящее изобретение относится к соединителю, подходящему для применения в тяжелых условиях, например, в нефтеперерабатывающей и горнодобывающей промышленности.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Надежные электрические соединители являются необходимыми для применений при высокой мощности, таких как питание тяжелых электрических машин, часто используемых в горнодобывающей или нефтеперерабатывающей промышленности, или в соединениях линий транспортировки электроэнергии. При таких применениях машинные кабели передают высокие токи при напряжениях в один и более киловольт.
Типичные электрические соединители, применяемые в данной области техники, имеют множество контактов или гнезд, каждый из которых соединен с соответствующей жилой кабеля машины. В зависимости от конкретного применения, соединители должны соответствовать специальным требованиям или стандартам. Соответствие соединителей надлежащим стандартам проверяется сертифицирующим органом.
Сертификация соединителя для специального применения обычно обеспечивает соответствие соединителя основным требованиям безопасности. Несмотря на то, что известные сертифицированные соединители в настоящее время являются относительно безопасными в эксплуатации, они все еще имеют ряд недостатков.
Обычно соединители высокой мощности, применяемые в горнодобывающей и нефтеперерабатывающей промышленности, требуют соответствия строгим требованиям к нагрузке и ударному сопротивлению и требованиям взрывобезопасности. Однако вследствие этих требований использование известных соединителей часто связано с конструкцией, делающей их использование затруднительным.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Варианты осуществления настоящего изобретения направлены на предоставление электрического соединителя с корпусом, содержащим полимерный материал и обеспечивающим преимущества при применении и производстве.
Согласно первому аспекту, настоящее изобретение обеспечивает компонент электрического соединения для машинного кабеля, при этом компонент электрического соединения подходит для передачи мощности с уровнями напряжения большими либо равными 1 кВ, и содержащий:
первый электрический контакт, выполненный с возможностью электрического соединения со вторым контактом и выполненный с возможностью непосредственного или опосредованного соединения с проводником машинного кабеля;
обшивку, в которой расположена по меньшей мере часть первого электрического контакта; при этом обшивка имеет часть корпуса, сформированную из первого полимерного материала, имеющего первую жесткость; и при этом обшивка имеет
слой, покрывающий по меньшей мере часть внешней поверхности указанной части корпуса, при этом указанный слой сформирован из второго полимерного материала, имеющего вторую жесткость, которая ниже, чем первая жесткость; при этом компонент электрического соединения расположен таким образом, чтобы указанный слой снижал передачу усилия внешнего воздействия на указанную часть корпуса.
В одном варианте осуществления указанный слой покрывает всю внешнюю поверхность указанной части корпуса.
В одном варианте осуществления первый полимерный материал содержит полимерный материал высокой плотности. Второй полимерный материал может быть пластичным и может содержать каучук или нейлоновый материал.
Указанный слой может иметь толщину от 1 мм до 50 мм или от 5 мм до 20 мм.
В одном варианте осуществления по меньшей мере один из первого и второго полимерных материалов усилен волокном или стеклом. Первый полимерный материал может быть термически или химически обработан для повышения его жесткости. Второй полимерный материал может быть термически или химически обработан для улучшения его ударопоглощающих свойств.
В одном варианте осуществления указанная часть корпуса и указанный слой сформированы таким образом, что указанный слой приклеен к указанной части корпуса. По меньшей мере часть указанной части корпуса и часть указанного слоя могут быть сформированы как одно целое. Указанная часть корпуса и указанный слой также могут быть полностью сформированы как одно целое.
Указанная часть корпуса и указанный слой могут быть сформированы посредством совместного формования первого полимерного материала и второго полимерного материала. Указанный слой может быть полностью сформирован из второго полимерного материала. Указанная часть корпуса может быть полностью сформирована из первого полимерного материала.
В одном варианте осуществления указанная часть корпуса содержит множество компонентов корпуса, при этом множество компонентов корпуса включает по меньшей мере один первый компонент корпуса, выполненный с возможностью вмещения с соответствием по форме во второй компонент корпуса и для расположения вокруг первого контакта, при этом внутренний объем указанной части корпуса по меньшей мере частично заполнен компонентами, содержащими первый полимерный материал.
Указанный первый компонент корпуса может быть съемным, а обшивка и первый компонент корпуса расположены таким образом, что по меньшей мере часть внутренней области обшивки может быть осмотрена, когда первый компонент корпуса по меньшей мере частично извлечен из обшивки.
В одном варианте осуществления первый полимерный материал заполняет более 70%, 80% или 90% внутреннего объема внутренней части указанной части корпуса. Внутренняя часть может заполнять более чем 90%, 80%, 70%, 60%, 50%, 40%, 30% или 20% внутреннего объема указанной части корпуса.
В одном варианте осуществления указанный слой может окружать часть корпуса. Указанный слой может полностью покрывать часть длины указанной части корпуса. В одном варианте осуществления указанный слой покрывает более чем 60, 70, 80 или 90% от поверхности корпуса, которая при применении не покрыта другим компонентом, таким как часть другого соединительного устройства.
В одном варианте осуществления указанная часть корпуса имеет цилиндрическую форму и определяет цилиндрическую выемку для вмещения первого контакта, и первый полимерный материал заполняет по меньшей мере большую часть объема между цилиндрической выемкой и внешней периферической стенкой указанной части корпуса. Внешняя периферическая стенка имеет толщину от 5 мм до 50 мм. Указанная часть корпуса может иметь цилиндрическую форму и определяет цилиндрическую выемку для вмещения первого контакта, и первый полимерный материал заполняет объем между цилиндрической выемкой и внешней периферической стенкой таким образом, чтобы внешний слой был выполнен с возможностью противодействия сжимающим усилиям и ударным усилиям.
Указанная часть корпуса может быть выполнена с возможностью вмещения одного или более компонентов, помещаемых в объем между цилиндрической выемкой и периферической стенкой. Указанная часть корпуса также может быть выполнена с возможностью вмещения по меньшей мере двух компонентов, которые выполнены с соответствием по форме друг другу и объему между цилиндрической выемкой и периферической стенкой.
В одном варианте осуществления компонент электрического соединения содержит множество электроизоляционных компонентов, выполненных таким образом, чтобы вмещаться в указанную часть корпуса в предварительно определенной ориентации или в ряде ориентаций. Например, первый электроизоляционный компонент может иметь такую форму, чтобы вмещаться во второй электроизоляционный компонент в предварительно определенной ориентации. Например, первый электроизоляционный компонент может иметь выступ определенной формы, при этом второй электроизоляционный компонент имеет соответствующей формы выемку для вмещения выступа первого электроизоляционного компонента, при этом, когда первый электроизоляционный компонент вмещен во второй электроизоляционный компонент, первый и второй электроизоляционные компоненты имеют предварительно определенную ориентацию относительно друг друга.
Кроме того, электроизоляционный компонент может быть выполнен таким образом, чтобы вмещать множество других электроизоляционных компонентов, при этом по меньшей мере один из электроизоляционных компонентов окружает по меньшей мере часть по меньшей мере одного проводника, при этом электрический проводник компонента электрического соединения проникает в него.
Электроизоляционные компоненты могут содержать такие же полимерные материалы, как и указанная часть корпуса, или альтернативно также могут содержать иные полимерные материалы.
В одном варианте осуществления компонент имеет размер, сопоставимый с компонентами электрического соединения на стальной основе, работающими в похожем диапазоне электрической мощности.
В одном варианте осуществления компонент выполнен с возможностью работы при мощности более чем 50 кВт.
В соответствии со вторым аспектом настоящее изобретение обеспечивает способ формирования компонента электрического соединения для машинного кабеля согласно первому аспекту.
Согласно третьему аспекту, настоящее изобретение обеспечивает способ формирования компонента электрического соединения для машинного кабеля, подходящего для передачи мощности с уровнями напряжения большими либо равными 1 кВ, при этом способ включает следующие этапы:
совместное формование первого и второго полимерного материала для формирования части корпуса и слоя, соответственно, вокруг по меньшей мере части указанной части корпуса, при этом первый полимерный материал указанной части корпуса имеет большую жесткость, чем второй полимерный материал указанного слоя, при этом часть корпуса и указанный слой формируют часть обшивки для вмещения по меньшей мере части первого контакта, выполненного с возможностью электрического соединения со вторым контактом; и вмещения первого контакта в часть корпуса.
В одном варианте осуществления этап совместного формования первого и второго полимерного материала для формирования части корпуса и слоя включает окружение всей части корпуса указанным слоем.
В одном варианте осуществления этап совместного формования первого и второго полимерных материалов включает формирование множества компонентов корпуса, при этом множество компонентов корпуса включает по меньшей мере один первый компонент корпуса, вмещаемый с соответствием по форме во второй компонент корпуса и расположенный вокруг первого контакта, при этом внутренний объем указанной части корпуса по меньшей мере частично или преимущественно заполнен компонентами, содержащими первый полимерный материал.
В одном варианте осуществления способ дополнительно включает этап усиления волокнами по меньшей мере одного из первого или второго полимерных материалов.
В одном варианте осуществления способ дополнительно включает этап термической обработки первого полимерного материала. Этап термической обработки первого полимерного материала может включать нагревание материала.
В одном варианте осуществления способ дополнительно включает этап химической обработки первого полимерного материала. Этап химической обработки первого полимерного материала может включать добавление к материалу химической добавки для повышения его жесткости.
В одном варианте осуществления способ дополнительно включает этап термической обработки второго полимерного материала. Этап термической обработки второго полимерного материала может включать нагревание материала выше заданной температуры для улучшения его ударопоглощающих свойств.
В одном варианте осуществления способ дополнительно включает этап химической обработки второго полимерного материала. Первый полимерный материал может содержать добавление к материалу химической добавки для улучшения его ударопоглощающих свойств.
В одном варианте осуществления способ дополнительно включает этап совместного формования первого и второго полимерного материала, включающий:
формирование первого материала литьевым формованием в пресс-форме; и
формирование второго материала путем совместного литьевого формования в указанной пресс-форме; и
охлаждение первого и второго материалов, отлитых в указанной пресс-форме.
В одном варианте осуществления способ дополнительно включает этап совместного формования первого и второго полимерного материала, включающий:
одновременное литье первого и второго материалов в указанную пресс-форму.
Изобретение будет понятно в более полной мере из следующего описания конкретных вариантов осуществления изобретения. Описание выполнено со ссылкой на сопроводительные графические материалы.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
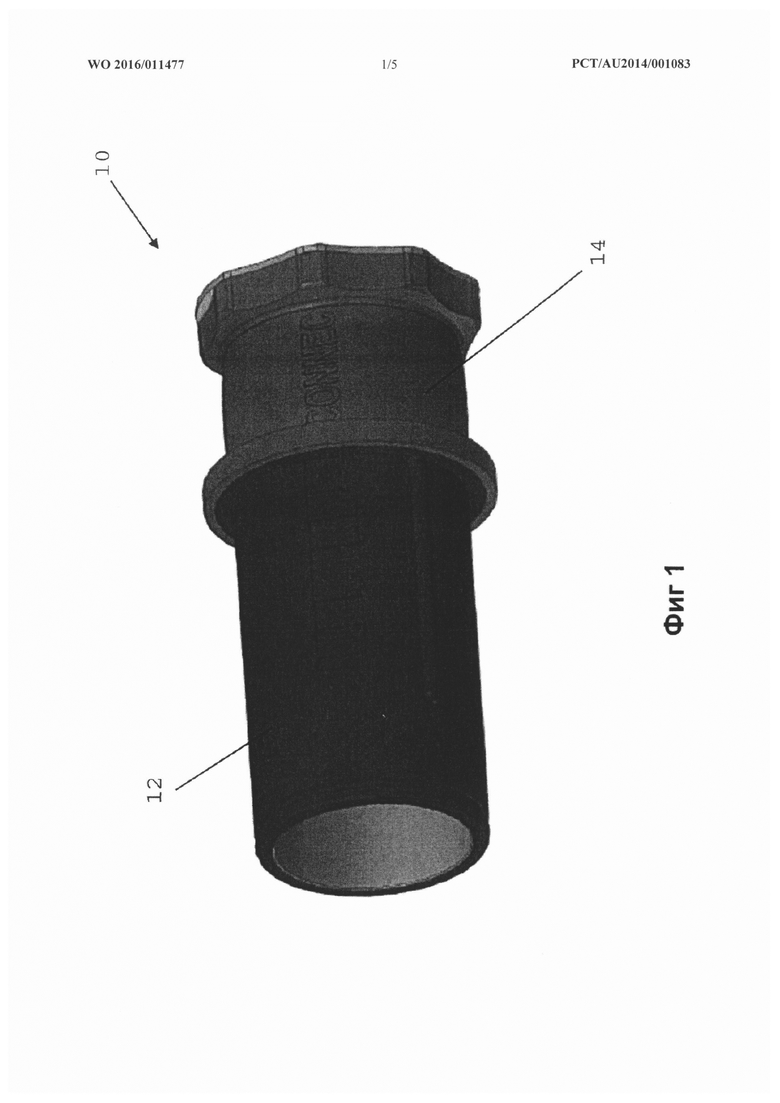
Фиг. 1 - вид в изометрии обшивки компонента соединителя согласно одному варианту осуществления;
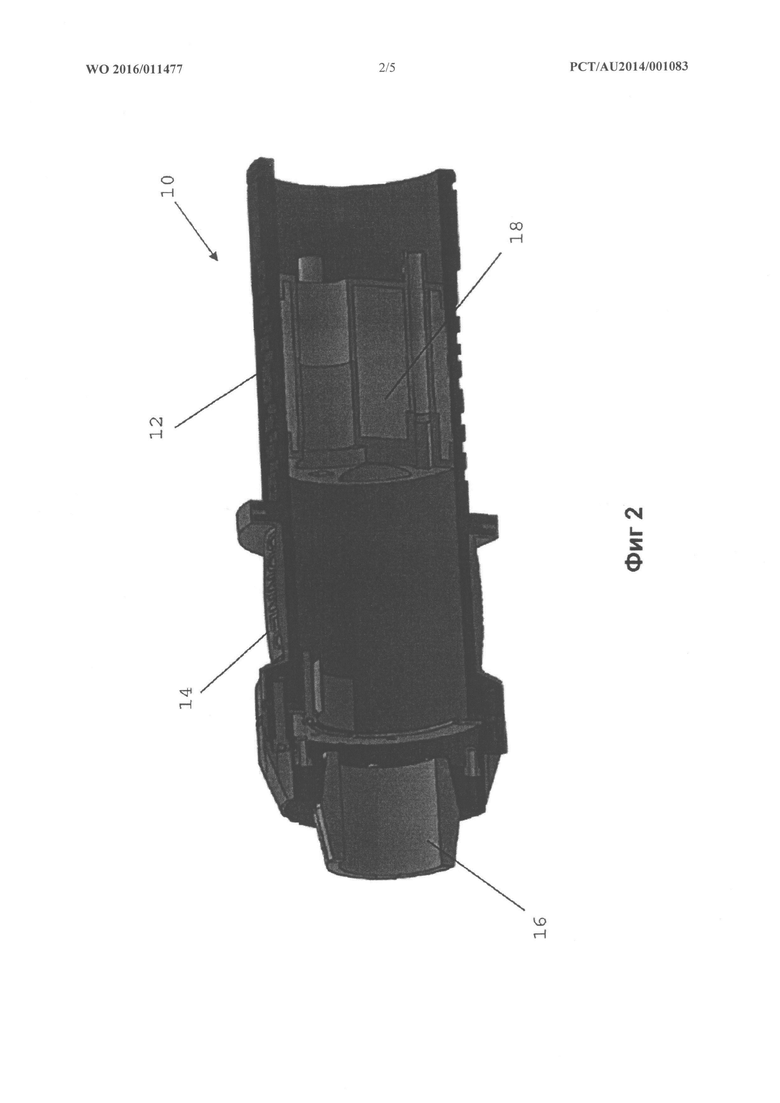
Фиг. 2 - вид в поперечном сечении компонента соединителя согласно варианту осуществления;
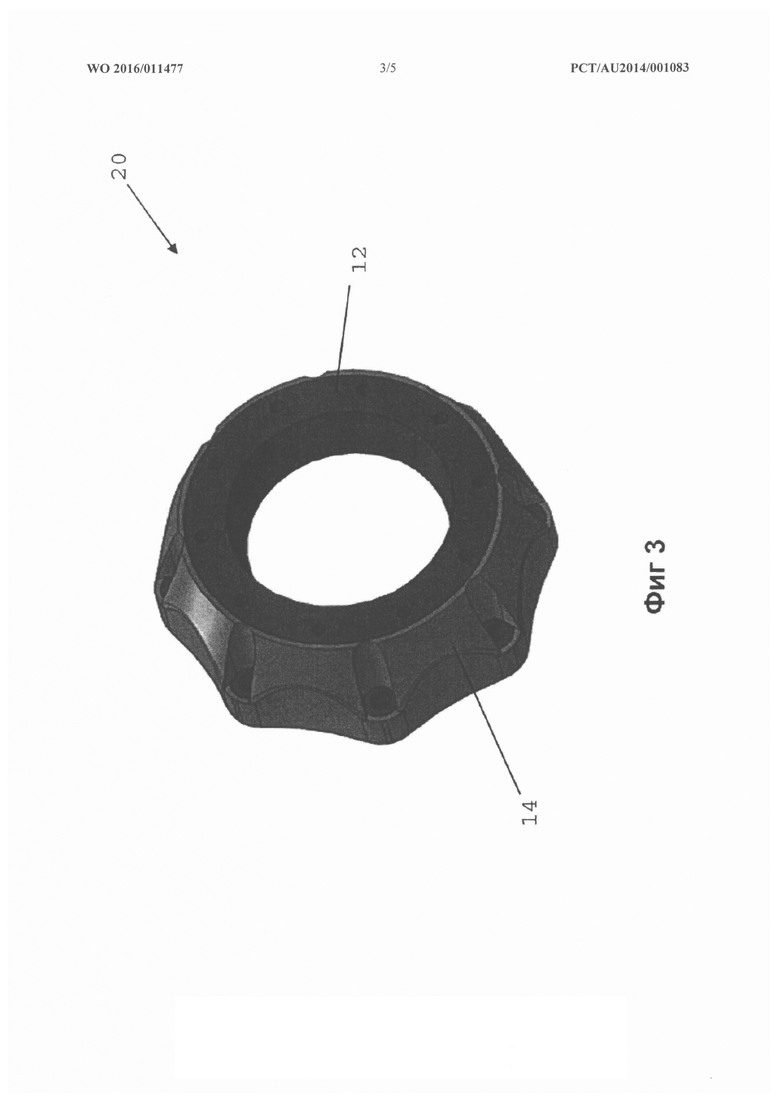
Фиг. 3 - вид в изометрии части компонента соединителя согласно варианту осуществления;
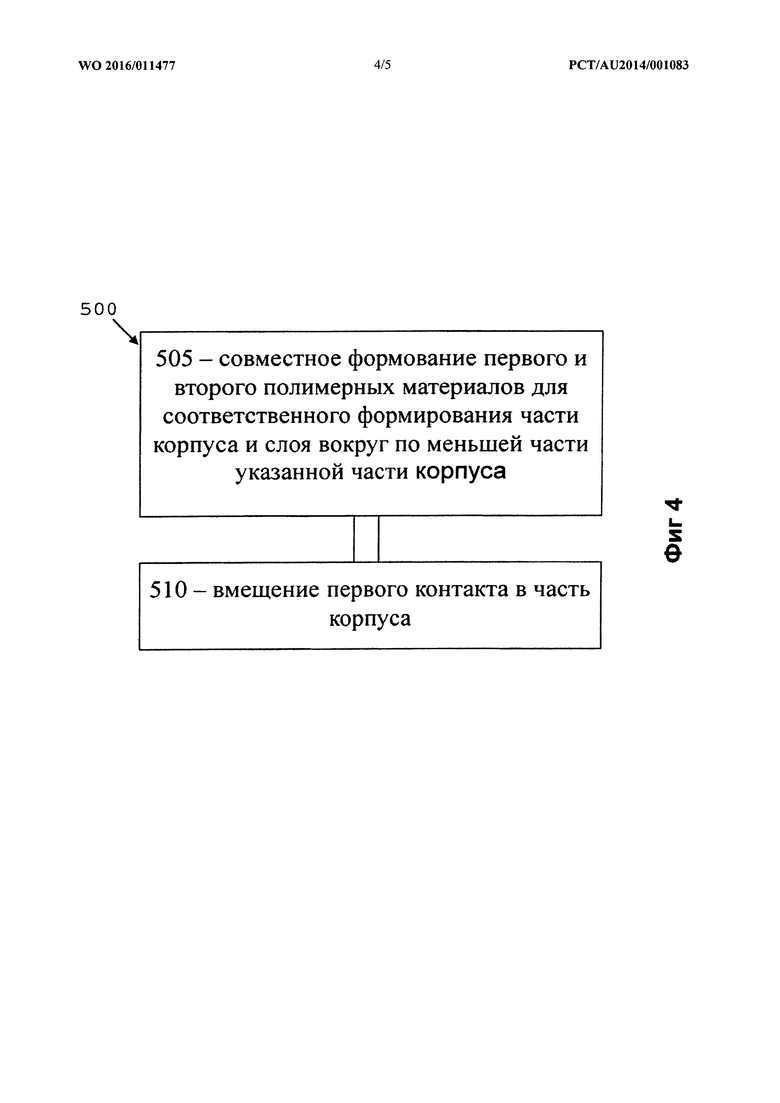
Фиг. 4 - блок-схема, показывающая этапы способа формирования компонента соединителя согласно варианту осуществления; и
Фиг. 5 - блок-схема, показывающая этапы способа формирования компонента электрического соединения согласно одному варианту осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ОТДЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Варианты осуществления, описанные в настоящем документе, обеспечивают компонент электрического соединения, подходящий для применений при высокой мощности для соединения машинного кабеля. Компонент соединения имеет обшивку для вмещения одного или более электрических контактов или гнезд, которые могут быть соединены с одной или более жилами машинного кабеля. Обшивка соединителя имеет полимерный корпус, который может быть изготовлен в процессе литьевого формования. Полимерная конструкция обшивки компонента соединителя позволяет изготавливать более легкие соединители.
Полимерный материал полимерного корпуса обшивки может иметь первую жесткость и может содержать внешний слой, сформированный из второго полимерного материала, имеющего вторую жесткость, меньшую, чем жесткость первого полимерного материала. Внешний слой снижает передачу внешних ударных усилий на часть корпуса. В некоторых вариантах осуществления внешний полимерный слой покрывает всю внешнюю поверхность указанной части корпуса соединителя.
Варианты осуществления настоящего изобретения имеют значительные преимущества. Применение полимерных материалов может приводить к снижению веса по сравнению с известными соединителями, в основном сформированными из металлических материалов. Также, применение первого полимерного материала, имеющего первую (большую) жесткость улучшает механическую прочность обшивки, а применение второго полимерного материала, имеющего вторую (меньшую) жесткость, обеспечивает упругие свойства компонента соединения.
Прежде всего, согласно Фиг. 1 и 2 показан компонент 10 электрического соединения для машинного кабеля, подходящего для передачи мощности с уровнями напряжения большими либо равными 1 кВ. Компонент электрического соединения имеет обшивку, подходящую для вмещения по меньшей мере части первого контакта (не показан), выполненного с возможностью электрического соединения со вторым контактом. Обшивка имеет часть корпуса, которая в данном варианте осуществления выполнена в виде цилиндрического корпуса 12, содержащего первый полимерный материал, имеющий первую жесткость и слой 14, покрывающий часть цилиндрического корпуса 12. В этом варианте осуществления корпус 12 по существу выполнен из первого полимерного материала. Слой 14 содержит второй полимерный материал со второй жесткостью, меньшей, чем жесткость цилиндрического корпуса 12. Слой 14 позволяет снизить передачу внешнего ударного усилия на цилиндрический корпус 12.
Полимерный материал цилиндрического корпуса 12 является относительно жестким, чтобы, таким образом, корпус 12 мог выдерживать тяжелые нагрузки и механические напряжения, которые могут происходить в окружающей среде, такой как шахты, нефтедобывающие платформы и электростанции. В зависимости от расположения и типа рабочей зоны, в эксплуатационных стандартах могут быть перечислены конкретные требования.
Некоторые части цилиндрического корпуса 12 покрыты слоем 14, содержащим более мягкий полимер, чем цилиндрический корпус 12. В этом варианте осуществления весь слой 14 содержит один и тот же полимерный материал. Более мягкий состав слоя 14 улучшает ударное сопротивление и сопротивление истиранию цилиндрического корпуса 12. В некоторых случаях жесткость полимерного материала корпуса 12 может приводить к хрупкости и, следовательно, часть корпуса 12 может быть подвержена повреждению тяжелыми ударными нагрузками. Слой 14 снижает вероятность такого повреждения.
В этом варианте осуществления корпус 12 содержит полимерный материал, например, полимерный материал высокой плотности или твердый каучук. В зависимости от конкретного применения и конструктивного требования, корпус 12 может содержать один или более полимерных материалов, и может, например, содержать комбинацию вышеперечисленных полимерных материалов, которые могут быть также усилены волокнами/стеклом.
В этом варианте осуществления слой 14 содержит усиленный волокнами термопластичный полиуретан (TPU). В зависимости от применения соединителя, полимерные материалы подвергают термической или химической обработке для изменения структурных и механических свойств. Например, первый полимерный материал корпуса 12 термически обрабатывают для повышения жесткости посредством нагревания материала во время производственного процесса. Также в полимерные материалы корпуса 12 и слоя 14 может быть введена химическая добавка для изменения их структурных и механических свойств.
Часть 12 корпуса и слой 14 сформированы таким образом, чтобы указанный слой был приклеен к указанной части корпуса. Для улучшения эффективности производства корпус 12 и слой 14 сформированы посредством совместного формования первого полимерного материала и второго полимерного материала в одной пресс-форме.
Далее, согласно Фиг. 2 показан вид в поперечном сечении компонента 10 соединителя. На этой фигуре показаны дополнительные компоненты корпуса 12, такие как кольцо 16 для зажима кабеля и модуль 18 контакта. Эти компоненты могут содержать такие же полимерные материалы, как и корпус 12, или альтернативно также могут содержать иные полимерные материалы. В этом варианте осуществления модуль 18 контакта содержит оболочку из TPU и более твердую сердцевину из PU пены.
На Фиг. 3 показан вид другого компонента корпуса 12, муфты 20, которая полностью покрыта слоем 14.
Различные компоненты корпуса 12 вмещены с соответствием по форме в цилиндрическую оболочку корпуса 12 и вмещены с соответствием по форме друг в друга с частичным заполнением внутреннего объема корпуса 12 с целью улучшения конструктивной целостности и сопротивления компонента соединителя.
В некоторых вариантах осуществления компоненты заполняют большую часть части цилиндрического объема внутри цилиндрической оболочки части корпуса 12. Цилиндрическая часть может заполнять более 90%, 80% 70%, 60%, 50%», 40%), 30% или 20% внутреннего пространства указанной части 12 корпуса и может быть сконструирована для предоставления опоры для внешней периферической стенки указанной части корпуса с целью улучшения ударного сопротивления соединителя. В описанном варианте осуществления внешняя периферическая стенка имеет толщину более 5 мм. В зависимости от свойства первого полимера, в альтернативных вариантах осуществления внешняя периферическая стенка может иметь толщину от 5 мм до 50 мм.
В одном варианте осуществления компонент 10 электрического соединения содержит множество электроизоляционных компонентов, выполненных таким образом, чтобы вмещаться в указанный корпус 12 в предварительно определенной ориентации или в ряде ориентаций. Например, первый электроизоляционный компонент может иметь такую форму, чтобы вмещаться во второй электроизоляционный компонент в предварительно определенной ориентации. Например, первый электроизоляционный компонент может иметь выступ определенной формы, при этом второй электроизоляционный компонент имеет соответствующей формы выемку для вмещения выступа первого электроизоляционного компонента, при этом, когда первый электроизоляционный компонент вмещен во второй электроизоляционный компонент, первый и второй электроизоляционные компоненты имеют предварительно определенную ориентацию относительно друг друга.
Кроме того, электроизоляционный компонент может быть выполнен таким образом, чтобы вмещать множество других электроизоляционных компонентов, при этом по меньшей мере один из электроизоляционных компонентов окружает по меньшей мере часть по меньшей мере одного проводника, при этом электрический проводник компонента электрического соединения проникает в него.
Электроизоляционные компоненты могут содержать такие же полимерные материалы, как и корпус 12, или альтернативно также могут содержать иные полимерные материалы.
Один из электроизоляционных компонентов может быть съемным, а обшивка и съемный компонент расположены таким образом, что по меньшей мере часть внутренней области обшивки может быть осмотрена, когда съемный компонент по меньшей мере частично извлечен из обшивки.
Согласно Фиг. 4 показана блок схема 500 с этапами способа формирования компонента электрического соединения согласно одному варианту осуществления. Полимерные материалы, применяемые для изготовления компонента, могут быть подвергнуты химической обработке, термической обработке, или усилены волокнами до или во время процесса формования. Два полимерных материала могут быть добавлены в формующее устройство вместе и совместно сформованы (этап 505) для формирования части корпуса, содержащей первый полимерный материал, и при этом слой, содержащий второй полимерный материал, может быть расположен на всей указанной части корпуса или на ее части. Дополнительные части корпуса компонента соединителя затем могут быть сформованы и впоследствии вмещены друг в друга с соответствием по форме. На этапе 510 электрические контакты помещают в указанную часть корпуса.
В альтернативном варианте осуществления первый и второй полимерный материал могут быть сформированы в формующем устройстве на разных этапах процесса формования и соответствующая температурная и/или химическая обработка может применяться к двум типам полимерных материалов во время процесса формования. Этап совместного формования первого и второго полимерного материала для формирования части корпуса и слоя может быть выполнен относительно всей части корпуса с указанным слоем.
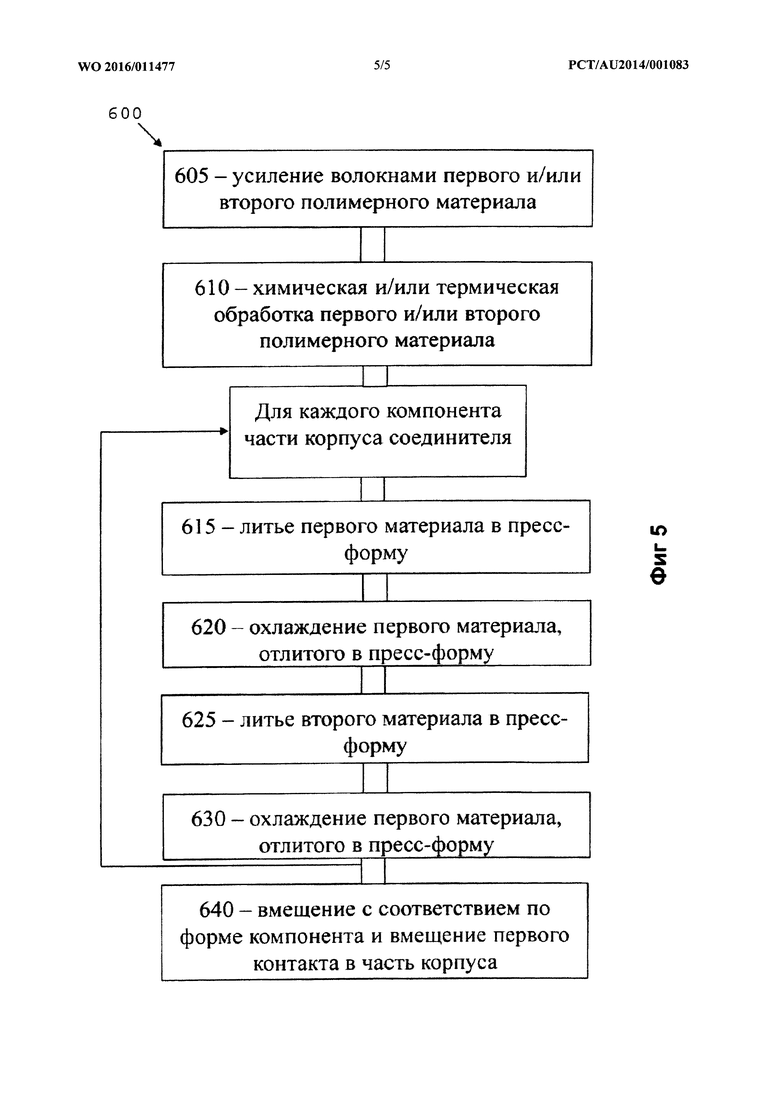
Согласно Фиг. 5 показана дополнительная блок схема 600 с этапами способа формирования компонента электрического соединения согласно одному варианту осуществления. На этапе 605 усиливают волокнами по меньшей мере один из первого и второго полимерных материалов, на этапе 610 эти материалы подвергают химической или термической обработке. Процесс формования выполняют для каждого компонента части корпуса посредством литья полимерных материалов в пресс-форму и охлаждения указанных материалов (этапы 615-630). Компоненты частей корпуса затем вмещают друг в друга с соответствием по форме, и электрические контакты помещают в компонент (этап 640).
Специалистам в данной области будет понятно, что множество вариаций и/или модификаций может быть выполнено в отношении изобретения, как показано в конкретных вариантах осуществления, без выхода за пределы объема и сути изобретения в его широком смысле. Таким образом, настоящие варианты осуществления следует рассматривать во всех отношениях как иллюстративные и не ограничивающие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрический соединитель | 2014 |
|
RU2663878C1 |
| Электрический соединитель | 2014 |
|
RU2659354C1 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2014 |
|
RU2664714C1 |
| ЭЛЕКТРОННАЯ СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2018 |
|
RU2739814C1 |
| ИЗОЛЯТОР ДЛЯ ГЕРМЕТИЧНОЙ ОБОЛОЧКИ СОЕДИНИТЕЛЯ КОНЦЕВОЙ ЗАДЕЛКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2009 |
|
RU2525297C2 |
| КАБЕЛЬНАЯ АРМАТУРА ДЛЯ СОЕДИНЕНИЯ ВЫСОКОВОЛЬТНОГО КАБЕЛЯ С ВЫСОКОВОЛЬТНЫМ КОМПОНЕНТОМ | 2016 |
|
RU2681643C1 |
| ЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ПАРЕНИЯ | 2017 |
|
RU2727856C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ТОКОПРИЕМНИКА КОНСТРУКЦИИ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА, КОНСТРУКЦИЯ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА, А ТАКЖЕ УСТРОЙСТВО И СИСТЕМА, ГЕНЕРИРУЮЩИЕ АЭРОЗОЛЬ | 2020 |
|
RU2761243C1 |
| БУФЕР СО ВСТРОЕННЫМ ДАТЧИКОМ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2679106C2 |
| ОСВЕТИТЕЛЬНЫЙ УЗЕЛ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2015 |
|
RU2705511C2 |
Изобретение относится к компоненту электрического соединителя, применяемому при высокой мощности. Компонент электрического соединения для машинного кабеля, подходящий для передачи мощности с уровнями напряжения большими либо равными 1 кВ, содержит первый электрический контакт, выполненный с возможностью электрического соединения со вторым контактом и с возможностью непосредственного или опосредованного соединения с проводником машинного кабеля. Компонент электрического соединителя также содержит обшивку, в которой расположена по меньшей мере часть первого электрического контакта. Обшивка имеет часть корпуса, сформированную из первого полимерного материала, имеющего первую жесткость. Обшивка также имеет слой, покрывающий по меньшей мере часть внешней поверхности части корпуса, при этом указанный слой сформирован из второго полимерного материала, имеющего вторую жесткость, более низкую, чем первая жесткость. Технический результат – обеспечение компонента электрического соединения слоем, снижающим передачу внешнего ударного усилия на часть корпуса. 2 н. и 23 з.п. ф-лы, 5 ил.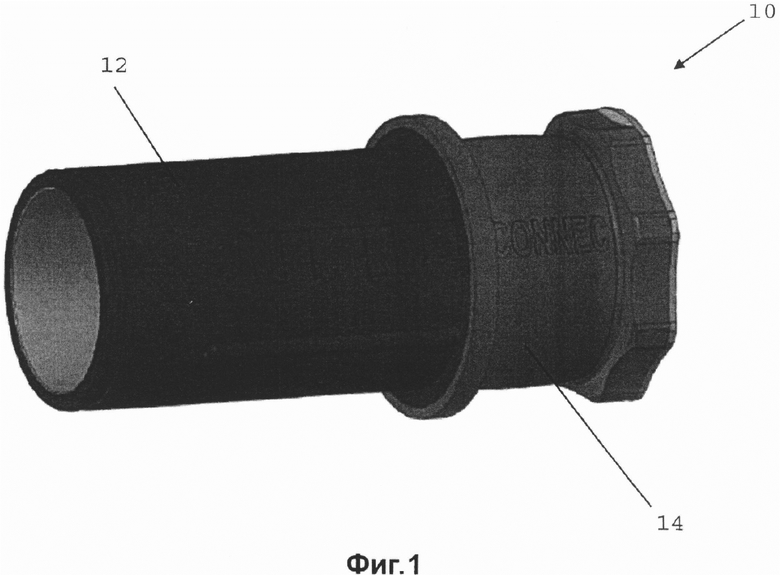
1. Компонент электрического соединения для машинного кабеля, при этом компонент электрического соединения подходит для передачи мощности с уровнями напряжения большими либо равными 1 кВ и содержит:
первый электрический контакт, выполненный с возможностью электрического соединения со вторым контактом и выполненный с возможностью непосредственного или опосредованного соединения с проводником машинного кабеля;
обшивку, в которой расположена по меньшей мере часть первого электрического контакта; при этом обшивка имеет часть корпуса, сформированную из первого полимерного материала, имеющего первую жесткость; и при этом обшивка имеет
слой, покрывающий по меньшей мере часть внешней поверхности указанной части корпуса, при этом указанный слой сформирован из второго полимерного материала, имеющего вторую жесткость, которая ниже, чем первая жесткость; при этом компонент электрического соединения выполнен таким образом, чтобы указанный слой снижал передачу усилия внешнего воздействия на указанную часть корпуса.
2. Компонент по п. 1, отличающийся тем, что указанный слой покрывает всю внешнюю поверхность указанной части корпуса.
3. Компонент по п. 1, отличающийся тем, что первый полимерный материал содержит полимерный материал высокой плотности.
4. Компонент по п. 1, отличающийся тем, что второй полимерный материал содержит каучук или нейлоновый материал.
5. Компонент по п. 1, отличающийся тем, что по меньшей мере один из первого и второго полимерных материалов усилен волокном или стеклом.
6. Компонент по п. 1, отличающийся тем, что первый полимерный материал термически или химически обработан для повышения его жесткости.
7. Компонент по п. 1, отличающийся тем, что второй полимерный материал термически или химически обработан для улучшения его ударопоглощающих свойств.
8. Компонент по п. 1, отличающийся тем, что указанная часть корпуса и указанный слой сформированы таким образом, что указанный слой приклеен к указанной части корпуса.
9. Компонент по п. 1, отличающийся тем, что по меньшей мере часть указанной части корпуса и часть указанного слоя сформированы как одно целое.
10. Компонент по п. 1, отличающийся тем, что указанная часть корпуса и указанный слой полностью сформированы как одно целое.
11. Компонент по п. 1, отличающийся тем, что указанная часть корпуса и указанный слой сформированы посредством совместного формования первого полимерного материала и второго полимерного материала.
12. Компонент по п. 1, отличающийся тем, что указанный слой полностью сформирован из второго полимерного материала.
13. Компонент по п. 1, отличающийся тем, что указанная часть корпуса полностью сформирована из первого полимерного материала.
14. Компонент по п. 1, отличающийся тем, что указанная часть корпуса содержит множество компонентов корпуса, при этом множество компонентов корпуса включает по меньшей мере один первый компонент корпуса, выполненный с возможностью вмещения с соответствием по форме во второй компонент корпуса и для расположения вокруг первого контакта, при этом внутренний объем указанной части корпуса по меньшей мере частично заполнен компонентами, содержащими первый полимерный материал.
15. Компонент по п. 14, отличающийся тем, что первый полимерный материал заполняет более 70%, 80% или 90% внутреннего объема внутренней части указанной части корпуса и при этом внутренняя часть заполняет более 90%, 80% 70%, 60%, 50% 40%, 30% или 20% внутреннего объема указанной части корпуса.
16. Компонент по п. 1, отличающийся тем, что указанный слой окружает указанную часть корпуса.
17. Компонент по п. 1, отличающийся тем, что полностью покрывает часть длины указанной части корпуса.
18. Компонент по п. 17, отличающийся тем, что указанный слой покрывает более чем 60, 70, 80 или 90% от поверхности корпуса, которая при применении не покрыта другим компонентом.
19. Компонент по п. 1, отличающийся тем, что указанная часть корпуса имеет цилиндрическую форму и определяет цилиндрическую выемку для вмещения первого контакта, и первый полимерный материал заполняет по меньшей мере большую часть объема между цилиндрической выемкой и внешней периферической стенкой указанной части корпуса.
20. Компонент по п. 1, отличающийся тем, что указанная часть корпуса имеет цилиндрическую форму и определяет цилиндрическую выемку для вмещения первого контакта, и первый полимерный материал заполняет объем между цилиндрической выемкой и периферической стенкой таким образом, чтобы внешний слой был выполнен с возможностью противодействия сжимающим усилиям и ударным усилиям.
21. Компонент по п. 19, отличающийся тем, что указанная часть корпуса выполнена с возможностью вмещения одного или более компонентов, помещаемых в объем между цилиндрической выемкой и периферической стенкой.
22. Компонент по п. 21, отличающийся тем, что указанная часть корпуса выполнена с возможностью вмещения по меньшей мере двух компонентов, которые выполнены с возможностью вмещения с соответствием по форме друг в друга и в объем между цилиндрической выемкой и периферической стенкой.
23. Компонент по п. 1, отличающийся тем, что компонент имеет размер, сопоставимый с компонентами электрического соединения на стальной основе, работающими в похожем диапазоне электрической мощности.
24. Компонент по п. 1, отличающийся тем, что компонент выполнен с возможностью работы при мощности более чем 50 кВт.
25. Способ формирования компонента электрического соединения для машинного кабеля по п. 1.
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ С ТЕНЗОМЕТРИЧЕСКИМ ДАТЧИКОМ И СИСТЕМОЙ КОНТРОЛЯ, И СПОСОБ ДЛЯ ОБНАРУЖЕНИЯ РАСТЯЖЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, В ОДНОМ ЭЛЕКТРИЧЕСКОМ КАБЕЛЕ | 2009 |
|
RU2510865C2 |
| УСТРОЙСТВО ДЛЯ КАБЕЛЬНЫХ СОЕДИНЕНИЙ И ВРАЩАЮЩАЯСЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА, ВКЛЮЧАЮЩАЯ ТАКОЕ УСТРОЙСТВО | 1998 |
|
RU2202142C2 |
| US 5626486 A1, 06.05.1997 | |||
| US 5130495 A1, 14.07.1992. | |||

