Область техники
[0001]
Настоящее изобретение относится к устройству для вставки шиповых шпилек в монтажное отверстие для шиповых шпилек, предусмотренное на участке протектора шины, и способу изготовления шипованной шины.
Предпосылки создания изобретения
[0002]
Традиционные зимние шины обеспечивают сцепление на обледенелых дорожных покрытиях посредством шиповых шпилек, установленных в участок протектора шины.
Типичные шиповые шпильки вставляют в монтажные отверстия для шиповых шпилек, выполненные в участке протектора. Пистолет для ошиповки используется для расширения диаметра монтажного отверстия для шиповых шпилек, а затем - для вставки шиповой шпильки в монтажное отверстие для шиповых шпилек. В результате этой операции шиповая шпилька прочно вставляется в монтажное отверстие для шиповых шпилек.
[0003]
Кроме того, известно устройство для вставки шиповых шпилек в шину (например, см. патент США № 3487527). Это устройство для вставки включает вращательный механизм для удерживания и вращения шины, в которую вставляются шиповые шпильки, сверлильное приспособление для формирования монтажных отверстий для шиповых шпилек в шине и установочный модуль для шиповых шпилек. Шиповые шпильки вставляют в шину по мере того, как вращательный механизм поворачивает шину, таким образом, изменяется положение шины в направлении вдоль окружности, а установочный модуль изменяет свое положение в поперечном направлении шины.
Изложение сущности изобретения
Техническая проблема
[0004]
Чтобы вставить шиповые шпильки в предварительно сформированные монтажные отверстия для шиповых шпилек, необходимо заранее ввести положения монтажных отверстий для шиповых шпилек для каждого вида шины и создать данные параметров, на основании которых устройство для вставки сможет осуществлять операцию вставки, т. е. необходимо провести обучение.
Обучение включает создание данных параметров путем фактического выполнения операции вставки с помощью устройства для вставки и записи этой операции таким образом, чтобы записанную операцию можно было выполнить повторно. При этом обучение занимает много времени, а другая проблема заключается в том, что устройство для вставки нельзя использовать во время операции обучения.
[0005]
В свете вышесказанного целью настоящего изобретения является создание устройства для вставки шиповых шпилек и обеспечение способа изготовления шипованной шины, что позволяет осуществлять вставку шиповых шпилек без обязательного обучения.
Решение проблемы
[0006]
Первый аспект настоящего изобретения представляет собой устройство для вставки шиповых шпилек в монтажные отверстия для шиповых шпилек, предусмотренные на участке протектора шины, причем устройство для вставки содержит модуль измерения профиля, содержащий первое устройство измерения профиля, которое измеряет профиль участка протектора шины; модуль идентификации положений отверстий, который на основе измеренного профиля идентифицирует положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины; и установочный модуль, который вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек, положения которых идентифицированы.
[0007]
В соответствии с описанным выше аспектом на основе профиля участка протектора шины, измеренного модулем измерения профиля, модуль идентификации положений отверстий идентифицирует положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины, а с помощью установочного модуля шиповые шпильки вставляют в монтажные отверстия для шиповых шпилек, положения которых идентифицированы. В результате этого можно осуществлять операцию вставки шиповых шпилек без обязательного обучения.
[0008]
Установочный модуль предпочтительно содержит вращательный механизм, который поворачивает участок протектора в направлении вдоль окружности шины; а
первое устройство измерения профиля предпочтительно измеряет весь профиль участка протектора путем измерения профиля участка протектора в поперечном направлении шины при вращении участка протектора.
[0009]
Модуль идентификации положений отверстий предпочтительно идентифицирует положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины в зоне участка протектора, где измеряется профиль, при вращении участка протектора.
[0010]
Вращательный механизм предпочтительно поворачивает участок протектора в направлении вдоль окружности шины на по меньшей мере два полных оборота;
первое устройство измерения профиля предпочтительно дважды измеряет весь профиль участка протектора путем измерения профиля участка протектора в поперечном направлении шины при вращении участка протектора;
установочный модуль предпочтительно вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек после первого измерения всего профиля участка протектора и перед вторым измерением; а
модуль идентификации положений отверстий предпочтительно определяет, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, путем сравнения всего профиля участка протектора по первому измерению и всего профиля участка протектора по второму измерению.
[0011]
В соответствии с описанными выше вариантами осуществления шиповые шпильки вставляют в монтажные отверстия для шиповых шпилек после первого измерения всего профиля участка протектора и перед вторым измерением, а то, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, определяют путем сравнения всего профиля участка протектора по первому измерению и всего профиля участка протектора по второму измерению. Таким образом, сразу после вставки шиповых шпилек можно проверить правильность вставки шиповых шпилек в шину.
[0012]
Модуль измерения предпочтительно содержит второе устройство измерения профиля, которое измеряет профиль участка протектора шины в поперечном направлении шины; положение вставки, в которое установочный модуль вставляет шиповые шпильки, предпочтительно задают между первым положением измерения, в котором первое устройство измерения профиля измеряет участок протектора, и вторым положением измерения, в котором второе устройство измерения профиля измеряет участок протектора; вращательный механизм предпочтительно поворачивает участок протектора в направлении от первого положения измерения к положению вставки; установочный модуль предпочтительно вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек после измерения профиля участка протектора первым устройством измерения профиля и перед измерением профиля участка протектора вторым устройством измерения профиля; а модуль идентификации положений отверстий предпочтительно определяет, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, путем сравнения всего профиля участка протектора, измеренного первым устройством измерения профиля, и всего профиля участка протектора, измеренного вторым устройством измерения профиля.
[0013]
В соответствии с описанным выше вариантом осуществления шиповые шпильки вставляют в монтажные отверстия для шиповых шпилек после измерения всего профиля участка протектора первым устройством измерения профиля и перед измерением всего профиля участка протектора вторым устройством измерения профиля, а то, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, определяют путем сравнения всего профиля участка протектора, измеренного первым устройством измерения профиля, и всего профиля участка протектора, измеренного вторым устройством измерения профиля. Таким образом, сразу после вставки шиповых шпилек можно проверить правильность вставки шиповых шпилек в шину.
[0014]
Информация о форме монтажных отверстий для шиповых шпилек предпочтительно хранится в модуле идентификации положений отверстий; при этом модуль идентификации положений отверстий предпочтительно идентифицирует положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины, сопоставляя рисунки из информации о профиле участка протектора шины, измеренного модулем измерения профиля, и информации о форме монтажных отверстий для шиповых шпилек.
[0015]
Установочный модуль предпочтительно содержит вращательный механизм, который поворачивает участок протектора в направлении вдоль окружности шины, установочную головку, которая вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек, механизм поперечного перемещения, который изменяет положение установочной головки относительно участка протектора в поперечном направлении шины, и механизм радиального перемещения, который изменяет расстояние установочной головки относительно участка протектора в радиальном направлении шины.
[0016]
Вращательный механизм предпочтительно поворачивает участок протектора так, чтобы положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины, определенные модулем идентификации положений отверстий, соответствовали положению установочной головки; а механизм поперечного перемещения предпочтительно перемещает установочную головку к положениям монтажных отверстий для шиповых шпилек в поперечном направлении шины, определенным модулем идентификации положений отверстий.
[0017]
Второй аспект настоящего изобретения представляет собой способ изготовления шипованной шины путем вставки шиповых шпилек в монтажные отверстия для шиповых шпилек, предусмотренные на участке протектора шины, причем способ включает следующие этапы: измерение профиля участка протектора шины; идентификацию положений монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины на основе измеренного профиля; и вставку шиповых шпилек в монтажные отверстия для шиповых шпилек, положения которых идентифицированы.
[0018]
В соответствии с описанным выше аспектом на основе измеренного профиля участка протектора шины идентифицируют положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины и шиповые шпильки вставляют в монтажные отверстия для шиповых шпилек, положения которых идентифицированы. В результате этого можно осуществлять операцию вставки шиповых шпилек без обязательного обучения.
[0019]
Второй аспект предпочтительно включает этап поворота участка протектора в направлении вдоль окружности шины; а на этапе измерения профиля предпочтительно измеряют весь профиль участка протектора путем измерения профиля участка протектора в поперечном направлении шины при вращении участка протектора.
[0020]
На этапе идентификации положений отверстий предпочтительно идентифицируют положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины в зоне участка протектора, где измеряется профиль, при вращении участка протектора.
[0021]
На этапе измерения профиля весь профиль участка протектора предпочтительно измеряют дважды путем измерения профиля участка протектора в поперечном направлении шины при вращении участка протектора; этап вставки выполняют после первого измерения всего профиля участка протектора и перед вторым измерением; кроме того, предпочтительно, чтобы второй аспект дополнительно включал этап определения того, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, путем сравнения всего профиля участка протектора по первому измерению и всего профиля участка протектора по второму измерению.
[0022]
В соответствии с описанными выше вариантами осуществления шиповые шпильки вставляют в монтажные отверстия для шиповых шпилек после первого измерения всего профиля участка протектора и перед вторым измерением, а то, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, определяют путем сравнения всего профиля участка протектора по первому измерению и всего профиля участка протектора по второму измерению. Таким образом, сразу после вставки шиповых шпилек можно проверить правильность вставки шиповых шпилек в шину.
[0023]
На этапе вращения участок протектора предпочтительно поворачивают в направлении вдоль окружности шины на по меньшей мере два полных оборота; а на этапе измерения профиля первое измерение предпочтительно осуществляют во время первого полного оборота участка протектора, а второе измерение предпочтительно осуществляют во время второго полного оборота участка протектора.
[0024]
В соответствии с описанными выше вариантами осуществления шиповые шпильки вставляют в монтажные отверстия для шиповых шпилек после первого полного оборота всего профиля участка протектора и перед вторым полным оборотом, а то, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, определяют путем сравнения всего профиля участка протектора по первому полному обороту и всего профиля участка протектора по второму полному обороту. Таким образом, сразу после вставки шиповых шпилек можно проверить правильность вставки шиповых шпилек в шину.
[0025]
На этапе измерения профиля первое измерение предпочтительно выполняют выше в направлении вращения шины относительно положения вставки шиповых шпилек, а второе измерение предпочтительно выполняют ниже в направлении вращения шины относительно положения вставки шиповых шпилек.
[0026]
В соответствии с описанными выше вариантами осуществления шиповые шпильки вставляют в монтажные отверстия для шиповых шпилек после измерения профиля участка протектора выше в направлении вращения шины относительно положения вставки шиповых шпилек и перед измерением профиля участка протектора ниже в направлении вращения шины относительно положения вставки шиповых шпилек и определяют, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, путем сравнения всего профиля участка протектора, измеренного выше, и всего профиля участка протектора, измеренного ниже. Таким образом, сразу после вставки шиповых шпилек можно проверить правильность вставки шиповых шпилек в шину.
[0027]
На этапе идентификации положений отверстий предпочтительно идентифицируют положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины путем сопоставления рисунков из информации о профиле участка протектора шины, измеренном на этапе измерения профиля, и информации о форме монтажных отверстий для шиповых шпилек, хранящейся в компьютере.
Преимущественные эффекты изобретения
[0028]
В соответствии с описанными выше аспектами можно осуществлять вставку шиповых шпилек без обязательного обучения.
Краткое описание рисунков
[0029]
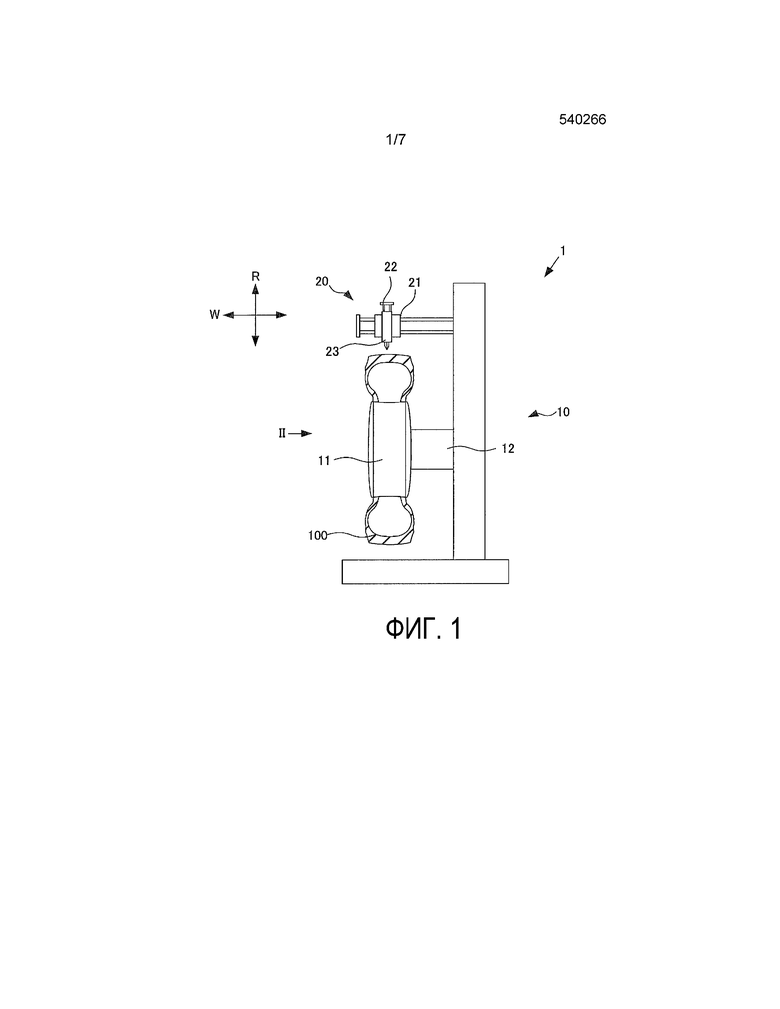
На ФИГ. 1 представлен вид в вертикальной проекции устройства 1 для вставки первого варианта осуществления настоящего изобретения.
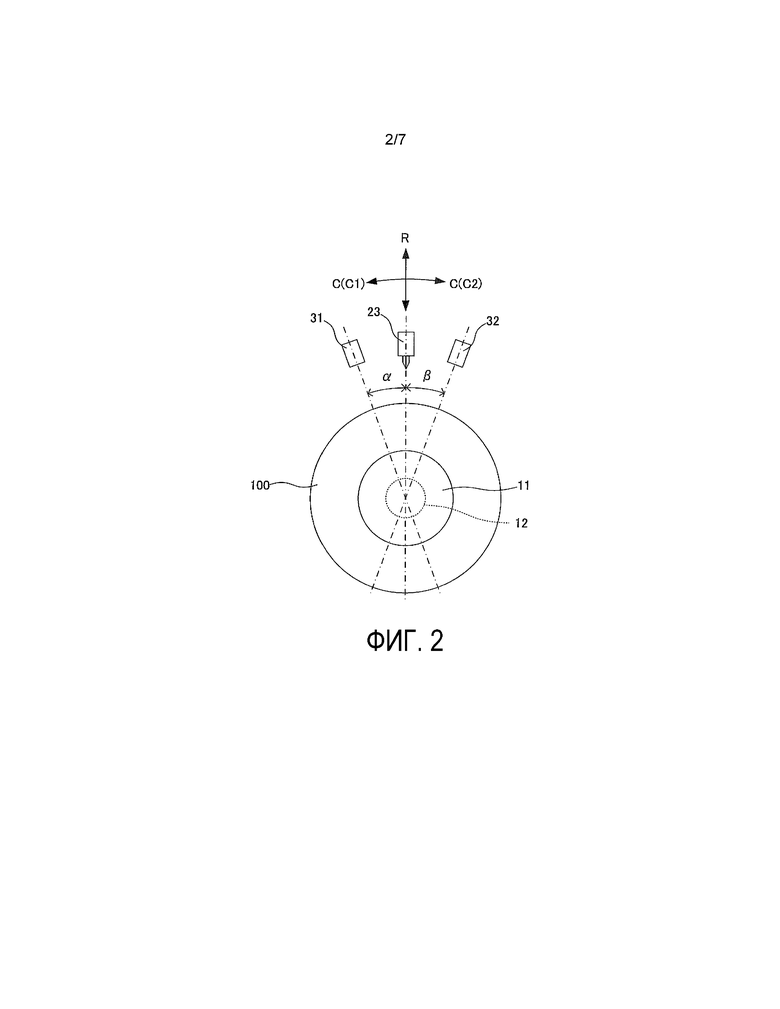
На ФИГ. 2 представлен схематический вид устройства 1 для вставки в направлении, указанном стрелкой II на ФИГ. 1.
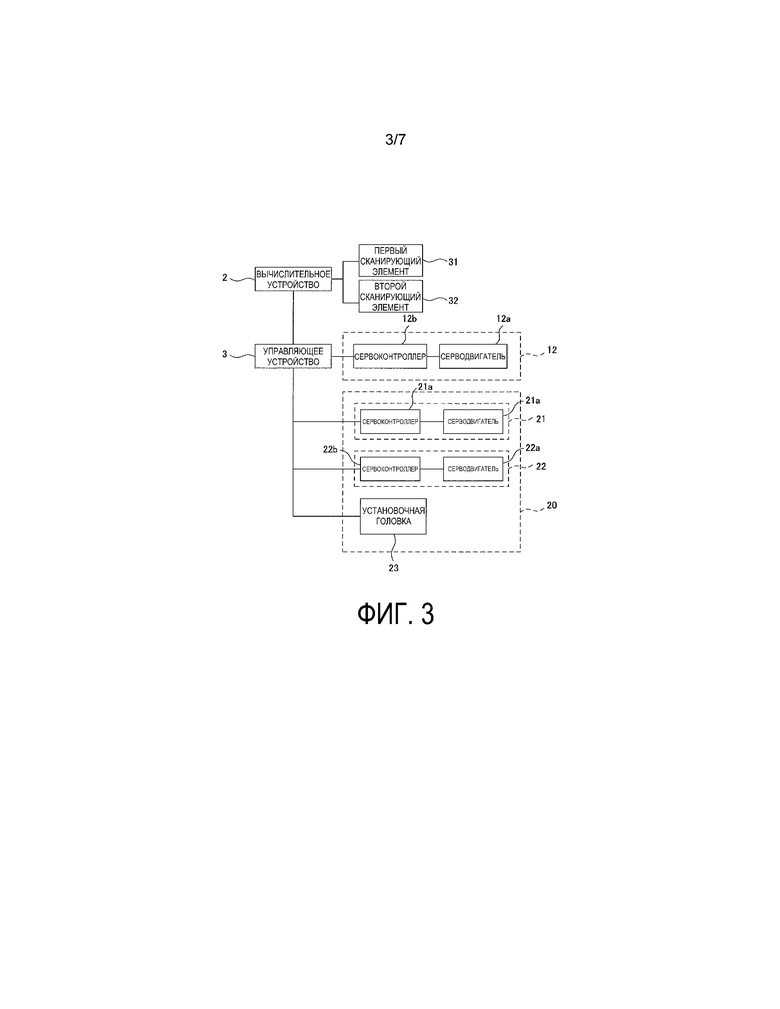
На ФИГ. 3 представлена блок-схема, иллюстрирующая конфигурацию системы управления устройством 1 для вставки.
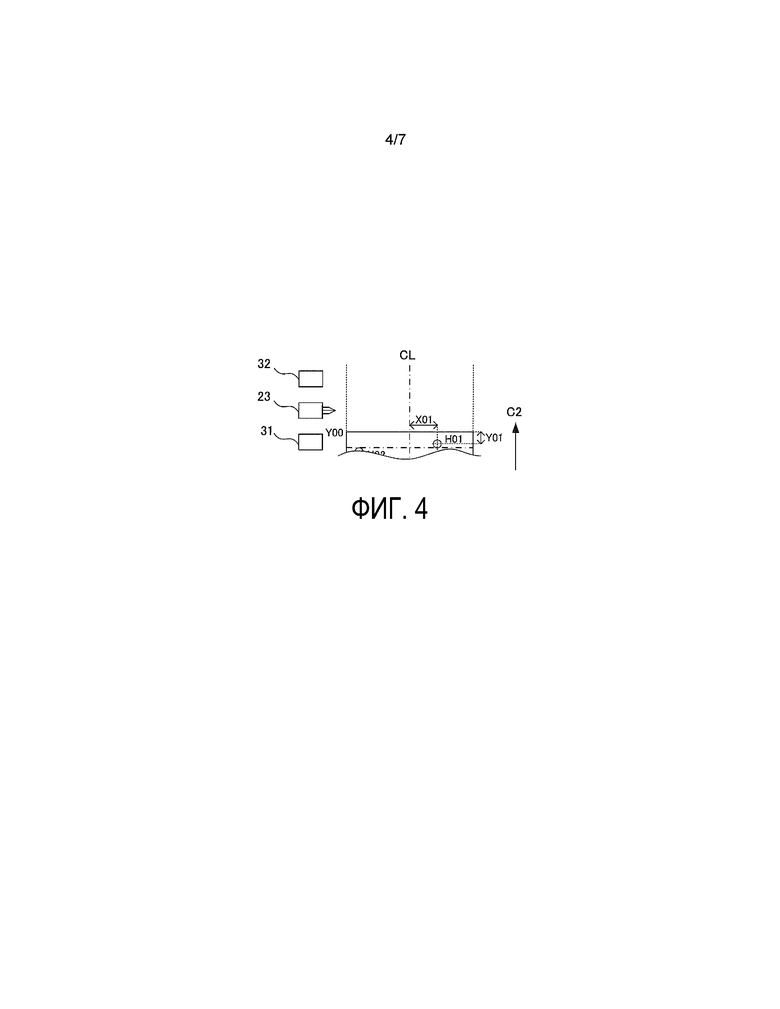
На ФИГ. 4 представлен развернутый вид участка протектора, иллюстрирующий взаимное расположение участка протектора шины и устройства 1 для вставки.
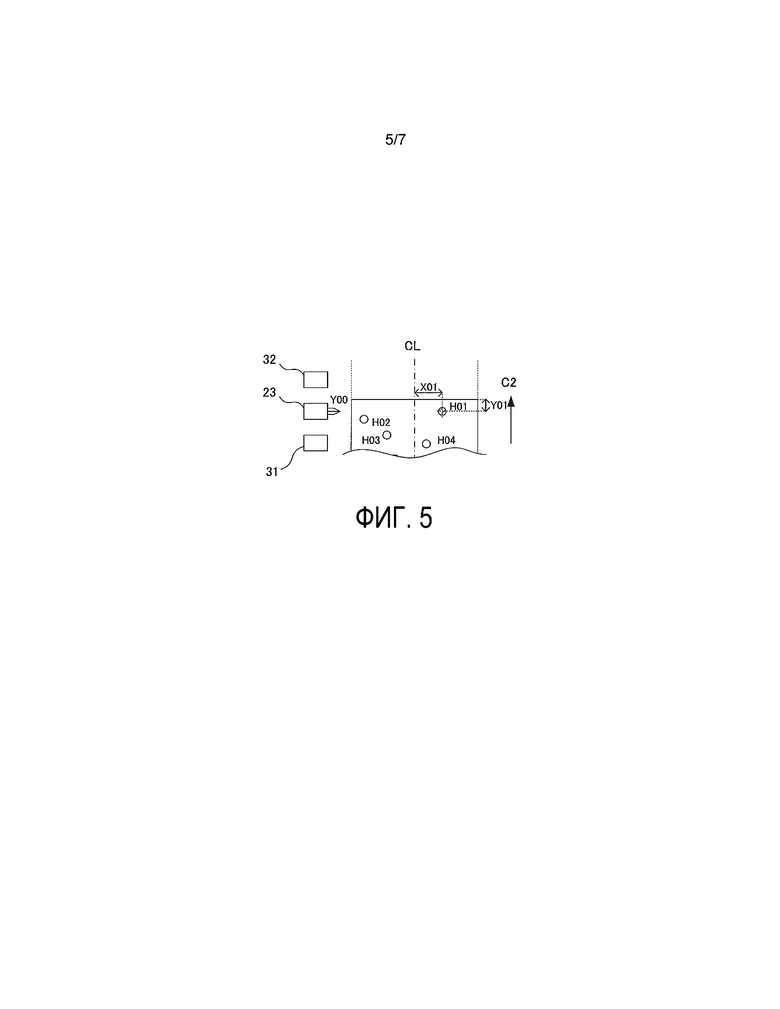
На ФИГ. 5 представлен развернутый вид участка протектора, иллюстрирующий взаимное расположение участка протектора шины и устройства 1 для вставки.
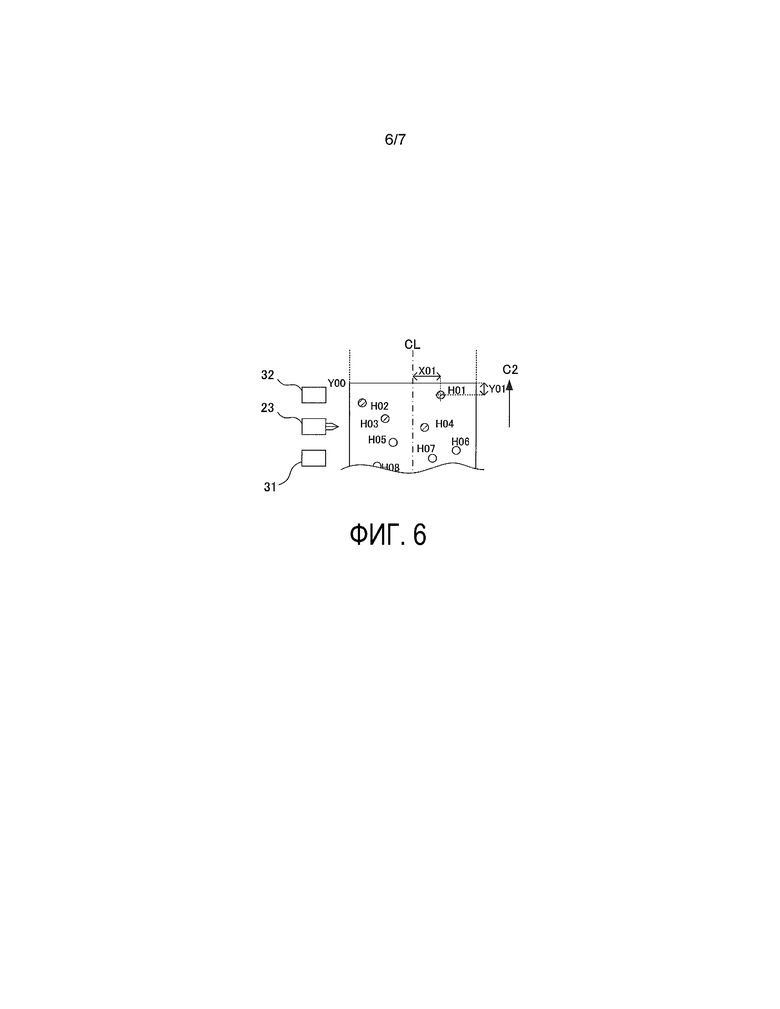
На ФИГ. 6 представлен развернутый вид участка протектора, иллюстрирующий взаимное расположение участка протектора шины и устройства 1 для вставки.
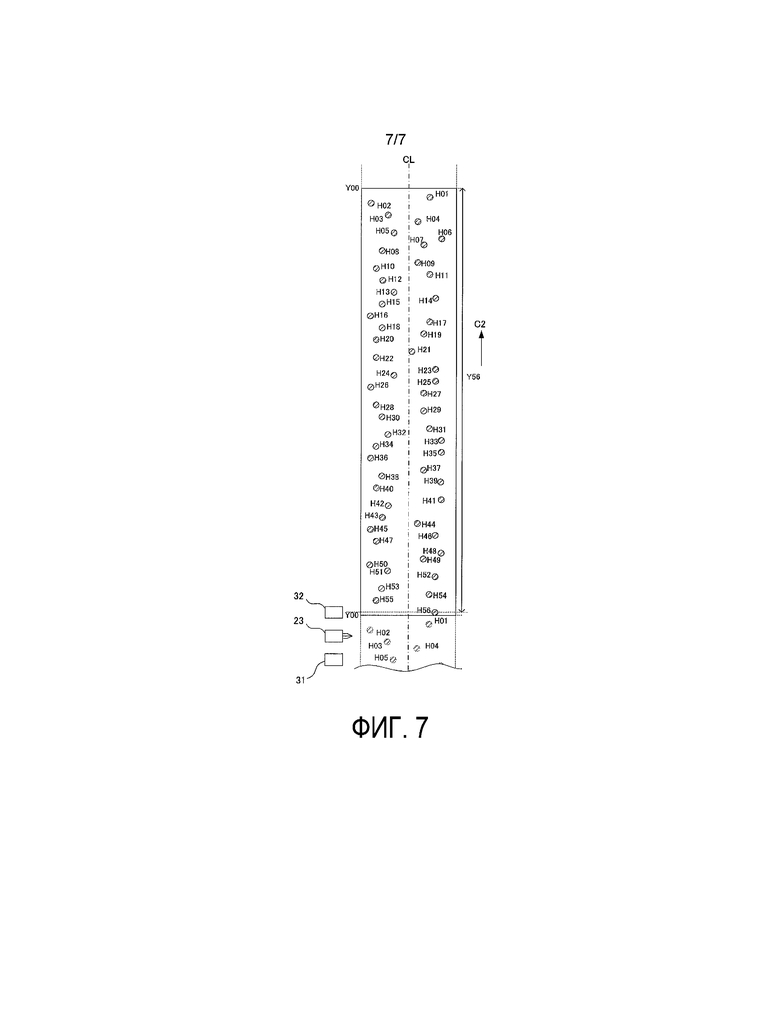
На ФИГ. 7 представлен развернутый вид участка протектора, иллюстрирующий взаимное расположение участка протектора шины и устройства 1 для вставки.
Описание вариантов осуществления
[0030]
Ниже описаны устройство для вставки шиповых шпилек и способ изготовления шипованной шины в соответствии с вариантами осуществления настоящего изобретения со ссылкой на приложенные рисунки.
[0031]
На ФИГ. 1 представлен вид в вертикальной проекции шиповой шпильки устройства 1 для вставки в соответствии с первым вариантом осуществления настоящего изобретения. На ФИГ. 2 представлен схематический вид устройства 1 для вставки шиповых шпилек в направлении, указанном стрелкой II на ФИГ. 1.
Как показано на ФИГ. 1, устройство 1 для вставки включает опорный участок 10 шины и установочный модуль 20. Опорный участок 10 шины включает диск 11. Шина 100, которая является целевым объектом для вставки шиповых шпилек, устанавливается на диске 11. На опорном участке 10 шины предусмотрен вращательный механизм 12. Вращательный механизм 12 поворачивает диск 11 в направлении C (C1 или C2) вдоль окружности шины (см. ФИГ. 2). Следует отметить, что диск 11 предпочтительно вращается, когда шина 100 установлена на диске 11 и зона полости шины между шиной 100 и диском 11 надута воздухом.
[0032]
Установочный модуль 20 включает механизм 21 поперечного перемещения, механизм 22 радиального перемещения и установочную головку 23 (пистолет для ошиповки).
Механизм 21 поперечного перемещения изменяет взаимное положение установочной головки 23 и участка протектора в поперечном направлении W шины 100 (см. ФИГ. 1).
Механизм 22 радиального перемещения изменяет расстояние между установочной головкой 23 и участком протектора в радиальном направлении R шины 100 (см. ФИГ. 1 и 2). В варианте осуществления, в котором установочная головка 23 расположена над диском 11, в качестве механизма 22 радиального перемещения можно также использовать подъемный механизм для установочной головки 23.
С помощью установочной головки 23 шиповые шпильки вставляют в монтажные отверстия для шиповых шпилек (см. ФИГ. 4-7), предусмотренные в участке протектора шины 100.
[0033]
Как показано на ФИГ. 2, устройство 1 для вставки дополнительно включает первый сканирующий элемент 31 и второй сканирующий элемент 32. Первый сканирующий элемент 31 и второй сканирующий элемент 32 представляют собой устройства измерения профиля, которые измеряют весь профиль участка протектора шины. Например, первый сканирующий элемент 31 и второй сканирующий элемент 32 включают камеру и двухмерный лазерный измеритель перемещения. Например, с помощью первого сканирующего элемента 31 и второго сканирующего элемента 32 можно измерить весь профиль участка протектора при вращении шины 100 во время измерения профиля участка протектора в поперечном направлении шины.
[0034]
Как показано на ФИГ. 2, первый сканирующий элемент 31 и второй сканирующий элемент 32 расположены в положениях, отстоящих друг от друга в направлении вращения шины, а между первым сканирующим элементом 31 и вторым сканирующим элементом 32 расположена установочная головка 23. На ФИГ. 2 первый сканирующий элемент 31 расположен в положении, отстоящем от установочной головки 23 в направлении C1 (выше), а второй сканирующий элемент 32 расположен в положении, отстоящем от установочной головки 23 в направлении C2 (ниже).
[0035]
На ФИГ. 3 представлена блок-схема, иллюстрирующая конфигурацию системы управления устройством 1 для вставки. Как показано на ФИГ. 3, система управления устройством 1 для вставки включает вычислительное устройство 2 и управляющее устройство 3.
Вычислительное устройство 2 управляет первым сканирующим элементом 31 и вторым сканирующим элементом 32 и измеряет профиль участка протектора на основе сигналов сканирования, принятых от первого сканирующего элемента 31 и второго сканирующего элемента 32. Вычислительное устройство 2 может представлять собой, например, персональный компьютер (ПК).
[0036]
Вычислительное устройство 2 содержит модуль измерения профиля, который включает устройства измерения профиля, первый сканирующий элемент 31 и второй сканирующий элемент 32, с помощью которых измеряют профиль участка протектора шины.
Как описано ниже, вычислительное устройство 2 принимает информацию об угле поворота шины 100 от управляющего устройства 3. Вычислительное устройство 2 создает информацию о профиле участка протектора шины на основе информации об угле поворота и сигналов, принятых от первого сканирующего элемента 31 и второго сканирующего элемента 32.
[0037]
Кроме того, вычислительное устройство 2 содержит модуль идентификации положений отверстий, который идентифицирует координаты монтажных отверстий для шиповых шпилек (положения в направлении вдоль окружности шины и положения в поперечном направлении шины). В частности, вычислительное устройство 2 использует информацию о профиле участка протектора изготовленной шины и сопоставляет рисунок с хранящейся в нем информацией о форме монтажных отверстий для шиповых шпилек (например, информацией о сканировании отверстий диаметром 5 мм), чтобы определить координаты монтажных отверстий для шиповых шпилек на участке протектора. Сопоставление рисунка позволяет отличить монтажные отверстия для шиповых шпилек от других компонентов на участке протектора (таких как канавки и прорези).
Вычислительное устройство 2 отправляет информацию о координатах идентифицированных монтажных отверстий для шиповых шпилек на управляющее устройство 3.
[0038]
Вычислительное устройство 2 может дополнительно включать функцию определения того, вставлена ли шиповая шпилька в монтажное отверстие для шиповых шпилек. Например, вычислительное устройство 2 может определить, вставлена ли шиповая шпилька в монтажное отверстие для шиповых шпилек, заранее сохранив в вычислительном устройстве 2 информацию о форме монтажного отверстия для шиповых шпилек со вставленной в него шиповой шпилькой и сопоставив рисунок с информацией о профиле участка протектора по отношению к координатам монтажных отверстий для шиповых шпилек, идентифицированным в соответствии с представленным выше описанием.
В альтернативном варианте осуществления вычислительное устройство 2 может определять, вставлена ли шиповая шпилька в монтажное отверстие для шиповых шпилек, путем сбора информации о разнице между информацией о форме монтажного отверстия для шиповых шпилек до вставки в него шиповой шпильки и информацией о форме монтажного отверстия для шиповых шпилек после вставки в него шиповой шпильки и применения этой информации о разнице. Например, заранее сохранив в вычислительном устройстве 2 информацию о разнице между информацией о форме монтажного отверстия для шиповых шпилек до вставки в него шиповой шпильки и информацией о форме монтажного отверстия для шиповых шпилек после вставки в него шиповой шпильки и сравнив полученную информацию о разнице с сохраненной информацией о разнице, вычислительное устройство 2 может определить, вставлена ли шиповая шпилька в монтажное отверстие для шиповых шпилек.
[0039]
Управляющее устройство 3 управляет вращательным механизмом 12 и установочным модулем 20 (механизм 21 поперечного перемещения, механизм 22 радиального перемещения и установочная головка 23) на основе результата вычисления, выполненного вычислительным устройством 2. Кроме того, управляющее устройство 3 отправляет на вычислительное устройство 2 информацию об угле поворота вращательного механизма 12 (информацию о положении установочной головки 23 относительно участка протектора в направлении C вдоль окружности шины), информацию о положении установочной головки 23 относительно участка протектора в поперечном направлении W шины, информацию о положении установочной головки 23 относительно участка протектора в радиальном направлении R шины и информацию о том, выполнила ли установочная головка 23 операцию вставки (см. описание ниже). Управляющее устройство 3 может, например, представлять собой программируемый логический контроллер (ПЛК).
Вращательный механизм 12 включает серводвигатель 12a и сервоконтроллер 12b. Сервоконтроллер 12b управляет вращением серводвигателя 12a на основе управляющего сигнала, принятого с управляющего устройства 3. Затем изменяют угол поворота диска 11 и изменяют положение участка протектора шины 100, установленной на диске 11, относительно установочной головки 23 в направлении C вдоль окружности шины.
[0040]
Механизм 21 поперечного перемещения включает серводвигатель 21a и сервоконтроллер 21b. Сервоконтроллер 21b управляет вращением серводвигателя 21a на основе управляющего сигнала, принятого с управляющего устройства 3. Затем изменяется положение установочной головки 23 относительно участка протектора в поперечном направлении W шины.
[0041]
Механизм 22 радиального перемещения включает серводвигатель 22a и сервоконтроллер 22b. Сервоконтроллер 22b управляет вращением серводвигателя 22a на основе управляющего сигнала, принятого с управляющего устройства 3. Затем изменяется положение установочной головки 23 в радиальном направлении R шины.
[0042]
Установочная головка 23 вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек с помощью механизма 22 радиального перемещения на основе управляющего сигнала, принятого от управляющего устройства 3. Операция вставки подробно описана ниже.
[0043]
Операция вставки
Сначала, как только положение установочной головки 23 относительно участка протектора в направлении С вдоль окружности шины и в поперечном направлении W шины будет установлено в положение монтажного отверстия для шиповых шпилек, механизм 22 радиального перемещения перемещает установочную головку 23 внутрь в радиальном направлении шины. В это время множество зубцов, предусмотренных на вершине установочной головки 23, вводят в монтажное отверстие для шиповых шпилек в закрытом состоянии. Затем на основании управляющего сигнала, принятого от управляющего устройства 3, установочная головка 23 расширяет монтажное отверстие для шиповых шпилек, раскрывая множество зубцов, которые были вставлены в монтажное отверстие для шиповых шпилек в закрытом состоянии. Затем шиповая шпилька подается в расширенное монтажное отверстие для шиповых шпилек из середины раскрытых зубцов. После этого, пока шиповая шпилька все еще находится в монтажном отверстии для шиповых шпилек, механизм 22 радиального перемещения перемещает установочную головку 23 в радиальном направлении шины так, чтобы удалить множество зубцов из монтажного отверстия для шиповых шпилек. Это позволяет вернуть монтажное отверстие для шиповых шпилек, которое было расширено зубцами, к исходному состоянию, в результате чего шиповая шпилька закрепляется в отверстии под действием упругой силы со стороны резины участка протектора.
На этом завершается операция вставки с помощью установочной головки 23.
[0044]
Ниже будет описан способ изготовления шипованной шины с помощью устройства 1 для вставки, позволяющего вставлять шиповые шпильки в шину 100 со ссылкой на ФИГ. 4-7.
Определение координат монтажных отверстий для шиповых шпилек
Сначала приводят в действие вращательный механизм 12, и начинается вращение шины 100, установленной на диске 11, в направлении C2, показанном на ФИГ. 2. В то же время первый сканирующий элемент 31 начинает измерение профиля участка протектора в поперечном направлении шины. Когда начинается вращение шины 100, положение участка протектора в направлении вдоль окружности шины соответствует положению первого сканирующего элемента 31 и задается в качестве исходного положения Y00.
[0045]
При вращении шины 100 монтажные отверстия для шиповых шпилек по очереди проходят через зону сканирования первого сканирующего элемента 31. На основе информации о профиле участка протектора, полученной первым сканирующим элементом 31, вычислительное устройство 2 по очереди определяет координаты (положение в поперечном направлении шины, положение в направлении вдоль окружности шины) монтажных отверстий для шиповых шпилек. Например, как показано на ФИГ. 4, положение монтажного отверстия H01 для шиповых шпилек в поперечном направлении шины обозначается X01, а положение в направлении вдоль окружности шины обозначается Y01. В данном случае X01 - расстояние от экваториальной линии CL шины до центра монтажного отверстия H01 для шиповых шпилек. Y01 - расстояние от исходного положения Y00 до центра монтажного отверстия H01 для шиповых шпилек по внешней продольной поверхности шины.
Далее, если двигаться по внешней продольной поверхности шины от исходного положения Y00, координаты монтажных отверстий H02, Н03, Н04,..., Н56 для шиповых шпилек идентифицируются аналогичным образом.
Первый сканирующий элемент 31 завершит сканирование, когда шина 100 выполнит оборот на 360°. К этому моменту были идентифицированы координаты всех монтажных отверстий H01-H056 для шиповых шпилек (см. ФИГ. 7), предусмотренных на шине 100.
[0046]
Вставка шиповых шпилек
Как показано на ФИГ. 2, в плоскости, перпендикулярной оси вращения шины 100, прямая линия, соединяющая установочную головку 23 и центр вращения шины, и прямая линия, соединяющая первый сканирующий элемент 31 и центр вращения шины 100, образуют угол α, а прямая линия, соединяющая установочную головку 23 и центр вращения шины, и прямая линия, соединяющая второй сканирующий элемент 32 и центр вращения шины 100, образуют угол β. Кроме того, прямая линия, соединяющая исходное положение Y00 и центр вращения шины, и прямая линия, соединяющая монтажное отверстие Hn (n=01, 02, 03,..., 56) для шиповых шпилек и центр вращения шины 100, образуют угол θn (0° < θn < 360°). Следует отметить, что в примере, показанном на ФИГ. 4-7, в участке протектора шины 100 образованы 56 монтажных отверстий H01-H56 для шиповых шпилек.
[0047]
Как показано на ФИГ. 5, когда шина 100 поворачивается на угол α+θ1 от начальной точки, установочная головка 23 достигает положения Y01 монтажного отверстия H01 для шиповых шпилек в направлении вдоль окружности шины. В данном случае для перемещения установочной головки 23 к положению X01 монтажного отверстия H01 для шиповых шпилек в поперечном направлении шины приводят в действие механизм 21 поперечного перемещения. После этого описанная выше операция вставки считается выполненной, и шиповая шпилька закрепляется внутри монтажного отверстия H01 для шиповых шпилек.
Затем аналогичным образом шину поворачивают на угол α+θn относительно начальной точки, установочную головку 23 перемещают в положение Xn в поперечном направлении шины и осуществляют вставку, этот процесс продолжается до последнего монтажного отверстия (H56 на ФИГ. 7) для шиповых шпилек. После завершения операции вставки в последнее монтажное отверстие H56 для шиповых шпилек шину 100 поворачивают на угол α+θ56 относительно начальной точки.
[0048]
Следует отметить, что второй сканирующий элемент 32 можно использовать для проверки (см. описание ниже) после вставки шиповых шпилек.
Проверка после вставки шиповых шпилек
Когда шину 100 поворачивают на угол α+β относительно начальной точки, второй сканирующий элемент 32 достигает исходного положения Y00. После этого второй сканирующий элемент 32 начинает измерение профиля участка протектора в поперечном направлении шины.
Как показано на ФИГ. 6, когда шина 100 поворачивается на угол α+β+θ1 относительно начальной точки, второй сканирующий элемент 32 достигает положения Y01 монтажного отверстия H01 для шиповых шпилек в направлении вдоль окружности шины. Затем на основе информации о профиле участка протектора, полученной с помощью второго сканирующего элемента 32, вычислительное устройство 2 определяет, вставлена ли шиповая шпилька в монтажное отверстие H01 для шиповых шпилек. Вычислительное устройство 2 может также определить, вставлена ли шиповая шпилька, путем сопоставления рисунка с использованием информации о форме монтажного отверстия для шиповых шпилек со вставленной в него шиповой шпилькой. Кроме того, вычислительное устройство 2 может также определить, вставлена ли шиповая шпилька, на основе информации о разнице между информацией о профиле участка протектора, полученной с помощью второго сканирующего элемента 32, и информацией о профиле участка протектора, полученной с помощью первого сканирующего элемента 31.
После этого аналогичным образом можно определить, была ли вставлена шиповая шпилька в монтажные отверстия H02, H03, H04,..., H56 для шиповых шпилек.
[0049]
После завершения определения того, была ли вставлена шиповая шпилька в последнее монтажное отверстие H56 для шиповых шпилек, завершается проверка того, вставлены ли шиповые шпильки во все монтажные отверстия H01-H056 для шиповых шпилек. Как показано на ФИГ. 7, в этот момент шина 100 повернута на угол α+β+θ56 относительно начальной точки.
Когда шина 100 поворачивается на угол α+β+360° относительно начальной точки, второй сканирующий элемент 32 прекращает сканирование. После этого можно выполнить проверку того, вставлены ли шиповые шпильки во все монтажные отверстия H01-H056 для шиповых шпилек, предусмотренные в шине 100. Вставка шиповых шпилек в шину 100 завершается, если шиповые шпильки вставлены во все монтажные отверстия H01-H056 для шиповых шпилек.
[0050]
Если окажется, что в каком-либо из монтажных отверстий H01-H056 для шиповых шпилек не вставлена шиповая шпилька, шину 100 поворачивают и положение установочной головки 23 перемещают так, чтобы привести установочную головку 23 в соответствие с целевым монтажным отверстием для шиповых шпилек, и выполняют вставку еще раз. Таким образом можно установить шиповые шпильки во все монтажные отверстия H01-H056 для шиповых шпилек. Кроме того, для вставки шиповых шпилек в те монтажные отверстия для шиповых шпилек, в которые, как было определено, не вставлены шиповые шпильки, можно применить ручной пистолет для ошиповки. После этого завершается вставка шиповых шпилек в шину 100, и шипованная шина считается готовой.
[0051]
В соответствии с описанным выше способом изготовления шипованной шины на основе профиля участка протектора шины, измеренного первым сканирующим элементом 31, идентифицируют положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины и шиповые шпильки вставляют в монтажные отверстия для шиповых шпилек, положения которых идентифицированы, с помощью установочного модуля 23. В результате этого можно осуществлять операцию вставки шиповых шпилек без обязательного обучения.
[0052]
Выполнив измерение профиля участка протектора в поперечном направлении шины при вращении шины, шиповые шпильки можно последовательно вставить в монтажные отверстия для шиповых шпилек, положения которых идентифицированы. Таким образом, шиповые шпильки можно закрепить во всех монтажных отверстиях H01-H056 для шиповых шпилек, когда шина 100 повернута на угол α+360° относительно начальной точки.
[0053]
Кроме того, определив, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, на основе профиля участка протектора, измеренного с помощью второго сканирующего элемента 32, можно проверить, вставлены ли шиповые шпильки во все монтажные отверстия H01-H056 для шиповых шпилек, путем поворота шины 100 на угол α+β+360° относительно начальной точки.
[0054]
Модифицированный пример
В описанном выше варианте осуществления первый сканирующий элемент 31 и второй сканирующий элемент 32 представляют собой отдельные устройства. Однако настоящее изобретение не ограничено такой конфигурацией.
Например, первый сканирующий элемент 31 может получать всю информацию о профиле участка протектора до вставки шиповых шпилек в монтажные отверстия для шиповых шпилек и информацию о профиле участка протектора после вставки шиповых шпилек в монтажные отверстия для шиповых шпилек, а также определять, вставлены ли шиповые шпильки во все монтажные отверстия H01-H056 для шиповых шпилек, путем сравнения информации. В таком варианте осуществления первый сканирующий элемент 31 может получать информацию о профиле участка протектора до вставки шиповых шпилек в монтажные отверстия для шиповых шпилек за то время, пока шина 100 поворачивается на 360° относительно начальной точки, а затем получать информацию о профиле участка протектора после вставки шиповых шпилек в монтажные отверстия для шиповых шпилек за то время, пока шина 100 снова поворачивается на 360°. В этой конфигурации определить, вставлены ли шиповые шпильки во все монтажные отверстия H01-H056 для шиповых шпилек, можно путем поворота шины 100 на 720° относительно начальной точки (на два полных оборота).
[0055]
Устройства для вставки шиповых шпилек и способ изготовления шипованной шины в соответствии с вариантами осуществления настоящего изобретения были подробно описаны выше. Однако настоящее изобретение не ограничено описанными выше вариантами осуществления, а может быть улучшено или модифицировано различными способами, которые входят в объем настоящего изобретения. Например, в описанном выше варианте осуществления профиль участка протектора измерялся с помощью сканирующего элемента. Однако настоящее изобретение не ограничивается этой конфигурацией, и для измерения профиля участка протектора, чтобы идентифицировать положение монтажных отверстий для шиповых шпилек и проверить, вставлены ли в них шиповые шпильки, можно применить способ светоделения.
Перечень позиционных обозначений
[0056]
1 - устройство для вставки
2 - вычислительное устройство
3 - управляющее устройство
10 - опорный участок шины
11 - диск
12 - вращательный механизм
12a, 21a, 22a - серводвигатель
12b, 21b, 22b - сервоконтроллер
20 - установочный модуль
21 - механизм поперечного перемещения
22 - механизм радиального перемещения
23 - установочная головка
31 - первый сканирующий элемент
32 - второй сканирующий элемент
100 - шина
H01-H056 - монтажное отверстие для шиповых шпилек.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИПОВАЯ ШПИЛЬКА И ШИПОВАННАЯ ШИНА | 2019 |
|
RU2750762C1 |
| ШИПОВАЯ ШПИЛЬКА И ШИПОВАННАЯ ШИНА | 2017 |
|
RU2716530C1 |
| ШИПОВАЯ ШПИЛЬКА И ШИПОВАННАЯ ШИНА | 2017 |
|
RU2716522C1 |
| ШИПОВАЯ ШПИЛЬКА И ШИПОВАННАЯ ШИНА | 2017 |
|
RU2716531C1 |
| ШИПОВАЯ ШПИЛЬКА И ШИПОВАННАЯ ШИНА | 2017 |
|
RU2716532C1 |
| Шиповая шпилька и шипованная шина | 2016 |
|
RU2684975C1 |
| ШИПОВАННАЯ ШИНА | 2015 |
|
RU2643328C1 |
| ШИПОВАЯ ШПИЛЬКА, ПНЕВМАТИЧЕСКАЯ ШИНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ И СПОСОБ УСТАНОВКИ ШИПОВОЙ ШПИЛЬКИ | 2017 |
|
RU2726672C2 |
| ШИПОВАЯ ШПИЛЬКА И ШИНА, СОДЕРЖАЩАЯ ШИПОВУЮ ШПИЛЬКУ | 2021 |
|
RU2806179C1 |
| ШИПОВАЯ ШПИЛЬКА И ШИНА, ВКЛЮЧАЮЩАЯ В СЕБЯ ТАКУЮ ШИПОВУЮ ШПИЛЬКУ | 2021 |
|
RU2807161C1 |
Изобретение относится к автомобильной промышленности. Устройство и способ предназначены для вставки шиповых шпилек в монтажные отверстия для шиповых шпилек, предусмотренные на участке протектора шины. Устройство для вставки содержит модуль измерения профиля, содержащий первое устройство измерения профиля, которое измеряет профиль участка протектора шины; модуль идентификации положений отверстий, который на основе измеренного профиля идентифицирует положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины; и установочный модуль, который вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек, положения которых идентифицированы. Технический результат – автоматизация шиповки шины. 4 н. и 12 з.п. ф-лы, 7 ил.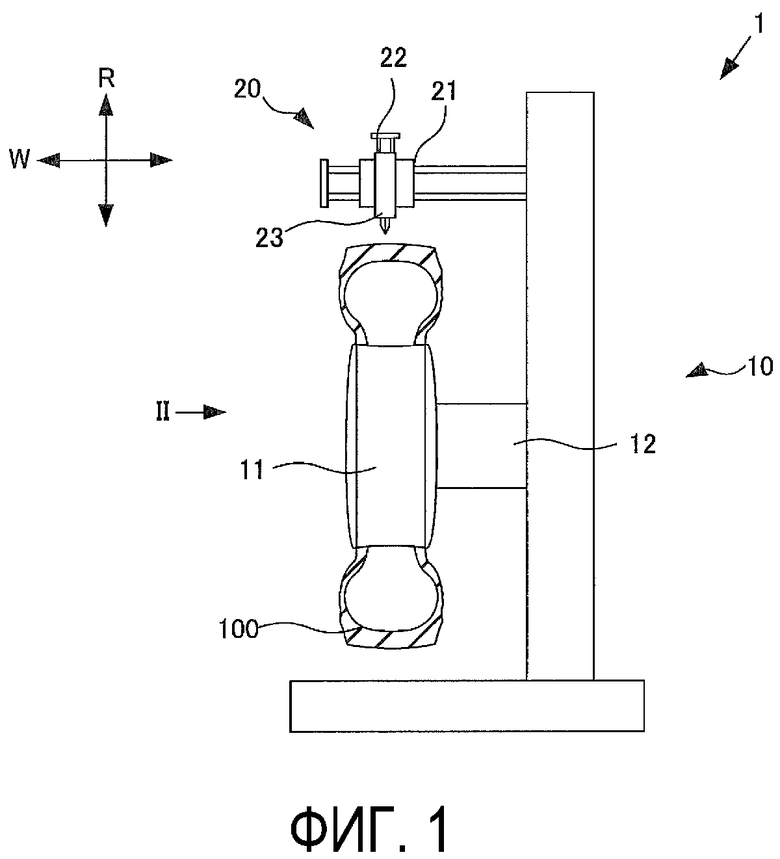
1. Устройство для вставки шиповых шпилек в монтажные отверстия для шиповых шпилек, предусмотренные на участке протектора шины, содержащее:
модуль измерения профиля, содержащий первое устройство измерения профиля, которое измеряет профиль участка протектора шины;
модуль идентификации положений отверстий, который на основе измеренного профиля идентифицирует положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины; и
установочный модуль, который вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек, положения которых идентифицированы;
при этом информация о форме монтажных отверстий для шиповых шпилек хранится в модуле идентификации положений отверстий; и
модуль идентификации положений отверстий идентифицирует положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины путем сопоставления рисунков из информации о профиле участка протектора шины, измеренном модулем измерения профиля, и информации о форме монтажных отверстий для шиповых шпилек.
2. Устройство для вставки по п. 1, в котором
установочный модуль содержит вращательный механизм, который поворачивает участок протектора в направлении вдоль окружности шины; и
первое устройство измерения профиля измеряет весь профиль участка протектора путем измерения профиля участка протектора в поперечном направлении шины при вращении участка протектора.
3. Устройство для вставки по п. 2, в котором модуль идентификации положений отверстий идентифицирует положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины в зоне участка протектора, где измеряется профиль, при вращении участка протектора.
4. Устройство для вставки по п. 2 или 3, в котором
вращательный механизм поворачивает участок протектора в направлении вдоль окружности шины на по меньшей мере два полных оборота;
первое устройство измерения профиля дважды измеряет весь профиль участка протектора путем измерения профиля участка протектора в поперечном направлении шины при вращении участка протектора;
установочный модуль вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек после первого измерения всего профиля участка протектора и перед вторым измерением; и
модуль идентификации положений отверстий определяет, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, путем сравнения всего профиля участка протектора по первому измерению и всего профиля участка протектора по второму измерению.
5. Устройство для вставки шиповых шпилек в монтажные отверстия для шиповых шпилек, предусмотренные на участке протектора шины, содержащее:
модуль измерения профиля, содержащий первое устройство измерения профиля, которое измеряет профиль участка протектора шины;
модуль идентификации положений отверстий, который на основе измеренного профиля идентифицирует положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины; и
установочный модуль, который вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек, положения которых идентифицированы;
при этом установочный модуль содержит вращательный механизм, который поворачивает участок протектора в направлении вдоль окружности шины;
причем первое устройство измерения профиля измеряет весь профиль участка протектора путем измерения профиля участка протектора в поперечном направлении шины при вращении участка протектора;
при этом модуль измерения содержит второе устройство измерения профиля, которое измеряет профиль участка протектора шины в поперечном направлении шины;
причем положение вставки, в которое шиповые шпильки вставляются с помощью установочного модуля, задают между первым положением измерения, в котором участок протектора измеряется первым устройством измерения профиля, и вторым положением измерения, в котором участок протектора измеряется вторым устройством измерения профиля;
при этом вращательный механизм поворачивает участок протектора в направлении от первого положения измерения к положению вставки;
причем установочный модуль вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек после измерения профиля участка протектора первым устройством измерения профиля и перед измерением профиля участка протектора вторым устройством измерения профиля;
при этом модуль идентификации положений отверстий определяет, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, путем сравнения всего профиля участка протектора, измеренного первым устройством измерения профиля, и всего профиля участка протектора, измеренного вторым устройством измерения профиля.
6. Устройство для вставки по п. 5, в котором
информация о форме монтажных отверстий для шиповых шпилек хранится в модуле идентификации положений отверстий; и
модуль идентификации положений отверстий идентифицирует положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины путем сопоставления рисунков из информации о профиле участка протектора шины, измеренном модулем измерения профиля, и информации о форме монтажных отверстий для шиповых шпилек.
7. Устройство для вставки по любому из пп. 1-6, в котором установочный модуль содержит вращательный механизм, который поворачивает участок протектора в направлении вдоль окружности шины, установочную головку, которая вставляет шиповые шпильки в монтажные отверстия для шиповых шпилек, механизм поперечного перемещения, который изменяет положение установочной головки относительно участка протектора в поперечном направлении шины, и механизм радиального перемещения, который изменяет расстояние установочной головки относительно участка протектора в радиальном направлении шины.
8. Устройство для вставки по п. 7, в котором
вращательный механизм поворачивает участок протектора так, чтобы положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины, которые идентифицируются модулем идентификации положений отверстий, соответствовали положению установочной головки; и
механизм поперечного перемещения перемещает установочную головку к положениям монтажных отверстий для шиповых шпилек в поперечном направлении шины, которые идентифицируются модулем идентификации положений отверстий.
9. Способ изготовления шипованной шины путем вставки шиповых шпилек в монтажные отверстия для шиповых шпилек, предусмотренные на участке протектора шины, включающий этапы, на которых:
измеряют профиль участка протектора шины;
осуществляют идентификацию положений монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины на основе измеренного профиля; и
осуществляют вставку шиповых шпилек в монтажные отверстия для шиповых шпилек, положения которых идентифицированы;
при этом на этапе идентификации положений отверстий идентифицируют положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины путем сопоставления рисунков из информации о профиле участка протектора шины, измеренном на этапе измерения профиля, и информации о форме монтажных отверстий для шиповых шпилек, хранящейся в компьютере.
10. Способ изготовления шипованной шины по п. 9, при котором дополнительно поворачивают участок протектора в направлении вдоль окружности шины; при этом на этапе измерения профиля измеряют весь профиль участка протектора путем измерения профиля участка протектора в поперечном направлении шины при вращении участка протектора.
11. Способ изготовления шипованной шины по п. 10, при котором на этапе идентификации положений отверстий идентифицируют положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины в зоне участка протектора, где измеряется профиль, при вращении участка протектора.
12. Способ изготовления шипованной шины по п. 10 или 11, при котором
на этапе измерения профиля весь профиль участка протектора измеряют дважды путем измерения профиля участка протектора в поперечном направлении шины при вращении участка протектора; и
этап вставки выполняют после первого измерения всего профиля участка протектора измерительным модулем и перед вторым измерением;
причем способ дополнительно включает этап определения того, вставлены ли шиповые шпильки в монтажные отверстия для шиповых шпилек, путем сравнения всего профиля участка протектора по первому измерению и всего профиля участка протектора по второму измерению.
13. Способ изготовления шипованной шины по п. 12, при котором
на этапе вращения участок протектора поворачивают в направлении вдоль окружности шины на по меньшей мере два полных оборота; и
на этапе измерения профиля первое измерение осуществляют во время первого полного оборота участка протектора, а второе измерение осуществляют во время второго полного оборота участка протектора.
14. Способ изготовления шипованной шины по п. 12, при котором на этапе измерения профиля первое измерение выполняют выше в направлении вращения шины относительно положения вставки шиповых шпилек, а второе измерение выполняют ниже в направлении вращения шины относительно положения вставки шиповых шпилек.
15. Способ изготовления шипованной шины путем вставки шиповых шпилек в монтажные отверстия для шиповых шпилек, предусмотренные на участке протектора шины, включающий этапы, на которых:
поворачивают участок протектора в направлении вдоль окружности шины;
измеряют весь профиль участка протектора дважды путем измерения профиля участка протектора в поперечном направлении шины при вращении участка протектора;
осуществляют идентификацию положений монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины на основе измеренного профиля;
осуществляют вставку шиповых шпилек в монтажные отверстия для шиповых шпилек после первого измерения всего профиля участка протектора и перед вторым измерением, причем положения монтажных отверстий для шиповых шпилек являются идентифицированными; и
определяют то, вставлены ли или нет шиповые шпильки в монтажные отверстия для шиповых шпилек путем сравнения всего профиля участка протектора по первому измерению и всего профиля участка протектора по второму измерению;
при этом на этапе измерения всего профиля участка протектора первое измерение выполняют первым устройством измерения профиля, находящимся выше по ходу в направлении вращения шины относительно положения вставки шиповых шпилек, а второе измерение выполняют вторым устройством измерения профиля, отличным от первого устройства измерения профиля и находящимся ниже по ходу в направлении вращения шины относительно положения вставки шиповых шпилек.
16. Способ изготовления шипованной шины по п. 15, при котором на этапе идентификации положений отверстий идентифицируют положения монтажных отверстий для шиповых шпилек в направлении вдоль окружности шины и в поперечном направлении шины путем сопоставления рисунков из информации о профиле участка протектора шины, измеренном на этапе измерения профиля, и информации о форме монтажных отверстий для шиповых шпилек, хранящейся в компьютере.
| JP 6338008 A, 18.02.1988 | |||
| JP 61110606 А, 28.05.1986 | |||
| US 3487527 A, 06.01.1970. |

